Embed Size (px)
Citation preview
JOSEPH THOMPSON and A. C. REENTS Illinois Water Treatment Co., Rockford, 111. I
+. : ! I LL l 1
0 3
6 0 2 - z I + Y
Ion Exchange Processes
for Nuclear Power Plants
Most of the processes described are at present used in full-scale plants. Of particular interest are treatment methods recommended for plants controlling start-up and shut-down of reactors by neutron absorption with boric acid
BORON has a high-capture cross section for thermal neutrons. By the addition of approximately 1% boric acid to primary loop water, the atomic reaction in a reactor may be stopped. This method of reactor control has been termed boron poisoning.
During a shutdown period of a pres- surized water reactor, boric acid may be used in two systems of the plant. The reactor core is flodded with boric acid and it is also used in fuel storage pits during changing of fuel rods in the reactor.
Boric acid must be removed from the primary loop water during the start-up period. The boric acid in canal water (usually 10,000 to 12,000 p.p.m.) may become contaminated with radioactive corrosion products such as chlorides, chromates, and traces of molybdates. As the concentration of boric acid in this solution is relatively high compared to that of the primary loop water, its removal by anion exchange resins would be expensive, and the equipment for this purpose would be space consuming.
Experimental
The first phase of this study involved removal of boric acid from water by means of a strong base anion exchanger. Illco A-284, a quaternary ammonium- type strong base anion exchanger, was converted to the hydroxyl form by passing 5% sodium hydroxide through a column of the resin. Deionized water containing less than 1 p.p.m. of dis- solved salts was used to rinse the resin free of sodium hydroxide.
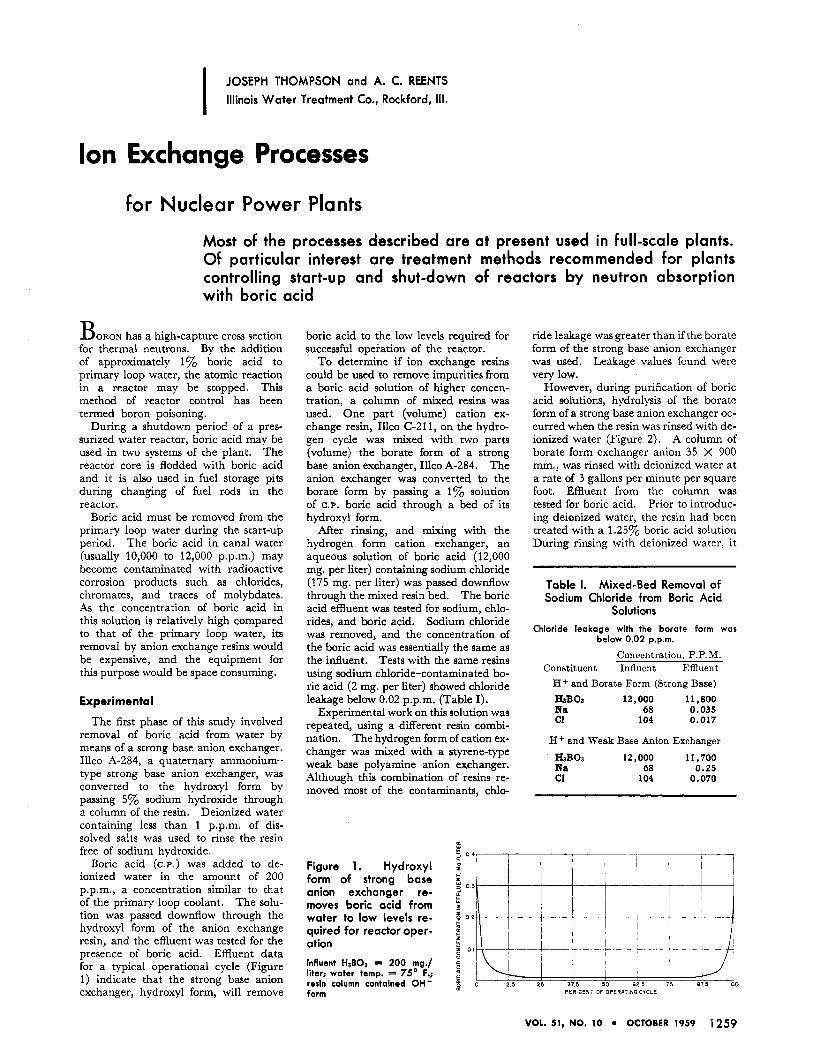
Boric acid (c.P.) was added to de- ionized water in the amount of 200 p.p.m., a concentration similar to that of the primary loop coolant. The solu- tion was passed downflow through the hydroxyl form of the anion exchange resin, and the effluent was tested for the presence of boric acid. Effluent data for a typical operational cycle (Figure 1) indicate that the strong base anion exchanger, hydroxyl form, will remove
boric acid to the low levels required for successful operation of the reactor.
To determine if ion exchange resins could be used to remove impurities from a boric acid solution of higher concen- tration, a column of mixed resins was used. One part (volume) cation ex- change resin, Illco C-211, on the hydro- gen cycle was mixed with two parts (volume) the borate form of a strong base anion exchanger, Illco A-284. The anion exchanger was converted to the borate form by passing a 1% solution of C.P. boric acid through a bed of its hydroxyl form.
After rinsing, and mixing with the hydrogen form cation exchanger, an aqueous solution of boric acid (12,000 mg. per liter) containing sodium chloride (175 mg. per liter) was passed downflow through the mixed resin bed. The boric acid effluent was tested for sodium, chlo- rides, and boric acid. Sodium chloride was removed, and the concentration of the boric acid was essentially the same as the influent. Tests with the same resins using sodium chloride-contaminated bo- ric acid (2 ma. per liter) showed chloride
ride leakage was greater than if the borate form of the strong base anion exchanger was used. Leakage values found were very low.
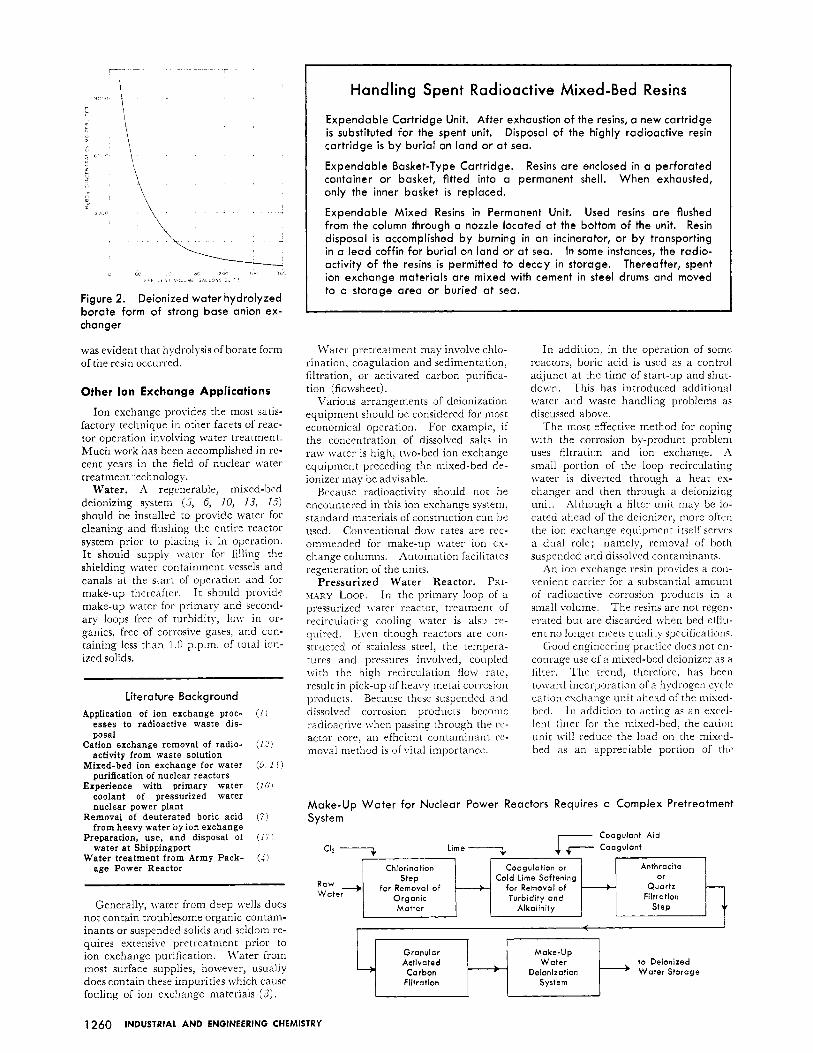
However, during purification of boric acid solutions, hydrolysis of the borate form of a strong base anion exchanger oc- curred when the resin was rinsed with de- ionized water (Figure 2). A column of borate form exchanger anion 35 X 900 mm., was rinsed with deionized water at a rate of 3 gallons per minute per square foot. Effluent from the column was tested for boric acid. Prior to introduc- ing deionized water, the resin had been treated with a 1.25% boric acid solution During rinsing with deionized water, it
Table 1. Mixed-Bed Removal of Sodium Chloride from Boric Acid
Solutions Chloride leakage with the borate form was
below 0.02 p.p.m.
Concentration, P.P.M. Constituent Influent Effluent H+ and Borate Form (Strong Base)
leakage below 0.02 p.p.m. (Table I). &BO, 12,000 11,800 Na 68 0.035 c1 104 0.017
Experimental work on this solution was repeated, using a different resin combi- nation. The hydrogen form of cation ex- H + ttnd Weak Base Anion Exchanger
HaBOa 12,000 11,700 changer was mixed with a styrene-type weak base polyamine anion exchanger. Na 68 0.25 Although this combination of resins re- c1 104 0.070 moved most of the contaminants, chlo-
c
Figure 1. Hydroxyl form of strong base anion exchanger re- moves boric acid from water to low levels re- quired for reactor oper- ation
Influent H$Os = 200 me./ liter; water temp. = 7'5' F.; resin column contained OH- form
VOL. 51, NO. 10 OCTOBER 1959 1259
r -- - 1
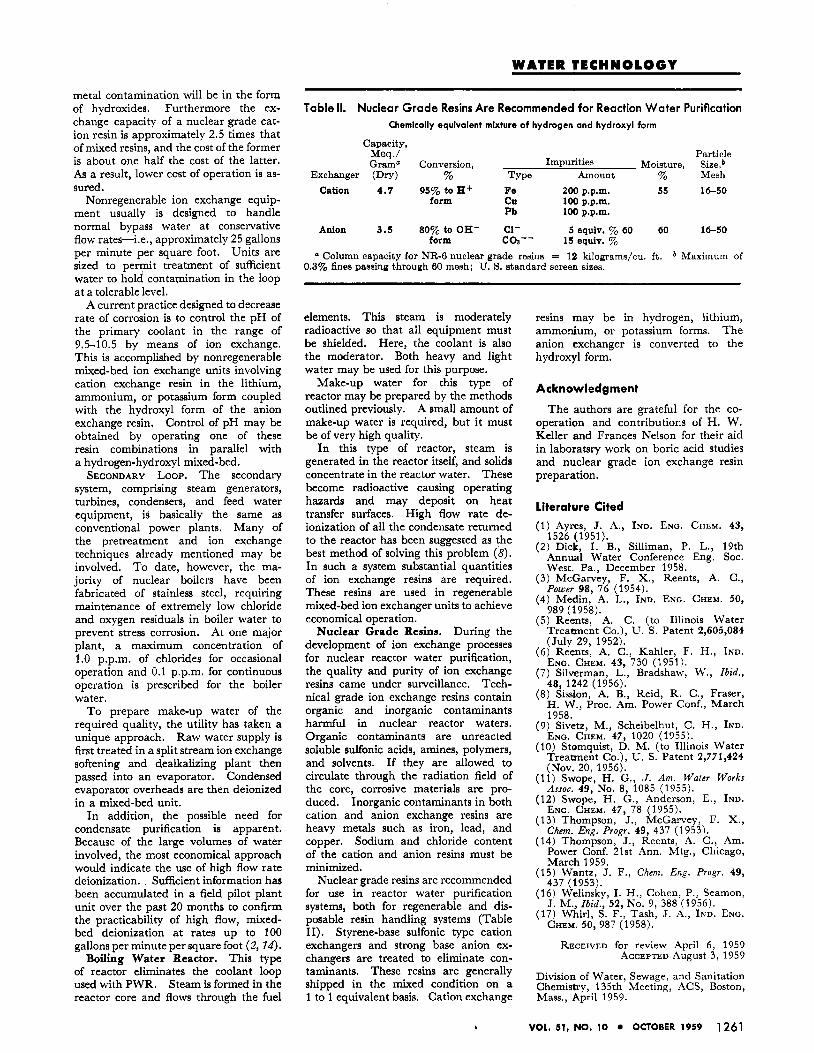
Anthracite Chlorination Coagulation or Step Cold time Softening or
Raw + for Removal of : for Removal o f - Quartz Wate r Organic Turbidity and Filtration
Matter Alkalinity Step
Figure 2. Deionized water hydrolyzed borate form of strong base anion ex- changer
was evident that hydrolysis of borate form of the resin occurred.
- lt
Other Ion Exchange Applications
Ion exchange provides the most satis- factory technique in other facets of reac- tor operation involving water treatment. Much work has been accomplished in re- cent years in the field of nuclear water treatment technology.
Water. A regenerable, mixed-bed deionizing system (5, 6, 10, 73, 75) should be installed to provide water for cleaning and flushing the entire reactor system prior to placing it in operation. I t should supply water for filling the shielding water containment vessels and canals a t the start of operation and for make-up thereafter. I t should provide make-up water for primary and second- ary loops free of turbidity, lo\v in or- ganics, free of corrosive gases, and con- taining less than 1.0 p,p.m. of toral ion- ized solids.
Literature Background Application of ion exchange proc- ( I )
esses to radioactive waste dis- posal
Cation exchange removal of radio- activity from waste solution
Mixed-bed ion exchange for water purification of nuclear reactors
Experience with primary water (16 ) coolant of pressurized water nuclear power plant
from heavy water by ion exchange
water at Shippingport
age Power Reactor
(12)
(9, 1 I )
Removal of deuterated boric acid (7)
Preparation, use, and disposal of ( 1 7 1
Water treatment from Army Pack- (41
~~~
Generally, \ \a ter from deep \veils does not contain troublesome organic contam- inants or suspended solids and seldom re- quires extensive pretreatment prior to ion exchange purification. IVater from most surface supplies, hoivever, usually does contain these impurities which cause fouling of ion exchange materials ( 3 ) .
Handling Spent Radioactive Mixed-Bed Resins
Expendable Cartridge Unit. After exhaustion of the resins, a new cartridge is substituted for the spent unit. Disposal of the highly radioactive resin cartridge i s by burial on land or at sea.
Expendable Basket-Type Cartridge. Resins are enclosed in a perforated container or basket, fitted into a permanent shell. When exhausted, only the inner basket i s replaced.
Expendable Mixed Resins in Permanent Unit. Used resins are flushed from the column through a nozzle located at the bottom of the unit. Resin disposal i s accomplished by burning in an incinerator, or by transporting in a lead coffin for burial on land or at sea. In some instances, the radio- activity of the resins i s permitted to decay in storage. Thereafter, spent ion exchange materials are mixed with cement in steel drums and moved to a storage area or buried at sea.
I\'ater pretreatment may involve chlo- rination, coagulation and sedimentation, filtration, or activated carbon purifica- tion (floivsheet).
Various arrangements of deionization equipment should be considered for most economical operation. For example, if the concentration of dissolved salts in raw water is high, two-bed ion exchange equipment preceding the mixed-bed de- ionizer may be advisable.
Because radioactivity should not be encountered in this ion eschange system, standard materials of construction can be used. Conventional How rates are rec- ommended for make-up water ion ex- change columns. Automation facilitates regeneration of the units.
Pressurized Water Reactor. PKI- WARY LOOP. I n the primary loop of a pressurized \cater reactor, treatment of recirculating cooling Ivater is also rr- quired. Even though reactors are con- structed of stainless steel, the tempera- tures and pressures involved, coupled with the high recirculation flow rate? result in pick-up of heavy metal corrosion products. Because thesc suspended and dissolved corrosion products become radioactive \vhcn passing through the r e actor corr, an efficient contaminant rc- moval method is of vital importance.
In addition, in the operation of sonic reactors, boric acid is used as a control adjunct a t the time of start-up and shut- d0n.n. This has introduced additional water and waste handling problems as discussed above.
The most effective method for coping with the corrosion by-product problem uses filtration and ion exchange. A small portion of the loop recirculating water is diverted through a heat es- changer and then through a deionizing unit. .\lthongh a filter unit may be lo- cated ahead of the deionizer, more oftcn the ion exchange equipment itself serves a dual role; namely, removal of both suspended and dissolved contaminants.
An ion eschange rrsin provides a coil- venient carrier for a substantial amount of radioactive corrosion products in ii
small volume. The resins are not rrgen- elated but are discarded \\.hen bed efflu- ent no loriger meets qualit)- specifications.
< b o d engineering practice does not en- courage use of a miued-bed deionizer as a filter. The trend, therefore, has been totvard incorporation of a hydrogen c>clr cation exchange unit ahead of the mised- bed. I n addition to acting as an escc.1- lent filter for the mised-bed, the cation unit \vi11 reduce the load on the miscd- bed as an appreciable portion of thc
Granular M a k e - u p Activated W a t e r t o Deionized
Carbon Deionization Wate r Storage Filtration System
1 260 INDUSTRIAL AND ENGINEERING CHEMISTRY
WATER TECHNOLOGY
metal contamination will be in the form of hydroxides. Furthermore the ex- change capacity of a nuclear grade cat- ion resin is approximately 2.5 times that of mixed resins, and the cost of the former is about one half the cost of the latter. As a result, lower cost of operation is as- sured.
Nonregenerable ion exchange equip- ment usually is designed to handle normal bypass water at conservative flow rates-i.e., approximately 25 gallons per minute per square foot. Units are sized to permit treatment of sufficient water to hold contapination in the loop at a tolerable level.
A current practice designed to decrease rate of corrosion is to control the pH of the primary coolant in the range of 9.5-10.5 by means of ion exchange. This is accomplished by nonregenerable mixed-bed ion exchange units involving cation exchange resin in the lithium, ammonium, or potassium form coupled with the hydroxyl form of the anion exchange resin. Control of pH may be obtained by operating one of these resin combinations in parallel with a hydrogen-hydroxyl mixed-bed.
SECONDARY LOOP. The secondary system, comprising steam generators, turbines, condensers, and feed water equipment, is basically the same as conventional power plants. Many of the pretreatment and ion exchange techniques already mentioned may be involved. To date, however, the ma- jority of nuclear boilers have been fabricated of stainless steel, requiring maintenance of extremely low chloride and oxygen residuals in boiler water to prevent stress corrosion. At one major plant, a maximum concentration of 1.0 p.p.m. of chlorides for occasional operation and 0.1 p.p.m. for continuous operation is prescribed for the boiler water.
To prepare make-up water of the required quality, the utility has taken a unique approach. Raw water supply is first treated in a split stream ion exchange softening and dealkalizing plant then passed into an evaporator. Condensed evaporator overheads are then deionized in a mixed-bed unit.
In addition, the possible need for condensate purification is apparent. Because of the large volumes of water involved, the most economical approach would indicate the use of high flow rate deionization. Sufficient information has been accumulated in a field pilot plant unit over the past 20 months to confirm the practicability of high flow, mixed- bed deionization at rates up to 100 gallons per minute per square foot (2, 74). Boiling Water Reactor. This type
of reactor eliminates the coolant loop used with PWR. Steam is formed in the reactor core and flows through the fuel
Table II. Nuclear Grade Resins Are Recommended for Reaction Water Purification Chemlcolly equlvolent mixture of hydrogen and hydroxyl form
Capacity, Particle
Impurities Moisture, Size,b Exchanger (Dry) % Type Amount % Mesh
Cation 4.7 95% t o H + F e 200 p.p.m. 55 16-50 form cu 100 p.p.m.
Pb 100 p.p.rn.
Anion 3.5 80% to OH- C1- 5 equiv. % 60 60 16-50 form COS-- 15 equiv. %
M e W Gram" Conversion,
Column capacity for NR-6 nuclear grade resins = 12 kilograms/cu. ft. * Maximum of 0.3% fines passing through 60 mesh: U. 9. standard screen sizes.
elements. This steam is moderately radioactive so that all equipment must be shielded. Here, the coolant is also the moderator. Both heavy and light water may be used for this purpose.
Make-up water for this type of reactor may be prepared by the methods outlined previously. A small amount of make-up water is required, but it must be of very high quality.
In this type of reactor, steam is generated in the reactor itself, and solids concentrate in the reactor water. These become radioactive causing operating hazards and may deposit on heat transfer surfaces. High flow rate de- ionization of all the condensate returned to the reactor has been suggested as the best method of solving this problem (8). In such a system substantial quantities of ion exchange resins are required. These resins are used in regenerable mixed-bed ion exchanger units to achieve economical operation.
Nuclear Grade Resins. During the development of ion exchange processes for nuclear reactor water purification, the quality and purity of ion exchange resins came under surveillance. Tech- nical grade ion exchange resins contain organic and inorganic contaminants harmful in nuclear reactor waters. Organic contaminants are unreacted soluble sulfonic acids, amines, polymers, and solvents. If they are allowed to circulate through the radiation field of the core, corrosive materials are pro- duced. Inorganic contaminants in both cation and anion exchange resins are heavy metals such as iron, lead, and copper. Sodium and chloride content of the cation and anion resins must be minimized.
Nuclear grade resins are recommended for use in reactor water purification systems, both for regenerable and dis- posable resin handling systems (Table 11). Styrene-base sulfonic type cation exchangers and strong base anion ex- changers are treated to eliminate con- taminants. These resins are generally shipped in the mixed condition on a 1 to 1 equivalent basis. Cation exchange
resins may be in hydrogen, lithium, ammonium, or potassium forms. The anion exchanger is converted to the hydroxyl form.
Acknowledgment
The authors are grateful for the co- operation and contributions of H. w. Keller and Frances Nelson for their aid in laboratsry work on boric acid studies and nuclear grade ion exchange resin preparation.
literature Cited (1) Ayres, J. A., IND. END. CHEM. 43,
1526 (1951). (2) Dick, I. B., Silliman, P. L., 19th
Annual Water Conference Enp. SOC. - West. Pa., December 1958.
(3) McGarvey, F. X., Reents, A. C., Power 98, 76 (1954).
(4) Medin, A. L., IND. ENC. CHEM. 50, 989 (1958).
(5) Reents, A. C. (to Illinois Water Treatment Co.), U. S. Patent 2,605,084 (July 29, 1952).
( 6 ) Reents, A. C., Kahler, F. H., IND. END. CHEM. 43, 730 (1951).
(7) Silverman, L., Bradshaw, W., Zbid., 48, 1242 (1956).
(8) Sission, A. B., Reid, R. C., Fraser, H. W., Proc. Am. Power Conf., March 1958.
(9) Sivetz, M., Scheibelhut, C. H., IND. ENG. CHEM. 47, 1020 (1955).
(10) Stomquist, D. M. (to Illinois Water Treatment Co.), U. S. Patent 2,771,424 (Nov. 20, 1956).
(11) Swope, H. G., J. Am. Water Works Assoc. 49, No. 8, 1085 (1955).
(12) Swope, H. G., Anderson, E., IND. ENG. CHEM. 47, 78 (1955).
(13) Thompson, J., McGarvey, F. X., Chcm. Eng. Progr. 49, 437 (1953).
(14) ThomDson. J.. Reents. A. C.. Am.
RECEIVED for review April 6, 1959 ACCEPTED August 3, 1959
Division of Water, Sewage, and Sanitation Chemistry, 135th Meeting, ACS, Boston, Mass., April 1959.
I VOL. 51, NO. 10 OCTOBER 1959 1261





























