Embed Size (px)
Citation preview
Computers and Chemical Engineering 26 (2002) 295–306
Integrated process design instruction
D.R. Lewin a,*, W.D. Seider b, J.D. Seader c
a Chemical Engineering Department, Technion, Israel Institute of Technology, Haifa 32000, Israelb Chemical Engineering Department, Uni�ersity of Pennsyl�ania, Philadelphia, PA 19104, USA
c Chemical and Fuels Engineering Department, Uni�ersity of Utah, Salt Lake City, UT 84112, USA
Received 21 August 2000; received in revised form 2 January 2001; accepted 2 January 2001
Abstract
As chemical engineering education moves into the new millennium, it is incumbent on educators to provide a moderncurriculum for process design, yet mindful of the limited time for instruction that is available. This paper addresses three keycomponents of a chemical engineering curriculum that prepare undergraduates to be effective process designers in industry: (a) astructured approach relying on fundamentals, integrated with instruction in the competent use of process simulators; (b) a balancebetween heuristic and algorithmic approaches; and (c) instruction in the integration of design and control. It is argued that thesecomponents should be included in an integrated fashion, with much of the material appearing gradually during the delivery ofcore courses, taking full advantage of computing capability and multimedia support for self-paced instruction. In this paper, eachof the features is discussed in detail and demonstrated for the design of a typical process. © 2002 Elsevier Science Ltd. All rightsreserved.
Keywords: Process design instruction; Heuristic and algorithmic approaches; Chemical process simulators; Interaction of design and control;Multimedia and web-based instruction
www.elsevier.com/locate/compchemeng
1. Introduction
Instruction of chemical engineers should reflect thechallenges they face in industry. Young chemical engi-neers are required to assimilate rapidly new and emerg-ing technologies to react in a flexible manner to shorterproduction cycles and strict quality regulations. Theyare expected to improve product quality while at thesame time reduce operating costs and environmentalimpact, improve operability, minimize waste produc-tion, and eliminate possible hazards. It is incumbent onchemical engineering educators to provide a moderncurriculum for process design instruction that addressesthese needs while being mindful of the limited timeavailable.
The first issue involves the concept of a structuredcore curriculum that focuses on fundamentals as a basisfor design. Typically, design is taught in the senior yearand involves the integration and assimilation of core
course material as dictated by the needs of a designproject. Section 2 describes how the core course se-quence has impact on the needs of instruction in design.Furthermore, we discuss the need for students to sup-port their developing knowledge of engineering funda-mentals in general, and more specifically their designactivity, by mastering the use of a commercial simulatorto a high level of competence. We suggest that adoptingself-paced methods relying on multimedia tutorials,which assist the students in preparing simulations ofprocess flowsheets, can support this effort. In the sec-ond issue, which is discussed in Section 3, it is postu-lated that the teaching of design itself should strike abalance between heuristic and algorithmic approaches.While heuristics lay the foundations for acquiring theexperience necessary to carry out practical process cre-ation and equipment design, the importance of thelatter is to ensure the generation of optimal designs.The last issue is the importance of dealing with interac-tions between the design and control of chemical pro-cesses when learning to prepare process designs. InSection 4, the current state of the art in the integrationof process design and process control is reviewed with
* Corresponding author. Tel.: +972-4-829-2006; fax: +972-4-823-0476; http://tx.technion.ac.il/�dlewin/pse.htm.
E-mail address: [email protected] (D.R. Lewin).
0098-1354/02/$ - see front matter © 2002 Elsevier Science Ltd. All rights reserved.PII: S 0098 -1354 (01 )00747 -5

D.R. Lewin et al. / Computers and Chemical Engineering 26 (2002) 295–306296
particular emphasis on its impact on the education ofundergraduates.
Several textbooks are available to support a seniorcourse in process design. The traditional textbooksfocus on either hierarchical design relying on back-of-the-envelope calculations (Douglas, 1988), or on de-tailed equipment design, costing, and economics(Ulrich, 1984; Peters & Timmerhaus, 1991). Of themore recent texts (Smith, 1995; Woods, 1995; Turton,Bailie, Whiting, & Shaeiwitz, 1997; Biegler, Grossmann,& Westerberg, 1997), only Seider, Seader, and Lewin(1999) additionally provide detailed support on the useof simulators, with an explicit treatment of the interac-tion of design and control.
In this paper, it is an objective to discuss our view ofseveral key aspects of how computer-aided processdesign can be taught to chemical engineering under-graduates. This topic has been treated previously by anumber of chemical engineering educators, startingwith Westerberg (1971), and with more recent treat-ments by Turton and Bailie (1992), Cameron, Douglas,and Lee (1994), Shaeiwitz, Whiting, and Velegol (1996),Bell (1996), Rockstraw, Eakman, Nabours, and Bellner(1997), Counce, Holmes, Edwards, Perilloux, andReimer (1997). It is not intended in this article toprovide a comprehensive coverage of instruction inprocess design with emphasis on the advantages anddisadvantages of alternative approaches. Rather, it isour purpose to extend some old ideas and introducesome new ones that we have tested with our students.
2. A structured approach relying on fundamentals
Before discussing the building blocks that are anintegral part of the toolbox of a process designer, abrief mention of the educational approach that we
advocate is in order. We therefore first discuss theparticular skills that need to be fostered, and the frameof reference used to define goals for the student,couched in terms of educational objectives.
2.1. Educational approach ad�ocated
An important goal of the undergraduate curriculumin chemical engineering is to develop the integration,design, and evaluation capabilities of the student. Asshown in Fig. 1, Bloom (1956), characterized the sixcognitive levels in the hierarchy: Knowledge�Comprehension � Application � Analysis � Synthesis�Evaluation. The cognitive skills at the highest levelare synthesis and evaluation, which rely on comprehen-sion, application, and analysis capabilities in the knowl-edge domain, and are consequently the most difficultand challenging to teach. However, to prepare under-graduates to be effective designers in industry, it isimportant to ensure an adequate coverage of thesehigher-level skills, rather than limit their education toone based on just knowledge, comprehension, applica-tion, and analysis. To achieve the desired coverage in acost-effective manner, it is important to define instruc-tional objectives in each undergraduate course in amanner such that the six skills are covered by the senioryear. Note that Bloom’s taxonomy has been applied inchemical engineering by Fogler and LeBlanc (1995),Fogler (1999), Felder and Rousseau (2000).
The focus of the learning activity is placed on theaccomplishments expected from the student through theformulation of course goals in terms of instructionalobjectives. The key is to provide material that increasesthe abilities of the students, with the emphasis being onwhat the student is able to achieve rather than merelywhat he or she is aware of or understands. As anexample of a possible approach, the instructional objec-tives for a typical course on process design might be:
On completion of this course, the student should be ableto:
Carry out a detailed steady-state simulation of achemical process using a process simulator (e.g.HYSYS) and interpret the results.Synthesize a network of heat exchangers for a chemi-cal process such that the maximum energy is recov-ered or the minimum number of exchangers is used.Synthesize a train of separation units.Suggest reasonable process control configurations us-ing qualitative methods.Formulate and sol�e a small-scale process optimiza-tion problem using a process simulator (e.g.HYSYS).E�aluate process alternatives at various levels: singleunits, complete plants, and the conglomerate level.Fig. 1. Bloom’s taxonomy of educational objectives (Bloom, 1956).

D.R. Lewin et al. / Computers and Chemical Engineering 26 (2002) 295–306 297
Exercise judgment in the selection of physical prop-erty correlations for design.
It is noted that these objectives focus on the profi-ciency in required skills expected from the student.Clearly, a precondition for exhibiting these skills is thatthe student understands the underlying material. Fur-thermore, it is our experience that students feel morecomfortable with clearly defined objectives that quan-tify what is expected of them.
2.2. The design project and process simulator as meansto integrate process knowledge
A designer must have a working knowledge of math-ematics, chemical and physical technology, biotechnol-ogy, materials science, and economics, which are thebuilding blocks used by the design engineer. Thisknowledge is developed in a structured fashion in thecore chemical engineering courses. It is advantageous todevelop the capabilities of the students with a processsimulator, in conjunction with the core course materi-als, as will be discussed shortly. The integration skills ofthe students are developed through their solution ofindustrially-relevant design case studies. During thedesign project, teams of students are expected to callupon diverse aspects of their working knowledge tocarry out an integrated process design, determining itsfeasibility with respect to environmental impact, safety,controllability, and economics. In so doing, the studentdesigner integrates previously acquired knowledge inthe engineering disciplines, as well as managementskills. Due to the problem scale, this inevitably involvesthe use of a process simulator to formulate and solvethe material and energy balances, with phase and chem-ical equilibrium, chemical kinetics, etc. and to sizeprocess equipment for cost estimation. Familiarity andcompetence in the use of a simulator permit the studentto quickly develop a base-case design, which is verifiedagainst process and thermodynamic data. The availabil-ity of a reliable process model allows the design team toassess rapidly the economic potential for alternativedesigns, as well as to derive optimal operating condi-tions using optimization methods that incorporate eco-nomics. Moreover, competence in the use of thesimulator allows process evaluation to go beyond eco-nomics alone; controllability and operability can beassessed using dynamic simulation, while some simula-tors automatically provide information to help deter-mine the environmental impact of each of the productstreams.
Process simulators are an indivisible part of modernpractice in chemical process design. This has been truefor some time in the petrochemicals, bulk and finechemicals industry, and is rapidly becoming true in
biotechnology and microelectronics manufacturing. Theroutine use of the process simulator in industry impliesthat chemical engineering graduates should be com-petent to utilize these tools in the analysis, synthesis,and evaluation of process designs. Once students havelearned to use simulators intelligently and critically,they appreciate how easy it is to incorporate data andperform routine calculations, and master effective ap-proaches to building up knowledge about a process. Asdiscussed next, the level of simulation skills required ofthe students completing industrial-scale design prob-lems imply sufficient exposure to the use of simulatorsduring the core courses.
2.3. Use of the simulator in core courses: opportunitiesand challenges
The high level of competence in the use of simulationexpected of the students in the design project relies ontheir having obtained exposure to simulation in parallelwith the core courses. One way to accomplish this is torequire students to solve at least one exercise involvingthe use of simulators as part of each core course.Indeed, recent articles by Russell and Orbey (1993),Bailie, Shaeiwitz, and Whiting (1994) discuss the addi-tion of design projects in the sophomore and junioryears. Table 1 provides a typical simulator-based exer-cise for core courses in the chemical engineering cur-riculum. Adoption of such a sequence goes far inpreparing students to use a simulator in solving large-scale problems in the senior design course. With thewide availability of commercial process simulators toeducators, the working knowledge of mathematics,chemical and physical technology, and economics canbe put to effective use in solving meaningful problems,starting in the sophomore course on material and en-ergy balances, by solving various parts of a completeprocess with a process simulator. The third author ofthis paper recalls vividly his experience as a junior whentaking the first course in chemical engineering, based onmaterial in Chemical Process Principles—Part 1—Ma-terial and Energy Balances (Hougen & Watson, 1943).The instructor first covered the fundamentals in Chap-ters 1–9, with application to and homework exercisesfor small closed-end problems. The last 2 weeks of thecourse were spent on Chapter 10, which involved mate-rial and energy balance calculations by hand for acomplete process. Although the calculations were te-dious and very time consuming, students developed anappreciation of what chemical engineering was allabout and a desire to proceed to the next level ofinstruction.
Today, the tediousness and time-consuming aspect ofprocess calculations can be eliminated and some timecan be spent on teaching synthesis and evaluation skills,even in the sophomore year. The material and energy

D.R. Lewin et al. / Computers and Chemical Engineering 26 (2002) 295–306298
Table 1Core course sequence and typical exercises using simulators
Course ObjectivesExercise
Analysis of methanol synthesis loopMass and Convergence of material and energy balances for processes with recycleenergy and purge streamsbalances Analysis of sensitivity to degrees-of-freedom
Selection of economically optimal operating conditions
Heat-integrated toluene dehydroalkylationHeat transfer Designing a heat exchanger for vaporizing fluid (computing temperatureapproaches)(see Fig. 1(d))Optimal selection of heat-transfer area, weighing reduced energy demandsin furnace against increased cost of exchangerAvoidance of temperature crossovers
Thermodynamics Constructing T–x–y diagrams for Impact of estimation method on the accuracy of thermodynamicproperties, including K-values and enthalpies.alcohol–water systems
Simulation of a depropanizer column Impact of design variables (e.g. number of ideal trays, feed tray location)Separationprocesses on performance of the column
Impact of selection of degrees of freedom on attaining columnspecificationsDifficulties in converging multicomponent, multistage separation models
Dynamics and control of a binary distillationDynamics and Learning to set up a dynamic simulationcontrol column Definition of controlled and manipulated variables and the installation
and tuning of control loopsTesting the dynamic resiliency of the column
Process design Optimization of a multi-draw column Learning to use the simulator to set up and solve an optimizationproblemObserving the importance of selecting the appropriate manipulatedvariables for optimizationObserving the impact of process constraints
balance course is taught in the sophomore year, usingtextbooks such as Himmelblau (1996), Felder andRousseau (2000). Both of these books cover essentiallythe same fundamentals as presented in the Hougen andWatson textbook. In addition, Himmelblau (in Chapter6) and Felder and Rousseau (in Chapter 10) cover thesolution of material and energy balances for continu-ous, steady-state processes with a process simulator.Both texts leave to the instructor the choice of a processsimulator and instruction on how to use it, so unless heor she is knowledgeable in the use of computer-aidedprocess simulation programs, it is probable that thismaterial will not be covered. In Chapters 12 and 13 ofFelder and Rousseau, two fairly complex processes aredescribed and problems given for making material andenergy balances, as well as other chemical engineeringcalculations. Calculations for the methanol synthesisprocess in Chapter 13 are particularly suitable for theuse of a process simulator and serve as an excellentintroduction in the sophomore year to process design.The use of a process simulator in the sophomore yearintroduces the student to the importance of being famil-iar with a large number of chemical species; the use ofphysical properties such as density, vapor pressure,specific heat, enthalpy, and K-values; the ease of chang-
ing units; the ease of drawing process flow diagramswith systematic ways of numbering streams and equip-ment units; and methods of handling recycle.
If students are introduced to the use of a processsimulator in the sophomore year, their skill in usingsimulators can be further enhanced in the junior year incourses in fluid mechanics, heat transfer, separations,thermodynamics, and reaction engineering. The coursein fluid mechanics can include simulator calculations ofpipeline pressure drop, sieve-tray pressure drop, andpower requirements of pumps, compressors, and tur-bines. The study of heat exchangers in the heat transfercourse can include the detailed design of a heat ex-changer, including considerations of the complex varia-tion of the temperature driving force, temperaturecrossover violations, and prediction of bubble and dewpoints for multicomponent mixtures.
Process simulators are quite useful in the solutionthermodynamics course because the tedious calcula-tions of activity coefficients, K-values, bubble and dewpoints, vapor– liquid equilibria, liquid– liquid equi-libria, and data correlation are readily carried out, andproperty graphs and tables are easily prepared. When aprocess simulator is used in a thermodynamics course,less time need be spent on the myriad of equations that

D.R. Lewin et al. / Computers and Chemical Engineering 26 (2002) 295–306 299
appear in the textbooks and more time can be spent insolving practical problems that demonstrate the impor-tance of thermodynamics to students. Regrettably, theuse of a process simulator in a solution thermodynam-ics course does not appear to be considered in theleading textbooks on the subject. Instead these text-books either provide their own computer programs forcomputing physical properties or suggest the use ofpopular numerical-method programs. Thus, the oppor-tunity to integrate the important lessons learned in thesolution thermodynamics course for the later benefit ofthe capstone design course is often missed. The se-parations course can profit greatly from the use ofprocess simulators to solve both binary and multicom-ponent, multistage separation operations such as distil-lation, absorption, stripping, and liquid– liquidextraction. It is suggested that less time be spent ongraphical methods that are limited to binary andternary mixtures, with more time spent on multicompo-nent separations that are readily handled by processsimulators.
The reactor-engineering course also affords an excel-lent opportunity to tackle practical problems in reactordesign after completing instruction on the ideal plug-flow and CSTR reactors. Using an enthalpy datum ofthe elements (rather than the compounds), simulatorsreadily handle reactor energy balances without the needto supply heat of reaction information. Simulators alsoreadily compute chemical or simultaneous chemical andphysical equilibrium using either the equilibrium-con-stant method for specified stoichiometry or the mini-mization of free energy method for specified productchemicals. Activity coefficients can be taken into ac-count and complex kinetic expressions can be specified.Here too, the use of process simulators to design chem-ical reactors appears to be ignored in the leading text-books on chemical reaction engineering.
As discussed by de Nevers and Seader (1992), the useof process simulators prior to the senior design courseprovides students with an opportunity to develop acritical attitude towards chemical process calculations.They cite a problem involving the condensation andsubsequent single-stage flash separation at 100 psia of avapor mixture of ammonia and water, initially at 290 Fand 250 psia. The student first solves this problemgraphically using an enthalpy–concentration diagram.The result, which is considered to be reasonably accu-rate, is a vapor of �99 wt.% ammonia and a liquid ofabout 68 wt.% ammonia at a temperature of about 80F. The student then solves the problem numericallywith a process simulation program. He or she is re-quired to select at least four different pairs of K-valueand enthalpy correlations for comparison with thegraphical solution. Many students are shocked by the
widely varying results. For example, with one set offour pairs of correlations, the flash temperature rangesfrom −91.2 to 83.4 °F with an average of 0.5 F. Fromthen on, students pay careful attention to the selectionof correlations for physical properties. The educationalimportance of discussing errors is also presented byWhiting (1987, 1991).
Students who have used process simulators through-out the chemical engineering curriculum are in a posi-tion in the senior design course to concentrate theirefforts on synthesis and evaluation aspects of processdesign. Instructors can devote more time to instructionin the synthesis of heat-exchanger systems using pinchanalysis, the synthesis of nearly- and non-ideal separa-tion trains, second-law analysis, economic evaluation,optimization, waste minimization, safety, environmen-tal impact, and controllability. During the senior designproject, teams of students are better prepared to callupon diverse aspects of their working knowledge tocarry out an integrated process design and determine itsfeasibility from all aspects, not just economics.
2.4. Effecti�e instruction in process simulation: the roleof self-paced approaches
The quality of training may be enhanced, and in-struction resources used more efficiently, through theuse of multimedia and web-based approaches. Suchself-paced methods of training undergraduates allowthem to obtain the details they need to use the simula-tors effectively, saving instructors class time, as well astime answering detailed questions as the students usesimulators to make calculations. In a typical situation,when creating a base-case design, students can use theexamples in the multimedia tutorials to learn how toobtain physical property estimates, heats of reaction,flame temperatures, and phase distributions. Then, stu-dents can learn to create a reactor section, using thesimulators to perform routine material and energy bal-ances, and in some cases kinetic calculations, to size thereactor. Next, they can create a separation section,which often involves multicomponent, multistage distil-lation-type calculations (Seader & Henley, 1998), whichalmost always leads to the addition of recycle streams.Using the coverage of process simulators in the multi-media tutorials accompanying the textbook by Seider etal. (1999), the instructor needs only to review thehighlights of simulator usage in class. This invariablyleaves time for the discussion of more advanced issues.Furthermore, through installation of the multimediamaterials on the web, students gain access to the mate-rial from remote locations. Our experience is that theresponse of students to self-paced multimedia instruc-tion has been very positive.
D.R. Lewin et al. / Computers and Chemical Engineering 26 (2002) 295–306300
3. A balance between heuristic and algorithmicapproaches
The teaching of design should strike a balance be-tween heuristic and algorithmic approaches. Since de-sign invariably involves significant designerintervention, it is important to teach both heuristics aswell as computer-aided algorithmic methods. The for-mer lay the foundations for acquiring the experiencenecessary to carry out practical process design, whilethe latter is critical to ensure the generation of optimaldesigns.
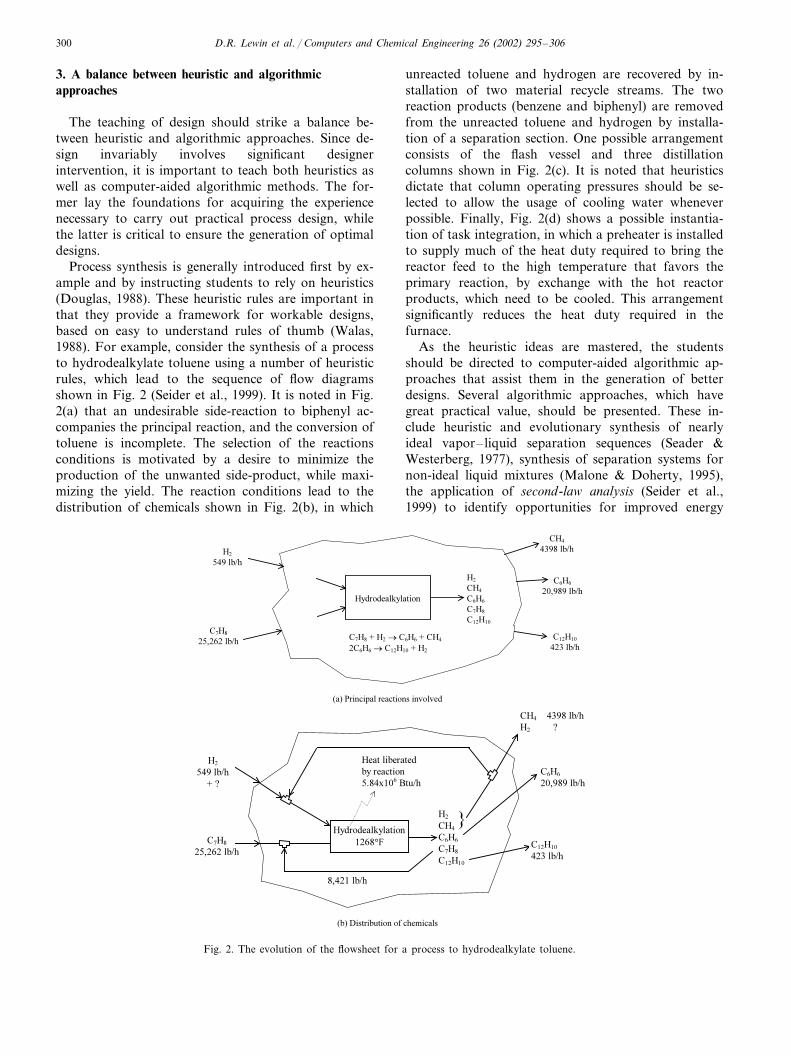
Process synthesis is generally introduced first by ex-ample and by instructing students to rely on heuristics(Douglas, 1988). These heuristic rules are important inthat they provide a framework for workable designs,based on easy to understand rules of thumb (Walas,1988). For example, consider the synthesis of a processto hydrodealkylate toluene using a number of heuristicrules, which lead to the sequence of flow diagramsshown in Fig. 2 (Seider et al., 1999). It is noted in Fig.2(a) that an undesirable side-reaction to biphenyl ac-companies the principal reaction, and the conversion oftoluene is incomplete. The selection of the reactionsconditions is motivated by a desire to minimize theproduction of the unwanted side-product, while maxi-mizing the yield. The reaction conditions lead to thedistribution of chemicals shown in Fig. 2(b), in which
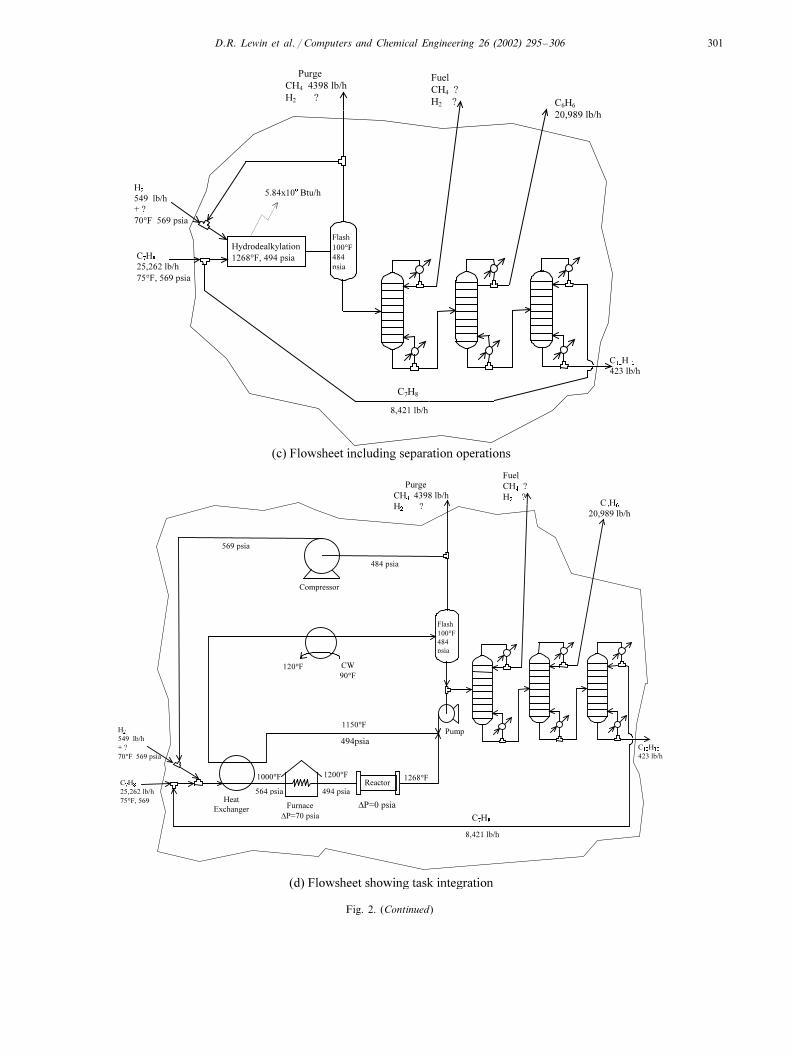
unreacted toluene and hydrogen are recovered by in-stallation of two material recycle streams. The tworeaction products (benzene and biphenyl) are removedfrom the unreacted toluene and hydrogen by installa-tion of a separation section. One possible arrangementconsists of the flash vessel and three distillationcolumns shown in Fig. 2(c). It is noted that heuristicsdictate that column operating pressures should be se-lected to allow the usage of cooling water wheneverpossible. Finally, Fig. 2(d) shows a possible instantia-tion of task integration, in which a preheater is installedto supply much of the heat duty required to bring thereactor feed to the high temperature that favors theprimary reaction, by exchange with the hot reactorproducts, which need to be cooled. This arrangementsignificantly reduces the heat duty required in thefurnace.
As the heuristic ideas are mastered, the studentsshould be directed to computer-aided algorithmic ap-proaches that assist them in the generation of betterdesigns. Several algorithmic approaches, which havegreat practical value, should be presented. These in-clude heuristic and evolutionary synthesis of nearlyideal vapor– liquid separation sequences (Seader &Westerberg, 1977), synthesis of separation systems fornon-ideal liquid mixtures (Malone & Doherty, 1995),the application of second-law analysis (Seider et al.,1999) to identify opportunities for improved energy
Fig. 2. The evolution of the flowsheet for a process to hydrodealkylate toluene.
D.R. Lewin et al. / Computers and Chemical Engineering 26 (2002) 295–306 301
Fig. 2. (Continued)
D.R. Lewin et al. / Computers and Chemical Engineering 26 (2002) 295–306302
utilization, and the application of methods to computeheat recovery targets (Linnhoff & Hindmarsh, 1983),and to assist in the design of optimal or near-optimalheat-exchanger networks (Smith, 1995). For example,the following algorithmic approaches can refine thedesign in Fig. 2(c):1. Compare the separation sequence in the base-case
design to alternative sequences by branch-and-bound search.
2. Check the utility requirements against the thermo-dynamic MER (maximum energy recovery) targetusing the temperature-interval or graphical meth-ods. Then, a mixed-integer non-linear program(MINLP) can be implemented to derive an optimaldesign for implementation. There may be additionalopportunities for energy savings. For example, anumber of alternative heat-integration configura-tions can be considered for the column sequenceproposed in Fig. 2(c). In these configurations, theheat of condensation in a column operating at highpressure is used to supply the heat of vaporizationin a column operating at a lower pressure, requiringcareful selection of column operating pressures toensure sufficient temperature driving forces. In se-lecting between these alternatives, the economicbenefits need to be weighed against their impact onthe operability of the process, as discussed next.
4. Integration of design and control
Traditionally, plant controllability and operabilityhas been considered late in the design process, oftenleading to poorly performing chemical plants. The in-disputable fact that design decisions invariably impactthe process controllability and resiliency to disturbancesand uncertainties is driving modern design methods tohandle flowsheet controllability in an integrated fash-ion. Several recent articles, including Rhinehart, Na-tarajan, and Anderson (1995), Edgar (1997), stress theneed to integrate process control with process design.The model of an industrial chemical process for study-ing process control technology presented by Downs andVogel (1993) has proved to be very valuable in helpingto bridge the gap. Morari and Perkins (1995) stress theimportance of steady-state and dynamic analysis in thedetermination of controllability. Perkins (2000) cites theneed for educators to develop a systematic processsystems approach that considers design, operation andcontrol. Lewin (1999) describes the state-of-the-art andsuggests that two alternative approaches, controllabilityand resiliency (C&R) screening methods and integrateddesign and control, can ensure that chemical plants meetdesign specifications. While C&R analysis is used forscreening early in the design process, the integrateddesign and control approaches can be applied to fully
optimize and integrate the design of the process and itsoperation. Lewin focuses on three critical aspects thatare predicted to characterize future activity in inte-grated design and control:1. The quantitative assessment of chemical process
controllability and resiliency has generated consider-able interest, both academically and in industry. Thevendors of commercial simulation software equatecontrollability assessment with dynamic simulation,and ultimately, plant-wide operability and control-lability needs to be verified using this tool. However,it is more important to initiate C&R diagnosis with-out this expensive and engineering-intensive activity.It has been shown that controllability analysis re-duces the alternatives early in the design process(Perkins & Walsh, 1994; Weitz & Lewin, 1996;Solovyev & Lewin, 2000). The challenge to thevendors is to build these tools directly into theirsimulation software.
2. Approaches for integrated design and control areimportant for improving a final design (Bansal,Mohideen, Perkins, & Pistikopoulos, 1998). To ef-fectively use a MINLP, it is necessary to developmethods to prune the network of configurationsevaluated by the MINLP solver. The commonly usedheuristic approach for MINLP network pruning canbe replaced by adopting C&R analysis.
3. The training of chemical engineers, who should betaught to view design and control as an integratedactivity, is a precondition to the future advancementof this field (Seider et al., 1999; Luyben, Tyreus, &Luyben, 1999). To this end, both the fundamentalsof process dynamics and control, and the impact ofdesign on control, should be covered adequately inthe undergraduate curriculum. The concern here isthe need to bridge the gap between traditional pro-cess control courses, which emphasize theory, andapplications to actual processes.
As an illustration, consider potential control prob-lems in the flowsheet in Fig. 2(d), and their resolutionby adopting C&R diagnosis during the design process:1. Impact of recycle: The positive feedback loops asso-
ciated with the material recycles in the flowsheet canamplify feed disturbances. Careful controllabilityassessment indicates that the control configurationneeds to account for the dynamic interaction be-tween the process units. More specifically, to elimi-nate the disturbance amplification caused by thematerial recycles, it is recommended that the flowrate of the recycle streams be controlled, eitherdirectly or indirectly by manipulating the purgestream.
2. Impact of heat-integration: The loss of degrees-of-freedom associated with heat integration may causethe quality of control to deteriorate, depending onthe configuration selected.
D.R. Lewin et al. / Computers and Chemical Engineering 26 (2002) 295–306 303
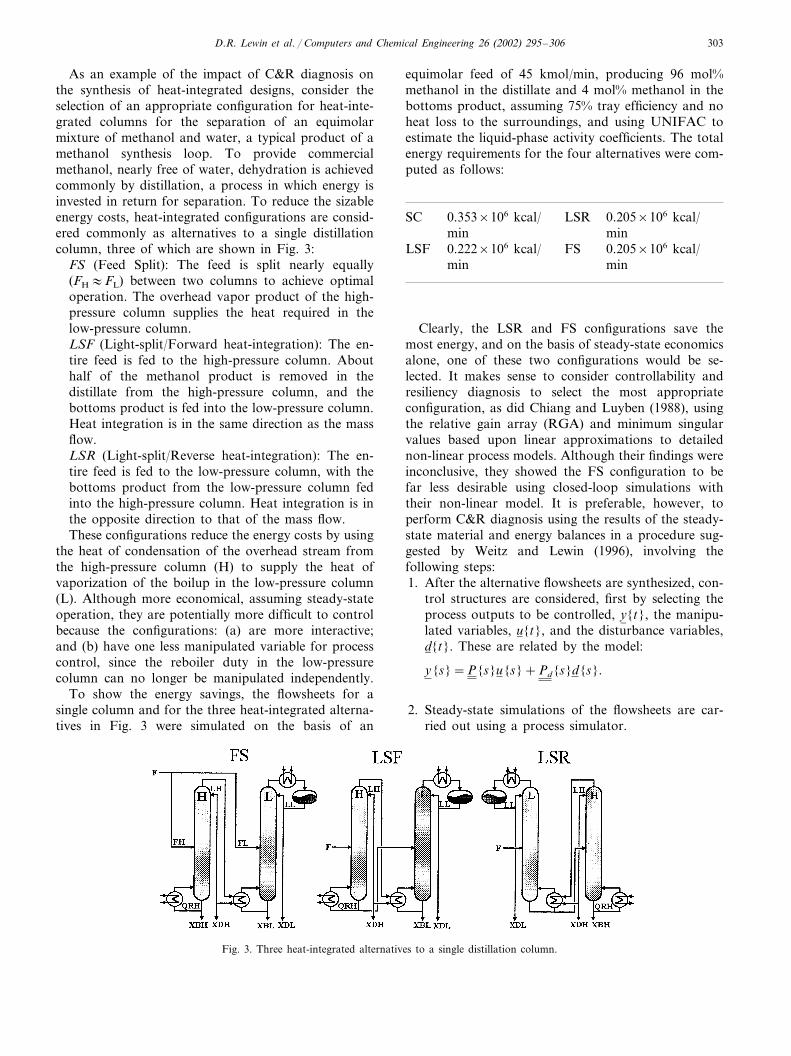
As an example of the impact of C&R diagnosis onthe synthesis of heat-integrated designs, consider theselection of an appropriate configuration for heat-inte-grated columns for the separation of an equimolarmixture of methanol and water, a typical product of amethanol synthesis loop. To provide commercialmethanol, nearly free of water, dehydration is achievedcommonly by distillation, a process in which energy isinvested in return for separation. To reduce the sizableenergy costs, heat-integrated configurations are consid-ered commonly as alternatives to a single distillationcolumn, three of which are shown in Fig. 3:
FS (Feed Split): The feed is split nearly equally(FH�FL) between two columns to achieve optimaloperation. The overhead vapor product of the high-pressure column supplies the heat required in thelow-pressure column.LSF (Light-split/Forward heat-integration): The en-tire feed is fed to the high-pressure column. Abouthalf of the methanol product is removed in thedistillate from the high-pressure column, and thebottoms product is fed into the low-pressure column.Heat integration is in the same direction as the massflow.LSR (Light-split/Reverse heat-integration): The en-tire feed is fed to the low-pressure column, with thebottoms product from the low-pressure column fedinto the high-pressure column. Heat integration is inthe opposite direction to that of the mass flow.These configurations reduce the energy costs by using
the heat of condensation of the overhead stream fromthe high-pressure column (H) to supply the heat ofvaporization of the boilup in the low-pressure column(L). Although more economical, assuming steady-stateoperation, they are potentially more difficult to controlbecause the configurations: (a) are more interactive;and (b) have one less manipulated variable for processcontrol, since the reboiler duty in the low-pressurecolumn can no longer be manipulated independently.
To show the energy savings, the flowsheets for asingle column and for the three heat-integrated alterna-tives in Fig. 3 were simulated on the basis of an
equimolar feed of 45 kmol/min, producing 96 mol%methanol in the distillate and 4 mol% methanol in thebottoms product, assuming 75% tray efficiency and noheat loss to the surroundings, and using UNIFAC toestimate the liquid-phase activity coefficients. The totalenergy requirements for the four alternatives were com-puted as follows:
0.205×106 kcal/LSR0.353×106 kcal/SCmin min
FS 0.205×106 kcal/0.222×106 kcal/LSFmin min
Clearly, the LSR and FS configurations save themost energy, and on the basis of steady-state economicsalone, one of these two configurations would be se-lected. It makes sense to consider controllability andresiliency diagnosis to select the most appropriateconfiguration, as did Chiang and Luyben (1988), usingthe relative gain array (RGA) and minimum singularvalues based upon linear approximations to detailednon-linear process models. Although their findings wereinconclusive, they showed the FS configuration to befar less desirable using closed-loop simulations withtheir non-linear model. It is preferable, however, toperform C&R diagnosis using the results of the steady-state material and energy balances in a procedure sug-gested by Weitz and Lewin (1996), involving thefollowing steps:1. After the alternative flowsheets are synthesized, con-
trol structures are considered, first by selecting theprocess outputs to be controlled, y� {t}, the manipu-lated variables, u� {t}, and the disturbance variables,d� {t}. These are related by the model:
y{s}=P{s}u{s}+Pd{s}d{s}.
2. Steady-state simulations of the flowsheets are car-ried out using a process simulator.
Fig. 3. Three heat-integrated alternatives to a single distillation column.
D.R. Lewin et al. / Computers and Chemical Engineering 26 (2002) 295–306304
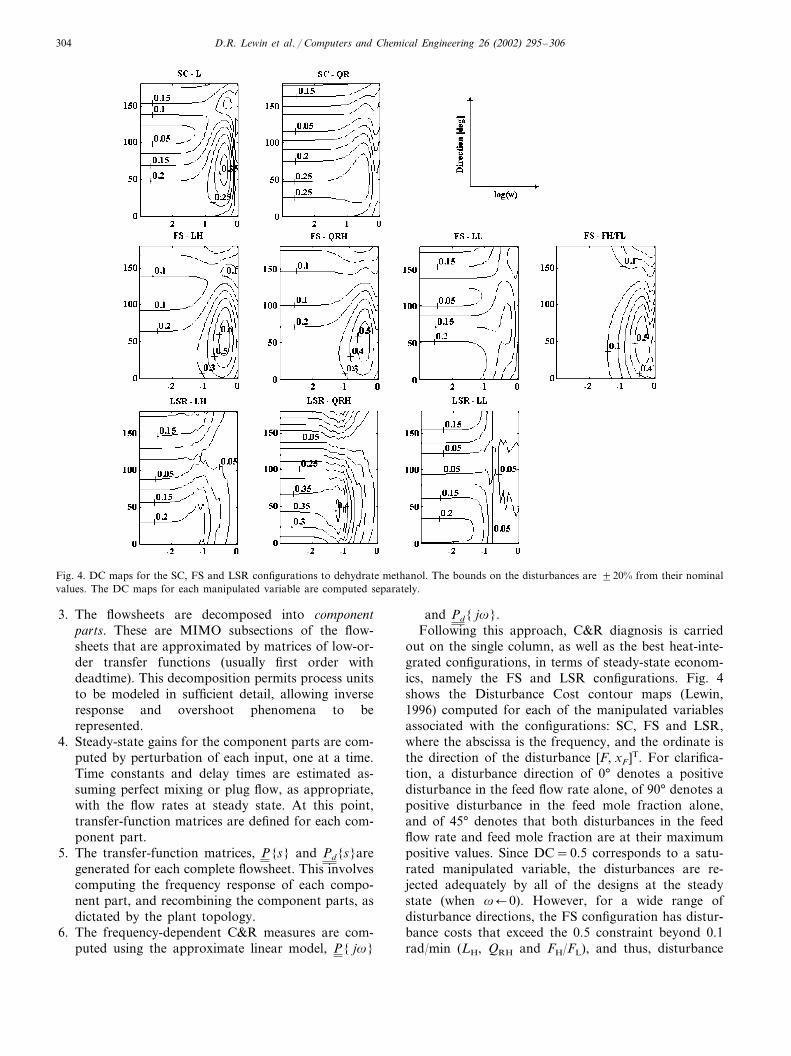
Fig. 4. DC maps for the SC, FS and LSR configurations to dehydrate methanol. The bounds on the disturbances are �20% from their nominalvalues. The DC maps for each manipulated variable are computed separately.
3. The flowsheets are decomposed into componentparts. These are MIMO subsections of the flow-sheets that are approximated by matrices of low-or-der transfer functions (usually first order withdeadtime). This decomposition permits process unitsto be modeled in sufficient detail, allowing inverseresponse and overshoot phenomena to berepresented.
4. Steady-state gains for the component parts are com-puted by perturbation of each input, one at a time.Time constants and delay times are estimated as-suming perfect mixing or plug flow, as appropriate,with the flow rates at steady state. At this point,transfer-function matrices are defined for each com-ponent part.
5. The transfer-function matrices, P{s} and Pd{s}aregenerated for each complete flowsheet. This involvescomputing the frequency response of each compo-nent part, and recombining the component parts, asdictated by the plant topology.
6. The frequency-dependent C&R measures are com-puted using the approximate linear model, P{ j�}
and Pd{ j�}.Following this approach, C&R diagnosis is carried
out on the single column, as well as the best heat-inte-grated configurations, in terms of steady-state econom-ics, namely the FS and LSR configurations. Fig. 4shows the Disturbance Cost contour maps (Lewin,1996) computed for each of the manipulated variablesassociated with the configurations: SC, FS and LSR,where the abscissa is the frequency, and the ordinate isthe direction of the disturbance [F, xF ]T. For clarifica-tion, a disturbance direction of 0° denotes a positivedisturbance in the feed flow rate alone, of 90° denotes apositive disturbance in the feed mole fraction alone,and of 45° denotes that both disturbances in the feedflow rate and feed mole fraction are at their maximumpositive values. Since DC=0.5 corresponds to a satu-rated manipulated variable, the disturbances are re-jected adequately by all of the designs at the steadystate (when ��0). However, for a wide range ofdisturbance directions, the FS configuration has distur-bance costs that exceed the 0.5 constraint beyond 0.1rad/min (LH, QRH and FH/FL), and thus, disturbance

D.R. Lewin et al. / Computers and Chemical Engineering 26 (2002) 295–306 305
rejection is expected to be very sluggish for this configu-ration. The other two configurations have low distur-bance costs, and can be expected to reject thesedisturbances about as well as a single column. Theseresults are corroborated by dynamic simulations usingHYSYS. Plant (Seider et al., 1999), and are in agree-ment with those of Chiang and Luyben (1988). In thiscase, C&R analysis is effective for screening, enablingthe FS and SC configurations to be rejected without theneed for dynamic simulations.
This approach has been used successfully for screen-ing flowsheets featuring exothermic reactors (Naot &Lewin, 1995), and polymerization reactors (Lewin &Bogle, 1996), azeotropic distillation columns (Solovyev& Lewin, 2000) and material recycles (Lewin, Gong, &Gani, 1996). In all cases, the conclusions obtained byothers using rigorous dynamic models have been confi-rmed. It is promising as a short-cut diagnostic tool, andis well suited for integration into flowsheet simulationsoftware. When such analysis tools become availablewithin the framework of commercial simulators, flow-sheet operability can be checked routinely.
5. Conclusions
We recommend that a curriculum that prepareschemical engineering graduates for the challenges theywill face in industry should include the followingfeatures:1. A structured approach relying on fundamentals. In
this approach, students use process simulators start-ing in the sophomore material and energy balancecourse, applying their knowledge to practical prob-lems. Students will then be better prepared for thechallenges of the capstone design project and canspend more time on synthesis, controllability, safety,environmental concerns, waste minimization, opti-mization, and economic evaluation. Tutorials pre-pared in multimedia format can support this goalefficiently and spare instruction time in theclassroom.
2. A balance between heuristic and computer-aided al-gorithmic approaches. Since design invariably in-volves significant designer intervention, it isimportant to teach both heuristics as well as al-gorithmic methods. The former lay the foundationsfor acquiring the experience necessary to preparepractical process designs, while the latter is criticalto ensure the generation of optimal designs.
3. Integrated design and control. Instruction shouldreflect the current state-of-the-art in the integrationof process design and process control. The concernhere is the need to bridge the gap between tradi-tional process control courses, which emphasize the-ory, and applications to actual processes.
References
Bailie, R. C., Shaeiwitz, J. A., & Whiting, W. B. (1994). An inte-grated design sequence—sophomore and junior years. ChemicalEngineering Education, 28(1), 52–57.
Bansal, V., Mohideen, M. J., Perkins, J. D., & Pistikopoulos, E. N.(1998). Interactions of design and control: double-effect distilla-tion systems’. Proc. of DYCOPS’5, Corfu.
Bell, J. T. (1996). Implementation of multiple interrelated projectswithin a senior design course. Chemical Engineering Education,30(3), 204–209.
Biegler, L. T., Grossmann, I. E., & Westerberg, A. W. (1997).Systematic methods of chemical process design. NJ: Prentice Hall.
Bloom, B. S. (1956). Taxonomy of educational objecti�es. Handbook I :Cogniti�e domain. David McKay Co.
Cameron, I. T., Douglas, P. L., & Lee, P. L. (1994). Process systemsengineering— the cornerstone of a modern chemical engineeringcurriculum. Chemical Engineering Education, 28(3), 210–213.
Chaing, T., & Luyben, W. L. (1988). Comparison of the dynamicperformances of three heat-integrate distillation configurations.Industrial Engineering Chemistry Research, 27, 99–104.
Counce, R. M., Holmes, J. M., Edwards, S. V., Perilloux, C. J., &Reimer, R. A. (1997). A quality-driven process design internship.Chemical Engineering Education, 31(2), 100–105.
de Nevers, N., & Seader, J. D. (1992). Helping students develop acritical attitude towards chemical process calculations. ChemicalEngineering Education, 26(2), 88–93.
Douglas, J. M. (1988). Conceptual design of chemical processes. NewYork: McGraw-Hill.
Downs, J. J., & Vogel, E. F. (1993). A plant-wide industrial processcontrol problem. Computers and Chemical Engineering, 17(3),245–255.
Edgar, T. F. (1997). Process control— from the classical to thepostmodern era. Chemical Engineering Education, 31(1), 12–17.
Felder, R. M., & Rousseau, R. W. (2000). Elementary principles ofchemical processes (3rd ed.). John Wiley & Sons.
Fogler, H. S. (1999). Elements of chemical reaction engineering. Pren-tice Hall PTR.
Fogler, H. S., & LeBlanc, S. E. (1995). Strategies for creati�e problemsol�ing. Prentice Hall PTR.
Himmelblau, D. M. (1996). Basic principles and calculations in chemi-cal engineering (6th ed.). Prentice Hall PTR.
Hougen, O. A., & Watson, K. M. (1943). Chemical process principles.Part 1: material and energy balances. John Wiley & Sons.
Lewin, D. R. (1996). A simple tool for disturbance resiliency diagno-sis and feedforward control design. Computers and ChemicalEngineering, 20(1), 13–25.
Lewin, D. R., Gong, J. -P., & Gani, R. (1996). Optimal design andcontrollability assessment for plant-wide benchmarks. Proc. of the13th IFAC World Congress, �ol. M (pp. 79–84). San Francisco.
Lewin, D. R., & Bogle, D. (1996). Controllability analysis of anindustrial polymerization reactor. Computers and Chemical Engi-neering, 20(S), S871–S876.
Lewin, D. R. (1999). Interaction of design and control. Proc. of the7th IEEE Mediterranean Conference on Control and Automation(MED’99). Haifa.
Linnhoff, B., & Hindmarsh, E. (1983). The pinch analysis method forheat exchanger networks. Chemical Engineering and Science, 38,745.
Luyben, W. L., Tyreus, B. D., & Luyben, M. L. (1999). Plantwideprocess control. New York: McGraw-Hill.
Malone, M. F., & Doherty M. F. (1995). Separation system synthesisfor nonideal liquid mixtures. Fourth International Conference onFoundations of Computer-Aided Process Design, AIChE Symp.Series, 91. No. 304(91), 9–18.

D.R. Lewin et al. / Computers and Chemical Engineering 26 (2002) 295–306306
Morari, M., & Perkins, J. D. (1995). Design for operations, FourthInternational conference on foundations of Computer-Aided Pro-cess Design, 304(91), 105–114.
Naot, I., & Lewin, D. R. (1995). Analysis of process dynamics inrecycle systems using steady state flowsheeting tools. Proc. of the4th IFAC Symp. on Dynamics and Control of Chemical Reactors,Distillation Columns and Batch Processes (DYCORD+ ’95). (pp.203–208). Helsingor.
Perkins, J. D., & Walsh, S. P. K. (1994). ‘Optimization as a Tool forDesign/Control Integration. Proc. of the 2nd IFAC Workshop onIntegration of Design and Control (pp. 1–10) Baltimore, Mary-land.
Perkins, J. D. (2000). Education in process systems engineering—past, present and future. Computers and Chemical Engineering, 24,1367.
Peters, M. S., & Timmerhaus, K. D. (1991). Plant design and econom-ics for chemical engineers (4th ed.). New York: McGraw-Hill.
Rhinehart, R. R., Natarajan, S., & Anderson, J. J. (1995). A coursein process dynamics and control. Chemical Engineering Education,29(4), 218–221.
Rockstraw, D. A., Eakman, J., Nabours, N., & Bellner, S. (1997). Anintegrated course and design project in chemical process design.Chemical Engineering Education, 31(2), 94–99.
Russell, T. W. F., & Orbey, N. (1993). The technically feasible design.Chemical Engineering Education, 27(3), 166–169.
Seader, J. D., & Westerberg, A. W. (1977). A combined heuristic andevolutionary strategy for synthesis of simple separation sequences.American Institute of Chemical Engineering Journal, 23, 951.
Seader, J. D., & Henley, E. J. (1998). Separation process principles.New York: John Wiley and Sons Inc.
Seider, W. D., Seader, J. D., & Lewin, D. R. (1999). Process design
principles : synthesis, analysis and e�aluation. New York: JohnWiley and Sons Inc.
Shaeiwitz, J. A., Whiting, W. B., & Velegol, D. (1996). A large-groupsenior design experience— teaching responsibility and life-longlearning. Chemical Engineering Education, 30(1), 70–75.
Smith, R. (1995). Chemical process design. New York: McGraw Hill.Solovyev, B., Lewin, D. R. (2000). Controllability and resiliency
analysis for homogeneous azeotropic distillation columns. Proc. ofADCHEM 2000, Pisa.
Turton, R., & Bailie, R. C. (1992). Chemical engineering design—problem-solving strategy. Chemical Engineering Education, 26(1),44–49.
Turton, R., Bailie, R. C., Whiting, W. B., & Shaeiwitz, J. A. (1997).Analysis, synthesis and design of chemical processes. New Jersey:Prentice Hall.
Ulrich, G. D. (1984). A guide to chemical engineering process designand economics. New York: Wiley.
Walas, S. M. (1988). Chemical process equipment—selection anddesign. Boston: Butterworths.
Weitz, O., & Lewin, D. R. (1996). Dynamic controllability andresiliency diagnosis using steady state process flowsheet data.Computers and Chemical Engineering, 20(4), 325–336.
Westerberg, A. (1971). A course on computer aided process design.Chemical Engineering Education, 5(4), 180–186.
Whiting, W. B. (1987). Textbook errors: a rich source of problemsand examples. 1987 ASEE Annual Conference Proceedings (p.1631) Reno, NV.
Whiting, W. B. (1991). Errors—a rich source of problems andexamples. Chemical Engineering Education, 25(3), 140–144.
Woods, D. R. (1995). Process design and engineering practice. NewJersey: Prentice Hall.





























