Embed Size (px)
Citation preview

AUTHOR: Siegfried WaltherDISA Industrie AG
Corrosion of steel is an electro-chemical reaction and isassociated with damage and, ultimately, the
destruction of objects. It is manifest in various forms suchas general rusting when a surface is attacked relativelyuniformly; pitting, with individual deep corrosion sites; andinter-crystalline corrosion at grain boundaries. Hot-rolledsteel sheets and sections develop a layer of mill scale whencooled in air. With moisture and air this develops into amix of hydrated iron oxides, or rust which can be loosely orstrongly adherent, and generally red-brown in colour.Figure 1 shows plates in stock prior to treatment.
Materials affected by rust lose value. Rust is visuallyunappealing and causes substantial maintenance andrepair work. As rusting progresses the static and dynamicproperties of a product alter; the analytically determinedsafety factors of a constructional element are reduced, andthe life span diminishes progressively as the extent of thecorrosion increases. Only a corrosion-proofed surface helpsmaintain static safety, sustained value, long-term optimumappearance and lower maintenance and repair costs.
CORROSION PROTECTIONThe prevention of corrosion and the maintenance of long-term sustained value of products through corrosionprotection systems are key factors in steel-using industries.Vivid examples are ships, where the steel operates in a verycorrosive medium: salt water. In shipbuilding (see Figure2), high-quality corrosion protection is indispensable, notonly in the finished ship, but also during the manufactureof the ship’s hull sub-assemblies when corrosion-proofprimers are applied to bare metallic surfaces – manually orin automatically controlled operations according to themanufacturing sequence.
DEVELOPMENT OF PRESERVATION LINESPreservation lines for automatic corrosion protectionbegan to be employed in great numbers in the 1960s,however by the mid-1980s the demand for such units haddeclined as shipbuilding and structural fabricationindustries stagnated worldwide. In addition, restrictions
on the emissions of gases from solvent-based paints were so costly to overcome that only companies withlarge quantities of material to preserve were able to make the necessary investments. Small- and medium-sized manufacturing companies decided instead on theuse of free-standing shot blasting plants which assured ade-scaled surface for welding. In order to preventsubsequent rusting, the materials had to be processed
Integrated preservation lines provide a compact solution to automated steel product painting lines,incorporating preparation, shot blasting, painting and drying, and, if required, marking and rollerstraightening in one line.
Integrated de-scaling and preservationlines for steel sheet and sections
FINISHING PROCESSES
229
MIL
LEN
NIU
M S
TEEL
2005
r Fig.1 Outside loading area (pre treatment)
r Fig.2 Shipyard
a
MS05-21 pp229-232 24/5/05 1:02 am Page 229

MIL
LEN
NIU
M S
TEEL
2005
230
` There are cost savings in cutting to size, cold formingand machining operations due to lack of scaleformation
` The applied corrosion protective layer serves as anundercoat or primer
PRESERVATION LINES: THE PROCESSA schematic of a typical process line is shown in Figure 3.The two main components of a conservation line aremechanical de-scaling by blast cleaning, and a paintingunit (see Figure 4).
Blast cleaning The core elements of the blast cleaningplant are the blast wheels within the blasting chamber. Theblasting medium (abrasive) for de-scaling is axially fed tothem where it undergoes an initial mechanical accelerationvia a distributing impeller rotating synchronous to the blastwheel, and then passes through a control cage directly ontothe slinging blades where it is further accelerated up to thedesired slinging velocity (see Figure 5).The blast wheels arearranged around the work piece to be treated and can beprecisely adjusted so that the work piece surfaces arecontinuously and uniformly de-scaled. The exceptions tothis are undercuts on the work piece where shot blastmaterial cannot be easily directed. The work pieces areconveyed through the plant on roller conveyors at aninfinitely variable feed-rate. Prior to blasting the work piecesurfaces should be dry, devoid of oil and grease, andwithout other impurities. This is attainable with a pre-cleaning cabin upstream of the blast chamber.
The blasting medium for both as-rolled and quenchedand tempered steel grades is steel shot with grain sizes of0.3–1.4mm and hardness 48–52 Rockwell C hardness
quickly afterwards.Over recent years the paint industry has developed
water soluble paints, and primers that enable steel to bewelded without removal of this protective coat. Withthese new products the emission requirements can befulfilled, which has substantially lowered the investmentcosts for new preservation lines, as well as their operatingand secondary costs.
Coatings with solvent-based primers are still used in shipbuilding because of the demanding corrosionprotection requirements however, according toinformation from paint manufacturers, water solubleprimers with comparable properties to solvent-based oneswill be available for shipbuilding by 2006 at the latest.
PREVENTIVE PROTECTION PRIOR TOPRODUCT FABRICATIONOver the same time period rolling mills and steelmerchants began producing increasing quantities ofproducts with pre-applied corrosion protection. Demandincreased rapidly, illustrating that the metal workingindustry has a great need for this type of product.
It has the following advantages:
` The supplied steel is corrosion-free
r Fig.3 Schematic of preservation line
r Fig.4 Shot blast machine and paint spraying unit
r Fig.5 Schematic of typical shot blast machine
MS05-21 pp229-232 24/5/05 1:03 am Page 230

231
(HRC). Mean roughness depth after de-scaling is Rz< 38μm. If a particularly highly adhesive surface isrequired for painting, a mixture of steel shot andsteel grit is recommended (hardness 53–57 HRC)which produces a rougher surface. Assessment ofthe quality of the material surfaces prior to and afterde-scaling is according to ISO 8501-1. De-scalinggrade for coating should be better than SA 2.5.
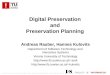
The blasting chamber (see Figure 6) is of robust welded construction using wear-resistantmanganese steel plates. Blasting medium is re-circulated and cleaned, impurities and undersizedblasting medium being discarded automatically.Any blasting medium left on the work piece surfaceis removed by a brush and blower system and re-directed into the blasting medium circuit. In order toprevent dust-laden air from emerging from the de-scalingplant, a partial vacuum is generated in the chamber,coupled with a cartridge filter.
In front of the blasting machine there is a work piecewidth detector which automatically defines the number ofblast wheels which come into action for the relevant workpiece, and thereby minimises cost in terms of energy andquantity of blasting medium used, and reduction of wear.There is also a work piece height gauge for adjusting theblasting medium clean-off device. A switch threshold withimpulse counters regulates the blasting medium feed tothe blast wheels. Electro-pneumatically actuated blastingmedium gates are only then opened when work pieces arewithin the zone of the blasting stream.
Paint spray chamber This is an automatic airless paintspraying unit. In the continuous feed spraying chamber,the upper and lower spray guns, mounted on sprayingtrolleys, oscillate synchronously at right angles to thedirection of feed of the materials to be coated, soproviding uniform coating. The stroke action of thespraying trolleys is infinitely variable depending on thethroughput feed-rate and width of the material. Theheight of the material is measured by reflector lightbarriers in front of the cabin, and the upper sprayingtrolley adjusted accordingly.
The spray guns are supplied with paint via an annularpipe and are thereby emptied and rinsed thoroughly.During breaks in production the prepared paint can be leftfor a considerable length of time in the system withoutinfluencing the quality of the paint or the function of theautomatic unit. All mechanical constructional elements arelocated outside the actual spraying chamber and the innersurfaces of the chamber are lined with Teflon-coatedplates to reduce maintenance. Incorporated in the sidezone of the cabin are cascades designed to separate outsolid materials. The chamber operates with a partial
vacuum so that vapour cannot escape to the outside andthe air laden with paint vapour is drawn through a dryfilter with special coated filter elements. Solid materialsare already separated in the cascades. For drying theprimed material is transported in a stationary position ona chain conveyor. Both water soluble and solvent-containing primers can be applied on a single or twocomponent basis. Dry coat thickness for preventativeprotection is between 12 and 22μm.
Theoretical paint yield for an 18μm dry coat layer is 15m2/litre. The optimum temperature of the surface tobe coated is 15–25°C, which may require a pre-heater insome climates. The air circulation temperature in the post-process drier is 80°C maximum to ensure good adherentdrying of the paint. Residual dust quantity in the filteredexhaust air is <0.5mg/m3.
STANDARD EQUIPMENT AND OPERATING DATAThe clearance widths of DISA conservation lines aredesigned for non-fringed sheets of 1,600–3,700mm,although special versions are available for sheets over3,700mm wide. Lines can be solely for sheet, sections orcombined sheet and sections. Operating speeds for steelsheet can go up to 6m/min, but 2.75–3.25m/min aremore common. Line speeds for sections are typically 30%lower than for sheet. For a maximum work piece length of12m, line length is about 65m.
OPTIONAL EQUIPMENTWorkpiece pre-cleaning cabin This is recommended ifthe material to be treated is supplied with coarse surfacedeposits or from outdoor storage with water or snow.
Work piece pre-heater This is designed as a continuousfeed cabin and equipped with an industrial burner with aircirculation in the combustion chamber, and thermostatsincorporated for regulating the circulating air temperature
MIL
LEN
NIU
M S
TEEL
2005
FINISHING PROCESSES
a
r Fig.6 Shot blast machine
MS05-21 pp229-232 24/5/05 1:03 am Page 231

according to specifications. It is recommended if the steelis supplied below 15°C.
A post-process drier can be supplied for controlled paintdrying. It comprises a housing around the chain conveyorof a length appropriate to the drying time of the paintand the maximum operating speed of the line. It containselements for optimum air circulation. The warm air inputis extracted from the pre-heater.
Marker unit For enhanced product traceability a markerunit, designed for the alpha-numerical marking of flatsheets with coloured dots is available.
A workpiece conveyor system Roller conveyors andchain conveyors in the post-process drier, and materialpreparation tables operating as a ‘Lift and Go System’ atright angles to the feed-through direction of the line, withtransverse discharge in the output zone, are available.Programmable electrical switching and controlunit This comprises a main control unit and individualcontrol panels in the input and output zones. A mastercontrol unit for the material conveying system has provenconvenient and the individual functional zones can
thereby be drawn selectively into the production sequence.
Exhaust cleaning plants This application is onlynecessary if paints containing solvents are processed andemission limits must be observed. It comprises anoxidising thermal after-burner.
Straightening rollers for sheet If necessary a rollerstraightening unit can be installed in a by-pass layout andconnected to the preservation line.
Other products Blast cleaning plants are also availablefor foundries, the mechanical de-scaling of semi-finishedand finished products such as wire, rod, sheet, profiledsections and forged components. Finally, shot peeningplants are produced for increasing the fatigue strength ofcomponents subjected to high and alternating stressessuch as gear parts and springs. MS
Siegfried Walther is with DISA Industrie AG,Schaffhausen, Switzerland
CONTACT: [email protected]
FINISHING PROCESSES
MS05-21 pp229-232 24/5/05 1:04 am Page 232