Embed Size (px)
Citation preview
Integrating Quality by Designin
Process Validation
Presented by : Gamal Amer, Ph. D.Principal
Premier Compliance Services, Inc.© All rights reserved. Do not copy without permission.
2
Process Validation
• PROCESS VALIDATION is the collection and evaluation of data, from the process design stage throughout commercial production, which establishes scientific evidence that a process is capable of consistently delivering quality products.
______________________________________________________
*Process Validation: General Principles and Practices – FDA guidance January 24, 2011
© All rights reserved. Do not copy without permission.
3
Process Validation
• “Quality of the product cannot be assured by simply inspecting or testing in-process and finished products.” It must be built into the product-process a-priori.
• “Focusing exclusively on the qualification effort without understanding the process and ensuring the process is maintained in a state of control may not lead to adequate assurance of quality.”
© All rights reserved. Do not copy without permission.
© All rights reserved. Do not copy without permission. 4
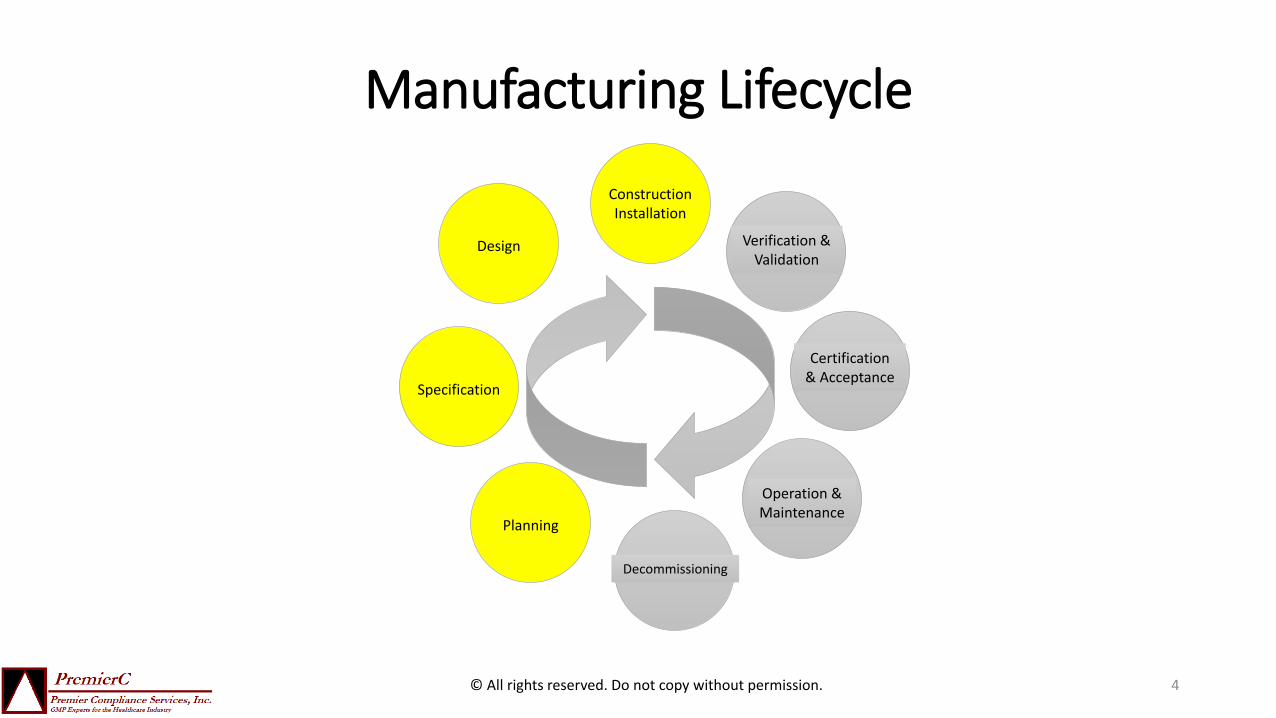
Manufacturing Lifecycle
Decommissioning
Planning
Specification
Design
Construction Installation
Verification & Validation
Certification & Acceptance
Operation & Maintenance
© All rights reserved. Do not copy without permission. 5
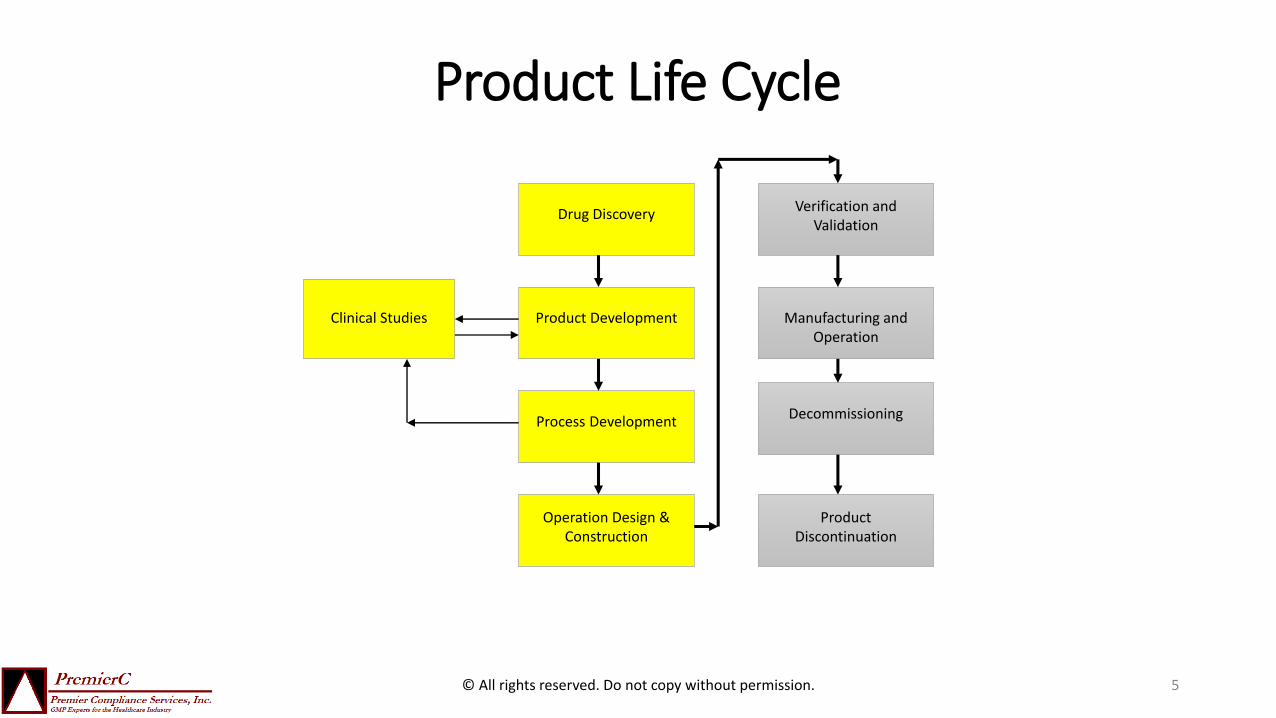
Product Life Cycle
Drug Discovery
Product Development
Process Development
Clinical Studies
Operation Design & Construction
Verification and Validation
Manufacturing and Operation
Decommissioning
Product Discontinuation
© All rights reserved. Do not copy without permission. 6
ICH Q8 – Pharmaceutical Development
• Deals with product development and its manufacturing process.
• Defines the need for good Design Of Experiments (DOE).
• Defines the need for prior knowledge.
• Use data from product development studies to manage the risk associated with the product (quality cannot be tested in the product but rather built into it).
• Managing quality through out the product life cycle from initial development through discontinuation.
• Defines continuous process verification as an alternative to process validation.
• Define the knowledge space, the design space and the normal or control space.
© All rights reserved. Do not copy without permission. 7
ICH Q8 – Pharmaceutical Development
• Benefits:
• Improved knowledge
• Manufacturing improvement within DS are not changes
• Operational robustness
• Reduce post-approval submissions
• Real time release and reduced product testing
• Continuous process/product improvement
© All rights reserved. Do not copy without permission. 8
ICH Q8– Pharmaceutical Development
• Introduces the concept of Quality by Design (QbD)
• Emphasize use of design of experiments and prior knowledge to define the design space.
• Identifies Critical Quality Attributes (CQA) of the product and Critical Processing Parameters (CPP) that would affect it.
• Defining a control strategy based on
CQA=f (CPP)

© All rights reserved. Do not copy without permission. 9
ICH Q8– Pharmaceutical Development
Critical Quality Attribute (CQA):
It is a physical, chemical, biological or microbiological property or characteristic that should be within appropriate limit, range, or distribution to ensure the desired product quality. CQAs are generally associated with the drug substance, excipient, intermediates, and drug products.
Critical Processing Parameter (CPP):
A process parameter whose variability has an impact on a Critical Quality Attribute (CQA) and therefore should be monitored, “alarmed”, and controlled to ensure the process produces the desired quality.
© All rights reserved. Do not copy without permission. 10
Quality by DesignOfficial definition
A systematic approach to development that begins with predefined objectives and emphasizes product and process understanding and process control, based on sound science and quality risk management. (ICH Q8-R1)
© All rights reserved. Do not copy without permission. 11
Quality by DesignWhat it means?
• Its Purpose is to determine how product CQAs are affected by CPP (Raw material characteristics and Processing steps conditions). Using scientific knowledge, prior experience, technological understanding, and targeted experimentation to define approaches to mitigate risk to product quality and hence to the patient a-priori.
Importance of QbD in Process Validation
• Stage 1- Design StageoDefines appropriate low risk design of the processoDefines appropriate control strategy
• Stage 2- PPQo Identify product Critical Quality Attributes (CQAs)oDefines Critical Processing Parameters (CPP) which affect the CQA(s)o Ensures qualification tests are designed to confirm the relationship between
CPPs and CQAs
• Stage 3- Continued Process verificationoCPPs and CQAs to be monitoredoRanges where these variables should be (Control Space)
© All rights reserved. Do not copy without permission. 12
© All rights reserved. Do not copy without permission. 13
FDA’s Initiative on Quality by Design
• In a Quality-by-Design system:• The product is designed to meet patient requirements
• The process is designed to consistently meet product critical quality attributes (CQA)
• The impact of formulation components and process parameters on product quality is understood
• Critical sources of process variability are identified and controlled (CPP)
• The process is continually monitored and updated to assure consistent quality over time
© All rights reserved. Do not copy without permission. 14
The Concept of QbD
• CQA product = ƒ(CPP for the process, input attributes, Property of outputs) *
• Where:• CQA is Critical Quality Attribute of the product
• CPP is Critical Processing Parameter for both process and utilities
• The property of outputs maybe dictated by Safety, Environmental, and disposal considerations
_____________________________________________________________________*This model could be viewed as the basis for an effective control strategy
© All rights reserved. Do not copy without permission. 15
The Principle of QbD
• Keep in mind:• Not all Processing Parameters are Critical
• Ranges associated with critical processing parameters, which ensure that product CQA is/are met, define what would be characterized as Design Space (DS)
• Making changes within the design space, if verified, may be considered as a non-change and may not require invoking Change Control.
• Once function above is defined it can be used to implement PAT and allow for real time release.
© All rights reserved. Do not copy without permission. 16
Quality by Design (QbD) and Applying it
• QbD is not a new concept
• QbD has always been part of GMP (Design Quality in ….)
• In product development it has the objective of determining how ingredients (for example in solid dose formulation) and processing conditions determine product structure and performance.
• In process design it ensures that Critical Processing Parameters or Aspects are addressed.
• In engineering design it has the objective of ensuring facility and process performance characteristics are scientifically designed to meet specific objectives and ensure product quality.
• Require knowledge of history, technology and science expertise to implement. (SME)
Stage 1: Process Design
Goal: Design a process suitable for routine commercial manufacturing and consistently
deliver product that meets its quality attributes.
© All rights reserved. Do not copy without permission. 17
18
Stage 1: Process Design
• Understanding the science
• Understanding the risk
• Building Quality into the process
• Establishing Control Strategy
© All rights reserved. Do not copy without permission.

© All rights reserved. Do not copy without permission. 19
QbD Systematic Approach
1. Define user requirement (objectives of the design)
2. Develop the Ishikawa (Fishbone) diagram for the process/operation/product a. With help from SME and keeping in mind past experiences define as many of the parameters as you can and
include them into the diagram (brain storming).
b. Referring to GMP define additional parameters that should be considered.
c. Using research, existing knowledge, well-designed experiments and possibly empirical correlations identify their relative importance in affecting the CQAs of the product.
3. Using risk assessment rank the parameters/variables based on their RPN using FMEA or similar techniques.
4. Evaluate the impact of the high ranked variables to gain understanding of the process and define the appropriate design space. Use experimental design to define correlations.
5. Review the modified design to insure no new risks were introduced

© All rights reserved. Do not copy without permission. 20
1. User Requirements Specification (URS)
• Identify product/process area
• Identify the fulfilling function (engineering, procurement, etc.)
• Describe what the system should do, what is the objective?
• Describe what is needed to accomplish the objective
• Summarize scientific knowledge and previous experience associated with the requirement.
• To be used by the appropriate organization(s) for fulfillment

© All rights reserved. Do not copy without permission. 21
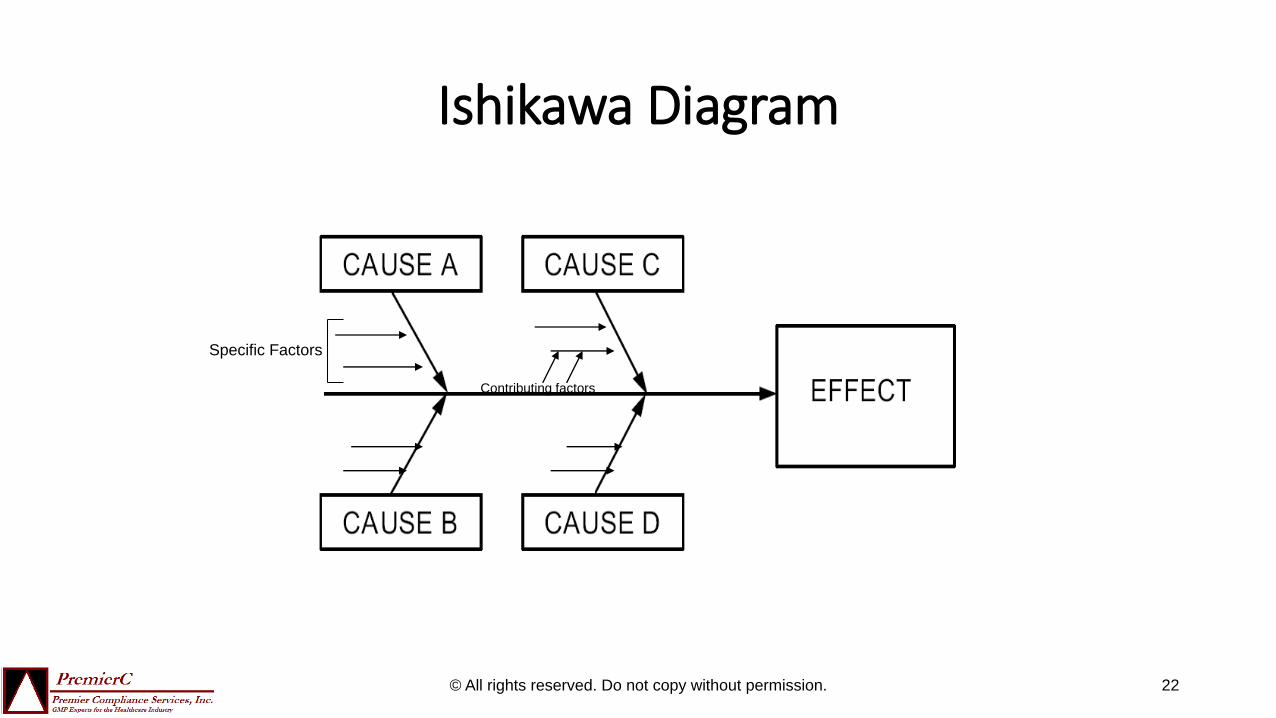
2. Ishikawa Fishbone DiagramCause and Effect
• Used in product or manufacturing system design.
• Define all factors affecting a desired outcome or contributing to a problem (effect). Desired outcome/problem is shown to the right as fish head at the end of the main bone.
• Factors or causes are defined based on knowledge and brainstorming and presented as fishbone off the main bone.
• Additional factors/causes maybe defined and are drawn as sub-bones.
• Once complete, all possibilities about root cause to the problem become known.
• Software available to develop
© All rights reserved. Do not copy without permission. 22
Ishikawa Diagram
Specific Factors
Contributing factors
© All rights reserved. Do not copy without permission. 23
Ishikawa Diagram
• Example Cause Categories:• 3 Ms and One P: Methods, Materials, Machinery and People
• 4 Ps: Policies, Procedures, People and Plant
• Environmental and safety issues should not be ignored

© All rights reserved. Do not copy without permission. 24
What You Need To Consider
• Product Quality, Efficacy, and Safety and thus patient well being
• GMP Requirements
• Operation safety and personnel safety
• Environmental impact of the operation.
© All rights reserved. Do not copy without permission. 25
Defining Relative Importanceof
Identified Factors
• Discussions to define the major factors
• Side bones with less sub-bones are probably of lesser importance
• Ensure that causes are not symptoms
• Main causes should be process variables
• Ensure process variables are specific, measurable, and controllable (if not explode further to get them to be)
© All rights reserved. Do not copy without permission. 26
3. Failure Mode and Effect AnalysisFMEA
• Procedure for analyzing potential failures and the risk associated with these failures.
• Initially developed by the military, adopted by NASA then the auto industry.
• Defines how failure occurs, its potential risk to the user, and how sever the risk
• Its purpose is to take early action to eliminate or reduce the risk
© All rights reserved. Do not copy without permission. 27
FMEA in Design
• Used as a tool to identify failure modes and allows the designer to develop solutions to avert the failure and thus the risk.
• Knowledge of the process, technology and science are prerequisites to proper FMEA application
© All rights reserved. Do not copy without permission. 28
FMEA Step-by-Step
• Describe the process
• Identify intentional and unintentional uses
• Develop a block diagram showing interrelationships between steps.
• FMEA Worksheet:• Defines what needs to be done to reduce risk
• Implement appropriate remedies/actions
• Review to insure no new risks have been introduced.

© All rights reserved. Do not copy without permission. 29
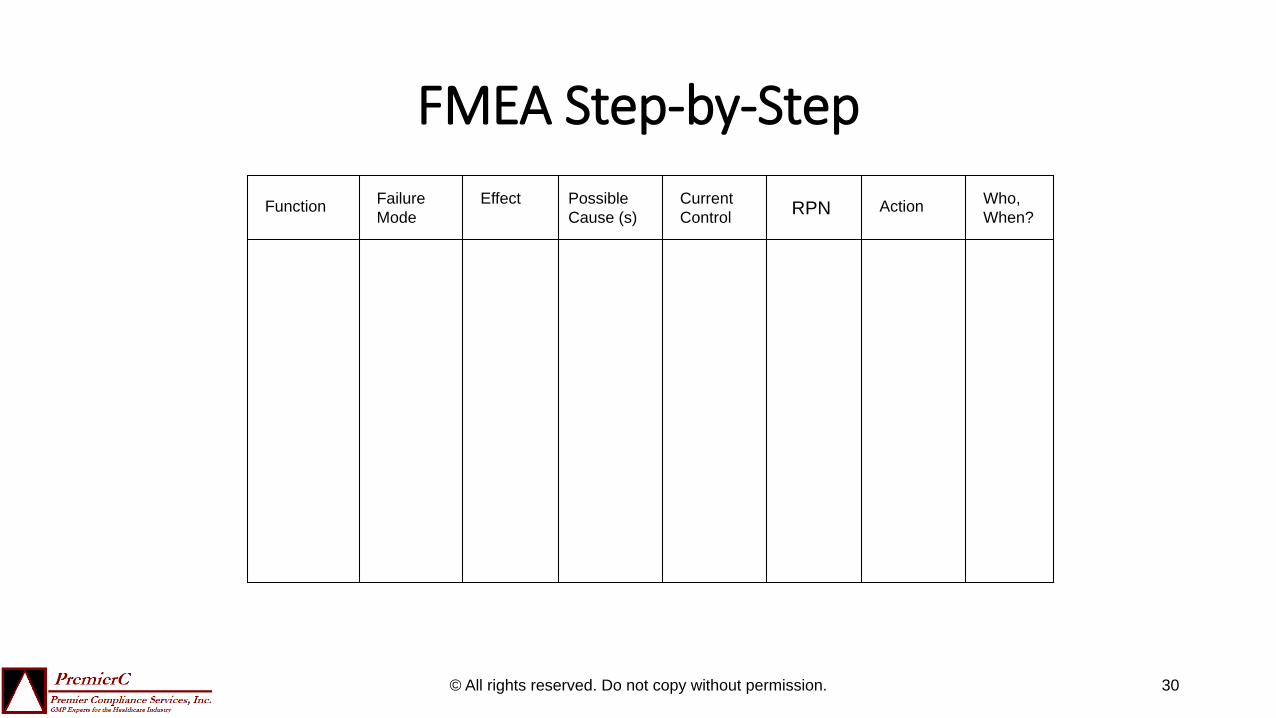
FMEA Step-by-Step
• FMEA Worksheet:• List Functions
• Identify possible failure mode(s) and their causes
• Identify effect of each failure mode
• Develop RPN for identified effect
• Prioritize risk mitigation efforts
• Identify risk mitigation actions to be taken
• Identify timing for implementation and responsibility
© All rights reserved. Do not copy without permission. 30
FMEA Step-by-Step
FunctionFailure
Mode
Possible
Cause (s)
Effect Current
ControlRPN Action
Who,
When?
© All rights reserved. Do not copy without permission. 31
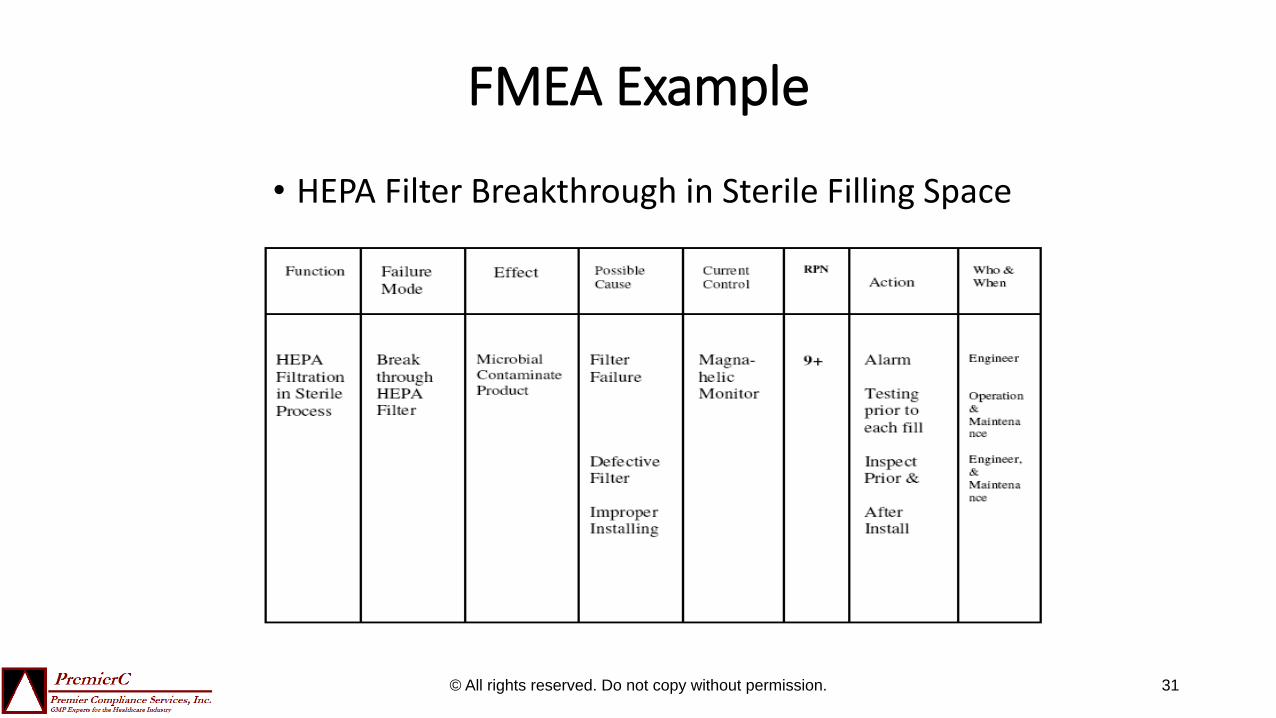
FMEA Example
• HEPA Filter Breakthrough in Sterile Filling Space
© All rights reserved. Do not copy without permission. 32
4. Design Of ExperimentsDOE
• A structured, organized method for determining the relationship between factors affecting a process and the output of that process. (ICH Q8)
• It is the design of all information gathering exercise.
• It occurs while variations are present (controlled or not).
• Attempts at identifying the effect of a variable or intervention (cause) on an outcome or property of interest (effect).
• It must take into consideration the combined influence of all variables.
© All rights reserved. Do not copy without permission. 33
Design Of ExperimentsDOE
• Its components are:• Comparison against a baseline
• Randomization (requires appropriate sample size)
• Replication (ensure multiple measurements)
• Grouping (group similar)
• Factorial design (study multiple factors at a time rather than one-at-a-time)
© All rights reserved. Do not copy without permission. 34
Design Of ExperimentsDOE
• Tools:• Statistics
• Linear algebra
• Abstract algebra
• Combinatorial
© All rights reserved. Do not copy without permission. 35
5. Reviews
• Frequent reviews during development to insure that design meets requirements
• Reviews by SME
• As issues are identified and corrected, review to insure no additional issues are introduced by correcting
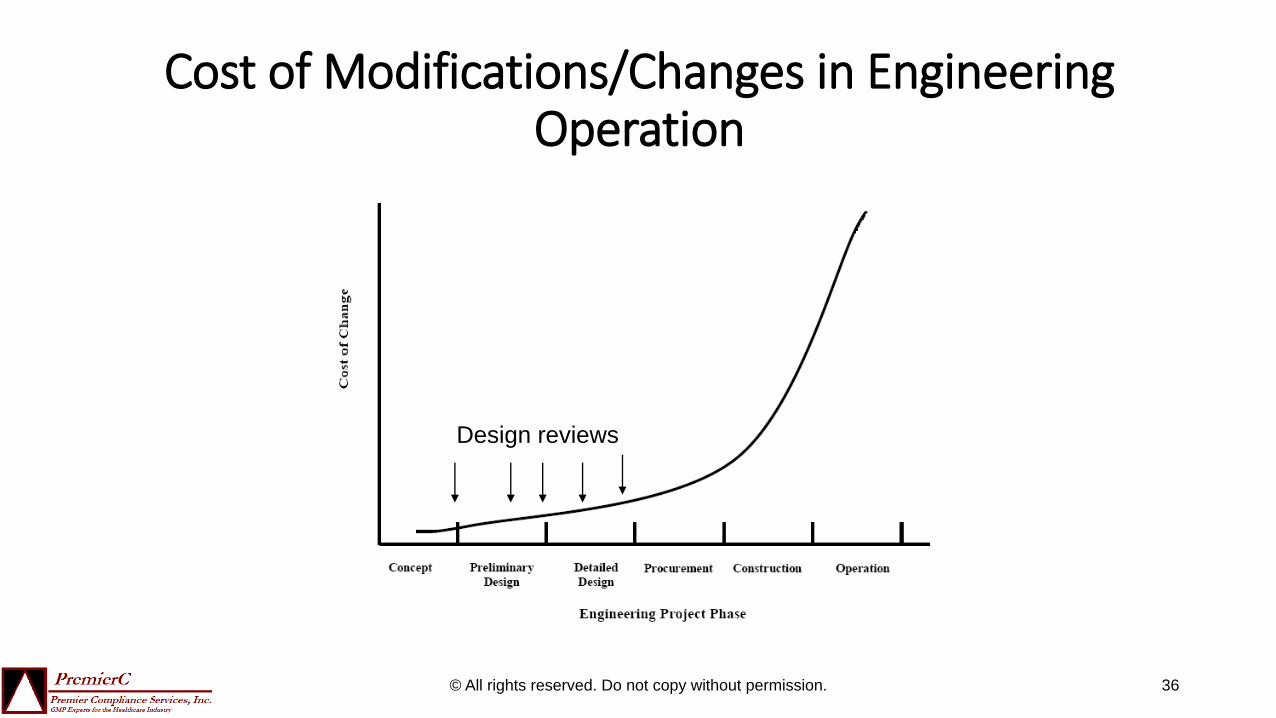
• Reviews and changes in the early stages are less costly than at later stages.
© All rights reserved. Do not copy without permission. 36
Cost of Modifications/Changes in Engineering Operation
Design reviews
© All rights reserved. Do not copy without permission. 37
QbD Tools
• Product acceptance criteria
• Process parameters
• SME with relevant experience
• Design reviews at predefined intervals
• Risk assessment techniques
© All rights reserved. Do not copy without permission. 38
Requirements for QbD
• Knowledge Space (KS) and full Understanding of the science
• Design Space (DS) and where you can safely operate (based on process capability)
• Control or Normal Operating (CS) Space and how will you operate (based on risk assessment)

© All rights reserved. Do not copy without permission. 39
Knowledge, Design, and Control Space
The concept
Knowledge space (KS) – Science Based
Design Space (DS) – Based on design and risk minimization
Control/Operating Space (CS) – Based on
validation/verification
© All rights reserved. Do not copy without permission. 40
Knowledge SpaceWhat you know
• Definition: it is “The multidimensional combination describing the possible states of knowledge associated with the product. The knowledge space is formed by the known set of concepts with the feasible knowledge as a subset. Defines and recognizes relationships between the various concepts. The feasible state of knowledge contains the established scientific, technological and experience based knowledge of the system/product. Typically, not all subsets are feasible, due to prerequisite relations among the concepts. The knowledge space is the family of all the feasible subsets.

© All rights reserved. Do not copy without permission. 41
Design SpaceWhat you design for
• Definition: It is “The multidimensional combination and interaction of input variables (e.g., material attributes) and process parameters that have been demonstrated to provide assurance of quality”
• Working within the design space is not considered as a change. Movement out of the design space is considered to be a change and would normally initiate a regulatory post-approval change process.
• Design space is proposed by the applicant and is subject to regulatory assessment and approval

© All rights reserved. Do not copy without permission. 42
Control/Operating SpaceWhere you operate
• Definition: It is “The multidimensional combination and interaction of input variables (e.g., material attributes) and process parameters that will be used and controlled during production and have been demonstrated to provide a product of predetermined quality attributes”
• It is where you plan to operate and have demonstrated that you are producing the right product.
© All rights reserved. Do not copy without permission. 43
What it all means?
• KS: HVAC can control temp, humidity, particles and microbes.
• DS: Designed to operate between 60 - 80ºF, 40-60% RH knowing these conditions are acceptable to the product.
• CS: You control the operation at 72±2ºF and 50-60%RH knowing that these conditions are achievable in a consistent manner.

Stage 2: Process Performance Qualification
Goal: Evaluate the design developed in stage 1 to determine if it is capable of reproducible
commercial manufacturing and performs as expected.
Must follow CGMP-Compliant procedures
© All rights reserved. Do not copy without permission. 44
Stage 2 Process Performance Qualification
• The need to test the process to demonstrate quality product can be consistently produced
• Should follow a qualification plan or protocol, which should define• Studies and tests to be conducted
• The criteria to assess outcome of studies
• Timing for qualification
• Responsibilities for conducting the effort
• Procedure for documenting and approving the qualification
• Written Protocol should delineate the manufacturing conditions, controls, sampling, testing, and expected outcome.
© All rights reserved. Do not copy without permission. 45
Stage 2 Process Performance Qualification
• PPQ protocol should discuss the data to be collected and when and how it will be evaluated.
• PPQ protocol should establish the tests to be performed and acceptance criteria.
• PPQ protocol to describe statistical methods to be used and how to address deviations and non-conforming data.
• Protocol should confirm that facility and utility qualification have been successfully completed.
• Protocol should confirm personnel training and qualifications.• Protocol should verify material sources (components and
container/closures)
© All rights reserved. Do not copy without permission. 46
Stage 2 Process Performance Qualification
• Protocol should discuss status of analytical methods validation.
• Protocol should be reviewed and approved by appropriate departments and Quality Unit.
• PPQ should combine qualified facility, utilities, and equipment with trained personnel to confirm the commercial manufacturing performs as expected.
• PPQ must be completed before commercial distribution of drug.• PPQ should be based on science and technical understanding.• PPQ should have additional (when compared to normal production)
sampling, monitoring, and analysis
© All rights reserved. Do not copy without permission. 47
48
Stage 2 of Guidance Stipulates
• Protocol Execution and Report:
• Only execute approved protocol.• Departures from the approved protocol to be justified and approved.• Follow expected routine procedures for commercial process using
personnel who will be responsible for manufacture.• Report to be prepared in a timely manner, should include:
• Summary and analysis of data.• Evaluation of unexpected results.• Evaluate manufacturing non-conformances (deviations, OOS results, etc.).• Description of corrective actions taken.• A clear statement as to the process being fit for the intended use.• Review and approval by appropriate departments and quality unit.
© All rights reserved. Do not copy without permission.

QbD in Stage 2
• Define what are the CPP to be tested
• Define ranges based on design space and controlled space
• Define the expected quality attributes for the product
• Define what constitute acceptable results (acceptance criteria)
• Ensure appropriate control strategy to produce reproducible results
• Define the model and the critical information to be measured as well as types pf process analyzers to be used for PAT application
© All rights reserved. Do not copy without permission. 49
Stage 3: Continued Process Verification
Goal is continual assurance that the process remains in a state of control (the validated state) during commercial
manufacturing
© All rights reserved. Do not copy without permission. 50
51
Stage 3 of Guidance Stipulates
•Quality unit to meet with manufacturing periodically to evaluate data.
•Monitor beyond process parameter (e.g complaints, OOS, deviations, etc.).
•Use data collected to identify ways to improve process.
•Maintenance of the facility, utility and equipment is of critical importance for maintaining the validated state.
© All rights reserved. Do not copy without permission.
Monitoring
•Need to know the right Critical Quality Attributes (CQAs) of product
•Need to know the Critical Processing Parameters (CPPs) which affect CQAs
•Monitor the CPPs and CQAs
• Insure you take actions when you see a deviation or observe a trend.
© All rights reserved. Do not copy without permission. 52
© All rights reserved. Do not copy without permission. 53
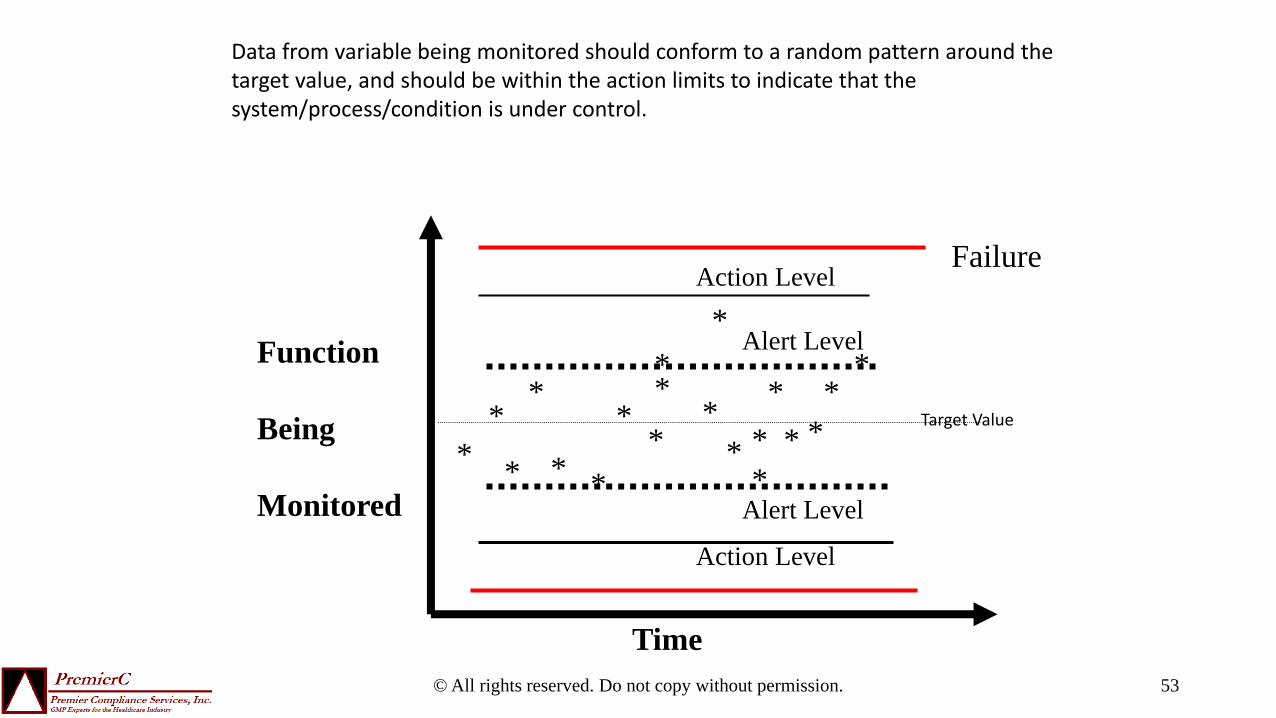
Data from variable being monitored should conform to a random pattern around the target value, and should be within the action limits to indicate that the system/process/condition is under control.
*
*
*
*
**
**
Action Level
Alert Level
Alert Level
Action Level
Time
Function
Being
Monitored
*
* **
**
*
***
**
Failure
Target Value
© All rights reserved. Do not copy without permission. 54
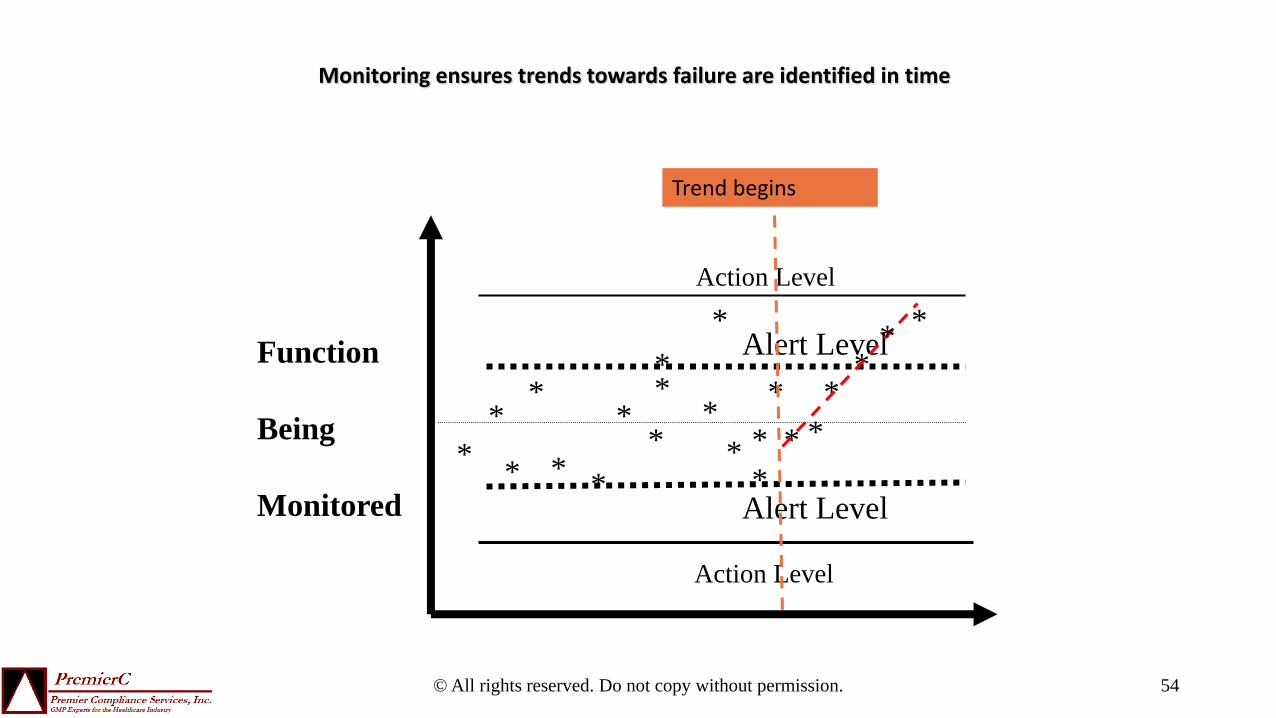
Monitoring ensures trends towards failure are identified in time
*
*
*
*
**
**
Action Level
Alert Level
Alert Level
Action Level
Function
Being
Monitored
*
* **
**
*
***
**
**
Trend begins
© All rights reserved. Do not copy without permission. 55
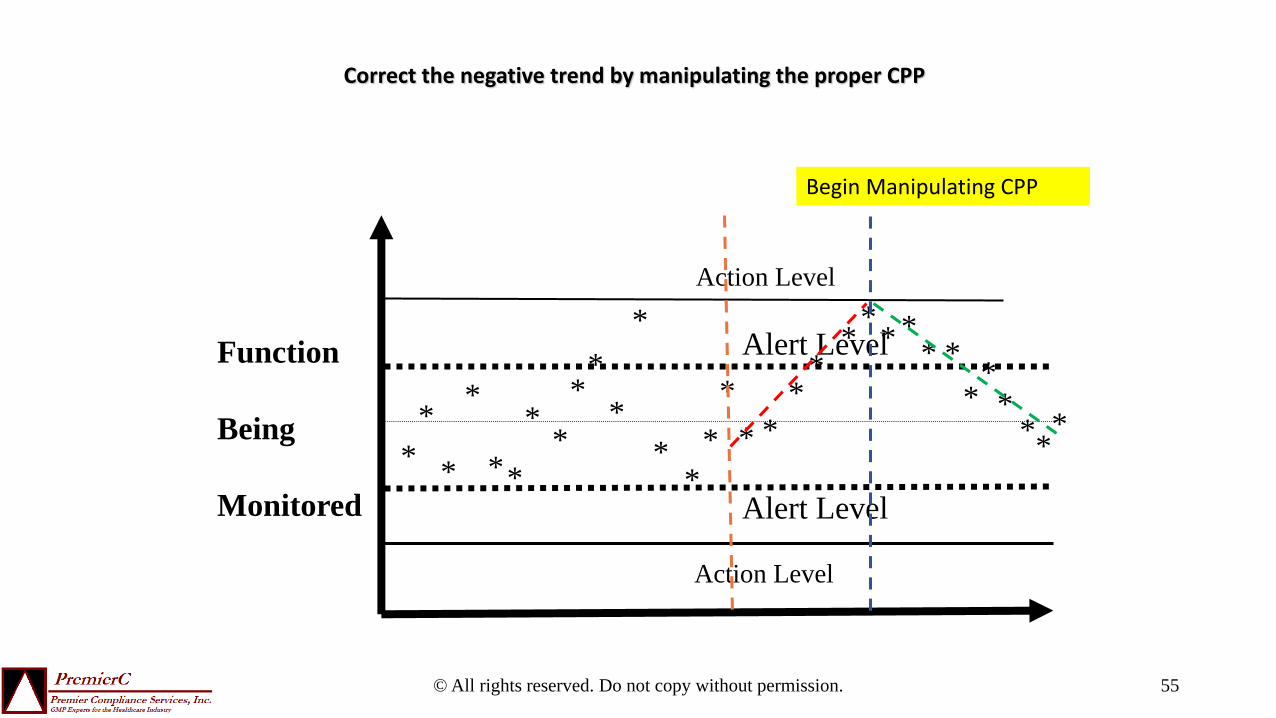
Correct the negative trend by manipulating the proper CPP
*
*
*
*
**
**
Action Level
Alert Level
Alert Level
Action Level
Function
Being
Monitored
*
* **
**
*
***
**
**
Begin Manipulating CPP
* ** *
**
**
**
56
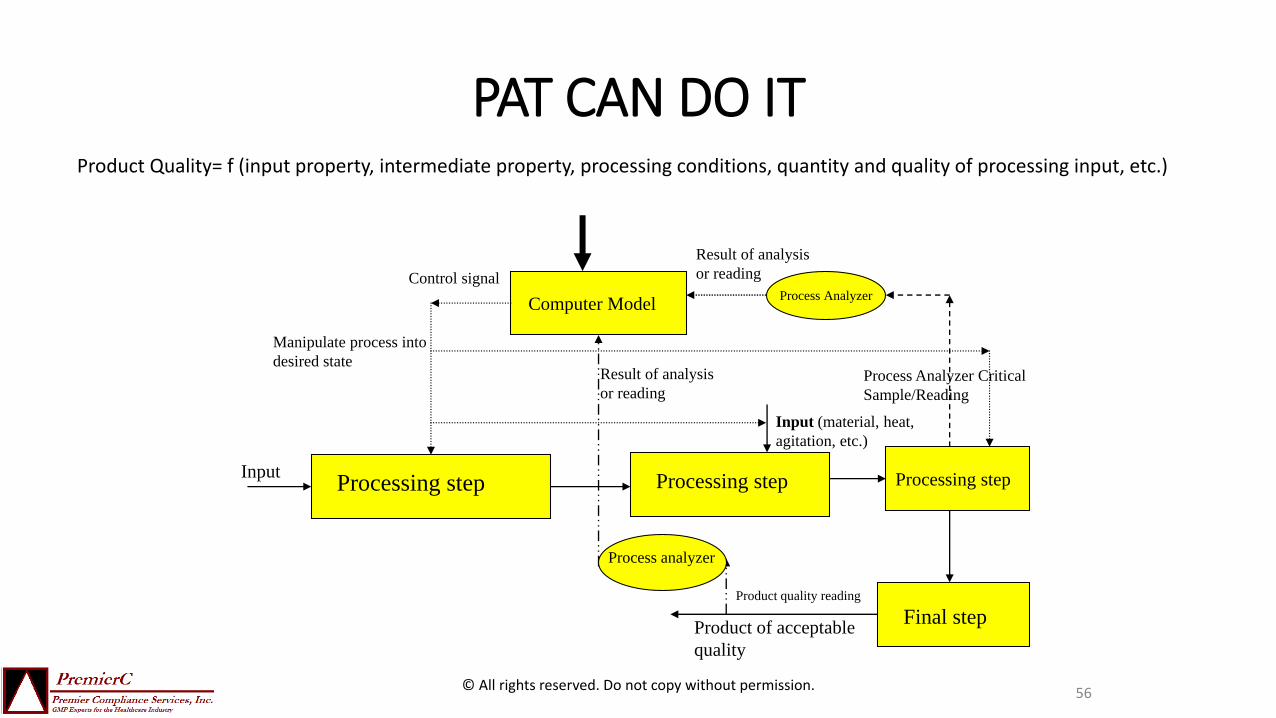
PAT CAN DO IT
Process Analyzer
Processing step
Product Quality= f (input property, intermediate property, processing conditions, quantity and quality of processing input, etc.)
Computer Model
Result of analysis
or reading
Process Analyzer Critical
Sample/Reading
Product of acceptable
quality
Processing step
Control signal
Manipulate process into
desired state
InputProcessing step
Final stepProduct quality reading
Process analyzer
Result of analysis
or reading
Input (material, heat,
agitation, etc.)
© All rights reserved. Do not copy without permission.
QbD in Stage 3
• Define the CQA’s to be monitored
• Define CPP’s to be monitored
• Define acceptable ranges of variables based on design and control space
• Define control strategy for PAT to work
© All rights reserved. Do not copy without permission. 57
Summary
• QbD is an important part of process validation
• Defines the proper design to produce quality product consistently
• Defines the Critical Processing Parameters (CPP) and their effect of the product’s Critical Quality Attributes (CQA)
• Defines the ranges for acceptable operation of the process
• Define the control strategy
• Assists in defining the appropriate tests and the acceptance criteria for PPQ testing
• Defines the appropriate data to be monitored and the acceptable ranges for such data
© All rights reserved. Do not copy without permission. 58