Embed Size (px)
Citation preview

Internship Report
YUNUS TEXTILE MILLS LTD.
Muhammad Husnain Siddiqi Date of submission 1/11/16
INTERNSHIP REPORT
SUBMITTED BY:Students of “DAWOOD UNIVERSITY OF ENGINEERING AND TECHNOLOGY”
Department “Industrial Engineering & Management” 3rd year. 13 batch.
GROUP MEMBERS:
Name: Muhammad Husnain Siddiqi
Contact No: 0347-8544650
Name: Muhammad Mairaj Saleem Name: Muhammad Ahsan
Contact No: 0322-2833454 Contact No: 0331-2078255
[email protected] [email protected]
Name: Muhammad Asim Aslam Name: Muhammad Asad Ayoob
Contact No: 0347-2738816 Contact No: 0312-3017002
[email protected] [email protected]
1 | P a g eDAWOOD UNIVERSITY OF ENGINEERING AND TECHNOLOGY
INTERNSHIP REPORT
ACKNOWLEDGMENT
We proudly present our report for this report we are extremely thankful to the talented people that worked and helped us in sorting out our circulated questionnaires and confusion throughout the internship especially we would like to thanks the skillful personalities and worker whose co-operation was very beneficial & studious for us.
Special thanks to,
G.M Processing Mr. Rizwan Yunus
Manager Q.M.S Mr. Azan Sarwar
Manager Printing Mr. Jawed Afzal
We are also very thankful to Mr. Faisal Tufail (Manager Executive)
2 | P a g eDAWOOD UNIVERSITY OF ENGINEERING AND TECHNOLOGY

INTERNSHIP REPORT
PREFACE
This report documents the work done during the winter internship at YUNUS TEXTILES MILLS under the guidance of YTM staff. The report first shall give an overview of the learning during the period of internship with technical details.
We have tried our best to keep report simple yet technically correct. We hope we succeed in our attempt.
Students of Dawood University
3 | P a g eDAWOOD UNIVERSITY OF ENGINEERING AND TECHNOLOGY

INTERNSHIP REPORT
Introduction
Yunus Textile Mills Limited (YTM) is a vertically integrated textile mill located in Karachi, Pakistan. The company, with annual production capacity of 100 Million meters, is the largest exporter of Home Textile products from Pakistan. In addition to manufacturing, YTM also provides its customers design and distribution services with offices based in USA, France, Spain, United Kingdom and Canada.
At present YTM supplies directly to majority of leading retailers of USA and Europe and is producing products for various private and retail brands.
Companies under Yunus Brothers Group
Lucky Textile Mills Fazal Textile Mills Limited Gadoon Textile Mills Limited Lucky Energy (Private) Limited Lucky Cement Limited
List of the Awards Won.
National Excellence Award Corporate Community Partnership Award Poverty Alleviation Award Environment Excellence Award Supply Chain Award Fire & Safety Award
Compliance Certificates
Products of YTM
4 | P a g eDAWOOD UNIVERSITY OF ENGINEERING AND TECHNOLOGY
ISO 9000:2008 OEKOTEX 100 SA 8000:2008 GOTS GSV (C-TPAT)

INTERNSHIP REPORT
5 | P a g eDAWOOD UNIVERSITY OF ENGINEERING AND TECHNOLOGY
Bed and comforters
Curtains and draperies
Cushions and pillows
Kid’s zone
Sheet sets
Duvet cover sets

INTERNSHIP REPORTDEPARTMENTS
Spinning Weaving Processing Stitching
SPINNINGSpinning: the action or process of spinning; the conversion of fibers into yarn.
WEAVING
Weaving is a method of textile production in which two distinct sets of yarns or threads are interlaced at right angles to form a fabric or cloth.
WET PROCESSING
Wet processing is the process that use in any finishing treatment. Where, this process is applied on textile in form of liquid with involves some for chemical action on the textile
STITCHING
One complete movement of a threaded needle through a fabric or material such as to leave behind it a single loop or portion of thread, as in sewing, embroidery, or the surgical closing of wounds.
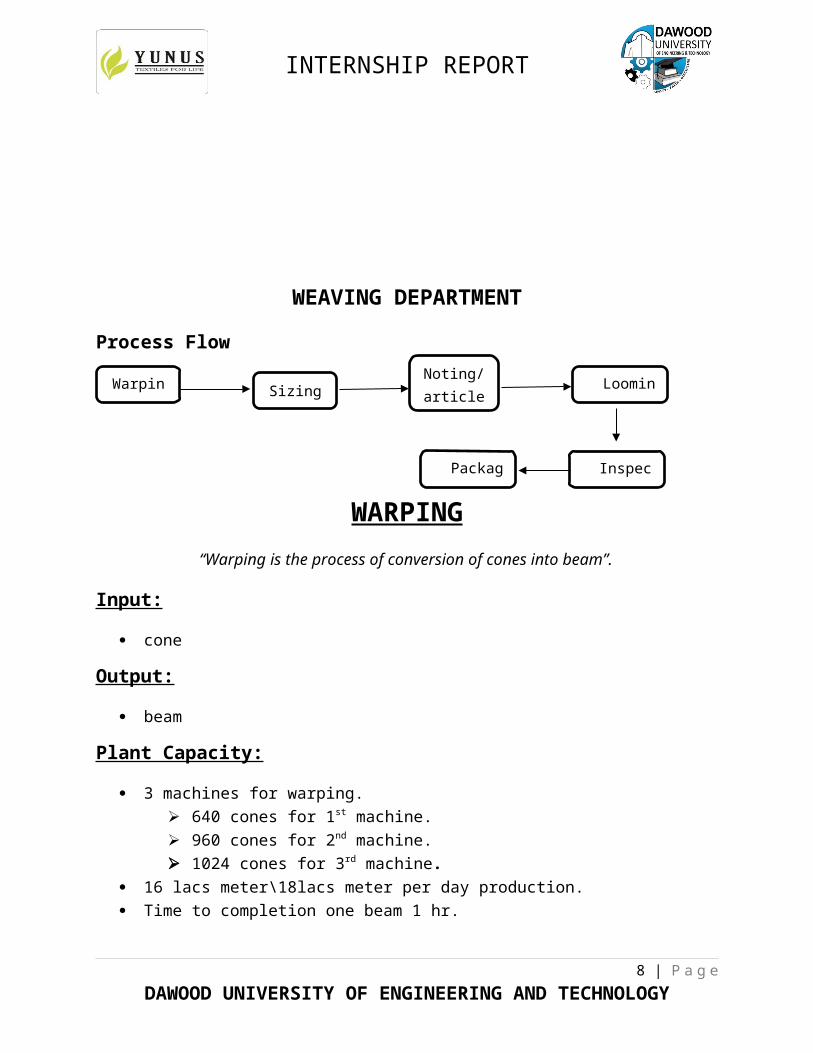
WEAVING DEPARTMENT
6 | P a g eDAWOOD UNIVERSITY OF ENGINEERING AND TECHNOLOGY

INTERNSHIP REPORTProcess Flow
WARPING“Warping is the process of conversion of cones into beam”.
Input:
cone
Output:
beam
Plant Capacity:
3 machines for warping. 640 cones for 1st machine. 960 cones for 2nd machine. 1024 cones for 3rd machine.
16 lacs meter\18lacs meter per day production. Time to completion one beam 1 hr.
Production Issues:
Sometimes empty beam not available.
Quality Issues:
Polypropylene. Cut cone. Weak yarn Lapeta
Maintenance:
Maintenance perform after every 100 hours.
7 | P a g eDAWOOD UNIVERSITY OF ENGINEERING AND TECHNOLOGY
Warping Sizing Noting/ article Looming
Inspection Packaging
INTERNSHIP REPORTSIZING
“Sizing is a process to protect, strengthen and lubricate the yarn during weaving”
Input:
Unsized beams.
Output:
Sized beams.
Plant Capacity:
No. of machines =2
Two machines have capacity of 24 and 28 beams.
Production rate is 1.25m lac to 1.5m lac per day.
35 to 40 minutes consume in completion of one beam.
One beam contains 4700 m yarn.
Sizing Agents/Chemicals:
10% chemical of total yarn (One beam) is used which includes:
Water 700 liters
Starch 90 to 110 kg
PVA 4 to 5 kg
Wax 1 kg
Softener 1 kg
Quality Issues:
Issue in percentages of chemicals used for sizing.
Production Issues:
Weak yarn.
8 | P a g eDAWOOD UNIVERSITY OF ENGINEERING AND TECHNOLOGY

INTERNSHIP REPORTLOOMING
“Looming is a process of weaving which is used to produce the woven fabric by the intersection of warp and weft yarn.”
Input:
Sized Yarn.
Output:
Woven Fabric.
Plant Capacity:
No. of looms = 254.
There are three different sizes of looms w.r.t yarn width:
490 cm (no. of looms = 45) 280 cm (no. of looms = 35) 340 cm (Remaining).
Production Rate
OMNI PLUS: RPM = 400 Production = 400 m per day.
OMNI PLUS 800: RPM = 1000 Production = 1000 m per day.
OMNI PLUS SUMMUM: RPM = 1100 Production = 110000 m per day
9 | P a g eDAWOOD UNIVERSITY OF ENGINEERING AND TECHNOLOGY

INTERNSHIP REPORTINSPECTION
“Inspection in reference to the apparel industry can be defined as the visual examination or review of raw materials (like fabric, sewing threads, buttons, trims, etc), partially finished
components of the garments and completely finished garments in relation to some standards.”
Plant capacity
Total inspection frames = 30
Production Rate
Per day production = 1 lakh 30 thousands meters.
Per month production = 30 – 35 lakhs meters.
PRODUCTION FAULTS:-
Following are the bottlenecks usually occur in the looming process.
Short end Weft crack Wrong darting Contamination of fluff Crack Hole Hand crack Black warp Selvedge Loose end Warp streaks Double cone Weft bar Hanging thread
Quality check according to the following table
Penalty points 1 2 3 4Defects along the Warp except hole and turn.
Up to 3” Up to 3”-6” Up to 6”-9” Up to 9”-12”
Percentage of rejection and acceptance can be calculated by the following formula:-
Points / 100 leaner meters =………………
10 | P a g eDAWOOD UNIVERSITY OF ENGINEERING AND TECHNOLOGY

INTERNSHIP REPORTQuality standard:
Plain Twill
A= 20 20
B= 25 25
C= 30 35
WEAVING TESTING LAB:Following are the apparatus used in the laboratory:
1. Appearance of yarn machine.Yarn Appearance Board Winder is used to compare the appearance of irregularities against standard rating photographs which carry out visual determination of unevenness along the length of a yarn. Tenable yarns of different thickness to be assessed; the spacing between the wraps is suitably selected so as to clearly give a distinguishable pattern.
2. Pick Glass
Microscope is use to count the no. of warp and weft of fabric per inch.
3. Tensile strength tester.
It is used to determine the maximum force required to rupture (break) a woven fabric.
11 | P a g eDAWOOD UNIVERSITY OF ENGINEERING AND TECHNOLOGY

INTERNSHIP REPORTPACKING
“After inspection the looms forward to the packing department.”
Packing of looms comprises into 3 categories which are listed below:
Rolling Pelleting Bales
MACHINES CAPACITY
1) Rolling machines = 32) Folding machines = 43) Bailing machines = 3
PRODUCTION CAPACITY
Per day production = 1 lakh 30 thousands meters.
Per month production = 30 – 35 lakhs meters.
12 | P a g eDAWOOD UNIVERSITY OF ENGINEERING AND TECHNOLOGY

INTERNSHIP REPORTFLOW CHART FOR WET PROCESSING
13 | P a g eDAWOOD UNIVERSITY OF ENGINEERING AND TECHNOLOGY
Grey Fabric Inspection
Sewing or Stitching
Singeing
De-sizing
Scouring
Bleaching
Mercerizing
Dyeing
Printing
Finishing
Final Inspection
Delivery

INTERNSHIP REPORTPRINTING
In YTM there are 3 m/c of REGGIANI having max fabric length 130” and 97” and length is 40 m. on Printing 1 and 2 ,16 colors can be printed and on Printing 3 12 colors can be printed at a time.
Production is 1-1.3 lack per day.
CAM CAD
The design given by the customer may be on a paper or directly they given a sample fabric to the cad cam department they scan the design in the computer.
After the approval of the design by the customer design is sent to the engraving department.
Screen Coating
The screen is made up of 100% nickel. Screen is coated with coated material SCR 64 or SCR 61. Screen is coated upside down for 15-30 min at high temp over 180-200c and left for dry about 10-30 min.
Screen exposing
There are 3 exposing machine in YTM,
Wax exposing machine.
Contain black wax which fired on the screen. When light strikes on the screen wax become hard.
Ink jet. Laser exposing.
Laser light bombarded. SCR 102+101 coat is used only curing, exposing and entering.
Screen Developing:
The screen is developed which means only that parts where patterns are printed on screen are removed from coating while other remains same
14 | P a g eDAWOOD UNIVERSITY OF ENGINEERING AND TECHNOLOGY

INTERNSHIP REPORT
Recipe:
Thickener
Liquor
Binder
Water
Pigment
For reactive: Urea
Sodium bi carbonate
Alginate
Revatol
Process flow:
Entry → Printing → Dryer→ Exit
Components of machine: • Entry• Suction• Flat rollers• Trolley• Printing zone• Sensor• Conveyor belt washing• Dryer
The fabric is passes through guide screen rollers to the suction area here the sucker sucks the fabric fluff and dust particles. Flats are provided when we use knit fabric. The fabric enters into the trolley where PVA is applied to stick he fabric with the blanket belt. The machine is provided with an I.R system and cambered plate to give temperature to the thermoplastic glue. Then the
15 | P a g eDAWOOD UNIVERSITY OF ENGINEERING AND TECHNOLOGY

INTERNSHIP REPORTfabric enters into the printing zone. The fabric is sandwiched b/w the rollers and the blanket, magnetic system of printing is used.
Color is dozed into the squeegee through pumps automatically. The first screen roller is to press the fabric and the second gathers the remaining fluff. The printing starts from the third screen. each screen prints a single color. the number of the screen depends on the type of design. The sensor is used to control the speed of the blanket. The fabric than entered into compact HC dryer 160-180 c. the dryer has 5 burners. The dryer has three passages air is blown into the chambers 2 times. Finally the fabric is collected by a crank gear mechanism to a trolley.
16 | P a g eDAWOOD UNIVERSITY OF ENGINEERING AND TECHNOLOGY

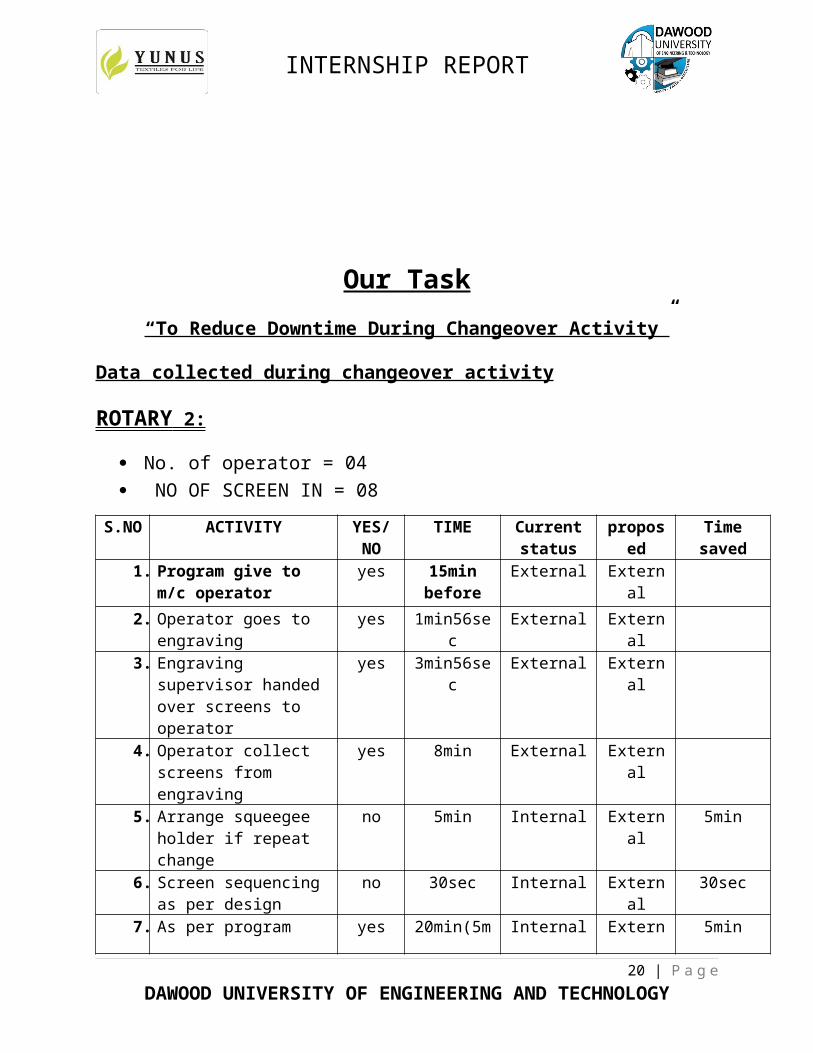
INTERNSHIP REPORTOur Task
“To Reduce Downtime During Changeover Activity”
Data collected during changeover activity
ROTARY 2:
No. of operator = 04 NO OF SCREEN IN = 08
S.NO ACTIVITY YES/NO TIME Current status
proposed Time saved
1. Program give to m/c operator
yes 15min before
External External
2. Operator goes to engraving
yes 1min56sec External External
3. Engraving supervisor handed over screens to operator
yes 3min56sec External External
4. Operator collect screens from engraving
yes 8min External External
5. Arrange squeegee holder if repeat change
no 5min Internal External 5min
6. Screen sequencing as per design
no 30sec Internal External 30sec
7. As per program quantity fabric material availability to m/c
yes 20min(5min in internal)
Internal External 5min
8. Squeegee preparation yes 12min38sec Internal External 12min38sec9. Lead clothes trolley to
fabricyes 2min3sec External External
10. Fabric stitched to lead clothes
yes 45sec External External
11. Temperature maintaining yes 8min14sec External ExternalTOTAL 1hr3min2sec 23min8sec
17 | P a g eDAWOOD UNIVERSITY OF ENGINEERING AND TECHNOLOGY

INTERNSHIP REPORTROTARY 3:
NO.OF OPERATOR = 03 NO OF SCREEN IN = 10
S.NO ACTIVITY YES/NO
TIME Current status
proposed Time saved
1. Program Give To M/C Operator yes 24HR BEFORE
External External
2. Operator Goes To Engraving yes 1min 30sec External External
3. Engraving Supervisor Handed Over Screens To Operator
yes 4min50sec External External
4. Operator Collect Screens From Engraving
yes 6min10sec External External
5. Screen Sequencing As Per Design no 1min External External
6. As Per Program Quantity Fabric Material Availability To M/C
yes 2min22sec External External
7. Squeegee Preparation yes 13min22sec Internal External 13min22sec
8. Lead Clothes Trolley To Fabric yes 1min50sec External External
9. Fabric Stitched To Lead Clothes yes 1min3sec External External
10. Temperature Maintaining yes 3min4sec External External
TOTAL 35min11sec 13min22se c
18 | P a g eDAWOOD UNIVERSITY OF ENGINEERING AND TECHNOLOGY

INTERNSHIP REPORT
ROTARY 1:
NO.OF OPERATOR = 04 NO OF SCREEN IN = 01
S.NO ACTIVITY YES/NO TIME Current status
proposed Time saved
1. Program give to m/c operator
yes 30 min before
External External
2. Operator goes to engraving
yes 1min29sec External External
3. Engraving supervisor handed over screens to operator
yes 44sec External External
4. Operator collect screens from engraving
yes 1min56sec External External
5. Arrange squeegee holder if repeat change
yes-
External External
6. Screen sequencing as per design
yes - External External
7. As per program quantity fabric material availability to m/c
yes
Last shift
External External
8. Squeegee preparation no 8min30sec Internal External 8min30sec9. Lead clothes trolley to
fabricyes 1min31sec External External
10. Fabric stitched to lead clothes
yes 58sec External External
11. Temperature maintaining
yes 5min3sec External External
TOTAL time of activities 20min10sec 8min30sec
19 | P a g eDAWOOD UNIVERSITY OF ENGINEERING AND TECHNOLOGY
INTERNSHIP REPORTS.NO ACTIVITY YES/NO TIME Current
statusproposed Time saved
1. Program give to m/c operator
yes urgent External External
2. Operator goes to engraving yes 1min34sec Internal External 1min34sec
3. Engraving supervisor handed over screens to operator
yes 1min56sec Internal External 1min56sec
4. Operator collect screens from engraving
yes 1in35sec Internal External 1min35sec
5. Arrange squeegee holder if repeat change
no - External External
6. Screen sequencing as per design
no 25sec Internal External 25sec
7. As per program quantity fabric material availability to m/c
yes Last shift External External
8. Squeegee preparation yes 6min4sec Internal External 6min4sec
9. Lead clothes trolley to fabric
yes 1min25sec Internal External 1min34sec
10. Fabric stitched to lead clothes
yes 1min2sec Internal External 1min56sec
11. Temperature maintaining yes 5min36sec External External
TOTAL 19min37sec 15min4sec
ROTARY 1:
NO.OF OPERATOR = 04 NO OF SCREEN IN = 04
20 | P a g eDAWOOD UNIVERSITY OF ENGINEERING AND TECHNOLOGY

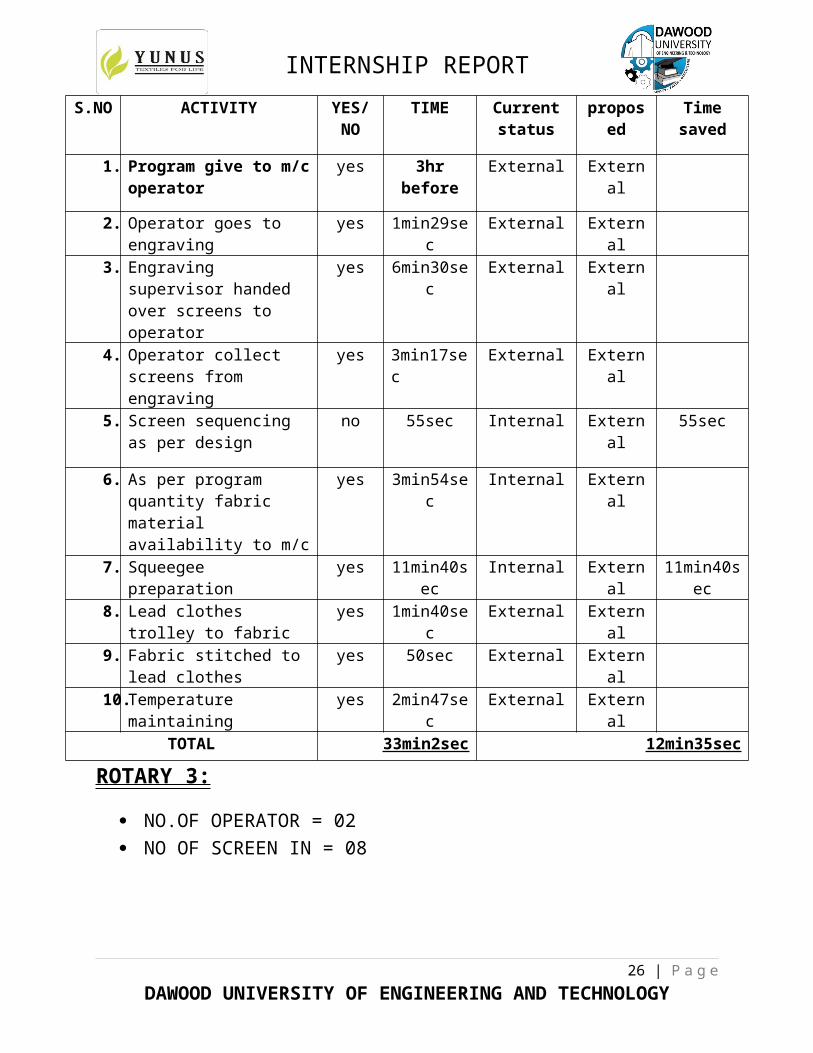
INTERNSHIP REPORTS.NO ACTIVITY YES/NO TIME Current
statusproposed Time saved
1. Program give to m/c operator
yes 3hr before External External
2. Operator goes to engraving yes 1min29sec External External
3. Engraving supervisor handed over screens to operator
yes 6min30sec External External
4. Operator collect screens from engraving
yes 3min17sec External External
5. Screen sequencing as per design
no 55sec Internal External 55sec
6. As per program quantity fabric material availability to m/c
yes 3min54sec Internal External
7. Squeegee preparation yes 11min40sec Internal External 11min40sec
8. Lead clothes trolley to fabric
yes 1min40sec External External
9. Fabric stitched to lead clothes
yes 50sec External External
10. Temperature maintaining yes 2min47sec External External
TOTAL 33min2sec 12min35sec
ROTARY 3:
NO.OF OPERATOR = 02 NO OF SCREEN IN = 08
21 | P a g eDAWOOD UNIVERSITY OF ENGINEERING AND TECHNOLOGY

INTERNSHIP REPORT
1) ROTARY MACHINE 3
NO. of screen removed: 3
No of screen to be set: 11
No of workers available: 04
S.NO Activity Time
1. Sensor wire removed 5sec
2. Sensor removed 15sec
3. screen removed 1min21sec
4. Squeeze removed 1min10sec
5. removed color pump 9sec
6. Clean of head 3min5sec
7. screen took in to machine and fit 10min7sec8. squeeze took into screen 3min38sec
9. Squeeze levelling 11min4sec
10. cleaning of pump 2min15sec
11. sensor took and sensor wire 9min16sec
12. color pump insert 1min9sec
Total activity time 39min.
Sensor works starts after 5min of squeeze levelling Squeeze plates not ready wait = 33min18sec Total changeover time = 1hr 12min27sec
22 | P a g eDAWOOD UNIVERSITY OF ENGINEERING AND TECHNOLOGY

INTERNSHIP REPORT2) ROTARY MACHINE 1
NO.of screen removed: 2
No of screen to be set: 1
No of workers available: 03
Waiting of color =10min Change over time and waiting of color included= 23min56sec
23 | P a g eDAWOOD UNIVERSITY OF ENGINEERING AND TECHNOLOGY
S.NO Activity Time
1. Sensor wire removed 10sec
2. Sensor removed 7sec
3. screen removed 56sec
4. Squeeze removed 58sec
5. removed color pump 10sec
6. Clean of head 2min3sec
7. screen took in to machine and fit 1min32sec8. squeeze took into screen 1min31sec
9. Squeeze leveling 1min52sec
10. cleaning of pump 2min5sec
11. sensor took and sensor wire 1min35sec
12. color pump insert 54sec
Total activity time 13min.56sec

INTERNSHIP REPORT
3) ROTARY MACHINE 2
NO.of screen removed: 3
No of screen to be set: 1
No of workers available: 03
Batcher not available and waiting =18min 45sec Total changeover time =27min24sec
24 | P a g eDAWOOD UNIVERSITY OF ENGINEERING AND TECHNOLOGY
S.NO Activity Time
1. Sensor wire removed 6sec
2. Sensor removed 8sec
3. screen removed 1min30sec
4. Squeeze removed 1min24sec
5. removed color pump 11sec
6. Clean of head 1min55sec
7. screen took in to machine and fit 28sec8. squeeze took into screen 29sec
9. Squeeze levelling 1min38sec
10. cleaning of pump 33sec
11. sensor took and sensor wire 10sec
12. color pump insert 7sec
Total activity time 8min.47sec

INTERNSHIP REPORT4) ROTARY MACHINE 1
NO.of screen removed: 1
No of screen to be set: 9
No of workers available: 04
Stopper not joint in external Sensor work start after 5 min of sequeeeze Total changeover time = 27min53sec
25 | P a g eDAWOOD UNIVERSITY OF ENGINEERING AND TECHNOLOGY
S.NO Activity Time
1. Sensor wire removed 2sec
2. Sensor removed 6sec
3. screen removed 30sec
4. Squeeze removed 27sec
5. removed color pump 5sec
6. Clean of head 40sec
7. screen took in to machine and fit 8min30sec8. squeeze took into screen +levelling 13min36sec
9. cleaning of pump 37sec
10. sensor took and sensor wire 8min30sec
11. color pump insert 57sec
Total activity time 27min53sec
INTERNSHIP REPORT
5) ROTARY MACHINE 1
NO.of screen removed: 1
No of screen to be set: 12
No of workers available: 03
Squeeze holder not arranged = 10min Screen sequencing = 15min5sec Rod put in squeeze = 6min Sensor and screen not arranged. Sensor not arranged that’s why took so much time. Total changeover time = 2hr4min56sec
26 | P a g eDAWOOD UNIVERSITY OF ENGINEERING AND TECHNOLOGY
S.NO Activity Time
1. Sensor wire removed 3sec
2. Sensor removed 7sec
3. screen removed 50sec
4. Squeeze removed 23sec
5. removed color pump 5sec
6. Clean of head 1min2sec
7. screen took in to machine and fit 13min8. squeeze took into screen 5min36sec
9. Squeeze leveling 25min25sec
10. cleaning of pump 18min
11. sensor took and sensor wire 34min
12. color pump insert 1min20sec
Total activity time 1hr33min51sec

INTERNSHIP REPORT
6) ROTARY MACHINE 2
NO.of screen removed: 4
No of screen to be set: 3
No of workers available: 04
S.NO Activity Time
1. Sensor wire removed 9sec
2. Sensor removed 1min5sec
3. screen removed 3min22sec
4. Squeeze removed 1min28sec
5. removed color pump 27sec
6. Clean of head 5min20sec
7. screen took in to machine and fit 1min30sec8. squeeze took into screen + Squeeze leveling 2min18sec
9. cleaning of pump 1min54sec
10. sensor took and sensor wire 1min28sec
11. color pump insert 59sec
Total activity time 20min
Batcher not available so worker do external work of next activity do like Washing of squeeze =6min15sec
Total changeover time = 26min15sec
27 | P a g eDAWOOD UNIVERSITY OF ENGINEERING AND TECHNOLOGY

INTERNSHIP REPORT7) ROTARY MACHINE 3
NO.of screen removed: 3
No of screen to be set: 12
No of workers available: 05
Color not available this takes too much time. Screen not available. Total changeover time= 1 hr 43min 26sec.
28 | P a g eDAWOOD UNIVERSITY OF ENGINEERING AND TECHNOLOGY
S.NO Activity Time
1. Sensor wire removed 9sec2. Sensor removed 25sec3. screen removed 30sec4. Squeeze removed 1min52sec5. removed color pump 30sec6. Clean of head 1min7. screen took in to machine and fit 2min46sec8. squeeze took into screen 4min24sec9. Squeeze leveling 15min19sec10. cleaning of pump 24min55sec11. sensor took and sensor wire 12min16sec12. color pump insert 9min2sec
Total activity time 1hr13min8sec

INTERNSHIP REPORT8) ROTARY MACHINE 2
NO.of screen removed: 03
No of screen to be set: 02
No of workers available: 04
Waiting of color = 5min53sec Total changover time= 23min49sec
29 | P a g eDAWOOD UNIVERSITY OF ENGINEERING AND TECHNOLOGY
S.NO Activity Time
1. Sensor wire removed 10sec2. Sensor removed 30sec3. screen removed 1min34sec4. Squeeze removed 1min50sec5. removed color pump 28sec6. Clean of head 1min20sec7. screen took in to machine and fit 2min2sec8. squeeze took into screen 1min15sec9. Squeeze leveling 6min21sec10. cleaning of pump 1min56sec11. sensor took and sensor wire 22sec12. color pump insert 8sec
Total activity time 17min56sec

INTERNSHIP REPORTS.NO ACTIVITY YES/
NOTIME Current
statusproposed Time saved
30 | P a g eDAWOOD UNIVERSITY OF ENGINEERING AND TECHNOLOGY

INTERNSHIP REPORT11. Operator Goes To Engraving yes 1min35sec External External12. Engraving Supervisor Handed Over
Screens To Operatoryes 35sec/screen External External
13. Operator Collect Screens From Engraving
yes 1min21sec/screen
External External
14. Screen Sequencing As Per Design no 10sec/screen External External15. As Per Program Quantity Fabric
Material Availability To M/Cyes 2min12sec/
batcherExternal External
16. Squeegee Preparation yes 1min41sec/ squeegee
Internal External 1min41sec
17. Lead Clothes Trolley To Fabric yes 56sec External External18. Fabric Stitched To Lead Clothes yes 55sec External External19. Temperature Maintaining yes 4min54sec External External20. TOTAL 13min 19sec 1min41sec
INTERNAL ACTIVITY21. Sensor wire removed 3sec Internal Internal22. Sensor removed 6sec Internal Internal
23. screen removed 32sec Internal Internal24. Squeeze removed 25sec Internal Internal25. removed color pump 4sec Internal Internal26. Clean of head 1min18sec Internal Internal27. screen took in to machine and fit 57sec Internal Internal28. squeeze took into screen 24sec Internal Internal29. Squeeze levelling 1min17sec Internal Internal30. cleaning of pump 46sec Internal Parallel to
16,17,1846sec
31. sensor took and sensor wire 1min12sec Internal Parallel to 18.
1min12sec
32. color pump insert 9sec Internal InternalTOTAL 7min4sec 1min58sec
Average Changeover Time per Screen
Estimated program given time for one screen = 25min
31 | P a g eDAWOOD UNIVERSITY OF ENGINEERING AND TECHNOLOGY

INTERNSHIP REPORTHow the time of internal activity can be reduce.
Our observation:
The most time consuming activity is to level the squeegee in screen. In automatic rotary the time required to level one squeegee is 1 min. and in manual rotary the time becomes double.
Leveling 11 squeegee on automatic rotary takes 11min4s (1min. /squeegee ) and on manually leveling 9 squeegee takes 13min36 sec (1.5min. / squeegee)
Up to 1 min. can be saved on every changeover activity which becomes 3min. per shift 9min. per day and 4.5 hrs. per month and 54hrs per year
Our suggestion
If there is possibility to fixed the leveler in manual machine as in automatic the time of changeover decrease. It can save 54hrs annually and can increase 129600m production annually
SUGGESTION:
Changeover team should be introduced Separate stands for rotary 1 and rotary 2 for squeegee, and squeegee
holder, sensor and latto. Program delivery Time should be mentioned on program scheme. Change over start and end time should be mentioned on board. Check list should be marked. Squeegee holder should be fixed on rotary 1and rotary 2 Make job Description printing worker. Active Trouble Shooting department in Maintenance Department for
Monitoring. Competition between three rotary machine for changeover activity and
set some kind of incentives. (It helps you to get least changeover time).
STITCHING32 | P a g e
DAWOOD UNIVERSITY OF ENGINEERING AND TECHNOLOGY

INTERNSHIP REPORT“Stitches means a single complete movement of a threaded needle in sewing.”
Sewing ProcessThe basic process of sewing involves fastening of fabrics, leather, furs or similar other flexible materials with the help of needle and threads. Sewing is mainly used to manufacture clothing and home furnishings.
Pre Sewing Functions:Before the actual task of sewing begins, there are certain other tasks that have to be taken care of which can be termed as fabric handling functions- Ply separation; Placing the fabric on working table; Guiding the fabric towards sewing
Recognizing the fabric's shape: The appropriate tensional force depends on the fabric properties. So the fabrics have to be identified into categories like knitted fabrics, woven fabrics etc. depending on their physical properties needle; and tension control of fabric during the sewing process.
Fabric Edges to be sewn: There are two basic types of stitches- one is that are for joining two parts of cloth together and the second one is done for decorative purposes
Planning OF Sewing Process: Sequence of seams to be stitched is determined before the sewing starts. Which part will be joined first, what stitches will follow one another, etc. are decided. However, some stitches have to be necessarily done before or after another stitch. In the example above, the decorative stitches must be done first followed by the joining stitches.
Sewing Fabrics:The sewing process consists of mainly three functions- guiding fabric towards needle; sewing of the fabric edge; and rotation around the needle. The fabric is guided along the sewing line with a certain speed that is in harmony with the speed of sewing machine. The orientation error is either manually monitored or if monitored automatically then error is fed to the machine controller so that the machine corrects the orientation of the fabrics
33 | P a g eDAWOOD UNIVERSITY OF ENGINEERING AND TECHNOLOGY
Packing Checking Stitching
CuttingDrawing for cuttingFabric receiving






![[Internship Report] folder... · Web view[Internship Report] [Internship Report] 3 [Internship Report] Prince Mohammed Bin Fahd University College of Computer Engineering and Science](https://img.pdfslide.net/doc/110x75/5adbc5e37f8b9add658e5f6e/internship-report-folderweb-viewinternship-report-internship-report-3-internship.jpg)