Embed Size (px)
Citation preview

Version préliminaire – non publiée
International Journal of Mineral Processing Accepted 8th July2002
PHYSICO-CHEMICAL PROPERTIES OF TAILING SLURRIES DURING
ENVIRONMENTAL DESULPHURIZATION BY FROTH FLOTATION
M. Benzaazoua1(URSTM, University of Quebec in A-T, Canada)
and M. Kongolo2 (LEM, École Nationale Supérieure de Géologie, France)
1 Université du Québec en Abitibi Témiscamingue, Unité de Recherche et de Service en Technologie
Minérale, 445 Boul. de l’Université, Rouyn-Noranda, Province Québec, Canada J9X 5E4.
FAX : 1 (819) 797-6672, E-mail : [email protected].
2 CNRS Laboratoire Environnement et Minéralurgie, B.P. 40, F-54504 Vandoeuvre-Lès-Nancy Cedex,
France.
FAX : (33) 3 83 59 62 55, E-mail : [email protected],
1

Version préliminaire – non publiée
_____________________________________________________________________________________
Abstract
Environmental desulphurization has been established as an alternative solution to control acid mine
drainage due to the reactivity of sulphide tailings when exposed to open air conditions. In fact, this process
placed at the end of the primary treatment circuit greatly reduces the amount of problem tailings by
concentrating the sulphide fraction. An acceptable target for sulphide content can be estimated from the
acid potential (AP), neutralization potential (NP) and the net neutralization potential (NNP) of the mill
tailings. To produce desulphurized tailings, non-selective froth flotation is the most commonly method
used in previous work. In this paper, the authors have focused the physicochemical properties of the pulp
as the main parameters affecting the non-selective sulphide flotation. The pyrite depression due to lime
addition during the former process represents the main problem. Several laboratory tests were conducted
using a Denver cell to choose the best and most economic collector. Other tests were done to select the
best frothing agent. The pH and redox potentials were investigated as parameters of great importance in
flotation performance. For studying the sulphide flotation kinetics, two mine tailings are chosen which are
characterized by a weak neutralization potential (under 37 kg CaCO3/t). Tailings S and L are cyanide free
and contain respectively 5.27 and 10 Wt. % sulphur. Collector dosage was optimized for these tailings as
well as the flotation time and the results show that Tailing L needed more collector than Tailings S.
Desulphurization costs were estimated to 0.35 $ per ton (dry tailings) which is very comparable and
competitive to existing method for tailings management.
Keywords : Desulphurization, tailings management, froth flotation, sulphides, collection.
___________
2

Version préliminaire – non publiée
1. Introduction
Throughout the world, many mining operations concentrate various valuable metals such as copper, zinc,
lead, gold and silver, etc., by treating sulphide ores. The mining process generates substantial tonnages of
tailings that contain various amounts of sulphides (mainly pyrite). These tailings are managed to avoid the
pollution problems caused by natural weathering of sulphides that lead to acid mine drainage. While the
methods used to prevent AMD are diversified (under water disposal using dams, dry natural or synthetic
covers, paste backfills, etc.), they are usually quite expensive. Over the last few years, froth flotation has
been proposed for tailings desulphurization as a new management technique with a view to reduce
rehabilitation costs. This method separates the sulphidic fraction so that it can be managed more easily
later due to the reduced volume. It can be made into paste backfill or simply disposed in a local area which
can be rehabilitated later. Moreover, the desulphurized fraction has the requisite properties for later use as
a mine cover. This have been previously demonstrated by column tests conducted for a one year period
(Bussière et al., 1997a-b; Bussière et al., 1998; Benzaazoua et al. 1998a). The environmental sulphur
recovery, which corresponds the sulphur proportion to be floated to produce a non-acid generating final
tailings, depends mainly on the intrinsic neutralizing potential of the tailings and the physico-chemical
properties of the corresponding pulp. Pyrite is usually depressed during the polymetallic ore treatment by
increasing the pH to approximately 11 by using lime.
There is extensive literature on sulphide flotation, especially on pyrite. Many authors have worked on
sulphide concentration by non-selective flotation for mineral processing purposes (preparation of
concentrates intended for gold and/or silver hydrometallurgy) and some for waste management strategy.
Regarding the available literature, we are able to mention the work of McLaughlin and Stuparyk (1994)
who evaluated the production of low sulphur tailings at INCO’s Clarabelle concentrator (also in Stuparyk
et al., 1995), the work of Balderama (1995) on various tailings impoundments in the United States about
controlling acid mine drainage, and the flotation test series of Leppinen et al. (1997) who focused on
recovering residual sulphide minerals from the tailings of the Pyhasalami Cu-Zn mine in Finland. Others
who have performed studies on this topic are Luszczkiewicz and Sztaba (1995), Humber (1995), Bussière
et al. (1995), Benzaazoua et al. (1998b), (1999), (2000a) and Benzaazoua and Bussière (2000b).
For non-selective flotation of sulphide mineral, the most common and most investigated reagents are the
xanthate-based collectors, which are characterized by their ability to collect for sulphide minerals. The
length of their radical chain is the cause of their selectivity (Crozier, 1992). Xanthates of the amyl type are
commonly used for non-selective flotation of sulphides (including pyrite) because of their collection
3

Version préliminaire – non publiée
power. In some cases, pyrite flotation may be inhibited. The main factors giving rise to this phenomenon
are (i) the surface state of the grains can be affected by natural oxidation or oxidation by dissolved
cyanides as demonstrated by Wet et al. (1997) and the pH of the pulp, especially when the xanthate
concentration is low, pH above 10 causes depression of the mineral (Duc, 1992). At higher xanthate
concentration, this effect disappears (Kongolo, 1991, Benzaazoua et al., 2000a). Fornasiero et Ralston
demonstrated the effect of iron speciation on the amyl xanthate adsorption within pyrite. Now is well
known that in addition to dixanthogen, iron xanthate and iron-hydroxide xanthate complexes contributes
to the flotation of pyrite (de Donato et al., 1989a,b; Kongolo, 1991).
In this paper, a number of tests were conducted using a Denver flotation Cell on mine tailings. The main
objective is to optimize the most important parameters that influence the non-selective sulphide flotation
performance placed at the end-circuit of a typical metallic ore processing. Attention was paid to the
physicochemical properties of the pulp from the time of its sampling and during the process of aging,
conditioning and flotation. To achieve this, some tailings were sampled and submitted to a series tests
consisting of optimizing the types and concentrations of the collector, type of froth, pH and oxido-
reduction potential and solid percentage. Consideration was given to lowered zinc and copper recoveries.
Finally, the paper will give an approximate estimation concerning operating costs related to the
desulphurization process regarding the two tailings studied.
2. Experimental section
2.1. Samples
Two tailings from Canadian mines were chosen for this study because they are considered representative
of typical sulphide tailings from hard rock Canadian mines. The tailings were sampled from the outlet of
the processing plant as a slurry with approximately 25 solid percentage and were stored with minimal air
contact to preserve as much as possible their physicochemical properties.
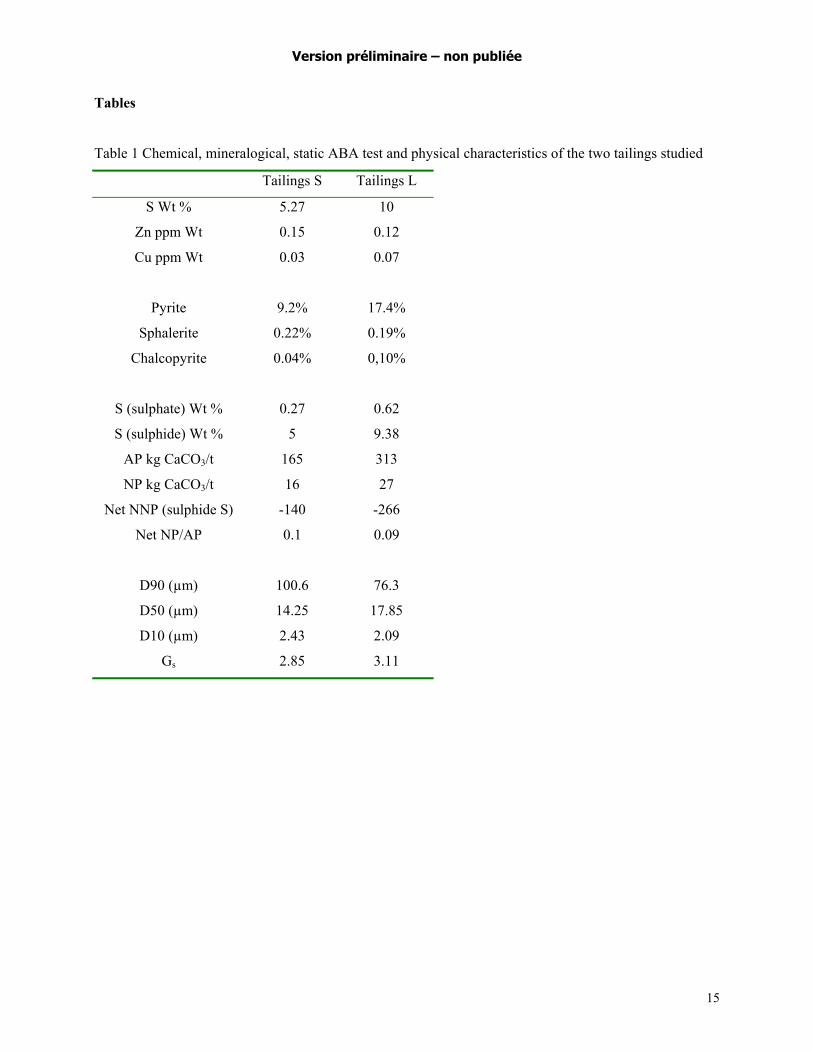
The contents of sulphur, zinc and copper were determined by ICP analysis. The chemical composition of
the different tailings samples and the calculated sulphide composition are presented in Table 1. Tailings
sample S has low sulphur contents compared to tailings sample L. The main sulphide mineral in the
studied tailings is pyrite (Table 2). Some pyrrhotite occurs in tailings L. Sphalerite and chalcopyrite are
accessory components (around 0.2 % sphalérite and les than 0.1 % chalcopyrite). The tailings studied are
4
Version préliminaire – non publiée
all cyanide free. Acid generating potential (also called Net Neutralization Potential NNP) is another
important characteristic of the tailings. Among the various methods used to evaluate this parameter, the
modified Acid Base Accounting test was chosen because of its simplicity and reliability (Lawrence and
Wang, 1997, Morin, 1997). The NNP is calculated as the balance between the Neutralization Potential
(NP) and the Acidity Potential (AP). AP is estimated from the sulphide sulphur content by chemical
analysis and the NP is determined by volumetric titration (using an NaOH 0.1M solution) of the pulp
mixed with an excess of HCl 0.1M solution The results are summarized in Table 3 and show that the two
tailings studied are acid generating and have a relatively low NP. Tailing L is more acidic than tailings S
due to their different sulphide contents.
Grain size analyses were done on the tailings because of the importance of this factor both in flotation
processes and in sulphide oxidation. The analyses were done with a laser based instrument (Malvern
Matsersizer). One can see in Table 1 that grain size distributions are very close for the two tailings
samples studied and lead us to consider them to be of negligible importance in this study. Table 1 also
shows the relative density as determined by an Helium pycnometer (Micromeritics) which indicates the
sulphide contents of the materials.
2.2. Reagents
Flotation requires different types of reagents to condition the superficial tension for the desired minerals
(all sulphides in our case) and to assure the collection mechanisms and the proper chemical condition for
the pulp. The technical specifications of the reagents tested for flotation experiments are the following :
Collectors:
- KAX-41: Potassium propyl xanthate, from Prospec Chemicals Inc
- KAX-51: Potassium amyl xanthate, from Prospec Chemicals Inc.
- FLEX 31 : xanthate derivative, from Prospec Chemicals Inc
- SPRI 105 Phosphorodithioate Salt Dithicarbamate, from Prospec Chemicals Inc.
- SPRI 206 Phosphorodithioate Salt Dithicarbamate, from Prospec Chemicals Inc.
- AERO 3477 Dithiophophates, from Cytech Canada
- AERO 7279 Dithiophosphates + dithiocarbamate, from Cytech Canada
- S 7151 Dithiophosphates + dithiocarbamate, from Cytech Canada
Frothing Agents:
- D-200: Polypropylene glycol methyl ether; Dow Chemical.
- Sasfroth Sc39, 161, Sc26, Sascol 105, from Prospec Chemicals Inc.
5
Version préliminaire – non publiée
pH modifiers:
- Diluted solution of H2SO4
- Diluted solution of NaOH
2.3. Flotation tests
Slurries were sampled at the mine concentrators in a way that all the initial physicochemical
characteristics of the pulp (residual reagents, pH, Eh, etc.) were preserved the more possible. The target
solid percentage was 30 solid % for all test. Time of conditioning was 10 minutes after simultaneous
collector (at various concentrations) and frother additions (16 µl/kg tailings). All flotation tests were
carried out in a Denver D-12 lab flotation machine. The used cell volume was 2.5 liters. Speed of the
rotor-stator was adjusted to 1500 rpm and airflow was fixed at 2.25 liters per minute. To obtain consistent
results, the same operator manually removed the froths with a spatula for all of the flotation tests. The pH
was measured and adjusted by adding a diluted H2SO4 solution for acidification or a diluted NaOH
solution for pH increase depending on tests.
3 Results and discussions
The optimization began by fixing the more efficient reagents to obtain the best desulphurization results.
Several types of collector and frothers were verified in the study. To achieve this objective, only tailings L
were chosen.
3.1 Choice of collector
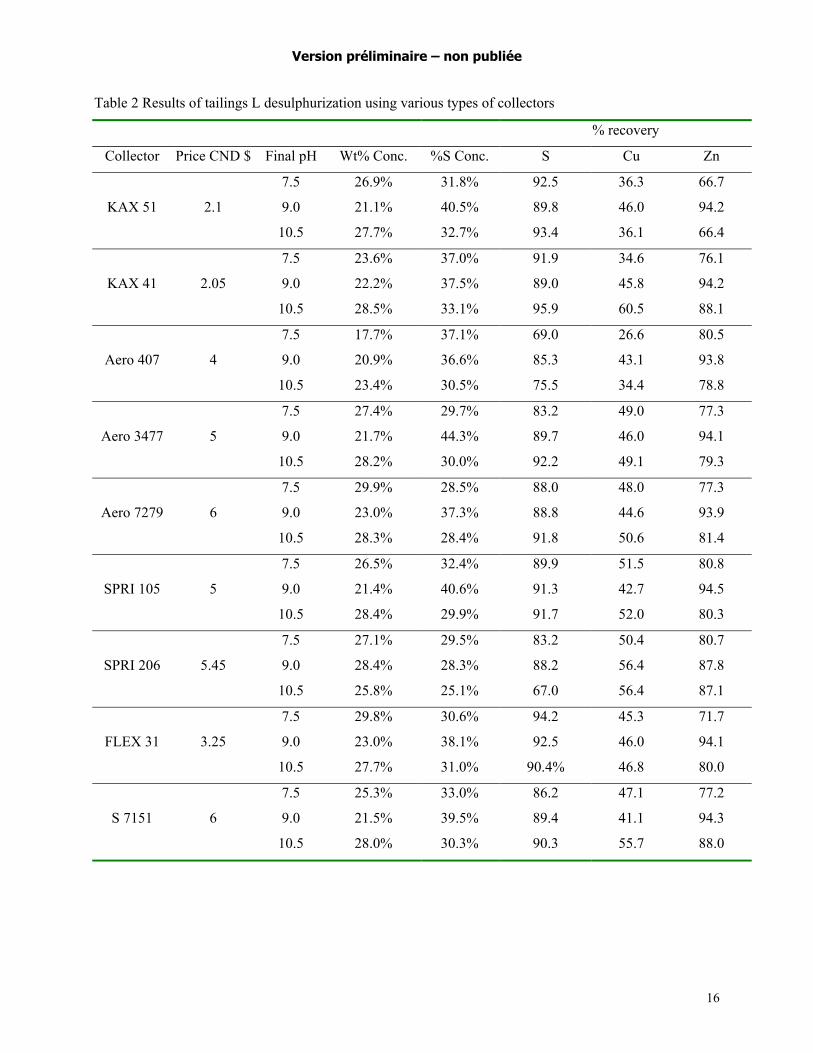
The flotation experiments on tailings L were done at three different pH levels (7.5, 9 and 10.5) to test the
various collectors cited in the experimental section. The frother was D-200, which is commonly used for
sulphide flotation and the target in term of collector dosage was 150 g/t (purity of each product was not
taken into account). The feed of all experiments varied between 9.2 and 9.8 wt% suggesting relative
constant head grade. The results are summarized in Table 2 which contains information about total
sulphur , zinc and copper recoveries, the concentrate weight percentage and its sulphur grade. In term of
non selective sulphide recovery, the best results are obtained with an alkaline pH using xanthate collectors
6

Version préliminaire – non publiée
(KAX 51, 41 and FLEX 31). The choice of optimal collector was done by considering the following
criteria (in decreasing importance) :
- Price (must not exceed 2.5 $/kg)
- The sulphur recovery (97 % is considered as a sufficient recovery
- The zinc and copper recoveries (maximum)
- The weight and sulphur grade of the concentrate (lesser weight and higher sulphur grade)
The best results were obtained using xanthates as the collector under alkaline pH conditions. It reached 93
% sulphur recovery and approximately 60 and 90 % recoveries for copper and zinc respectively. The
concentrate represents 28 % of the total tailings weight and has a sulphur grade of 33 %. In comparison
with other expensive collector, xanthate gives the best price/efficiency ratio. Thus, KAX 41, which is a
potassium propyl xanthate, was chosen for the rest of experiments in this study.
3.2 Choice of the frother
In the same manner as the collectors, several frothers were tested using the same performances criteria. A
concentration of 150 g/t amyl xanthate (78 % purity) was used for these tests and the pH target was 10.5.
The final choice was Sasfroth Sc 39 which offered the best efficiency in terms of sulphur recovery and
concentrate quality. The results are summarized in Table 3.
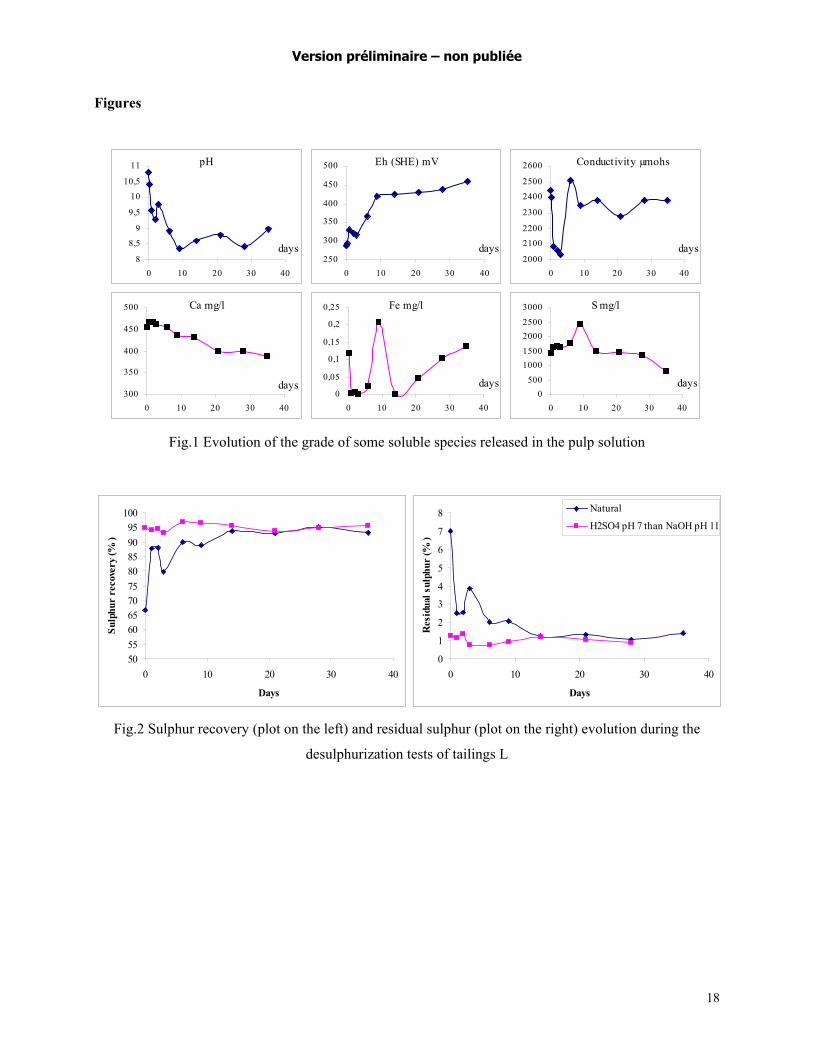
3.3 Pulp aging
Pulp aging was investigated as a natural parameter leading to pyrite activation. Pulp was freshly sampled
at a mine concentrator "L" than submitted to chemical analyses of the pulp solution in one hand and to
flotation testing at regular time-intervals in the other hand. The pulp geochemistry (Fig.1) shows that
sulphide oxidation occurs within the first 10 days which leads to a decrease in pH and an increase in Eh.
Metal species are also released as shown by conductivity and iron analyses. Calcium as well as oxidized
sulphur species (probably in the form of sulfates) seems to precipitate progressively. Two types of
flotation tests were conducted at regular increased time-intervals. The first consisted of floating the pulp
without any pH regulation and the second test was to neutralize the pulp prior to maintaining the pH at 11
using soda ash. The results (Fig.2) demonstrated that the pyrite is depressed due to lime addition during
the former process. Acid was added to clean up aged surfaces. A pH of 7 was sufficient prior to raising the
pH to 11 using Caustic soda. The aging leads to the same results as the surface cleaning. The flotation
became good after 14 days of aging.
7

Version préliminaire – non publiée
3.4. pH and redox effect
At the end-circuit of the processing plants, slurries are generally alkaline as it necessary for copper, lead
and zinc mineral flotation as well gold ore cyanidation. The pH is usually higher than 10.5, as this
condition is necessary to assure the depression of barren sulphide minerals (mainly pyrite, arsenopyrite
and pyrrhotite initially contained in the ore) when using various specific and selective collectors. To reach
this goal, the pH is set by adding an alkaline reagent like lime during the different steps of processing.
The redox potential of the pulp at end-circuit is relatively low (around – 200 mV) immediately after
sampling tailings L. It tends to increase with natural aging (as demonstrated in the above section) or
during conditioning and flotation steps due to agitation and air bubble diffusion. In this work, pH and Eh
were investigated as the main parameters controlling the collector adsorption onto sulphide minerals. In
fact, this two parameters control the chemistry of the pulp as well as the surface mineral composition.
Some flotation tests using Denver cell at a KAX 41 concentration of 100 g/t shows that the pH has a
strong effect on the sulphide recovery as shown in Figure 3. The best recoveries were obtained at pH
between 6 and 11. Moreover, the results obtained from the other tests shows that there is no effect of Eh
on the sulphur recovery at pH approximately 6. However, recovery is very sensitive with respect to the Eh
variation at a pH of 11 as shown in Figure 4. The Eh increases as the sulphur recovery decreases. The pH
and Eh control the soluble species within the pulp and consequently the superficial phases within the
surface of the mineral. This fact, demonstrated elsewhere (e.g. Fornasiero and Ralston, 1991), explains
that the adsorption of the collector depends on these two parameters without forgetting the role of the
acidic condition in the clean up of the pyrite surfaces from depressant species as calcium hydroxides.
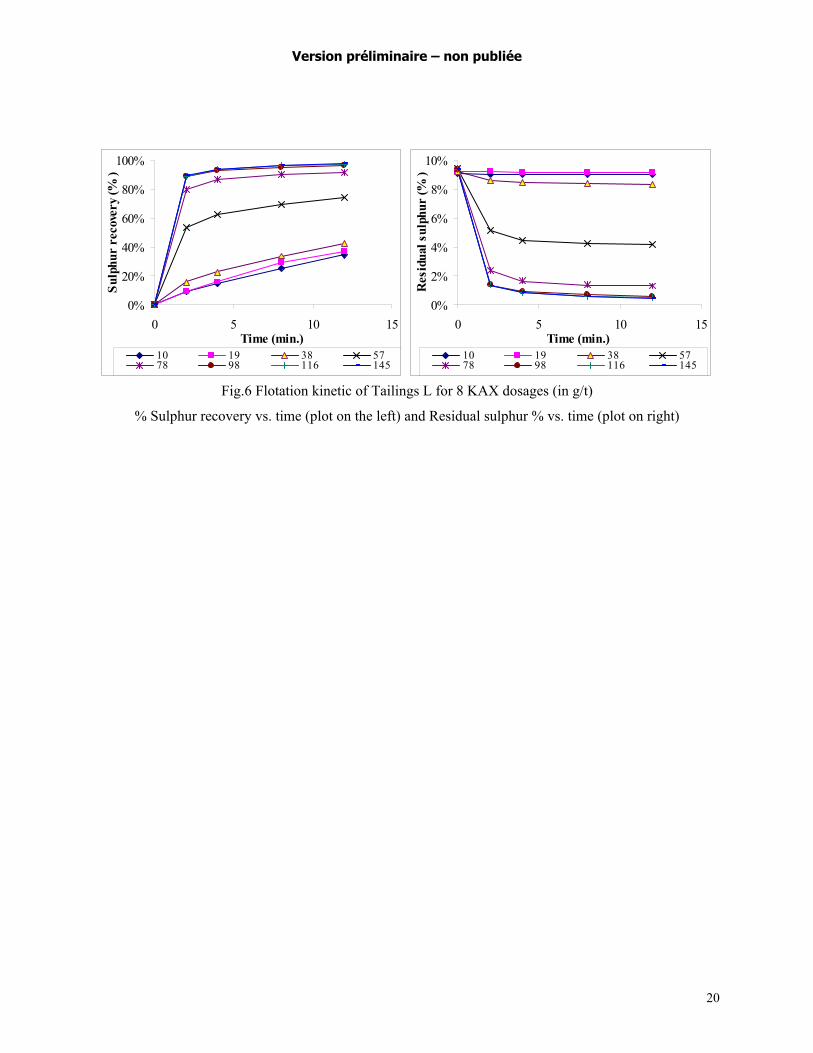
3.5. Collection kinetics
Time and collector dosage required for the flotation of a given pulp can be determined by the production
of successive concentrates at various collector dosages. To find the optimal conditions for environmental
desulphurization , it is necessary to study the non selective flotation kinetics of the different sulphide
minerals for each tailings sample studied (tailings S and L) and for different collector dosages.
Experiments were carried out to investigate the flotation kinetic of the two non-cyanided tailings under the
conditions cited above using an amyl xanthate collector. The results are presented in Figures 5 and 6
where the sulphur recovery % versus time and residual sulphur % versus time are presented for tailings
sample S and L respectively.
8
Version préliminaire – non publiée
For Tailings S, experiments showed that the collector dosage has an influence only at xanthate
concentrations under 20 g/t (see Figure 5). The residual sulphur content reached was below 0.4 Wt % after
8 minutes which corresponds to a recovery of approximately 95 % and a weight percentage of the
concentrate of 28 %. Concerning copper and zinc, in the optimum condition, recovery reached 70 % for
both metals.
Tailings L has more sulphides than the first one studied (see Table 1). The residual sulphur content was
about 0.4 % and was reached with a collector concentration of 100 g/t (Fig.6). Increasing KAX dosage
does not improve the sulphur recovery which stabilized at 97 %. Moreover, concentration of KAX below
40 g/t seems to have no effect on the sulphide flotation. In the best cases, the weight concentrate
percentage was around 45 %. This indicates an important entrainment of gangue minerals.
4. Cost estimation
Despite the fact that the main objective of this work was not to extensively develop the economical aspect
of desulphurization process, a tentative of cost estimation was done to give at least a general idea. The
desulphurization tend to produce a sulphide concentrate and a non-acid generating fraction which must
have enough neutralization potential to neutralize the acid produced by the residual sulphide. The
classification criterion used here is based on the net NP/AP (SRK, 1989, Morin and Hutt, 1997). This
criterion considers a material as acid generating if the ratio is less than 1. The NPs of the tailings after
desulphurization remain stable or increase slightly due to the relative enrichment of the carbonates mineral
which happens after removing the sulphides in the concentrate (particularly when the entrainment is low).
The environmental sulphur recovery needed called R can be calculated as corresponding to the sulphur
proportion to recover for decreasing the initial NP/AP ratio to a value equal or greater to 1 (i.e. with an
acidy potential equal to the neutralization potential). For Tailings S, R must be equal or greater than 89.8
% and R must be equal or greater than 90.8 % for Tailings L. These high recovery values are due to the
low neutralizing potential of the studied tailings.
The main challenge of the desulphurization consists of optimizing the two most important parameters of
the global desulphurization costs, i.e. the flotation time and the collector dosage needed to reach the
acceptable sulphide recovery. This two parameters can be estimated by using some mathematical models
established in a previous works (Benzaazoua et al. 2000a). These models are described in equation 1, 2, 3
9

Version préliminaire – non publiée
and 4 and represent respectively the general kinetic model for flotation (eq.1), the acceptable sulphur
recovery R as a function of the model parameters k (eq.2), Rf (eq.3) and collector dosage d (eq.4).
[
−−−= )exp(111 kt
ktRfr ] (1)
where r is the sulphur recovery (%),Rf the final recovery and k the flotation rate constant.
( )[
−−−= k
kR 5exp5.1
511105 ] (2)
R = 0.996Rf – 4.25 (3)
([
−−−= d
dR 45.0exp5
45.011105 )] (4)
where R is the acceptable sulphide recovery % and d the optimal collector concentration for any given
tailings.
These models are based on numerous desulphurization kinetic tests conducted on four different mine
tailings. The test, where all flotation condition were similar, consisted of varying the collector
concentrations (Benzaazoua et al., 2000).
The environmental flotation time can be defined as the flotation time needed to obtain desulphurized
tailings with the desired environmental characteristics (i.e. without acid generating risk). Flotation time
was optimized using the acceptable environmental sulphur recovery of the tailings (evaluated with NP/AP
criterion) and the kinetic model for which the final recovery "Rf" and time constant "k" have been first
estimated with equations 2 and 3. As it can be seen in Table 4, the laboratory environmental flotation time
is around 3 minutes for the studied tailings. Table 4 summarizes all of the desulphurization data including
optimal collector concentration for each material studied.
Thus, the operating costs of desulphurization are 0.35 CND $/t approximately for the two tailings studied.
The capital costs of the desulphurization are estimated, for the two mines studied, to be around 1 000 000
CND $. These capital costs are for new equipment and could be reduced by using old flotation cells. Even
if the desulphurization cost is not negligible, this alternative could be in many cases an economic solution
10

Version préliminaire – non publiée
from the environmental point of view particularly when the mines use paste backfill (Bussière et al.
1997b; 1998).
5. Summary and conclusions
This study demonstrates that environmental desulphurization is possible for the cases studied herein even
if they were characterized by low neutralizing potential. Free-cyanide pulps can be desulphurized easily
by froth flotation with amyl xanthates. The process generates a sulphide concentrate and non acid-
generating desulphurized tailings. The results allow to choose the adequate collector and frother to reach
this objective. Moreover, it have been demonstrated that the pH and redox parameters must be set prior to
the flotation because of their crucial role in the collector adsorption on the sulphide surfaces. Natural pulp
aging acts as an activating process for pyrite flotation. Through these tests, the relationships between
desulphurization parameters have been established. These relationships can be used to estimate the
optimal collector dosage and the flotation time needed to obtain a final tailings with acceptable NP/AP.
Due to the low neutralizing potential of the two tailings studied, the desulphurization process needs
around 20 g/t and less than 100 g/t collector for tailings S and L respectively. Concerning the required
times, they are about 8 minutes for both tailings. In the investigation of an optimal waste management
strategy, this study confirms that desulphurization of mine tailings must be regarded as an alternative to
the other existing techniques (Bussière et al., 1997b; 1998). Desulphurization of mine tailings must be
evaluated in its overall context as an attractive alternative to the other techniques existing for tailings
management. In many cases, it leads to a major reduction in costs related to the supply and transportation
of natural materials (such as clay and gravel) or the permanent monitoring of liquid effluent quality.
Another worthwhile technique may be considered at the same time as desulphurization; the use of paste
fill technology to place the sulphidic fraction backs underground. The costs of surface rehabilitation could
be limited, by this way, to the expense of desulphurization (around 0.35 CND $ per ton), disposal, and
revegetation.
Acknowledgments
This work was financed through an industry-university program. All the actors in this proms are
acknowledged particularly Denis Bois. We would like to thank also Nil Gaudet for the technical
contribution. Finally, the authors would like to thank all the mine partners who participate in this project.
11
Version préliminaire – non publiée
References
Balderama, R.M., 1995. Tailings reprocessing as source of acid rock drainage. In Proc. of the XIX
International Mineral Processing Congress, Vol.4, Chap.24, pp. 115-119.
Benzaazoua M., Bussière B., Kongolo, M., McLaughlin J. and Marion, P., 2000a. Environmental
desulphurization of four Canadian mine tailings using froth flotation. Int. J. of Miner. Process., 60: 57-
74.
Benzaazoua M., Kongolo M. and Bussière B., 2000b.Effect of the granulometry on desulphurization
feasibility of mine tailings. In Proc. of 5th Int. Conf. on Acid Rock Drainage, Denver (Colorado), June
2000, Vol.II, pp. 853-861.
Benzaazoua M. and Bussière B., 1999. Desulphurization of tailings with low neutralizing potential :
kinetic study and flotation modeling. In Proc. of Conference Sudbury'99, Mining and the Environment
II. D. Goldsack, N. Belzile, P. Yearwood and G. Hall Eds, Sudbury, September Vol.1, pp. 29-38.
Benzaazoua, M., Bussière, B., Nicholson, R. and Bernier, L., 1998a. Geochemical behavior of
multilayered cover made of desulphurized mine tailings. In Proc. of Tailings and Mine Waste 98,
Colorado, Ed Balkema, pp. 389-398.
Benzaazoua, M., Bussière, B. and Lelièvre, J., 1998b. Flottation non-sélective des minéraux sulphurés
appliquée dans la gestion environnementale des rejets miniers. In Proc. of Canadian Mineral
Processors, Ottawa, pp. 682-695.
Bussière, B., Benzaazoua, M., Aubertin, M., Lelièvre, J., Bois, D. and Servant, S., 1998. Valorisation des
résidus miniers : une approche intégrée – Phase II. NEDEM Final Report, 198 p.
Bussière, B., Nicholson, R.V., Aubertin, M. and Benzaazoua, M., 1997a. Evaluation of the effectiveness
of covers built with desulphurized tailings for preventing Acid Mine Drainage. In Proc. of the 50th
Canadian Geotechnical Conference, Ottawa, 1, pp.17-25.
Bussière, B., Bois, D. and Benzaazoua, M., 1997b. Valorisation des résidus miniers générateurs de
drainage minier acide par la désulfuration. Compte rendu du 20e Symposium sur les eaux usées, 9e
Atelier sur l’eau potable et 13e Congrès de l’Est du Canada sur la qualité de l’eau (ACQE), Collection
Environnement de l’Université de Montréal, No.10, pp. 275-289.
Bussière, B., Lelievre, J., Ouellet, J. and Bois, D., 1995. Utilisation de résidus miniers sulphurés comme
recouvrement pour prévenir le DMA : Analyse technico-économique sur deux cas réels. In Proc. of
Conference Sudbury’95, Ed. Hynes T.P. & Blanchette M.C., Sudbury (Ontario), Vol.1, pp. 59-68.
Crozier, R.D., 1992. Flotation : Theory, reagents and ore testing, Pergamon Press, Oxford.
Duc, C., 1992.Flottation sélective pyrite/arsénopyrite : Étude des phénomènes physico-chimiques de
surface - Influence de divers traitements. Thèse de doctorat de l’Université de Nancy I (France).
12
Version préliminaire – non publiée
de Donato, P., Kongolo, M., Cases, J.M., Cartier, A. and Rivail, J.L., 1989a. Stability of amylxanthate ion
as a function of pH : Modeling and comparison with ethylxanthate ion. Int. Jour. of Min. Proc., 25 : 1-
16.
de Donato, Ph., Cases, J.M. and Kongolo, M., 1989b. Adsorptions mechanisms of potassium amylxanthate
onto galena and pyrite. Jour. Chim. Phys., 86-2 : 409-429.
Fornasiero, D. and Ralston, J., 1991. Iron hydroxide complexes and their influence on the interaction
between ethyl xanthate and pyrite. Journal of Colloid and Interface Science, Vol.151(1): 225-235.
Humber, A.J., 1995. Separation of Sulphide minerals from mill tailings. In Proc. of Conference
Sudbury’95, Conference on Mining and the Environment, Ed. Hynes T.P. & Blanchette M.C., Sudbury
(Ontario), Vol.1, pp. 149-158.
Kongolo, M., 1991. Interaction de l’amaylxanthate de potassium avec la galène et la pyrite finement
broyées: Conséquences sur la flottation. Thèse de doctorat d’Etat de l’Insitut National Polytechnique
de Loraine, Nancy (France), 407p.
Lawrence, R.W. and Wang, Y., 1997. Determination of neutralization potential in the prediction of acid
rock drainage. In Proc. of the 4th International Conference on Acid Rock Drainage, Vancouver (British
Colombia), Vol.I, pp. 451-464.
Leppinen, J.O., Salonsaari,P. and Palosaari, V., 1997. Flotation in acid mine drainage control :
beneficiation of concentrate. Canadian Metallurgical Quaterly, 36(4): 225-230.
Luszczkiewicz, A. and Sztaba, K.S., 1995. Beneficiation of flotation tailing from polish copper sulphide
ores. In Proc. of the XIX International Mineral Processing Congress, Vol.4, Chap.25, pp. 121-124.
McLaughlin, J. and Stuparyk, R., 1994. Evaluation of low sulphur rock tailings production at Inco’s
Clarabelle Mill. In Proc. of Conference Innovation in Mineral Processing, Yalçin Turgut Ed., Sudbury
(Ontario), pp. 129-146.
Morin, K.A. and Hutt, N.M., 1997.Environmental geochemistry of mine site drainage: Practical theory
and case studies. MDAG Publishing, Vancouver (British Colombia).
Stuparyk, R.A., Kipkie, W.B., Kerr, A.N. and Blowes, D.W., 1995. Production and evaluation of low
sulphur tailings at INCO’s Clarabelle Mill. In Proc. of Conference Sudbury’95 (Ontario), Conference
on Mining and the Environment, Vol.1, pp. 159-169. SRK (Steffen, Robertson and Kirsten), 1989. Draft Acid Rock Technical Guide. BC AMD Task Force, Vol. 1.
Wet, J.R., Pistorius, P.C. and Sandenbergh, R.F. 1997. The influence of cyanide on pyrite flotation from
gold leach residue with sodium isobutyl xanthate. Int. J. Miner. Process., 49: 149-169.
13
Version préliminaire – non publiée
List of tables
Table 1 Chemical, mineralogical, static ABA test and physical characteristics of the two tailings studied
Table 2 Results of tailings L desulphurization using various types of collectors
Table 3 Results of tailings L desulphurization using various types of frothing agents
Table 4 Optimization characteristics of the environmental desulphurization
List of figures
Fig.1 Evolution of the grade of some soluble species released in the pulp solution
Fig.2 Sulphur recovery (plot on the left) and residual sulphur (plot on the right) evolution during the
desulphurization tests
Fig.3 Effect of the pH on the sulphur recovery during desulphurization tests
Fig.4 Effect of the Eh of the pulp on the flotation kinetic at pH 11 (plot on the left) and pH 6 (plot on the
right).
Fig.5 Flotation kinetic of Tailings S for 8 KAX dosages (in g/t). % Sulphur recovery vs. time (plot on the
left) and Residual sulphur % vs. time (plot on right)
Fig.6 Flotation kinetic of Tailings L for 8 KAX dosages (in g/t). % Sulphur recovery vs. time (plot on the
left) and Residual sulphur % vs. time (plot on right)
14
Version préliminaire – non publiée
Tables
Table 1 Chemical, mineralogical, static ABA test and physical characteristics of the two tailings studied
Tailings S Tailings L
S Wt % 5.27 10
Zn ppm Wt 0.15 0.12
Cu ppm Wt 0.03 0.07
Pyrite 9.2% 17.4%
Sphalerite 0.22% 0.19%
Chalcopyrite 0.04% 0,10%
S (sulphate) Wt % 0.27 0.62
S (sulphide) Wt % 5 9.38
AP kg CaCO3/t 165 313
NP kg CaCO3/t 16 27
Net NNP (sulphide S) -140 -266
Net NP/AP 0.1 0.09
D90 (µm) 100.6 76.3
D50 (µm) 14.25 17.85
D10 (µm) 2.43 2.09
Gs 2.85 3.11
15
Version préliminaire – non publiée
Table 2 Results of tailings L desulphurization using various types of collectors
% recovery
Collector Price CND $ Final pH Wt% Conc. %S Conc. S Cu Zn
7.5 26.9% 31.8% 92.5 36.3 66.7
KAX 51 2.1 9.0 21.1% 40.5% 89.8 46.0 94.2
10.5 27.7% 32.7% 93.4 36.1 66.4
7.5 23.6% 37.0% 91.9 34.6 76.1
KAX 41 2.05 9.0 22.2% 37.5% 89.0 45.8 94.2
10.5 28.5% 33.1% 95.9 60.5 88.1
7.5 17.7% 37.1% 69.0 26.6 80.5
Aero 407 4 9.0 20.9% 36.6% 85.3 43.1 93.8
10.5 23.4% 30.5% 75.5 34.4 78.8
7.5 27.4% 29.7% 83.2 49.0 77.3
Aero 3477 5 9.0 21.7% 44.3% 89.7 46.0 94.1
10.5 28.2% 30.0% 92.2 49.1 79.3
7.5 29.9% 28.5% 88.0 48.0 77.3
Aero 7279 6 9.0 23.0% 37.3% 88.8 44.6 93.9
10.5 28.3% 28.4% 91.8 50.6 81.4
7.5 26.5% 32.4% 89.9 51.5 80.8
SPRI 105 5 9.0 21.4% 40.6% 91.3 42.7 94.5
10.5 28.4% 29.9% 91.7 52.0 80.3
7.5 27.1% 29.5% 83.2 50.4 80.7
SPRI 206 5.45 9.0 28.4% 28.3% 88.2 56.4 87.8
10.5 25.8% 25.1% 67.0 56.4 87.1
7.5 29.8% 30.6% 94.2 45.3 71.7
FLEX 31 3.25 9.0 23.0% 38.1% 92.5 46.0 94.1
10.5 27.7% 31.0% 90.4% 46.8 80.0
7.5 25.3% 33.0% 86.2 47.1 77.2
S 7151 6 9.0 21.5% 39.5% 89.4 41.1 94.3
10.5 28.0% 30.3% 90.3 55.7 88.0
16

Version préliminaire – non publiée
Table 3 Results of tailings L desulphurization using various types of frothing agents
Récupération %
Frother Wt% Conc. %S Conc S Cu Zn
Sasfroth SC39 28.0% 32.0% 94.5% 35.0% 63.5%
Sascol 105 30.9% 23.3% 80.0% 36.5% 63.1%
Sasfroth 161 28.6% 30.6% 88.9% 41.4% 74.3%
Sasfroth SC26 29.0% 29.3% 87.3% 41.0% 73.7%
D-200 29.8% 30.5% 93.0% 54.7% 84.4%
Table 4 Optimization characteristics of the environmental desulphurization
Tailings S Tailings L %S tailings for NP/AP = 1 0.51 0.86
Environmental sulphur recovery % 89.8 90.8
Optimal [collector] g/tm 25 90
Environmental flotation time, min. 3 2
17
Version préliminaire – non publiée
Figures
Ca mg/l
300
350
400
450
500
0 10 20 30 40
days
Fe mg/l
0
0,05
0,1
0,15
0,2
0,25
0 10 20 30 40
days
S mg/l
0500
10001500
20002500
3000
0 10 20 30 40
days
pH
8
8,5
9
9,5
10
10,5
11
0 10 20 30 40
days
Conductivity µmohs
2000
2100
2200
2300
2400
2500
2600
0 10 20 30 40
days
Eh (SHE) mV
250
300
350
400
450
500
0 10 20 30 40
days
Fig.1 Evolution of the grade of some soluble species released in the pulp solution
50556065707580859095
100
0 10 20 30 40
Days
Sulp
hur
reco
very
(%)
0
1
2
3
4
5
6
7
8
0 10 20 30 4
Days
Res
idua
l sul
phur
(%)
0
Natural
H2SO4 pH 7 than NaOH pH 11
Fig.2 Sulphur recovery (plot on the left) and residual sulphur (plot on the right) evolution during the
desulphurization tests of tailings L
18

Version préliminaire – non publiée
80%82%84%86%88%90%92%94%96%98%
100%
4 5 6 7 8 9 10 11 12
pH
Sulp
hur
reco
very
(%)
Fig.3 Effect of the pH on the sulphur recovery during desulphurization tests on tailings L
pH 6
0%
20%
40%
60%
80%
100%
0 5 10 15Time (min.)
Sulp
hur r
ecov
ery
(%)
140 mV -200 mV
pH 11
0%
20%
40%
60%
80%
100%
0 5 10 15Time (min.)
Sulp
hur r
ecov
ery
(%)
200 mV 150 mV -15 mV -140 mV -230 mV
Fig.4 Effect of the Eh of the pulp on the flotation kinetic at pH 11 (plot on the left)
and pH 6 (plot on the right) of tailings L.
0%
20%
40%
60%
80%
100%
0 2 4 6 8 10Time (min.)
Sulp
hur
reco
very
(%)
5 10 24 3444 50 77 99
0%
1%
2%
3%
4%
5%
0 2 4 6 8Time (min.)
Res
idua
l sul
phur
(%)
10
5 10 24 3444 50 77 99
Fig.5 Flotation kinetic of Tailings S for 8 KAX dosages (in g/t)
% Sulphur recovery vs. time (plot on the left) and Residual sulphur % vs. time (plot on right)
19
Version préliminaire – non publiée
0%
20%
40%
60%
80%
100%
0 5 10 15Time (min.)
Sulp
hur
reco
very
(%)
10 19 38 5778 98 116 145
0%
2%
4%
6%
8%
10%
0 5 10 15Time (min.)
Res
idua
l sul
phur
(%)
10 19 38 5778 98 116 145
Fig.6 Flotation kinetic of Tailings L for 8 KAX dosages (in g/t)
% Sulphur recovery vs. time (plot on the left) and Residual sulphur % vs. time (plot on right)
20





























