Embed Size (px)
Citation preview

Investigation of oxygen gas saturation in the surface layer of the alloy Zr1Nb in the course of manufacture of
fuel element claddings
Zabigailo Elena, 1032AM
Scientific supervisor: V.S. Vakhrusheva

• One of the major tasks by establishment of own nuclear fuel cycle is the the organisation of claddings manufacture of fuel element.
• When developing the industrial technological scheme proceeded from expediency of organizing a compact, profitable, quick payback manufacture due to the relatively small demand of Ukraine in the zirconium alloy pipe-claddings.
• The traditional technological flowsheet of industrial production of fuel element claddings is represented at Fig. 1.
• The process flowsheet of Zr1Nb claddings manufacture was set forth by State enterprise "Ya.Yu.Osada Scientific research tube institute"(Fig. 2)

Fig. 1. The traditional technological flowsheet
Vacuum-arc or electron-beam melting
Preparation of tube billet for pressing
Heating of tube billet before pressing in an induction furnace to a β-region
Hot pressing of tube billet at temperatures of β-region, water quenching, Second hot pressing tubes at temperatures of α-region
Chemical treatment to remove the covering and glass lubricant, etching hot-pressed pipes
Water quenching of pipes from temperatures of β- area with isolated heating in a protective environment
Mechanical treatment (boring and turning of hot-pressed pipes)
Annealing in high vacuum at temperatures of α-region
Repeated cold tube rolling
Intermediate and final heat treatment of pipes in a high vacuum at temperatures of α-region
Quality control
Forging of ingots into bars

Fig. 2. Tne new technological flowsheet
Vacuum-arc or electron-beam melting
Preparation of tube billet for pressing
Heating of tube billet before pressing in an induction furnace to a β-region
Hot pressing of tube billet at temperatures of β-region, water quenching, Second hot pressing tubes at temperatures of α-region
Chemical treatment to remove the covering and glass lubricant, etching hot-pressed pipes
Water quenching of pipes from temperatures of β- area with isolated heating in a protective
environment
Mechanical treatment (boring and turning of hot-pressed pipes)
Annealing in high vacuum at temperatures of α-region
Repeated cold tube rolling
Intermediate and final heat treatment of pipes in a high vacuum at temperatures of α-region
Quality control
• It is proposed to eliminate the traditional operation of ingot forging, which is energy-intensive, time-consuming, inefficient and multipass process.
• A high degree of deformation in the β-region is used during pressing. Temperature conditions change during process of hot deformation and deformation occurs at elevated temperatures.
• Zirconium is an active material prone to gas saturation at high temperatures. Heating of zirconium on air leads to the surface saturation with oxygen and nitrogen, and then these admixtures diffuse into the metal.
• The influence of gas saturation tells on reducing of viscosity and corrosion resistance.
• Taking into consideration the high affinity of zirconium to oxygen, which adversely affects the technological and performance properties of pipes it is necessary to conduct a study in order to determine the penetration depth of oxygen during various operations of hot processing.
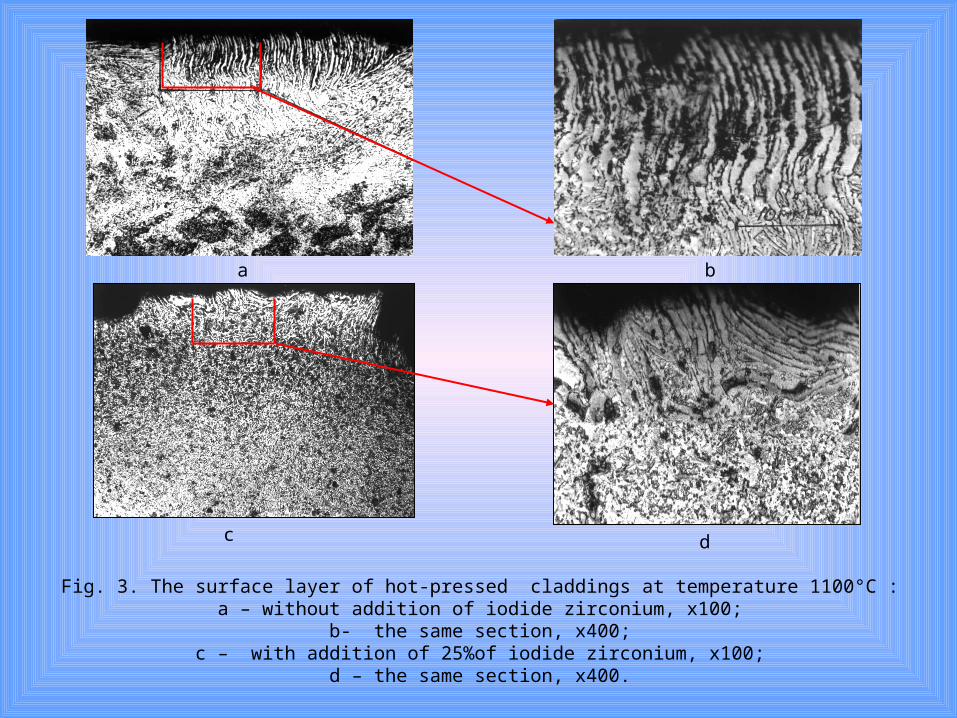
Fig. 3. The surface layer of hot-pressed claddings at temperature 1100°С :а – without addition of iodide zirconium, x100;
b- the same section, x400;c – with addition of 25%of iodide zirconium, x100;
d – the same section, x400.
a b
c d





























