Embed Size (px)
Citation preview
Integrated Scheduling and Dynamic Integrated Scheduling and Dynamic Optimization of Batch Processes
Yisu Nie and Lorenz T. BieglerCenter for Advanced Process Decision-makingg
Department of Chemical EngineeringCarnegie Mellon University
John M. WassickThe Dow Chemical Company
3/12/2011 1
Presentation Outline
▪ IntroductionIntroduction
▪Motivating example
▪ Integrated formulation
▪Case study
▪Conclusions
3/12/2011 2
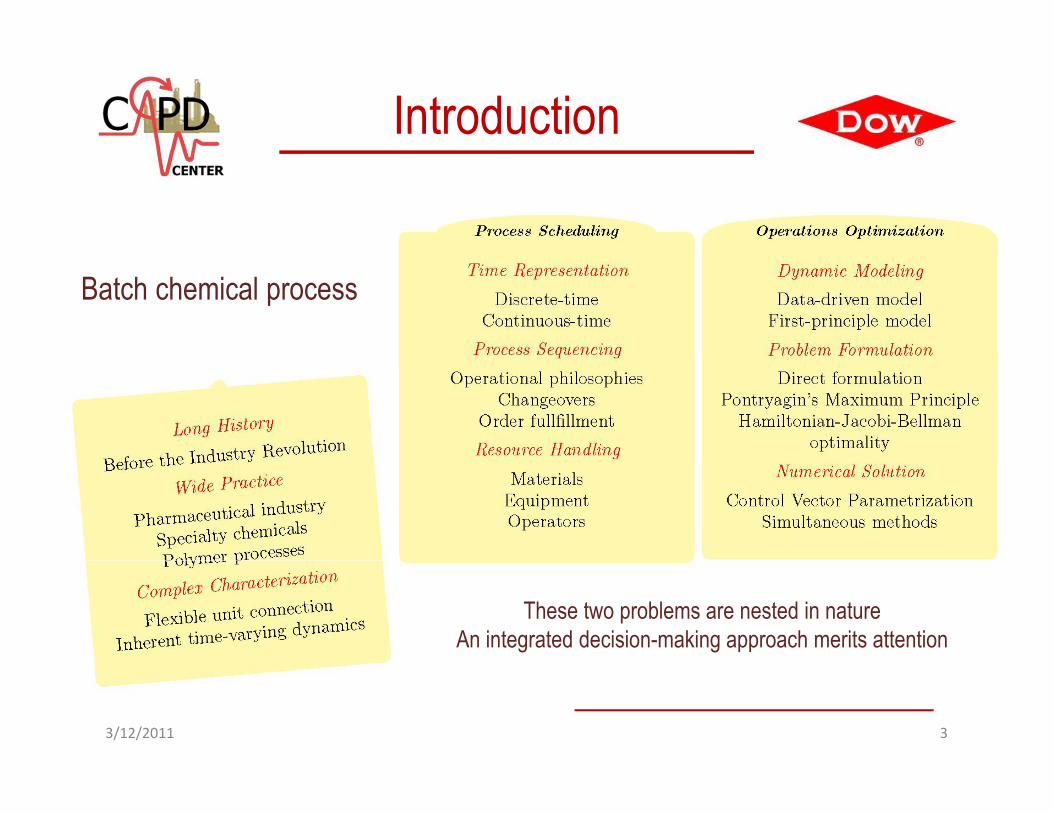
Introduction
Batch chemical process
These two problems are nested in natureAn integrated decision-making approach merits attention
3/12/2011 3
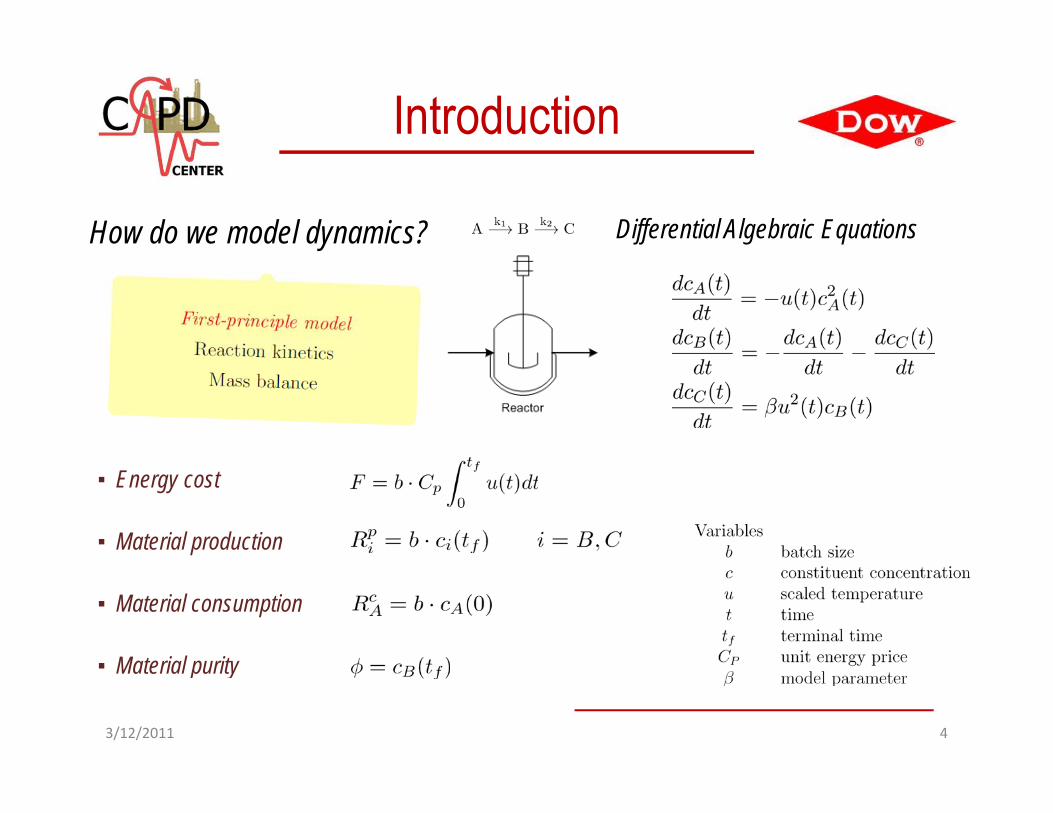
Introduction
How do we model dynamics? Differential Algebraic Equations
▪ Energy cost
▪ Material production
▪ Material consumption
▪ Material purity
3/12/2011 4
▪ Material purity
Introduction
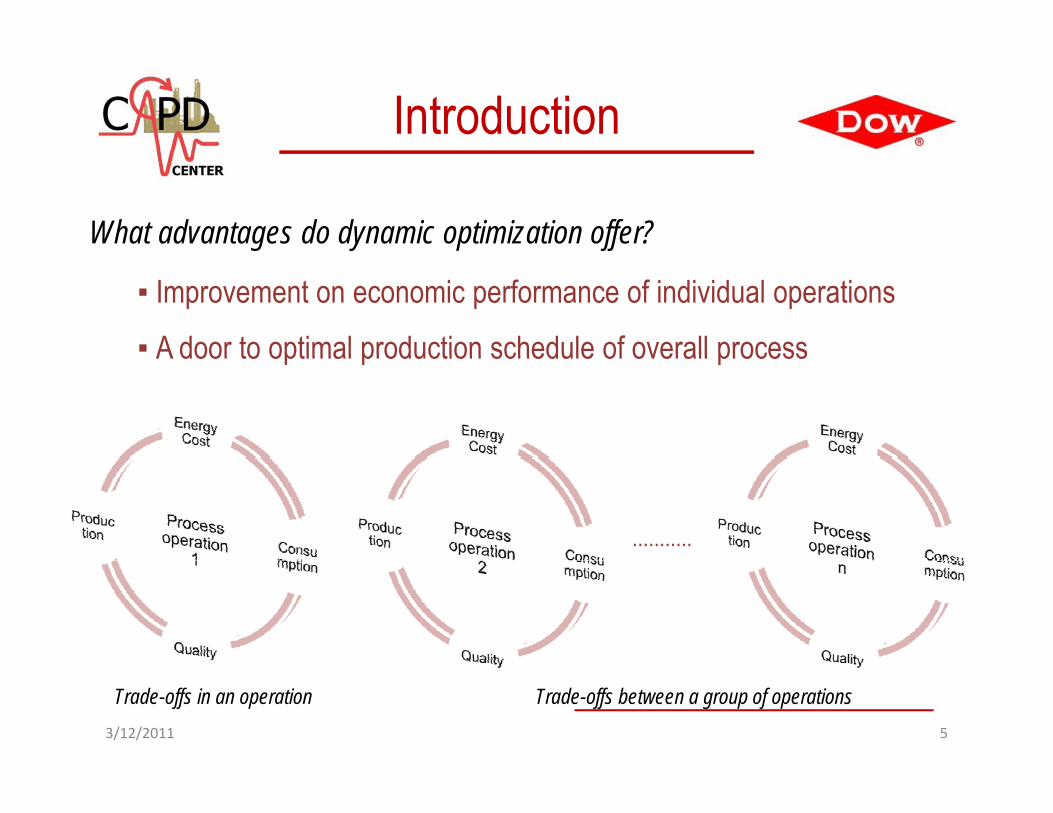
What advantages do dynamic optimization offer?
▪ Improvement on economic performance of individual operations
▪ A door to optimal production schedule of overall processA door to optimal production schedule of overall process
...........
3/12/2011 5
Trade-offs in an operation Trade-offs between a group of operations
Motivating Example
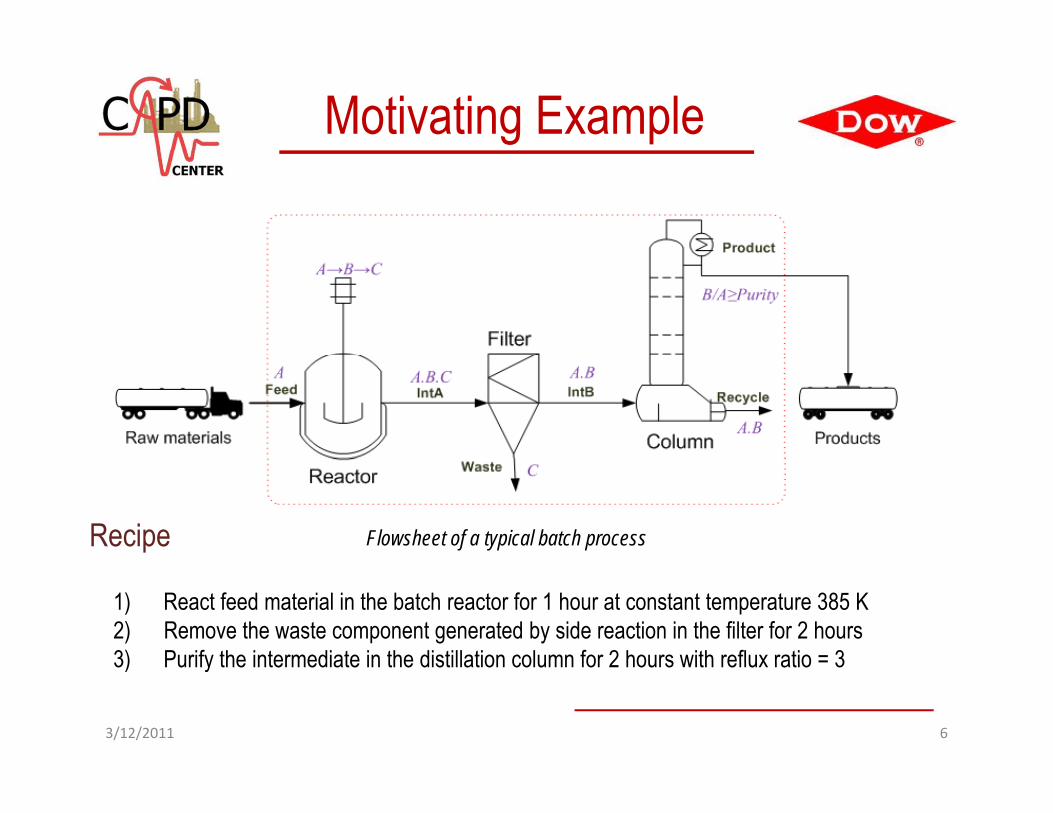
Flowsheet of a typical batch processRecipe
1) React feed material in the batch reactor for 1 hour at constant temperature 385 K 2) Remove the waste component generated by side reaction in the filter for 2 hours3) Purify the intermediate in the distillation column for 2 hours with reflux ratio = 3
3/12/2011 6
3) Purify the intermediate in the distillation column for 2 hours with reflux ratio 3
Motivating Example
Reactor 20
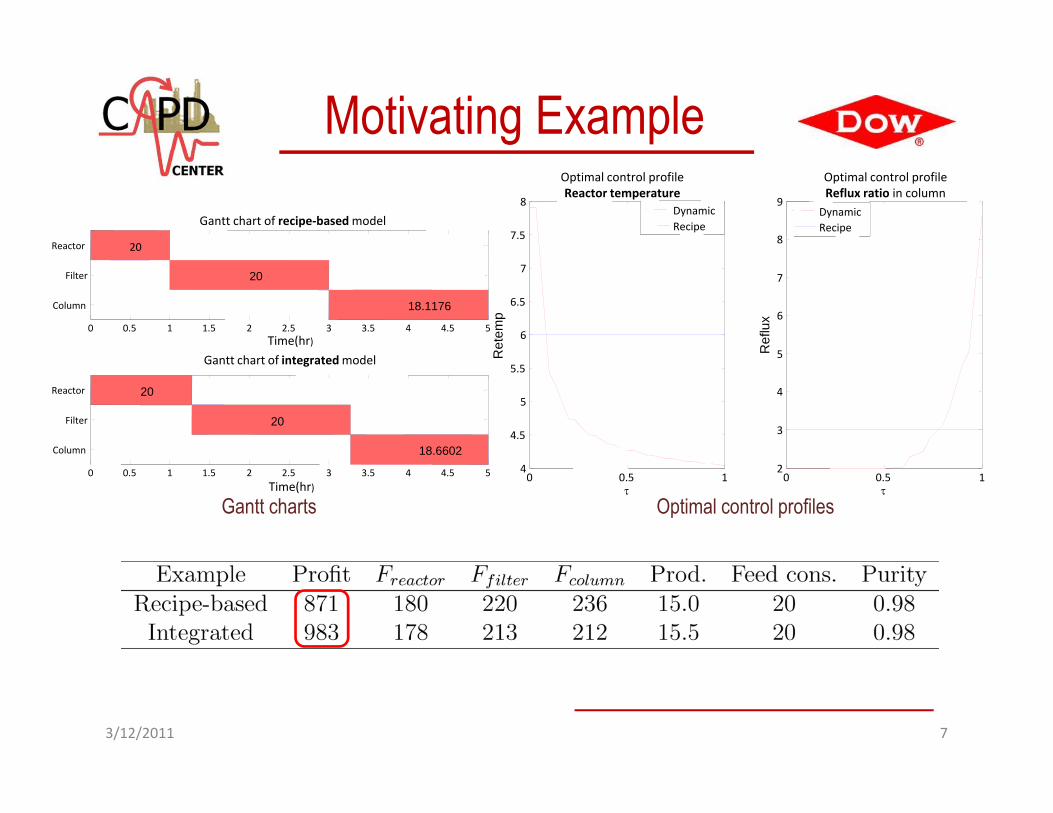
Gantt chart of recipe‐basedmodel7.5
8
Optimal control profileReactor temperature
8
9
Optimal control profileReflux ratio in column
DynamicRecipe
DynamicRecipe
0 0.5 1 1.5 2 2.5 3 3.5 4 4.5 5
Column
Filter 20
18.1176
Time(hr)h f i d d l
6
6.5
7
Ret
emp
5
6
7
Ref
lux
Column
Filter
Reactor 20
20
18.6602
Gantt chart of integratedmodel
4.5
5
5.5
R
3
4
5
Gantt charts
0 0.5 1 1.5 2 2.5 3 3.5 4 4.5 5Time(hr)
Optimal control profiles0 0.5 1
4
0 0.5 1
2
3/12/2011 7
Scheduling Formulation
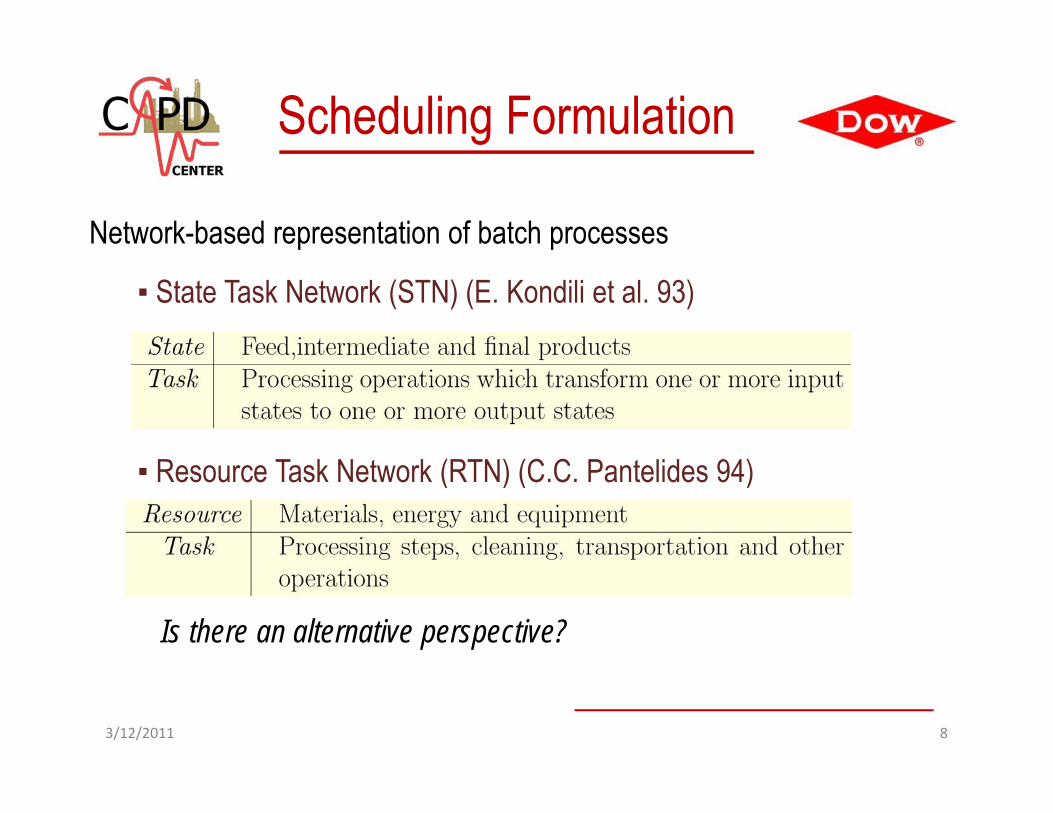
Network-based representation of batch processes
▪ State Task Network (STN) (E. Kondili et al. 93)
▪ Resource Task Network (RTN) (C.C. Pantelides 94)
Is there an alternative perspective?
3/12/2011 8
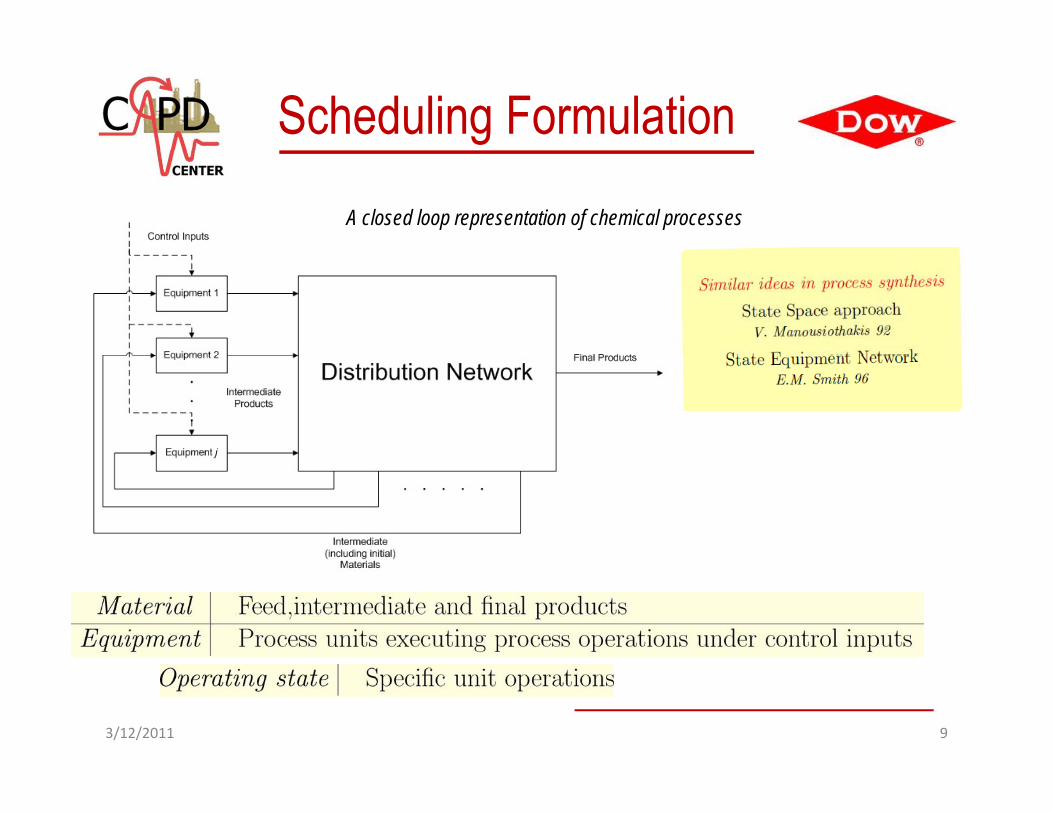
Scheduling FormulationA closed loop representation of chemical processes
3/12/2011 9
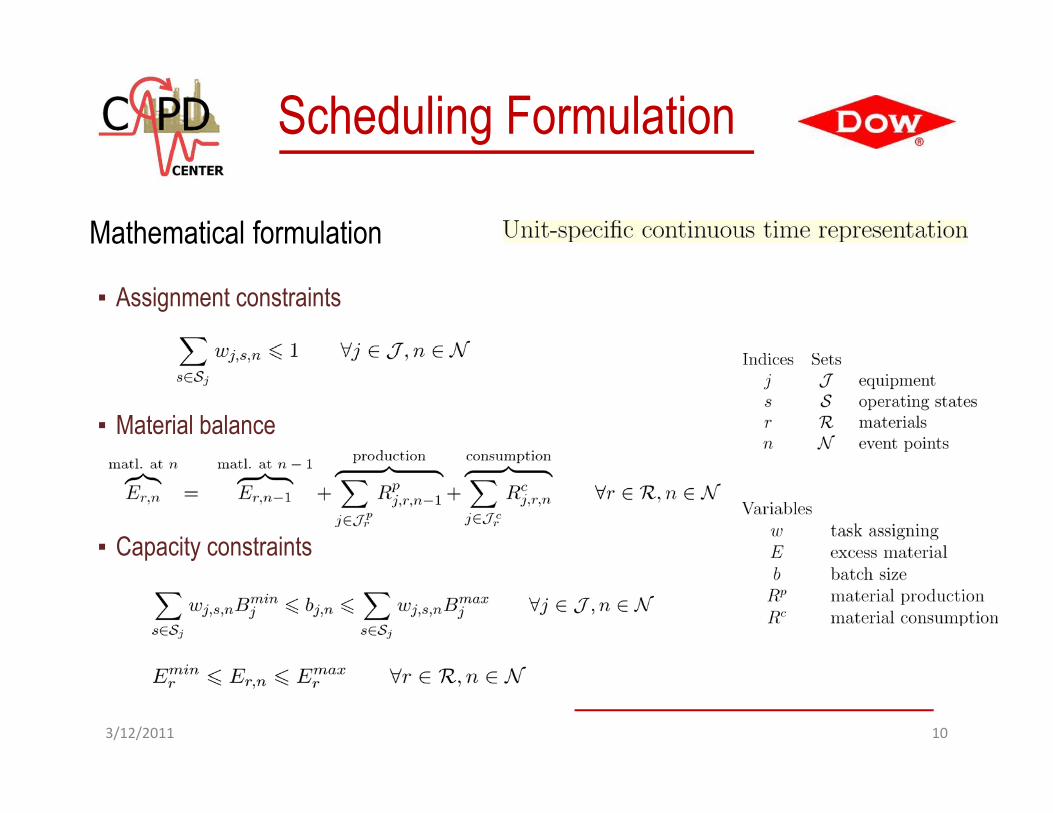
Scheduling Formulation
Mathematical formulation
▪ Assignment constraints
▪ Material balance
▪ Capacity constraintsp y
3/12/2011 10
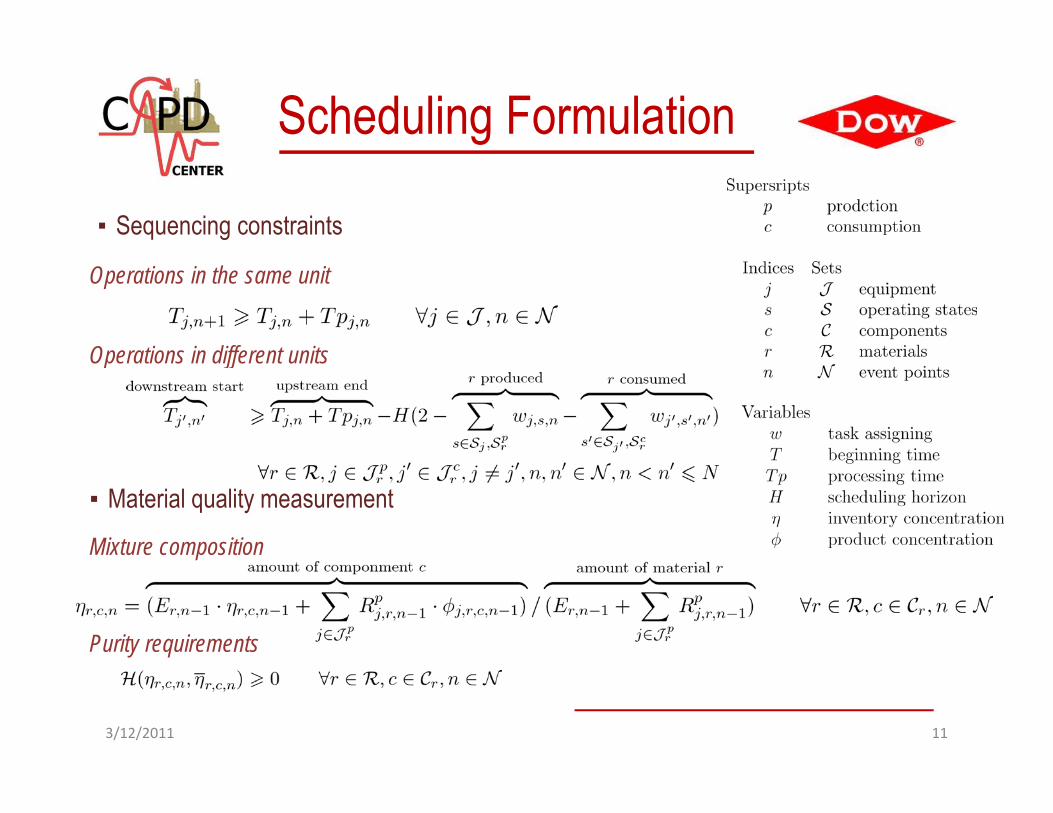
Scheduling Formulation
▪ Sequencing constraints
Operations in the same unit
Operations in different units Operations in different units
Mixture composition
▪ Material quality measurement
Purity requirements
3/12/2011 11
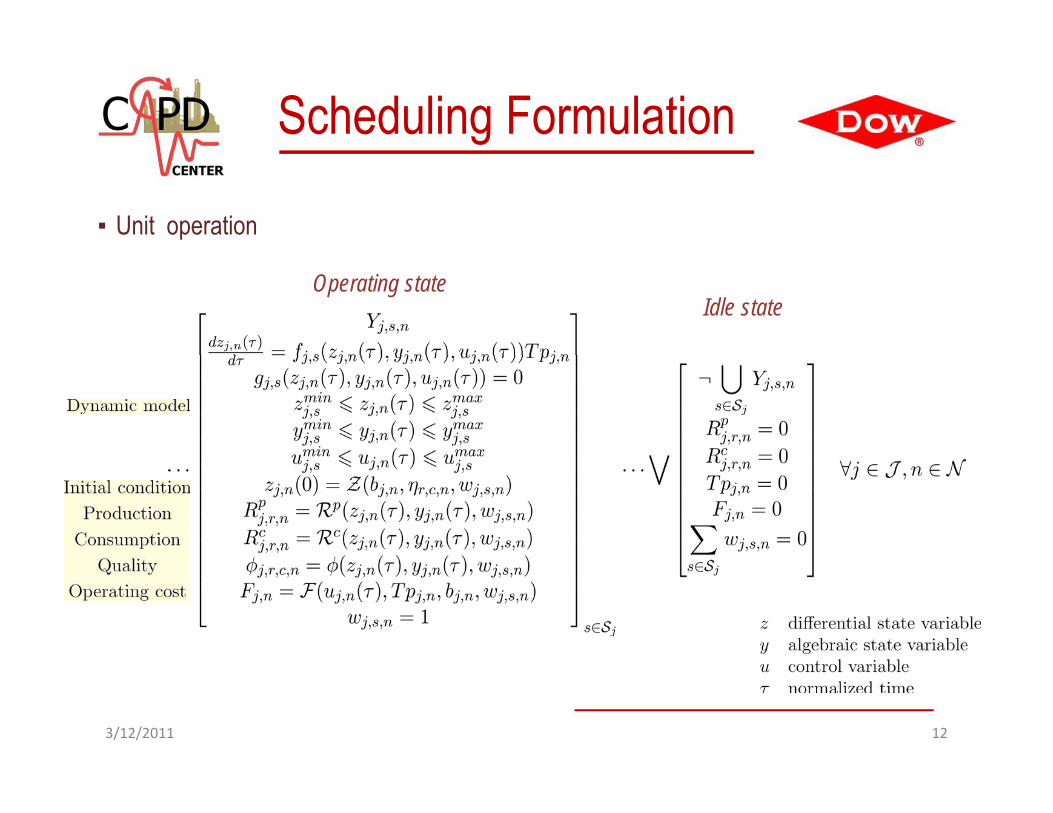
Scheduling Formulation
▪ Unit operation
Operating state Idle state
3/12/2011 12
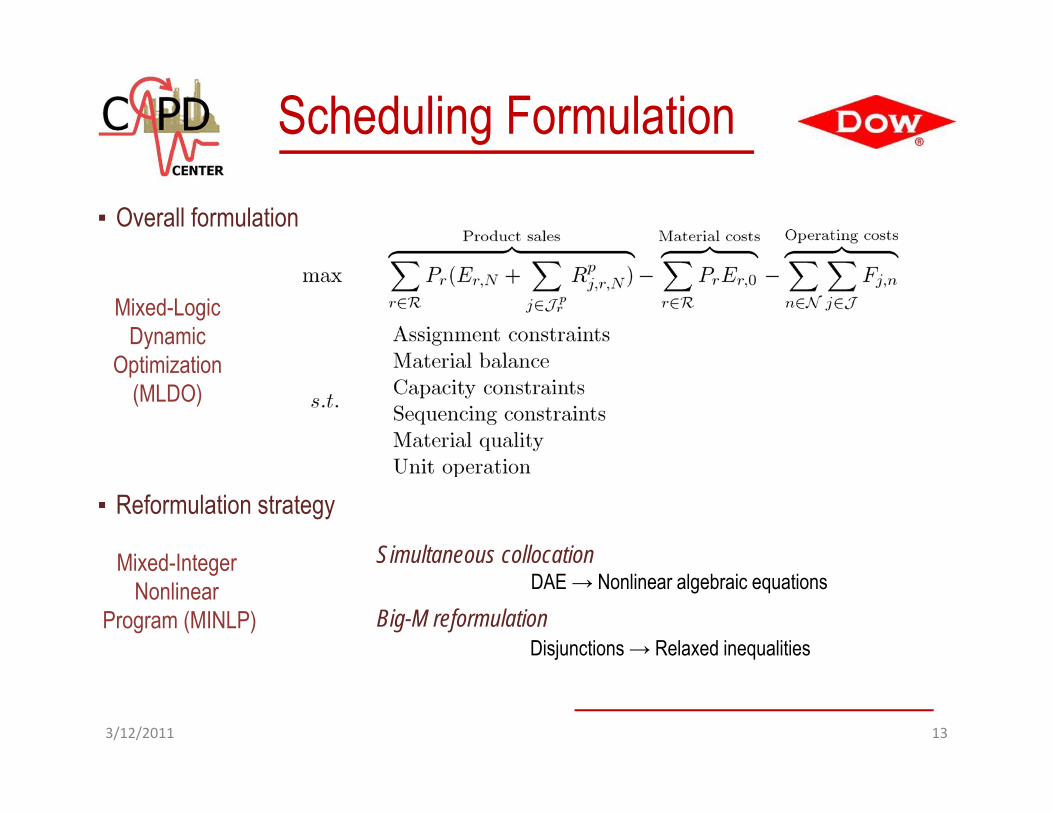
Scheduling Formulation
▪ Overall formulation
Mixed-Logic Dynamic
OOptimization (MLDO)
▪ Reformulation strategy
Mixed Integer Simultaneous collocationMixed-Integer Nonlinear
Program (MINLP)
Simultaneous collocationDAE → Nonlinear algebraic equations
Big-M reformulationDisjunctions → Relaxed inequalities
3/12/2011 13
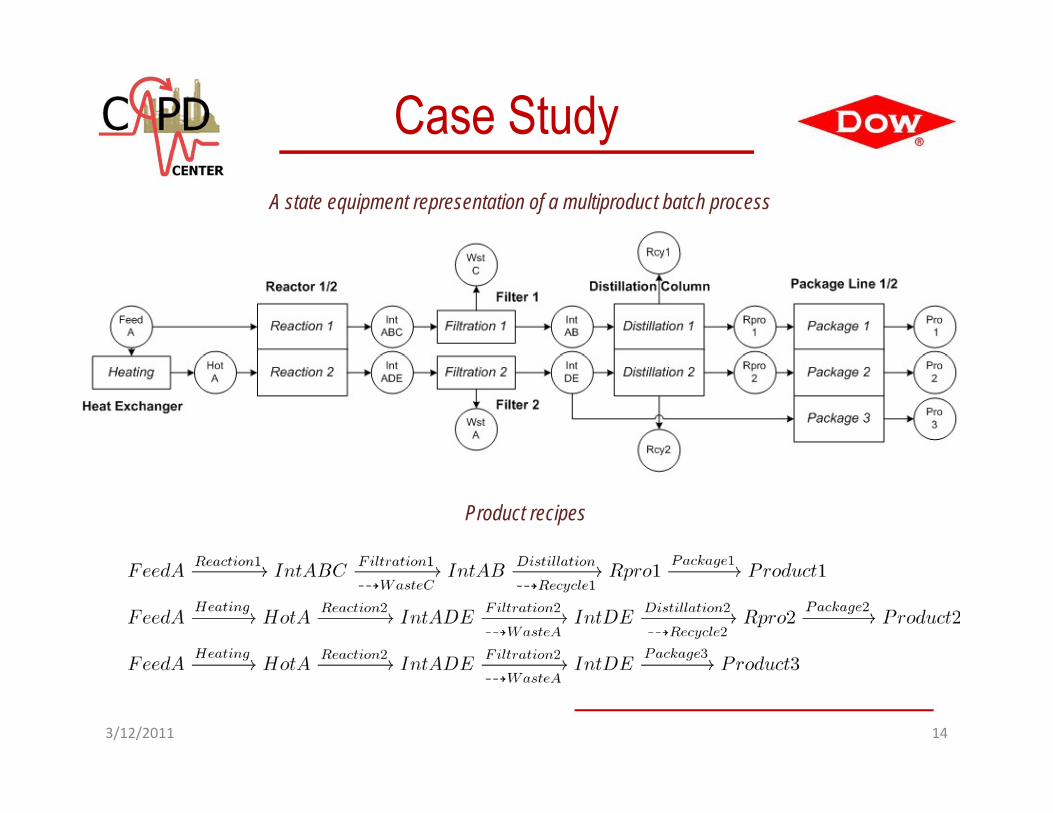
Case StudyA state equipment representation of a multiproduct batch process
Product recipes
3/12/2011 14
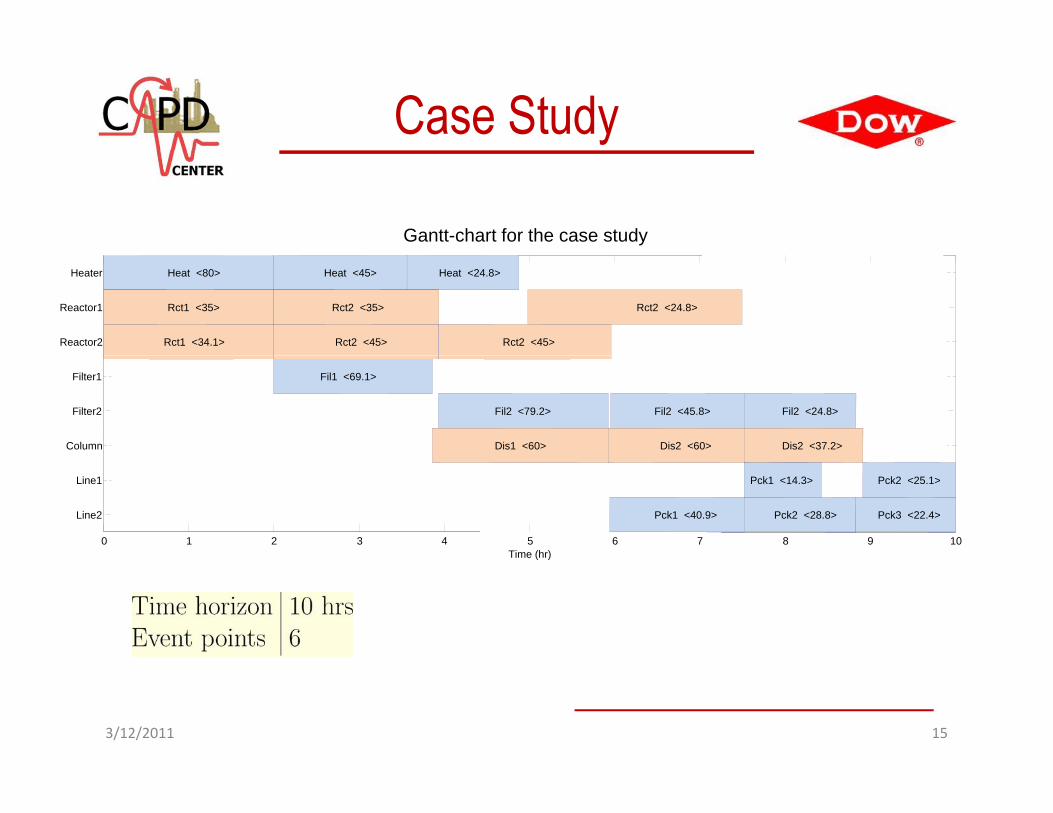
Case Study
Gantt-chart for the case study
Reactor2
Reactor1
Heater Heat <80> Heat <45> Heat <24.8>
Rct1 <35> Rct2 <35> Rct2 <24.8>
Rct1 <34.1> Rct2 <45> Rct2 <45>
Column
Filter2
Filter1 Fil1 <69.1>
Fil2 <79.2> Fil2 <45.8> Fil2 <24.8>
Dis1 <60> Dis2 <60> Dis2 <37.2>
0 1 2 3 4 5 6 7 8 9 10
Line2
Line1 Pck1 <14.3> Pck2 <25.1>
Pck1 <40.9> Pck2 <28.8> Pck3 <22.4>
Time (hr)
3/12/2011 15
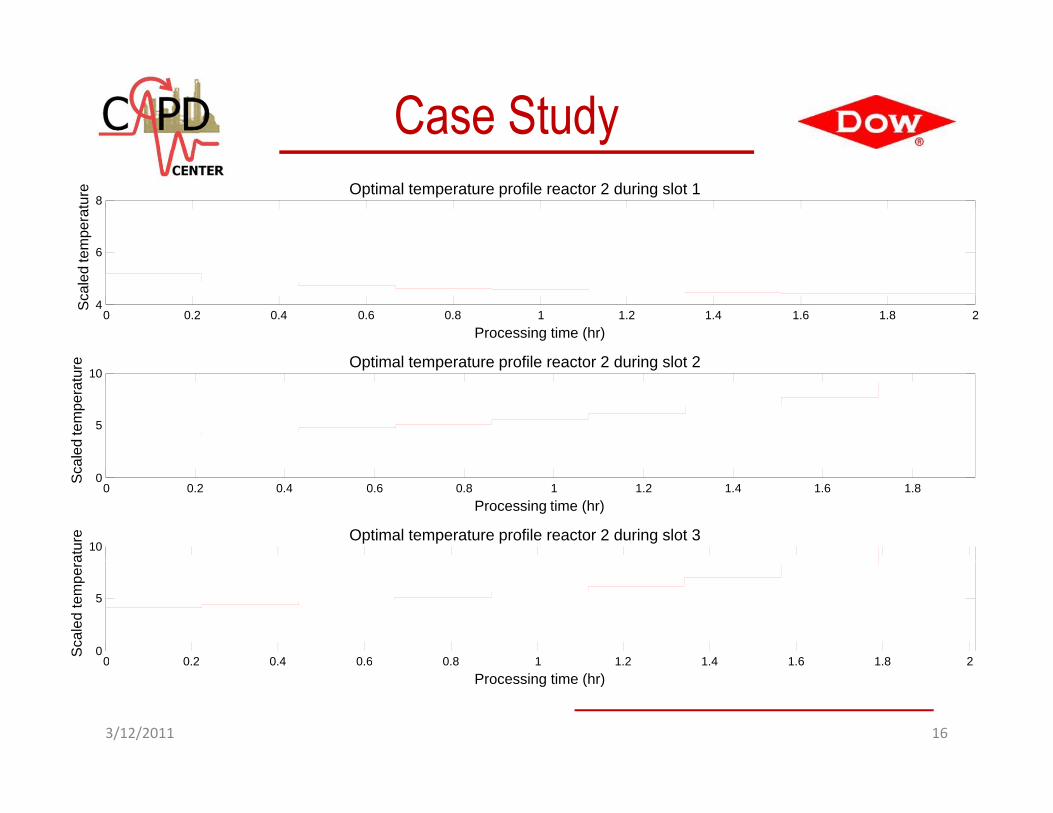
Case Study
6
8Optimal temperature profile reactor 2 during slot 1
empe
ratu
re
0 0.2 0.4 0.6 0.8 1 1.2 1.4 1.6 1.8 24
6
Processing time (hr)
Sca
led
te
5
10Optimal temperature profile reactor 2 during slot 2
led
tem
pera
ture
0 0.2 0.4 0.6 0.8 1 1.2 1.4 1.6 1.80
Processing time (hr)
Sca
10Optimal temperature profile reactor 2 during slot 3
atur
e
0 0 2 0 4 0 6 0 8 1 1 2 1 4 1 6 1 8 20
5
Sca
led
tem
pera
3/12/2011 16
0 0.2 0.4 0.6 0.8 1 1.2 1.4 1.6 1.8 2Processing time (hr)
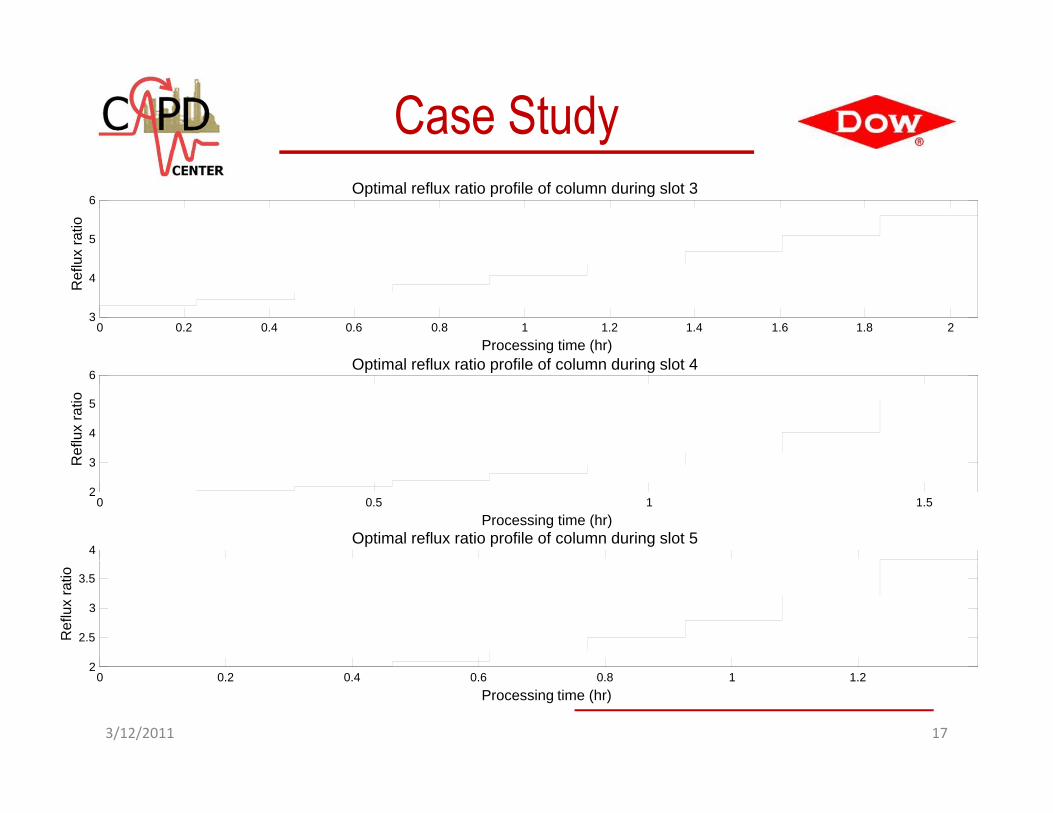
Case Study
5
6Optimal reflux ratio profile of column during slot 3
x ra
tio
0 0.2 0.4 0.6 0.8 1 1.2 1.4 1.6 1.8 23
4
Processing time (hr)
Ref
lux
3
4
5
6Optimal reflux ratio profile of column during slot 4
Ref
lux
ratio
0 0.5 1 1.52
3
Processing time (hr)
R
4Optimal reflux ratio profile of column during slot 5
2
2.5
3
3.5
Ref
lux
ratio
3/12/2011 17
0 0.2 0.4 0.6 0.8 1 1.22
Processing time (hr)
Conclusions
▪Concluding remarks• An integrated framework for short-term scheduling and dynamic real-time
optimization of batch processes
g
• A reformulation strategy of mixed logic dynamic optimization problems
Future developments
• A reformulation strategy of mixed-logic dynamic optimization problems
▪Future developments• Decomposition techniques for practical applications• Implementation with fast dynamic modelsImplementation with fast dynamic models• Nonconvex MINLP solution strategies• Material transportation and storage, changeovers and order fulfillment in
scheduling
3/12/2011 18
scheduling
Acknowledgements
3/12/2011 19





























