Embed Size (px)
Citation preview
2
reich Präzisions-Werkzeuge Vertriebsgesellschaft.m.b.H
Bäckergasse 5, 4707 SchlüsslbergTel +43 7248 68 537 Fax +43 7248 64 285E-Mail [email protected] Web www.reich.at
Irrtümer bleiben vorbehaltenReich ATT_NS Katalog_0813_1.0
DIJETQM SERIE MINI & MAX
REICH ADVANCED TECHNOLOGY TOOLS
reich Präzisions-Werkzeuge Vertriebsgesellschaft.m.b.H
Bäckergasse 5, 4707 SchlüsslbergTel +43 7248 68 537 Fax +43 7248 64 285E-Mail [email protected] Web www.reich.at
reich Präzisions-Werkzeuge Vertriebsgesellschaft.m.b.H
Bäckergasse 5, 4707 SchlüsslbergTel +43 7248 68 537 Fax +43 7248 64 285E-Mail [email protected] Web www.reich.at
Ihre Werkzeuge ganz einfach online finden und bestellen!
Mehr dazu auf der letzten Seite!
www.reich-toolfinder.atJETZT NEU!
Irrtümer bleiben vorbehaltenReich ATT_Dijet-QM Serie_0814_DE_V2.7

reich advanced technology tools2
REICHTOOLFINDER
WERKZEUGE FINDEN, EINFACH WIE NOCH NIE!
IHRE VORTEILEIM ÜBERBLICK• Bequeme und schnelle Erstellung von Werkzeuglisten
• Werkzeuge einfach online bestellen
• Speichern der Werkzeugliste im persönlichen Kundenkonto
• Nutzbar am Tablet oder Smartphone
• PDF-Export Ihrer Werzeuglisten
NEUEVERSION!
JETZT MIT
NOCH MEHR
PRODUKTEN
www.reich-toolfinder.at
INKLUSIVE SCHNITTDATENRECHNER!
Jetzt anmelden unter:
Toolfinder V2.0.1
QUALITÄT UND PRÄZISION – SEIT 30 JAHREN!
Die reich Präzisionswerkzeuge Vertriebsgesellschaft.m.b.H. steht für Tradition und Innovation. Und das, nun schon seit 30 Jahren.Seit 1985 dreht sich in Schlüsslberg, mitten im Herzen Ober-österreichs, alles um hochwertige Präzisionswerkzeuge. Heutesind wir regional verankert und national und international erfolg-reich. Machen Sie sich ein Bild von reich-online und lernen Sie uns auch persönlich kennen!
Wir freuen uns auf Sie!
www.reich.at
reich advanced technology tools2
INDEX
Artikelnummer D Ø SeiteM
od
ula
r
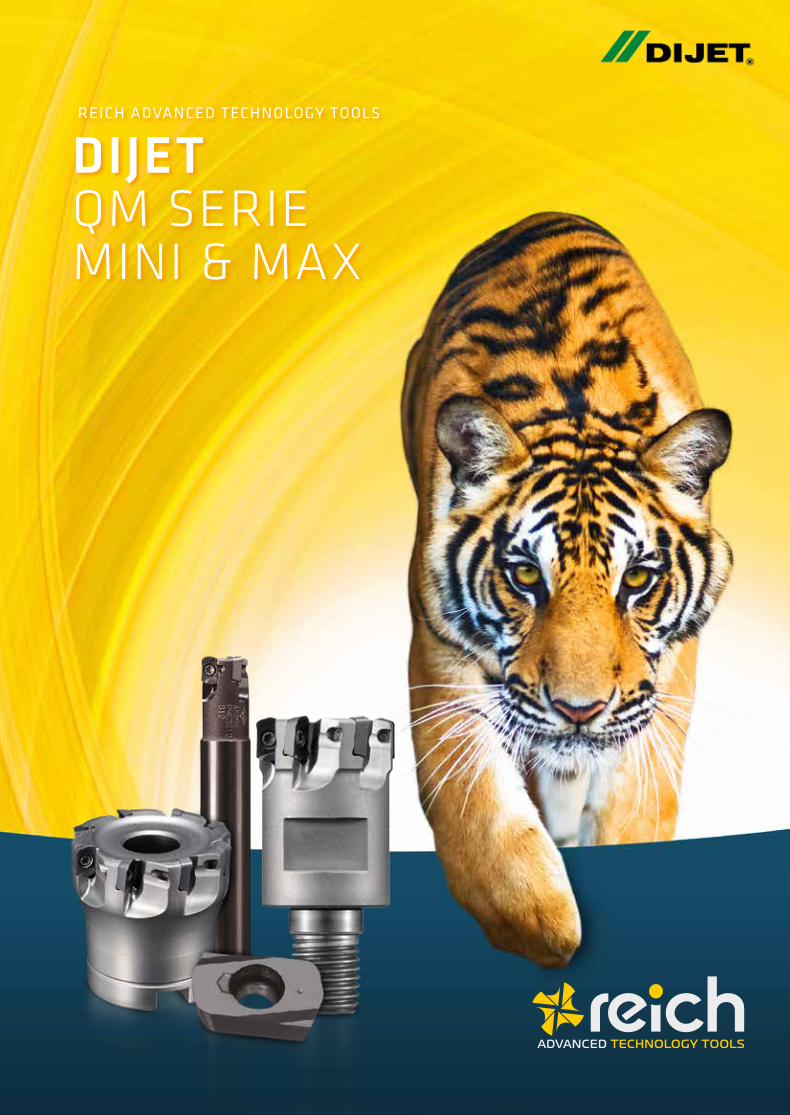
MPM 10 - 32mm 4
Sta
hlh
alte
r
PME 10 - 20mm 5
Pla
tten EOMT/EOMW
EOHW/ZOMT 6
MSN 10 - 32mm 8 - 8
MSN-S 9,8 - 32mm 9
Sta
hl
MGN 16 - 32mm 10
Spannfutter 10
Drehmomentschlüssel T6 12
Technik 11
Schnittdaten 13 - 17
Mo
du
lar
MQX 16 - 42mm 18
Mes
serk
op
QXP 40 - 66mm 19
Pla
tten EPMT/EPMW
EPHW/ZPMT/YPHW 20
MSN 10 - 32mm 21 - 22
MSN-S 9,8 - 32mm 23
Sta
hl
MGN 16 - 32mm 24
Spannfutter 24
Drehmomentschlüssel T8 27
Technik 25 - 26
Schnittdaten 28 - 62
QM
ax
EPMT EPMW EPHW ZPMT YPHW
Zu
beh
ör MSN, MGN
Dat
enH
M S
chäf
te
QM Serie
EOMT EOMW EOHW ZOMT
Zu
beh
ör MSN, MGN
Dat
en
QM
ini
HM
Sch
äfte
Passende EinsätzeHalter
3
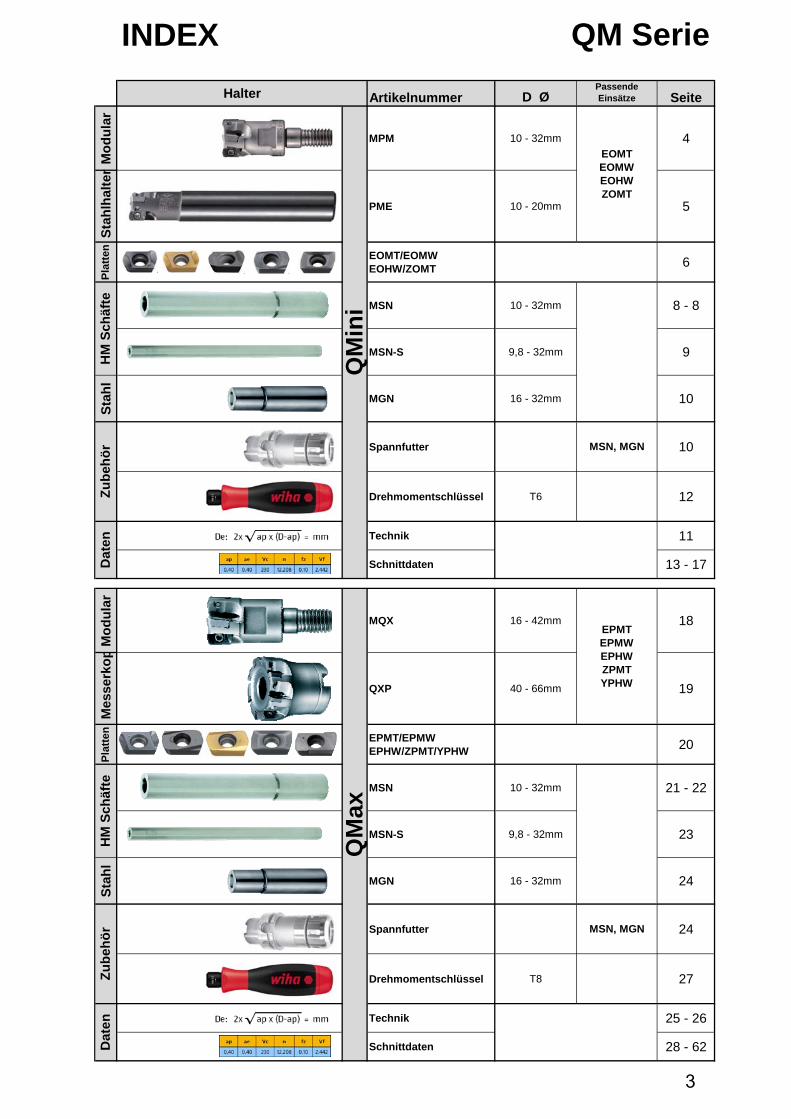
Artikelnummer Zähne øDc Lf øDb MD W Wendeplatte Schraube Schlüssel
MPM-2010-M6 2 10 18 9,5 M6 8
MPM-2011-M6 2 11 18 9,7 M6 8
MPM-3012-M6 3 12 20 11,2 M6 8
MPM-3013-M6 3 13 20 11,5 M6 8
MPM-4016-M8 4 16 23 15 M8 12
MPM-4017-M8 4 17 23 15 M8 12
MPM-5020-M10 5 20 30 19 M10 14
MPM-5021-M10 5 21 30 19 M10 14
MPM-6025-M12 6 25 35 23,6 M12 17
MPM-7030-M16 7 30 43 29 M16 22
MPM-8032-M16 8 32 43 29 M16 22
Achtung:
Mini
Wird sofort fest angezogen
ohne vorheriges Anziehen von Hand
kann das Verbindungsgewinde brechen.
8 mm
12 mm
14 mm
17 mm
22 mm
8 Nm
16 Nm
16 Nm
20 Nm
25 Nm
M6
M8
M10
M12
M16
Modularhalter
Eigenschaften
Selbst mit kleinen WSPs erlaubt QM Mini eine Bearbeitung mit hohen Geschwindigkeiten und höchster Effizienz.
Speziell angepasste, einzigartige 3D-Wendeschneidplatten mit geringen Schnittkräften und hoher Schneidleistung.
Auf Grund der geringen Schnittkräft und der Vibrationsdämmung durch Hartmetall Schäfte könnenBearbeitungen mit großen Längen von über L10/D1 und hohen Vorschüben realisiert werden.
EO**060210Z*RZOMT0602**ZER
DSW-1838H T-6
0,5Nm
Auch geeignet für weniger leistungsstarke und kompakte Maschinen, wie die HSK40E
Multi-Schneid-Leistung selbst bei kleinen WSP mit maximaler Vorschubgeschwindigkeit
Vf = 10 m/min bei Normalstahl.
QM-Mini ermöglicht eine hoch effiziente Bearbeitung bei längeren Werkzeugstandzeiten aufgrund
der Vibrationsdämmung durch die Kombination mit dem MSN Hartmetall-Schaft.
Anziehen des Modularkopfes
Gewinde Anziehmoment Schlüsselweite
Eckfräser
Hochvorschubfräser
geringer Schnittkräft
e
überlangeFräsbearbeit
ung
Vibrationsfrei
MultiSchneidleist
ung
4

Artikelnummer Zähne øDc l2 ls L øDs Wendeplatte Schraube Schlüssel
PME2010S10 2 10 20 60 80 10
PME2011S10-LS neu 2 11 33 87 120 10
PME3012S12 3 12 20 60 80 12PME3013S12-LS neu 3 13 39 81 120 12PME3014S12 3 14 20 60 80 12PME3014S12-LS neu 3 14 42 78 120 12PME4016S16 4 16 25 65 90 16PME5020S20 5 20 25 80 105 20
QM-Mini ermöglicht eine hoch effiziente Bearbeitung bei längeren Werkzeugstandzeiten aufgrund
Mini
Schafthalter
Eigenschaften
Speziell angepasste, einzigartige 3D-Wendeschneidplatten mit geringen Schnittkräften und hoher Schneidleistung.
Selbst mit kleinen WSPs erlaubt QM Mini eine Bearbeitung mit hohen Geschwindigkeiten und höchster Effizienz.
Auch geeignet für weniger leistungsstarke und kompakte Maschinen, wie die HSK40E
Multi-Schneid-Leistung selbst bei kleinen WSP mit maximaler Vorschubgeschwindigkeit
Vf = 10 m/min bei Normalstahl.
EO**060210Z*RZOMT0602**ZER
DSW-1838H T-6
0,5Nm
der Vibrationsdämmung durch die Kombination mit dem MSN Hartmetall-Schaft.
Auf Grund der geringen Schnittkräft und der Vibrationsdämmung durch Hartmetall Schäfte könnenBearbeitungen mit großen Längen von über L10/D1 und hohen Vorschüben realisiert werden.
geringer Schnittkräft
e
überlangeFräsbearbeit
ung
Vibrationsfrei
MultiSchneidleist
ung
PMETYPE
5
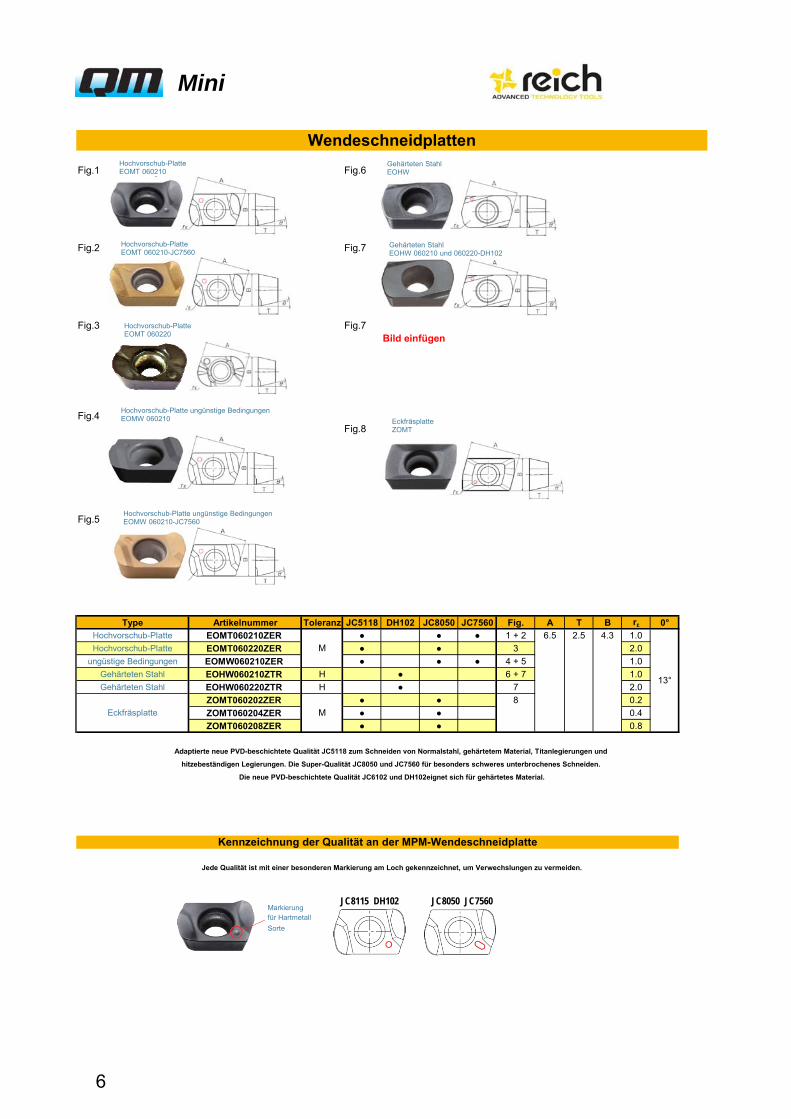
Fig.1 Fig.6
Fig.2 Fig.7
Fig.3 Fig.7Bild einfügen
Fig.4Fig.8
Fig.5
Type Artikelnummer Toleranz JC5118 DH102 JC8050 JC7560 Fig. A T B rɛ 0°Hochvorschub-Platte EOMT060210ZER ● ● ● 1 + 2 6.5 2.5 4.3 1.0
Hochvorschub-Platte EOMT060220ZER ● ● 3 2.0
ungüstige Bedingungen EOMW060210ZER ● ● ● 4 + 5 1.0
Gehärteten Stahl EOHW060210ZTR H ● 6 + 7 1.0
Gehärteten Stahl EOHW060220ZTR H ● 7 2.0
ZOMT060202ZER ● ● 8 0.2
ZOMT060204ZER ● ● 0.4
ZOMT060208ZER ● ● 0.8
Jede Qualität ist mit einer besonderen Markierung am Loch gekennzeichnet, um Verwechslungen zu vermeiden.
Mini
Kennzeichnung der Qualität an der MPM-Wendeschneidplatte
13°
M
Wendeschneidplatten
M
Eckfräsplatte
hitzebeständigen Legierungen. Die Super-Qualität JC8050 und JC7560 für besonders schweres unterbrochenes Schneiden.
Adaptierte neue PVD-beschichtete Qualität JC5118 zum Schneiden von Normalstahl, gehärtetem Material, Titanlegierungen und
Die neue PVD-beschichtete Qualität JC6102 und DH102eignet sich für gehärtetes Material.
EckfräsplatteZOMT
Hochvorschub-PlatteEOMT 060210
Hochvorschub-Platte ungünstige BedingungenEOMW 060210
Gehärteten StahlEOHW
Markierung für Hartmetall
Sorte
Hochvorschub-PlatteEOMT 060220
JC8115 DH102
Hochvorschub-PlatteEOMT 060210-JC7560
Hochvorschub-Platte ungünstige BedingungenEOMW 060210-JC7560
Gehärteten StahlEOHW 060210 und 060220-DH102
JC8050 JC7560
6
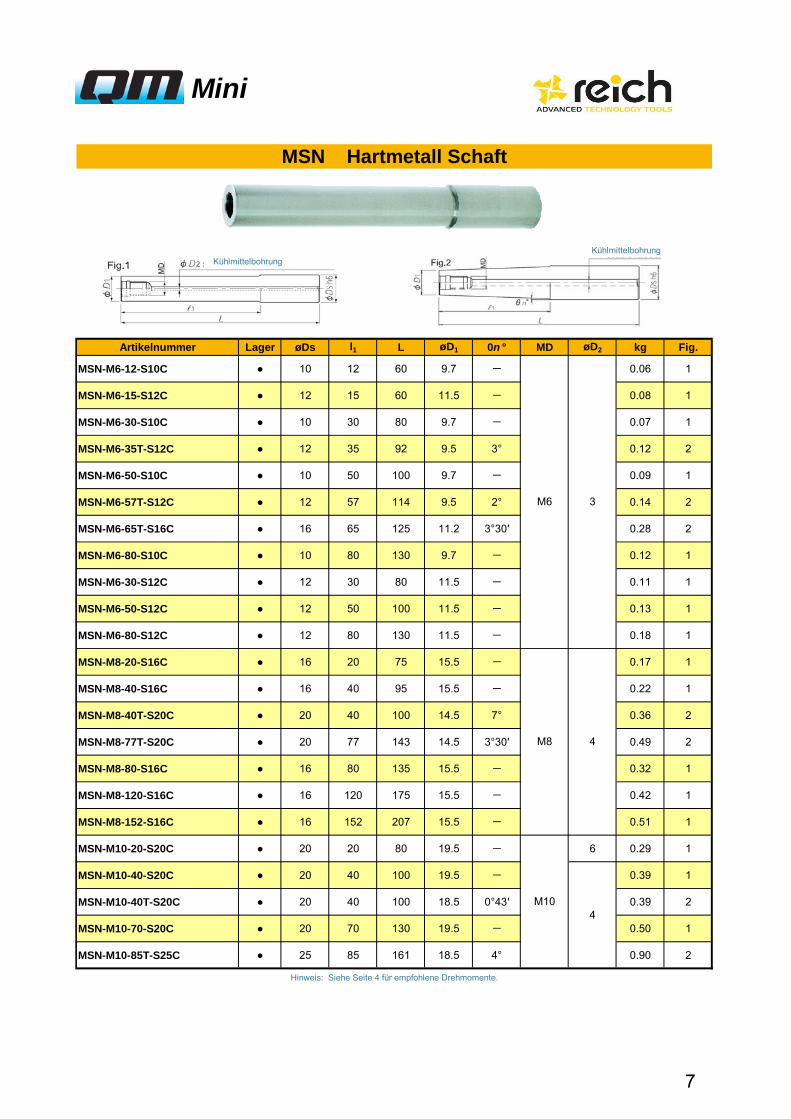
Artikelnummer Lager øDs l1 L øD1 0n ° MD øD2 kg Fig.
MSN-M6-12-S10C ● 10 12 60 9.7 - 0.06 1
MSN-M6-15-S12C ● 12 15 60 11.5 - 0.08 1
MSN-M6-30-S10C ● 10 30 80 9.7 - 0.07 1
MSN-M6-35T-S12C ● 12 35 92 9.5 3° 0.12 2
MSN-M6-50-S10C ● 10 50 100 9.7 - 0.09 1
MSN-M6-57T-S12C ● 12 57 114 9.5 2° 0.14 2
MSN-M6-65T-S16C ● 16 65 125 11.2 3°30′ 0.28 2
MSN-M6-80-S10C ● 10 80 130 9.7 - 0.12 1
MSN-M6-30-S12C ● 12 30 80 11.5 - 0.11 1
MSN-M6-50-S12C ● 12 50 100 11.5 - 0.13 1
MSN-M6-80-S12C ● 12 80 130 11.5 - 0.18 1
MSN-M8-20-S16C ● 16 20 75 15.5 - 0.17 1
MSN-M8-40-S16C ● 16 40 95 15.5 - 0.22 1
MSN-M8-40T-S20C ● 20 40 100 14.5 7° 0.36 2
MSN-M8-77T-S20C ● 20 77 143 14.5 3°30′ 0.49 2
MSN-M8-80-S16C ● 16 80 135 15.5 - 0.32 1
MSN-M8-120-S16C ● 16 120 175 15.5 - 0.42 1
MSN-M8-152-S16C ● 16 152 207 15.5 - 0.51 1
MSN-M10-20-S20C ● 20 20 80 19.5 - 6 0.29 1
MSN-M10-40-S20C ● 20 40 100 19.5 - 0.39 1
MSN-M10-40T-S20C ● 20 40 100 18.5 0°43′ 0.39 2
MSN-M10-70-S20C ● 20 70 130 19.5 - 0.50 1
MSN-M10-85T-S25C ● 25 85 161 18.5 4° 0.90 2
Mini
Hinweis: Siehe Seite 4 für empfohlene Drehmomente.
MSN Hartmetall Schaft
3
4
4M10
M8
M6
KühlmittelbohrungKühlmittelbohrung
7
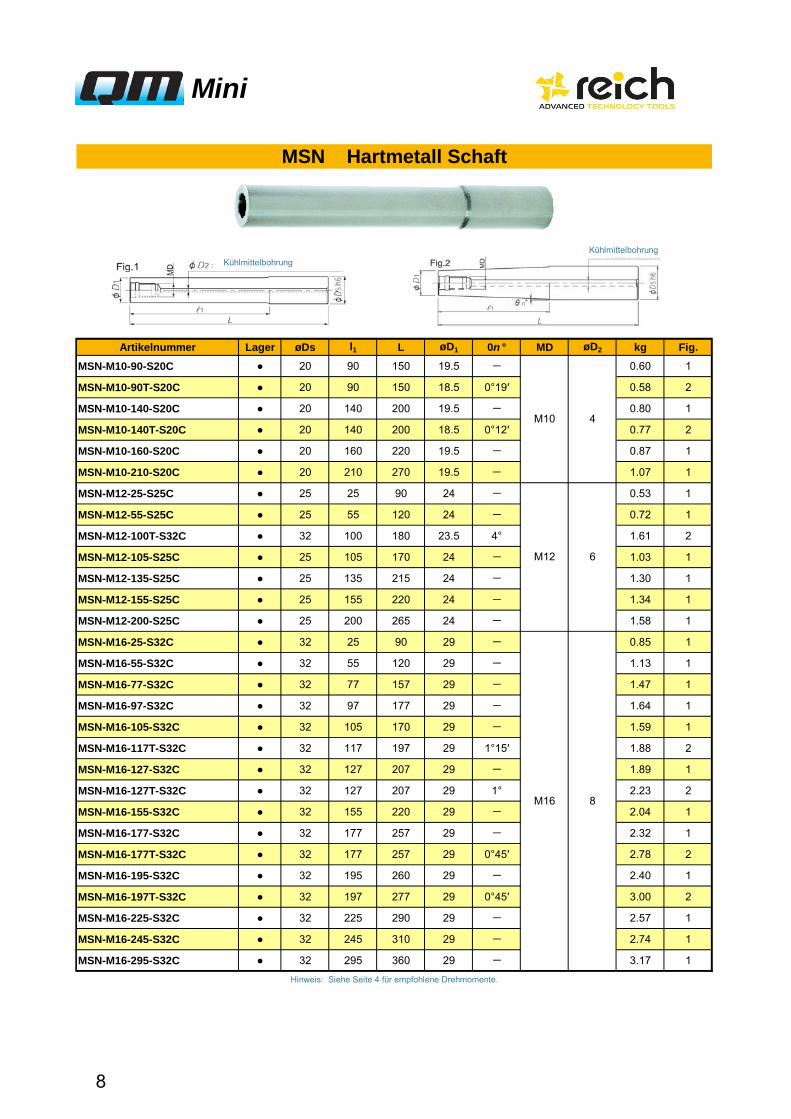
Artikelnummer Lager øDs l1 L øD1 0n ° MD øD2 kg Fig.
MSN-M10-90-S20C ● 20 90 150 19.5 - 0.60 1
MSN-M10-90T-S20C ● 20 90 150 18.5 0°19′ 0.58 2
MSN-M10-140-S20C ● 20 140 200 19.5 - 0.80 1
MSN-M10-140T-S20C ● 20 140 200 18.5 0°12′ 0.77 2
MSN-M10-160-S20C ● 20 160 220 19.5 - 0.87 1
MSN-M10-210-S20C ● 20 210 270 19.5 - 1.07 1
MSN-M12-25-S25C ● 25 25 90 24 - 0.53 1
MSN-M12-55-S25C ● 25 55 120 24 - 0.72 1
MSN-M12-100T-S32C ● 32 100 180 23.5 4° 1.61 2
MSN-M12-105-S25C ● 25 105 170 24 - 1.03 1
MSN-M12-135-S25C ● 25 135 215 24 - 1.30 1
MSN-M12-155-S25C ● 25 155 220 24 - 1.34 1
MSN-M12-200-S25C ● 25 200 265 24 - 1.58 1
MSN-M16-25-S32C ● 32 25 90 29 - 0.85 1
MSN-M16-55-S32C ● 32 55 120 29 - 1.13 1
MSN-M16-77-S32C ● 32 77 157 29 - 1.47 1
MSN-M16-97-S32C ● 32 97 177 29 - 1.64 1
MSN-M16-105-S32C ● 32 105 170 29 - 1.59 1
MSN-M16-117T-S32C ● 32 117 197 29 1°15′ 1.88 2
MSN-M16-127-S32C ● 32 127 207 29 - 1.89 1
MSN-M16-127T-S32C ● 32 127 207 29 1° 2.23 2
MSN-M16-155-S32C ● 32 155 220 29 - 2.04 1
MSN-M16-177-S32C ● 32 177 257 29 - 2.32 1
MSN-M16-177T-S32C ● 32 177 257 29 0°45′ 2.78 2
MSN-M16-195-S32C ● 32 195 260 29 - 2.40 1
MSN-M16-197T-S32C ● 32 197 277 29 0°45′ 3.00 2
MSN-M16-225-S32C ● 32 225 290 29 - 2.57 1
MSN-M16-245-S32C ● 32 245 310 29 - 2.74 1
MSN-M16-295-S32C ● 32 295 360 29 - 3.17 1
Mini
Hinweis: Siehe Seite 4 für empfohlene Drehmomente.
8
6
4
MSN Hartmetall Schaft
M10
M12
M16
Kühlmittelbohrung
Kühlmittelbohrung
8
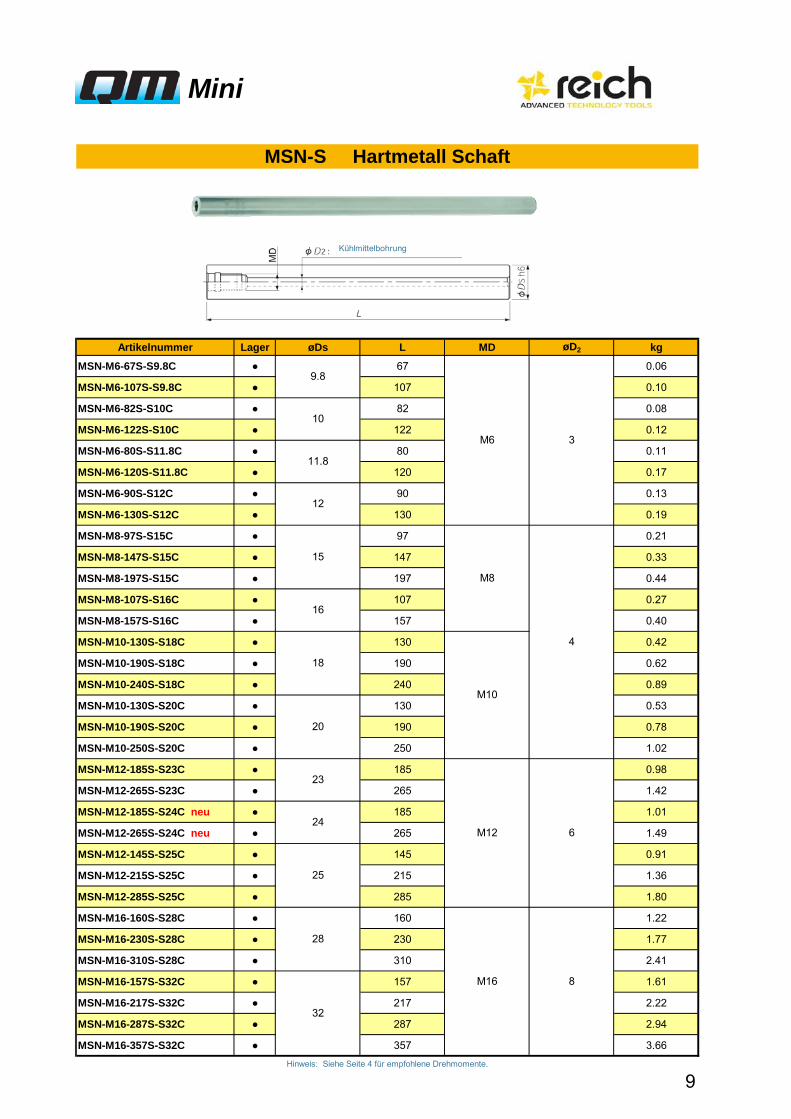
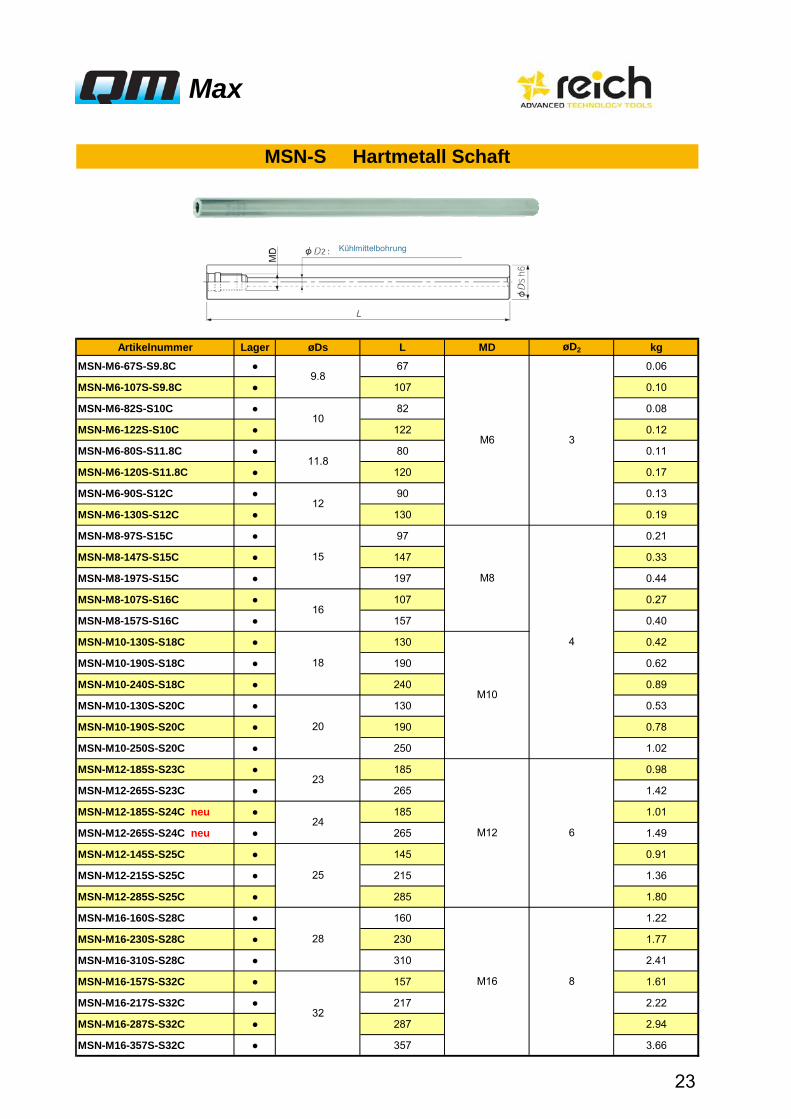
Artikelnummer Lager øDs L MD øD2 kg
MSN-M6-67S-S9.8C ● 67 0.06
MSN-M6-107S-S9.8C ● 107 0.10
MSN-M6-82S-S10C ● 82 0.08
MSN-M6-122S-S10C ● 122 0.12
MSN-M6-80S-S11.8C ● 80 0.11
MSN-M6-120S-S11.8C ● 120 0.17
MSN-M6-90S-S12C ● 90 0.13
MSN-M6-130S-S12C ● 130 0.19
MSN-M8-97S-S15C ● 97 0.21
MSN-M8-147S-S15C ● 147 0.33
MSN-M8-197S-S15C ● 197 0.44
MSN-M8-107S-S16C ● 107 0.27
MSN-M8-157S-S16C ● 157 0.40
MSN-M10-130S-S18C ● 130 0.42
MSN-M10-190S-S18C ● 190 0.62
MSN-M10-240S-S18C ● 240 0.89
MSN-M10-130S-S20C ● 130 0.53
MSN-M10-190S-S20C ● 190 0.78
MSN-M10-250S-S20C ● 250 1.02
MSN-M12-185S-S23C ● 185 0.98
MSN-M12-265S-S23C ● 265 1.42
MSN-M12-185S-S24C neu ● 185 1.01
MSN-M12-265S-S24C neu ● 265 1.49
MSN-M12-145S-S25C ● 145 0.91
MSN-M12-215S-S25C ● 215 1.36
MSN-M12-285S-S25C ● 285 1.80
MSN-M16-160S-S28C ● 160 1.22
MSN-M16-230S-S28C ● 230 1.77
MSN-M16-310S-S28C ● 310 2.41
MSN-M16-157S-S32C ● 157 1.61
MSN-M16-217S-S32C ● 217 2.22
MSN-M16-287S-S32C ● 287 2.94
MSN-M16-357S-S32C ● 357 3.66
24
Mini
Hinweis: Siehe Seite 4 für empfohlene Drehmomente.
4
3M6
M8
M10
25
28
32
8
6M12
M16
15
16
18
20
23
MSN-S Hartmetall Schaft
9.8
10
11.8
12
Kühlmittelbohrung
9
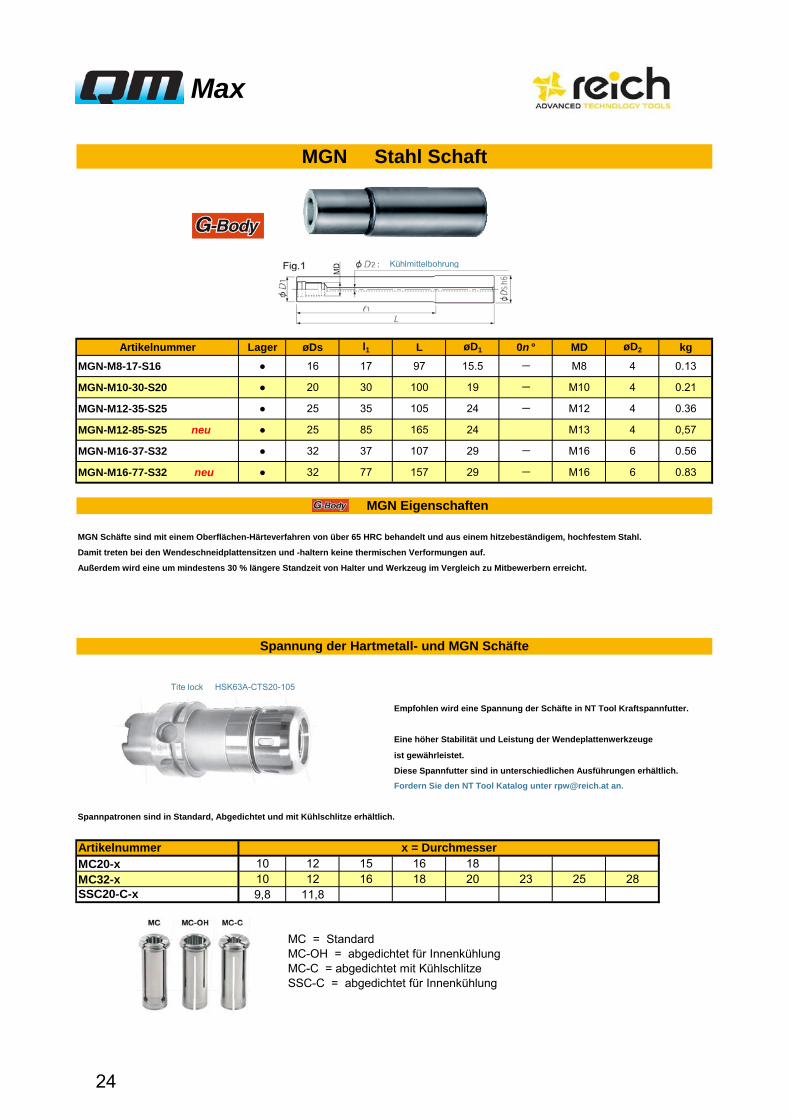
Artikelnummer Lager øDs l1 L øD1 0n ° MD øD2 kg
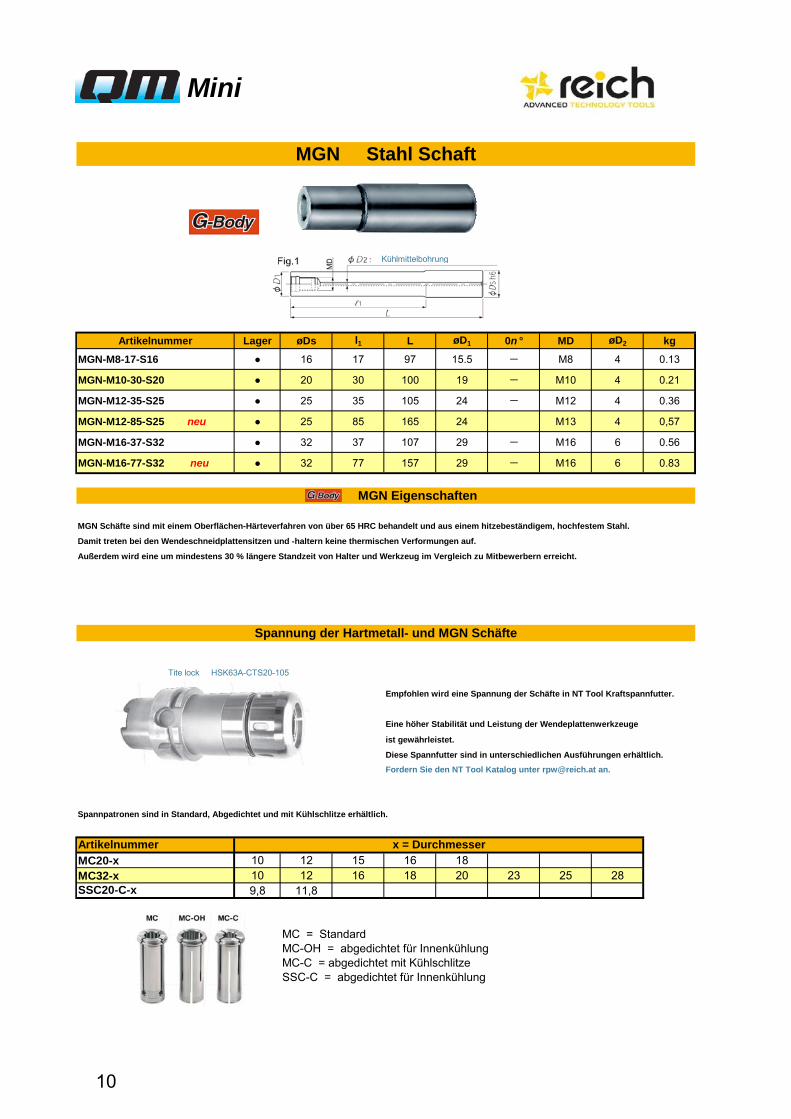
MGN-M8-17-S16 ● 16 17 97 15.5 - M8 4 0.13
MGN-M10-30-S20 ● 20 30 100 19 - M10 4 0.21
MGN-M12-35-S25 ● 25 35 105 24 - M12 4 0.36
MGN-M12-85-S25 neu ● 25 85 165 24 M13 4 0,57
MGN-M16-37-S32 ● 32 37 107 29 - M16 6 0.56
MGN-M16-77-S32 neu ● 32 77 157 29 - M16 6 0.83
ist gewährleistet.
Diese Spannfutter sind in unterschiedlichen Ausführungen erhältlich.
Artikelnummer
MC20-x 10 12 15 16 18MC32-x 10 12 16 18 20 23 25 28SSC20-C-x 9,8 11,8
MC = StandardMC-OH = abgedichtet für InnenkühlungMC-C = abgedichtet mit KühlschlitzeSSC-C = abgedichtet für Innenkühlung
Spannpatronen sind in Standard, Abgedichtet und mit Kühlschlitze erhältlich.
x = Durchmesser
Fordern Sie den NT Tool Katalog unter [email protected] an.
Mini
Spannung der Hartmetall- und MGN Schäfte
Empfohlen wird eine Spannung der Schäfte in NT Tool Kraftspannfutter.
Eine höher Stabilität und Leistung der Wendeplattenwerkzeuge
MGN Stahl Schaft
MGN Schäfte sind mit einem Oberflächen-Härteverfahren von über 65 HRC behandelt und aus einem hitzebeständigem, hochfestem Stahl.
Damit treten bei den Wendeschneidplattensitzen und -haltern keine thermischen Verformungen auf.
Außerdem wird eine um mindestens 30 % längere Standzeit von Halter und Werkzeug im Vergleich zu Mitbewerbern erreicht.
MGN Eigenschaften
Tite lock HSK63A-CTS20-105
Kühlmittelbohrung
10
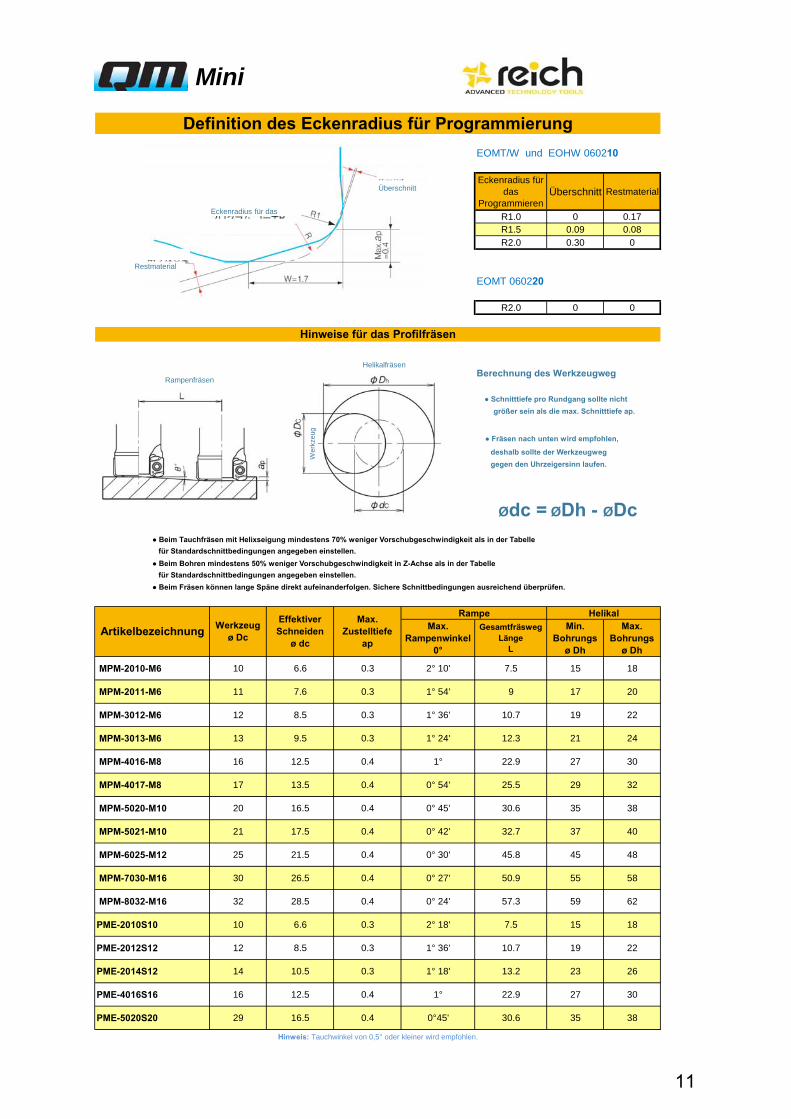
Eckenradius für das
ProgrammierenÜberschnitt Restmaterial
R1.0 0 0.17R1.5 0.09 0.08R2.0 0.30 0
EOMT 060220
R2.0 0 0
Max. Rampenwinkel
0°
Gesamtfräsweg Länge
L
Min. Bohrungs
ø Dh
Max. Bohrungs
ø Dh
MPM-2010-M6 10 6.6 0.3 2° 10' 7.5 15 18
MPM-2011-M6 11 7.6 0.3 1° 54' 9 17 20
MPM-3012-M6 12 8.5 0.3 1° 36' 10.7 19 22
MPM-3013-M6 13 9.5 0.3 1° 24' 12.3 21 24
MPM-4016-M8 16 12.5 0.4 1° 22.9 27 30
MPM-4017-M8 17 13.5 0.4 0° 54' 25.5 29 32
MPM-5020-M10 20 16.5 0.4 0° 45' 30.6 35 38
MPM-5021-M10 21 17.5 0.4 0° 42' 32.7 37 40
MPM-6025-M12 25 21.5 0.4 0° 30' 45.8 45 48
MPM-7030-M16 30 26.5 0.4 0° 27' 50.9 55 58
MPM-8032-M16 32 28.5 0.4 0° 24' 57.3 59 62
PME-2010S10 10 6.6 0.3 2° 18' 7.5 15 18
PME-2012S12 12 8.5 0.3 1° 36' 10.7 19 22
PME-2014S12 14 10.5 0.3 1° 18' 13.2 23 26
PME-4016S16 16 12.5 0.4 1° 22.9 27 30
PME-5020S20 29 16.5 0.4 0°45' 30.6 35 38
Mini
● Schnitttiefe pro Rundgang sollte nicht
größer sein als die max. Schnitttiefe ap.
● Fräsen nach unten wird empfohlen,
Hinweis: Tauchwinkel von 0,5° oder kleiner wird empfohlen.
● Beim Fräsen können lange Späne direkt aufeinanderfolgen. Sichere Schnittbedingungen ausreichend überprüfen.
● Beim Bohren mindestens 50% weniger Vorschubgeschwindigkeit in Z-Achse als in der Tabelle
● Beim Tauchfräsen mit Helixseigung mindestens 70% weniger Vorschubgeschwindigkeit als in der Tabelle
für Standardschnittbedingungen angegeben einstellen.
für Standardschnittbedingungen angegeben einstellen.
Definition des Eckenradius für Programmierung
Rampe HelikalMax.
Zustelltiefe ap
Effektiver Schneiden
ø dc
Werkzeug ø Dc
EOMT/W und EOHW 060210
Artikelbezeichnung
Hinweise für das Profilfräsen
Berechnung des Werkzeugweg
deshalb sollte der Werkzeugweg
gegen den Uhrzeigersinn laufen.
Ødc = ØDh - ØDc
Rampenfräsen
Helikalfräsen
Wer
kzeu
g
Eckenradius für das
Restmaterial
Überschnitt
11
Schraubendreher sind fest voreingestellt.Auslösegenauigkeit ±10%
Verminderung von Schäden an den Schrauben beim Anziehen- und Lösenprozess.Ebenso wird der Schneideinsatz mit dem richtigen Druck im Halter befestigt.Eine besser Lebensdauer der Schneidplatten beim Fräsen wird gewährleistet.
Artikelnummer Nm Torx Klinge Verwendbar in Halter36229 0,5 T-6 26064 MPM , PME
Aus hochwertigen Chrom-Anadium-Molybdän Stahl, durchgehend gehärtet. Mattverchromt.
Artikelnummer Torx Nm Schraubend. Verwendbar in Halter26064 T-6 0,5 36229 MPM, PME
Schneidplatten-Befestigung
1. Stellen Sie sicher, dass der Plattensitz sorgfältig gereinigt wird2. Vergewissern Sie sich auf die Sauberkeit der Bohrung und Schraubenkonus3. Tauschen der Schraube beim 10 - 15 Schneidplattenwechsel4. Schraube nicht zu fest anziehen. Siehe Drehmomenttabelle
Drehmomentschlüssel
Torx Wechselklingen
Mini
12
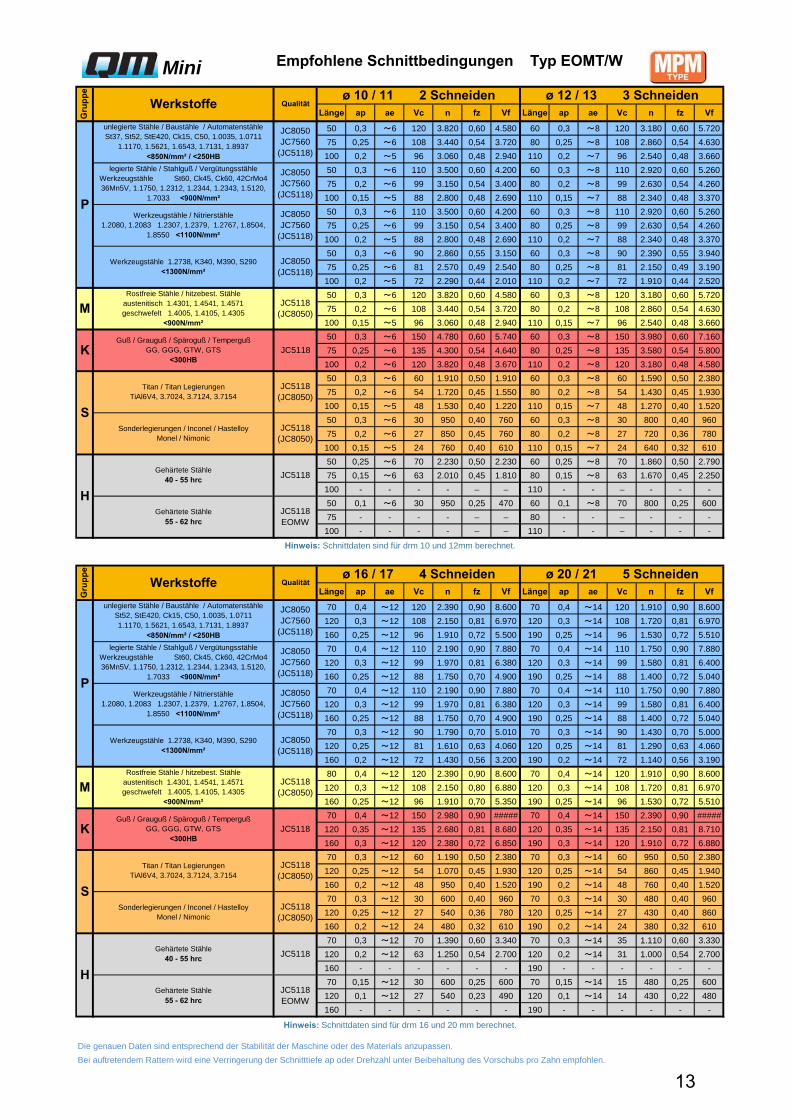
Länge ap ae Vc n fz Vf Länge ap ae Vc n fz Vf
50 0,3 ~6 120 3.820 0,60 4.580 60 0,3 ~8 120 3.180 0,60 5.720
75 0,25 ~6 108 3.440 0,54 3.720 80 0,25 ~8 108 2.860 0,54 4.630
100 0,2 ~5 96 3.060 0,48 2.940 110 0,2 ~7 96 2.540 0,48 3.660
50 0,3 ~6 110 3.500 0,60 4.200 60 0,3 ~8 110 2.920 0,60 5.260
75 0,2 ~6 99 3.150 0,54 3.400 80 0,2 ~8 99 2.630 0,54 4.260
100 0,15 ~5 88 2.800 0,48 2.690 110 0,15 ~7 88 2.340 0,48 3.370
50 0,3 ~6 110 3.500 0,60 4.200 60 0,3 ~8 110 2.920 0,60 5.260
75 0,25 ~6 99 3.150 0,54 3.400 80 0,25 ~8 99 2.630 0,54 4.260
100 0,2 ~5 88 2.800 0,48 2.690 110 0,2 ~7 88 2.340 0,48 3.370
50 0,3 ~6 90 2.860 0,55 3.150 60 0,3 ~8 90 2.390 0,55 3.940
75 0,25 ~6 81 2.570 0,49 2.540 80 0,25 ~8 81 2.150 0,49 3.190
100 0,2 ~5 72 2.290 0,44 2.010 110 0,2 ~7 72 1.910 0,44 2.520
50 0,3 ~6 120 3.820 0,60 4.580 60 0,3 ~8 120 3.180 0,60 5.720
75 0,2 ~6 108 3.440 0,54 3.720 80 0,2 ~8 108 2.860 0,54 4.630
100 0,15 ~5 96 3.060 0,48 2.940 110 0,15 ~7 96 2.540 0,48 3.660
50 0,3 ~6 150 4.780 0,60 5.740 60 0,3 ~8 150 3.980 0,60 7.160
75 0,25 ~6 135 4.300 0,54 4.640 80 0,25 ~8 135 3.580 0,54 5.800
100 0,2 ~6 120 3.820 0,48 3.670 110 0,2 ~8 120 3.180 0,48 4.580
50 0,3 ~6 60 1.910 0,50 1.910 60 0,3 ~8 60 1.590 0,50 2.380
75 0,2 ~6 54 1.720 0,45 1.550 80 0,2 ~8 54 1.430 0,45 1.930
100 0,15 ~5 48 1.530 0,40 1.220 110 0,15 ~7 48 1.270 0,40 1.520
50 0,3 ~6 30 950 0,40 760 60 0,3 ~8 30 800 0,40 960
75 0,2 ~6 27 850 0,45 760 80 0,2 ~8 27 720 0,36 780
100 0,15 ~5 24 760 0,40 610 110 0,15 ~7 24 640 0,32 610
50 0,25 ~6 70 2.230 0,50 2.230 60 0,25 ~8 70 1.860 0,50 2.790
75 0,15 ~6 63 2.010 0,45 1.810 80 0,15 ~8 63 1.670 0,45 2.250
100 - - - - – – 110 - - – - - -
50 0,1 ~6 30 950 0,25 470 60 0,1 ~8 70 800 0,25 600
75 - - - - – – 80 - - – - - -
100 - - - - – – 110 - - – - - -
Länge ap ae Vc n fz Vf Länge ap ae Vc n fz Vf
70 0,4 ~12 120 2.390 0,90 8.600 70 0,4 ~14 120 1.910 0,90 8.600
120 0,3 ~12 108 2.150 0,81 6.970 120 0,3 ~14 108 1.720 0,81 6.970
160 0,25 ~12 96 1.910 0,72 5.500 190 0,25 ~14 96 1.530 0,72 5.510
70 0,4 ~12 110 2.190 0,90 7.880 70 0,4 ~14 110 1.750 0,90 7.880
120 0,3 ~12 99 1.970 0,81 6.380 120 0,3 ~14 99 1.580 0,81 6.400
160 0,25 ~12 88 1.750 0,70 4.900 190 0,25 ~14 88 1.400 0,72 5.040
70 0,4 ~12 110 2.190 0,90 7.880 70 0,4 ~14 110 1.750 0,90 7.880
120 0,3 ~12 99 1.970 0,81 6.380 120 0,3 ~14 99 1.580 0,81 6.400
160 0,25 ~12 88 1.750 0,70 4.900 190 0,25 ~14 88 1.400 0,72 5.040
70 0,3 ~12 90 1.790 0,70 5.010 70 0,3 ~14 90 1.430 0,70 5.000
120 0,25 ~12 81 1.610 0,63 4.060 120 0,25 ~14 81 1.290 0,63 4.060
160 0,2 ~12 72 1.430 0,56 3.200 190 0,2 ~14 72 1.140 0,56 3.190
80 0,4 ~12 120 2.390 0,90 8.600 70 0,4 ~14 120 1.910 0,90 8.600
120 0,3 ~12 108 2.150 0,80 6.880 120 0,3 ~14 108 1.720 0,81 6.970
160 0,25 ~12 96 1.910 0,70 5.350 190 0,25 ~14 96 1.530 0,72 5.510
70 0,4 ~12 150 2.980 0,90 ##### 70 0,4 ~14 150 2.390 0,90 #####
120 0,35 ~12 135 2.680 0,81 8.680 120 0,35 ~14 135 2.150 0,81 8.710
160 0,3 ~12 120 2.380 0,72 6.850 190 0,3 ~14 120 1.910 0,72 6.880
70 0,3 ~12 60 1.190 0,50 2.380 70 0,3 ~14 60 950 0,50 2.380
120 0,25 ~12 54 1.070 0,45 1.930 120 0,25 ~14 54 860 0,45 1.940
160 0,2 ~12 48 950 0,40 1.520 190 0,2 ~14 48 760 0,40 1.520
70 0,3 ~12 30 600 0,40 960 70 0,3 ~14 30 480 0,40 960
120 0,25 ~12 27 540 0,36 780 120 0,25 ~14 27 430 0,40 860
160 0,2 ~12 24 480 0,32 610 190 0,2 ~14 24 380 0,32 610
70 0,3 ~12 70 1.390 0,60 3.340 70 0,3 ~14 35 1.110 0,60 3.330
120 0,2 ~12 63 1.250 0,54 2.700 120 0,2 ~14 31 1.000 0,54 2.700
160 - - - - - - 190 - - - - - -
70 0,15 ~12 30 600 0,25 600 70 0,15 ~14 15 480 0,25 600
120 0,1 ~12 27 540 0,23 490 120 0,1 ~14 14 430 0,22 480
160 - - - - - - 190 - - - - - -
MiniG
rup
pe
unlegierte Stähle / Baustähle / Automatenstähle St37, St52, StE420, Ck15, C50, 1.0035, 1.0711
1.1170, 1.5621, 1.6543, 1.7131, 1.8937 <850N/mm² / <250HB
legierte Stähle / Stahlguß / Vergütungsstähle Werkzeugstähle St60, Ck45, Ck60, 42CrMo4 36Mn5V, 1.1750, 1.2312, 1.2344, 1.2343, 1.5120,
1.7033 <900N/mm²
Werkzeugstähle / Nitrierstähle 1.2080, 1.2083 1.2307, 1.2379, 1.2767, 1.8504,
1.8550 <1100N/mm²
P
Werkzeugstähle 1.2738, K340, M390, S290 <1300N/mm²
QualitätWerkstoffe
Die genauen Daten sind entsprechend der Stabilität der Maschine oder des Materials anzupassen.
Bei auftretendem Rattern wird eine Verringerung der Schnitttiefe ap oder Drehzahl unter Beibehaltung des Vorschubs pro Zahn empfohlen.
Hinweis: Schnittdaten sind für drm 10 und 12mm berechnet.
Gehärtete Stähle 55 - 62 hrc
Hinweis: Schnittdaten sind für drm 16 und 20 mm berechnet.
M
K
JC5118 (JC8050)
JC5118 (JC8050)
Guß / Grauguß / Späroguß / Temperguß GG, GGG, GTW, GTS
<300HB
Rostfreie Stähle / hitzebest. Stähle austenitisch 1.4301, 1.4541, 1.4571 geschwefelt 1.4005, 1.4105, 1.4305
<900N/mm²
JC8050 JC7560
(JC5118)
JC8050 JC7560
(JC5118)
JC8050 (JC5118)
H
JC5118
Gehärtete Stähle 40 - 55 hrc
Titan / Titan Legierungen TiAl6V4, 3.7024, 3.7124, 3.7154
Sonderlegierungen / Inconel / Hastelloy Monel / Nimonic
JC8050 (JC5118)
JC8050 JC7560
(JC5118)
S
Titan / Titan Legierungen TiAl6V4, 3.7024, 3.7124, 3.7154
JC5118 (JC8050)
Sonderlegierungen / Inconel / Hastelloy Monel / Nimonic
JC5118 (JC8050)
JC5118 (JC8050)
Gru
pp
e
Werkstoffe Qualität
S
JC5118
JC5118 EOMW
JC5118
KGuß / Grauguß / Späroguß / Temperguß
GG, GGG, GTW, GTS <300HB
H
Gehärtete Stähle 40 - 55 hrc
JC5118
Gehärtete Stähle 55 - 62 hrc
JC5118 EOMW
Empfohlene Schnittbedingungen Typ EOMT/W
MRostfreie Stähle / hitzebest. Stähle
austenitisch 1.4301, 1.4541, 1.4571 geschwefelt 1.4005, 1.4105, 1.4305
<900N/mm²
JC5118 (JC8050)
P
unlegierte Stähle / Baustähle / Automatenstähle St52, StE420, Ck15, C50, 1.0035, 1.0711 1.1170, 1.5621, 1.6543, 1.7131, 1.8937
<850N/mm² / <250HB
JC8050 JC7560
(JC5118)
legierte Stähle / Stahlguß / Vergütungsstähle Werkzeugstähle St60, Ck45, Ck60, 42CrMo4 36Mn5V, 1.1750, 1.2312, 1.2344, 1.2343, 1.5120,
1.7033 <900N/mm²
JC8050 JC7560
(JC5118)
Werkzeugstähle / Nitrierstähle 1.2080, 1.2083 1.2307, 1.2379, 1.2767, 1.8504,
1.8550 <1100N/mm²
JC8050 JC7560
(JC5118)
Werkzeugstähle 1.2738, K340, M390, S290 <1300N/mm²
ø 10 / 11 2 Schneiden ø 12 / 13 3 Schneiden
ø 16 / 17 4 Schneiden ø 20 / 21 5 Schneiden
13
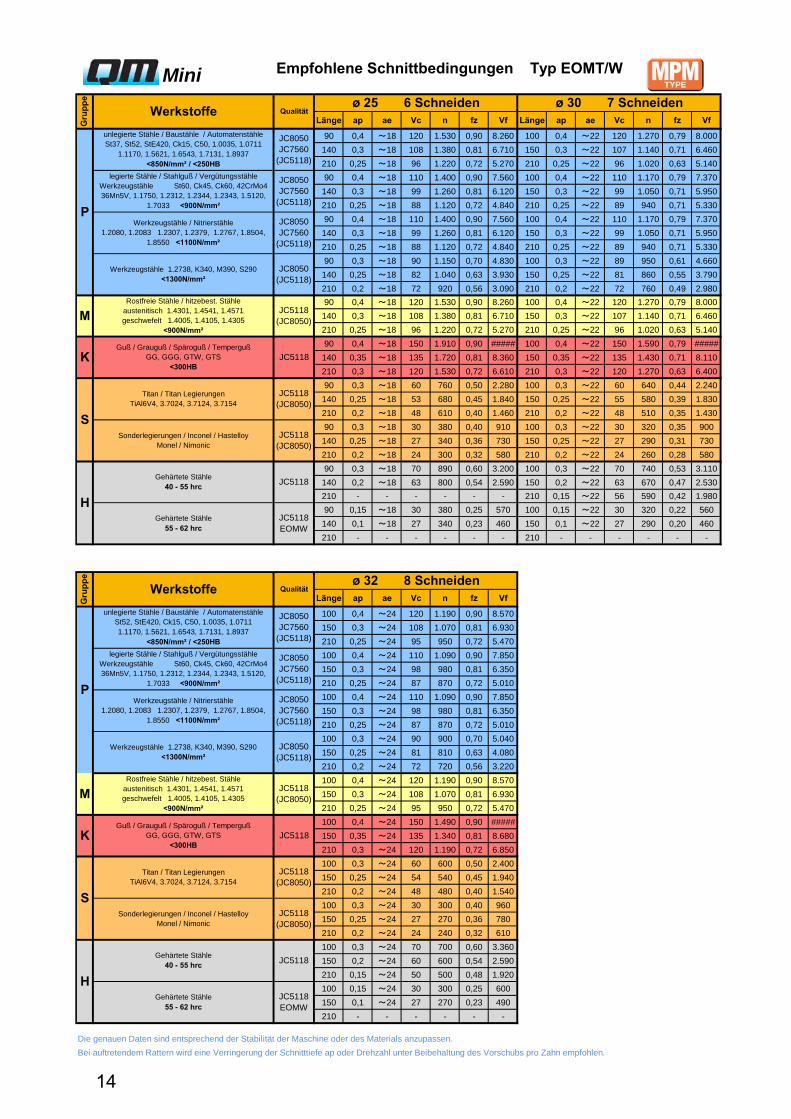
Länge ap ae Vc n fz Vf Länge ap ae Vc n fz Vf
90 0,4 ~18 120 1.530 0,90 8.260 100 0,4 ~22 120 1.270 0,79 8.000
140 0,3 ~18 108 1.380 0,81 6.710 150 0,3 ~22 107 1.140 0,71 6.460
210 0,25 ~18 96 1.220 0,72 5.270 210 0,25 ~22 96 1.020 0,63 5.140
90 0,4 ~18 110 1.400 0,90 7.560 100 0,4 ~22 110 1.170 0,79 7.370
140 0,3 ~18 99 1.260 0,81 6.120 150 0,3 ~22 99 1.050 0,71 5.950
210 0,25 ~18 88 1.120 0,72 4.840 210 0,25 ~22 89 940 0,71 5.330
90 0,4 ~18 110 1.400 0,90 7.560 100 0,4 ~22 110 1.170 0,79 7.370
140 0,3 ~18 99 1.260 0,81 6.120 150 0,3 ~22 99 1.050 0,71 5.950
210 0,25 ~18 88 1.120 0,72 4.840 210 0,25 ~22 89 940 0,71 5.330
90 0,3 ~18 90 1.150 0,70 4.830 100 0,3 ~22 89 950 0,61 4.660
140 0,25 ~18 82 1.040 0,63 3.930 150 0,25 ~22 81 860 0,55 3.790
210 0,2 ~18 72 920 0,56 3.090 210 0,2 ~22 72 760 0,49 2.980
90 0,4 ~18 120 1.530 0,90 8.260 100 0,4 ~22 120 1.270 0,79 8.000
140 0,3 ~18 108 1.380 0,81 6.710 150 0,3 ~22 107 1.140 0,71 6.460
210 0,25 ~18 96 1.220 0,72 5.270 210 0,25 ~22 96 1.020 0,63 5.140
90 0,4 ~18 150 1.910 0,90 ##### 100 0,4 ~22 150 1.590 0,79 #####
140 0,35 ~18 135 1.720 0,81 8.360 150 0,35 ~22 135 1.430 0,71 8.110
210 0,3 ~18 120 1.530 0,72 6.610 210 0,3 ~22 120 1.270 0,63 6.400
90 0,3 ~18 60 760 0,50 2.280 100 0,3 ~22 60 640 0,44 2.240
140 0,25 ~18 53 680 0,45 1.840 150 0,25 ~22 55 580 0,39 1.830
210 0,2 ~18 48 610 0,40 1.460 210 0,2 ~22 48 510 0,35 1.430
90 0,3 ~18 30 380 0,40 910 100 0,3 ~22 30 320 0,35 900
140 0,25 ~18 27 340 0,36 730 150 0,25 ~22 27 290 0,31 730
210 0,2 ~18 24 300 0,32 580 210 0,2 ~22 24 260 0,28 580
90 0,3 ~18 70 890 0,60 3.200 100 0,3 ~22 70 740 0,53 3.110
140 0,2 ~18 63 800 0,54 2.590 150 0,2 ~22 63 670 0,47 2.530
210 - - - - - - 210 0,15 ~22 56 590 0,42 1.980
90 0,15 ~18 30 380 0,25 570 100 0,15 ~22 30 320 0,22 560
140 0,1 ~18 27 340 0,23 460 150 0,1 ~22 27 290 0,20 460
210 - - - - - - 210 - - - - - -
Länge ap ae Vc n fz Vf
100 0,4 ~24 120 1.190 0,90 8.570
150 0,3 ~24 108 1.070 0,81 6.930
210 0,25 ~24 95 950 0,72 5.470
100 0,4 ~24 110 1.090 0,90 7.850
150 0,3 ~24 98 980 0,81 6.350
210 0,25 ~24 87 870 0,72 5.010
100 0,4 ~24 110 1.090 0,90 7.850
150 0,3 ~24 98 980 0,81 6.350
210 0,25 ~24 87 870 0,72 5.010
100 0,3 ~24 90 900 0,70 5.040
150 0,25 ~24 81 810 0,63 4.080
210 0,2 ~24 72 720 0,56 3.220
100 0,4 ~24 120 1.190 0,90 8.570
150 0,3 ~24 108 1.070 0,81 6.930
210 0,25 ~24 95 950 0,72 5.470
100 0,4 ~24 150 1.490 0,90 #####
150 0,35 ~24 135 1.340 0,81 8.680
210 0,3 ~24 120 1.190 0,72 6.850
100 0,3 ~24 60 600 0,50 2.400
150 0,25 ~24 54 540 0,45 1.940
210 0,2 ~24 48 480 0,40 1.540
100 0,3 ~24 30 300 0,40 960
150 0,25 ~24 27 270 0,36 780
210 0,2 ~24 24 240 0,32 610
100 0,3 ~24 70 700 0,60 3.360
150 0,2 ~24 60 600 0,54 2.590
210 0,15 ~24 50 500 0,48 1.920
100 0,15 ~24 30 300 0,25 600
150 0,1 ~24 27 270 0,23 490
210 - - - - - -
Die genauen Daten sind entsprechend der Stabilität der Maschine oder des Materials anzupassen.
Bei auftretendem Rattern wird eine Verringerung der Schnitttiefe ap oder Drehzahl unter Beibehaltung des Vorschubs pro Zahn empfohlen.
H
K
M
Guß / Grauguß / Späroguß / Temperguß GG, GGG, GTW, GTS
<300HBJC5118
Rostfreie Stähle / hitzebest. Stähle austenitisch 1.4301, 1.4541, 1.4571 geschwefelt 1.4005, 1.4105, 1.4305
<900N/mm²
JC5118 (JC8050)
S
Titan / Titan Legierungen TiAl6V4, 3.7024, 3.7124, 3.7154
JC5118 (JC8050)
Sonderlegierungen / Inconel / Hastelloy Monel / Nimonic
JC5118 (JC8050)
Gehärtete Stähle 40 - 55 hrc
JC5118
Gehärtete Stähle 55 - 62 hrc
JC5118 EOMW
P
unlegierte Stähle / Baustähle / Automatenstähle St52, StE420, Ck15, C50, 1.0035, 1.0711 1.1170, 1.5621, 1.6543, 1.7131, 1.8937
<850N/mm² / <250HB
JC8050 JC7560
(JC5118)
legierte Stähle / Stahlguß / Vergütungsstähle Werkzeugstähle St60, Ck45, Ck60, 42CrMo4 36Mn5V, 1.1750, 1.2312, 1.2344, 1.2343, 1.5120,
1.7033 <900N/mm²
JC8050 JC7560
(JC5118)
Werkzeugstähle / Nitrierstähle 1.2080, 1.2083 1.2307, 1.2379, 1.2767, 1.8504,
1.8550 <1100N/mm²
JC8050 JC7560
(JC5118)
Werkzeugstähle 1.2738, K340, M390, S290 <1300N/mm²
JC8050 (JC5118)
Gru
pp
e
Werkstoffe Qualitätø 32 8 Schneiden
S
Titan / Titan Legierungen TiAl6V4, 3.7024, 3.7124, 3.7154
JC5118 (JC8050)
Sonderlegierungen / Inconel / Hastelloy Monel / Nimonic
JC5118 (JC8050)
H
Gehärtete Stähle 40 - 55 hrc
JC5118
Gehärtete Stähle 55 - 62 hrc
JC5118 EOMW
MRostfreie Stähle / hitzebest. Stähle
austenitisch 1.4301, 1.4541, 1.4571 geschwefelt 1.4005, 1.4105, 1.4305
<900N/mm²
JC5118 (JC8050)
KGuß / Grauguß / Späroguß / Temperguß
GG, GGG, GTW, GTS <300HB
JC5118
P
unlegierte Stähle / Baustähle / Automatenstähle St37, St52, StE420, Ck15, C50, 1.0035, 1.0711
1.1170, 1.5621, 1.6543, 1.7131, 1.8937 <850N/mm² / <250HB
JC8050 JC7560
(JC5118)
legierte Stähle / Stahlguß / Vergütungsstähle Werkzeugstähle St60, Ck45, Ck60, 42CrMo4 36Mn5V, 1.1750, 1.2312, 1.2344, 1.2343, 1.5120,
1.7033 <900N/mm²
JC8050 JC7560
(JC5118)
Werkzeugstähle / Nitrierstähle 1.2080, 1.2083 1.2307, 1.2379, 1.2767, 1.8504,
1.8550 <1100N/mm²
JC8050 JC7560
(JC5118)
Werkzeugstähle 1.2738, K340, M390, S290 <1300N/mm²
JC8050 (JC5118)
Empfohlene Schnittbedingungen Typ EOMT/WG
rup
pe
Werkstoffe Qualitätø 25 6 Schneiden ø 30 7 Schneiden
Mini
14
Länge ap ae Vc n fz Vf Länge ap ae Vc n fz Vf
50 0,25 ~6 200 6.370 0,40 5.100 60 0,25 ~7 200 5.300 0,40 6.360
75 0,2 ~6 180 5.730 0,36 4.080 80 0,2 ~7 180 4.770 0,36 5.090
100 0,15 ~5 160 5.100 0,32 3.260 110 0,15 ~6 160 4.240 0,32 4.070
50 0,2 ~6 150 4.770 0,45 4.290 60 0,2 ~7 150 3.980 0,45 5.370
75 0,15 ~6 135 4.290 0,40 3.430 80 0,15 ~7 135 3.580 0,40 4.300
100 - - - - - - 110 - - - - - -
50 0,1 ~6 80 2.550 0,30 1.530 60 0,15 ~7 80 2.120 0,30 1.900
75 - - - - - - 80 - - - - - -
100 - - - - - - 110 - - - - - -
Länge ap ae Vc n fz Vf Länge ap ae Vc n fz Vf
70 0,3 ~12 200 3.980 0,50 7.960 70 0,3 ~14 200 3.180 0,50 7.960
120 0,25 ~12 180 3.580 0,44 6.370 120 0,25 ~14 180 2.860 0,45 6.370
160 0,2 ~12 160 3.180 0,40 5.090 190 0,2 ~14 160 2.540 0,40 5.090
70 0,25 ~12 150 2.980 0,50 5.960 70 0,25 ~14 150 2.390 0,50 5.960
120 0,2 ~12 135 2.680 0,44 4.770 120 0,2 ~14 135 2.150 0,44 4.770
160 - - - - - - 190 - - - - - -
70 0,15 ~12 80 1.590 0,30 1.900 70 0,15 ~14 80 1.270 0,30 1.900
120 0,1 ~12 72 1.430 0,27 1.520 120 0,1 ~14 72 1.140 0,27 1.520
160 - - - - - - 190 - - - - - -
Länge ap ae Vc n fz Vf Länge ap ae Vc n fz Vf
90 0,3 ~18 200 2.550 0,50 7.650 100 0,3 ~22 200 2.120 0,50 7.420
140 0,25 ~18 180 2.290 0,45 6.120 150 0,25 ~22 180 1.910 0,44 5.940
210 0,2 ~18 160 2.040 0,40 4.900 210 0,2 ~22 160 1.700 0,40 4.750
90 0,25 ~18 149 1.900 0,50 5.700 100 0,25 ~22 150 1.590 0,50 5.560
140 0,2 ~18 134 1.710 0,44 4.560 150 0,2 ~22 135 1.430 0,44 4.450
210 - - - - - - 210 0,15 ~22 120 1.270 0,40 3.560
90 0,15 ~18 80 1.020 0,30 1.840 100 0,15 ~22 80 850 0,30 1.780
140 0,1 ~18 72 920 0,27 1.470 150 0,1 ~22 72 760 0,27 1.430
210 - - - - - - 210 - - - - - -
Länge ap ae Vc n fz Vf
100 0,3 ~24 200 1.990 0,50 7.960150 0,25 ~24 180 1.790 0,44 6.370210 0,2 ~24 160 1.590 0,40 5.090100 0,25 ~24 150 1.490 0,50 5.960
150 0,2 ~24 135 1.340 0,44 4.770
210 0,15 ~24 120 1.190 0,40 3.810
100 0,15 ~24 80 800 0,30 1.900
150 0,1 ~24 72 720 0,26 1.520
210 - - - - - -
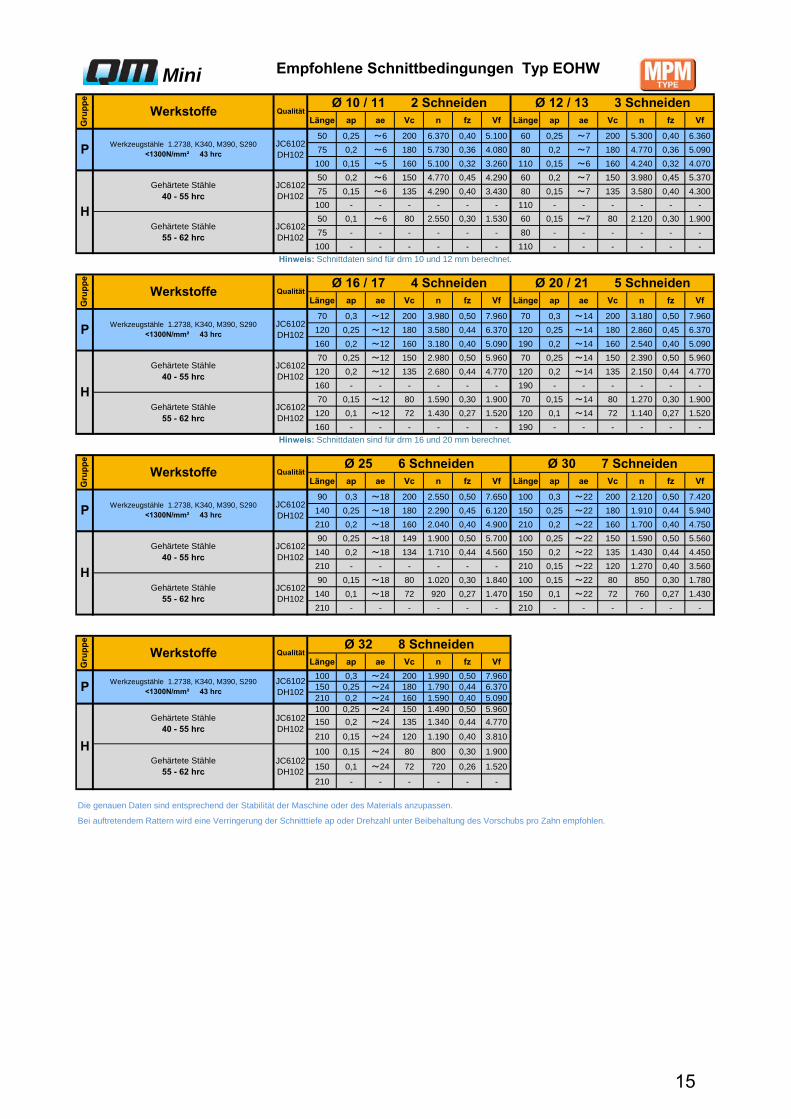
Hinweis: Schnittdaten sind für drm 10 und 12 mm berechnet.
Die genauen Daten sind entsprechend der Stabilität der Maschine oder des Materials anzupassen.
Bei auftretendem Rattern wird eine Verringerung der Schnitttiefe ap oder Drehzahl unter Beibehaltung des Vorschubs pro Zahn empfohlen.
P Werkzeugstähle 1.2738, K340, M390, S290 <1300N/mm² 43 hrc
JC6102 DH102
P Werkzeugstähle 1.2738, K340, M390, S290 <1300N/mm² 43 hrc
JC6102 DH102
Gehärtete Stähle 40 - 55 hrc
JC6102 DH102
HGehärtete Stähle
55 - 62 hrcJC6102 DH102
H
Gehärtete Stähle 40 - 55 hrc
Empfohlene Schnittbedingungen Typ EOHWG
rup
pe
Werkstoffe QualitätØ 10 / 11 2 Schneiden Ø 12 / 13 3 Schneiden
Mini
JC6102 DH102
Gehärtete Stähle 55 - 62 hrc
JC6102 DH102
H
Gehärtete Stähle 40 - 55 hrc
JC6102 DH102
Gehärtete Stähle 55 - 62 hrc
Gru
pp
e
Werkstoffe
JC6102 DH102
Qualität
Gru
pp
e
Werkstoffe Qualität
Hinweis: Schnittdaten sind für drm 16 und 20 mm berechnet.
Ø 16 / 17 4 Schneiden Ø 20 / 21 5 Schneiden
H
Gehärtete Stähle 40 - 55 hrc
JC6102 DH102
Gehärtete Stähle 55 - 62 hrc
JC6102 DH102
Ø 25 6 Schneiden Ø 30 7 Schneiden
P Werkzeugstähle 1.2738, K340, M390, S290 <1300N/mm² 43 hrc
JC6102 DH102
Gru
pp
e
Werkstoffe Qualität
Ø 32 8 Schneiden
P Werkzeugstähle 1.2738, K340, M390, S290 <1300N/mm² 43 hrc
JC6102 DH102
15
Länge apap x ae
mm²Vc n fz Vf Länge ap
ap x ae mm²
Vc n fz Vf
50 ~4.0 ~6.0 160 5.090 0,08 810 60 ~4.0 ~8.0 160 4.240 0,08 1.020
75 ~1.2 ~1.8 144 4.580 0,07 640 80 ~1.7 ~2.6 144 3.820 0,07 800
100 ~0.5 ~0.8 128 4.070 0,06 490 110 ~0.6 ~1.2 128 3.390 0,06 610
50 ~4.0 ~6.0 150 4.780 0,06 570 60 ~4.0 ~8.0 150 3.980 0,06 720
75 ~1.2 ~1.8 135 4.300 0,05 430 80 ~1.7 ~2.6 135 3.580 0,05 540
100 ~0.5 ~0.8 120 3.820 0,04 310 110 ~0.6 ~1.2 120 3.180 0,04 380
50 ~4.0 ~6.0 150 4.780 0,06 570 60 ~4.0 ~8.0 150 3.980 0,06 720
75 ~1.2 ~1.8 135 4.300 0,05 430 80 ~1.7 ~2.6 135 3.580 0,05 540
100 ~0.5 ~0.8 120 3.820 0,04 310 110 ~0.6 ~1.2 120 3.180 0,04 380
50 ~3.0 ~4.0 120 3.820 0,06 460 60 ~3.0 ~4.5 120 3.180 0,06 570
75 ~1.2 ~1.6 108 3.440 0,05 340 80 ~1.3 ~1.8 108 2.860 0,05 430
100 ~0.5 ~0.8 96 3.060 0,04 240 110 ~0.6 ~1.0 96 2.540 0,04 300
50 ~4.0 ~6.0 150 4.780 0,06 570 60 ~4.0 ~8.0 150 3.980 0,06 720
75 ~1.2 ~1.8 135 4.300 0,05 430 80 ~1.7 ~2.6 135 3.580 0,05 540
100 ~0.5 ~0.8 120 3.820 0,04 310 110 ~0.6 ~1.2 120 3.180 0,04 380
50 ~4.0 ~6.0 150 4.780 0,08 760 60 ~4.0 ~8.0 150 3.980 0,08 960
75 ~1.2 ~1.8 135 4.300 0,07 600 80 ~1.7 ~2.6 135 3.580 0,07 750
100 ~0.5 ~0.8 125 3.980 0,06 480 110 ~0.6 ~1.2 120 3.180 0,06 570
Länge apap x ae
mm²Vc n fz Vf Länge ap
ap x ae mm²
Vc n fz Vf
70 ~5.0 ~10.0 160 3.180 0,08 1.020 70 ~5.0 ~16.0 160 2.550 0,08 1.020
120 ~2.0 ~3.0 144 2.860 0,07 800 120 ~4.0 ~8.0 144 2.300 0,07 800
160 ~0.7 ~1.3 128 2.540 0,06 610 190 ~3.0 ~4.0 128 2.040 0,06 610
70 ~5.0 ~10.0 150 2.990 0,06 720 70 ~5.0 ~16.0 150 2.390 0,06 720
120 ~2.0 ~3.0 135 2.690 0,05 540 120 ~4.0 ~8.0 135 2.150 0,05 540
160 ~0.7 ~1.3 120 2.390 0,04 380 190 ~3.0 ~4.0 120 1.910 0,04 380
70 ~5.0 ~10.0 150 2.990 0,06 720 70 ~5.0 ~16.0 150 2.390 0,06 720
120 ~2.0 ~3.0 135 2.690 0,05 540 120 ~4.0 ~8.0 135 2.150 0,05 540
160 ~0.7 ~1.3 120 2.390 0,04 380 190 ~3.0 ~4.0 120 1.910 0,04 380
70 ~4.0 ~6.0 120 2.390 0,06 570 70 ~4.0 ~16.0 120 1.910 0,06 570
120 ~1.7 ~2.2 108 2.150 0,05 430 120 ~3.0 ~8.0 108 1.720 0,05 430
160 ~0.6 ~1.1 96 1.910 0,04 300 190 ~2.0 ~4.0 96 1.530 0,04 300
70 ~5.0 ~10.0 150 2.990 0,06 720 70 ~5.0 ~16.0 150 2.390 0,06 720
120 ~2.0 ~3.0 135 2.690 0,05 540 120 ~4.0 ~8.0 135 2.150 0,05 540
160 ~0.7 ~1.3 120 2.390 0,04 380 190 ~3.0 ~4.0 120 1.910 0,04 380
70 ~5.0 ~10.0 150 2.980 0,08 960 70 ~5.0 ~18.0 150 2.390 0,08 960
120 ~2.0 ~3.0 135 2.680 0,07 750 120 ~4.0 ~10.0 135 2.150 0,07 750
160 ~0.7 ~1.3 120 2.380 0,06 570 190 ~3.0 ~5.0 120 1.910 0,06 570
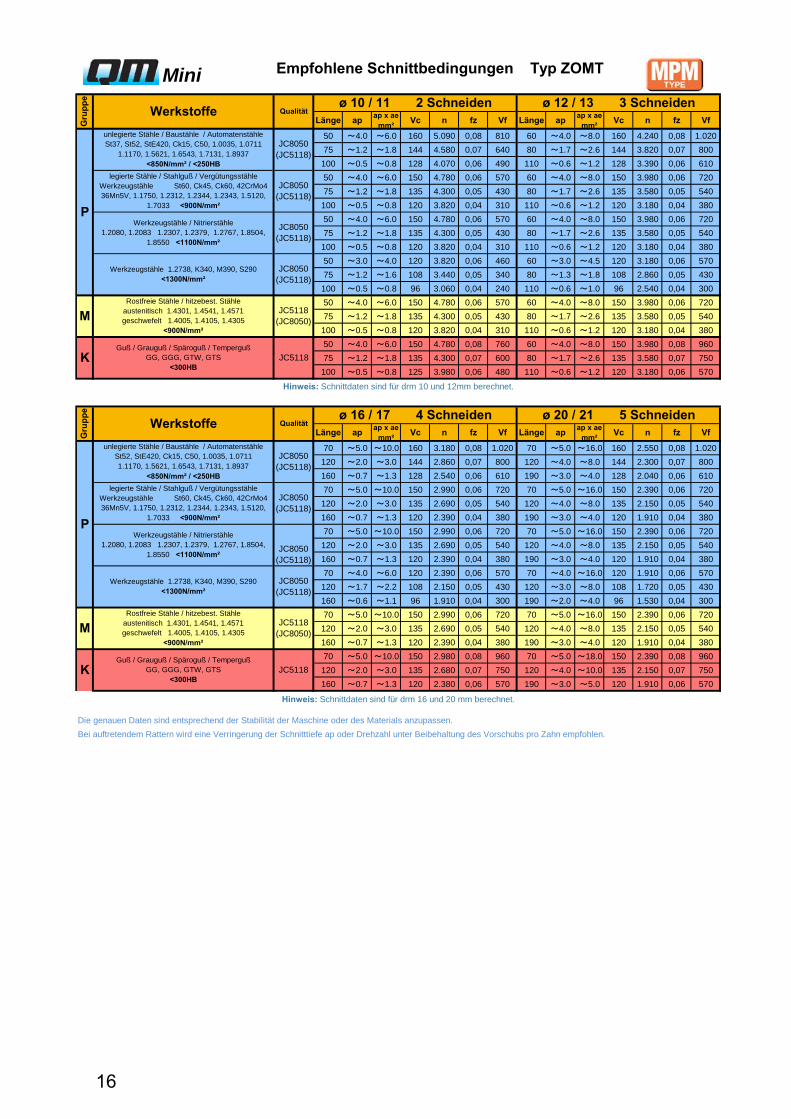
Hinweis: Schnittdaten sind für drm 16 und 20 mm berechnet.
Die genauen Daten sind entsprechend der Stabilität der Maschine oder des Materials anzupassen.
Bei auftretendem Rattern wird eine Verringerung der Schnitttiefe ap oder Drehzahl unter Beibehaltung des Vorschubs pro Zahn empfohlen.
MRostfreie Stähle / hitzebest. Stähle
austenitisch 1.4301, 1.4541, 1.4571 geschwefelt 1.4005, 1.4105, 1.4305
<900N/mm²
JC5118 (JC8050)
KGuß / Grauguß / Späroguß / Temperguß
GG, GGG, GTW, GTS <300HB
JC5118
P
unlegierte Stähle / Baustähle / Automatenstähle St52, StE420, Ck15, C50, 1.0035, 1.0711 1.1170, 1.5621, 1.6543, 1.7131, 1.8937
<850N/mm² / <250HB
JC8050 (JC5118)
legierte Stähle / Stahlguß / Vergütungsstähle Werkzeugstähle St60, Ck45, Ck60, 42CrMo4 36Mn5V, 1.1750, 1.2312, 1.2344, 1.2343, 1.5120,
1.7033 <900N/mm²
JC8050 (JC5118)
Werkzeugstähle / Nitrierstähle 1.2080, 1.2083 1.2307, 1.2379, 1.2767, 1.8504,
1.8550 <1100N/mm²JC8050
(JC5118)
Werkzeugstähle 1.2738, K340, M390, S290 <1300N/mm²
JC8050 (JC5118)
Hinweis: Schnittdaten sind für drm 10 und 12mm berechnet.
Gru
pp
e
Werkstoffe Qualitätø 16 / 17 4 Schneiden ø 20 / 21 5 Schneiden
MRostfreie Stähle / hitzebest. Stähle
austenitisch 1.4301, 1.4541, 1.4571 geschwefelt 1.4005, 1.4105, 1.4305
<900N/mm²
JC5118 (JC8050)
KGuß / Grauguß / Späroguß / Temperguß
GG, GGG, GTW, GTS <300HB
JC5118
P
unlegierte Stähle / Baustähle / Automatenstähle St37, St52, StE420, Ck15, C50, 1.0035, 1.0711
1.1170, 1.5621, 1.6543, 1.7131, 1.8937 <850N/mm² / <250HB
JC8050 (JC5118)
legierte Stähle / Stahlguß / Vergütungsstähle Werkzeugstähle St60, Ck45, Ck60, 42CrMo4 36Mn5V, 1.1750, 1.2312, 1.2344, 1.2343, 1.5120,
1.7033 <900N/mm²
JC8050 (JC5118)
Werkzeugstähle / Nitrierstähle 1.2080, 1.2083 1.2307, 1.2379, 1.2767, 1.8504,
1.8550 <1100N/mm²
JC8050 (JC5118)
Werkzeugstähle 1.2738, K340, M390, S290 <1300N/mm²
JC8050 (JC5118)
Empfohlene Schnittbedingungen Typ ZOMTG
rup
pe
Werkstoffe Qualitätø 10 / 11 2 Schneiden ø 12 / 13 3 Schneiden
Mini
16
Länge apap x ae
mm²Vc n fz Vf Länge ap
ap x ae mm²
Vc n fz Vf
90 ~5.0 ~20.0 160 2.040 0,08 980 100 ~5.0 ~22.0 160 1.700 0,07 950
140 ~4.0 ~10.0 144 1.840 0,07 770 150 ~4.0 ~15.0 144 1.530 0,06 750
210 ~3.0 ~8.0 128 1.630 0,06 590 210 ~3.0 ~8.0 128 1.360 0,05 570
90 ~5.0 ~20.0 150 1.910 0,06 690 100 ~5.0 ~22.0 150 1.590 0,05 670
140 ~4.0 ~10.0 135 1.720 0,05 520 150 ~4.0 ~15.0 135 1.430 0,04 500
210 ~3.0 ~8.0 120 1.530 0,04 370 210 ~3.0 ~8.0 120 1.270 0,04 360
90 ~5.0 ~20.0 150 1.910 0,06 690 100 ~5.0 ~22.0 110 1.170 0,07 670
140 ~4.0 ~10.0 135 1.720 0,05 520 150 ~4.0 ~15.0 99 1.050 0,06 500
210 ~3.0 ~8.0 120 1.530 0,04 370 210 ~3.0 ~8.0 89 940 0,05 360
90 ~4.0 ~20.0 120 1.530 0,06 550 100 ~5.0 ~22.0 120 1.270 0,05 530
140 ~3.0 ~10.0 108 1.380 0,05 410 150 ~4.0 ~15.0 107 1.140 0,04 400
210 ~2.0 ~8.0 96 1.220 0,04 290 210 ~3.0 ~8.0 89 940 0,03 260
90 ~5.0 ~20.0 150 1.910 0,06 690 100 ~5.0 ~22.0 150 1.590 0,05 670
140 ~4.0 ~10.0 135 1.720 0,05 520 150 ~4.0 ~15.0 135 1.430 0,04 500
210 ~3.0 ~8.0 120 1.530 0,04 370 210 ~3.0 ~8.0 120 1.270 0,04 360
90 ~5.0 ~25.0 150 1.910 0,08 920 100 ~5.0 ~24.0 150 1.590 0,07 890
140 ~4.0 ~12.0 135 1.720 0,07 720 150 ~4.0 ~16.0 135 1.430 0,06 700
210 ~3.0 ~9.0 120 1.530 0,06 550 210 ~3.0 ~9.0 120 1.270 0,05 530
Länge apap x ae
mm²Vc n fz Vf
100 ~5.0 ~22.0 160 1.590 0,08 1.020
150 ~4.0 ~15.0 144 1.430 0,07 800
210 ~3.0 ~8.0 128 1.270 0,06 610
100 ~5.0 ~22.0 150 1.490 0,06 720
150 ~4.0 ~15.0 135 1.340 0,05 540
210 ~3.0 ~8.0 120 1.190 0,04 380
100 ~5.0 ~22.0 150 1.490 0,06 720
150 ~4.0 ~15.0 135 1.340 0,05 540
210 ~3.0 ~8.0 120 1.190 0,04 380
100 ~5.0 ~22.0 120 1.190 0,06 570
150 ~4.0 ~15.0 108 1.070 0,05 430
210 ~3.0 ~8.0 95 950 0,04 300
100 ~5.0 ~22.0 150 1.490 0,06 720
150 ~4.0 ~15.0 135 1.340 0,05 540
210 ~3.0 ~8.0 120 1.190 0,04 380
100 ~5.0 ~24.0 150 1.490 0,08 960
150 ~4.0 ~16.0 135 1.340 0,07 750
210 ~3.0 ~9.0 120 1.190 0,06 570
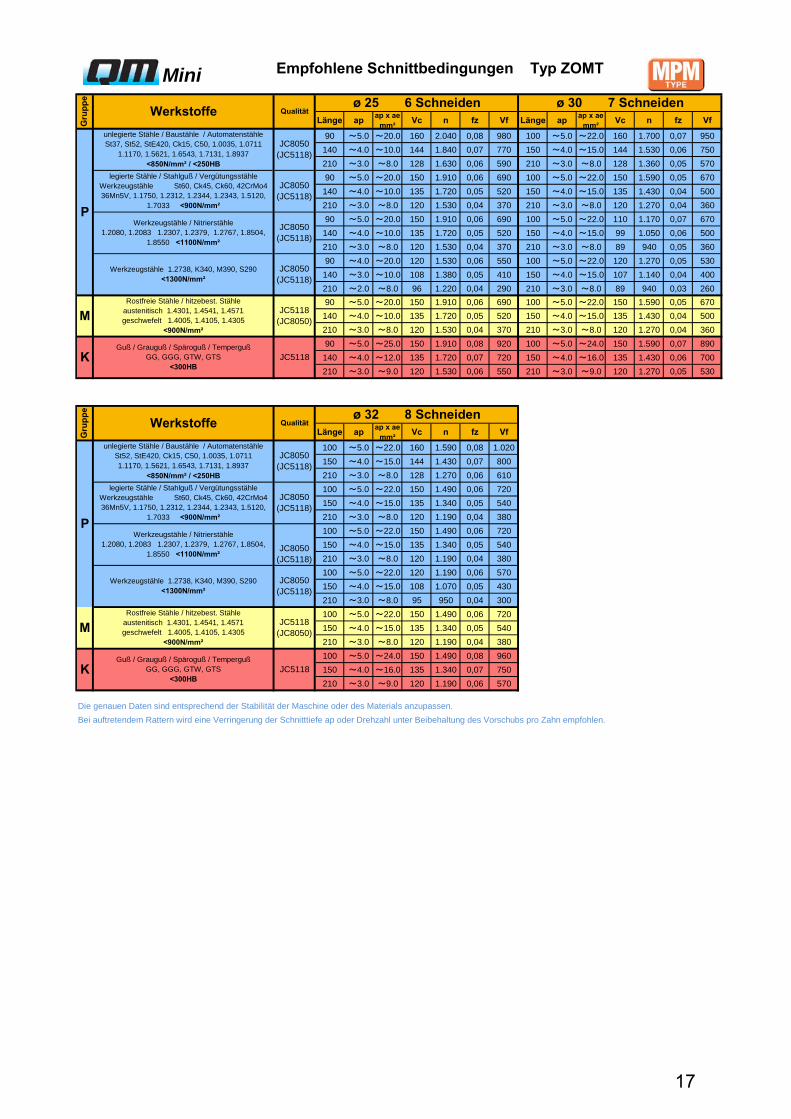
Die genauen Daten sind entsprechend der Stabilität der Maschine oder des Materials anzupassen.
Bei auftretendem Rattern wird eine Verringerung der Schnitttiefe ap oder Drehzahl unter Beibehaltung des Vorschubs pro Zahn empfohlen.
MRostfreie Stähle / hitzebest. Stähle
austenitisch 1.4301, 1.4541, 1.4571 geschwefelt 1.4005, 1.4105, 1.4305
<900N/mm²
JC5118 (JC8050)
KGuß / Grauguß / Späroguß / Temperguß
GG, GGG, GTW, GTS <300HB
JC5118
P
unlegierte Stähle / Baustähle / Automatenstähle St52, StE420, Ck15, C50, 1.0035, 1.0711 1.1170, 1.5621, 1.6543, 1.7131, 1.8937
<850N/mm² / <250HB
JC8050 (JC5118)
legierte Stähle / Stahlguß / Vergütungsstähle Werkzeugstähle St60, Ck45, Ck60, 42CrMo4 36Mn5V, 1.1750, 1.2312, 1.2344, 1.2343, 1.5120,
1.7033 <900N/mm²
JC8050 (JC5118)
Werkzeugstähle / Nitrierstähle 1.2080, 1.2083 1.2307, 1.2379, 1.2767, 1.8504,
1.8550 <1100N/mm²JC8050
(JC5118)
Werkzeugstähle 1.2738, K340, M390, S290 <1300N/mm²
JC8050 (JC5118)
Gru
pp
e
Werkstoffe Qualitätø 32 8 Schneiden
MRostfreie Stähle / hitzebest. Stähle
austenitisch 1.4301, 1.4541, 1.4571 geschwefelt 1.4005, 1.4105, 1.4305
<900N/mm²
JC5118 (JC8050)
KGuß / Grauguß / Späroguß / Temperguß
GG, GGG, GTW, GTS <300HB
JC5118
P
unlegierte Stähle / Baustähle / Automatenstähle St37, St52, StE420, Ck15, C50, 1.0035, 1.0711
1.1170, 1.5621, 1.6543, 1.7131, 1.8937 <850N/mm² / <250HB
JC8050 (JC5118)
legierte Stähle / Stahlguß / Vergütungsstähle Werkzeugstähle St60, Ck45, Ck60, 42CrMo4 36Mn5V, 1.1750, 1.2312, 1.2344, 1.2343, 1.5120,
1.7033 <900N/mm²
JC8050 (JC5118)
Werkzeugstähle / Nitrierstähle 1.2080, 1.2083 1.2307, 1.2379, 1.2767, 1.8504,
1.8550 <1100N/mm²
JC8050 (JC5118)
Werkzeugstähle 1.2738, K340, M390, S290 <1300N/mm²
JC8050 (JC5118)
Mini Empfohlene Schnittbedingungen Typ ZOMTG
rup
pe
Werkstoffe Qualitätø 25 6 Schneiden ø 30 7 Schneiden
17
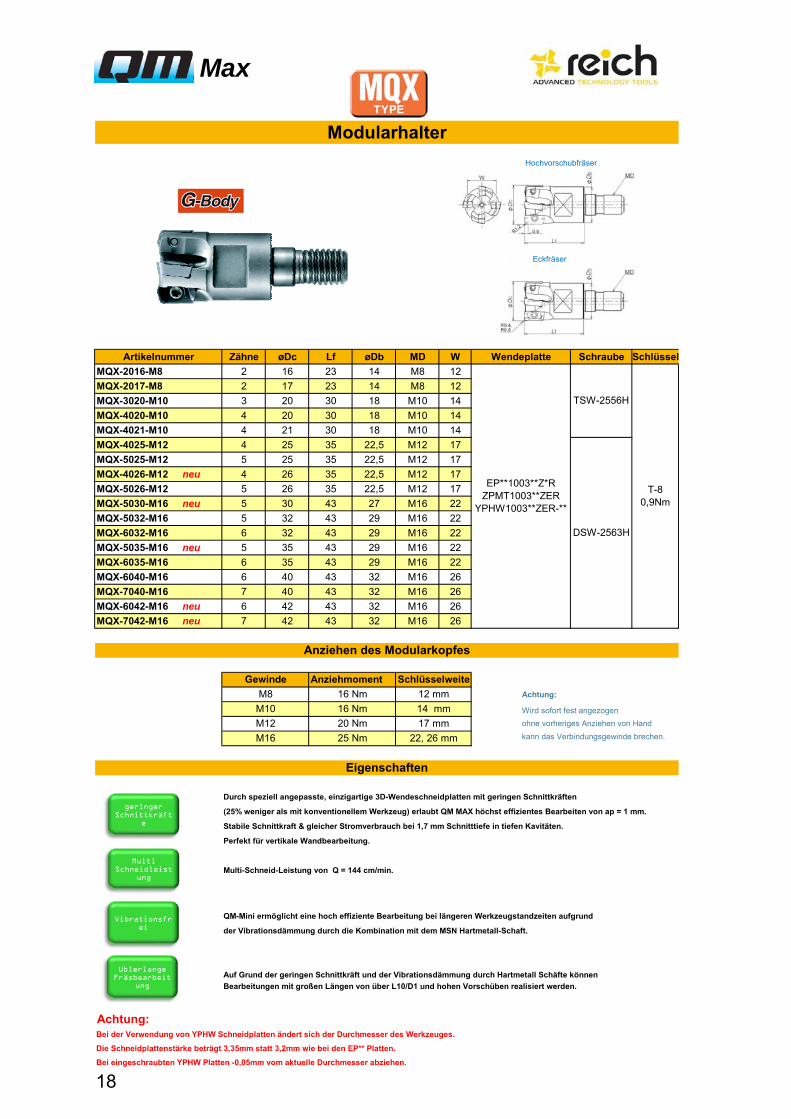
Artikelnummer Zähne øDc Lf øDb MD W Wendeplatte Schraube Schlüssel
MQX-2016-M8 2 16 23 14 M8 12
MQX-2017-M8 2 17 23 14 M8 12
MQX-3020-M10 3 20 30 18 M10 14
MQX-4020-M10 4 20 30 18 M10 14
MQX-4021-M10 4 21 30 18 M10 14
MQX-4025-M12 4 25 35 22,5 M12 17
MQX-5025-M12 5 25 35 22,5 M12 17
MQX-4026-M12 neu 4 26 35 22,5 M12 17
MQX-5026-M12 5 26 35 22,5 M12 17
MQX-5030-M16 neu 5 30 43 27 M16 22
MQX-5032-M16 5 32 43 29 M16 22
MQX-6032-M16 6 32 43 29 M16 22
MQX-5035-M16 neu 5 35 43 29 M16 22
MQX-6035-M16 6 35 43 29 M16 22
MQX-6040-M16 6 40 43 32 M16 26
MQX-7040-M16 7 40 43 32 M16 26
MQX-6042-M16 neu 6 42 43 32 M16 26
MQX-7042-M16 neu 7 42 43 32 M16 26
Achtung:
Achtung:
(25% weniger als mit konventionellem Werkzeug) erlaubt QM MAX höchst effizientes Bearbeiten von ap = 1 mm.
Auf Grund der geringen Schnittkräft und der Vibrationsdämmung durch Hartmetall Schäfte können
Bearbeitungen mit großen Längen von über L10/D1 und hohen Vorschüben realisiert werden.
Stabile Schnittkraft & gleicher Stromverbrauch bei 1,7 mm Schnitttiefe in tiefen Kavitäten.
Perfekt für vertikale Wandbearbeitung.
Multi-Schneid-Leistung von Q = 144 cm/min.
QM-Mini ermöglicht eine hoch effiziente Bearbeitung bei längeren Werkzeugstandzeiten aufgrund
der Vibrationsdämmung durch die Kombination mit dem MSN Hartmetall-Schaft.
Bei der Verwendung von YPHW Schneidplatten ändert sich der Durchmesser des Werkzeuges.
Die Schneidplattenstärke beträgt 3,35mm statt 3,2mm wie bei den EP** Platten.
Bei eingeschraubten YPHW Platten -0,05mm vom aktuelle Durchmesser abziehen.
Durch speziell angepasste, einzigartige 3D-Wendeschneidplatten mit geringen Schnittkräften
EP**1003**Z*R ZPMT1003**ZER
YPHW1003**ZER-**
DSW-2563H
T-8 0,9Nm
Max
Modularhalter
TSW-2556H
Eigenschaften
Anziehen des Modularkopfes
Gewinde Anziehmoment Schlüsselweite
M8 16 Nm 12 mm
M10
kann das Verbindungsgewinde brechen.
Wird sofort fest angezogen
M12 20 Nm 17 mm ohne vorheriges Anziehen von Hand
16 Nm 14 mm
M16 25 Nm 22, 26 mm
geringer Schnittkräft
e
Vibrationsfrei
MultiSchneidleist
ung
Hochvorschubfräser
Eckfräser
üblerlangeFräsbearbeit
ung
18
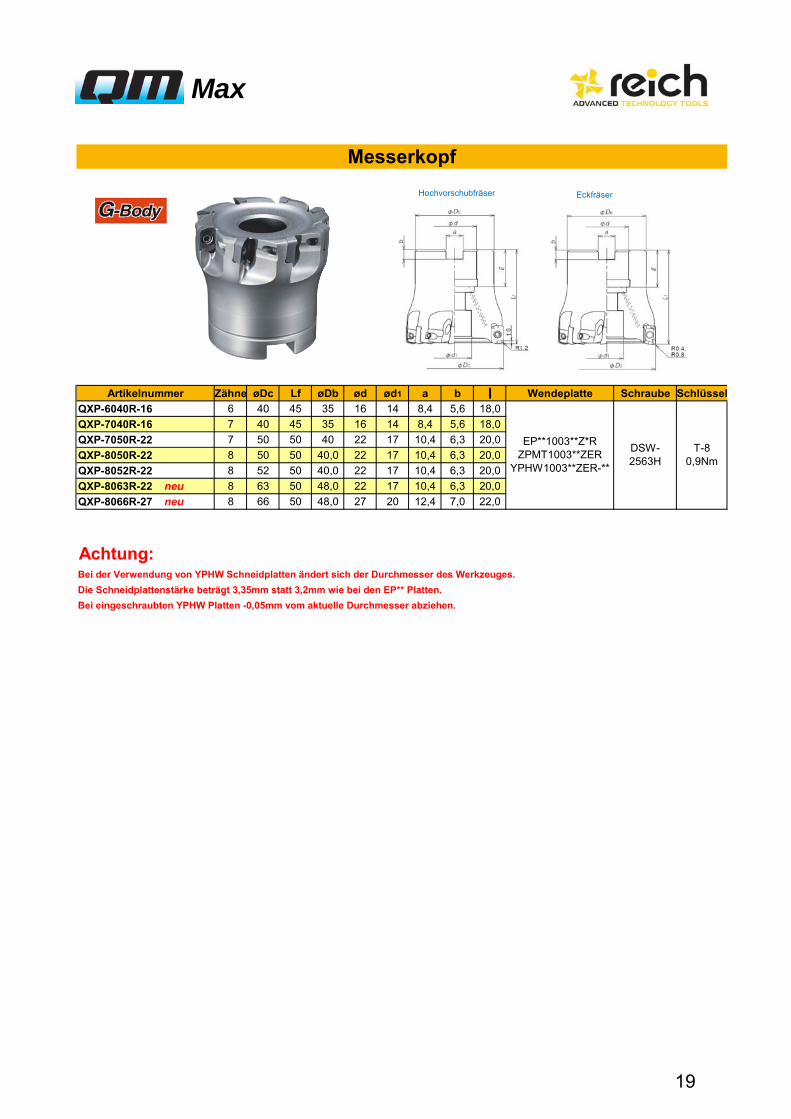
Artikelnummer Zähne øDc Lf øDb ød ød1 a b l Wendeplatte Schraube Schlüssel
QXP-6040R-16 6 40 45 35 16 14 8,4 5,6 18,0
QXP-7040R-16 7 40 45 35 16 14 8,4 5,6 18,0
QXP-7050R-22 7 50 50 40 22 17 10,4 6,3 20,0
QXP-8050R-22 8 50 50 40,0 22 17 10,4 6,3 20,0
QXP-8052R-22 8 52 50 40,0 22 17 10,4 6,3 20,0
QXP-8063R-22 neu 8 63 50 48,0 22 17 10,4 6,3 20,0
QXP-8066R-27 neu 8 66 50 48,0 27 20 12,4 7,0 22,0
Achtung:Bei der Verwendung von YPHW Schneidplatten ändert sich der Durchmesser des Werkzeuges.
Die Schneidplattenstärke beträgt 3,35mm statt 3,2mm wie bei den EP** Platten.
Bei eingeschraubten YPHW Platten -0,05mm vom aktuelle Durchmesser abziehen.
Max
Messerkopf
EP**1003**Z*R ZPMT1003**ZER
YPHW1003**ZER-**
DSW-2563H
T-8 0,9Nm
Hochvorschubfräser Eckfräser
19

Fig. 1 Fig. 4
Fig. 2 Fig. 5
Fig. 3 Fig. 6
Fig. 3 Fig. 7
Fig. 10 Fig. 11 Fig. 12
Fig. 9 Fig. 8
Type Artikelnummer Toleranz JC5118 JC8015 DH102 JC8050 JC7560 CX75 Fig. A T B rɛ 0°
Hochvorschub-Platte EPMT100312ZER ● ● 1 10 3.2 6 1.2
Hochvorschub-Platte EPMT100312ZER ● 2
ungüstige Bedingungen EPMW100312ZER ● ● 3
ungüstige Bedingungen EPMW100312ZTR ● ● 5
ungüstige Bedingungen EPMW100312ZTR ● 6
Gehärteten Stahl EPHW100316ZTR H ● 4 1,6
ZPMT100304ZER ● ● 9 0.4
ZPMT100308ZER ● ● 9 0.8
ZPMT100320ZER ● ● 9 2.0
Schruppen und Schlichten ZPMT100308ZER-PL neu ● ● ● 10 0,8
Schlichten u. gehärterter Stahl YPHW100303ZER-15 neu ● ● ● 12 3.35 0,3
Schlichten u. gehärterter Stahl YPHW100308ZER-15 ● ● 11 0.8
Schlichten u. gehärterter Stahl YPHW100308ZER-F ● ● 7
Schlichten u. gehärterter Stahl YPHW100320ZER-24 ● ● 8 2.0
Achtung:
Jede Qualität ist mit einer besonderen Markierung am Loch gekennzeichnet, um Verwechslungen zu vermeiden.
Kennzeichnung der Qualität an der MQX-Wendeschneidplatte
Bei der Verwendung von YPHW Schneidplatten ändert sich der Durchmesser des Werkzeuges.
Die Schneidplattenstärke beträgt 3,35mm statt 3,2mm wie bei den EP** Platten.
Bei eingeschraubten YPHW Platten -0,05mm vom aktuelle Durchmesser abziehen.
hitzebeständigen Legierungen. Die Super-Qualität JC8050 und JC7560 ist für schwer unterbrochene Schnitte.
Adaptierte neue PVD-beschichtete Qualität JC5118 zum Schneiden von Normalstahl, gehärtetem Material, Titanlegierungen und
Die neue CVD-beschichtete Qualität DH102 eignet sich für gehärtetes Material.
Max
Wendeschneidplatten
11°Eckfräsplatte
M
M
H
Eckfräsplatte ZPMT 1003**
Hochvorschub-PlatteEPMT 100312ZER
Hochvorschub-Platte ungünstige BedingungenEPMW 100312ZTR
Schlichten (Seite & Boden) und gehärteten StahlYPHW 100308-15
Markierung für Hartmetall
Sorte
Gehärteten StahlEPHW 100316ZTR
Schlichten (Seite, Boden & 3-D Kontur) und gehärteten StahlYPHW 100320ZER-24
Hochvorschub-Platte ungünstige BedingungenEPMW 100312ZER
Hochvorschub-PlatteEPMT 100312ZER-JC7560
Hochvorschub-Platte ungünstige BedingungenEPMW 100312ZTR-JC7560
JC8115 DH102
Sruppen und Schlichten (Seite- und Bodenfläche)
JC8050 JC7560
Hochvorschub-Platte ungünstige BedingungenEPMW 100312ZER-JC7560
Schlichten (Seite & Boden) und gehärteten StahlYPHW 100308-F
20
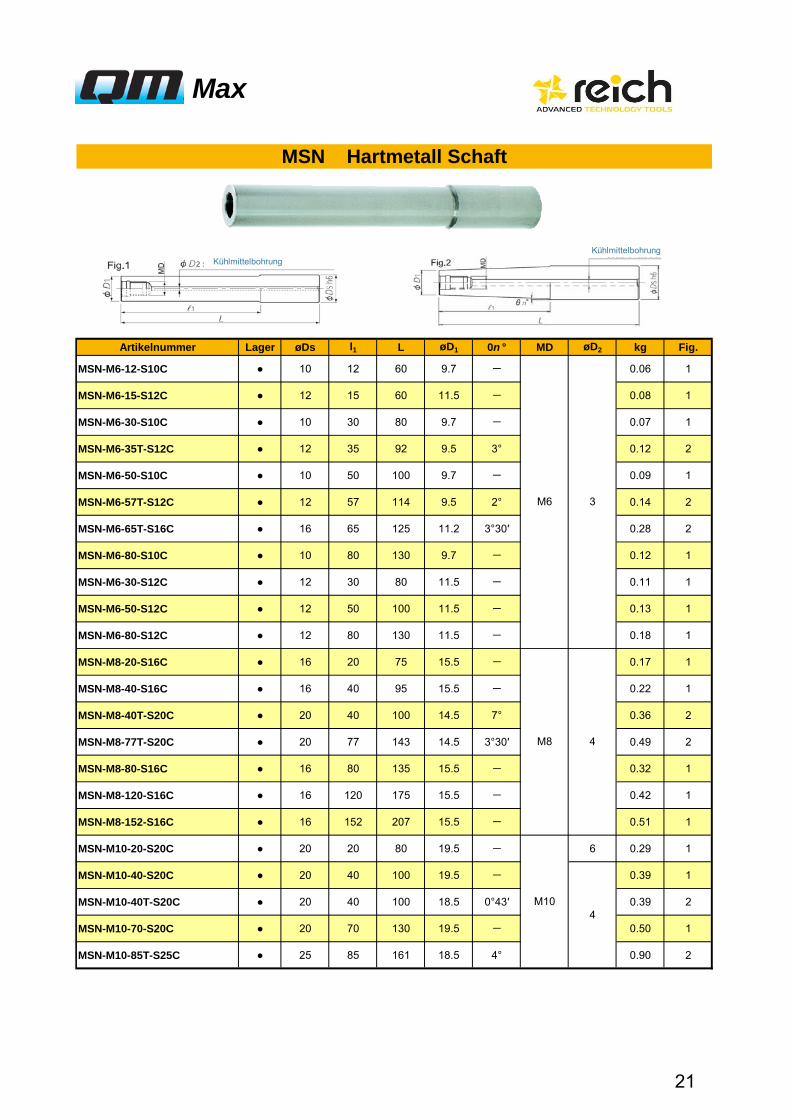
Artikelnummer Lager øDs l1 L øD1 0n ° MD øD2 kg Fig.
MSN-M6-12-S10C ● 10 12 60 9.7 - 0.06 1
MSN-M6-15-S12C ● 12 15 60 11.5 - 0.08 1
MSN-M6-30-S10C ● 10 30 80 9.7 - 0.07 1
MSN-M6-35T-S12C ● 12 35 92 9.5 3° 0.12 2
MSN-M6-50-S10C ● 10 50 100 9.7 - 0.09 1
MSN-M6-57T-S12C ● 12 57 114 9.5 2° 0.14 2
MSN-M6-65T-S16C ● 16 65 125 11.2 3°30′ 0.28 2
MSN-M6-80-S10C ● 10 80 130 9.7 - 0.12 1
MSN-M6-30-S12C ● 12 30 80 11.5 - 0.11 1
MSN-M6-50-S12C ● 12 50 100 11.5 - 0.13 1
MSN-M6-80-S12C ● 12 80 130 11.5 - 0.18 1
MSN-M8-20-S16C ● 16 20 75 15.5 - 0.17 1
MSN-M8-40-S16C ● 16 40 95 15.5 - 0.22 1
MSN-M8-40T-S20C ● 20 40 100 14.5 7° 0.36 2
MSN-M8-77T-S20C ● 20 77 143 14.5 3°30′ 0.49 2
MSN-M8-80-S16C ● 16 80 135 15.5 - 0.32 1
MSN-M8-120-S16C ● 16 120 175 15.5 - 0.42 1
MSN-M8-152-S16C ● 16 152 207 15.5 - 0.51 1
MSN-M10-20-S20C ● 20 20 80 19.5 - 6 0.29 1
MSN-M10-40-S20C ● 20 40 100 19.5 - 0.39 1
MSN-M10-40T-S20C ● 20 40 100 18.5 0°43′ 0.39 2
MSN-M10-70-S20C ● 20 70 130 19.5 - 0.50 1
MSN-M10-85T-S25C ● 25 85 161 18.5 4° 0.90 2
M104
Max
MSN Hartmetall Schaft
M6 3
M8 4
KühlmittelbohrungKühlmittelbohrung
21
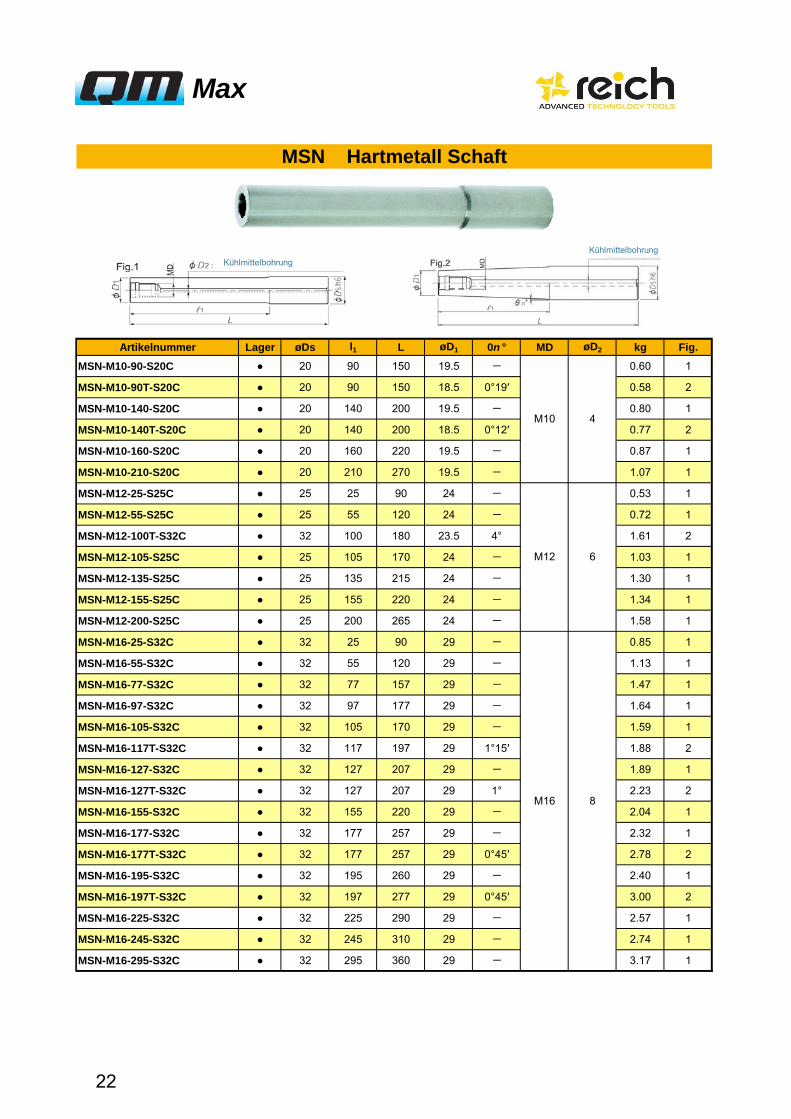
Artikelnummer Lager øDs l1 L øD1 0n ° MD øD2 kg Fig.
MSN-M10-90-S20C ● 20 90 150 19.5 - 0.60 1
MSN-M10-90T-S20C ● 20 90 150 18.5 0°19′ 0.58 2
MSN-M10-140-S20C ● 20 140 200 19.5 - 0.80 1
MSN-M10-140T-S20C ● 20 140 200 18.5 0°12′ 0.77 2
MSN-M10-160-S20C ● 20 160 220 19.5 - 0.87 1
MSN-M10-210-S20C ● 20 210 270 19.5 - 1.07 1
MSN-M12-25-S25C ● 25 25 90 24 - 0.53 1
MSN-M12-55-S25C ● 25 55 120 24 - 0.72 1
MSN-M12-100T-S32C ● 32 100 180 23.5 4° 1.61 2
MSN-M12-105-S25C ● 25 105 170 24 - 1.03 1
MSN-M12-135-S25C ● 25 135 215 24 - 1.30 1
MSN-M12-155-S25C ● 25 155 220 24 - 1.34 1
MSN-M12-200-S25C ● 25 200 265 24 - 1.58 1
MSN-M16-25-S32C ● 32 25 90 29 - 0.85 1
MSN-M16-55-S32C ● 32 55 120 29 - 1.13 1
MSN-M16-77-S32C ● 32 77 157 29 - 1.47 1
MSN-M16-97-S32C ● 32 97 177 29 - 1.64 1
MSN-M16-105-S32C ● 32 105 170 29 - 1.59 1
MSN-M16-117T-S32C ● 32 117 197 29 1°15′ 1.88 2
MSN-M16-127-S32C ● 32 127 207 29 - 1.89 1
MSN-M16-127T-S32C ● 32 127 207 29 1° 2.23 2
MSN-M16-155-S32C ● 32 155 220 29 - 2.04 1
MSN-M16-177-S32C ● 32 177 257 29 - 2.32 1
MSN-M16-177T-S32C ● 32 177 257 29 0°45′ 2.78 2
MSN-M16-195-S32C ● 32 195 260 29 - 2.40 1
MSN-M16-197T-S32C ● 32 197 277 29 0°45′ 3.00 2
MSN-M16-225-S32C ● 32 225 290 29 - 2.57 1
MSN-M16-245-S32C ● 32 245 310 29 - 2.74 1
MSN-M16-295-S32C ● 32 295 360 29 - 3.17 1
M16 8
Max
MSN Hartmetall Schaft
M10 4
M12 6
Kühlmittelbohrung
Kühlmittelbohrung
22
Artikelnummer Lager øDs L MD øD2 kg
MSN-M6-67S-S9.8C ● 67 0.06
MSN-M6-107S-S9.8C ● 107 0.10
MSN-M6-82S-S10C ● 82 0.08
MSN-M6-122S-S10C ● 122 0.12
MSN-M6-80S-S11.8C ● 80 0.11
MSN-M6-120S-S11.8C ● 120 0.17
MSN-M6-90S-S12C ● 90 0.13
MSN-M6-130S-S12C ● 130 0.19
MSN-M8-97S-S15C ● 97 0.21
MSN-M8-147S-S15C ● 147 0.33
MSN-M8-197S-S15C ● 197 0.44
MSN-M8-107S-S16C ● 107 0.27
MSN-M8-157S-S16C ● 157 0.40
MSN-M10-130S-S18C ● 130 0.42
MSN-M10-190S-S18C ● 190 0.62
MSN-M10-240S-S18C ● 240 0.89
MSN-M10-130S-S20C ● 130 0.53
MSN-M10-190S-S20C ● 190 0.78
MSN-M10-250S-S20C ● 250 1.02
MSN-M12-185S-S23C ● 185 0.98
MSN-M12-265S-S23C ● 265 1.42
MSN-M12-185S-S24C neu ● 185 1.01
MSN-M12-265S-S24C neu ● 265 1.49
MSN-M12-145S-S25C ● 145 0.91
MSN-M12-215S-S25C ● 215 1.36
MSN-M12-285S-S25C ● 285 1.80
MSN-M16-160S-S28C ● 160 1.22
MSN-M16-230S-S28C ● 230 1.77
MSN-M16-310S-S28C ● 310 2.41
MSN-M16-157S-S32C ● 157 1.61
MSN-M16-217S-S32C ● 217 2.22
MSN-M16-287S-S32C ● 287 2.94
MSN-M16-357S-S32C ● 357 3.66
24
23
M12 6
25
28
M16 8
32
15
M8
4
16
18
M10
20
Max
MSN-S Hartmetall Schaft
9.8
M6 3
10
11.8
12
Kühlmittelbohrung
23
Artikelnummer Lager øDs l1 L øD1 0n ° MD øD2 kg
MGN-M8-17-S16 ● 16 17 97 15.5 - M8 4 0.13
MGN-M10-30-S20 ● 20 30 100 19 - M10 4 0.21
MGN-M12-35-S25 ● 25 35 105 24 - M12 4 0.36
MGN-M12-85-S25 neu ● 25 85 165 24 M13 4 0,57
MGN-M16-37-S32 ● 32 37 107 29 - M16 6 0.56
MGN-M16-77-S32 neu ● 32 77 157 29 - M16 6 0.83
ist gewährleistet.
Diese Spannfutter sind in unterschiedlichen Ausführungen erhältlich.
ArtikelnummerMC20-x 10 12 15 16 18MC32-x 10 12 16 18 20 23 25 28SSC20-C-x 9,8 11,8
MC = StandardMC-OH = abgedichtet für InnenkühlungMC-C = abgedichtet mit KühlschlitzeSSC-C = abgedichtet für Innenkühlung
Spannpatronen sind in Standard, Abgedichtet und mit Kühlschlitze erhältlich.
x = Durchmesser
Max
MGN Stahl Schaft
MGN Eigenschaften
MGN Schäfte sind mit einem Oberflächen-Härteverfahren von über 65 HRC behandelt und aus einem hitzebeständigem, hochfestem Stahl.
Damit treten bei den Wendeschneidplattensitzen und -haltern keine thermischen Verformungen auf.
Außerdem wird eine um mindestens 30 % längere Standzeit von Halter und Werkzeug im Vergleich zu Mitbewerbern erreicht.
Spannung der Hartmetall- und MGN Schäfte
Empfohlen wird eine Spannung der Schäfte in NT Tool Kraftspannfutter.
Eine höher Stabilität und Leistung der Wendeplattenwerkzeuge
Fordern Sie den NT Tool Katalog unter [email protected] an.
Tite lock HSK63A-CTS20-105
Kühlmittelbohrung
24
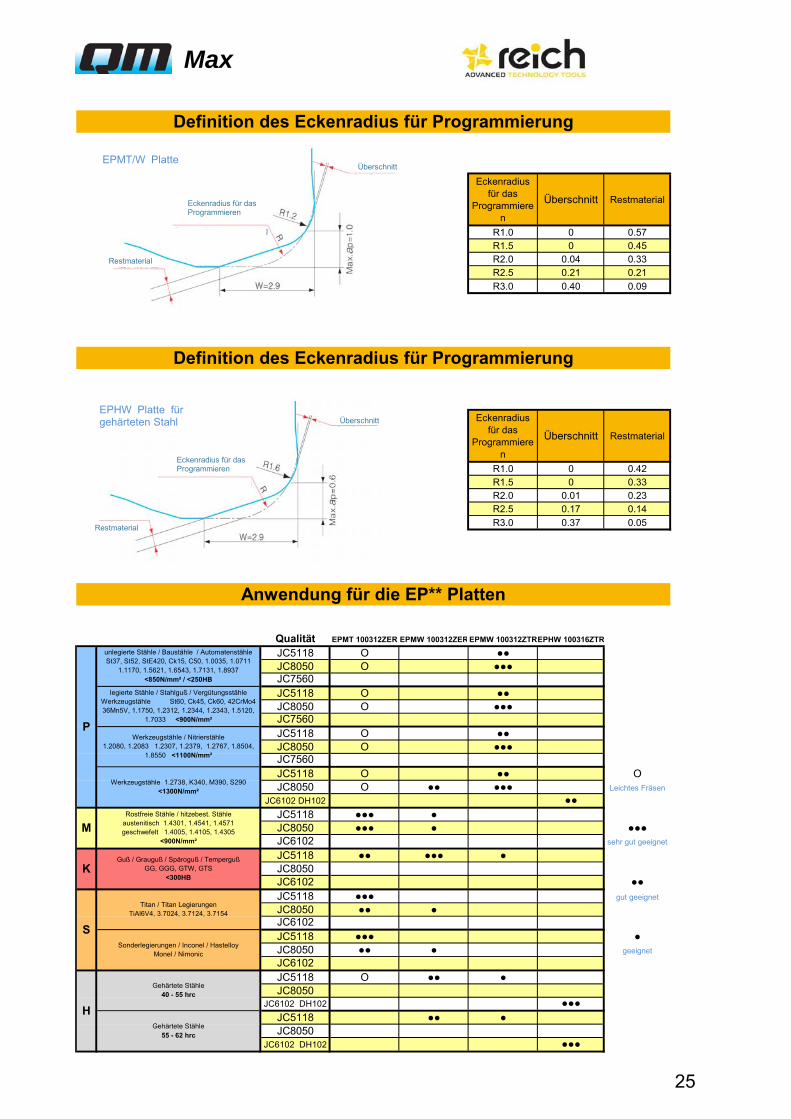
Eckenradius für das
Programmieren
Überschnitt Restmaterial
R1.0 0 0.57R1.5 0 0.45R2.0 0.04 0.33R2.5 0.21 0.21
R3.0 0.40 0.09
Eckenradius für das
Programmieren
Überschnitt Restmaterial
R1.0 0 0.42R1.5 0 0.33R2.0 0.01 0.23R2.5 0.17 0.14
R3.0 0.37 0.05
Qualität EPMT 100312ZER EPMW 100312ZEREPMW 100312ZTREPHW 100316ZTR
JC5118 O ●●JC8050 O ●●●JC7560JC5118 O ●●JC8050 O ●●●JC7560JC5118 O ●●JC8050 O ●●●JC7560JC5118 O ●● OJC8050 O ●● ●●● Leichtes Fräsen
JC6102 DH102 ●●JC5118 ●●● ●JC8050 ●●● ● ●●●JC6102 sehr gut geeignet
JC5118 ●● ●●● ●JC8050JC6102 ●●JC5118 ●●● gut geeignet
JC8050 ●● ●JC6102JC5118 ●●● ●JC8050 ●● ● geeignet
JC6102JC5118 O ●● ●JC8050
JC6102 DH102 ●●●JC5118 ●● ●JC8050
JC6102 DH102 ●●●
Max
Definition des Eckenradius für Programmierung
Definition des Eckenradius für Programmierung
Anwendung für die EP** Platten
P
unlegierte Stähle / Baustähle / Automatenstähle St37, St52, StE420, Ck15, C50, 1.0035, 1.0711
1.1170, 1.5621, 1.6543, 1.7131, 1.8937 <850N/mm² / <250HB
legierte Stähle / Stahlguß / Vergütungsstähle Werkzeugstähle St60, Ck45, Ck60, 42CrMo4 36Mn5V, 1.1750, 1.2312, 1.2344, 1.2343, 1.5120,
1.7033 <900N/mm²
Werkzeugstähle / Nitrierstähle 1.2080, 1.2083 1.2307, 1.2379, 1.2767, 1.8504,
1.8550 <1100N/mm²
Werkzeugstähle 1.2738, K340, M390, S290 <1300N/mm²
H
Gehärtete Stähle 40 - 55 hrc
Gehärtete Stähle 55 - 62 hrc
MRostfreie Stähle / hitzebest. Stähle
austenitisch 1.4301, 1.4541, 1.4571 geschwefelt 1.4005, 1.4105, 1.4305
<900N/mm²
KGuß / Grauguß / Späroguß / Temperguß
GG, GGG, GTW, GTS <300HB
S
Titan / Titan Legierungen TiAl6V4, 3.7024, 3.7124, 3.7154
Sonderlegierungen / Inconel / Hastelloy Monel / Nimonic
Restmaterial
Eckenradius für dasProgrammieren
ÜberschnittEPMT/W Platte
Eckenradius für dasProgrammieren
ÜberschnittEPHW Platte fürgehärteten Stahl
Restmaterial
25
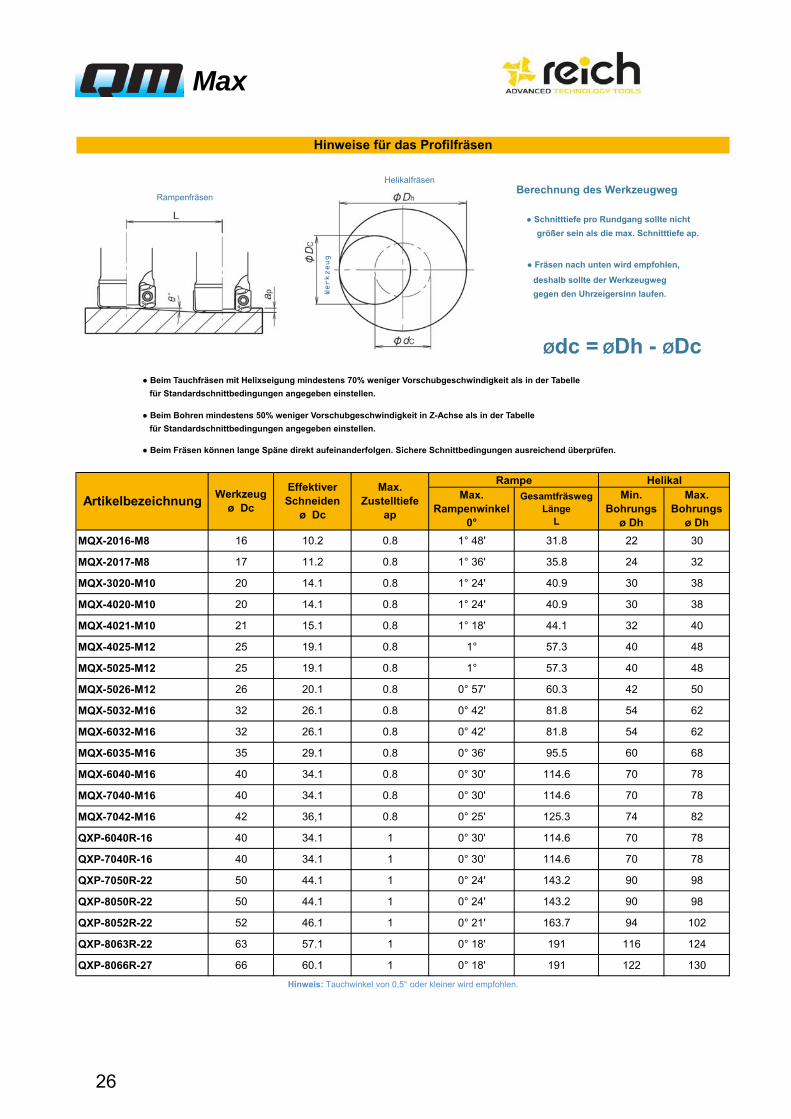
Max. Rampenwinkel
0°
Gesamtfräsweg Länge
L
Min. Bohrungs
ø Dh
Max. Bohrungs
ø Dh
MQX-2016-M8 16 10.2 0.8 1° 48' 31.8 22 30
MQX-2017-M8 17 11.2 0.8 1° 36' 35.8 24 32
MQX-3020-M10 20 14.1 0.8 1° 24' 40.9 30 38
MQX-4020-M10 20 14.1 0.8 1° 24' 40.9 30 38
MQX-4021-M10 21 15.1 0.8 1° 18' 44.1 32 40
MQX-4025-M12 25 19.1 0.8 1° 57.3 40 48
MQX-5025-M12 25 19.1 0.8 1° 57.3 40 48
MQX-5026-M12 26 20.1 0.8 0° 57' 60.3 42 50
MQX-5032-M16 32 26.1 0.8 0° 42' 81.8 54 62
MQX-6032-M16 32 26.1 0.8 0° 42' 81.8 54 62
MQX-6035-M16 35 29.1 0.8 0° 36' 95.5 60 68
MQX-6040-M16 40 34.1 0.8 0° 30' 114.6 70 78
MQX-7040-M16 40 34.1 0.8 0° 30' 114.6 70 78
MQX-7042-M16 42 36,1 0.8 0° 25' 125.3 74 82
QXP-6040R-16 40 34.1 1 0° 30' 114.6 70 78
QXP-7040R-16 40 34.1 1 0° 30' 114.6 70 78
QXP-7050R-22 50 44.1 1 0° 24' 143.2 90 98
QXP-8050R-22 50 44.1 1 0° 24' 143.2 90 98
QXP-8052R-22 52 46.1 1 0° 21' 163.7 94 102
QXP-8063R-22 63 57.1 1 0° 18' 191 116 124
QXP-8066R-27 66 60.1 1 0° 18' 191 122 130
Hinweis: Tauchwinkel von 0,5° oder kleiner wird empfohlen.
● Beim Bohren mindestens 50% weniger Vorschubgeschwindigkeit in Z-Achse als in der Tabelle
für Standardschnittbedingungen angegeben einstellen.
● Beim Fräsen können lange Späne direkt aufeinanderfolgen. Sichere Schnittbedingungen ausreichend überprüfen.
ArtikelbezeichnungWerkzeug
ø Dc
Effektiver Schneiden
ø Dc
Max. Zustelltiefe
ap
Rampe Helikal
für Standardschnittbedingungen angegeben einstellen.
Max
Hinweise für das Profilfräsen
Berechnung des Werkzeugweg
● Schnitttiefe pro Rundgang sollte nicht
größer sein als die max. Schnitttiefe ap.
● Fräsen nach unten wird empfohlen,
deshalb sollte der Werkzeugweg
gegen den Uhrzeigersinn laufen.
Ødc = ØDh - ØDc ● Beim Tauchfräsen mit Helixseigung mindestens 70% weniger Vorschubgeschwindigkeit als in der Tabelle
Rampenfräsen
Helikalfräsen
Werkzeug
26
Schraubendreher sind fest voreingestellt.Auslösegenauigkeit ±10%
Verminderung von Schäden an den Schrauben beim Anziehen- und Lösenprozess.Ebenso wird der Schneideinsatz mit dem richtigen Druck im Halter befestigt.Eine besser Lebensdauer der Schneidplatten beim Fräsen wird gewährleistet.
Hinweis: Bei 10 - 15 Schneidplattenwechsel bitte auch die Klemmschraube erneuern.
Artikelnummer Nm Torx Klinge Verwendbar in Halter36240 0,9 T-8 26066 MQX, QXP
Aus hochwertigen Chrom-Anadium-Molybdän Stahl, durchgehend gehärtet. Mattverchromt.
Artikelnummer Torx Nm Schraubend. Verwendbar in Halter26066 T-8 0,9 36240 MQX, QXP
Schneidplatten-Befestigung
1. Stellen Sie sicher, dass der Plattensitz sorgfältig gereinigt wird2. Vergewissern Sie sich auf die Sauberkeit der Bohrung und Schraubenkonus3. Tauschen der Schraube beim 10 - 15 Schneidplattenwechsel4. Schraube nicht zu fest anziehen. Siehe Drehmomenttabelle
Drehmomentschlüssel
Torx Wechselklingen
Max
27
Länge ap ae Vc n fz Vf Länge ap ae n fz Vf
~70 0,6 ~10 181 3.600 0,68 4.900 ~70 0,6 ~14 179 2.850 0,68 5.800
120 0,5 ~10 181 3.600 0,63 4.500 120 0,5 ~14 179 2.850 0,62 5.300
160 0,35 ~10 151 3.000 0,70 4.200 190 0,35 ~14 150,7 2.400 0,68 4.900
~70 0,6 ~10 181 3.600 0,68 4.900 ~70 0,6 ~14 179 2.850 0,68 5.800
120 0,5 ~10 181 3.600 0,63 4.500 120 0,5 ~14 179 2.850 0,62 5.300
160 0,35 ~10 151 3.000 0,70 4.200 190 0,35 ~14 150,7 2.400 0,68 4.900
~70 0,6 ~10 181 3.600 0,68 4.900 ~70 0,6 ~14 179 2.850 0,68 5.800
120 0,5 ~10 181 3.600 0,63 4.500 120 0,5 ~14 179 2.850 0,62 5.300
160 0,35 ~10 151 3.000 0,70 4.200 190 0,35 ~14 150,7 2.400 0,68 4.900
~70 0,5 ~10 95 1.900 0,68 2.600 ~70 0,5 ~14 94,2 1.500 0,68 3.050
120 0,3 ~10 95 1.900 0,63 2.400 120 0,3 ~14 94,2 1.500 0,62 2.800
160 0,2 ~10 80 1.600 0,69 2.200 190 0,2 ~14 78,5 1.250 0,69 2.600
~70 0,6 ~10 156 3.100 0,68 4.200 ~70 0,6 ~14 157 2.500 0,68 5.100
120 0,5 ~10 151 3.000 0,67 4.000 120 0,5 ~14 150,7 2.400 0,68 4.900
160 0,35 ~10 151 3.000 0,67 4.000 190 0,35 ~14 150,7 2.400 0,68 4.900
~70 0,8 ~10 151 3.000 0,83 5.000 ~70 0,8 ~14 150,7 2.400 0,83 6.000
120 0,6 ~10 151 3.000 0,75 4.500 120 0,6 ~14 150,7 2.400 0,75 5.400
160 0,5 ~10 111 2.200 0,85 3.750 190 0,5 ~14 109,9 1.750 0,86 4.500
~70 0,5 ~10 60 1.200 0,40 960 ~70 0,5 ~14 59,66 950 0,40 1.140
120 0,3 ~10 60 1.200 0,40 960 120 0,3 ~14 59,66 950 0,40 1.140
160 0,2 ~10 60 1.200 0,40 960 190 0,2 ~14 59,66 950 0,40 1.140
~70 0,5 ~10 32 630 0,30 380 ~70 0,5 ~14 31,4 500 0,30 450
120 0,3 ~10 32 630 0,30 380 120 0,3 ~14 31,4 500 0,30 450
160 0,2 ~10 32 630 0,30 380 190 0,2 ~14 31,4 500 0,30 450
~70 0,4 ~10 70 1.400 0,50 1.400 ~70 0,4 ~14 69,08 1.100 0,50 1.650
120 0,3 ~10 70 1.400 0,50 1.400 120 0,3 ~14 69,08 1.100 0,50 1.650
160 - - - - - - 190 - - - - - -
~70 0,15 ~10 30 600 0,15 180 ~70 0,15 ~14 31,4 500 0,15 230
120 0,1 ~10 30 600 0,15 180 120 0,1 ~14 31,4 500 0,15 230
160 - - - - - - 190 - - - - - -
Länge ap ae Vc n fz Vf Länge ap ae Vc n fz Vf
~70 0,6 ~14 179 2.850 0,68 7.700 ~90 0,8 ~19 181 2.300 0,67 6.200
120 0,5 ~14 179 2.850 0,61 7.000 140 0,6 ~19 180,6 2.300 0,61 5.600
190 0,35 ~14 151 2.400 0,68 6.500 210 0,4 ~19 149,2 1.900 0,68 5.200
~70 0,6 ~14 179 2.850 0,68 7.700 ~90 0,8 ~19 180,6 2.300 0,67 6.200
120 0,5 ~14 179 2.850 0,61 7.000 140 0,6 ~19 180,6 2.300 0,61 5.600
190 0,35 ~14 151 2.400 0,68 6.500 210 0,4 ~19 149,2 1.900 0,68 5.200
~70 0,6 ~14 179 2.850 0,68 7.700 ~90 0,8 ~19 180,6 2.300 0,67 6.200
120 0,5 ~14 179 2.850 0,61 7.000 140 0,6 ~19 180,6 2.300 0,61 5.600
190 0,35 ~14 151 2.400 0,68 6.500 210 0,4 ~19 149,2 1.900 0,68 5.200
~70 0,5 ~14 94 1.500 0,68 4.050 ~90 0,6 ~19 94,2 1.200 0,68 3.250
120 0,3 ~14 94 1.500 0,62 3.700 140 0,4 ~19 94,2 1.200 0,63 3.000
190 0,2 ~14 79 1.250 0,68 3.400 210 0,3 ~19 78,5 1.000 0,68 2.700
~70 0,6 ~14 157 2.500 0,68 6.800 ~90 0,8 ~19 157 2.000 0,68 5.450
120 0,5 ~14 151 2.400 0,68 6.500 140 0,6 ~19 157 2.000 0,65 5.200
190 0,35 ~14 151 2.400 0,68 6.500 210 0,35 ~19 149,2 1.900 0,65 4.950
~70 0,8 ~14 151 2.400 0,83 8.000 ~90 0,8 ~19 149,2 1.900 0,84 6.400
120 0,6 ~14 151 2.400 0,75 7.200 140 0,6 ~19 149,2 1.900 0,76 5.800
190 0,5 ~14 110 1.750 0,86 6.000 210 0,5 ~19 125,6 1.600 0,75 4.800
~70 0,5 ~14 60 950 0,39 1.500 ~90 0,5 ~19 58,88 750 0,40 1.200
120 0,3 ~14 60 950 0,39 1.500 140 0,3 ~19 58,88 750 0,40 1.200
190 0,2 ~14 60 950 0,39 1.500 210 0,2 ~19 58,88 750 0,40 1.200
~70 0,5 ~14 31 500 0,30 600 ~90 0,5 ~19 31,4 400 0,30 480
120 0,3 ~14 31 500 0,30 600 140 0,3 ~19 31,4 400 0,30 480
190 0,2 ~14 31 500 0,30 600 210 0,2 ~19 31,4 400 0,30 480
~70 0,4 ~14 69 1.100 0,50 2.200 ~90 0,4 ~19 70,65 900 0,50 1.800
120 0,3 ~14 69 1.100 0,50 2.200 140 0,3 ~19 70,65 900 0,50 1.800
190 - - - - - - 210 - - - - - -
~70 0,15 ~14 31 500 0,15 300 ~90 0,15 ~19 31,4 400 0,15 240
120 0,1 ~14 31 500 0,15 300 140 0,1 ~19 31,4 400 0,15 240
190 - - - - - 210 - - - - - -
MaxG
rup
pe
unlegierte Stähle / Baustähle / Automatenstähle St37, St52, StE420, Ck15, C50, 1.0035, 1.0711
1.1170, 1.5621, 1.6543, 1.7131, 1.8937 <850N/mm² / <250HB
legierte Stähle / Stahlguß / Vergütungsstähle Werkzeugstähle St60, Ck45, Ck60, 42CrMo4 36Mn5V, 1.1750, 1.2312, 1.2344, 1.2343, 1.5120,
1.7033 <900N/mm²
Werkzeugstähle / Nitrierstähle 1.2080, 1.2083 1.2307, 1.2379, 1.2767, 1.8504,
1.8550 <1100N/mm²
P
Werkzeugstähle 1.2738, K340, M390, S290 <1300N/mm²
QualitätWerkstoffe
Die genauen Daten sind entsprechend der Stabilität der Maschine oder des Materials anzupassen.
Bei auftretendem Rattern wird eine Verringerung der Schnitttiefe ap oder Drehzahl unter Beibehaltung des Vorschubs pro Zahn empfohlen.
Gehärtete Stähle 55 - 62 hrc
M
K
JC5118 (JC8050)
JC5118 (JC8050)
Guß / Grauguß / Späroguß / Temperguß GG, GGG, GTW, GTS
<300HB
Rostfreie Stähle / hitzebest. Stähle austenitisch 1.4301, 1.4541, 1.4571 geschwefelt 1.4005, 1.4105, 1.4305
<900N/mm²
JC8050 JC7560
(JC5118)
JC8050 JC7560
(JC5118)
JC8050 (JC5118)
H
JC5118
Gehärtete Stähle 40 - 55 hrc
Titan / Titan Legierungen TiAl6V4, 3.7024, 3.7124, 3.7154
Sonderlegierungen / Inconel / Hastelloy Monel / Nimonic
JC8050 (JC5118)
JC8050 JC7560
(JC5118)
S
Titan / Titan Legierungen TiAl6V4, 3.7024, 3.7124, 3.7154
JC5118 (JC8050)
Sonderlegierungen / Inconel / Hastelloy Monel / Nimonic
JC5118 (JC8050)
JC5118 (JC5080)
Gru
pp
e
Werkstoffe Qualität
S
JC5118
JC5118 EPHW
JC5118
KGuß / Grauguß / Späroguß / Temperguß
GG, GGG, GTW, GTS <300HB
H
Gehärtete Stähle 40 - 55 hrc
JC5118
Gehärtete Stähle 55 - 62 hrc
JC5118 EPHW
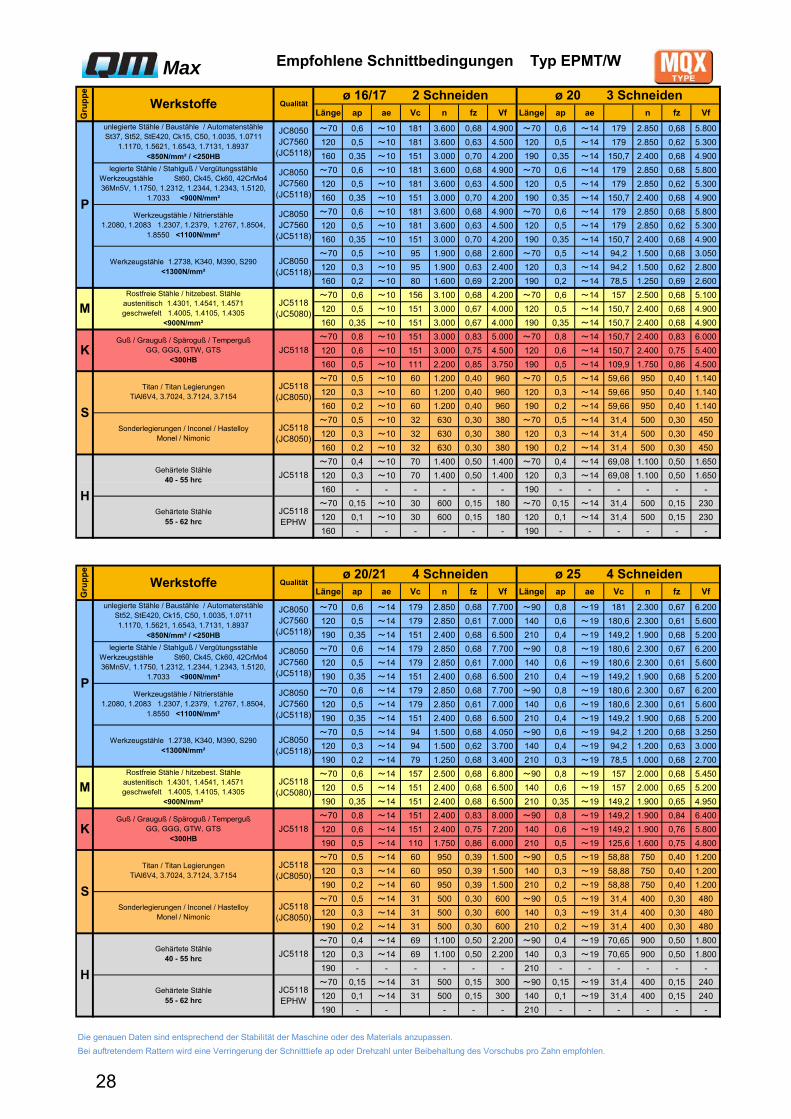
Empfohlene Schnittbedingungen Typ EPMT/W
MRostfreie Stähle / hitzebest. Stähle
austenitisch 1.4301, 1.4541, 1.4571 geschwefelt 1.4005, 1.4105, 1.4305
<900N/mm²
JC5118 (JC5080)
P
unlegierte Stähle / Baustähle / Automatenstähle St52, StE420, Ck15, C50, 1.0035, 1.0711 1.1170, 1.5621, 1.6543, 1.7131, 1.8937
<850N/mm² / <250HB
JC8050 JC7560
(JC5118)
legierte Stähle / Stahlguß / Vergütungsstähle Werkzeugstähle St60, Ck45, Ck60, 42CrMo4 36Mn5V, 1.1750, 1.2312, 1.2344, 1.2343, 1.5120,
1.7033 <900N/mm²
JC8050 JC7560
(JC5118)
Werkzeugstähle / Nitrierstähle 1.2080, 1.2083 1.2307, 1.2379, 1.2767, 1.8504,
1.8550 <1100N/mm²
JC8050 JC7560
(JC5118)
Werkzeugstähle 1.2738, K340, M390, S290 <1300N/mm²
ø 16/17 2 Schneiden ø 20 3 Schneiden
ø 20/21 4 Schneiden ø 25 4 Schneiden
28
Länge ap ae Vc n fz Vf Länge ap ae Vc n fz Vf
~90 0,8 ~19 181 2.300 0,67 7.700 ~100 0,8 ~25 191 1.900 0,67 6.350
140 0,6 ~19 181 2.300 0,61 7.000 150 0,6 ~25 181 1.800 0,67 6.000
210 0,4 ~19 149 1.900 0,68 6.500 210 0,4 ~25 151 1.500 0,67 5.000
~90 0,8 ~19 181 2.300 0,67 7.700 ~100 0,8 ~25 191 1.900 0,67 6.350
140 0,6 ~19 181 2.300 0,61 7.000 150 0,6 ~25 181 1.800 0,67 6.000
210 0,4 ~19 149 1.900 0,68 6.500 210 0,4 ~25 151 1.500 0,67 5.000
~90 0,8 ~19 181 2.300 0,67 7.700 ~100 0,8 ~25 191 1.900 0,67 6.350
140 0,6 ~19 181 2.300 0,61 7.000 150 0,6 ~25 181 1.800 0,67 6.000
210 0,4 ~19 149 1.900 0,68 6.500 210 0,4 ~25 151 1.500 0,67 5.000
~90 0,6 ~19 94 1.200 0,68 4.050 ~100 0,6 ~25 95 950 0,67 3.200
140 0,4 ~19 94 1.200 0,62 3.700 150 0,4 ~25 95 950 0,67 3.200
210 0,3 ~19 79 1.000 0,68 3.400 210 0,3 ~25 80 800 0,66 2.650
~90 0,8 ~19 157 2.000 0,68 6.800 ~100 0,8 ~25 171 1.700 0,67 5.700
140 0,6 ~19 157 2.000 0,65 6.500 150 0,6 ~25 161 1.600 0,67 5.350
210 0,35 ~19 149 1.900 0,65 6.200 210 0,35 ~25 151 1.500 0,67 5.000
~90 0,8 ~19 149 1.900 0,84 8.000 ~100 1 ~25 151 1.500 0,83 6.250
140 0,6 ~19 149 1.900 0,76 7.200 150 0,8 ~25 151 1.500 0,77 5.750
210 0,5 ~19 126 1.600 0,75 6.000 210 0,6 ~25 126 1.250 0,78 4.850
~90 0,5 ~19 59 750 0,40 1.500 ~100 0,5 ~25 60 600 0,42 1.250
140 0,3 ~19 59 750 0,40 1.500 150 0,3 ~25 60 600 0,42 1.250
210 0,2 ~19 59 750 0,40 1.500 210 0,2 ~25 60 600 0,42 1.250
~90 0,5 ~19 31 400 0,30 600 ~100 0,5 ~25 30 300 0,33 500
140 0,3 ~19 31 400 0,30 600 150 0,3 ~25 30 300 0,33 500
210 0,2 ~19 31 400 0,30 600 210 0,2 ~25 30 300 0,33 500
~90 0,4 ~19 71 900 0,50 2.250 ~100 0,4 ~25 70 700 0,50 1.750
140 0,3 ~19 71 900 0,50 2.250 150 0,3 ~25 70 700 0,50 1.750
210 - - - - - - 210 - - - - - -
~90 0,15 ~19 31 400 0,15 300 ~100 0,15 ~25 30 300 0,17 250
140 0,1 ~19 31 400 0,15 300 150 0,1 ~25 30 300 0,17 250
210 - - - - - - 210 - - - - - -
Länge ap ae Vc n fz Vf Länge ap ae Vc n fz Vf
~100 0,8 ~25 191 1.900 0,67 7.600 ~100 0,8 ~32 188 1.500 0,70 6.300
150 0,6 ~25 181 1.800 0,67 7.200 150 0,6 ~32 176 1.400 0,70 5.900
210 0,4 ~25 151 1.500 0,67 6.000 210 0,4 ~32 151 1.200 0,69 5.000
~100 0,8 ~25 191 1.900 0,67 7.600 ~100 0,8 ~32 188 1.500 0,70 6.300
150 0,6 ~25 181 1.800 0,67 7.200 150 0,6 ~32 176 1.400 0,70 5.900
210 0,4 ~25 151 1.500 0,67 6.000 210 0,4 ~32 151 1.200 0,69 5.000
~100 0,8 ~25 191 1.900 0,67 7.600 ~100 0,8 ~32 188 1.500 0,70 6.300
150 0,6 ~25 181 1.800 0,67 7.200 150 0,6 ~32 176 1.400 0,70 5.900
210 0,4 ~25 151 1.500 0,67 6.000 210 0,4 ~32 151 1.200 0,69 5.000
~100 0,6 ~25 95 950 0,67 3.800 ~100 0,6 ~32 94 750 0,67 3.000
150 0,4 ~25 95 950 0,67 3.800 150 0,4 ~32 94 750 0,67 3.000
210 0,3 ~25 80 800 0,67 3.200 210 0,3 ~32 78 620 0,67 2.500
~100 0,8 ~25 171 1.700 0,67 6.800 ~100 0,8 ~32 170 1.350 0,72 5.850
150 0,6 ~25 161 1.600 0,67 6.400 150 0,6 ~32 163 1.300 0,71 5.550
210 0,35 ~25 151 1.500 0,67 6.000 210 0,35 ~32 151 1.200 0,72 5.150
~100 1 ~25 151 1.500 0,83 7.500 ~100 1 ~32 151 1.200 0,85 6.150
150 0,8 ~25 151 1.500 0,77 6.900 150 0,8 ~32 151 1.200 0,78 5.650
210 0,6 ~25 126 1.250 0,77 5.800 210 0,6 ~32 126 1.000 0,78 4.700
~100 0,5 ~25 60 600 0,42 1.500 ~100 0,5 ~32 60 480 0,40 1.150
150 0,3 ~25 60 600 0,42 1.500 150 0,3 ~32 60 480 0,40 1.150
210 0,2 ~25 60 600 0,42 1.500 210 0,2 ~32 60 480 0,40 1.150
~100 0,5 ~25 30 300 0,32 580 ~100 0,5 ~32 31 250 0,30 450
150 0,3 ~25 30 300 0,32 580 150 0,3 ~32 31 250 0,30 450
210 0,2 ~25 30 300 0,32 580 210 0,2 ~32 31 250 0,30 450
~100 0,4 ~25 70 700 0,50 2.100 ~100 0,4 ~32 69 550 0,50 1.650
150 0,3 ~25 70 700 0,50 2.100 150 0,3 ~32 69 550 0,50 1.650
210 - - - - - - 210 - - - - - -
~100 0,15 ~25 30 300 0,17 300 ~100 0,15 ~32 31 250 0,16 240
150 0,1 ~25 30 300 0,17 300 150 0,1 ~32 31 250 0,16 240
210 - - - - - - 210 - - - - - -
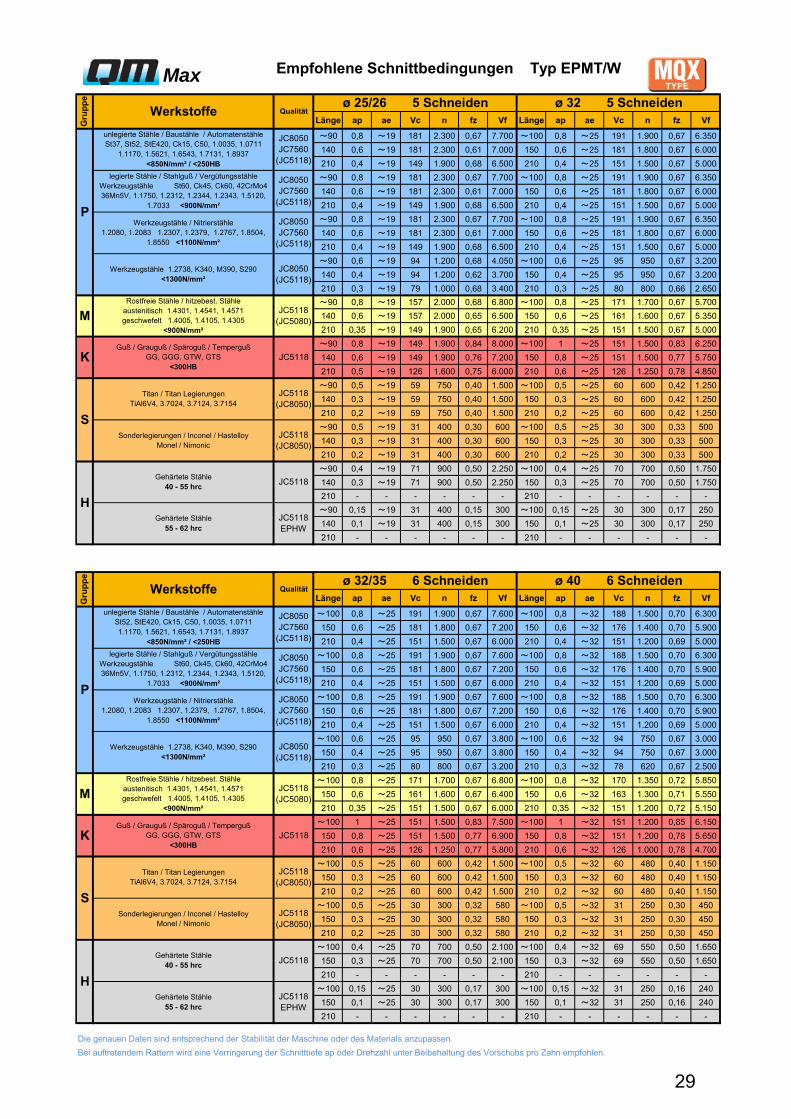
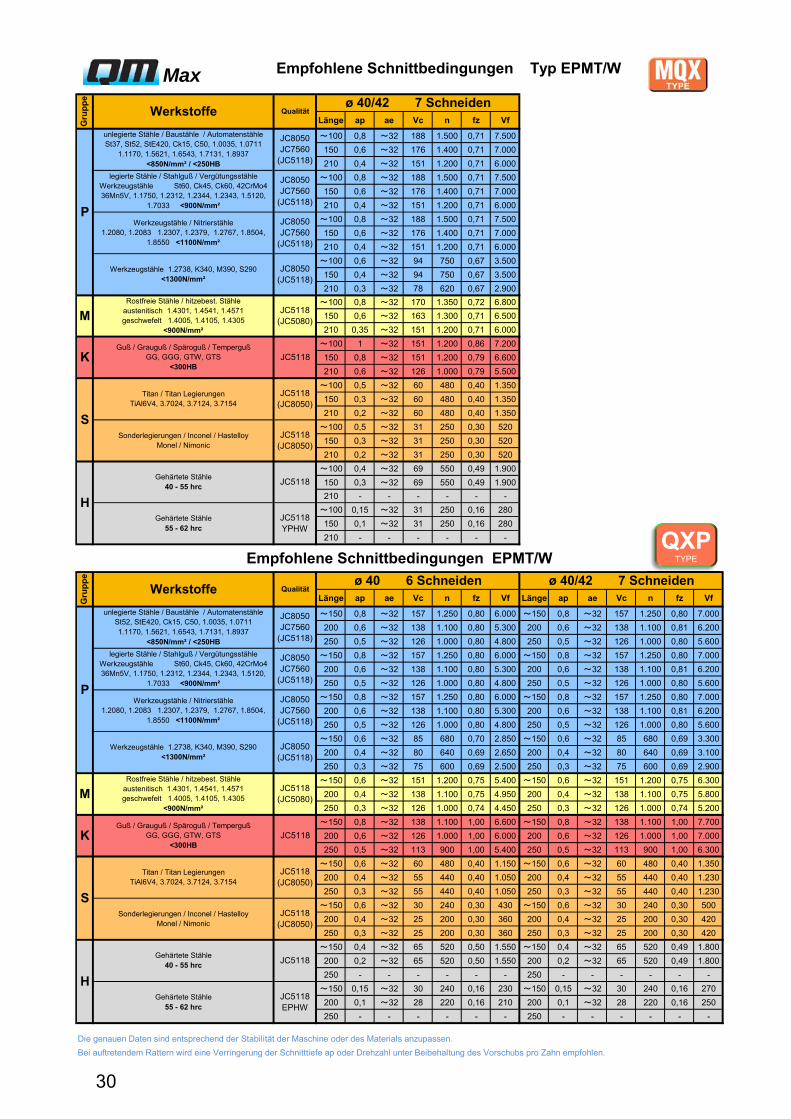
Die genauen Daten sind entsprechend der Stabilität der Maschine oder des Materials anzupassen.
Bei auftretendem Rattern wird eine Verringerung der Schnitttiefe ap oder Drehzahl unter Beibehaltung des Vorschubs pro Zahn empfohlen.
H
K
M
Guß / Grauguß / Späroguß / Temperguß GG, GGG, GTW, GTS
<300HBJC5118
Rostfreie Stähle / hitzebest. Stähle austenitisch 1.4301, 1.4541, 1.4571 geschwefelt 1.4005, 1.4105, 1.4305
<900N/mm²
JC5118 (JC5080)
S
Titan / Titan Legierungen TiAl6V4, 3.7024, 3.7124, 3.7154
JC5118 (JC8050)
Sonderlegierungen / Inconel / Hastelloy Monel / Nimonic
JC5118 (JC8050)
Gehärtete Stähle 40 - 55 hrc
JC5118
Gehärtete Stähle 55 - 62 hrc
JC5118 EPHW
P
unlegierte Stähle / Baustähle / Automatenstähle St52, StE420, Ck15, C50, 1.0035, 1.0711 1.1170, 1.5621, 1.6543, 1.7131, 1.8937
<850N/mm² / <250HB
JC8050 JC7560
(JC5118)
legierte Stähle / Stahlguß / Vergütungsstähle Werkzeugstähle St60, Ck45, Ck60, 42CrMo4 36Mn5V, 1.1750, 1.2312, 1.2344, 1.2343, 1.5120,
1.7033 <900N/mm²
JC8050 JC7560
(JC5118)
Werkzeugstähle / Nitrierstähle 1.2080, 1.2083 1.2307, 1.2379, 1.2767, 1.8504,
1.8550 <1100N/mm²
JC8050 JC7560
(JC5118)
Werkzeugstähle 1.2738, K340, M390, S290 <1300N/mm²
JC8050 (JC5118)
Gru
pp
e
Werkstoffe Qualitätø 32/35 6 Schneiden ø 40 6 Schneiden
S
Titan / Titan Legierungen TiAl6V4, 3.7024, 3.7124, 3.7154
JC5118 (JC8050)
Sonderlegierungen / Inconel / Hastelloy Monel / Nimonic
JC5118 (JC8050)
H
Gehärtete Stähle 40 - 55 hrc
JC5118
Gehärtete Stähle 55 - 62 hrc
JC5118 EPHW
MRostfreie Stähle / hitzebest. Stähle
austenitisch 1.4301, 1.4541, 1.4571 geschwefelt 1.4005, 1.4105, 1.4305
<900N/mm²
JC5118 (JC5080)
KGuß / Grauguß / Späroguß / Temperguß
GG, GGG, GTW, GTS <300HB
JC5118
P
unlegierte Stähle / Baustähle / Automatenstähle St37, St52, StE420, Ck15, C50, 1.0035, 1.0711
1.1170, 1.5621, 1.6543, 1.7131, 1.8937 <850N/mm² / <250HB
JC8050 JC7560
(JC5118)
legierte Stähle / Stahlguß / Vergütungsstähle Werkzeugstähle St60, Ck45, Ck60, 42CrMo4 36Mn5V, 1.1750, 1.2312, 1.2344, 1.2343, 1.5120,
1.7033 <900N/mm²
JC8050 JC7560
(JC5118)
Werkzeugstähle / Nitrierstähle 1.2080, 1.2083 1.2307, 1.2379, 1.2767, 1.8504,
1.8550 <1100N/mm²
JC8050 JC7560
(JC5118)
Werkzeugstähle 1.2738, K340, M390, S290 <1300N/mm²
JC8050 (JC5118)
Empfohlene Schnittbedingungen Typ EPMT/WG
rup
pe
Werkstoffe Qualitätø 25/26 5 Schneiden ø 32 5 Schneiden
Max
29
Länge ap ae Vc n fz Vf
~100 0,8 ~32 188 1.500 0,71 7.500
150 0,6 ~32 176 1.400 0,71 7.000
210 0,4 ~32 151 1.200 0,71 6.000
~100 0,8 ~32 188 1.500 0,71 7.500
150 0,6 ~32 176 1.400 0,71 7.000
210 0,4 ~32 151 1.200 0,71 6.000
~100 0,8 ~32 188 1.500 0,71 7.500
150 0,6 ~32 176 1.400 0,71 7.000
210 0,4 ~32 151 1.200 0,71 6.000
~100 0,6 ~32 94 750 0,67 3.500
150 0,4 ~32 94 750 0,67 3.500
210 0,3 ~32 78 620 0,67 2.900
~100 0,8 ~32 170 1.350 0,72 6.800
150 0,6 ~32 163 1.300 0,71 6.500
210 0,35 ~32 151 1.200 0,71 6.000
~100 1 ~32 151 1.200 0,86 7.200
150 0,8 ~32 151 1.200 0,79 6.600
210 0,6 ~32 126 1.000 0,79 5.500
~100 0,5 ~32 60 480 0,40 1.350
150 0,3 ~32 60 480 0,40 1.350
210 0,2 ~32 60 480 0,40 1.350
~100 0,5 ~32 31 250 0,30 520
150 0,3 ~32 31 250 0,30 520
210 0,2 ~32 31 250 0,30 520
~100 0,4 ~32 69 550 0,49 1.900
150 0,3 ~32 69 550 0,49 1.900
210 - - - - - -
~100 0,15 ~32 31 250 0,16 280
150 0,1 ~32 31 250 0,16 280
210 - - - - - -
Länge ap ae Vc n fz Vf Länge ap ae Vc n fz Vf
~150 0,8 ~32 157 1.250 0,80 6.000 ~150 0,8 ~32 157 1.250 0,80 7.000
200 0,6 ~32 138 1.100 0,80 5.300 200 0,6 ~32 138 1.100 0,81 6.200
250 0,5 ~32 126 1.000 0,80 4.800 250 0,5 ~32 126 1.000 0,80 5.600
~150 0,8 ~32 157 1.250 0,80 6.000 ~150 0,8 ~32 157 1.250 0,80 7.000
200 0,6 ~32 138 1.100 0,80 5.300 200 0,6 ~32 138 1.100 0,81 6.200
250 0,5 ~32 126 1.000 0,80 4.800 250 0,5 ~32 126 1.000 0,80 5.600
~150 0,8 ~32 157 1.250 0,80 6.000 ~150 0,8 ~32 157 1.250 0,80 7.000
200 0,6 ~32 138 1.100 0,80 5.300 200 0,6 ~32 138 1.100 0,81 6.200
250 0,5 ~32 126 1.000 0,80 4.800 250 0,5 ~32 126 1.000 0,80 5.600
~150 0,6 ~32 85 680 0,70 2.850 ~150 0,6 ~32 85 680 0,69 3.300
200 0,4 ~32 80 640 0,69 2.650 200 0,4 ~32 80 640 0,69 3.100
250 0,3 ~32 75 600 0,69 2.500 250 0,3 ~32 75 600 0,69 2.900
~150 0,6 ~32 151 1.200 0,75 5.400 ~150 0,6 ~32 151 1.200 0,75 6.300
200 0,4 ~32 138 1.100 0,75 4.950 200 0,4 ~32 138 1.100 0,75 5.800
250 0,3 ~32 126 1.000 0,74 4.450 250 0,3 ~32 126 1.000 0,74 5.200
~150 0,8 ~32 138 1.100 1,00 6.600 ~150 0,8 ~32 138 1.100 1,00 7.700
200 0,6 ~32 126 1.000 1,00 6.000 200 0,6 ~32 126 1.000 1,00 7.000
250 0,5 ~32 113 900 1,00 5.400 250 0,5 ~32 113 900 1,00 6.300
~150 0,6 ~32 60 480 0,40 1.150 ~150 0,6 ~32 60 480 0,40 1.350
200 0,4 ~32 55 440 0,40 1.050 200 0,4 ~32 55 440 0,40 1.230
250 0,3 ~32 55 440 0,40 1.050 250 0,3 ~32 55 440 0,40 1.230
~150 0,6 ~32 30 240 0,30 430 ~150 0,6 ~32 30 240 0,30 500
200 0,4 ~32 25 200 0,30 360 200 0,4 ~32 25 200 0,30 420
250 0,3 ~32 25 200 0,30 360 250 0,3 ~32 25 200 0,30 420
~150 0,4 ~32 65 520 0,50 1.550 ~150 0,4 ~32 65 520 0,49 1.800
200 0,2 ~32 65 520 0,50 1.550 200 0,2 ~32 65 520 0,49 1.800
250 - - - - - - 250 - - - - - -
~150 0,15 ~32 30 240 0,16 230 ~150 0,15 ~32 30 240 0,16 270
200 0,1 ~32 28 220 0,16 210 200 0,1 ~32 28 220 0,16 250
250 - - - - - - 250 - - - - - -
Max Empfohlene Schnittbedingungen Typ EPMT/WG
rup
pe
Werkstoffe Qualitätø 40/42 7 Schneiden
P
unlegierte Stähle / Baustähle / Automatenstähle St37, St52, StE420, Ck15, C50, 1.0035, 1.0711
1.1170, 1.5621, 1.6543, 1.7131, 1.8937 <850N/mm² / <250HB
JC8050 JC7560
(JC5118)
legierte Stähle / Stahlguß / Vergütungsstähle Werkzeugstähle St60, Ck45, Ck60, 42CrMo4 36Mn5V, 1.1750, 1.2312, 1.2344, 1.2343, 1.5120,
1.7033 <900N/mm²
JC8050 JC7560
(JC5118)
Werkzeugstähle / Nitrierstähle 1.2080, 1.2083 1.2307, 1.2379, 1.2767, 1.8504,
1.8550 <1100N/mm²
JC8050 JC7560
(JC5118)
Werkzeugstähle 1.2738, K340, M390, S290 <1300N/mm²
JC8050 (JC5118)
MRostfreie Stähle / hitzebest. Stähle
austenitisch 1.4301, 1.4541, 1.4571 geschwefelt 1.4005, 1.4105, 1.4305
<900N/mm²
JC5118 (JC5080)
KGuß / Grauguß / Späroguß / Temperguß
GG, GGG, GTW, GTS <300HB
JC5118
H
Gehärtete Stähle 40 - 55 hrc
JC5118
Gehärtete Stähle 55 - 62 hrc
JC5118 YPHW
S
Titan / Titan Legierungen TiAl6V4, 3.7024, 3.7124, 3.7154
JC5118 (JC8050)
Sonderlegierungen / Inconel / Hastelloy Monel / Nimonic
JC5118 (JC8050)
Gru
pp
e
Werkstoffe Qualitätø 40 6 Schneiden ø 40/42 7 Schneiden
KGuß / Grauguß / Späroguß / Temperguß
GG, GGG, GTW, GTS <300HB
JC5118
P
unlegierte Stähle / Baustähle / Automatenstähle St52, StE420, Ck15, C50, 1.0035, 1.0711 1.1170, 1.5621, 1.6543, 1.7131, 1.8937
<850N/mm² / <250HB
JC8050 JC7560
(JC5118)
legierte Stähle / Stahlguß / Vergütungsstähle Werkzeugstähle St60, Ck45, Ck60, 42CrMo4 36Mn5V, 1.1750, 1.2312, 1.2344, 1.2343, 1.5120,
1.7033 <900N/mm²
JC8050 JC7560
(JC5118)
Werkzeugstähle / Nitrierstähle 1.2080, 1.2083 1.2307, 1.2379, 1.2767, 1.8504,
1.8550 <1100N/mm²
JC8050 JC7560
(JC5118)
Werkzeugstähle 1.2738, K340, M390, S290 <1300N/mm²
JC8050 (JC5118)
Die genauen Daten sind entsprechend der Stabilität der Maschine oder des Materials anzupassen.
Bei auftretendem Rattern wird eine Verringerung der Schnitttiefe ap oder Drehzahl unter Beibehaltung des Vorschubs pro Zahn empfohlen.
Empfohlene Schnittbedingungen EPMT/W
S
Titan / Titan Legierungen TiAl6V4, 3.7024, 3.7124, 3.7154
JC5118 (JC8050)
Sonderlegierungen / Inconel / Hastelloy Monel / Nimonic
JC5118 (JC8050)
H
Gehärtete Stähle 40 - 55 hrc
JC5118
Gehärtete Stähle 55 - 62 hrc
JC5118 EPHW
MRostfreie Stähle / hitzebest. Stähle
austenitisch 1.4301, 1.4541, 1.4571 geschwefelt 1.4005, 1.4105, 1.4305
<900N/mm²
JC5118 (JC5080)
QXPTYPE
30
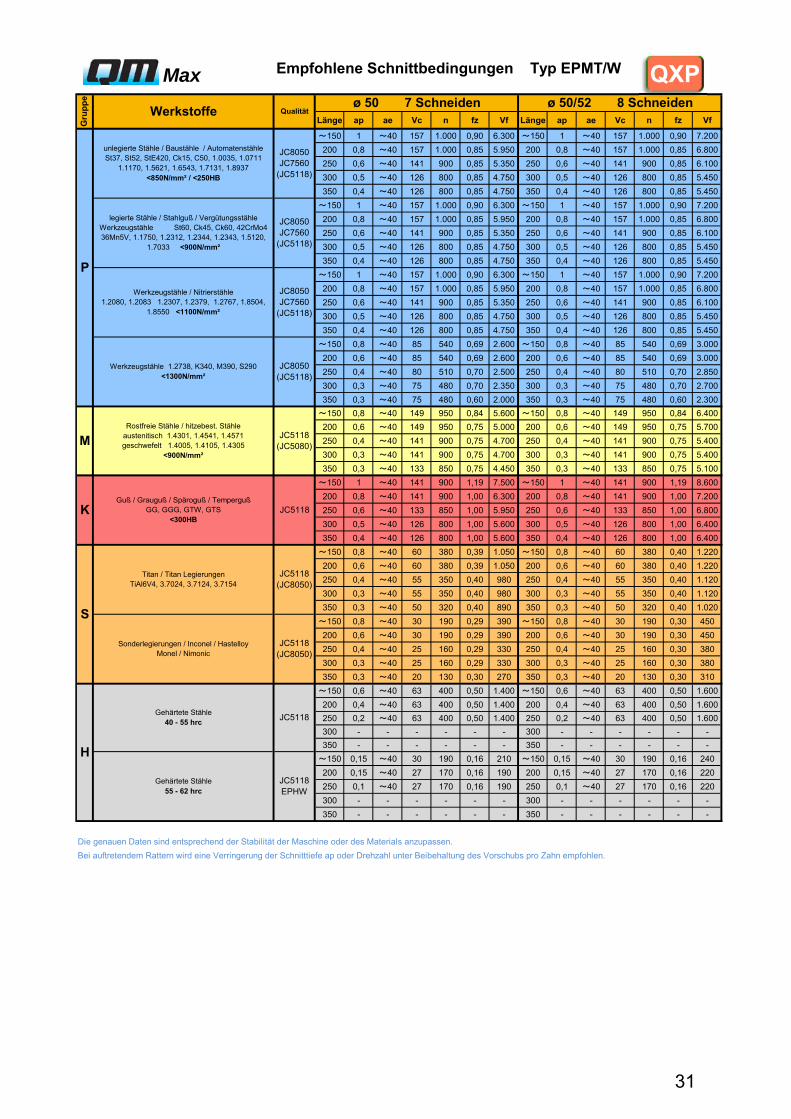
Länge ap ae Vc n fz Vf Länge ap ae Vc n fz Vf
~150 1 ~40 157 1.000 0,90 6.300 ~150 1 ~40 157 1.000 0,90 7.200
200 0,8 ~40 157 1.000 0,85 5.950 200 0,8 ~40 157 1.000 0,85 6.800
250 0,6 ~40 141 900 0,85 5.350 250 0,6 ~40 141 900 0,85 6.100
300 0,5 ~40 126 800 0,85 4.750 300 0,5 ~40 126 800 0,85 5.450
350 0,4 ~40 126 800 0,85 4.750 350 0,4 ~40 126 800 0,85 5.450
~150 1 ~40 157 1.000 0,90 6.300 ~150 1 ~40 157 1.000 0,90 7.200
200 0,8 ~40 157 1.000 0,85 5.950 200 0,8 ~40 157 1.000 0,85 6.800
250 0,6 ~40 141 900 0,85 5.350 250 0,6 ~40 141 900 0,85 6.100
300 0,5 ~40 126 800 0,85 4.750 300 0,5 ~40 126 800 0,85 5.450
350 0,4 ~40 126 800 0,85 4.750 350 0,4 ~40 126 800 0,85 5.450
~150 1 ~40 157 1.000 0,90 6.300 ~150 1 ~40 157 1.000 0,90 7.200
200 0,8 ~40 157 1.000 0,85 5.950 200 0,8 ~40 157 1.000 0,85 6.800
250 0,6 ~40 141 900 0,85 5.350 250 0,6 ~40 141 900 0,85 6.100
300 0,5 ~40 126 800 0,85 4.750 300 0,5 ~40 126 800 0,85 5.450
350 0,4 ~40 126 800 0,85 4.750 350 0,4 ~40 126 800 0,85 5.450
~150 0,8 ~40 85 540 0,69 2.600 ~150 0,8 ~40 85 540 0,69 3.000
200 0,6 ~40 85 540 0,69 2.600 200 0,6 ~40 85 540 0,69 3.000
250 0,4 ~40 80 510 0,70 2.500 250 0,4 ~40 80 510 0,70 2.850
300 0,3 ~40 75 480 0,70 2.350 300 0,3 ~40 75 480 0,70 2.700
350 0,3 ~40 75 480 0,60 2.000 350 0,3 ~40 75 480 0,60 2.300
~150 0,8 ~40 149 950 0,84 5.600 ~150 0,8 ~40 149 950 0,84 6.400
200 0,6 ~40 149 950 0,75 5.000 200 0,6 ~40 149 950 0,75 5.700
250 0,4 ~40 141 900 0,75 4.700 250 0,4 ~40 141 900 0,75 5.400
300 0,3 ~40 141 900 0,75 4.700 300 0,3 ~40 141 900 0,75 5.400
350 0,3 ~40 133 850 0,75 4.450 350 0,3 ~40 133 850 0,75 5.100
~150 1 ~40 141 900 1,19 7.500 ~150 1 ~40 141 900 1,19 8.600
200 0,8 ~40 141 900 1,00 6.300 200 0,8 ~40 141 900 1,00 7.200
250 0,6 ~40 133 850 1,00 5.950 250 0,6 ~40 133 850 1,00 6.800
300 0,5 ~40 126 800 1,00 5.600 300 0,5 ~40 126 800 1,00 6.400
350 0,4 ~40 126 800 1,00 5.600 350 0,4 ~40 126 800 1,00 6.400
~150 0,8 ~40 60 380 0,39 1.050 ~150 0,8 ~40 60 380 0,40 1.220
200 0,6 ~40 60 380 0,39 1.050 200 0,6 ~40 60 380 0,40 1.220
250 0,4 ~40 55 350 0,40 980 250 0,4 ~40 55 350 0,40 1.120
300 0,3 ~40 55 350 0,40 980 300 0,3 ~40 55 350 0,40 1.120
350 0,3 ~40 50 320 0,40 890 350 0,3 ~40 50 320 0,40 1.020
~150 0,8 ~40 30 190 0,29 390 ~150 0,8 ~40 30 190 0,30 450
200 0,6 ~40 30 190 0,29 390 200 0,6 ~40 30 190 0,30 450
250 0,4 ~40 25 160 0,29 330 250 0,4 ~40 25 160 0,30 380
300 0,3 ~40 25 160 0,29 330 300 0,3 ~40 25 160 0,30 380
350 0,3 ~40 20 130 0,30 270 350 0,3 ~40 20 130 0,30 310
~150 0,6 ~40 63 400 0,50 1.400 ~150 0,6 ~40 63 400 0,50 1.600
200 0,4 ~40 63 400 0,50 1.400 200 0,4 ~40 63 400 0,50 1.600
250 0,2 ~40 63 400 0,50 1.400 250 0,2 ~40 63 400 0,50 1.600
300 - - - - - - 300 - - - - - -
350 - - - - - - 350 - - - - - -
~150 0,15 ~40 30 190 0,16 210 ~150 0,15 ~40 30 190 0,16 240
200 0,15 ~40 27 170 0,16 190 200 0,15 ~40 27 170 0,16 220
250 0,1 ~40 27 170 0,16 190 250 0,1 ~40 27 170 0,16 220
300 - - - - - - 300 - - - - - -
350 - - - - - - 350 - - - - - -
Max Empfohlene Schnittbedingungen Typ EPMT/WG
rup
pe
Werkstoffe Qualitätø 50 7 Schneiden ø 50/52 8 Schneiden
Die genauen Daten sind entsprechend der Stabilität der Maschine oder des Materials anzupassen.
Bei auftretendem Rattern wird eine Verringerung der Schnitttiefe ap oder Drehzahl unter Beibehaltung des Vorschubs pro Zahn empfohlen.
Titan / Titan Legierungen TiAl6V4, 3.7024, 3.7124, 3.7154
Rostfreie Stähle / hitzebest. Stähle austenitisch 1.4301, 1.4541, 1.4571 geschwefelt 1.4005, 1.4105, 1.4305
<900N/mm²
JC5118 (JC5080)
Guß / Grauguß / Späroguß / Temperguß GG, GGG, GTW, GTS
<300HBJC5118
H
Gehärtete Stähle 40 - 55 hrc
Gehärtete Stähle 55 - 62 hrc
JC5118
JC5118 EPHW
M
P
JC5118 (JC8050)
JC5118 (JC8050)
Sonderlegierungen / Inconel / Hastelloy Monel / Nimonic
K
S
JC8050 JC7560
(JC5118)
JC8050 JC7560
(JC5118)
legierte Stähle / Stahlguß / Vergütungsstähle Werkzeugstähle St60, Ck45, Ck60, 42CrMo4 36Mn5V, 1.1750, 1.2312, 1.2344, 1.2343, 1.5120,
1.7033 <900N/mm²
Werkzeugstähle / Nitrierstähle 1.2080, 1.2083 1.2307, 1.2379, 1.2767, 1.8504,
1.8550 <1100N/mm²
JC8050 JC7560
(JC5118)
Werkzeugstähle 1.2738, K340, M390, S290 <1300N/mm²
JC8050 (JC5118)
unlegierte Stähle / Baustähle / Automatenstähle St37, St52, StE420, Ck15, C50, 1.0035, 1.0711
1.1170, 1.5621, 1.6543, 1.7131, 1.8937 <850N/mm² / <250HB
QXP
31
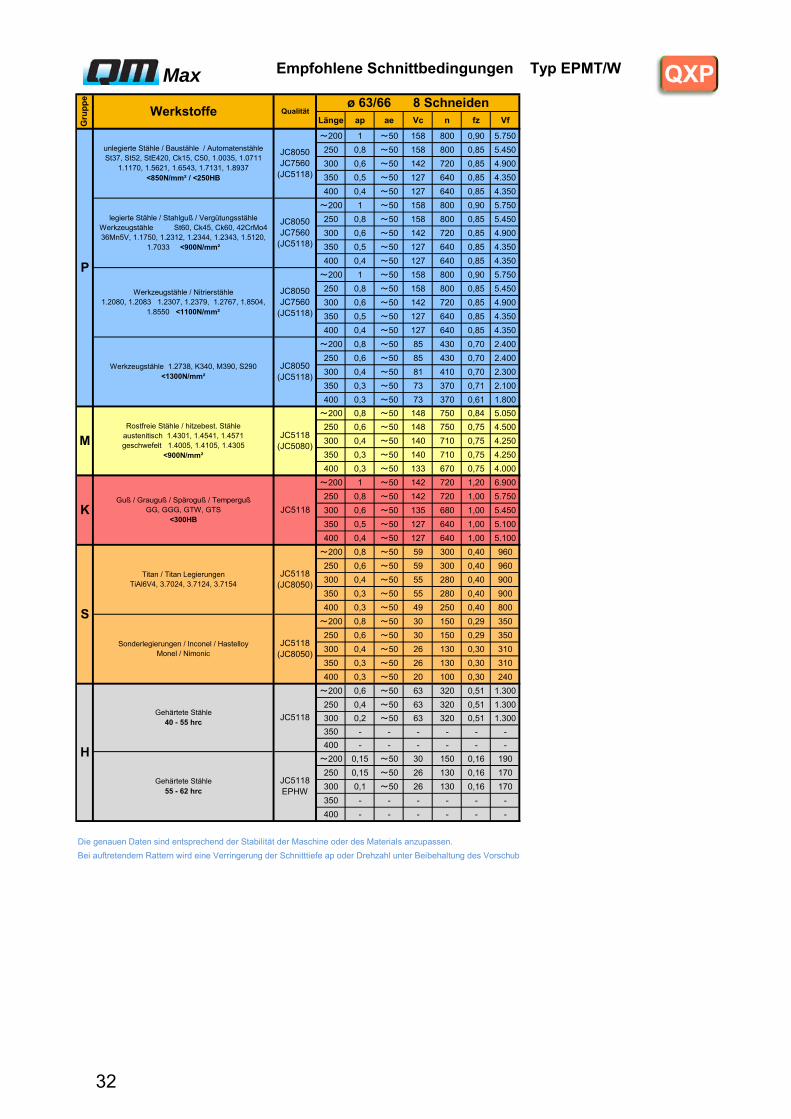
Länge ap ae Vc n fz Vf
~200 1 ~50 158 800 0,90 5.750
250 0,8 ~50 158 800 0,85 5.450
300 0,6 ~50 142 720 0,85 4.900
350 0,5 ~50 127 640 0,85 4.350
400 0,4 ~50 127 640 0,85 4.350
~200 1 ~50 158 800 0,90 5.750
250 0,8 ~50 158 800 0,85 5.450
300 0,6 ~50 142 720 0,85 4.900
350 0,5 ~50 127 640 0,85 4.350
400 0,4 ~50 127 640 0,85 4.350
~200 1 ~50 158 800 0,90 5.750
250 0,8 ~50 158 800 0,85 5.450
300 0,6 ~50 142 720 0,85 4.900
350 0,5 ~50 127 640 0,85 4.350
400 0,4 ~50 127 640 0,85 4.350
~200 0,8 ~50 85 430 0,70 2.400
250 0,6 ~50 85 430 0,70 2.400
300 0,4 ~50 81 410 0,70 2.300
350 0,3 ~50 73 370 0,71 2.100
400 0,3 ~50 73 370 0,61 1.800
~200 0,8 ~50 148 750 0,84 5.050
250 0,6 ~50 148 750 0,75 4.500
300 0,4 ~50 140 710 0,75 4.250
350 0,3 ~50 140 710 0,75 4.250
400 0,3 ~50 133 670 0,75 4.000
~200 1 ~50 142 720 1,20 6.900
250 0,8 ~50 142 720 1,00 5.750
300 0,6 ~50 135 680 1,00 5.450
350 0,5 ~50 127 640 1,00 5.100
400 0,4 ~50 127 640 1,00 5.100
~200 0,8 ~50 59 300 0,40 960
250 0,6 ~50 59 300 0,40 960
300 0,4 ~50 55 280 0,40 900
350 0,3 ~50 55 280 0,40 900
400 0,3 ~50 49 250 0,40 800
~200 0,8 ~50 30 150 0,29 350
250 0,6 ~50 30 150 0,29 350
300 0,4 ~50 26 130 0,30 310
350 0,3 ~50 26 130 0,30 310
400 0,3 ~50 20 100 0,30 240
~200 0,6 ~50 63 320 0,51 1.300
250 0,4 ~50 63 320 0,51 1.300
300 0,2 ~50 63 320 0,51 1.300
350 - - - - - -
400 - - - - - -
~200 0,15 ~50 30 150 0,16 190
250 0,15 ~50 26 130 0,16 170
300 0,1 ~50 26 130 0,16 170
350 - - - - - -
400 - - - - - -
Die genauen Daten sind entsprechend der Stabilität der Maschine oder des Materials anzupassen.
Bei auftretendem Rattern wird eine Verringerung der Schnitttiefe ap oder Drehzahl unter Beibehaltung des Vorschub
Empfohlene Schnittbedingungen Typ EPMT/W
S
Titan / Titan Legierungen TiAl6V4, 3.7024, 3.7124, 3.7154
JC5118 (JC8050)
Sonderlegierungen / Inconel / Hastelloy Monel / Nimonic
JC5118 (JC8050)
H
Gehärtete Stähle 40 - 55 hrc
JC5118
Gehärtete Stähle 55 - 62 hrc
JC5118 EPHW
MRostfreie Stähle / hitzebest. Stähle
austenitisch 1.4301, 1.4541, 1.4571 geschwefelt 1.4005, 1.4105, 1.4305
<900N/mm²
JC5118 (JC5080)
KGuß / Grauguß / Späroguß / Temperguß
GG, GGG, GTW, GTS <300HB
JC5118
P
unlegierte Stähle / Baustähle / Automatenstähle St37, St52, StE420, Ck15, C50, 1.0035, 1.0711
1.1170, 1.5621, 1.6543, 1.7131, 1.8937 <850N/mm² / <250HB
JC8050 JC7560
(JC5118)
legierte Stähle / Stahlguß / Vergütungsstähle Werkzeugstähle St60, Ck45, Ck60, 42CrMo4 36Mn5V, 1.1750, 1.2312, 1.2344, 1.2343, 1.5120,
1.7033 <900N/mm²
JC8050 JC7560
(JC5118)
Werkzeugstähle / Nitrierstähle 1.2080, 1.2083 1.2307, 1.2379, 1.2767, 1.8504,
1.8550 <1100N/mm²
JC8050 JC7560
(JC5118)
Werkzeugstähle 1.2738, K340, M390, S290 <1300N/mm²
JC8050 (JC5118)
MaxG
rup
pe
Werkstoffe Qualitätø 63/66 8 Schneiden
QXP
32
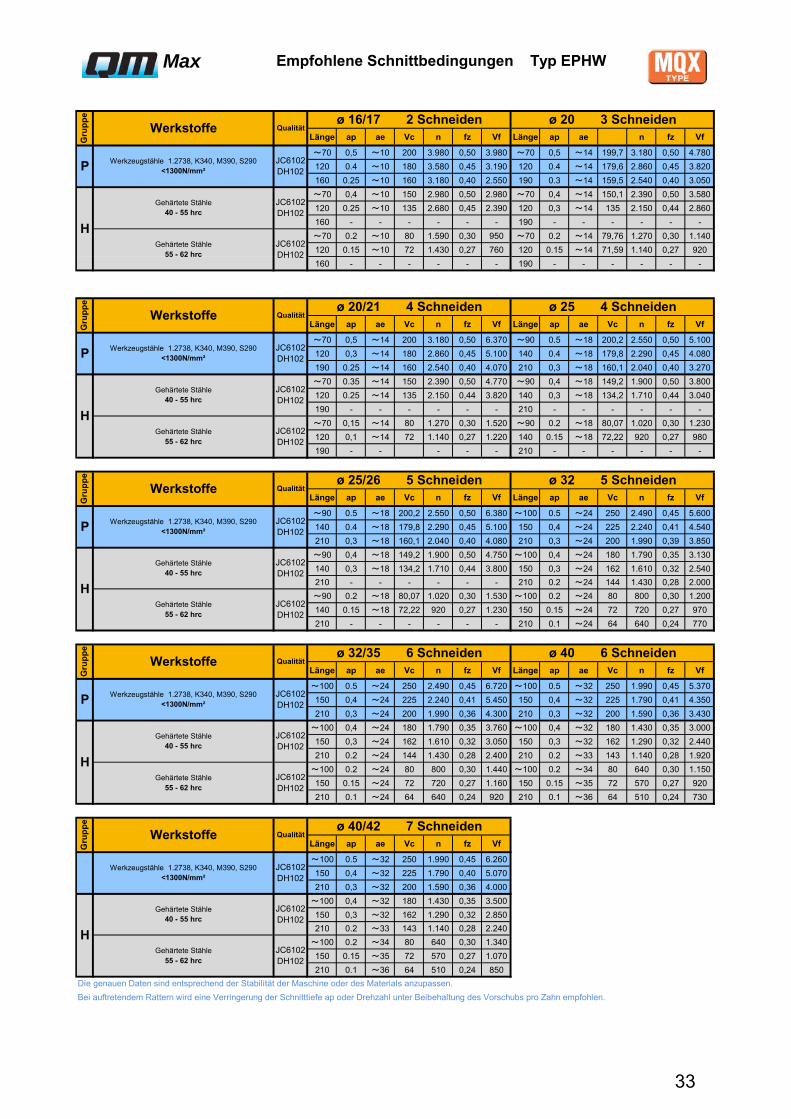
Länge ap ae Vc n fz Vf Länge ap ae n fz Vf
~70 0,5 ~10 200 3.980 0,50 3.980 ~70 0,5 ~14 199,7 3.180 0,50 4.780
120 0.4 ~10 180 3.580 0,45 3.190 120 0.4 ~14 179,6 2.860 0,45 3.820
160 0.25 ~10 160 3.180 0,40 2.550 190 0.3 ~14 159,5 2.540 0,40 3.050
~70 0,4 ~10 150 2.980 0,50 2.980 ~70 0,4 ~14 150,1 2.390 0,50 3.580
120 0.25 ~10 135 2.680 0,45 2.390 120 0,3 ~14 135 2.150 0,44 2.860
160 - - - - - - 190 - - - - - -
~70 0.2 ~10 80 1.590 0,30 950 ~70 0.2 ~14 79,76 1.270 0,30 1.140
120 0.15 ~10 72 1.430 0,27 760 120 0.15 ~14 71,59 1.140 0,27 920
160 - - - - - - 190 - - - - - -
Länge ap ae Vc n fz Vf Länge ap ae Vc n fz Vf
~70 0,5 ~14 200 3.180 0,50 6.370 ~90 0.5 ~18 200,2 2.550 0,50 5.100
120 0,3 ~14 180 2.860 0,45 5.100 140 0.4 ~18 179,8 2.290 0,45 4.080
190 0.25 ~14 160 2.540 0,40 4.070 210 0,3 ~18 160,1 2.040 0,40 3.270
~70 0.35 ~14 150 2.390 0,50 4.770 ~90 0,4 ~18 149,2 1.900 0,50 3.800
120 0.25 ~14 135 2.150 0,44 3.820 140 0,3 ~18 134,2 1.710 0,44 3.040
190 - - - - - - 210 - - - - - -
~70 0,15 ~14 80 1.270 0,30 1.520 ~90 0.2 ~18 80,07 1.020 0,30 1.230
120 0,1 ~14 72 1.140 0,27 1.220 140 0.15 ~18 72,22 920 0,27 980
190 - - - - - 210 - - - - - -
Länge ap ae Vc n fz Vf Länge ap ae Vc n fz Vf
~90 0.5 ~18 200,2 2.550 0,50 6.380 ~100 0.5 ~24 250 2.490 0,45 5.600
140 0.4 ~18 179,8 2.290 0,45 5.100 150 0,4 ~24 225 2.240 0,41 4.540
210 0,3 ~18 160,1 2.040 0,40 4.080 210 0,3 ~24 200 1.990 0,39 3.850
~90 0,4 ~18 149,2 1.900 0,50 4.750 ~100 0,4 ~24 180 1.790 0,35 3.130
140 0,3 ~18 134,2 1.710 0,44 3.800 150 0,3 ~24 162 1.610 0,32 2.540
210 - - - - - - 210 0.2 ~24 144 1.430 0,28 2.000
~90 0.2 ~18 80,07 1.020 0,30 1.530 ~100 0.2 ~24 80 800 0,30 1.200
140 0.15 ~18 72,22 920 0,27 1.230 150 0.15 ~24 72 720 0,27 970
210 - - - - - - 210 0.1 ~24 64 640 0,24 770
Länge ap ae Vc n fz Vf Länge ap ae Vc n fz Vf
~100 0.5 ~24 250 2.490 0,45 6.720 ~100 0.5 ~32 250 1.990 0,45 5.370
150 0,4 ~24 225 2.240 0,41 5.450 150 0,4 ~32 225 1.790 0,41 4.350
210 0,3 ~24 200 1.990 0,36 4.300 210 0,3 ~32 200 1.590 0,36 3.430
~100 0,4 ~24 180 1.790 0,35 3.760 ~100 0,4 ~32 180 1.430 0,35 3.000
150 0,3 ~24 162 1.610 0,32 3.050 150 0,3 ~32 162 1.290 0,32 2.440
210 0.2 ~24 144 1.430 0,28 2.400 210 0.2 ~33 143 1.140 0,28 1.920
~100 0.2 ~24 80 800 0,30 1.440 ~100 0.2 ~34 80 640 0,30 1.150
150 0.15 ~24 72 720 0,27 1.160 150 0.15 ~35 72 570 0,27 920
210 0.1 ~24 64 640 0,24 920 210 0.1 ~36 64 510 0,24 730
Länge ap ae Vc n fz Vf
~100 0.5 ~32 250 1.990 0,45 6.260
150 0,4 ~32 225 1.790 0,40 5.070
210 0,3 ~32 200 1.590 0,36 4.000
~100 0,4 ~32 180 1.430 0,35 3.500
150 0,3 ~32 162 1.290 0,32 2.850
210 0.2 ~33 143 1.140 0,28 2.240
~100 0.2 ~34 80 640 0,30 1.340
150 0.15 ~35 72 570 0,27 1.070
210 0.1 ~36 64 510 0,24 850
P Werkzeugstähle 1.2738, K340, M390, S290 <1300N/mm²
JC6102 DH102
Max Empfohlene Schnittbedingungen Typ EPHWG
rup
pe
Werkstoffe Qualitätø 16/17 2 Schneiden ø 20 3 Schneiden
H
Gehärtete Stähle 40 - 55 hrc
JC6102 DH102
Gehärtete Stähle 55 - 62 hrc
JC6102 DH102
P Werkzeugstähle 1.2738, K340, M390, S290 <1300N/mm²
JC6102 DH102
Gru
pp
e
Werkstoffe Qualitätø 20/21 4 Schneiden ø 25 4 Schneiden
H
Gehärtete Stähle 40 - 55 hrc
JC6102DH102
Gehärtete Stähle 55 - 62 hrc
JC6102 DH102
Die genauen Daten sind entsprechend der Stabilität der Maschine oder des Materials anzupassen.
Bei auftretendem Rattern wird eine Verringerung der Schnitttiefe ap oder Drehzahl unter Beibehaltung des Vorschubs pro Zahn empfohlen.
Gru
pp
e
Werkstoffe Qualitätø 25/26 5 Schneiden ø 32 5 Schneiden
P
H
Werkzeugstähle 1.2738, K340, M390, S290 <1300N/mm²
JC6102 DH102
Gru
pp
e
Werkstoffe Qualitätø 32/35 6 Schneiden ø 40 6 Schneiden
Gehärtete Stähle 40 - 55 hrc
JC6102 DH102
Gehärtete Stähle 55 - 62 hrc
JC6102 DH102
P Werkzeugstähle 1.2738, K340, M390, S290 <1300N/mm²
JC6102DH102
H
Gehärtete Stähle 40 - 55 hrc
JC6102 DH102
Gehärtete Stähle 55 - 62 hrc
JC6102 DH102
ø 40/42 7 Schneiden
H
Gehärtete Stähle 40 - 55 hrc
JC6102 DH102
Gehärtete Stähle 55 - 62 hrc
JC6102 DH102
Werkzeugstähle 1.2738, K340, M390, S290 <1300N/mm²
JC6102 DH102
Gru
pp
e
Werkstoffe Qualität
33
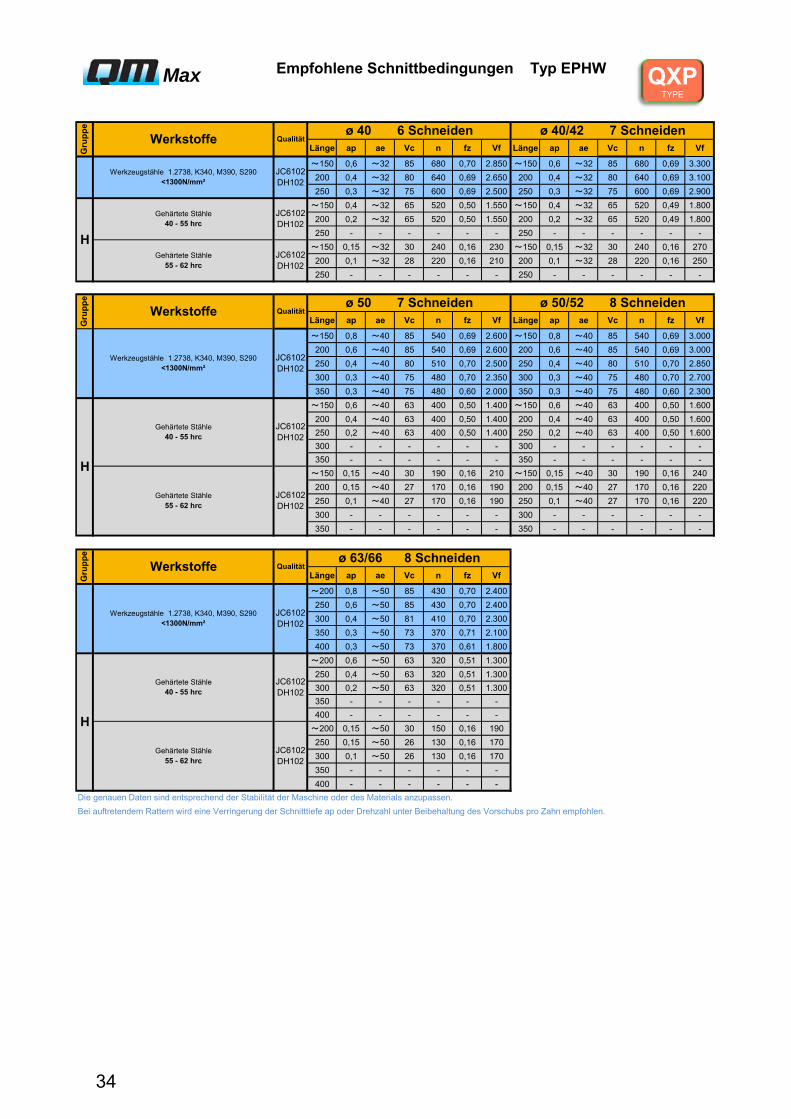
Länge ap ae Vc n fz Vf Länge ap ae Vc n fz Vf
~150 0,6 ~32 85 680 0,70 2.850 ~150 0,6 ~32 85 680 0,69 3.300
200 0,4 ~32 80 640 0,69 2.650 200 0,4 ~32 80 640 0,69 3.100
250 0,3 ~32 75 600 0,69 2.500 250 0,3 ~32 75 600 0,69 2.900
~150 0,4 ~32 65 520 0,50 1.550 ~150 0,4 ~32 65 520 0,49 1.800
200 0,2 ~32 65 520 0,50 1.550 200 0,2 ~32 65 520 0,49 1.800
250 - - - - - - 250 - - - - - -
~150 0,15 ~32 30 240 0,16 230 ~150 0,15 ~32 30 240 0,16 270
200 0,1 ~32 28 220 0,16 210 200 0,1 ~32 28 220 0,16 250
250 - - - - - - 250 - - - - - -
Länge ap ae Vc n fz Vf Länge ap ae Vc n fz Vf
~150 0,8 ~40 85 540 0,69 2.600 ~150 0,8 ~40 85 540 0,69 3.000
200 0,6 ~40 85 540 0,69 2.600 200 0,6 ~40 85 540 0,69 3.000
250 0,4 ~40 80 510 0,70 2.500 250 0,4 ~40 80 510 0,70 2.850
300 0,3 ~40 75 480 0,70 2.350 300 0,3 ~40 75 480 0,70 2.700
350 0,3 ~40 75 480 0,60 2.000 350 0,3 ~40 75 480 0,60 2.300
~150 0,6 ~40 63 400 0,50 1.400 ~150 0,6 ~40 63 400 0,50 1.600
200 0,4 ~40 63 400 0,50 1.400 200 0,4 ~40 63 400 0,50 1.600
250 0,2 ~40 63 400 0,50 1.400 250 0,2 ~40 63 400 0,50 1.600
300 - - - - - - 300 - - - - - -
350 - - - - - - 350 - - - - - -
~150 0,15 ~40 30 190 0,16 210 ~150 0,15 ~40 30 190 0,16 240
200 0,15 ~40 27 170 0,16 190 200 0,15 ~40 27 170 0,16 220
250 0,1 ~40 27 170 0,16 190 250 0,1 ~40 27 170 0,16 220
300 - - - - - - 300 - - - - - -
350 - - - - - - 350 - - - - - -
Länge ap ae Vc n fz Vf
~200 0,8 ~50 85 430 0,70 2.400
250 0,6 ~50 85 430 0,70 2.400
300 0,4 ~50 81 410 0,70 2.300
350 0,3 ~50 73 370 0,71 2.100
400 0,3 ~50 73 370 0,61 1.800
~200 0,6 ~50 63 320 0,51 1.300
250 0,4 ~50 63 320 0,51 1.300
300 0,2 ~50 63 320 0,51 1.300
350 - - - - - -
400 - - - - - -
~200 0,15 ~50 30 150 0,16 190
250 0,15 ~50 26 130 0,16 170
300 0,1 ~50 26 130 0,16 170
350 - - - - - -
400 - - - - - -
ø 40 6 Schneiden ø 40/42 7 Schneiden
Max Empfohlene Schnittbedingungen Typ EPHW
Werkzeugstähle 1.2738, K340, M390, S290 <1300N/mm²
JC6102 DH102
Gru
pp
e
Werkstoffe Qualität
H
Gehärtete Stähle 40 - 55 hrc
JC6102 DH102
Gehärtete Stähle 55 - 62 hrc
JC6102 DH102
Die genauen Daten sind entsprechend der Stabilität der Maschine oder des Materials anzupassen.
Bei auftretendem Rattern wird eine Verringerung der Schnitttiefe ap oder Drehzahl unter Beibehaltung des Vorschubs pro Zahn empfohlen.
Gru
pp
e
Werkstoffe Qualitätø 50 7 Schneiden ø 50/52 8 Schneiden
Werkzeugstähle 1.2738, K340, M390, S290 <1300N/mm²
JC6102 DH102
H
Gehärtete Stähle 40 - 55 hrc
JC6102 DH102
Gehärtete Stähle 55 - 62 hrc
JC6102 DH102
ø 63/66 8 Schneiden
H
Gehärtete Stähle 40 - 55 hrc
JC6102DH102
Gehärtete Stähle 55 - 62 hrc
JC6102 DH102
Gru
pp
e
Werkstoffe Qualität
Werkzeugstähle 1.2738, K340, M390, S290 <1300N/mm²
JC6102DH102
QXPTYPE
34
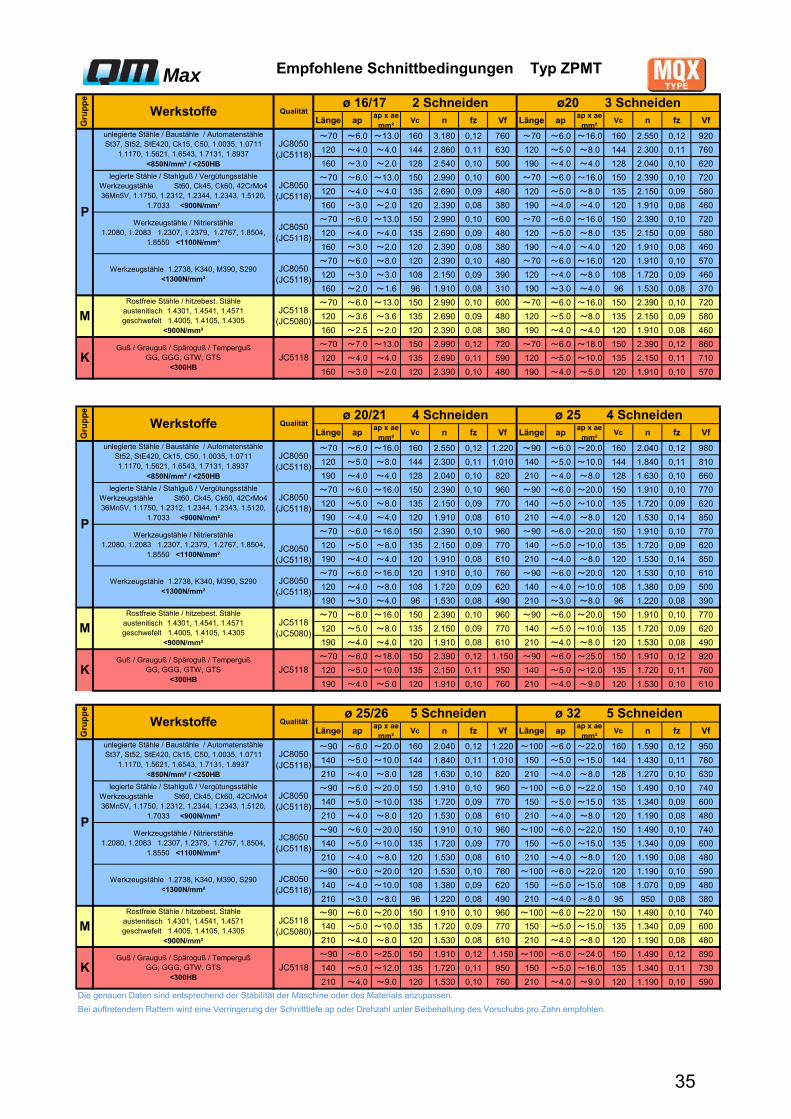
Länge apap x ae
mm²Vc n fz Vf Länge ap
ap x ae mm²
Vc n fz Vf
~70 ~6.0 ~13.0 160 3.180 0,12 760 ~70 ~6.0 ~16.0 160 2.550 0,12 920
120 ~4.0 ~4.0 144 2.860 0,11 630 120 ~5.0 ~8.0 144 2.300 0,11 760
160 ~3.0 ~2.0 128 2.540 0,10 500 190 ~4.0 ~4.0 128 2.040 0,10 620
~70 ~6.0 ~13.0 150 2.990 0,10 600 ~70 ~6.0 ~16.0 150 2.390 0,10 720
120 ~4.0 ~4.0 135 2.690 0,09 480 120 ~5.0 ~8.0 135 2.150 0,09 580
160 ~3.0 ~2.0 120 2.390 0,08 380 190 ~4.0 ~4.0 120 1.910 0,08 460
~70 ~6.0 ~13.0 150 2.990 0,10 600 ~70 ~6.0 ~16.0 150 2.390 0,10 720
120 ~4.0 ~4.0 135 2.690 0,09 480 120 ~5.0 ~8.0 135 2.150 0,09 580
160 ~3.0 ~2.0 120 2.390 0,08 380 190 ~4.0 ~4.0 120 1.910 0,08 460
~70 ~6.0 ~8.0 120 2.390 0,10 480 ~70 ~6.0 ~16.0 120 1.910 0,10 570
120 ~3.0 ~3.0 108 2.150 0,09 390 120 ~4.0 ~8.0 108 1.720 0,09 460
160 ~2.0 ~1.6 96 1.910 0,08 310 190 ~3.0 ~4.0 96 1.530 0,08 370
~70 ~6.0 ~13.0 150 2.990 0,10 600 ~70 ~6.0 ~16.0 150 2.390 0,10 720
120 ~3.6 ~3.6 135 2.690 0,09 480 120 ~5.0 ~8.0 135 2.150 0,09 580
160 ~2.5 ~2.0 120 2.390 0,08 380 190 ~4.0 ~4.0 120 1.910 0,08 460
~70 ~7.0 ~13.0 150 2.990 0,12 720 ~70 ~6.0 ~18.0 150 2.390 0,12 860
120 ~4.0 ~4.0 135 2.690 0,11 590 120 ~5.0 ~10.0 135 2.150 0,11 710
160 ~3.0 ~2.0 120 2.390 0,10 480 190 ~4.0 ~5.0 120 1.910 0,10 570
Länge apap x ae
mm²Vc n fz Vf Länge ap
ap x ae mm²
Vc n fz Vf
~70 ~6.0 ~16.0 160 2.550 0,12 1.220 ~90 ~6.0 ~20.0 160 2.040 0,12 980
120 ~5.0 ~8.0 144 2.300 0,11 1.010 140 ~5.0 ~10.0 144 1.840 0,11 810
190 ~4.0 ~4.0 128 2.040 0,10 820 210 ~4.0 ~8.0 128 1.630 0,10 660
~70 ~6.0 ~16.0 150 2.390 0,10 960 ~90 ~6.0 ~20.0 150 1.910 0,10 770
120 ~5.0 ~8.0 135 2.150 0,09 770 140 ~5.0 ~10.0 135 1.720 0,09 620
190 ~4.0 ~4.0 120 1.910 0,08 610 210 ~4.0 ~8.0 120 1.530 0,14 850
~70 ~6.0 ~16.0 150 2.390 0,10 960 ~90 ~6.0 ~20.0 150 1.910 0,10 770
120 ~5.0 ~8.0 135 2.150 0,09 770 140 ~5.0 ~10.0 135 1.720 0,09 620
190 ~4.0 ~4.0 120 1.910 0,08 610 210 ~4.0 ~8.0 120 1.530 0,14 850
~70 ~6.0 ~16.0 120 1.910 0,10 760 ~90 ~6.0 ~20.0 120 1.530 0,10 610
120 ~4.0 ~8.0 108 1.720 0,09 620 140 ~4.0 ~10.0 108 1.380 0,09 500
190 ~3.0 ~4.0 96 1.530 0,08 490 210 ~3.0 ~8.0 96 1.220 0,08 390
~70 ~6.0 ~16.0 150 2.390 0,10 960 ~90 ~6.0 ~20.0 150 1.910 0,10 770
120 ~5.0 ~8.0 135 2.150 0,09 770 140 ~5.0 ~10.0 135 1.720 0,09 620
190 ~4.0 ~4.0 120 1.910 0,08 610 210 ~4.0 ~8.0 120 1.530 0,08 490
~70 ~6.0 ~18.0 150 2.390 0,12 1.150 ~90 ~6.0 ~25.0 150 1.910 0,12 920
120 ~5.0 ~10.0 135 2.150 0,11 950 140 ~5.0 ~12.0 135 1.720 0,11 760
190 ~4.0 ~5.0 120 1.910 0,10 760 210 ~4.0 ~9.0 120 1.530 0,10 610
Länge apap x ae
mm²Vc n fz Vf Länge ap
ap x ae mm²
Vc n fz Vf
~90 ~6.0 ~20.0 160 2.040 0,12 1.220 ~100 ~6.0 ~22.0 160 1.590 0,12 950
140 ~5.0 ~10.0 144 1.840 0,11 1.010 150 ~5.0 ~15.0 144 1.430 0,11 780
210 ~4.0 ~8.0 128 1.630 0,10 820 210 ~4.0 ~8.0 128 1.270 0,10 630
~90 ~6.0 ~20.0 150 1.910 0,10 960 ~100 ~6.0 ~22.0 150 1.490 0,10 740
140 ~5.0 ~10.0 135 1.720 0,09 770 150 ~5.0 ~15.0 135 1.340 0,09 600
210 ~4.0 ~8.0 120 1.530 0,08 610 210 ~4.0 ~8.0 120 1.190 0,08 480
~90 ~6.0 ~20.0 150 1.910 0,10 960 ~100 ~6.0 ~22.0 150 1.490 0,10 740
140 ~5.0 ~10.0 135 1.720 0,09 770 150 ~5.0 ~15.0 135 1.340 0,09 600
210 ~4.0 ~8.0 120 1.530 0,08 610 210 ~4.0 ~8.0 120 1.190 0,08 480
~90 ~6.0 ~20.0 120 1.530 0,10 760 ~100 ~6.0 ~22.0 120 1.190 0,10 590
140 ~4.0 ~10.0 108 1.380 0,09 620 150 ~5.0 ~15.0 108 1.070 0,09 480
210 ~3.0 ~8.0 96 1.220 0,08 490 210 ~4.0 ~8.0 95 950 0,08 380
~90 ~6.0 ~20.0 150 1.910 0,10 960 ~100 ~6.0 ~22.0 150 1.490 0,10 740
140 ~5.0 ~10.0 135 1.720 0,09 770 150 ~5.0 ~15.0 135 1.340 0,09 600
210 ~4.0 ~8.0 120 1.530 0,08 610 210 ~4.0 ~8.0 120 1.190 0,08 480
~90 ~6.0 ~25.0 150 1.910 0,12 1.150 ~100 ~6.0 ~24.0 150 1.490 0,12 890
140 ~5.0 ~12.0 135 1.720 0,11 950 150 ~5.0 ~16.0 135 1.340 0,11 730
210 ~4.0 ~9.0 120 1.530 0,10 760 210 ~4.0 ~9.0 120 1.190 0,10 590
Die genauen Daten sind entsprechend der Stabilität der Maschine oder des Materials anzupassen.
Bei auftretendem Rattern wird eine Verringerung der Schnitttiefe ap oder Drehzahl unter Beibehaltung des Vorschubs pro Zahn empfohlen.
MRostfreie Stähle / hitzebest. Stähle
austenitisch 1.4301, 1.4541, 1.4571 geschwefelt 1.4005, 1.4105, 1.4305
<900N/mm²
JC5118 (JC5080)
KGuß / Grauguß / Späroguß / Temperguß
GG, GGG, GTW, GTS <300HB
JC5118
Gru
pp
e
Werkstoffe Qualitätø 25/26 5 Schneiden ø 32 5 Schneiden
P
unlegierte Stähle / Baustähle / Automatenstähle St37, St52, StE420, Ck15, C50, 1.0035, 1.0711
1.1170, 1.5621, 1.6543, 1.7131, 1.8937 <850N/mm² / <250HB
P
unlegierte Stähle / Baustähle / Automatenstähle St52, StE420, Ck15, C50, 1.0035, 1.0711 1.1170, 1.5621, 1.6543, 1.7131, 1.8937
<850N/mm² / <250HB
JC8050 (JC5118)
legierte Stähle / Stahlguß / Vergütungsstähle Werkzeugstähle St60, Ck45, Ck60, 42CrMo4 36Mn5V, 1.1750, 1.2312, 1.2344, 1.2343, 1.5120,
1.7033 <900N/mm²
JC8050 (JC5118)
Werkzeugstähle / Nitrierstähle 1.2080, 1.2083 1.2307, 1.2379, 1.2767, 1.8504,
1.8550 <1100N/mm²JC8050
(JC5118)
Werkzeugstähle 1.2738, K340, M390, S290 <1300N/mm²
JC8050 (JC5118)
Gru
pp
e
Werkstoffe Qualitätø 20/21 4 Schneiden ø 25 4 Schneiden
MRostfreie Stähle / hitzebest. Stähle
austenitisch 1.4301, 1.4541, 1.4571 geschwefelt 1.4005, 1.4105, 1.4305
<900N/mm²
JC5118 (JC5080)
KGuß / Grauguß / Späroguß / Temperguß
GG, GGG, GTW, GTS <300HB
JC5118
P
unlegierte Stähle / Baustähle / Automatenstähle St37, St52, StE420, Ck15, C50, 1.0035, 1.0711
1.1170, 1.5621, 1.6543, 1.7131, 1.8937 <850N/mm² / <250HB
JC8050 (JC5118)
legierte Stähle / Stahlguß / Vergütungsstähle Werkzeugstähle St60, Ck45, Ck60, 42CrMo4 36Mn5V, 1.1750, 1.2312, 1.2344, 1.2343, 1.5120,
1.7033 <900N/mm²
JC8050 (JC5118)
Werkzeugstähle / Nitrierstähle 1.2080, 1.2083 1.2307, 1.2379, 1.2767, 1.8504,
1.8550 <1100N/mm²
JC8050 (JC5118)
Werkzeugstähle 1.2738, K340, M390, S290 <1300N/mm²
JC8050 (JC5118)
Empfohlene Schnittbedingungen Typ ZPMTG
rup
pe
Werkstoffe Qualitätø 16/17 2 Schneiden ø20 3 Schneiden
Max
JC8050 (JC5118)
legierte Stähle / Stahlguß / Vergütungsstähle Werkzeugstähle St60, Ck45, Ck60, 42CrMo4 36Mn5V, 1.1750, 1.2312, 1.2344, 1.2343, 1.5120,
1.7033 <900N/mm²
JC8050 (JC5118)
Werkzeugstähle / Nitrierstähle 1.2080, 1.2083 1.2307, 1.2379, 1.2767, 1.8504,
1.8550 <1100N/mm²
JC8050 (JC5118)
KGuß / Grauguß / Späroguß / Temperguß
GG, GGG, GTW, GTS <300HB
JC5118
Werkzeugstähle 1.2738, K340, M390, S290 <1300N/mm²
JC8050 (JC5118)
MRostfreie Stähle / hitzebest. Stähle
austenitisch 1.4301, 1.4541, 1.4571 geschwefelt 1.4005, 1.4105, 1.4305
<900N/mm²
JC5118 (JC5080)
35
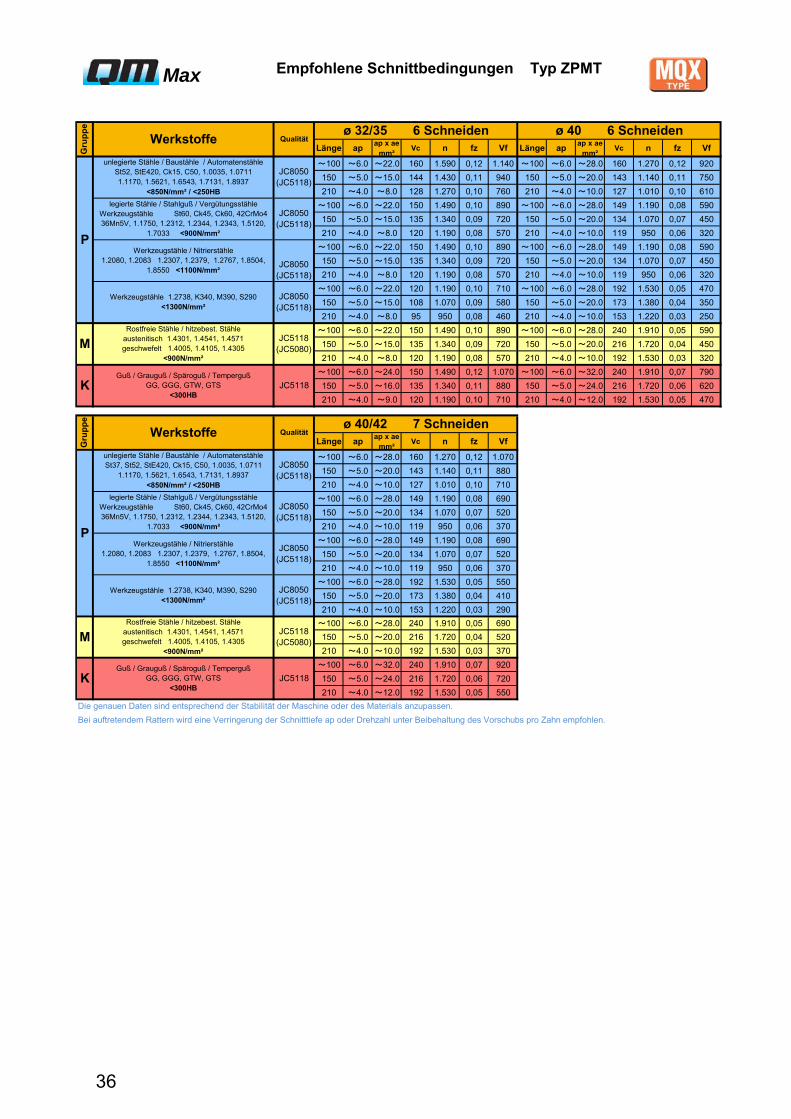
Länge apap x ae
mm²Vc n fz Vf Länge ap
ap x ae mm²
Vc n fz Vf
~100 ~6.0 ~22.0 160 1.590 0,12 1.140 ~100 ~6.0 ~28.0 160 1.270 0,12 920
150 ~5.0 ~15.0 144 1.430 0,11 940 150 ~5.0 ~20.0 143 1.140 0,11 750
210 ~4.0 ~8.0 128 1.270 0,10 760 210 ~4.0 ~10.0 127 1.010 0,10 610
~100 ~6.0 ~22.0 150 1.490 0,10 890 ~100 ~6.0 ~28.0 149 1.190 0,08 590
150 ~5.0 ~15.0 135 1.340 0,09 720 150 ~5.0 ~20.0 134 1.070 0,07 450
210 ~4.0 ~8.0 120 1.190 0,08 570 210 ~4.0 ~10.0 119 950 0,06 320
~100 ~6.0 ~22.0 150 1.490 0,10 890 ~100 ~6.0 ~28.0 149 1.190 0,08 590
150 ~5.0 ~15.0 135 1.340 0,09 720 150 ~5.0 ~20.0 134 1.070 0,07 450
210 ~4.0 ~8.0 120 1.190 0,08 570 210 ~4.0 ~10.0 119 950 0,06 320
~100 ~6.0 ~22.0 120 1.190 0,10 710 ~100 ~6.0 ~28.0 192 1.530 0,05 470
150 ~5.0 ~15.0 108 1.070 0,09 580 150 ~5.0 ~20.0 173 1.380 0,04 350
210 ~4.0 ~8.0 95 950 0,08 460 210 ~4.0 ~10.0 153 1.220 0,03 250
~100 ~6.0 ~22.0 150 1.490 0,10 890 ~100 ~6.0 ~28.0 240 1.910 0,05 590
150 ~5.0 ~15.0 135 1.340 0,09 720 150 ~5.0 ~20.0 216 1.720 0,04 450
210 ~4.0 ~8.0 120 1.190 0,08 570 210 ~4.0 ~10.0 192 1.530 0,03 320
~100 ~6.0 ~24.0 150 1.490 0,12 1.070 ~100 ~6.0 ~32.0 240 1.910 0,07 790
150 ~5.0 ~16.0 135 1.340 0,11 880 150 ~5.0 ~24.0 216 1.720 0,06 620
210 ~4.0 ~9.0 120 1.190 0,10 710 210 ~4.0 ~12.0 192 1.530 0,05 470
Länge apap x ae
mm²Vc n fz Vf
~100 ~6.0 ~28.0 160 1.270 0,12 1.070
150 ~5.0 ~20.0 143 1.140 0,11 880
210 ~4.0 ~10.0 127 1.010 0,10 710
~100 ~6.0 ~28.0 149 1.190 0,08 690
150 ~5.0 ~20.0 134 1.070 0,07 520
210 ~4.0 ~10.0 119 950 0,06 370
~100 ~6.0 ~28.0 149 1.190 0,08 690
150 ~5.0 ~20.0 134 1.070 0,07 520
210 ~4.0 ~10.0 119 950 0,06 370
~100 ~6.0 ~28.0 192 1.530 0,05 550
150 ~5.0 ~20.0 173 1.380 0,04 410
210 ~4.0 ~10.0 153 1.220 0,03 290
~100 ~6.0 ~28.0 240 1.910 0,05 690
150 ~5.0 ~20.0 216 1.720 0,04 520
210 ~4.0 ~10.0 192 1.530 0,03 370
~100 ~6.0 ~32.0 240 1.910 0,07 920
150 ~5.0 ~24.0 216 1.720 0,06 720
210 ~4.0 ~12.0 192 1.530 0,05 550
Die genauen Daten sind entsprechend der Stabilität der Maschine oder des Materials anzupassen.
Bei auftretendem Rattern wird eine Verringerung der Schnitttiefe ap oder Drehzahl unter Beibehaltung des Vorschubs pro Zahn empfohlen.
MRostfreie Stähle / hitzebest. Stähle
austenitisch 1.4301, 1.4541, 1.4571 geschwefelt 1.4005, 1.4105, 1.4305
<900N/mm²
JC5118 (JC5080)
KGuß / Grauguß / Späroguß / Temperguß
GG, GGG, GTW, GTS <300HB
JC5118
Gru
pp
e
Werkstoffe Qualitätø 40/42 7 Schneiden
P
unlegierte Stähle / Baustähle / Automatenstähle St37, St52, StE420, Ck15, C50, 1.0035, 1.0711
1.1170, 1.5621, 1.6543, 1.7131, 1.8937 <850N/mm² / <250HB
JC8050 (JC5118)
P
unlegierte Stähle / Baustähle / Automatenstähle St52, StE420, Ck15, C50, 1.0035, 1.0711 1.1170, 1.5621, 1.6543, 1.7131, 1.8937
<850N/mm² / <250HB
JC8050 (JC5118)
legierte Stähle / Stahlguß / Vergütungsstähle Werkzeugstähle St60, Ck45, Ck60, 42CrMo4 36Mn5V, 1.1750, 1.2312, 1.2344, 1.2343, 1.5120,
1.7033 <900N/mm²
JC8050 (JC5118)
Werkzeugstähle / Nitrierstähle 1.2080, 1.2083 1.2307, 1.2379, 1.2767, 1.8504,
1.8550 <1100N/mm²JC8050
(JC5118)
Werkzeugstähle 1.2738, K340, M390, S290 <1300N/mm²
JC8050 (JC5118)
Max Empfohlene Schnittbedingungen Typ ZPMTG
rup
pe
Werkstoffe Qualitätø 32/35 6 Schneiden ø 40 6 Schneiden
legierte Stähle / Stahlguß / Vergütungsstähle Werkzeugstähle St60, Ck45, Ck60, 42CrMo4 36Mn5V, 1.1750, 1.2312, 1.2344, 1.2343, 1.5120,
1.7033 <900N/mm²
JC8050 (JC5118)
Werkzeugstähle / Nitrierstähle 1.2080, 1.2083 1.2307, 1.2379, 1.2767, 1.8504,
1.8550 <1100N/mm²
JC8050 (JC5118)
Werkzeugstähle 1.2738, K340, M390, S290 <1300N/mm²
JC8050 (JC5118)
MRostfreie Stähle / hitzebest. Stähle
austenitisch 1.4301, 1.4541, 1.4571 geschwefelt 1.4005, 1.4105, 1.4305
<900N/mm²
JC5118 (JC5080)
KGuß / Grauguß / Späroguß / Temperguß
GG, GGG, GTW, GTS <300HB
JC5118
36
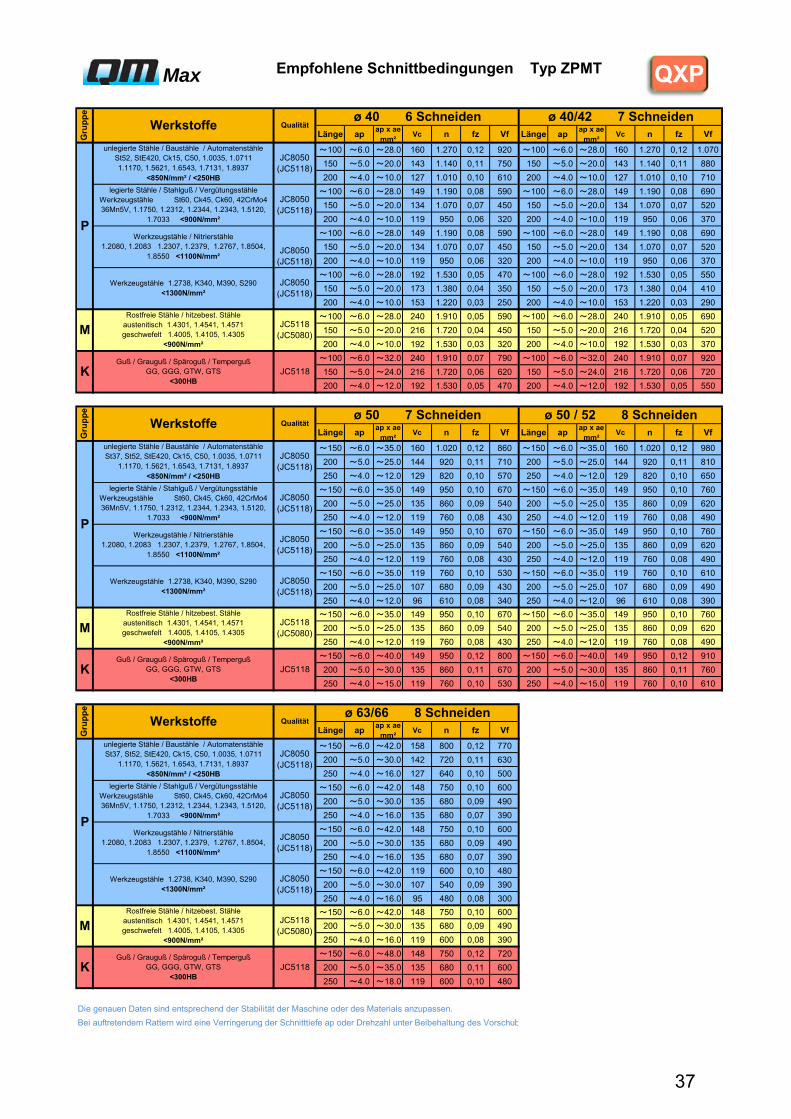
Länge apap x ae
mm²Vc n fz Vf Länge ap
ap x ae mm²
Vc n fz Vf
~100 ~6.0 ~28.0 160 1.270 0,12 920 ~100 ~6.0 ~28.0 160 1.270 0,12 1.070
150 ~5.0 ~20.0 143 1.140 0,11 750 150 ~5.0 ~20.0 143 1.140 0,11 880
200 ~4.0 ~10.0 127 1.010 0,10 610 200 ~4.0 ~10.0 127 1.010 0,10 710
~100 ~6.0 ~28.0 149 1.190 0,08 590 ~100 ~6.0 ~28.0 149 1.190 0,08 690
150 ~5.0 ~20.0 134 1.070 0,07 450 150 ~5.0 ~20.0 134 1.070 0,07 520
200 ~4.0 ~10.0 119 950 0,06 320 200 ~4.0 ~10.0 119 950 0,06 370
~100 ~6.0 ~28.0 149 1.190 0,08 590 ~100 ~6.0 ~28.0 149 1.190 0,08 690
150 ~5.0 ~20.0 134 1.070 0,07 450 150 ~5.0 ~20.0 134 1.070 0,07 520
200 ~4.0 ~10.0 119 950 0,06 320 200 ~4.0 ~10.0 119 950 0,06 370
~100 ~6.0 ~28.0 192 1.530 0,05 470 ~100 ~6.0 ~28.0 192 1.530 0,05 550
150 ~5.0 ~20.0 173 1.380 0,04 350 150 ~5.0 ~20.0 173 1.380 0,04 410
200 ~4.0 ~10.0 153 1.220 0,03 250 200 ~4.0 ~10.0 153 1.220 0,03 290
~100 ~6.0 ~28.0 240 1.910 0,05 590 ~100 ~6.0 ~28.0 240 1.910 0,05 690
150 ~5.0 ~20.0 216 1.720 0,04 450 150 ~5.0 ~20.0 216 1.720 0,04 520
200 ~4.0 ~10.0 192 1.530 0,03 320 200 ~4.0 ~10.0 192 1.530 0,03 370
~100 ~6.0 ~32.0 240 1.910 0,07 790 ~100 ~6.0 ~32.0 240 1.910 0,07 920
150 ~5.0 ~24.0 216 1.720 0,06 620 150 ~5.0 ~24.0 216 1.720 0,06 720
200 ~4.0 ~12.0 192 1.530 0,05 470 200 ~4.0 ~12.0 192 1.530 0,05 550
Länge apap x ae
mm²Vc n fz Vf Länge ap
ap x ae mm²
Vc n fz Vf
~150 ~6.0 ~35.0 160 1.020 0,12 860 ~150 ~6.0 ~35.0 160 1.020 0,12 980
200 ~5.0 ~25.0 144 920 0,11 710 200 ~5.0 ~25.0 144 920 0,11 810
250 ~4.0 ~12.0 129 820 0,10 570 250 ~4.0 ~12.0 129 820 0,10 650
~150 ~6.0 ~35.0 149 950 0,10 670 ~150 ~6.0 ~35.0 149 950 0,10 760
200 ~5.0 ~25.0 135 860 0,09 540 200 ~5.0 ~25.0 135 860 0,09 620
250 ~4.0 ~12.0 119 760 0,08 430 250 ~4.0 ~12.0 119 760 0,08 490
~150 ~6.0 ~35.0 149 950 0,10 670 ~150 ~6.0 ~35.0 149 950 0,10 760
200 ~5.0 ~25.0 135 860 0,09 540 200 ~5.0 ~25.0 135 860 0,09 620
250 ~4.0 ~12.0 119 760 0,08 430 250 ~4.0 ~12.0 119 760 0,08 490
~150 ~6.0 ~35.0 119 760 0,10 530 ~150 ~6.0 ~35.0 119 760 0,10 610
200 ~5.0 ~25.0 107 680 0,09 430 200 ~5.0 ~25.0 107 680 0,09 490
250 ~4.0 ~12.0 96 610 0,08 340 250 ~4.0 ~12.0 96 610 0,08 390
~150 ~6.0 ~35.0 149 950 0,10 670 ~150 ~6.0 ~35.0 149 950 0,10 760
200 ~5.0 ~25.0 135 860 0,09 540 200 ~5.0 ~25.0 135 860 0,09 620
250 ~4.0 ~12.0 119 760 0,08 430 250 ~4.0 ~12.0 119 760 0,08 490
~150 ~6.0 ~40.0 149 950 0,12 800 ~150 ~6.0 ~40.0 149 950 0,12 910
200 ~5.0 ~30.0 135 860 0,11 670 200 ~5.0 ~30.0 135 860 0,11 760
250 ~4.0 ~15.0 119 760 0,10 530 250 ~4.0 ~15.0 119 760 0,10 610
Länge apap x ae
mm²Vc n fz Vf
~150 ~6.0 ~42.0 158 800 0,12 770
200 ~5.0 ~30.0 142 720 0,11 630
250 ~4.0 ~16.0 127 640 0,10 500
~150 ~6.0 ~42.0 148 750 0,10 600
200 ~5.0 ~30.0 135 680 0,09 490
250 ~4.0 ~16.0 135 680 0,07 390
~150 ~6.0 ~42.0 148 750 0,10 600
200 ~5.0 ~30.0 135 680 0,09 490
250 ~4.0 ~16.0 135 680 0,07 390
~150 ~6.0 ~42.0 119 600 0,10 480
200 ~5.0 ~30.0 107 540 0,09 390
250 ~4.0 ~16.0 95 480 0,08 300
~150 ~6.0 ~42.0 148 750 0,10 600
200 ~5.0 ~30.0 135 680 0,09 490
250 ~4.0 ~16.0 119 600 0,08 390
~150 ~6.0 ~48.0 148 750 0,12 720
200 ~5.0 ~35.0 135 680 0,11 600
250 ~4.0 ~18.0 119 600 0,10 480
Max Empfohlene Schnittbedingungen Typ ZPMTG
rup
pe
Werkstoffe Qualitätø 50 7 Schneiden ø 50 / 52 8 Schneiden
Gru
pp
e
Werkstoffe Qualitätø 40 6 Schneiden ø 40/42 7 Schneiden
P
unlegierte Stähle / Baustähle / Automatenstähle St52, StE420, Ck15, C50, 1.0035, 1.0711 1.1170, 1.5621, 1.6543, 1.7131, 1.8937
<850N/mm² / <250HB
JC8050 (JC5118)
legierte Stähle / Stahlguß / Vergütungsstähle Werkzeugstähle St60, Ck45, Ck60, 42CrMo4 36Mn5V, 1.1750, 1.2312, 1.2344, 1.2343, 1.5120,
1.7033 <900N/mm²
P
unlegierte Stähle / Baustähle / Automatenstähle St37, St52, StE420, Ck15, C50, 1.0035, 1.0711
1.1170, 1.5621, 1.6543, 1.7131, 1.8937 <850N/mm² / <250HB
JC8050 (JC5118)
legierte Stähle / Stahlguß / Vergütungsstähle Werkzeugstähle St60, Ck45, Ck60, 42CrMo4 36Mn5V, 1.1750, 1.2312, 1.2344, 1.2343, 1.5120,
1.7033 <900N/mm²
JC8050 (JC5118)
Werkzeugstähle / Nitrierstähle 1.2080, 1.2083 1.2307, 1.2379, 1.2767, 1.8504,
1.8550 <1100N/mm²
JC8050 (JC5118)
Werkzeugstähle 1.2738, K340, M390, S290 <1300N/mm²
JC8050 (JC5118)
Gru
pp
e
Werkstoffe Qualitätø 63/66 8 Schneiden
P
unlegierte Stähle / Baustähle / Automatenstähle St37, St52, StE420, Ck15, C50, 1.0035, 1.0711
1.1170, 1.5621, 1.6543, 1.7131, 1.8937 <850N/mm² / <250HB
JC8050 (JC5118)
legierte Stähle / Stahlguß / Vergütungsstähle Werkzeugstähle St60, Ck45, Ck60, 42CrMo4 36Mn5V, 1.1750, 1.2312, 1.2344, 1.2343, 1.5120,
1.7033 <900N/mm²
JC8050 (JC5118)
Werkzeugstähle / Nitrierstähle 1.2080, 1.2083 1.2307, 1.2379, 1.2767, 1.8504,
1.8550 <1100N/mm²
JC8050 (JC5118)
Werkzeugstähle 1.2738, K340, M390, S290 <1300N/mm²
JC8050 (JC5118)
MRostfreie Stähle / hitzebest. Stähle
austenitisch 1.4301, 1.4541, 1.4571 geschwefelt 1.4005, 1.4105, 1.4305
<900N/mm²
JC5118 (JC5080)
KGuß / Grauguß / Späroguß / Temperguß
GG, GGG, GTW, GTS <300HB
JC5118
Die genauen Daten sind entsprechend der Stabilität der Maschine oder des Materials anzupassen.
Bei auftretendem Rattern wird eine Verringerung der Schnitttiefe ap oder Drehzahl unter Beibehaltung des Vorschub
MRostfreie Stähle / hitzebest. Stähle
austenitisch 1.4301, 1.4541, 1.4571 geschwefelt 1.4005, 1.4105, 1.4305
<900N/mm²
JC5118 (JC5080)
KGuß / Grauguß / Späroguß / Temperguß
GG, GGG, GTW, GTS <300HB
JC5118
JC8050 (JC5118)
Werkzeugstähle / Nitrierstähle 1.2080, 1.2083 1.2307, 1.2379, 1.2767, 1.8504,
1.8550 <1100N/mm²JC8050
(JC5118)
Werkzeugstähle 1.2738, K340, M390, S290 <1300N/mm²
JC8050 (JC5118)
MRostfreie Stähle / hitzebest. Stähle
austenitisch 1.4301, 1.4541, 1.4571 geschwefelt 1.4005, 1.4105, 1.4305
<900N/mm²
JC5118 (JC5080)
KGuß / Grauguß / Späroguß / Temperguß
GG, GGG, GTW, GTS <300HB
JC5118
QXP
37
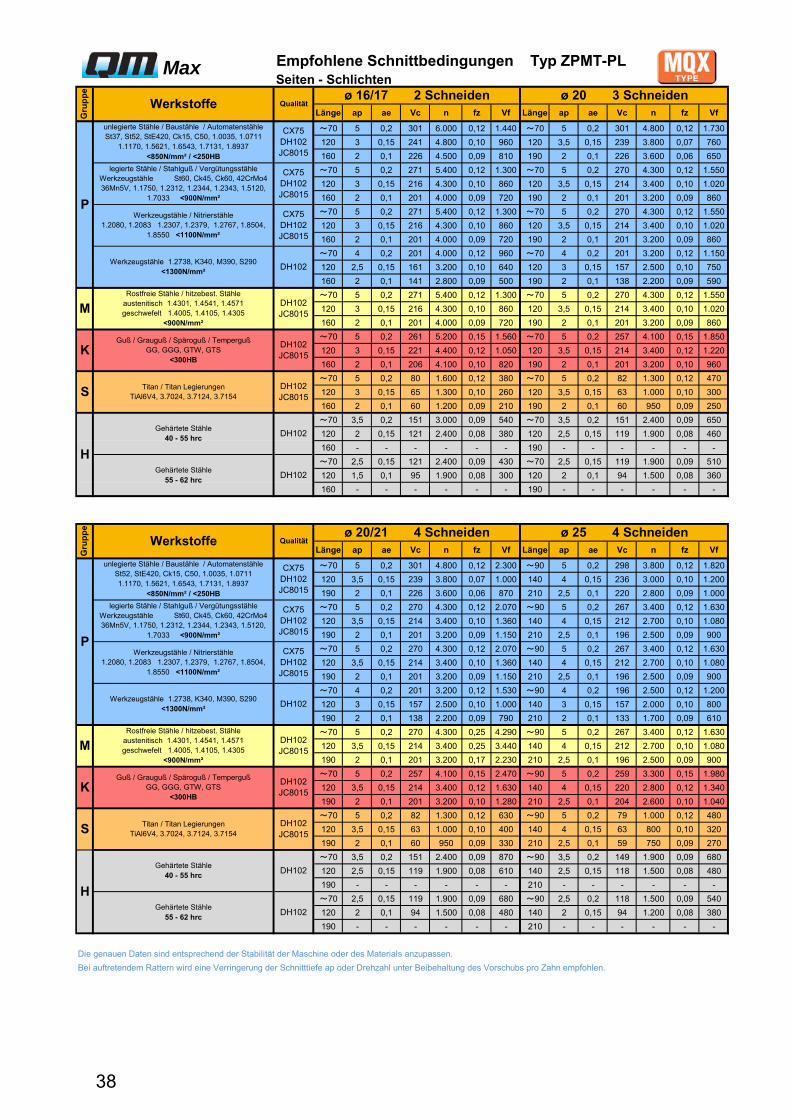
Länge ap ae Vc n fz Vf Länge ap ae Vc n fz Vf
~70 5 0,2 301 6.000 0,12 1.440 ~70 5 0,2 301 4.800 0,12 1.730
120 3 0,15 241 4.800 0,10 960 120 3,5 0,15 239 3.800 0,07 760
160 2 0,1 226 4.500 0,09 810 190 2 0,1 226 3.600 0,06 650
~70 5 0,2 271 5.400 0,12 1.300 ~70 5 0,2 270 4.300 0,12 1.550
120 3 0,15 216 4.300 0,10 860 120 3,5 0,15 214 3.400 0,10 1.020
160 2 0,1 201 4.000 0,09 720 190 2 0,1 201 3.200 0,09 860
~70 5 0,2 271 5.400 0,12 1.300 ~70 5 0,2 270 4.300 0,12 1.550
120 3 0,15 216 4.300 0,10 860 120 3,5 0,15 214 3.400 0,10 1.020
160 2 0,1 201 4.000 0,09 720 190 2 0,1 201 3.200 0,09 860
~70 4 0,2 201 4.000 0,12 960 ~70 4 0,2 201 3.200 0,12 1.150
120 2,5 0,15 161 3.200 0,10 640 120 3 0,15 157 2.500 0,10 750
160 2 0,1 141 2.800 0,09 500 190 2 0,1 138 2.200 0,09 590
~70 5 0,2 271 5.400 0,12 1.300 ~70 5 0,2 270 4.300 0,12 1.550
120 3 0,15 216 4.300 0,10 860 120 3,5 0,15 214 3.400 0,10 1.020
160 2 0,1 201 4.000 0,09 720 190 2 0,1 201 3.200 0,09 860
~70 5 0,2 261 5.200 0,15 1.560 ~70 5 0,2 257 4.100 0,15 1.850
120 3 0,15 221 4.400 0,12 1.050 120 3,5 0,15 214 3.400 0,12 1.220
160 2 0,1 206 4.100 0,10 820 190 2 0,1 201 3.200 0,10 960
~70 5 0,2 80 1.600 0,12 380 ~70 5 0,2 82 1.300 0,12 470
120 3 0,15 65 1.300 0,10 260 120 3,5 0,15 63 1.000 0,10 300
160 2 0,1 60 1.200 0,09 210 190 2 0,1 60 950 0,09 250
~70 3,5 0,2 151 3.000 0,09 540 ~70 3,5 0,2 151 2.400 0,09 650
120 2 0,15 121 2.400 0,08 380 120 2,5 0,15 119 1.900 0,08 460
160 - - - - - - 190 - - - - - -
~70 2,5 0,15 121 2.400 0,09 430 ~70 2,5 0,15 119 1.900 0,09 510
120 1,5 0,1 95 1.900 0,08 300 120 2 0,1 94 1.500 0,08 360
160 - - - - - - 190 - - - - - -
Länge ap ae Vc n fz Vf Länge ap ae Vc n fz Vf
~70 5 0,2 301 4.800 0,12 2.300 ~90 5 0,2 298 3.800 0,12 1.820
120 3,5 0,15 239 3.800 0,07 1.000 140 4 0,15 236 3.000 0,10 1.200
190 2 0,1 226 3.600 0,06 870 210 2,5 0,1 220 2.800 0,09 1.000
~70 5 0,2 270 4.300 0,12 2.070 ~90 5 0,2 267 3.400 0,12 1.630
120 3,5 0,15 214 3.400 0,10 1.360 140 4 0,15 212 2.700 0,10 1.080
190 2 0,1 201 3.200 0,09 1.150 210 2,5 0,1 196 2.500 0,09 900
~70 5 0,2 270 4.300 0,12 2.070 ~90 5 0,2 267 3.400 0,12 1.630
120 3,5 0,15 214 3.400 0,10 1.360 140 4 0,15 212 2.700 0,10 1.080
190 2 0,1 201 3.200 0,09 1.150 210 2,5 0,1 196 2.500 0,09 900
~70 4 0,2 201 3.200 0,12 1.530 ~90 4 0,2 196 2.500 0,12 1.200
120 3 0,15 157 2.500 0,10 1.000 140 3 0,15 157 2.000 0,10 800
190 2 0,1 138 2.200 0,09 790 210 2 0,1 133 1.700 0,09 610
~70 5 0,2 270 4.300 0,25 4.290 ~90 5 0,2 267 3.400 0,12 1.630
120 3,5 0,15 214 3.400 0,25 3.440 140 4 0,15 212 2.700 0,10 1.080
190 2 0,1 201 3.200 0,17 2.230 210 2,5 0,1 196 2.500 0,09 900
~70 5 0,2 257 4.100 0,15 2.470 ~90 5 0,2 259 3.300 0,15 1.980
120 3,5 0,15 214 3.400 0,12 1.630 140 4 0,15 220 2.800 0,12 1.340
190 2 0,1 201 3.200 0,10 1.280 210 2,5 0,1 204 2.600 0,10 1.040
~70 5 0,2 82 1.300 0,12 630 ~90 5 0,2 79 1.000 0,12 480
120 3,5 0,15 63 1.000 0,10 400 140 4 0,15 63 800 0,10 320
190 2 0,1 60 950 0,09 330 210 2,5 0,1 59 750 0,09 270
~70 3,5 0,2 151 2.400 0,09 870 ~90 3,5 0,2 149 1.900 0,09 680
120 2,5 0,15 119 1.900 0,08 610 140 2,5 0,15 118 1.500 0,08 480
190 - - - - - - 210 - - - - - -
~70 2,5 0,15 119 1.900 0,09 680 ~90 2,5 0,2 118 1.500 0,09 540
120 2 0,1 94 1.500 0,08 480 140 2 0,15 94 1.200 0,08 380
190 - - - - - - 210 - - - - - -
Die genauen Daten sind entsprechend der Stabilität der Maschine oder des Materials anzupassen.
Bei auftretendem Rattern wird eine Verringerung der Schnitttiefe ap oder Drehzahl unter Beibehaltung des Vorschubs pro Zahn empfohlen.
S Titan / Titan Legierungen TiAl6V4, 3.7024, 3.7124, 3.7154
DH102 JC8015
H
Gehärtete Stähle 40 - 55 hrc
DH102
Gehärtete Stähle 55 - 62 hrc
DH102
MRostfreie Stähle / hitzebest. Stähle
austenitisch 1.4301, 1.4541, 1.4571 geschwefelt 1.4005, 1.4105, 1.4305
<900N/mm²
DH102 JC8015
KGuß / Grauguß / Späroguß / Temperguß
GG, GGG, GTW, GTS <300HB
DH102 JC8015
P
unlegierte Stähle / Baustähle / Automatenstähle St52, StE420, Ck15, C50, 1.0035, 1.0711 1.1170, 1.5621, 1.6543, 1.7131, 1.8937
<850N/mm² / <250HB
CX75 DH102 JC8015
legierte Stähle / Stahlguß / Vergütungsstähle Werkzeugstähle St60, Ck45, Ck60, 42CrMo4 36Mn5V, 1.1750, 1.2312, 1.2344, 1.2343, 1.5120,
1.7033 <900N/mm²
CX75 DH102 JC8015
Werkzeugstähle / Nitrierstähle 1.2080, 1.2083 1.2307, 1.2379, 1.2767, 1.8504,
1.8550 <1100N/mm²
CX75 DH102 JC8015
Werkzeugstähle 1.2738, K340, M390, S290 <1300N/mm²
DH102
Gru
pp
e
Werkstoffe Qualitätø 20/21 4 Schneiden ø 25 4 Schneiden
S Titan / Titan Legierungen TiAl6V4, 3.7024, 3.7124, 3.7154
DH102 JC8015
H
Gehärtete Stähle 40 - 55 hrc
DH102
Gehärtete Stähle 55 - 62 hrc
DH102
MRostfreie Stähle / hitzebest. Stähle
austenitisch 1.4301, 1.4541, 1.4571 geschwefelt 1.4005, 1.4105, 1.4305
<900N/mm²
DH102 JC8015
KGuß / Grauguß / Späroguß / Temperguß
GG, GGG, GTW, GTS <300HB
DH102 JC8015
P
unlegierte Stähle / Baustähle / Automatenstähle St37, St52, StE420, Ck15, C50, 1.0035, 1.0711
1.1170, 1.5621, 1.6543, 1.7131, 1.8937 <850N/mm² / <250HB
CX75 DH102 JC8015
legierte Stähle / Stahlguß / Vergütungsstähle Werkzeugstähle St60, Ck45, Ck60, 42CrMo4 36Mn5V, 1.1750, 1.2312, 1.2344, 1.2343, 1.5120,
1.7033 <900N/mm²
CX75 DH102 JC8015
Werkzeugstähle / Nitrierstähle 1.2080, 1.2083 1.2307, 1.2379, 1.2767, 1.8504,
1.8550 <1100N/mm²
CX75 DH102 JC8015
Werkzeugstähle 1.2738, K340, M390, S290 <1300N/mm²
DH102
Max Empfohlene Schnittbedingungen Typ ZPMT-PLSeiten - Schlichten
Gru
pp
e
Werkstoffe Qualitätø 16/17 2 Schneiden ø 20 3 Schneiden
38
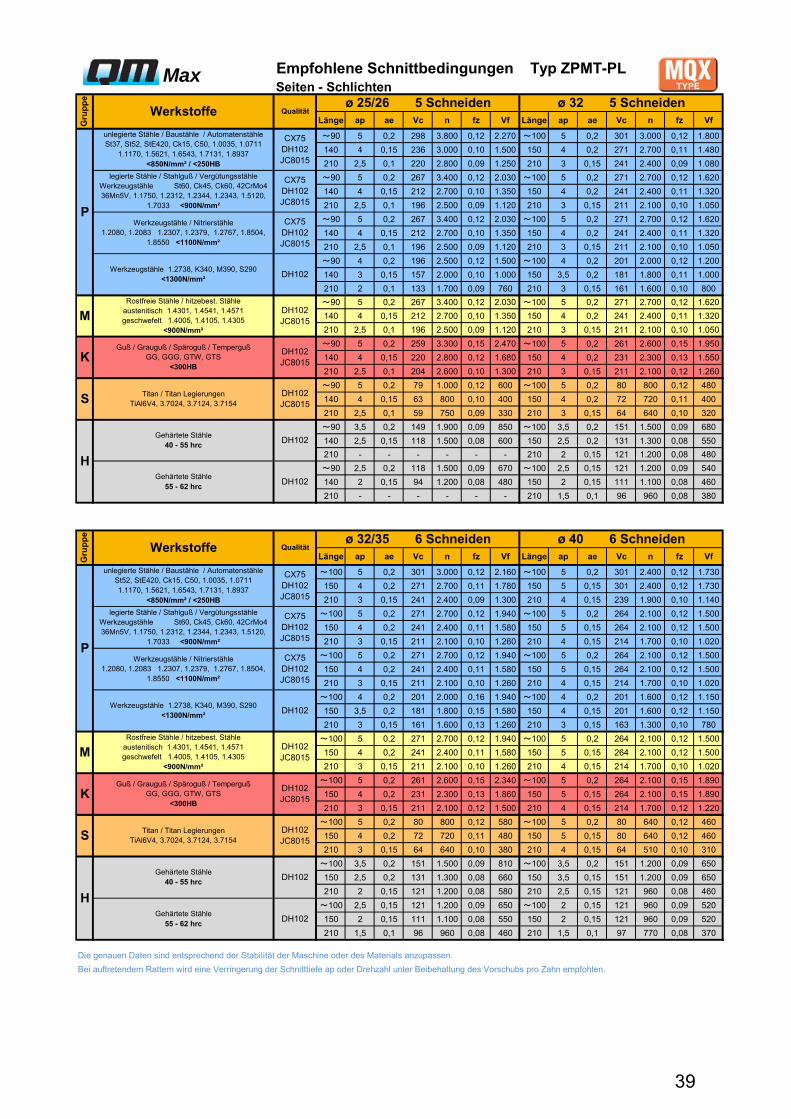
Länge ap ae Vc n fz Vf Länge ap ae Vc n fz Vf
~90 5 0,2 298 3.800 0,12 2.270 ~100 5 0,2 301 3.000 0,12 1.800
140 4 0,15 236 3.000 0,10 1.500 150 4 0,2 271 2.700 0,11 1.480
210 2,5 0,1 220 2.800 0,09 1.250 210 3 0,15 241 2.400 0,09 1.080
~90 5 0,2 267 3.400 0,12 2.030 ~100 5 0,2 271 2.700 0,12 1.620
140 4 0,15 212 2.700 0,10 1.350 150 4 0,2 241 2.400 0,11 1.320
210 2,5 0,1 196 2.500 0,09 1.120 210 3 0,15 211 2.100 0,10 1.050
~90 5 0,2 267 3.400 0,12 2.030 ~100 5 0,2 271 2.700 0,12 1.620
140 4 0,15 212 2.700 0,10 1.350 150 4 0,2 241 2.400 0,11 1.320
210 2,5 0,1 196 2.500 0,09 1.120 210 3 0,15 211 2.100 0,10 1.050
~90 4 0,2 196 2.500 0,12 1.500 ~100 4 0,2 201 2.000 0,12 1.200
140 3 0,15 157 2.000 0,10 1.000 150 3,5 0,2 181 1.800 0,11 1.000
210 2 0,1 133 1.700 0,09 760 210 3 0,15 161 1.600 0,10 800
~90 5 0,2 267 3.400 0,12 2.030 ~100 5 0,2 271 2.700 0,12 1.620
140 4 0,15 212 2.700 0,10 1.350 150 4 0,2 241 2.400 0,11 1.320
210 2,5 0,1 196 2.500 0,09 1.120 210 3 0,15 211 2.100 0,10 1.050
~90 5 0,2 259 3.300 0,15 2.470 ~100 5 0,2 261 2.600 0,15 1.950
140 4 0,15 220 2.800 0,12 1.680 150 4 0,2 231 2.300 0,13 1.550
210 2,5 0,1 204 2.600 0,10 1.300 210 3 0,15 211 2.100 0,12 1.260
~90 5 0,2 79 1.000 0,12 600 ~100 5 0,2 80 800 0,12 480
140 4 0,15 63 800 0,10 400 150 4 0,2 72 720 0,11 400
210 2,5 0,1 59 750 0,09 330 210 3 0,15 64 640 0,10 320
~90 3,5 0,2 149 1.900 0,09 850 ~100 3,5 0,2 151 1.500 0,09 680
140 2,5 0,15 118 1.500 0,08 600 150 2,5 0,2 131 1.300 0,08 550
210 - - - - - - 210 2 0,15 121 1.200 0,08 480
~90 2,5 0,2 118 1.500 0,09 670 ~100 2,5 0,15 121 1.200 0,09 540
140 2 0,15 94 1.200 0,08 480 150 2 0,15 111 1.100 0,08 460
210 - - - - - - 210 1,5 0,1 96 960 0,08 380
Länge ap ae Vc n fz Vf Länge ap ae Vc n fz Vf
~100 5 0,2 301 3.000 0,12 2.160 ~100 5 0,2 301 2.400 0,12 1.730
150 4 0,2 271 2.700 0,11 1.780 150 5 0,15 301 2.400 0,12 1.730
210 3 0,15 241 2.400 0,09 1.300 210 4 0,15 239 1.900 0,10 1.140
~100 5 0,2 271 2.700 0,12 1.940 ~100 5 0,2 264 2.100 0,12 1.500
150 4 0,2 241 2.400 0,11 1.580 150 5 0,15 264 2.100 0,12 1.500
210 3 0,15 211 2.100 0,10 1.260 210 4 0,15 214 1.700 0,10 1.020
~100 5 0,2 271 2.700 0,12 1.940 ~100 5 0,2 264 2.100 0,12 1.500
150 4 0,2 241 2.400 0,11 1.580 150 5 0,15 264 2.100 0,12 1.500
210 3 0,15 211 2.100 0,10 1.260 210 4 0,15 214 1.700 0,10 1.020
~100 4 0,2 201 2.000 0,16 1.940 ~100 4 0,2 201 1.600 0,12 1.150
150 3,5 0,2 181 1.800 0,15 1.580 150 4 0,15 201 1.600 0,12 1.150
210 3 0,15 161 1.600 0,13 1.260 210 3 0,15 163 1.300 0,10 780
~100 5 0,2 271 2.700 0,12 1.940 ~100 5 0,2 264 2.100 0,12 1.500
150 4 0,2 241 2.400 0,11 1.580 150 5 0,15 264 2.100 0,12 1.500
210 3 0,15 211 2.100 0,10 1.260 210 4 0,15 214 1.700 0,10 1.020
~100 5 0,2 261 2.600 0,15 2.340 ~100 5 0,2 264 2.100 0,15 1.890
150 4 0,2 231 2.300 0,13 1.860 150 5 0,15 264 2.100 0,15 1.890
210 3 0,15 211 2.100 0,12 1.500 210 4 0,15 214 1.700 0,12 1.220
~100 5 0,2 80 800 0,12 580 ~100 5 0,2 80 640 0,12 460
150 4 0,2 72 720 0,11 480 150 5 0,15 80 640 0,12 460
210 3 0,15 64 640 0,10 380 210 4 0,15 64 510 0,10 310
~100 3,5 0,2 151 1.500 0,09 810 ~100 3,5 0,2 151 1.200 0,09 650
150 2,5 0,2 131 1.300 0,08 660 150 3,5 0,15 151 1.200 0,09 650
210 2 0,15 121 1.200 0,08 580 210 2,5 0,15 121 960 0,08 460
~100 2,5 0,15 121 1.200 0,09 650 ~100 2 0,15 121 960 0,09 520
150 2 0,15 111 1.100 0,08 550 150 2 0,15 121 960 0,09 520
210 1,5 0,1 96 960 0,08 460 210 1,5 0,1 97 770 0,08 370
Die genauen Daten sind entsprechend der Stabilität der Maschine oder des Materials anzupassen.
Bei auftretendem Rattern wird eine Verringerung der Schnitttiefe ap oder Drehzahl unter Beibehaltung des Vorschubs pro Zahn empfohlen.
S Titan / Titan Legierungen TiAl6V4, 3.7024, 3.7124, 3.7154
DH102 JC8015
H
Gehärtete Stähle 40 - 55 hrc
DH102
Gehärtete Stähle 55 - 62 hrc
DH102
MRostfreie Stähle / hitzebest. Stähle
austenitisch 1.4301, 1.4541, 1.4571 geschwefelt 1.4005, 1.4105, 1.4305
<900N/mm²
DH102 JC8015
KGuß / Grauguß / Späroguß / Temperguß
GG, GGG, GTW, GTS <300HB
DH102 JC8015
P
unlegierte Stähle / Baustähle / Automatenstähle St52, StE420, Ck15, C50, 1.0035, 1.0711 1.1170, 1.5621, 1.6543, 1.7131, 1.8937
<850N/mm² / <250HB
CX75 DH102 JC8015
legierte Stähle / Stahlguß / Vergütungsstähle Werkzeugstähle St60, Ck45, Ck60, 42CrMo4 36Mn5V, 1.1750, 1.2312, 1.2344, 1.2343, 1.5120,
1.7033 <900N/mm²
CX75 DH102 JC8015
Werkzeugstähle / Nitrierstähle 1.2080, 1.2083 1.2307, 1.2379, 1.2767, 1.8504,
1.8550 <1100N/mm²
CX75 DH102 JC8015
Werkzeugstähle 1.2738, K340, M390, S290 <1300N/mm²
DH102
Gru
pp
e
Werkstoffe Qualitätø 32/35 6 Schneiden ø 40 6 Schneiden
S Titan / Titan Legierungen TiAl6V4, 3.7024, 3.7124, 3.7154
DH102 JC8015
H
Gehärtete Stähle 40 - 55 hrc
DH102
Gehärtete Stähle 55 - 62 hrc
DH102
MRostfreie Stähle / hitzebest. Stähle
austenitisch 1.4301, 1.4541, 1.4571 geschwefelt 1.4005, 1.4105, 1.4305
<900N/mm²
DH102 JC8015
KGuß / Grauguß / Späroguß / Temperguß
GG, GGG, GTW, GTS <300HB
DH102 JC8015
P
unlegierte Stähle / Baustähle / Automatenstähle St37, St52, StE420, Ck15, C50, 1.0035, 1.0711
1.1170, 1.5621, 1.6543, 1.7131, 1.8937 <850N/mm² / <250HB
CX75 DH102 JC8015
legierte Stähle / Stahlguß / Vergütungsstähle Werkzeugstähle St60, Ck45, Ck60, 42CrMo4 36Mn5V, 1.1750, 1.2312, 1.2344, 1.2343, 1.5120,
1.7033 <900N/mm²
CX75 DH102 JC8015
Werkzeugstähle / Nitrierstähle 1.2080, 1.2083 1.2307, 1.2379, 1.2767, 1.8504,
1.8550 <1100N/mm²
CX75 DH102 JC8015
Werkzeugstähle 1.2738, K340, M390, S290 <1300N/mm²
DH102
Max Empfohlene Schnittbedingungen Typ ZPMT-PLSeiten - Schlichten
Gru
pp
e
Werkstoffe Qualitätø 25/26 5 Schneiden ø 32 5 Schneiden
39
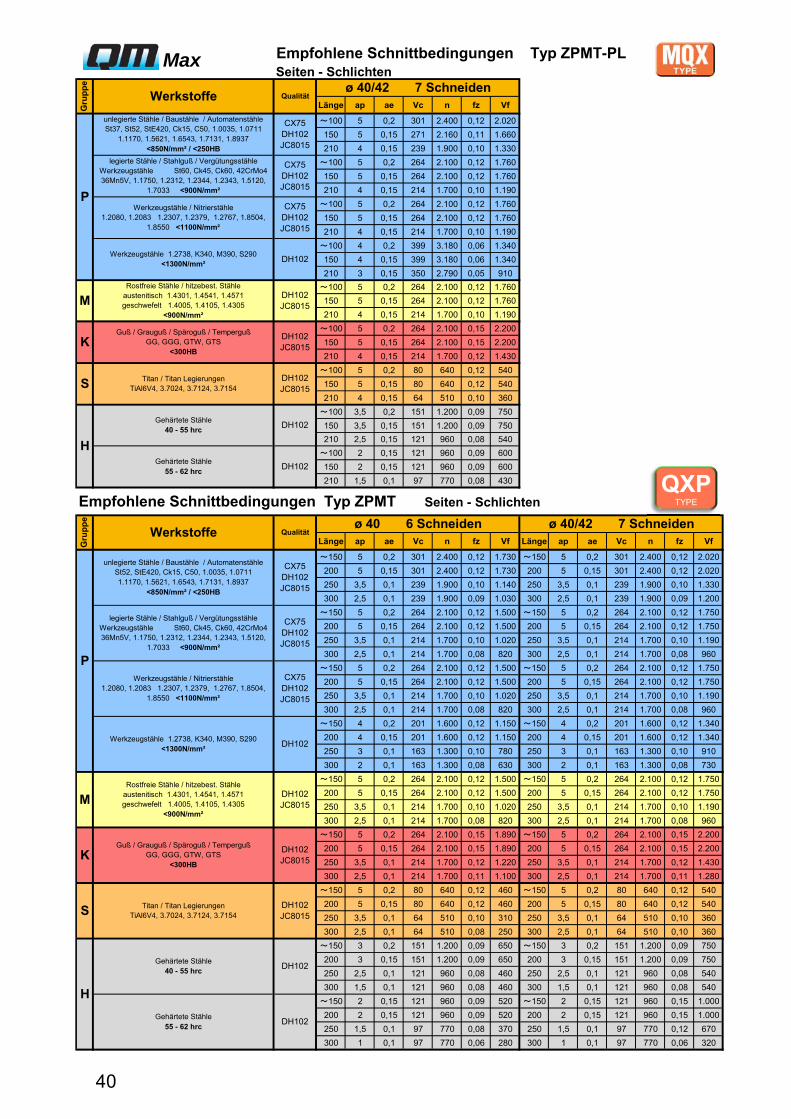
Länge ap ae Vc n fz Vf
~100 5 0,2 301 2.400 0,12 2.020
150 5 0,15 271 2.160 0,11 1.660
210 4 0,15 239 1.900 0,10 1.330
~100 5 0,2 264 2.100 0,12 1.760
150 5 0,15 264 2.100 0,12 1.760
210 4 0,15 214 1.700 0,10 1.190
~100 5 0,2 264 2.100 0,12 1.760
150 5 0,15 264 2.100 0,12 1.760
210 4 0,15 214 1.700 0,10 1.190
~100 4 0,2 399 3.180 0,06 1.340
150 4 0,15 399 3.180 0,06 1.340
210 3 0,15 350 2.790 0,05 910
~100 5 0,2 264 2.100 0,12 1.760
150 5 0,15 264 2.100 0,12 1.760
210 4 0,15 214 1.700 0,10 1.190
~100 5 0,2 264 2.100 0,15 2.200
150 5 0,15 264 2.100 0,15 2.200
210 4 0,15 214 1.700 0,12 1.430
~100 5 0,2 80 640 0,12 540
150 5 0,15 80 640 0,12 540
210 4 0,15 64 510 0,10 360
~100 3,5 0,2 151 1.200 0,09 750
150 3,5 0,15 151 1.200 0,09 750
210 2,5 0,15 121 960 0,08 540
~100 2 0,15 121 960 0,09 600
150 2 0,15 121 960 0,09 600
210 1,5 0,1 97 770 0,08 430
Länge ap ae Vc n fz Vf Länge ap ae Vc n fz Vf
~150 5 0,2 301 2.400 0,12 1.730 ~150 5 0,2 301 2.400 0,12 2.020
200 5 0,15 301 2.400 0,12 1.730 200 5 0,15 301 2.400 0,12 2.020
250 3,5 0,1 239 1.900 0,10 1.140 250 3,5 0,1 239 1.900 0,10 1.330
300 2,5 0,1 239 1.900 0,09 1.030 300 2,5 0,1 239 1.900 0,09 1.200
~150 5 0,2 264 2.100 0,12 1.500 ~150 5 0,2 264 2.100 0,12 1.750
200 5 0,15 264 2.100 0,12 1.500 200 5 0,15 264 2.100 0,12 1.750
250 3,5 0,1 214 1.700 0,10 1.020 250 3,5 0,1 214 1.700 0,10 1.190
300 2,5 0,1 214 1.700 0,08 820 300 2,5 0,1 214 1.700 0,08 960
~150 5 0,2 264 2.100 0,12 1.500 ~150 5 0,2 264 2.100 0,12 1.750
200 5 0,15 264 2.100 0,12 1.500 200 5 0,15 264 2.100 0,12 1.750
250 3,5 0,1 214 1.700 0,10 1.020 250 3,5 0,1 214 1.700 0,10 1.190
300 2,5 0,1 214 1.700 0,08 820 300 2,5 0,1 214 1.700 0,08 960
~150 4 0,2 201 1.600 0,12 1.150 ~150 4 0,2 201 1.600 0,12 1.340
200 4 0,15 201 1.600 0,12 1.150 200 4 0,15 201 1.600 0,12 1.340
250 3 0,1 163 1.300 0,10 780 250 3 0,1 163 1.300 0,10 910
300 2 0,1 163 1.300 0,08 630 300 2 0,1 163 1.300 0,08 730
~150 5 0,2 264 2.100 0,12 1.500 ~150 5 0,2 264 2.100 0,12 1.750
200 5 0,15 264 2.100 0,12 1.500 200 5 0,15 264 2.100 0,12 1.750
250 3,5 0,1 214 1.700 0,10 1.020 250 3,5 0,1 214 1.700 0,10 1.190
300 2,5 0,1 214 1.700 0,08 820 300 2,5 0,1 214 1.700 0,08 960
~150 5 0,2 264 2.100 0,15 1.890 ~150 5 0,2 264 2.100 0,15 2.200
200 5 0,15 264 2.100 0,15 1.890 200 5 0,15 264 2.100 0,15 2.200
250 3,5 0,1 214 1.700 0,12 1.220 250 3,5 0,1 214 1.700 0,12 1.430
300 2,5 0,1 214 1.700 0,11 1.100 300 2,5 0,1 214 1.700 0,11 1.280
~150 5 0,2 80 640 0,12 460 ~150 5 0,2 80 640 0,12 540
200 5 0,15 80 640 0,12 460 200 5 0,15 80 640 0,12 540
250 3,5 0,1 64 510 0,10 310 250 3,5 0,1 64 510 0,10 360
300 2,5 0,1 64 510 0,08 250 300 2,5 0,1 64 510 0,10 360
~150 3 0,2 151 1.200 0,09 650 ~150 3 0,2 151 1.200 0,09 750
200 3 0,15 151 1.200 0,09 650 200 3 0,15 151 1.200 0,09 750
250 2,5 0,1 121 960 0,08 460 250 2,5 0,1 121 960 0,08 540
300 1,5 0,1 121 960 0,08 460 300 1,5 0,1 121 960 0,08 540
~150 2 0,15 121 960 0,09 520 ~150 2 0,15 121 960 0,15 1.000
200 2 0,15 121 960 0,09 520 200 2 0,15 121 960 0,15 1.000
250 1,5 0,1 97 770 0,08 370 250 1,5 0,1 97 770 0,12 670
300 1 0,1 97 770 0,06 280 300 1 0,1 97 770 0,06 320
S Titan / Titan Legierungen TiAl6V4, 3.7024, 3.7124, 3.7154
DH102 JC8015
H
Gehärtete Stähle 40 - 55 hrc
DH102
Gehärtete Stähle 55 - 62 hrc
DH102
MRostfreie Stähle / hitzebest. Stähle
austenitisch 1.4301, 1.4541, 1.4571 geschwefelt 1.4005, 1.4105, 1.4305
<900N/mm²
DH102 JC8015
KGuß / Grauguß / Späroguß / Temperguß
GG, GGG, GTW, GTS <300HB
DH102 JC8015
P
unlegierte Stähle / Baustähle / Automatenstähle St52, StE420, Ck15, C50, 1.0035, 1.0711 1.1170, 1.5621, 1.6543, 1.7131, 1.8937
<850N/mm² / <250HB
CX75 DH102 JC8015
legierte Stähle / Stahlguß / Vergütungsstähle Werkzeugstähle St60, Ck45, Ck60, 42CrMo4 36Mn5V, 1.1750, 1.2312, 1.2344, 1.2343, 1.5120,
1.7033 <900N/mm²
CX75 DH102 JC8015
Werkzeugstähle / Nitrierstähle 1.2080, 1.2083 1.2307, 1.2379, 1.2767, 1.8504,
1.8550 <1100N/mm²
CX75 DH102 JC8015
Werkzeugstähle 1.2738, K340, M390, S290 <1300N/mm²
DH102
Empfohlene Schnittbedingungen Typ ZPMT Seiten - Schlichten
Gru
pp
e
Werkstoffe Qualitätø 40 6 Schneiden ø 40/42 7 Schneiden
S Titan / Titan Legierungen TiAl6V4, 3.7024, 3.7124, 3.7154
DH102 JC8015
H
Gehärtete Stähle 40 - 55 hrc
DH102
Gehärtete Stähle 55 - 62 hrc
DH102
MRostfreie Stähle / hitzebest. Stähle
austenitisch 1.4301, 1.4541, 1.4571 geschwefelt 1.4005, 1.4105, 1.4305
<900N/mm²
DH102 JC8015
KGuß / Grauguß / Späroguß / Temperguß
GG, GGG, GTW, GTS <300HB
DH102 JC8015
P
unlegierte Stähle / Baustähle / Automatenstähle St37, St52, StE420, Ck15, C50, 1.0035, 1.0711
1.1170, 1.5621, 1.6543, 1.7131, 1.8937 <850N/mm² / <250HB
CX75 DH102 JC8015
legierte Stähle / Stahlguß / Vergütungsstähle Werkzeugstähle St60, Ck45, Ck60, 42CrMo4 36Mn5V, 1.1750, 1.2312, 1.2344, 1.2343, 1.5120,
1.7033 <900N/mm²
CX75 DH102 JC8015
Werkzeugstähle / Nitrierstähle 1.2080, 1.2083 1.2307, 1.2379, 1.2767, 1.8504,
1.8550 <1100N/mm²
CX75 DH102 JC8015
Werkzeugstähle 1.2738, K340, M390, S290 <1300N/mm²
DH102
Max Empfohlene Schnittbedingungen Typ ZPMT-PLSeiten - Schlichten
Gru
pp
e
Werkstoffe Qualitätø 40/42 7 Schneiden
QXPTYPE
40
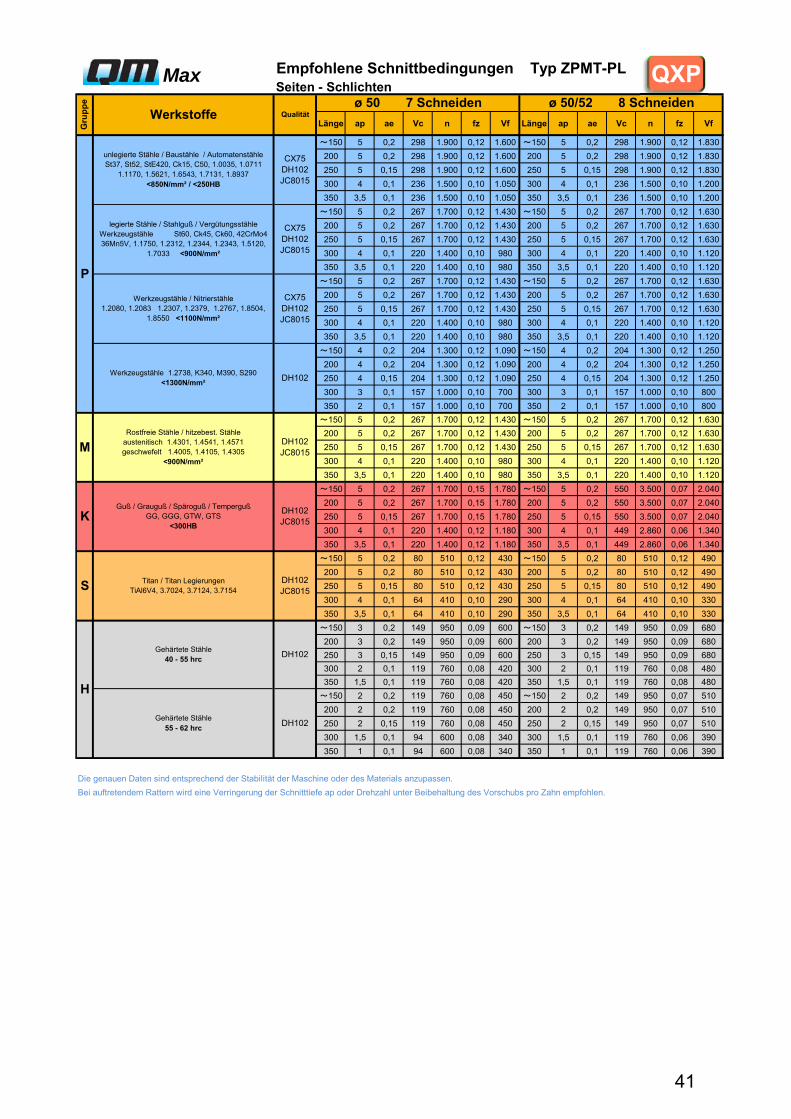
Länge ap ae Vc n fz Vf Länge ap ae Vc n fz Vf
~150 5 0,2 298 1.900 0,12 1.600 ~150 5 0,2 298 1.900 0,12 1.830
200 5 0,2 298 1.900 0,12 1.600 200 5 0,2 298 1.900 0,12 1.830
250 5 0,15 298 1.900 0,12 1.600 250 5 0,15 298 1.900 0,12 1.830
300 4 0,1 236 1.500 0,10 1.050 300 4 0,1 236 1.500 0,10 1.200
350 3,5 0,1 236 1.500 0,10 1.050 350 3,5 0,1 236 1.500 0,10 1.200
~150 5 0,2 267 1.700 0,12 1.430 ~150 5 0,2 267 1.700 0,12 1.630
200 5 0,2 267 1.700 0,12 1.430 200 5 0,2 267 1.700 0,12 1.630
250 5 0,15 267 1.700 0,12 1.430 250 5 0,15 267 1.700 0,12 1.630
300 4 0,1 220 1.400 0,10 980 300 4 0,1 220 1.400 0,10 1.120
350 3,5 0,1 220 1.400 0,10 980 350 3,5 0,1 220 1.400 0,10 1.120
~150 5 0,2 267 1.700 0,12 1.430 ~150 5 0,2 267 1.700 0,12 1.630
200 5 0,2 267 1.700 0,12 1.430 200 5 0,2 267 1.700 0,12 1.630
250 5 0,15 267 1.700 0,12 1.430 250 5 0,15 267 1.700 0,12 1.630
300 4 0,1 220 1.400 0,10 980 300 4 0,1 220 1.400 0,10 1.120
350 3,5 0,1 220 1.400 0,10 980 350 3,5 0,1 220 1.400 0,10 1.120
~150 4 0,2 204 1.300 0,12 1.090 ~150 4 0,2 204 1.300 0,12 1.250
200 4 0,2 204 1.300 0,12 1.090 200 4 0,2 204 1.300 0,12 1.250
250 4 0,15 204 1.300 0,12 1.090 250 4 0,15 204 1.300 0,12 1.250
300 3 0,1 157 1.000 0,10 700 300 3 0,1 157 1.000 0,10 800
350 2 0,1 157 1.000 0,10 700 350 2 0,1 157 1.000 0,10 800
~150 5 0,2 267 1.700 0,12 1.430 ~150 5 0,2 267 1.700 0,12 1.630
200 5 0,2 267 1.700 0,12 1.430 200 5 0,2 267 1.700 0,12 1.630
250 5 0,15 267 1.700 0,12 1.430 250 5 0,15 267 1.700 0,12 1.630
300 4 0,1 220 1.400 0,10 980 300 4 0,1 220 1.400 0,10 1.120
350 3,5 0,1 220 1.400 0,10 980 350 3,5 0,1 220 1.400 0,10 1.120
~150 5 0,2 267 1.700 0,15 1.780 ~150 5 0,2 550 3.500 0,07 2.040
200 5 0,2 267 1.700 0,15 1.780 200 5 0,2 550 3.500 0,07 2.040
250 5 0,15 267 1.700 0,15 1.780 250 5 0,15 550 3.500 0,07 2.040
300 4 0,1 220 1.400 0,12 1.180 300 4 0,1 449 2.860 0,06 1.340
350 3,5 0,1 220 1.400 0,12 1.180 350 3,5 0,1 449 2.860 0,06 1.340
~150 5 0,2 80 510 0,12 430 ~150 5 0,2 80 510 0,12 490
200 5 0,2 80 510 0,12 430 200 5 0,2 80 510 0,12 490
250 5 0,15 80 510 0,12 430 250 5 0,15 80 510 0,12 490
300 4 0,1 64 410 0,10 290 300 4 0,1 64 410 0,10 330
350 3,5 0,1 64 410 0,10 290 350 3,5 0,1 64 410 0,10 330
~150 3 0,2 149 950 0,09 600 ~150 3 0,2 149 950 0,09 680
200 3 0,2 149 950 0,09 600 200 3 0,2 149 950 0,09 680
250 3 0,15 149 950 0,09 600 250 3 0,15 149 950 0,09 680
300 2 0,1 119 760 0,08 420 300 2 0,1 119 760 0,08 480
350 1,5 0,1 119 760 0,08 420 350 1,5 0,1 119 760 0,08 480
~150 2 0,2 119 760 0,08 450 ~150 2 0,2 149 950 0,07 510
200 2 0,2 119 760 0,08 450 200 2 0,2 149 950 0,07 510
250 2 0,15 119 760 0,08 450 250 2 0,15 149 950 0,07 510
300 1,5 0,1 94 600 0,08 340 300 1,5 0,1 119 760 0,06 390
350 1 0,1 94 600 0,08 340 350 1 0,1 119 760 0,06 390
Die genauen Daten sind entsprechend der Stabilität der Maschine oder des Materials anzupassen.
Bei auftretendem Rattern wird eine Verringerung der Schnitttiefe ap oder Drehzahl unter Beibehaltung des Vorschubs pro Zahn empfohlen.
S Titan / Titan Legierungen TiAl6V4, 3.7024, 3.7124, 3.7154
DH102 JC8015
H
Gehärtete Stähle 40 - 55 hrc
DH102
Gehärtete Stähle 55 - 62 hrc
DH102
MRostfreie Stähle / hitzebest. Stähle
austenitisch 1.4301, 1.4541, 1.4571 geschwefelt 1.4005, 1.4105, 1.4305
<900N/mm²
DH102 JC8015
KGuß / Grauguß / Späroguß / Temperguß
GG, GGG, GTW, GTS <300HB
DH102 JC8015
P
unlegierte Stähle / Baustähle / Automatenstähle St37, St52, StE420, Ck15, C50, 1.0035, 1.0711
1.1170, 1.5621, 1.6543, 1.7131, 1.8937 <850N/mm² / <250HB
CX75 DH102 JC8015
legierte Stähle / Stahlguß / Vergütungsstähle Werkzeugstähle St60, Ck45, Ck60, 42CrMo4 36Mn5V, 1.1750, 1.2312, 1.2344, 1.2343, 1.5120,
1.7033 <900N/mm²
CX75 DH102 JC8015
Werkzeugstähle / Nitrierstähle 1.2080, 1.2083 1.2307, 1.2379, 1.2767, 1.8504,
1.8550 <1100N/mm²
CX75 DH102 JC8015
Werkzeugstähle 1.2738, K340, M390, S290 <1300N/mm²
DH102
Max Empfohlene Schnittbedingungen Typ ZPMT-PLSeiten - Schlichten
Gru
pp
e
Werkstoffe Qualitätø 50 7 Schneiden ø 50/52 8 Schneiden
QXP
41
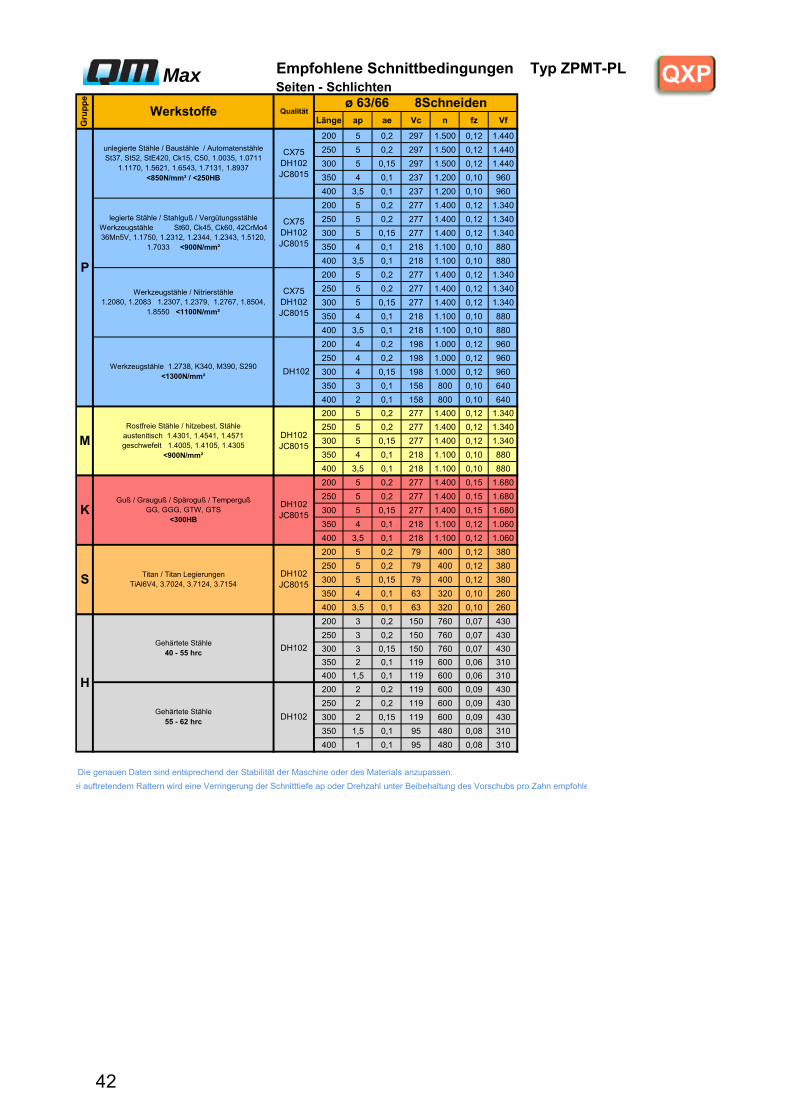
Länge ap ae Vc n fz Vf
200 5 0,2 297 1.500 0,12 1.440
250 5 0,2 297 1.500 0,12 1.440
300 5 0,15 297 1.500 0,12 1.440
350 4 0,1 237 1.200 0,10 960
400 3,5 0,1 237 1.200 0,10 960
200 5 0,2 277 1.400 0,12 1.340
250 5 0,2 277 1.400 0,12 1.340
300 5 0,15 277 1.400 0,12 1.340
350 4 0,1 218 1.100 0,10 880
400 3,5 0,1 218 1.100 0,10 880
200 5 0,2 277 1.400 0,12 1.340
250 5 0,2 277 1.400 0,12 1.340
300 5 0,15 277 1.400 0,12 1.340
350 4 0,1 218 1.100 0,10 880
400 3,5 0,1 218 1.100 0,10 880
200 4 0,2 198 1.000 0,12 960
250 4 0,2 198 1.000 0,12 960
300 4 0,15 198 1.000 0,12 960
350 3 0,1 158 800 0,10 640
400 2 0,1 158 800 0,10 640
200 5 0,2 277 1.400 0,12 1.340
250 5 0,2 277 1.400 0,12 1.340
300 5 0,15 277 1.400 0,12 1.340
350 4 0,1 218 1.100 0,10 880
400 3,5 0,1 218 1.100 0,10 880
200 5 0,2 277 1.400 0,15 1.680
250 5 0,2 277 1.400 0,15 1.680
300 5 0,15 277 1.400 0,15 1.680
350 4 0,1 218 1.100 0,12 1.060
400 3,5 0,1 218 1.100 0,12 1.060
200 5 0,2 79 400 0,12 380
250 5 0,2 79 400 0,12 380
300 5 0,15 79 400 0,12 380
350 4 0,1 63 320 0,10 260
400 3,5 0,1 63 320 0,10 260
200 3 0,2 150 760 0,07 430
250 3 0,2 150 760 0,07 430
300 3 0,15 150 760 0,07 430
350 2 0,1 119 600 0,06 310
400 1,5 0,1 119 600 0,06 310
200 2 0,2 119 600 0,09 430
250 2 0,2 119 600 0,09 430
300 2 0,15 119 600 0,09 430
350 1,5 0,1 95 480 0,08 310
400 1 0,1 95 480 0,08 310
Die genauen Daten sind entsprechend der Stabilität der Maschine oder des Materials anzupassen.
ei auftretendem Rattern wird eine Verringerung der Schnitttiefe ap oder Drehzahl unter Beibehaltung des Vorschubs pro Zahn empfohle
S Titan / Titan Legierungen TiAl6V4, 3.7024, 3.7124, 3.7154
DH102 JC8015
H
Gehärtete Stähle 40 - 55 hrc
DH102
Gehärtete Stähle 55 - 62 hrc
DH102
MRostfreie Stähle / hitzebest. Stähle
austenitisch 1.4301, 1.4541, 1.4571 geschwefelt 1.4005, 1.4105, 1.4305
<900N/mm²
DH102 JC8015
KGuß / Grauguß / Späroguß / Temperguß
GG, GGG, GTW, GTS <300HB
DH102 JC8015
P
unlegierte Stähle / Baustähle / Automatenstähle St37, St52, StE420, Ck15, C50, 1.0035, 1.0711
1.1170, 1.5621, 1.6543, 1.7131, 1.8937 <850N/mm² / <250HB
CX75 DH102 JC8015
legierte Stähle / Stahlguß / Vergütungsstähle Werkzeugstähle St60, Ck45, Ck60, 42CrMo4 36Mn5V, 1.1750, 1.2312, 1.2344, 1.2343, 1.5120,
1.7033 <900N/mm²
CX75 DH102 JC8015
Werkzeugstähle / Nitrierstähle 1.2080, 1.2083 1.2307, 1.2379, 1.2767, 1.8504,
1.8550 <1100N/mm²
CX75 DH102 JC8015
Werkzeugstähle 1.2738, K340, M390, S290 <1300N/mm²
DH102
Max Empfohlene Schnittbedingungen Typ ZPMT-PLSeiten - Schlichten
Gru
pp
e
Werkstoffe Qualitätø 63/66 8Schneiden
QXP
42
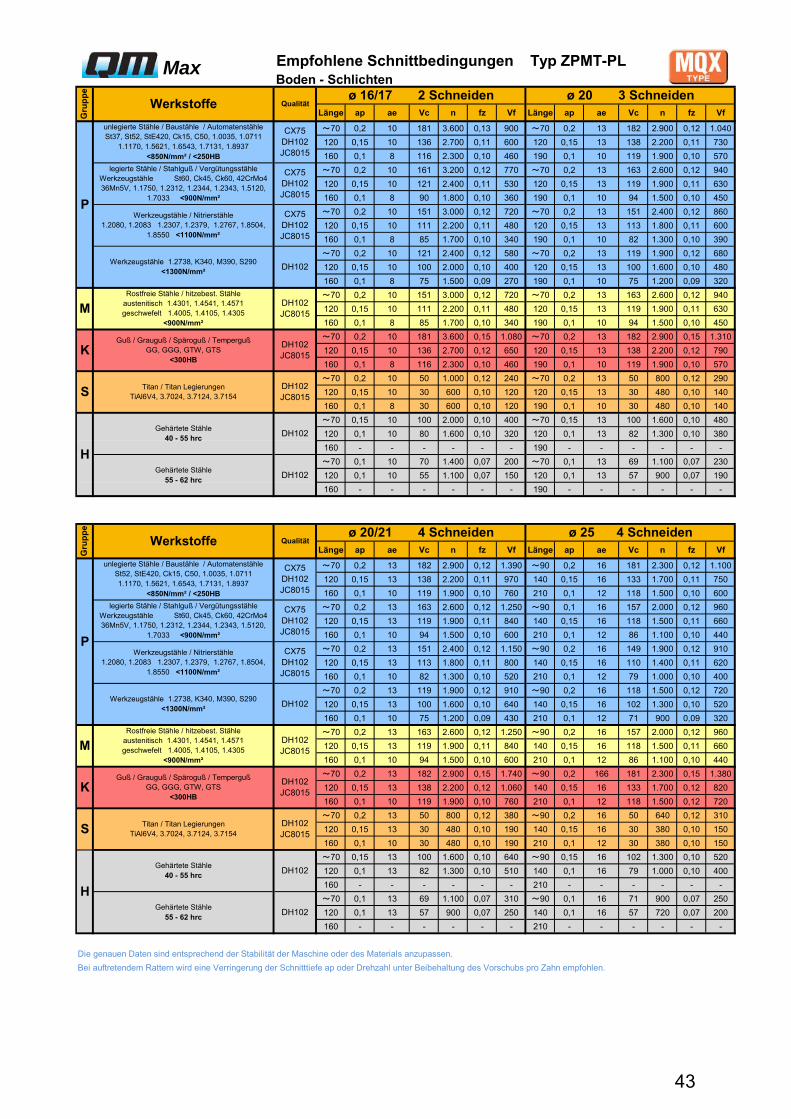
Länge ap ae Vc n fz Vf Länge ap ae Vc n fz Vf
~70 0,2 10 181 3.600 0,13 900 ~70 0,2 13 182 2.900 0,12 1.040
120 0,15 10 136 2.700 0,11 600 120 0,15 13 138 2.200 0,11 730
160 0,1 8 116 2.300 0,10 460 190 0,1 10 119 1.900 0,10 570
~70 0,2 10 161 3.200 0,12 770 ~70 0,2 13 163 2.600 0,12 940
120 0,15 10 121 2.400 0,11 530 120 0,15 13 119 1.900 0,11 630
160 0,1 8 90 1.800 0,10 360 190 0,1 10 94 1.500 0,10 450
~70 0,2 10 151 3.000 0,12 720 ~70 0,2 13 151 2.400 0,12 860
120 0,15 10 111 2.200 0,11 480 120 0,15 13 113 1.800 0,11 600
160 0,1 8 85 1.700 0,10 340 190 0,1 10 82 1.300 0,10 390
~70 0,2 10 121 2.400 0,12 580 ~70 0,2 13 119 1.900 0,12 680
120 0,15 10 100 2.000 0,10 400 120 0,15 13 100 1.600 0,10 480
160 0,1 8 75 1.500 0,09 270 190 0,1 10 75 1.200 0,09 320
~70 0,2 10 151 3.000 0,12 720 ~70 0,2 13 163 2.600 0,12 940
120 0,15 10 111 2.200 0,11 480 120 0,15 13 119 1.900 0,11 630
160 0,1 8 85 1.700 0,10 340 190 0,1 10 94 1.500 0,10 450
~70 0,2 10 181 3.600 0,15 1.080 ~70 0,2 13 182 2.900 0,15 1.310
120 0,15 10 136 2.700 0,12 650 120 0,15 13 138 2.200 0,12 790
160 0,1 8 116 2.300 0,10 460 190 0,1 10 119 1.900 0,10 570
~70 0,2 10 50 1.000 0,12 240 ~70 0,2 13 50 800 0,12 290
120 0,15 10 30 600 0,10 120 120 0,15 13 30 480 0,10 140
160 0,1 8 30 600 0,10 120 190 0,1 10 30 480 0,10 140
~70 0,15 10 100 2.000 0,10 400 ~70 0,15 13 100 1.600 0,10 480
120 0,1 10 80 1.600 0,10 320 120 0,1 13 82 1.300 0,10 380
160 - - - - - - 190 - - - - - -
~70 0,1 10 70 1.400 0,07 200 ~70 0,1 13 69 1.100 0,07 230
120 0,1 10 55 1.100 0,07 150 120 0,1 13 57 900 0,07 190
160 - - - - - - 190 - - - - - -
Länge ap ae Vc n fz Vf Länge ap ae Vc n fz Vf
~70 0,2 13 182 2.900 0,12 1.390 ~90 0,2 16 181 2.300 0,12 1.100
120 0,15 13 138 2.200 0,11 970 140 0,15 16 133 1.700 0,11 750
160 0,1 10 119 1.900 0,10 760 210 0,1 12 118 1.500 0,10 600
~70 0,2 13 163 2.600 0,12 1.250 ~90 0,1 16 157 2.000 0,12 960
120 0,15 13 119 1.900 0,11 840 140 0,15 16 118 1.500 0,11 660
160 0,1 10 94 1.500 0,10 600 210 0,1 12 86 1.100 0,10 440
~70 0,2 13 151 2.400 0,12 1.150 ~90 0,2 16 149 1.900 0,12 910
120 0,15 13 113 1.800 0,11 800 140 0,15 16 110 1.400 0,11 620
160 0,1 10 82 1.300 0,10 520 210 0,1 12 79 1.000 0,10 400
~70 0,2 13 119 1.900 0,12 910 ~90 0,2 16 118 1.500 0,12 720
120 0,15 13 100 1.600 0,10 640 140 0,15 16 102 1.300 0,10 520
160 0,1 10 75 1.200 0,09 430 210 0,1 12 71 900 0,09 320
~70 0,2 13 163 2.600 0,12 1.250 ~90 0,2 16 157 2.000 0,12 960
120 0,15 13 119 1.900 0,11 840 140 0,15 16 118 1.500 0,11 660
160 0,1 10 94 1.500 0,10 600 210 0,1 12 86 1.100 0,10 440
~70 0,2 13 182 2.900 0,15 1.740 ~90 0,2 166 181 2.300 0,15 1.380
120 0,15 13 138 2.200 0,12 1.060 140 0,15 16 133 1.700 0,12 820
160 0,1 10 119 1.900 0,10 760 210 0,1 12 118 1.500 0,12 720
~70 0,2 13 50 800 0,12 380 ~90 0,2 16 50 640 0,12 310
120 0,15 13 30 480 0,10 190 140 0,15 16 30 380 0,10 150
160 0,1 10 30 480 0,10 190 210 0,1 12 30 380 0,10 150
~70 0,15 13 100 1.600 0,10 640 ~90 0,15 16 102 1.300 0,10 520
120 0,1 13 82 1.300 0,10 510 140 0,1 16 79 1.000 0,10 400
160 - - - - - - 210 - - - - - -
~70 0,1 13 69 1.100 0,07 310 ~90 0,1 16 71 900 0,07 250
120 0,1 13 57 900 0,07 250 140 0,1 16 57 720 0,07 200
160 - - - - - - 210 - - - - - -
Die genauen Daten sind entsprechend der Stabilität der Maschine oder des Materials anzupassen.
Bei auftretendem Rattern wird eine Verringerung der Schnitttiefe ap oder Drehzahl unter Beibehaltung des Vorschubs pro Zahn empfohlen.
S Titan / Titan Legierungen TiAl6V4, 3.7024, 3.7124, 3.7154
DH102 JC8015
H
Gehärtete Stähle 40 - 55 hrc
DH102
Gehärtete Stähle 55 - 62 hrc
DH102
MRostfreie Stähle / hitzebest. Stähle
austenitisch 1.4301, 1.4541, 1.4571 geschwefelt 1.4005, 1.4105, 1.4305
<900N/mm²
DH102 JC8015
KGuß / Grauguß / Späroguß / Temperguß
GG, GGG, GTW, GTS <300HB
DH102 JC8015
P
unlegierte Stähle / Baustähle / Automatenstähle St52, StE420, Ck15, C50, 1.0035, 1.0711 1.1170, 1.5621, 1.6543, 1.7131, 1.8937
<850N/mm² / <250HB
CX75 DH102 JC8015
legierte Stähle / Stahlguß / Vergütungsstähle Werkzeugstähle St60, Ck45, Ck60, 42CrMo4 36Mn5V, 1.1750, 1.2312, 1.2344, 1.2343, 1.5120,
1.7033 <900N/mm²
CX75 DH102 JC8015
Werkzeugstähle / Nitrierstähle 1.2080, 1.2083 1.2307, 1.2379, 1.2767, 1.8504,
1.8550 <1100N/mm²
CX75 DH102 JC8015
Werkzeugstähle 1.2738, K340, M390, S290 <1300N/mm²
DH102
Gru
pp
e
Werkstoffe Qualitätø 20/21 4 Schneiden ø 25 4 Schneiden
S Titan / Titan Legierungen TiAl6V4, 3.7024, 3.7124, 3.7154
DH102 JC8015
H
Gehärtete Stähle 40 - 55 hrc
DH102
Gehärtete Stähle 55 - 62 hrc
DH102
MRostfreie Stähle / hitzebest. Stähle
austenitisch 1.4301, 1.4541, 1.4571 geschwefelt 1.4005, 1.4105, 1.4305
<900N/mm²
DH102 JC8015
KGuß / Grauguß / Späroguß / Temperguß
GG, GGG, GTW, GTS <300HB
DH102 JC8015
P
unlegierte Stähle / Baustähle / Automatenstähle St37, St52, StE420, Ck15, C50, 1.0035, 1.0711
1.1170, 1.5621, 1.6543, 1.7131, 1.8937 <850N/mm² / <250HB
CX75 DH102 JC8015
legierte Stähle / Stahlguß / Vergütungsstähle Werkzeugstähle St60, Ck45, Ck60, 42CrMo4 36Mn5V, 1.1750, 1.2312, 1.2344, 1.2343, 1.5120,
1.7033 <900N/mm²
CX75 DH102 JC8015
Werkzeugstähle / Nitrierstähle 1.2080, 1.2083 1.2307, 1.2379, 1.2767, 1.8504,
1.8550 <1100N/mm²
CX75 DH102 JC8015
Werkzeugstähle 1.2738, K340, M390, S290 <1300N/mm²
DH102
Max Empfohlene Schnittbedingungen Typ ZPMT-PLBoden - Schlichten
Gru
pp
e
Werkstoffe Qualitätø 16/17 2 Schneiden ø 20 3 Schneiden
43
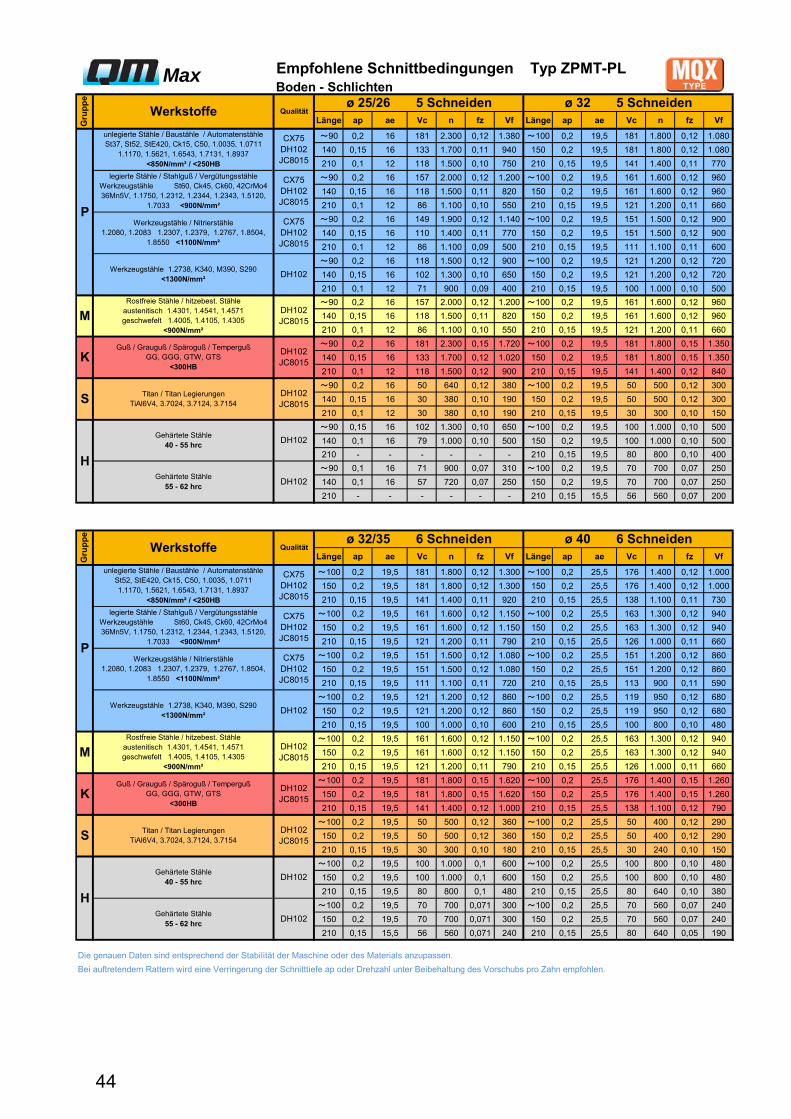
Länge ap ae Vc n fz Vf Länge ap ae Vc n fz Vf
~90 0,2 16 181 2.300 0,12 1.380 ~100 0,2 19,5 181 1.800 0,12 1.080
140 0,15 16 133 1.700 0,11 940 150 0,2 19,5 181 1.800 0,12 1.080
210 0,1 12 118 1.500 0,10 750 210 0,15 19,5 141 1.400 0,11 770
~90 0,2 16 157 2.000 0,12 1.200 ~100 0,2 19,5 161 1.600 0,12 960
140 0,15 16 118 1.500 0,11 820 150 0,2 19,5 161 1.600 0,12 960
210 0,1 12 86 1.100 0,10 550 210 0,15 19,5 121 1.200 0,11 660
~90 0,2 16 149 1.900 0,12 1.140 ~100 0,2 19,5 151 1.500 0,12 900
140 0,15 16 110 1.400 0,11 770 150 0,2 19,5 151 1.500 0,12 900
210 0,1 12 86 1.100 0,09 500 210 0,15 19,5 111 1.100 0,11 600
~90 0,2 16 118 1.500 0,12 900 ~100 0,2 19,5 121 1.200 0,12 720
140 0,15 16 102 1.300 0,10 650 150 0,2 19,5 121 1.200 0,12 720
210 0,1 12 71 900 0,09 400 210 0,15 19,5 100 1.000 0,10 500
~90 0,2 16 157 2.000 0,12 1.200 ~100 0,2 19,5 161 1.600 0,12 960
140 0,15 16 118 1.500 0,11 820 150 0,2 19,5 161 1.600 0,12 960
210 0,1 12 86 1.100 0,10 550 210 0,15 19,5 121 1.200 0,11 660
~90 0,2 16 181 2.300 0,15 1.720 ~100 0,2 19,5 181 1.800 0,15 1.350
140 0,15 16 133 1.700 0,12 1.020 150 0,2 19,5 181 1.800 0,15 1.350
210 0,1 12 118 1.500 0,12 900 210 0,15 19,5 141 1.400 0,12 840
~90 0,2 16 50 640 0,12 380 ~100 0,2 19,5 50 500 0,12 300
140 0,15 16 30 380 0,10 190 150 0,2 19,5 50 500 0,12 300
210 0,1 12 30 380 0,10 190 210 0,15 19,5 30 300 0,10 150
~90 0,15 16 102 1.300 0,10 650 ~100 0,2 19,5 100 1.000 0,10 500
140 0,1 16 79 1.000 0,10 500 150 0,2 19,5 100 1.000 0,10 500
210 - - - - - - 210 0,15 19,5 80 800 0,10 400
~90 0,1 16 71 900 0,07 310 ~100 0,2 19,5 70 700 0,07 250
140 0,1 16 57 720 0,07 250 150 0,2 19,5 70 700 0,07 250
210 - - - - - - 210 0,15 15,5 56 560 0,07 200
Länge ap ae Vc n fz Vf Länge ap ae Vc n fz Vf
~100 0,2 19,5 181 1.800 0,12 1.300 ~100 0,2 25,5 176 1.400 0,12 1.000
150 0,2 19,5 181 1.800 0,12 1.300 150 0,2 25,5 176 1.400 0,12 1.000
210 0,15 19,5 141 1.400 0,11 920 210 0,15 25,5 138 1.100 0,11 730
~100 0,2 19,5 161 1.600 0,12 1.150 ~100 0,2 25,5 163 1.300 0,12 940
150 0,2 19,5 161 1.600 0,12 1.150 150 0,2 25,5 163 1.300 0,12 940
210 0,15 19,5 121 1.200 0,11 790 210 0,15 25,5 126 1.000 0,11 660
~100 0,2 19,5 151 1.500 0,12 1.080 ~100 0,2 25,5 151 1.200 0,12 860
150 0,2 19,5 151 1.500 0,12 1.080 150 0,2 25,5 151 1.200 0,12 860
210 0,15 19,5 111 1.100 0,11 720 210 0,15 25,5 113 900 0,11 590
~100 0,2 19,5 121 1.200 0,12 860 ~100 0,2 25,5 119 950 0,12 680
150 0,2 19,5 121 1.200 0,12 860 150 0,2 25,5 119 950 0,12 680
210 0,15 19,5 100 1.000 0,10 600 210 0,15 25,5 100 800 0,10 480
~100 0,2 19,5 161 1.600 0,12 1.150 ~100 0,2 25,5 163 1.300 0,12 940
150 0,2 19,5 161 1.600 0,12 1.150 150 0,2 25,5 163 1.300 0,12 940
210 0,15 19,5 121 1.200 0,11 790 210 0,15 25,5 126 1.000 0,11 660
~100 0,2 19,5 181 1.800 0,15 1.620 ~100 0,2 25,5 176 1.400 0,15 1.260
150 0,2 19,5 181 1.800 0,15 1.620 150 0,2 25,5 176 1.400 0,15 1.260
210 0,15 19,5 141 1.400 0,12 1.000 210 0,15 25,5 138 1.100 0,12 790
~100 0,2 19,5 50 500 0,12 360 ~100 0,2 25,5 50 400 0,12 290
150 0,2 19,5 50 500 0,12 360 150 0,2 25,5 50 400 0,12 290
210 0,15 19,5 30 300 0,10 180 210 0,15 25,5 30 240 0,10 150
~100 0,2 19,5 100 1.000 0,1 600 ~100 0,2 25,5 100 800 0,10 480
150 0,2 19,5 100 1.000 0,1 600 150 0,2 25,5 100 800 0,10 480
210 0,15 19,5 80 800 0,1 480 210 0,15 25,5 80 640 0,10 380
~100 0,2 19,5 70 700 0,071 300 ~100 0,2 25,5 70 560 0,07 240
150 0,2 19,5 70 700 0,071 300 150 0,2 25,5 70 560 0,07 240
210 0,15 15,5 56 560 0,071 240 210 0,15 25,5 80 640 0,05 190
Die genauen Daten sind entsprechend der Stabilität der Maschine oder des Materials anzupassen.
Bei auftretendem Rattern wird eine Verringerung der Schnitttiefe ap oder Drehzahl unter Beibehaltung des Vorschubs pro Zahn empfohlen.
S Titan / Titan Legierungen TiAl6V4, 3.7024, 3.7124, 3.7154
DH102 JC8015
H
Gehärtete Stähle 40 - 55 hrc
DH102
Gehärtete Stähle 55 - 62 hrc
DH102
MRostfreie Stähle / hitzebest. Stähle
austenitisch 1.4301, 1.4541, 1.4571 geschwefelt 1.4005, 1.4105, 1.4305
<900N/mm²
DH102 JC8015
KGuß / Grauguß / Späroguß / Temperguß
GG, GGG, GTW, GTS <300HB
DH102 JC8015
P
unlegierte Stähle / Baustähle / Automatenstähle St52, StE420, Ck15, C50, 1.0035, 1.0711 1.1170, 1.5621, 1.6543, 1.7131, 1.8937
<850N/mm² / <250HB
CX75 DH102 JC8015
legierte Stähle / Stahlguß / Vergütungsstähle Werkzeugstähle St60, Ck45, Ck60, 42CrMo4 36Mn5V, 1.1750, 1.2312, 1.2344, 1.2343, 1.5120,
1.7033 <900N/mm²
CX75 DH102 JC8015
Werkzeugstähle / Nitrierstähle 1.2080, 1.2083 1.2307, 1.2379, 1.2767, 1.8504,
1.8550 <1100N/mm²
CX75 DH102 JC8015
Werkzeugstähle 1.2738, K340, M390, S290 <1300N/mm²
DH102
Gru
pp
e
Werkstoffe Qualitätø 32/35 6 Schneiden ø 40 6 Schneiden
S Titan / Titan Legierungen TiAl6V4, 3.7024, 3.7124, 3.7154
DH102 JC8015
H
Gehärtete Stähle 40 - 55 hrc
DH102
Gehärtete Stähle 55 - 62 hrc
DH102
MRostfreie Stähle / hitzebest. Stähle
austenitisch 1.4301, 1.4541, 1.4571 geschwefelt 1.4005, 1.4105, 1.4305
<900N/mm²
DH102 JC8015
KGuß / Grauguß / Späroguß / Temperguß
GG, GGG, GTW, GTS <300HB
DH102 JC8015
P
unlegierte Stähle / Baustähle / Automatenstähle St37, St52, StE420, Ck15, C50, 1.0035, 1.0711
1.1170, 1.5621, 1.6543, 1.7131, 1.8937 <850N/mm² / <250HB
CX75 DH102 JC8015
legierte Stähle / Stahlguß / Vergütungsstähle Werkzeugstähle St60, Ck45, Ck60, 42CrMo4 36Mn5V, 1.1750, 1.2312, 1.2344, 1.2343, 1.5120,
1.7033 <900N/mm²
CX75 DH102 JC8015
Werkzeugstähle / Nitrierstähle 1.2080, 1.2083 1.2307, 1.2379, 1.2767, 1.8504,
1.8550 <1100N/mm²
CX75 DH102 JC8015
Werkzeugstähle 1.2738, K340, M390, S290 <1300N/mm²
DH102
Max Empfohlene Schnittbedingungen Typ ZPMT-PLBoden - Schlichten
Gru
pp
e
Werkstoffe Qualitätø 25/26 5 Schneiden ø 32 5 Schneiden
44
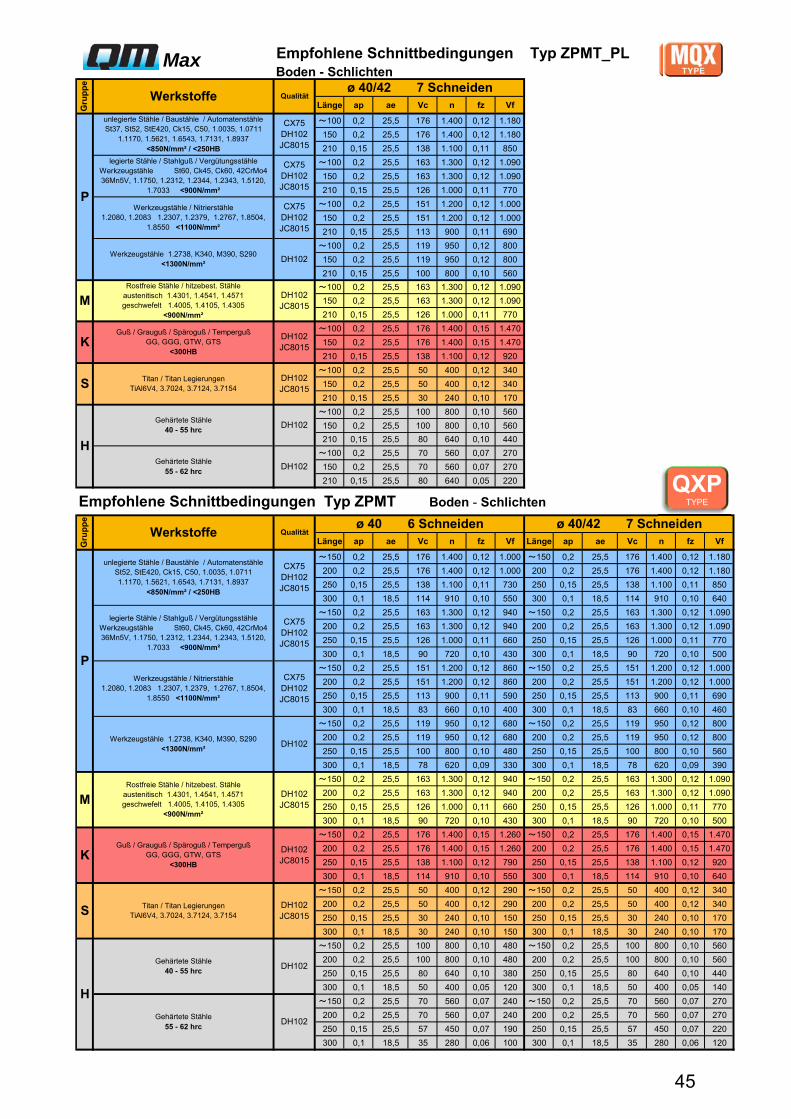
Länge ap ae Vc n fz Vf
~100 0,2 25,5 176 1.400 0,12 1.180
150 0,2 25,5 176 1.400 0,12 1.180
210 0,15 25,5 138 1.100 0,11 850
~100 0,2 25,5 163 1.300 0,12 1.090
150 0,2 25,5 163 1.300 0,12 1.090
210 0,15 25,5 126 1.000 0,11 770
~100 0,2 25,5 151 1.200 0,12 1.000
150 0,2 25,5 151 1.200 0,12 1.000
210 0,15 25,5 113 900 0,11 690
~100 0,2 25,5 119 950 0,12 800
150 0,2 25,5 119 950 0,12 800
210 0,15 25,5 100 800 0,10 560
~100 0,2 25,5 163 1.300 0,12 1.090
150 0,2 25,5 163 1.300 0,12 1.090
210 0,15 25,5 126 1.000 0,11 770
~100 0,2 25,5 176 1.400 0,15 1.470
150 0,2 25,5 176 1.400 0,15 1.470
210 0,15 25,5 138 1.100 0,12 920
~100 0,2 25,5 50 400 0,12 340
150 0,2 25,5 50 400 0,12 340
210 0,15 25,5 30 240 0,10 170
~100 0,2 25,5 100 800 0,10 560
150 0,2 25,5 100 800 0,10 560
210 0,15 25,5 80 640 0,10 440
~100 0,2 25,5 70 560 0,07 270
150 0,2 25,5 70 560 0,07 270
210 0,15 25,5 80 640 0,05 220
Länge ap ae Vc n fz Vf Länge ap ae Vc n fz Vf
~150 0,2 25,5 176 1.400 0,12 1.000 ~150 0,2 25,5 176 1.400 0,12 1.180
200 0,2 25,5 176 1.400 0,12 1.000 200 0,2 25,5 176 1.400 0,12 1.180
250 0,15 25,5 138 1.100 0,11 730 250 0,15 25,5 138 1.100 0,11 850
300 0,1 18,5 114 910 0,10 550 300 0,1 18,5 114 910 0,10 640
~150 0,2 25,5 163 1.300 0,12 940 ~150 0,2 25,5 163 1.300 0,12 1.090
200 0,2 25,5 163 1.300 0,12 940 200 0,2 25,5 163 1.300 0,12 1.090
250 0,15 25,5 126 1.000 0,11 660 250 0,15 25,5 126 1.000 0,11 770
300 0,1 18,5 90 720 0,10 430 300 0,1 18,5 90 720 0,10 500
~150 0,2 25,5 151 1.200 0,12 860 ~150 0,2 25,5 151 1.200 0,12 1.000
200 0,2 25,5 151 1.200 0,12 860 200 0,2 25,5 151 1.200 0,12 1.000
250 0,15 25,5 113 900 0,11 590 250 0,15 25,5 113 900 0,11 690
300 0,1 18,5 83 660 0,10 400 300 0,1 18,5 83 660 0,10 460
~150 0,2 25,5 119 950 0,12 680 ~150 0,2 25,5 119 950 0,12 800
200 0,2 25,5 119 950 0,12 680 200 0,2 25,5 119 950 0,12 800
250 0,15 25,5 100 800 0,10 480 250 0,15 25,5 100 800 0,10 560
300 0,1 18,5 78 620 0,09 330 300 0,1 18,5 78 620 0,09 390
~150 0,2 25,5 163 1.300 0,12 940 ~150 0,2 25,5 163 1.300 0,12 1.090
200 0,2 25,5 163 1.300 0,12 940 200 0,2 25,5 163 1.300 0,12 1.090
250 0,15 25,5 126 1.000 0,11 660 250 0,15 25,5 126 1.000 0,11 770
300 0,1 18,5 90 720 0,10 430 300 0,1 18,5 90 720 0,10 500
~150 0,2 25,5 176 1.400 0,15 1.260 ~150 0,2 25,5 176 1.400 0,15 1.470
200 0,2 25,5 176 1.400 0,15 1.260 200 0,2 25,5 176 1.400 0,15 1.470
250 0,15 25,5 138 1.100 0,12 790 250 0,15 25,5 138 1.100 0,12 920
300 0,1 18,5 114 910 0,10 550 300 0,1 18,5 114 910 0,10 640
~150 0,2 25,5 50 400 0,12 290 ~150 0,2 25,5 50 400 0,12 340
200 0,2 25,5 50 400 0,12 290 200 0,2 25,5 50 400 0,12 340
250 0,15 25,5 30 240 0,10 150 250 0,15 25,5 30 240 0,10 170
300 0,1 18,5 30 240 0,10 150 300 0,1 18,5 30 240 0,10 170
~150 0,2 25,5 100 800 0,10 480 ~150 0,2 25,5 100 800 0,10 560
200 0,2 25,5 100 800 0,10 480 200 0,2 25,5 100 800 0,10 560
250 0,15 25,5 80 640 0,10 380 250 0,15 25,5 80 640 0,10 440
300 0,1 18,5 50 400 0,05 120 300 0,1 18,5 50 400 0,05 140
~150 0,2 25,5 70 560 0,07 240 ~150 0,2 25,5 70 560 0,07 270
200 0,2 25,5 70 560 0,07 240 200 0,2 25,5 70 560 0,07 270
250 0,15 25,5 57 450 0,07 190 250 0,15 25,5 57 450 0,07 220
300 0,1 18,5 35 280 0,06 100 300 0,1 18,5 35 280 0,06 120
S Titan / Titan Legierungen TiAl6V4, 3.7024, 3.7124, 3.7154
DH102 JC8015
H
Gehärtete Stähle 40 - 55 hrc
DH102
Gehärtete Stähle 55 - 62 hrc
DH102
MRostfreie Stähle / hitzebest. Stähle
austenitisch 1.4301, 1.4541, 1.4571 geschwefelt 1.4005, 1.4105, 1.4305
<900N/mm²
DH102 JC8015
KGuß / Grauguß / Späroguß / Temperguß
GG, GGG, GTW, GTS <300HB
DH102 JC8015
P
unlegierte Stähle / Baustähle / Automatenstähle St52, StE420, Ck15, C50, 1.0035, 1.0711 1.1170, 1.5621, 1.6543, 1.7131, 1.8937
<850N/mm² / <250HB
CX75 DH102 JC8015
legierte Stähle / Stahlguß / Vergütungsstähle Werkzeugstähle St60, Ck45, Ck60, 42CrMo4 36Mn5V, 1.1750, 1.2312, 1.2344, 1.2343, 1.5120,
1.7033 <900N/mm²
CX75 DH102 JC8015
Werkzeugstähle / Nitrierstähle 1.2080, 1.2083 1.2307, 1.2379, 1.2767, 1.8504,
1.8550 <1100N/mm²
CX75 DH102 JC8015
Werkzeugstähle 1.2738, K340, M390, S290 <1300N/mm²
DH102
Empfohlene Schnittbedingungen Typ ZPMT Boden - Schlichten
Gru
pp
e
Werkstoffe Qualitätø 40 6 Schneiden ø 40/42 7 Schneiden
S Titan / Titan Legierungen TiAl6V4, 3.7024, 3.7124, 3.7154
DH102 JC8015
H
Gehärtete Stähle 40 - 55 hrc
DH102
Gehärtete Stähle 55 - 62 hrc
DH102
MRostfreie Stähle / hitzebest. Stähle
austenitisch 1.4301, 1.4541, 1.4571 geschwefelt 1.4005, 1.4105, 1.4305
<900N/mm²
DH102 JC8015
KGuß / Grauguß / Späroguß / Temperguß
GG, GGG, GTW, GTS <300HB
DH102 JC8015
P
unlegierte Stähle / Baustähle / Automatenstähle St37, St52, StE420, Ck15, C50, 1.0035, 1.0711
1.1170, 1.5621, 1.6543, 1.7131, 1.8937 <850N/mm² / <250HB
CX75 DH102 JC8015
legierte Stähle / Stahlguß / Vergütungsstähle Werkzeugstähle St60, Ck45, Ck60, 42CrMo4 36Mn5V, 1.1750, 1.2312, 1.2344, 1.2343, 1.5120,
1.7033 <900N/mm²
CX75 DH102 JC8015
Werkzeugstähle / Nitrierstähle 1.2080, 1.2083 1.2307, 1.2379, 1.2767, 1.8504,
1.8550 <1100N/mm²
CX75 DH102 JC8015
Werkzeugstähle 1.2738, K340, M390, S290 <1300N/mm²
DH102
Max Empfohlene Schnittbedingungen Typ ZPMT_PLBoden - Schlichten
Gru
pp
e
Werkstoffe Qualitätø 40/42 7 Schneiden
QXPTYPE
45
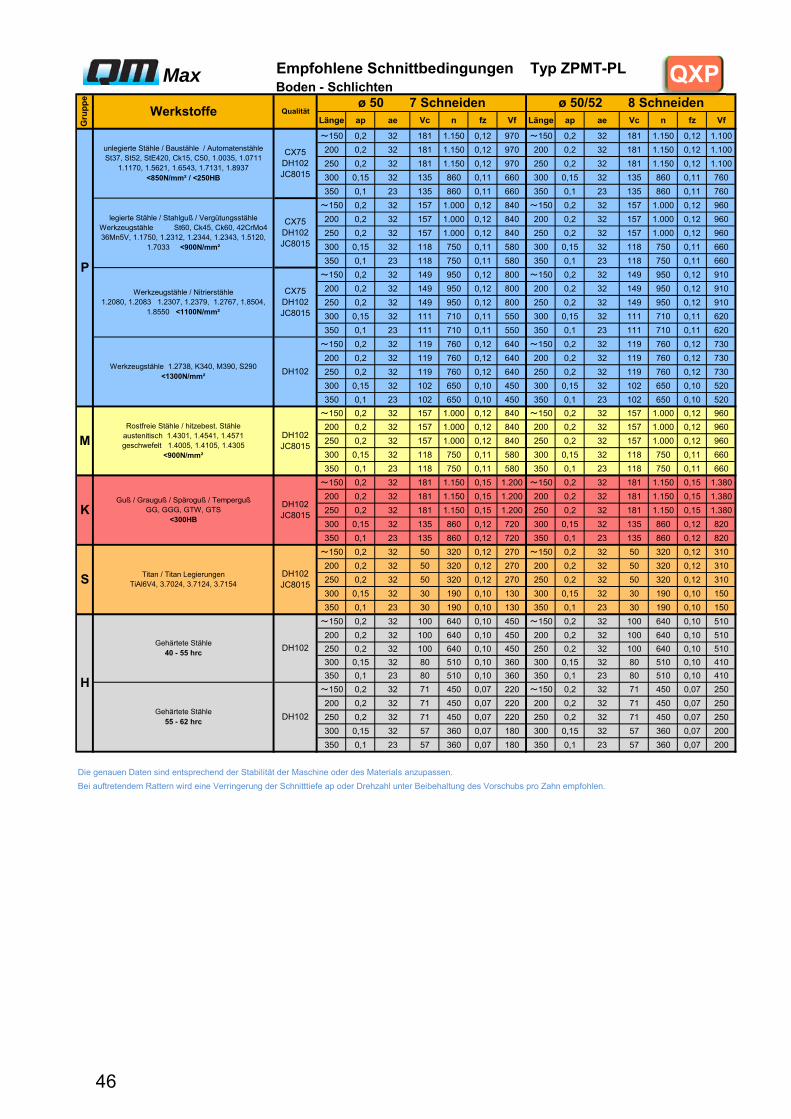
Länge ap ae Vc n fz Vf Länge ap ae Vc n fz Vf
~150 0,2 32 181 1.150 0,12 970 ~150 0,2 32 181 1.150 0,12 1.100
200 0,2 32 181 1.150 0,12 970 200 0,2 32 181 1.150 0,12 1.100
250 0,2 32 181 1.150 0,12 970 250 0,2 32 181 1.150 0,12 1.100
300 0,15 32 135 860 0,11 660 300 0,15 32 135 860 0,11 760
350 0,1 23 135 860 0,11 660 350 0,1 23 135 860 0,11 760
~150 0,2 32 157 1.000 0,12 840 ~150 0,2 32 157 1.000 0,12 960
200 0,2 32 157 1.000 0,12 840 200 0,2 32 157 1.000 0,12 960
250 0,2 32 157 1.000 0,12 840 250 0,2 32 157 1.000 0,12 960
300 0,15 32 118 750 0,11 580 300 0,15 32 118 750 0,11 660
350 0,1 23 118 750 0,11 580 350 0,1 23 118 750 0,11 660
~150 0,2 32 149 950 0,12 800 ~150 0,2 32 149 950 0,12 910
200 0,2 32 149 950 0,12 800 200 0,2 32 149 950 0,12 910
250 0,2 32 149 950 0,12 800 250 0,2 32 149 950 0,12 910
300 0,15 32 111 710 0,11 550 300 0,15 32 111 710 0,11 620
350 0,1 23 111 710 0,11 550 350 0,1 23 111 710 0,11 620
~150 0,2 32 119 760 0,12 640 ~150 0,2 32 119 760 0,12 730
200 0,2 32 119 760 0,12 640 200 0,2 32 119 760 0,12 730
250 0,2 32 119 760 0,12 640 250 0,2 32 119 760 0,12 730
300 0,15 32 102 650 0,10 450 300 0,15 32 102 650 0,10 520
350 0,1 23 102 650 0,10 450 350 0,1 23 102 650 0,10 520
~150 0,2 32 157 1.000 0,12 840 ~150 0,2 32 157 1.000 0,12 960
200 0,2 32 157 1.000 0,12 840 200 0,2 32 157 1.000 0,12 960
250 0,2 32 157 1.000 0,12 840 250 0,2 32 157 1.000 0,12 960
300 0,15 32 118 750 0,11 580 300 0,15 32 118 750 0,11 660
350 0,1 23 118 750 0,11 580 350 0,1 23 118 750 0,11 660
~150 0,2 32 181 1.150 0,15 1.200 ~150 0,2 32 181 1.150 0,15 1.380
200 0,2 32 181 1.150 0,15 1.200 200 0,2 32 181 1.150 0,15 1.380
250 0,2 32 181 1.150 0,15 1.200 250 0,2 32 181 1.150 0,15 1.380
300 0,15 32 135 860 0,12 720 300 0,15 32 135 860 0,12 820
350 0,1 23 135 860 0,12 720 350 0,1 23 135 860 0,12 820
~150 0,2 32 50 320 0,12 270 ~150 0,2 32 50 320 0,12 310
200 0,2 32 50 320 0,12 270 200 0,2 32 50 320 0,12 310
250 0,2 32 50 320 0,12 270 250 0,2 32 50 320 0,12 310
300 0,15 32 30 190 0,10 130 300 0,15 32 30 190 0,10 150
350 0,1 23 30 190 0,10 130 350 0,1 23 30 190 0,10 150
~150 0,2 32 100 640 0,10 450 ~150 0,2 32 100 640 0,10 510
200 0,2 32 100 640 0,10 450 200 0,2 32 100 640 0,10 510
250 0,2 32 100 640 0,10 450 250 0,2 32 100 640 0,10 510
300 0,15 32 80 510 0,10 360 300 0,15 32 80 510 0,10 410
350 0,1 23 80 510 0,10 360 350 0,1 23 80 510 0,10 410
~150 0,2 32 71 450 0,07 220 ~150 0,2 32 71 450 0,07 250
200 0,2 32 71 450 0,07 220 200 0,2 32 71 450 0,07 250
250 0,2 32 71 450 0,07 220 250 0,2 32 71 450 0,07 250
300 0,15 32 57 360 0,07 180 300 0,15 32 57 360 0,07 200
350 0,1 23 57 360 0,07 180 350 0,1 23 57 360 0,07 200
Die genauen Daten sind entsprechend der Stabilität der Maschine oder des Materials anzupassen.
Bei auftretendem Rattern wird eine Verringerung der Schnitttiefe ap oder Drehzahl unter Beibehaltung des Vorschubs pro Zahn empfohlen.
S Titan / Titan Legierungen TiAl6V4, 3.7024, 3.7124, 3.7154
DH102 JC8015
H
Gehärtete Stähle 40 - 55 hrc
DH102
Gehärtete Stähle 55 - 62 hrc
DH102
MRostfreie Stähle / hitzebest. Stähle
austenitisch 1.4301, 1.4541, 1.4571 geschwefelt 1.4005, 1.4105, 1.4305
<900N/mm²
DH102 JC8015
KGuß / Grauguß / Späroguß / Temperguß
GG, GGG, GTW, GTS <300HB
DH102 JC8015
P
unlegierte Stähle / Baustähle / Automatenstähle St37, St52, StE420, Ck15, C50, 1.0035, 1.0711
1.1170, 1.5621, 1.6543, 1.7131, 1.8937 <850N/mm² / <250HB
CX75 DH102 JC8015
legierte Stähle / Stahlguß / Vergütungsstähle Werkzeugstähle St60, Ck45, Ck60, 42CrMo4 36Mn5V, 1.1750, 1.2312, 1.2344, 1.2343, 1.5120,
1.7033 <900N/mm²
CX75 DH102 JC8015
Werkzeugstähle / Nitrierstähle 1.2080, 1.2083 1.2307, 1.2379, 1.2767, 1.8504,
1.8550 <1100N/mm²
CX75 DH102 JC8015
Werkzeugstähle 1.2738, K340, M390, S290 <1300N/mm²
DH102
Max Empfohlene Schnittbedingungen Typ ZPMT-PLBoden - Schlichten
Gru
pp
e
Werkstoffe Qualitätø 50 7 Schneiden ø 50/52 8 Schneiden
QXP
46
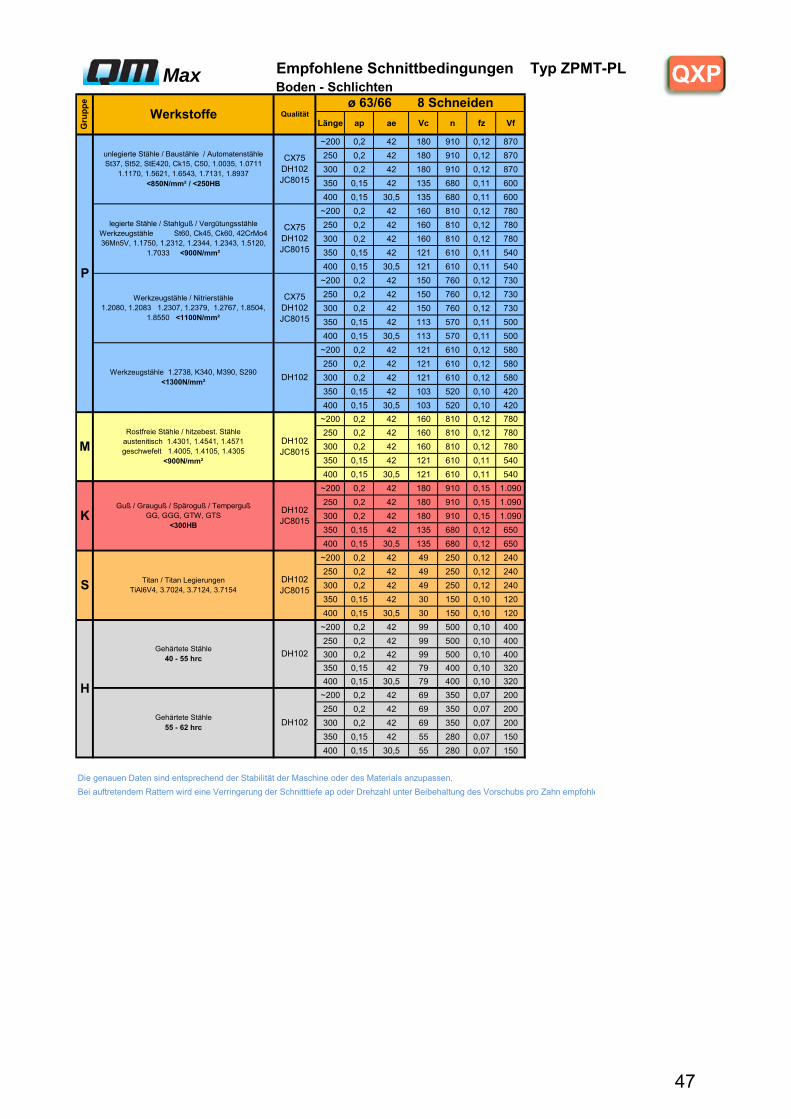
Länge ap ae Vc n fz Vf
~200 0,2 42 180 910 0,12 870
250 0,2 42 180 910 0,12 870
300 0,2 42 180 910 0,12 870
350 0,15 42 135 680 0,11 600
400 0,15 30,5 135 680 0,11 600
~200 0,2 42 160 810 0,12 780
250 0,2 42 160 810 0,12 780
300 0,2 42 160 810 0,12 780
350 0,15 42 121 610 0,11 540
400 0,15 30,5 121 610 0,11 540
~200 0,2 42 150 760 0,12 730
250 0,2 42 150 760 0,12 730
300 0,2 42 150 760 0,12 730
350 0,15 42 113 570 0,11 500
400 0,15 30,5 113 570 0,11 500
~200 0,2 42 121 610 0,12 580
250 0,2 42 121 610 0,12 580
300 0,2 42 121 610 0,12 580
350 0,15 42 103 520 0,10 420
400 0,15 30,5 103 520 0,10 420
~200 0,2 42 160 810 0,12 780
250 0,2 42 160 810 0,12 780
300 0,2 42 160 810 0,12 780
350 0,15 42 121 610 0,11 540
400 0,15 30,5 121 610 0,11 540
~200 0,2 42 180 910 0,15 1.090
250 0,2 42 180 910 0,15 1.090
300 0,2 42 180 910 0,15 1.090
350 0,15 42 135 680 0,12 650
400 0,15 30,5 135 680 0,12 650
~200 0,2 42 49 250 0,12 240
250 0,2 42 49 250 0,12 240
300 0,2 42 49 250 0,12 240
350 0,15 42 30 150 0,10 120
400 0,15 30,5 30 150 0,10 120
~200 0,2 42 99 500 0,10 400
250 0,2 42 99 500 0,10 400
300 0,2 42 99 500 0,10 400
350 0,15 42 79 400 0,10 320
400 0,15 30,5 79 400 0,10 320
~200 0,2 42 69 350 0,07 200
250 0,2 42 69 350 0,07 200
300 0,2 42 69 350 0,07 200
350 0,15 42 55 280 0,07 150
400 0,15 30,5 55 280 0,07 150
Die genauen Daten sind entsprechend der Stabilität der Maschine oder des Materials anzupassen.
Bei auftretendem Rattern wird eine Verringerung der Schnitttiefe ap oder Drehzahl unter Beibehaltung des Vorschubs pro Zahn empfohle
S Titan / Titan Legierungen TiAl6V4, 3.7024, 3.7124, 3.7154
DH102 JC8015
H
Gehärtete Stähle 40 - 55 hrc
DH102
Gehärtete Stähle 55 - 62 hrc
DH102
MRostfreie Stähle / hitzebest. Stähle
austenitisch 1.4301, 1.4541, 1.4571 geschwefelt 1.4005, 1.4105, 1.4305
<900N/mm²
DH102 JC8015
KGuß / Grauguß / Späroguß / Temperguß
GG, GGG, GTW, GTS <300HB
DH102 JC8015
P
unlegierte Stähle / Baustähle / Automatenstähle St37, St52, StE420, Ck15, C50, 1.0035, 1.0711
1.1170, 1.5621, 1.6543, 1.7131, 1.8937 <850N/mm² / <250HB
CX75 DH102 JC8015
legierte Stähle / Stahlguß / Vergütungsstähle Werkzeugstähle St60, Ck45, Ck60, 42CrMo4 36Mn5V, 1.1750, 1.2312, 1.2344, 1.2343, 1.5120,
1.7033 <900N/mm²
CX75 DH102 JC8015
Werkzeugstähle / Nitrierstähle 1.2080, 1.2083 1.2307, 1.2379, 1.2767, 1.8504,
1.8550 <1100N/mm²
CX75 DH102 JC8015
Werkzeugstähle 1.2738, K340, M390, S290 <1300N/mm²
DH102
Max Empfohlene Schnittbedingungen Typ ZPMT-PLBoden - Schlichten
Gru
pp
e
Werkstoffe Qualitätø 63/66 8 Schneiden
QXP
47
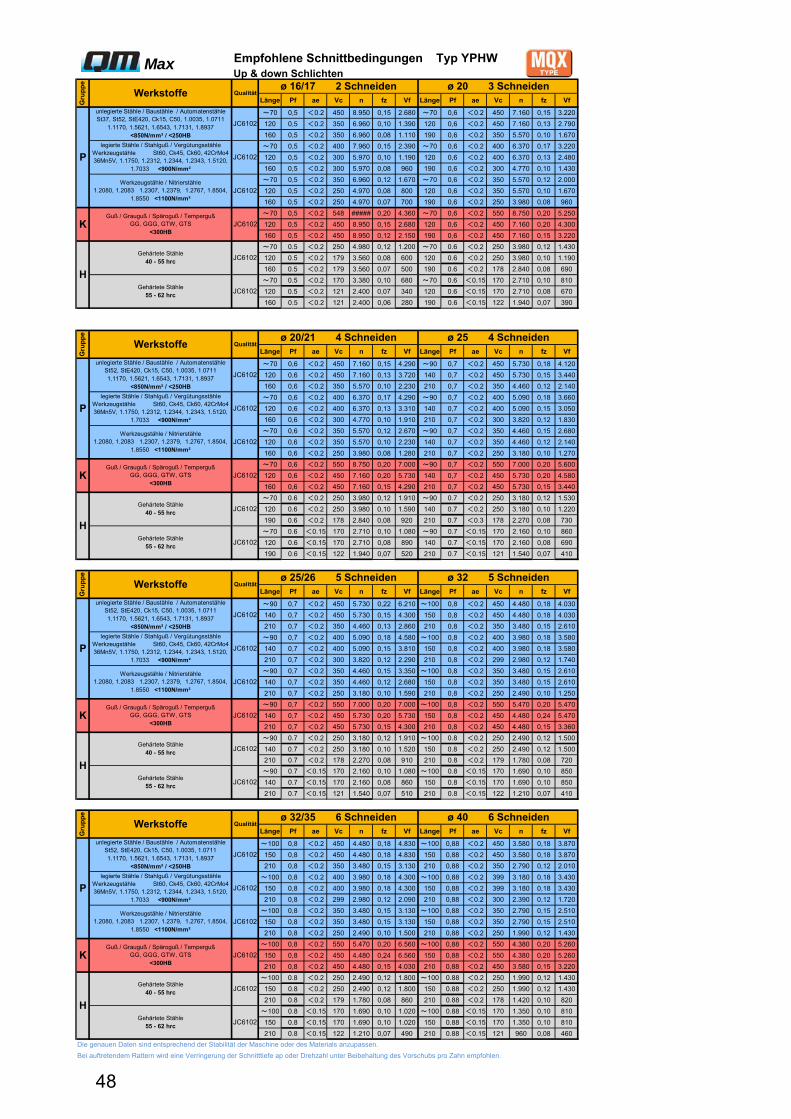
Länge Pf ae Vc n fz Vf Länge Pf ae Vc n fz Vf
~70 0,5 <0.2 450 8.950 0,15 2.680 ~70 0,6 <0.2 450 7.160 0,15 3.220
120 0,5 <0.2 350 6.960 0,10 1.390 120 0,6 <0.2 450 7.160 0,13 2.790
160 0,5 <0.2 350 6.960 0,08 1.110 190 0,6 <0.2 350 5.570 0,10 1.670
~70 0,5 <0.2 400 7.960 0,15 2.390 ~70 0,6 <0.2 400 6.370 0,17 3.220
120 0,5 <0.2 300 5.970 0,10 1.190 120 0,6 <0.2 400 6.370 0,13 2.480
160 0,5 <0.2 300 5.970 0,08 960 190 0,6 <0.2 300 4.770 0,10 1.430
~70 0,5 <0.2 350 6.960 0,12 1.670 ~70 0,6 <0.2 350 5.570 0,12 2.000
120 0,5 <0.2 250 4.970 0,08 800 120 0,6 <0.2 350 5.570 0,10 1.670
160 0,5 <0.2 250 4.970 0,07 700 190 0,6 <0.2 250 3.980 0,08 960
~70 0,5 <0.2 548 ##### 0,20 4.360 ~70 0,6 <0.2 550 8.750 0,20 5.250
120 0,5 <0.2 450 8.950 0,15 2.680 120 0,6 <0.2 450 7.160 0,20 4.300
160 0,5 <0.2 450 8.950 0,12 2.150 190 0,6 <0.2 450 7.160 0,15 3.220
~70 0.5 <0.2 250 4.980 0,12 1.200 ~70 0.6 <0.2 250 3.980 0,12 1.430
120 0.5 <0.2 179 3.560 0,08 600 120 0.6 <0.2 250 3.980 0,10 1.190
160 0.5 <0.2 179 3.560 0,07 500 190 0.6 <0.2 178 2.840 0,08 690
~70 0.5 <0.2 170 3.380 0,10 680 ~70 0.6 <0.15 170 2.710 0,10 810
120 0.5 <0.2 121 2.400 0,07 340 120 0.6 <0.15 170 2.710 0,08 670
160 0.5 <0.2 121 2.400 0,06 280 190 0.6 <0.15 122 1.940 0,07 390
Länge Pf ae Vc n fz Vf Länge Pf ae Vc n fz Vf
~70 0,6 <0.2 450 7.160 0,15 4.290 ~90 0,7 <0.2 450 5.730 0,18 4.120
120 0,6 <0.2 450 7.160 0,13 3.720 140 0,7 <0.2 450 5.730 0,15 3.440
160 0,6 <0.2 350 5.570 0,10 2.230 210 0,7 <0.2 350 4.460 0,12 2.140
~70 0,6 <0.2 400 6.370 0,17 4.290 ~90 0,7 <0.2 400 5.090 0,18 3.660
120 0,6 <0.2 400 6.370 0,13 3.310 140 0,7 <0.2 400 5.090 0,15 3.050
160 0,6 <0.2 300 4.770 0,10 1.910 210 0,7 <0.2 300 3.820 0,12 1.830
~70 0,6 <0.2 350 5.570 0,12 2.670 ~90 0,7 <0.2 350 4.460 0,15 2.680
120 0,6 <0.2 350 5.570 0,10 2.230 140 0,7 <0.2 350 4.460 0,12 2.140
160 0,6 <0.2 250 3.980 0,08 1.280 210 0,7 <0.2 250 3.180 0,10 1.270
~70 0,6 <0.2 550 8.750 0,20 7.000 ~90 0,7 <0.2 550 7.000 0,20 5.600
120 0,6 <0.2 450 7.160 0,20 5.730 140 0,7 <0.2 450 5.730 0,20 4.580
160 0,6 <0.2 450 7.160 0,15 4.290 210 0,7 <0.2 450 5.730 0,15 3.440
~70 0.6 <0.2 250 3.980 0,12 1.910 ~90 0.7 <0.2 250 3.180 0,12 1.530
120 0.6 <0.2 250 3.980 0,10 1.590 140 0.7 <0.2 250 3.180 0,10 1.220
190 0.6 <0.2 178 2.840 0,08 920 210 0.7 <0.3 178 2.270 0,08 730
~70 0.6 <0.15 170 2.710 0,10 1.080 ~90 0.7 <0.15 170 2.160 0,10 860
120 0.6 <0.15 170 2.710 0,08 890 140 0.7 <0.15 170 2.160 0,08 690
190 0.6 <0.15 122 1.940 0,07 520 210 0.7 <0.15 121 1.540 0,07 410
Länge Pf ae Vc n fz Vf Länge Pf ae Vc n fz Vf
~90 0,7 <0.2 450 5.730 0,22 6.210 ~100 0,8 <0.2 450 4.480 0,18 4.030
140 0,7 <0.2 450 5.730 0,15 4.300 150 0,8 <0.2 450 4.480 0,18 4.030
210 0,7 <0.2 350 4.460 0,13 2.860 210 0,8 <0.2 350 3.480 0,15 2.610
~90 0,7 <0.2 400 5.090 0,18 4.580 ~100 0,8 <0.2 400 3.980 0,18 3.580
140 0,7 <0.2 400 5.090 0,15 3.810 150 0,8 <0.2 400 3.980 0,18 3.580
210 0,7 <0.2 300 3.820 0,12 2.290 210 0,8 <0.2 299 2.980 0,12 1.740
~90 0,7 <0.2 350 4.460 0,15 3.350 ~100 0,8 <0.2 350 3.480 0,15 2.610
140 0,7 <0.2 350 4.460 0,12 2.680 150 0,8 <0.2 350 3.480 0,15 2.610
210 0,7 <0.2 250 3.180 0,10 1.590 210 0,8 <0.2 250 2.490 0,10 1.250
~90 0,7 <0.2 550 7.000 0,20 7.000 ~100 0,8 <0.2 550 5.470 0,20 5.470
140 0,7 <0.2 450 5.730 0,20 5.730 150 0,8 <0.2 450 4.480 0,24 5.470
210 0,7 <0.2 450 5.730 0,15 4.300 210 0,8 <0.2 450 4.480 0,15 3.360
~90 0.7 <0.2 250 3.180 0,12 1.910 ~100 0.8 <0.2 250 2.490 0,12 1.500
140 0.7 <0.2 250 3.180 0,10 1.520 150 0.8 <0.2 250 2.490 0,12 1.500
210 0.7 <0.2 178 2.270 0,08 910 210 0.8 <0.2 179 1.780 0,08 720
~90 0.7 <0.15 170 2.160 0,10 1.080 ~100 0.8 <0.15 170 1.690 0,10 850
140 0.7 <0.15 170 2.160 0,08 860 150 0.8 <0.15 170 1.690 0,10 850
210 0.7 <0.15 121 1.540 0,07 510 210 0.8 <0.15 122 1.210 0,07 410
Länge Pf ae Vc n fz Vf Länge Pf ae Vc n fz Vf
~100 0,8 <0.2 450 4.480 0,18 4.830 ~100 0,88 <0.2 450 3.580 0,18 3.870
150 0,8 <0.2 450 4.480 0,18 4.830 150 0,88 <0.2 450 3.580 0,18 3.870
210 0,8 <0.2 350 3.480 0,15 3.130 210 0,88 <0.2 350 2.790 0,12 2.010
~100 0,8 <0.2 400 3.980 0,18 4.300 ~100 0,88 <0.2 399 3.180 0,18 3.430
150 0,8 <0.2 400 3.980 0,18 4.300 150 0,88 <0.2 399 3.180 0,18 3.430
210 0,8 <0.2 299 2.980 0,12 2.090 210 0,88 <0.2 300 2.390 0,12 1.720
~100 0,8 <0.2 350 3.480 0,15 3.130 ~100 0,88 <0.2 350 2.790 0,15 2.510
150 0,8 <0.2 350 3.480 0,15 3.130 150 0,88 <0.2 350 2.790 0,15 2.510
210 0,8 <0.2 250 2.490 0,10 1.500 210 0,88 <0.2 250 1.990 0,12 1.430
~100 0,8 <0.2 550 5.470 0,20 6.560 ~100 0,88 <0.2 550 4.380 0,20 5.260
150 0,8 <0.2 450 4.480 0,24 6.560 150 0,88 <0.2 550 4.380 0,20 5.260
210 0,8 <0.2 450 4.480 0,15 4.030 210 0,88 <0.2 450 3.580 0,15 3.220
~100 0.8 <0.2 250 2.490 0,12 1.800 ~100 0.88 <0.2 250 1.990 0,12 1.430
150 0.8 <0.2 250 2.490 0,12 1.800 150 0.88 <0.2 250 1.990 0,12 1.430
210 0.8 <0.2 179 1.780 0,08 860 210 0.88 <0.2 178 1.420 0,10 820
~100 0.8 <0.15 170 1.690 0,10 1.020 ~100 0.88 <0.15 170 1.350 0,10 810
150 0.8 <0.15 170 1.690 0,10 1.020 150 0.88 <0.15 170 1.350 0,10 810
210 0.8 <0.15 122 1.210 0,07 490 210 0.88 <0.15 121 960 0,08 460
Max Empfohlene Schnittbedingungen Typ YPHW
Gru
pp
e
Werkstoffe Qualitätø 16/17 2 Schneiden ø 20 3 Schneiden
KGuß / Grauguß / Späroguß / Temperguß
GG, GGG, GTW, GTS <300HB
JC6102
P
unlegierte Stähle / Baustähle / Automatenstähle St37, St52, StE420, Ck15, C50, 1.0035, 1.0711
1.1170, 1.5621, 1.6543, 1.7131, 1.8937 <850N/mm² / <250HB
JC6102
legierte Stähle / Stahlguß / Vergütungsstähle Werkzeugstähle St60, Ck45, Ck60, 42CrMo4 36Mn5V, 1.1750, 1.2312, 1.2344, 1.2343, 1.5120,
1.7033 <900N/mm²
JC6102
Werkzeugstähle / Nitrierstähle 1.2080, 1.2083 1.2307, 1.2379, 1.2767, 1.8504,
1.8550 <1100N/mm²JC6102
Gru
pp
e
Werkstoffe Qualitätø 20/21 4 Schneiden ø 25 4 Schneiden
KGuß / Grauguß / Späroguß / Temperguß
GG, GGG, GTW, GTS <300HB
JC6102
P
unlegierte Stähle / Baustähle / Automatenstähle St52, StE420, Ck15, C50, 1.0035, 1.0711 1.1170, 1.5621, 1.6543, 1.7131, 1.8937
<850N/mm² / <250HB
JC6102
legierte Stähle / Stahlguß / Vergütungsstähle Werkzeugstähle St60, Ck45, Ck60, 42CrMo4 36Mn5V, 1.1750, 1.2312, 1.2344, 1.2343, 1.5120,
1.7033 <900N/mm²
JC6102
Werkzeugstähle / Nitrierstähle 1.2080, 1.2083 1.2307, 1.2379, 1.2767, 1.8504,
1.8550 <1100N/mm²JC6102
Die genauen Daten sind entsprechend der Stabilität der Maschine oder des Materials anzupassen.
Bei auftretendem Rattern wird eine Verringerung der Schnitttiefe ap oder Drehzahl unter Beibehaltung des Vorschubs pro Zahn empfohlen.
Up & down SchlichtenG
rup
pe
Werkstoffe Qualitätø 25/26 5 Schneiden ø 32 5 Schneiden
P
unlegierte Stähle / Baustähle / Automatenstähle St52, StE420, Ck15, C50, 1.0035, 1.0711 1.1170, 1.5621, 1.6543, 1.7131, 1.8937
<850N/mm² / <250HB
JC6102
legierte Stähle / Stahlguß / Vergütungsstähle Werkzeugstähle St60, Ck45, Ck60, 42CrMo4 36Mn5V, 1.1750, 1.2312, 1.2344, 1.2343, 1.5120,
1.7033 <900N/mm²
JC6102
Werkzeugstähle / Nitrierstähle 1.2080, 1.2083 1.2307, 1.2379, 1.2767, 1.8504,
1.8550 <1100N/mm²JC6102
KGuß / Grauguß / Späroguß / Temperguß
GG, GGG, GTW, GTS <300HB
JC6102
Gru
pp
e
Werkstoffe Qualität
H
Gehärtete Stähle 40 - 55 hrc
JC6102
Gehärtete Stähle 55 - 62 hrc
JC6102
KGuß / Grauguß / Späroguß / Temperguß
GG, GGG, GTW, GTS <300HB
JC6102
ø 32/35 6 Schneiden ø 40 6 Schneiden
P
unlegierte Stähle / Baustähle / Automatenstähle St52, StE420, Ck15, C50, 1.0035, 1.0711 1.1170, 1.5621, 1.6543, 1.7131, 1.8937
<850N/mm² / <250HB
JC6102
legierte Stähle / Stahlguß / Vergütungsstähle Werkzeugstähle St60, Ck45, Ck60, 42CrMo4 36Mn5V, 1.1750, 1.2312, 1.2344, 1.2343, 1.5120,
1.7033 <900N/mm²
JC6102
Werkzeugstähle / Nitrierstähle 1.2080, 1.2083 1.2307, 1.2379, 1.2767, 1.8504,
1.8550 <1100N/mm²JC6102
H
Gehärtete Stähle 40 - 55 hrc
JC6102
Gehärtete Stähle 55 - 62 hrc
JC6102
H
Gehärtete Stähle 40 - 55 hrc
JC6102
Gehärtete Stähle 55 - 62 hrc
JC6102
H
Gehärtete Stähle 40 - 55 hrc
JC6102
Gehärtete Stähle 55 - 62 hrc
JC6102
48
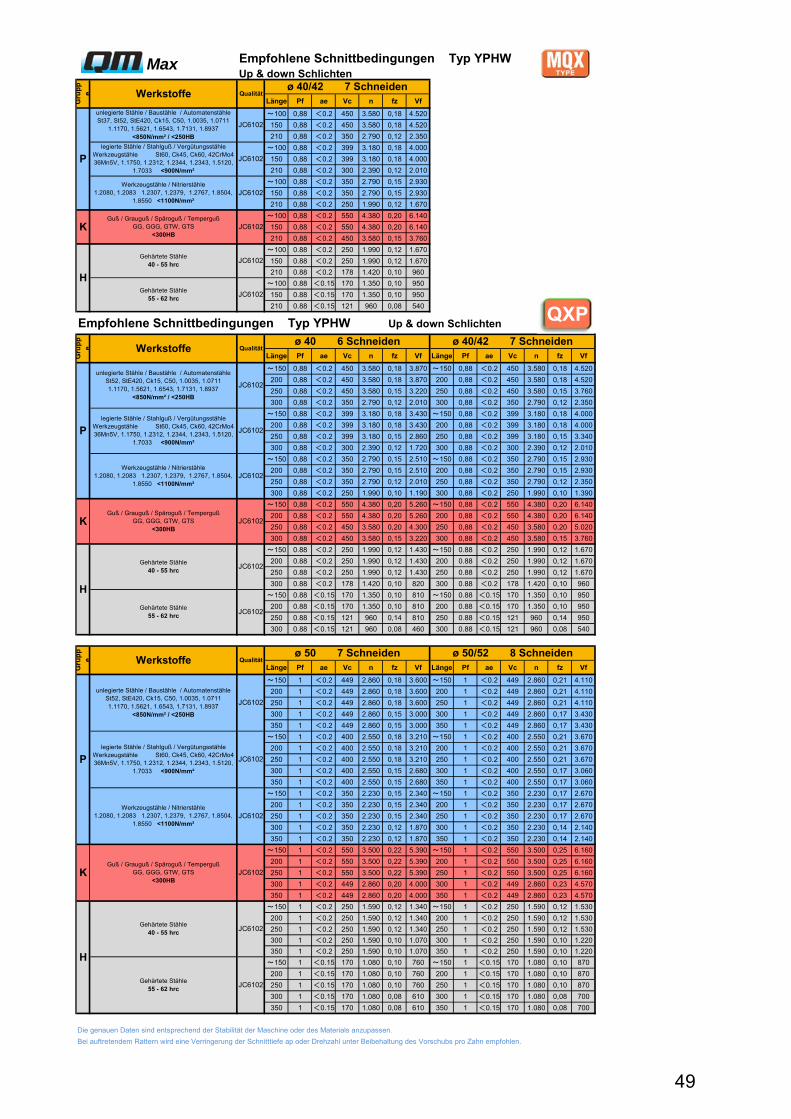
Länge Pf ae Vc n fz Vf
~100 0,88 <0.2 450 3.580 0,18 4.520
150 0,88 <0.2 450 3.580 0,18 4.520
210 0,88 <0.2 350 2.790 0,12 2.350
~100 0,88 <0.2 399 3.180 0,18 4.000
150 0,88 <0.2 399 3.180 0,18 4.000
210 0,88 <0.2 300 2.390 0,12 2.010
~100 0,88 <0.2 350 2.790 0,15 2.930
150 0,88 <0.2 350 2.790 0,15 2.930
210 0,88 <0.2 250 1.990 0,12 1.670
~100 0,88 <0.2 550 4.380 0,20 6.140
150 0,88 <0.2 550 4.380 0,20 6.140
210 0,88 <0.2 450 3.580 0,15 3.760
~100 0.88 <0.2 250 1.990 0,12 1.670
150 0.88 <0.2 250 1.990 0,12 1.670
210 0.88 <0.2 178 1.420 0,10 960
~100 0.88 <0.15 170 1.350 0,10 950
150 0.88 <0.15 170 1.350 0,10 950
210 0.88 <0.15 121 960 0,08 540
Länge Pf ae Vc n fz Vf Länge Pf ae Vc n fz Vf
~150 0,88 <0.2 450 3.580 0,18 3.870 ~150 0,88 <0.2 450 3.580 0,18 4.520
200 0,88 <0.2 450 3.580 0,18 3.870 200 0,88 <0.2 450 3.580 0,18 4.520
250 0,88 <0.2 450 3.580 0,15 3.220 250 0,88 <0.2 450 3.580 0,15 3.760
300 0,88 <0.2 350 2.790 0,12 2.010 300 0,88 <0.2 350 2.790 0,12 2.350
~150 0,88 <0.2 399 3.180 0,18 3.430 ~150 0,88 <0.2 399 3.180 0,18 4.000
200 0,88 <0.2 399 3.180 0,18 3.430 200 0,88 <0.2 399 3.180 0,18 4.000
250 0,88 <0.2 399 3.180 0,15 2.860 250 0,88 <0.2 399 3.180 0,15 3.340
300 0,88 <0.2 300 2.390 0,12 1.720 300 0,88 <0.2 300 2.390 0,12 2.010
~150 0,88 <0.2 350 2.790 0,15 2.510 ~150 0,88 <0.2 350 2.790 0,15 2.930
200 0,88 <0.2 350 2.790 0,15 2.510 200 0,88 <0.2 350 2.790 0,15 2.930
250 0,88 <0.2 350 2.790 0,12 2.010 250 0,88 <0.2 350 2.790 0,12 2.350
300 0,88 <0.2 250 1.990 0,10 1.190 300 0,88 <0.2 250 1.990 0,10 1.390
~150 0,88 <0.2 550 4.380 0,20 5.260 ~150 0,88 <0.2 550 4.380 0,20 6.140
200 0,88 <0.2 550 4.380 0,20 5.260 200 0,88 <0.2 550 4.380 0,20 6.140
250 0,88 <0.2 450 3.580 0,20 4.300 250 0,88 <0.2 450 3.580 0,20 5.020
300 0,88 <0.2 450 3.580 0,15 3.220 300 0,88 <0.2 450 3.580 0,15 3.760
~150 0.88 <0.2 250 1.990 0,12 1.430 ~150 0.88 <0.2 250 1.990 0,12 1.670
200 0.88 <0.2 250 1.990 0,12 1.430 200 0.88 <0.2 250 1.990 0,12 1.670
250 0.88 <0.2 250 1.990 0,12 1.430 250 0.88 <0.2 250 1.990 0,12 1.670
300 0.88 <0.2 178 1.420 0,10 820 300 0.88 <0.2 178 1.420 0,10 960
~150 0.88 <0.15 170 1.350 0,10 810 ~150 0.88 <0.15 170 1.350 0,10 950
200 0.88 <0.15 170 1.350 0,10 810 200 0.88 <0.15 170 1.350 0,10 950
250 0.88 <0.15 121 960 0,14 810 250 0.88 <0.15 121 960 0,14 950
300 0.88 <0.15 121 960 0,08 460 300 0.88 <0.15 121 960 0,08 540
Länge Pf ae Vc n fz Vf Länge Pf ae Vc n fz Vf
~150 1 <0.2 449 2.860 0,18 3.600 ~150 1 <0.2 449 2.860 0,21 4.110
200 1 <0.2 449 2.860 0,18 3.600 200 1 <0.2 449 2.860 0,21 4.110
250 1 <0.2 449 2.860 0,18 3.600 250 1 <0.2 449 2.860 0,21 4.110
300 1 <0.2 449 2.860 0,15 3.000 300 1 <0.2 449 2.860 0,17 3.430
350 1 <0.2 449 2.860 0,15 3.000 350 1 <0.2 449 2.860 0,17 3.430
~150 1 <0.2 400 2.550 0,18 3.210 ~150 1 <0.2 400 2.550 0,21 3.670
200 1 <0.2 400 2.550 0,18 3.210 200 1 <0.2 400 2.550 0,21 3.670
250 1 <0.2 400 2.550 0,18 3.210 250 1 <0.2 400 2.550 0,21 3.670
300 1 <0.2 400 2.550 0,15 2.680 300 1 <0.2 400 2.550 0,17 3.060
350 1 <0.2 400 2.550 0,15 2.680 350 1 <0.2 400 2.550 0,17 3.060
~150 1 <0.2 350 2.230 0,15 2.340 ~150 1 <0.2 350 2.230 0,17 2.670
200 1 <0.2 350 2.230 0,15 2.340 200 1 <0.2 350 2.230 0,17 2.670
250 1 <0.2 350 2.230 0,15 2.340 250 1 <0.2 350 2.230 0,17 2.670
300 1 <0.2 350 2.230 0,12 1.870 300 1 <0.2 350 2.230 0,14 2.140
350 1 <0.2 350 2.230 0,12 1.870 350 1 <0.2 350 2.230 0,14 2.140
~150 1 <0.2 550 3.500 0,22 5.390 ~150 1 <0.2 550 3.500 0,25 6.160
200 1 <0.2 550 3.500 0,22 5.390 200 1 <0.2 550 3.500 0,25 6.160
250 1 <0.2 550 3.500 0,22 5.390 250 1 <0.2 550 3.500 0,25 6.160
300 1 <0.2 449 2.860 0,20 4.000 300 1 <0.2 449 2.860 0,23 4.570
350 1 <0.2 449 2.860 0,20 4.000 350 1 <0.2 449 2.860 0,23 4.570
~150 1 <0.2 250 1.590 0,12 1.340 ~150 1 <0.2 250 1.590 0,12 1.530
200 1 <0.2 250 1.590 0,12 1.340 200 1 <0.2 250 1.590 0,12 1.530
250 1 <0.2 250 1.590 0,12 1.340 250 1 <0.2 250 1.590 0,12 1.530
300 1 <0.2 250 1.590 0,10 1.070 300 1 <0.2 250 1.590 0,10 1.220
350 1 <0.2 250 1.590 0,10 1.070 350 1 <0.2 250 1.590 0,10 1.220
~150 1 <0.15 170 1.080 0,10 760 ~150 1 <0.15 170 1.080 0,10 870
200 1 <0.15 170 1.080 0,10 760 200 1 <0.15 170 1.080 0,10 870
250 1 <0.15 170 1.080 0,10 760 250 1 <0.15 170 1.080 0,10 870
300 1 <0.15 170 1.080 0,08 610 300 1 <0.15 170 1.080 0,08 700
350 1 <0.15 170 1.080 0,08 610 350 1 <0.15 170 1.080 0,08 700
K
P
K
unlegierte Stähle / Baustähle / Automatenstähle St52, StE420, Ck15, C50, 1.0035, 1.0711 1.1170, 1.5621, 1.6543, 1.7131, 1.8937
<850N/mm² / <250HB
legierte Stähle / Stahlguß / Vergütungsstähle Werkzeugstähle St60, Ck45, Ck60, 42CrMo4 36Mn5V, 1.1750, 1.2312, 1.2344, 1.2343, 1.5120,
1.7033 <900N/mm²
Werkzeugstähle / Nitrierstähle 1.2080, 1.2083 1.2307, 1.2379, 1.2767, 1.8504,
1.8550 <1100N/mm²
Guß / Grauguß / Späroguß / Temperguß GG, GGG, GTW, GTS
<300HB
Guß / Grauguß / Späroguß / Temperguß GG, GGG, GTW, GTS
<300HB
H
Werkzeugstähle / Nitrierstähle 1.2080, 1.2083 1.2307, 1.2379, 1.2767, 1.8504,
1.8550 <1100N/mm²
JC6102
JC6102
JC6102
JC6102
Gehärtete Stähle 40 - 55 hrc
JC6102
Gehärtete Stähle 55 - 62 hrc
JC6102
Max Empfohlene Schnittbedingungen Typ YPHWUp & down Schlichten
ø 40 6 Schneiden ø 40/42 7 Schneiden
Gru
pp
e Werkstoffe Qualitätø 40/42 7 Schneiden
P
unlegierte Stähle / Baustähle / Automatenstähle St37, St52, StE420, Ck15, C50, 1.0035, 1.0711
1.1170, 1.5621, 1.6543, 1.7131, 1.8937 <850N/mm² / <250HB
JC6102
legierte Stähle / Stahlguß / Vergütungsstähle Werkzeugstähle St60, Ck45, Ck60, 42CrMo4 36Mn5V, 1.1750, 1.2312, 1.2344, 1.2343, 1.5120,
1.7033 <900N/mm²
JC6102
Werkzeugstähle / Nitrierstähle 1.2080, 1.2083 1.2307, 1.2379, 1.2767, 1.8504,
1.8550 <1100N/mm²JC6102
KGuß / Grauguß / Späroguß / Temperguß
GG, GGG, GTW, GTS <300HB
JC6102
Gru
pp
e Werkstoffe Qualität
H
Gehärtete Stähle 40 - 55 hrc
JC6102
Gehärtete Stähle 55 - 62 hrc
JC6102
Die genauen Daten sind entsprechend der Stabilität der Maschine oder des Materials anzupassen.
Bei auftretendem Rattern wird eine Verringerung der Schnitttiefe ap oder Drehzahl unter Beibehaltung des Vorschubs pro Zahn empfohlen.
Empfohlene Schnittbedingungen Typ YPHW Up & down Schlichten
P
Gru
pp
e Werkstoffe Qualitätø 50 7 Schneiden ø 50/52 8 Schneiden
JC6102
JC6102
JC6102
JC6102
legierte Stähle / Stahlguß / Vergütungsstähle Werkzeugstähle St60, Ck45, Ck60, 42CrMo4 36Mn5V, 1.1750, 1.2312, 1.2344, 1.2343, 1.5120,
1.7033 <900N/mm²
unlegierte Stähle / Baustähle / Automatenstähle St52, StE420, Ck15, C50, 1.0035, 1.0711 1.1170, 1.5621, 1.6543, 1.7131, 1.8937
<850N/mm² / <250HB
H
Gehärtete Stähle 40 - 55 hrc
JC6102
Gehärtete Stähle 55 - 62 hrc
JC6102
QXP
49
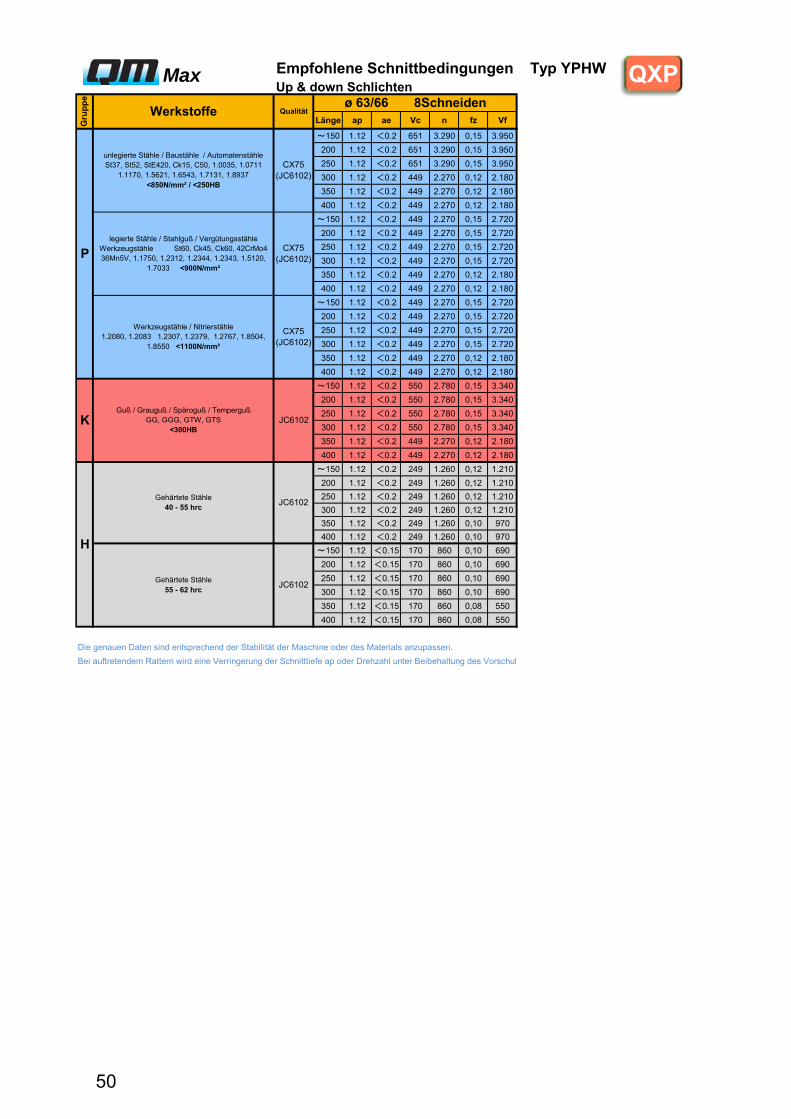
Länge ap ae Vc n fz Vf
~150 1.12 <0.2 651 3.290 0,15 3.950
200 1.12 <0.2 651 3.290 0,15 3.950
250 1.12 <0.2 651 3.290 0,15 3.950
300 1.12 <0.2 449 2.270 0,12 2.180
350 1.12 <0.2 449 2.270 0,12 2.180
400 1.12 <0.2 449 2.270 0,12 2.180
~150 1.12 <0.2 449 2.270 0,15 2.720
200 1.12 <0.2 449 2.270 0,15 2.720
250 1.12 <0.2 449 2.270 0,15 2.720
300 1.12 <0.2 449 2.270 0,15 2.720
350 1.12 <0.2 449 2.270 0,12 2.180
400 1.12 <0.2 449 2.270 0,12 2.180
~150 1.12 <0.2 449 2.270 0,15 2.720
200 1.12 <0.2 449 2.270 0,15 2.720
250 1.12 <0.2 449 2.270 0,15 2.720
300 1.12 <0.2 449 2.270 0,15 2.720
350 1.12 <0.2 449 2.270 0,12 2.180
400 1.12 <0.2 449 2.270 0,12 2.180
~150 1.12 <0.2 550 2.780 0,15 3.340
200 1.12 <0.2 550 2.780 0,15 3.340
250 1.12 <0.2 550 2.780 0,15 3.340
300 1.12 <0.2 550 2.780 0,15 3.340
350 1.12 <0.2 449 2.270 0,12 2.180
400 1.12 <0.2 449 2.270 0,12 2.180
~150 1.12 <0.2 249 1.260 0,12 1.210
200 1.12 <0.2 249 1.260 0,12 1.210
250 1.12 <0.2 249 1.260 0,12 1.210
300 1.12 <0.2 249 1.260 0,12 1.210
350 1.12 <0.2 249 1.260 0,10 970
400 1.12 <0.2 249 1.260 0,10 970
~150 1.12 <0.15 170 860 0,10 690
200 1.12 <0.15 170 860 0,10 690
250 1.12 <0.15 170 860 0,10 690
300 1.12 <0.15 170 860 0,10 690
350 1.12 <0.15 170 860 0,08 550
400 1.12 <0.15 170 860 0,08 550
Max Empfohlene Schnittbedingungen Typ YPHWUp & down Schlichten
Gru
pp
e
Werkstoffe Qualitätø 63/66 8Schneiden
KGuß / Grauguß / Späroguß / Temperguß
GG, GGG, GTW, GTS <300HB
JC6102
P
unlegierte Stähle / Baustähle / Automatenstähle St37, St52, StE420, Ck15, C50, 1.0035, 1.0711
1.1170, 1.5621, 1.6543, 1.7131, 1.8937 <850N/mm² / <250HB
CX75 (JC6102)
legierte Stähle / Stahlguß / Vergütungsstähle Werkzeugstähle St60, Ck45, Ck60, 42CrMo4 36Mn5V, 1.1750, 1.2312, 1.2344, 1.2343, 1.5120,
1.7033 <900N/mm²
CX75 (JC6102)
Werkzeugstähle / Nitrierstähle 1.2080, 1.2083 1.2307, 1.2379, 1.2767, 1.8504,
1.8550 <1100N/mm²
CX75 (JC6102)
Die genauen Daten sind entsprechend der Stabilität der Maschine oder des Materials anzupassen.
Bei auftretendem Rattern wird eine Verringerung der Schnitttiefe ap oder Drehzahl unter Beibehaltung des Vorschub
H
Gehärtete Stähle 40 - 55 hrc
JC6102
Gehärtete Stähle 55 - 62 hrc
JC6102
QXP
50
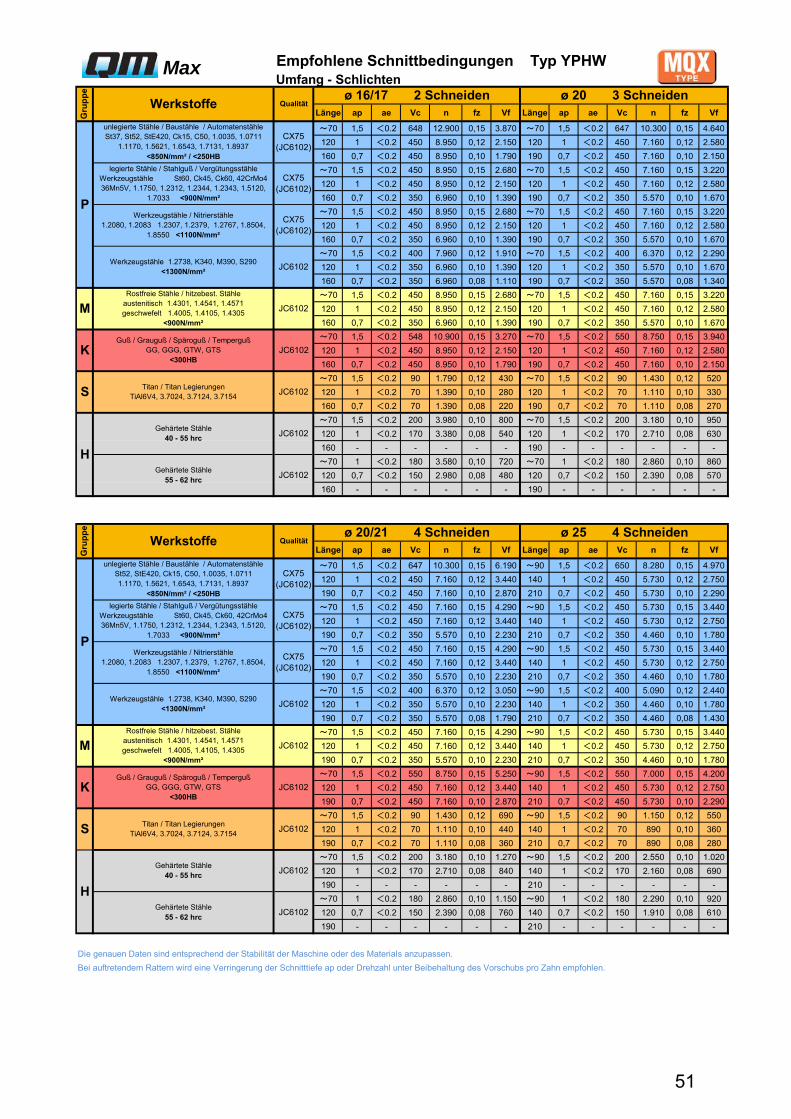
Länge ap ae Vc n fz Vf Länge ap ae Vc n fz Vf
~70 1,5 <0.2 648 12.900 0,15 3.870 ~70 1,5 <0.2 647 10.300 0,15 4.640
120 1 <0.2 450 8.950 0,12 2.150 120 1 <0.2 450 7.160 0,12 2.580
160 0,7 <0.2 450 8.950 0,10 1.790 190 0,7 <0.2 450 7.160 0,10 2.150
~70 1,5 <0.2 450 8.950 0,15 2.680 ~70 1,5 <0.2 450 7.160 0,15 3.220
120 1 <0.2 450 8.950 0,12 2.150 120 1 <0.2 450 7.160 0,12 2.580
160 0,7 <0.2 350 6.960 0,10 1.390 190 0,7 <0.2 350 5.570 0,10 1.670
~70 1,5 <0.2 450 8.950 0,15 2.680 ~70 1,5 <0.2 450 7.160 0,15 3.220
120 1 <0.2 450 8.950 0,12 2.150 120 1 <0.2 450 7.160 0,12 2.580
160 0,7 <0.2 350 6.960 0,10 1.390 190 0,7 <0.2 350 5.570 0,10 1.670
~70 1,5 <0.2 400 7.960 0,12 1.910 ~70 1,5 <0.2 400 6.370 0,12 2.290
120 1 <0.2 350 6.960 0,10 1.390 120 1 <0.2 350 5.570 0,10 1.670
160 0,7 <0.2 350 6.960 0,08 1.110 190 0,7 <0.2 350 5.570 0,08 1.340
~70 1,5 <0.2 450 8.950 0,15 2.680 ~70 1,5 <0.2 450 7.160 0,15 3.220
120 1 <0.2 450 8.950 0,12 2.150 120 1 <0.2 450 7.160 0,12 2.580
160 0,7 <0.2 350 6.960 0,10 1.390 190 0,7 <0.2 350 5.570 0,10 1.670
~70 1,5 <0.2 548 10.900 0,15 3.270 ~70 1,5 <0.2 550 8.750 0,15 3.940
120 1 <0.2 450 8.950 0,12 2.150 120 1 <0.2 450 7.160 0,12 2.580
160 0,7 <0.2 450 8.950 0,10 1.790 190 0,7 <0.2 450 7.160 0,10 2.150
~70 1,5 <0.2 90 1.790 0,12 430 ~70 1,5 <0.2 90 1.430 0,12 520
120 1 <0.2 70 1.390 0,10 280 120 1 <0.2 70 1.110 0,10 330
160 0,7 <0.2 70 1.390 0,08 220 190 0,7 <0.2 70 1.110 0,08 270
~70 1,5 <0.2 200 3.980 0,10 800 ~70 1,5 <0.2 200 3.180 0,10 950
120 1 <0.2 170 3.380 0,08 540 120 1 <0.2 170 2.710 0,08 630
160 - - - - - - 190 - - - - - -
~70 1 <0.2 180 3.580 0,10 720 ~70 1 <0.2 180 2.860 0,10 860
120 0,7 <0.2 150 2.980 0,08 480 120 0,7 <0.2 150 2.390 0,08 570
160 - - - - - - 190 - - - - - -
Länge ap ae Vc n fz Vf Länge ap ae Vc n fz Vf
~70 1,5 <0.2 647 10.300 0,15 6.190 ~90 1,5 <0.2 650 8.280 0,15 4.970
120 1 <0.2 450 7.160 0,12 3.440 140 1 <0.2 450 5.730 0,12 2.750
190 0,7 <0.2 450 7.160 0,10 2.870 210 0,7 <0.2 450 5.730 0,10 2.290
~70 1,5 <0.2 450 7.160 0,15 4.290 ~90 1,5 <0.2 450 5.730 0,15 3.440
120 1 <0.2 450 7.160 0,12 3.440 140 1 <0.2 450 5.730 0,12 2.750
190 0,7 <0.2 350 5.570 0,10 2.230 210 0,7 <0.2 350 4.460 0,10 1.780
~70 1,5 <0.2 450 7.160 0,15 4.290 ~90 1,5 <0.2 450 5.730 0,15 3.440
120 1 <0.2 450 7.160 0,12 3.440 140 1 <0.2 450 5.730 0,12 2.750
190 0,7 <0.2 350 5.570 0,10 2.230 210 0,7 <0.2 350 4.460 0,10 1.780
~70 1,5 <0.2 400 6.370 0,12 3.050 ~90 1,5 <0.2 400 5.090 0,12 2.440
120 1 <0.2 350 5.570 0,10 2.230 140 1 <0.2 350 4.460 0,10 1.780
190 0,7 <0.2 350 5.570 0,08 1.790 210 0,7 <0.2 350 4.460 0,08 1.430
~70 1,5 <0.2 450 7.160 0,15 4.290 ~90 1,5 <0.2 450 5.730 0,15 3.440
120 1 <0.2 450 7.160 0,12 3.440 140 1 <0.2 450 5.730 0,12 2.750
190 0,7 <0.2 350 5.570 0,10 2.230 210 0,7 <0.2 350 4.460 0,10 1.780
~70 1,5 <0.2 550 8.750 0,15 5.250 ~90 1,5 <0.2 550 7.000 0,15 4.200
120 1 <0.2 450 7.160 0,12 3.440 140 1 <0.2 450 5.730 0,12 2.750
190 0,7 <0.2 450 7.160 0,10 2.870 210 0,7 <0.2 450 5.730 0,10 2.290
~70 1,5 <0.2 90 1.430 0,12 690 ~90 1,5 <0.2 90 1.150 0,12 550
120 1 <0.2 70 1.110 0,10 440 140 1 <0.2 70 890 0,10 360
190 0,7 <0.2 70 1.110 0,08 360 210 0,7 <0.2 70 890 0,08 280
~70 1,5 <0.2 200 3.180 0,10 1.270 ~90 1,5 <0.2 200 2.550 0,10 1.020
120 1 <0.2 170 2.710 0,08 840 140 1 <0.2 170 2.160 0,08 690
190 - - - - - - 210 - - - - - -
~70 1 <0.2 180 2.860 0,10 1.150 ~90 1 <0.2 180 2.290 0,10 920
120 0,7 <0.2 150 2.390 0,08 760 140 0,7 <0.2 150 1.910 0,08 610
190 - - - - - - 210 - - - - - -
Max Empfohlene Schnittbedingungen Typ YPHWG
rup
pe
Werkstoffe Qualitätø 20/21 4 Schneiden ø 25 4 Schneiden
Gru
pp
e
Werkstoffe Qualitätø 16/17 2 Schneiden ø 20 3 Schneiden
P
unlegierte Stähle / Baustähle / Automatenstähle St37, St52, StE420, Ck15, C50, 1.0035, 1.0711
1.1170, 1.5621, 1.6543, 1.7131, 1.8937 <850N/mm² / <250HB
CX75 (JC6102)
legierte Stähle / Stahlguß / Vergütungsstähle Werkzeugstähle St60, Ck45, Ck60, 42CrMo4 36Mn5V, 1.1750, 1.2312, 1.2344, 1.2343, 1.5120,
1.7033 <900N/mm²
CX75 (JC6102)
Werkzeugstähle / Nitrierstähle 1.2080, 1.2083 1.2307, 1.2379, 1.2767, 1.8504,
1.8550 <1100N/mm²
CX75 (JC6102)
Werkzeugstähle 1.2738, K340, M390, S290 <1300N/mm²
JC6102
MRostfreie Stähle / hitzebest. Stähle
austenitisch 1.4301, 1.4541, 1.4571 geschwefelt 1.4005, 1.4105, 1.4305
<900N/mm²
JC6102
KGuß / Grauguß / Späroguß / Temperguß
GG, GGG, GTW, GTS <300HB
JC6102
S Titan / Titan Legierungen TiAl6V4, 3.7024, 3.7124, 3.7154
JC6102
H
Gehärtete Stähle 40 - 55 hrc
JC6102
Gehärtete Stähle 55 - 62 hrc
JC6102
Guß / Grauguß / Späroguß / Temperguß GG, GGG, GTW, GTS
<300HBJC6102
P
unlegierte Stähle / Baustähle / Automatenstähle St52, StE420, Ck15, C50, 1.0035, 1.0711 1.1170, 1.5621, 1.6543, 1.7131, 1.8937
<850N/mm² / <250HB
CX75 (JC6102)
legierte Stähle / Stahlguß / Vergütungsstähle Werkzeugstähle St60, Ck45, Ck60, 42CrMo4 36Mn5V, 1.1750, 1.2312, 1.2344, 1.2343, 1.5120,
1.7033 <900N/mm²
CX75 (JC6102)
Werkzeugstähle / Nitrierstähle 1.2080, 1.2083 1.2307, 1.2379, 1.2767, 1.8504,
1.8550 <1100N/mm²
CX75 (JC6102)
Werkzeugstähle 1.2738, K340, M390, S290 <1300N/mm²
JC6102
Die genauen Daten sind entsprechend der Stabilität der Maschine oder des Materials anzupassen.
Bei auftretendem Rattern wird eine Verringerung der Schnitttiefe ap oder Drehzahl unter Beibehaltung des Vorschubs pro Zahn empfohlen.
Umfang - Schlichten
S Titan / Titan Legierungen TiAl6V4, 3.7024, 3.7124, 3.7154
JC6102
H
Gehärtete Stähle 40 - 55 hrc
JC6102
Gehärtete Stähle 55 - 62 hrc
JC6102
MRostfreie Stähle / hitzebest. Stähle
austenitisch 1.4301, 1.4541, 1.4571 geschwefelt 1.4005, 1.4105, 1.4305
<900N/mm²
JC6102
K
51

Länge ap ae Vc n fz Vf Länge ap ae Vc n fz Vf
~90 1,5 <0.2 650 8.280 0,15 6.210 ~100 1,5 <0.2 650 6.470 0,15 4.850
140 1 <0.2 450 5.730 0,12 3.440 150 1,2 <0.2 450 4.480 0,12 2.690
210 0,7 <0.2 450 5.730 0,10 2.860 210 1 <0.2 450 4.480 0,10 2.240
~90 1,5 <0.2 450 5.730 0,15 4.300 ~100 1,5 <0.2 450 4.480 0,15 3.360
140 1 <0.2 450 5.730 0,12 3.440 150 1,2 <0.2 450 4.480 0,12 2.690
210 0,7 <0.2 350 4.460 0,10 2.230 210 1 <0.2 350 3.480 0,10 1.740
~90 1,5 <0.2 450 5.730 0,15 4.300 ~100 1,5 <0.2 450 4.480 0,15 3.360
140 1 <0.2 450 5.730 0,12 3.440 150 1,2 <0.2 450 4.480 0,12 2.690
210 0,7 <0.2 350 4.460 0,10 2.230 210 1 <0.2 350 3.480 0,10 1.740
~90 1,5 <0.2 400 5.090 0,12 3.050 ~100 1,5 <0.2 400 3.980 0,12 2.390
140 1 <0.2 350 4.460 0,10 2.230 150 1,2 <0.2 350 3.480 0,10 1.740
210 0,7 <0.2 350 4.460 0,08 1.790 210 1 <0.2 350 3.480 0,08 1.390
~90 1,5 <0.2 450 5.730 0,15 4.300 ~100 1,5 <0.2 450 4.480 0,15 3.360
140 1 <0.2 450 5.730 0,12 3.440 150 1,2 <0.2 450 4.480 0,12 2.690
210 0,7 <0.2 350 4.460 0,10 2.230 210 1 <0.2 350 3.480 0,10 1.740
~90 1,5 <0.2 550 7.000 0,15 5.250 ~100 1,5 <0.2 550 5.470 0,15 4.100
140 1 <0.2 450 5.730 0,12 3.440 150 1,2 <0.2 450 4.480 0,12 2.690
210 0,7 <0.2 450 5.730 0,10 2.860 210 1 <0.2 450 4.480 0,10 2.240
~90 1,5 <0.2 90 1.150 0,12 690 ~100 1,5 <0.2 90 900 0,12 540
140 1 <0.2 70 890 0,10 450 150 1,2 <0.2 70 700 0,10 350
210 0,7 <0.2 70 890 0,08 350 210 1 <0.2 70 700 0,08 280
~90 1,5 <0.2 200 2.550 0,10 1.280 ~100 1,5 <0.2 201 2.000 0,10 1.000
140 1 <0.2 170 2.160 0,08 860 150 1,2 <0.2 170 1.690 0,08 680
210 - - - - - - 210 1 <0.2 170 1.690 0,08 680
~90 1 <0.2 180 2.290 0,10 1.150 ~100 1 <0.2 180 1.790 0,10 900
140 0,7 <0.2 150 1.910 0,08 760 150 0,8 <0.2 150 1.490 0,08 600
210 - - - - - - 210 0,7 <0.2 150 1.490 0,06 420
Länge ap ae Vc n fz Vf Länge ap ae Vc n fz Vf
~100 1,5 <0.2 650 6.470 0,15 5.820 ~100 1,5 <0.2 649 5.170 0,15 4.650
150 1,2 <0.2 450 4.480 0,12 3.230 150 1,5 <0.2 649 5.170 0,15 4.650
210 1 <0.2 450 4.480 0,10 2.690 210 1 <0.2 450 3.580 0,12 2.580
~100 1,5 <0.2 450 4.480 0,15 4.030 ~100 1,5 <0.2 450 3.580 0,15 3.220
150 1,2 <0.2 450 4.480 0,12 3.230 150 1,5 <0.2 450 3.580 0,15 3.220
210 1 <0.2 350 3.480 0,10 2.090 210 1 <0.2 350 2.790 0,12 2.010
~100 1,5 <0.2 450 4.480 0,15 4.030 ~100 1,5 <0.2 450 3.580 0,15 3.220
150 1,2 <0.2 450 4.480 0,12 3.230 150 1,5 <0.2 450 3.580 0,15 3.220
210 1 <0.2 350 3.480 0,10 2.090 210 1 <0.2 350 2.790 0,12 2.010
~100 1,5 <0.2 400 3.980 0,12 2.870 ~100 1,5 <0.2 399 3.180 0,12 2.290
150 1,2 <0.2 350 3.480 0,10 2.090 150 1,5 <0.2 399 3.180 0,12 2.290
210 1 <0.2 350 3.480 0,08 1.670 210 1 <0.2 350 2.790 0,10 1.670
~100 1,5 <0.2 450 4.480 0,15 4.030 ~100 1,5 <0.2 450 3.580 0,15 3.220
150 1,2 <0.2 450 4.480 0,12 3.230 150 1,5 <0.2 450 3.580 0,15 3.220
210 1 <0.2 350 3.480 0,10 2.090 210 1 <0.2 350 2.790 0,12 2.010
~100 1,5 <0.2 550 5.470 0,15 4.920 ~100 1,5 <0.2 550 4.380 0,15 3.940
150 1,2 <0.2 450 4.480 0,12 3.230 150 1,5 <0.2 450 3.580 0,18 3.940
210 1 <0.2 450 4.480 0,10 2.690 210 1 <0.2 450 3.580 0,12 2.580
~100 1,5 <0.2 90 900 0,12 650 ~100 1,5 <0.2 90 720 0,12 520
150 1,2 <0.2 70 700 0,10 420 150 1,5 <0.2 70 560 0,15 520
210 1 <0.2 70 700 0,08 340 210 1 <0.2 70 560 0,10 340
~100 1,5 <0.2 201 2.000 0,10 1.200 ~100 1,5 <0.2 200 1.590 0,10 950
150 1,2 <0.2 170 1.690 0,08 820 150 1,5 <0.2 200 1.590 0,10 950
210 1 <0.2 170 1.690 0,08 820 210 1 <0.2 170 1.350 0,08 650
~100 1 <0.2 180 1.790 0,10 1.080 ~100 1 <0.2 180 1.430 0,10 860
150 0,8 <0.2 150 1.490 0,08 720 150 1 <0.2 180 1.430 0,10 860
210 0,7 <0.2 150 1.490 0,06 500 210 0,7 <0.2 149 1.190 0,08 570
Max Empfohlene Schnittbedingungen Typ YPHWG
rup
pe
Werkstoffe Qualitätø 25/26 5 Schneiden ø 32 5 Schneiden
P
unlegierte Stähle / Baustähle / Automatenstähle St37, St52, StE420, Ck15, C50, 1.0035, 1.0711
1.1170, 1.5621, 1.6543, 1.7131, 1.8937 <850N/mm² / <250HB
CX75 (JC6102)
legierte Stähle / Stahlguß / Vergütungsstähle Werkzeugstähle St60, Ck45, Ck60, 42CrMo4 36Mn5V, 1.1750, 1.2312, 1.2344, 1.2343, 1.5120,
1.7033 <900N/mm²
CX75 (JC6102)
Werkzeugstähle / Nitrierstähle 1.2080, 1.2083 1.2307, 1.2379, 1.2767, 1.8504,
1.8550 <1100N/mm²
CX75 (JC6102)
Werkzeugstähle 1.2738, K340, M390, S290 <1300N/mm²
JC6102
MRostfreie Stähle / hitzebest. Stähle
austenitisch 1.4301, 1.4541, 1.4571 geschwefelt 1.4005, 1.4105, 1.4305
<900N/mm²
JC6102
KGuß / Grauguß / Späroguß / Temperguß
GG, GGG, GTW, GTS <300HB
JC6102
S Titan / Titan Legierungen TiAl6V4, 3.7024, 3.7124, 3.7154
JC6102
H
Gehärtete Stähle 40 - 55 hrc
JC6102
Gehärtete Stähle 55 - 62 hrc
JC6102
Gru
pp
e
Werkstoffe Qualitätø 32/35 6 Schneiden ø 40 6 Schneiden
JC6102
P
unlegierte Stähle / Baustähle / Automatenstähle St52, StE420, Ck15, C50, 1.0035, 1.0711 1.1170, 1.5621, 1.6543, 1.7131, 1.8937
<850N/mm² / <250HB
CX75 (JC6102)
legierte Stähle / Stahlguß / Vergütungsstähle Werkzeugstähle St60, Ck45, Ck60, 42CrMo4 36Mn5V, 1.1750, 1.2312, 1.2344, 1.2343, 1.5120,
1.7033 <900N/mm²
CX75 (JC6102)
Werkzeugstähle / Nitrierstähle 1.2080, 1.2083 1.2307, 1.2379, 1.2767, 1.8504,
1.8550 <1100N/mm²CX75
(JC6102)
Werkzeugstähle 1.2738, K340, M390, S290 <1300N/mm²
JC6102
Die genauen Daten sind entsprechend der Stabilität der Maschine oder des Materials anzupassen.
Bei auftretendem Rattern wird eine Verringerung der Schnitttiefe ap oder Drehzahl unter Beibehaltung des Vorschubs pro Zahn empfohlen.
Umfang - Schlichten
S Titan / Titan Legierungen TiAl6V4, 3.7024, 3.7124, 3.7154
JC6102
H
Gehärtete Stähle 40 - 55 hrc
JC6102
Gehärtete Stähle 55 - 62 hrc
JC6102
MRostfreie Stähle / hitzebest. Stähle
austenitisch 1.4301, 1.4541, 1.4571 geschwefelt 1.4005, 1.4105, 1.4305
<900N/mm²
JC6102
KGuß / Grauguß / Späroguß / Temperguß
GG, GGG, GTW, GTS <300HB
52
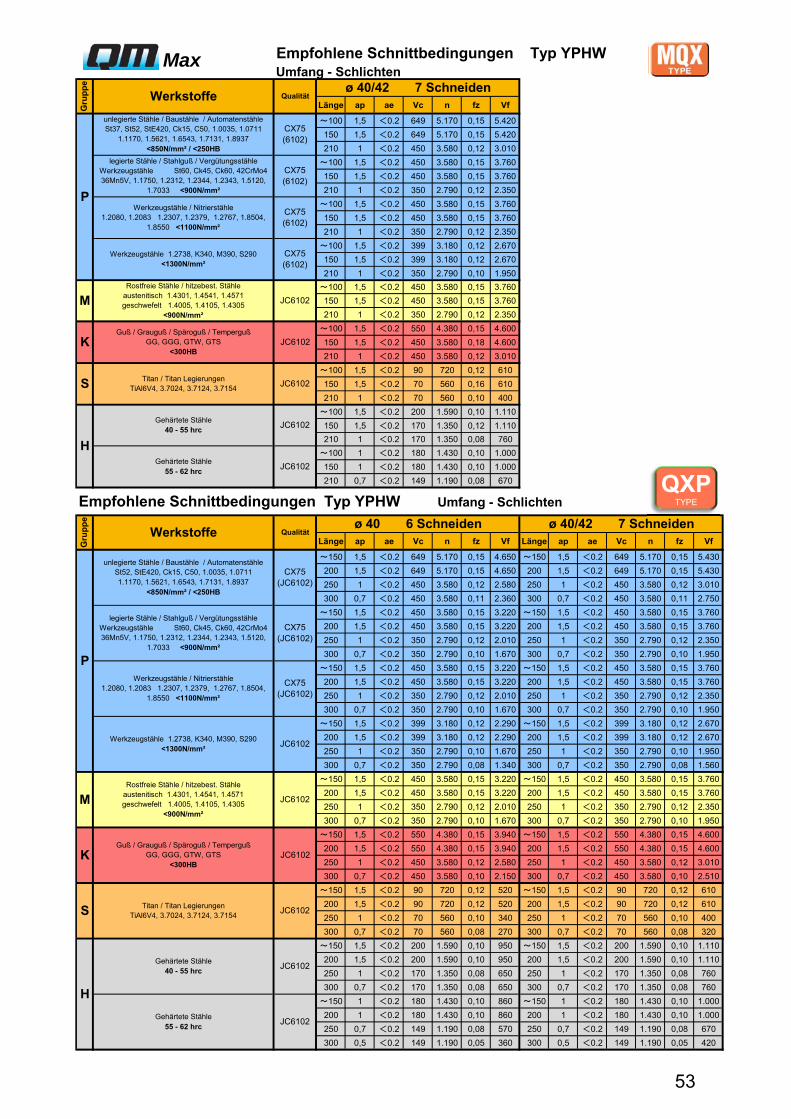
Länge ap ae Vc n fz Vf
~100 1,5 <0.2 649 5.170 0,15 5.420
150 1,5 <0.2 649 5.170 0,15 5.420
210 1 <0.2 450 3.580 0,12 3.010
~100 1,5 <0.2 450 3.580 0,15 3.760
150 1,5 <0.2 450 3.580 0,15 3.760
210 1 <0.2 350 2.790 0,12 2.350
~100 1,5 <0.2 450 3.580 0,15 3.760
150 1,5 <0.2 450 3.580 0,15 3.760
210 1 <0.2 350 2.790 0,12 2.350
~100 1,5 <0.2 399 3.180 0,12 2.670
150 1,5 <0.2 399 3.180 0,12 2.670
210 1 <0.2 350 2.790 0,10 1.950
~100 1,5 <0.2 450 3.580 0,15 3.760
150 1,5 <0.2 450 3.580 0,15 3.760
210 1 <0.2 350 2.790 0,12 2.350
~100 1,5 <0.2 550 4.380 0,15 4.600
150 1,5 <0.2 450 3.580 0,18 4.600
210 1 <0.2 450 3.580 0,12 3.010
~100 1,5 <0.2 90 720 0,12 610
150 1,5 <0.2 70 560 0,16 610
210 1 <0.2 70 560 0,10 400
~100 1,5 <0.2 200 1.590 0,10 1.110
150 1,5 <0.2 170 1.350 0,12 1.110
210 1 <0.2 170 1.350 0,08 760
~100 1 <0.2 180 1.430 0,10 1.000
150 1 <0.2 180 1.430 0,10 1.000
210 0,7 <0.2 149 1.190 0,08 670
Länge ap ae Vc n fz Vf Länge ap ae Vc n fz Vf
~150 1,5 <0.2 649 5.170 0,15 4.650 ~150 1,5 <0.2 649 5.170 0,15 5.430
200 1,5 <0.2 649 5.170 0,15 4.650 200 1,5 <0.2 649 5.170 0,15 5.430
250 1 <0.2 450 3.580 0,12 2.580 250 1 <0.2 450 3.580 0,12 3.010
300 0,7 <0.2 450 3.580 0,11 2.360 300 0,7 <0.2 450 3.580 0,11 2.750
~150 1,5 <0.2 450 3.580 0,15 3.220 ~150 1,5 <0.2 450 3.580 0,15 3.760
200 1,5 <0.2 450 3.580 0,15 3.220 200 1,5 <0.2 450 3.580 0,15 3.760
250 1 <0.2 350 2.790 0,12 2.010 250 1 <0.2 350 2.790 0,12 2.350
300 0,7 <0.2 350 2.790 0,10 1.670 300 0,7 <0.2 350 2.790 0,10 1.950
~150 1,5 <0.2 450 3.580 0,15 3.220 ~150 1,5 <0.2 450 3.580 0,15 3.760
200 1,5 <0.2 450 3.580 0,15 3.220 200 1,5 <0.2 450 3.580 0,15 3.760
250 1 <0.2 350 2.790 0,12 2.010 250 1 <0.2 350 2.790 0,12 2.350
300 0,7 <0.2 350 2.790 0,10 1.670 300 0,7 <0.2 350 2.790 0,10 1.950
~150 1,5 <0.2 399 3.180 0,12 2.290 ~150 1,5 <0.2 399 3.180 0,12 2.670
200 1,5 <0.2 399 3.180 0,12 2.290 200 1,5 <0.2 399 3.180 0,12 2.670
250 1 <0.2 350 2.790 0,10 1.670 250 1 <0.2 350 2.790 0,10 1.950
300 0,7 <0.2 350 2.790 0,08 1.340 300 0,7 <0.2 350 2.790 0,08 1.560
~150 1,5 <0.2 450 3.580 0,15 3.220 ~150 1,5 <0.2 450 3.580 0,15 3.760
200 1,5 <0.2 450 3.580 0,15 3.220 200 1,5 <0.2 450 3.580 0,15 3.760
250 1 <0.2 350 2.790 0,12 2.010 250 1 <0.2 350 2.790 0,12 2.350
300 0,7 <0.2 350 2.790 0,10 1.670 300 0,7 <0.2 350 2.790 0,10 1.950
~150 1,5 <0.2 550 4.380 0,15 3.940 ~150 1,5 <0.2 550 4.380 0,15 4.600
200 1,5 <0.2 550 4.380 0,15 3.940 200 1,5 <0.2 550 4.380 0,15 4.600
250 1 <0.2 450 3.580 0,12 2.580 250 1 <0.2 450 3.580 0,12 3.010
300 0,7 <0.2 450 3.580 0,10 2.150 300 0,7 <0.2 450 3.580 0,10 2.510
~150 1,5 <0.2 90 720 0,12 520 ~150 1,5 <0.2 90 720 0,12 610
200 1,5 <0.2 90 720 0,12 520 200 1,5 <0.2 90 720 0,12 610
250 1 <0.2 70 560 0,10 340 250 1 <0.2 70 560 0,10 400
300 0,7 <0.2 70 560 0,08 270 300 0,7 <0.2 70 560 0,08 320
~150 1,5 <0.2 200 1.590 0,10 950 ~150 1,5 <0.2 200 1.590 0,10 1.110
200 1,5 <0.2 200 1.590 0,10 950 200 1,5 <0.2 200 1.590 0,10 1.110
250 1 <0.2 170 1.350 0,08 650 250 1 <0.2 170 1.350 0,08 760
300 0,7 <0.2 170 1.350 0,08 650 300 0,7 <0.2 170 1.350 0,08 760
~150 1 <0.2 180 1.430 0,10 860 ~150 1 <0.2 180 1.430 0,10 1.000
200 1 <0.2 180 1.430 0,10 860 200 1 <0.2 180 1.430 0,10 1.000
250 0,7 <0.2 149 1.190 0,08 570 250 0,7 <0.2 149 1.190 0,08 670
300 0,5 <0.2 149 1.190 0,05 360 300 0,5 <0.2 149 1.190 0,05 420
P
unlegierte Stähle / Baustähle / Automatenstähle St37, St52, StE420, Ck15, C50, 1.0035, 1.0711
1.1170, 1.5621, 1.6543, 1.7131, 1.8937 <850N/mm² / <250HB
CX75 (6102)
legierte Stähle / Stahlguß / Vergütungsstähle Werkzeugstähle St60, Ck45, Ck60, 42CrMo4 36Mn5V, 1.1750, 1.2312, 1.2344, 1.2343, 1.5120,
1.7033 <900N/mm²
CX75 (6102)
Werkzeugstähle / Nitrierstähle 1.2080, 1.2083 1.2307, 1.2379, 1.2767, 1.8504,
1.8550 <1100N/mm²
CX75 (6102)
Werkzeugstähle 1.2738, K340, M390, S290 <1300N/mm²
Gru
pp
e
Werkstoffe Qualitätø 40/42 7 Schneiden
MRostfreie Stähle / hitzebest. Stähle
austenitisch 1.4301, 1.4541, 1.4571 geschwefelt 1.4005, 1.4105, 1.4305
<900N/mm²
JC6102
KGuß / Grauguß / Späroguß / Temperguß
GG, GGG, GTW, GTS <300HB
JC6102
S Titan / Titan Legierungen TiAl6V4, 3.7024, 3.7124, 3.7154
JC6102
H
Gehärtete Stähle 40 - 55 hrc
JC6102
Gehärtete Stähle 55 - 62 hrc
JC6102
Umfang - Schlichten
unlegierte Stähle / Baustähle / Automatenstähle St52, StE420, Ck15, C50, 1.0035, 1.0711 1.1170, 1.5621, 1.6543, 1.7131, 1.8937
<850N/mm² / <250HB
CX75 (JC6102)
CX75 (JC6102)
legierte Stähle / Stahlguß / Vergütungsstähle Werkzeugstähle St60, Ck45, Ck60, 42CrMo4 36Mn5V, 1.1750, 1.2312, 1.2344, 1.2343, 1.5120,
1.7033 <900N/mm²
CX75 (6102)
Max Empfohlene Schnittbedingungen Typ YPHW
ø 40/42 7 Schneiden
Werkzeugstähle / Nitrierstähle 1.2080, 1.2083 1.2307, 1.2379, 1.2767, 1.8504,
1.8550 <1100N/mm²
CX75 (JC6102)
JC6102Werkzeugstähle 1.2738, K340, M390, S290
<1300N/mm²
Empfohlene Schnittbedingungen Typ YPHW Umfang - Schlichten
Gru
pp
e
Werkstoffe Qualitätø 40 6 Schneiden
P
MRostfreie Stähle / hitzebest. Stähle
austenitisch 1.4301, 1.4541, 1.4571 geschwefelt 1.4005, 1.4105, 1.4305
<900N/mm²
JC6102
JC6102Guß / Grauguß / Späroguß / Temperguß
GG, GGG, GTW, GTS <300HB
K
S Titan / Titan Legierungen TiAl6V4, 3.7024, 3.7124, 3.7154
JC6102
JC6102Gehärtete Stähle
40 - 55 hrc
H
JC6102Gehärtete Stähle
55 - 62 hrc
QXPTYPE
53
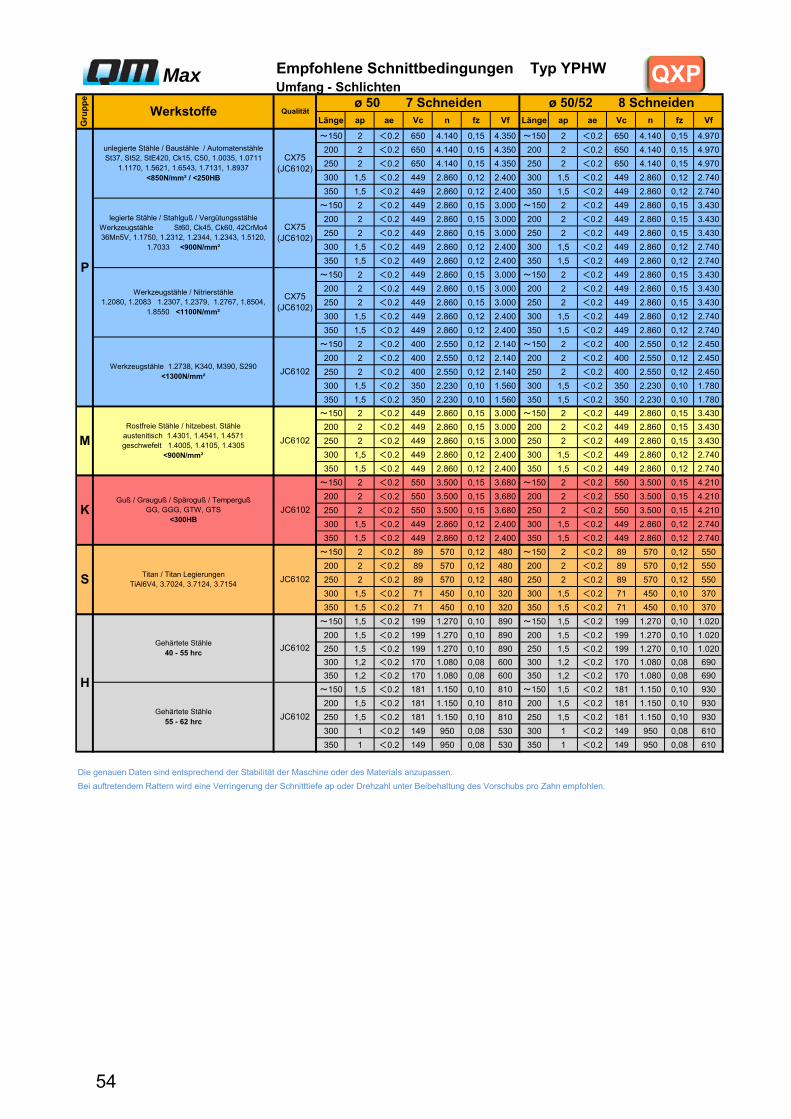
Länge ap ae Vc n fz Vf Länge ap ae Vc n fz Vf
~150 2 <0.2 650 4.140 0,15 4.350 ~150 2 <0.2 650 4.140 0,15 4.970
200 2 <0.2 650 4.140 0,15 4.350 200 2 <0.2 650 4.140 0,15 4.970
250 2 <0.2 650 4.140 0,15 4.350 250 2 <0.2 650 4.140 0,15 4.970
300 1,5 <0.2 449 2.860 0,12 2.400 300 1,5 <0.2 449 2.860 0,12 2.740
350 1,5 <0.2 449 2.860 0,12 2.400 350 1,5 <0.2 449 2.860 0,12 2.740
~150 2 <0.2 449 2.860 0,15 3.000 ~150 2 <0.2 449 2.860 0,15 3.430
200 2 <0.2 449 2.860 0,15 3.000 200 2 <0.2 449 2.860 0,15 3.430
250 2 <0.2 449 2.860 0,15 3.000 250 2 <0.2 449 2.860 0,15 3.430
300 1,5 <0.2 449 2.860 0,12 2.400 300 1,5 <0.2 449 2.860 0,12 2.740
350 1,5 <0.2 449 2.860 0,12 2.400 350 1,5 <0.2 449 2.860 0,12 2.740
~150 2 <0.2 449 2.860 0,15 3.000 ~150 2 <0.2 449 2.860 0,15 3.430
200 2 <0.2 449 2.860 0,15 3.000 200 2 <0.2 449 2.860 0,15 3.430
250 2 <0.2 449 2.860 0,15 3.000 250 2 <0.2 449 2.860 0,15 3.430
300 1,5 <0.2 449 2.860 0,12 2.400 300 1,5 <0.2 449 2.860 0,12 2.740
350 1,5 <0.2 449 2.860 0,12 2.400 350 1,5 <0.2 449 2.860 0,12 2.740
~150 2 <0.2 400 2.550 0,12 2.140 ~150 2 <0.2 400 2.550 0,12 2.450
200 2 <0.2 400 2.550 0,12 2.140 200 2 <0.2 400 2.550 0,12 2.450
250 2 <0.2 400 2.550 0,12 2.140 250 2 <0.2 400 2.550 0,12 2.450
300 1,5 <0.2 350 2.230 0,10 1.560 300 1,5 <0.2 350 2.230 0,10 1.780
350 1,5 <0.2 350 2.230 0,10 1.560 350 1,5 <0.2 350 2.230 0,10 1.780
~150 2 <0.2 449 2.860 0,15 3.000 ~150 2 <0.2 449 2.860 0,15 3.430
200 2 <0.2 449 2.860 0,15 3.000 200 2 <0.2 449 2.860 0,15 3.430
250 2 <0.2 449 2.860 0,15 3.000 250 2 <0.2 449 2.860 0,15 3.430
300 1,5 <0.2 449 2.860 0,12 2.400 300 1,5 <0.2 449 2.860 0,12 2.740
350 1,5 <0.2 449 2.860 0,12 2.400 350 1,5 <0.2 449 2.860 0,12 2.740
~150 2 <0.2 550 3.500 0,15 3.680 ~150 2 <0.2 550 3.500 0,15 4.210
200 2 <0.2 550 3.500 0,15 3.680 200 2 <0.2 550 3.500 0,15 4.210
250 2 <0.2 550 3.500 0,15 3.680 250 2 <0.2 550 3.500 0,15 4.210
300 1,5 <0.2 449 2.860 0,12 2.400 300 1,5 <0.2 449 2.860 0,12 2.740
350 1,5 <0.2 449 2.860 0,12 2.400 350 1,5 <0.2 449 2.860 0,12 2.740
~150 2 <0.2 89 570 0,12 480 ~150 2 <0.2 89 570 0,12 550
200 2 <0.2 89 570 0,12 480 200 2 <0.2 89 570 0,12 550
250 2 <0.2 89 570 0,12 480 250 2 <0.2 89 570 0,12 550
300 1,5 <0.2 71 450 0,10 320 300 1,5 <0.2 71 450 0,10 370
350 1,5 <0.2 71 450 0,10 320 350 1,5 <0.2 71 450 0,10 370
~150 1,5 <0.2 199 1.270 0,10 890 ~150 1,5 <0.2 199 1.270 0,10 1.020
200 1,5 <0.2 199 1.270 0,10 890 200 1,5 <0.2 199 1.270 0,10 1.020
250 1,5 <0.2 199 1.270 0,10 890 250 1,5 <0.2 199 1.270 0,10 1.020
300 1,2 <0.2 170 1.080 0,08 600 300 1,2 <0.2 170 1.080 0,08 690
350 1,2 <0.2 170 1.080 0,08 600 350 1,2 <0.2 170 1.080 0,08 690
~150 1,5 <0.2 181 1.150 0,10 810 ~150 1,5 <0.2 181 1.150 0,10 930
200 1,5 <0.2 181 1.150 0,10 810 200 1,5 <0.2 181 1.150 0,10 930
250 1,5 <0.2 181 1.150 0,10 810 250 1,5 <0.2 181 1.150 0,10 930
300 1 <0.2 149 950 0,08 530 300 1 <0.2 149 950 0,08 610
350 1 <0.2 149 950 0,08 530 350 1 <0.2 149 950 0,08 610
Max Empfohlene Schnittbedingungen Typ YPHWG
rup
pe
Werkstoffe Qualitätø 50 7 Schneiden ø 50/52 8 Schneiden
Guß / Grauguß / Späroguß / Temperguß GG, GGG, GTW, GTS
<300HBJC6102
P
unlegierte Stähle / Baustähle / Automatenstähle St37, St52, StE420, Ck15, C50, 1.0035, 1.0711
1.1170, 1.5621, 1.6543, 1.7131, 1.8937 <850N/mm² / <250HB
CX75 (JC6102)
legierte Stähle / Stahlguß / Vergütungsstähle Werkzeugstähle St60, Ck45, Ck60, 42CrMo4 36Mn5V, 1.1750, 1.2312, 1.2344, 1.2343, 1.5120,
1.7033 <900N/mm²
CX75 (JC6102)
Werkzeugstähle / Nitrierstähle 1.2080, 1.2083 1.2307, 1.2379, 1.2767, 1.8504,
1.8550 <1100N/mm²
CX75 (JC6102)
Werkzeugstähle 1.2738, K340, M390, S290 <1300N/mm²
JC6102
Die genauen Daten sind entsprechend der Stabilität der Maschine oder des Materials anzupassen.
Bei auftretendem Rattern wird eine Verringerung der Schnitttiefe ap oder Drehzahl unter Beibehaltung des Vorschubs pro Zahn empfohlen.
Umfang - Schlichten
S Titan / Titan Legierungen TiAl6V4, 3.7024, 3.7124, 3.7154
JC6102
H
Gehärtete Stähle 40 - 55 hrc
JC6102
Gehärtete Stähle 55 - 62 hrc
JC6102
MRostfreie Stähle / hitzebest. Stähle
austenitisch 1.4301, 1.4541, 1.4571 geschwefelt 1.4005, 1.4105, 1.4305
<900N/mm²
JC6102
K
QXP
54
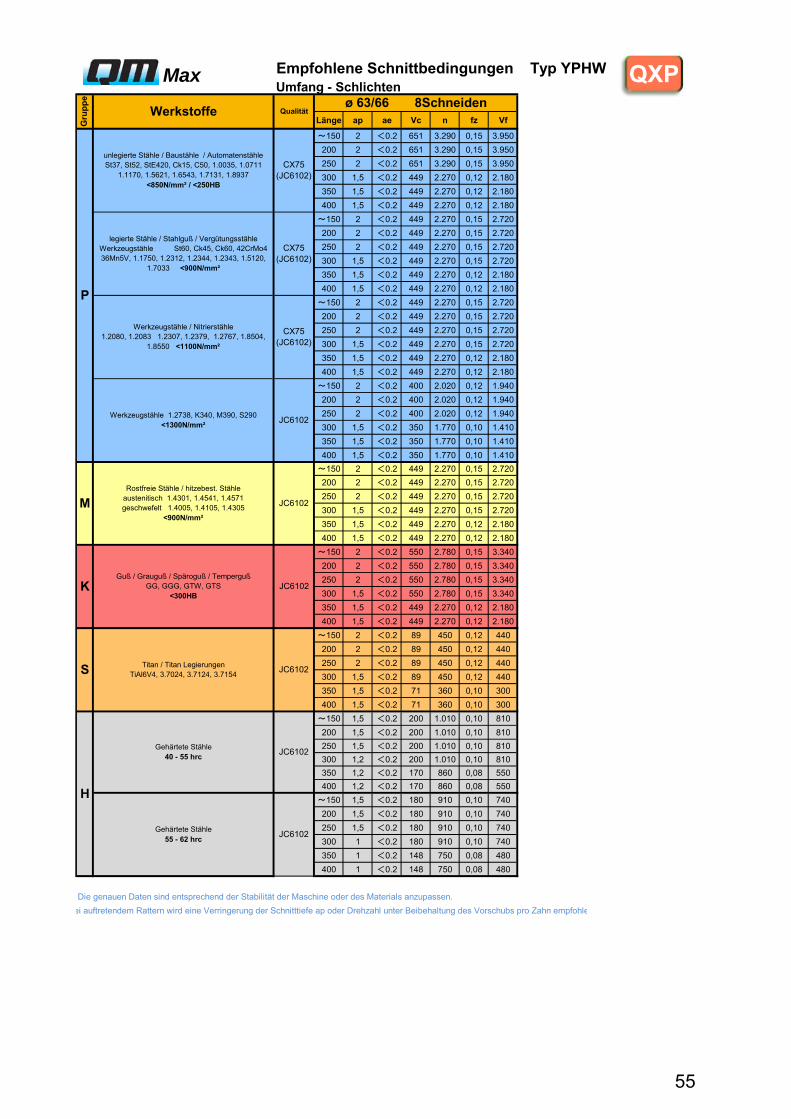
Länge ap ae Vc n fz Vf
~150 2 <0.2 651 3.290 0,15 3.950
200 2 <0.2 651 3.290 0,15 3.950
250 2 <0.2 651 3.290 0,15 3.950
300 1,5 <0.2 449 2.270 0,12 2.180
350 1,5 <0.2 449 2.270 0,12 2.180
400 1,5 <0.2 449 2.270 0,12 2.180
~150 2 <0.2 449 2.270 0,15 2.720
200 2 <0.2 449 2.270 0,15 2.720
250 2 <0.2 449 2.270 0,15 2.720
300 1,5 <0.2 449 2.270 0,15 2.720
350 1,5 <0.2 449 2.270 0,12 2.180
400 1,5 <0.2 449 2.270 0,12 2.180
~150 2 <0.2 449 2.270 0,15 2.720
200 2 <0.2 449 2.270 0,15 2.720
250 2 <0.2 449 2.270 0,15 2.720
300 1,5 <0.2 449 2.270 0,15 2.720
350 1,5 <0.2 449 2.270 0,12 2.180
400 1,5 <0.2 449 2.270 0,12 2.180
~150 2 <0.2 400 2.020 0,12 1.940
200 2 <0.2 400 2.020 0,12 1.940
250 2 <0.2 400 2.020 0,12 1.940
300 1,5 <0.2 350 1.770 0,10 1.410
350 1,5 <0.2 350 1.770 0,10 1.410
400 1,5 <0.2 350 1.770 0,10 1.410
~150 2 <0.2 449 2.270 0,15 2.720
200 2 <0.2 449 2.270 0,15 2.720
250 2 <0.2 449 2.270 0,15 2.720
300 1,5 <0.2 449 2.270 0,15 2.720
350 1,5 <0.2 449 2.270 0,12 2.180
400 1,5 <0.2 449 2.270 0,12 2.180
~150 2 <0.2 550 2.780 0,15 3.340
200 2 <0.2 550 2.780 0,15 3.340
250 2 <0.2 550 2.780 0,15 3.340
300 1,5 <0.2 550 2.780 0,15 3.340
350 1,5 <0.2 449 2.270 0,12 2.180
400 1,5 <0.2 449 2.270 0,12 2.180
~150 2 <0.2 89 450 0,12 440
200 2 <0.2 89 450 0,12 440
250 2 <0.2 89 450 0,12 440
300 1,5 <0.2 89 450 0,12 440
350 1,5 <0.2 71 360 0,10 300
400 1,5 <0.2 71 360 0,10 300
~150 1,5 <0.2 200 1.010 0,10 810
200 1,5 <0.2 200 1.010 0,10 810
250 1,5 <0.2 200 1.010 0,10 810
300 1,2 <0.2 200 1.010 0,10 810
350 1,2 <0.2 170 860 0,08 550
400 1,2 <0.2 170 860 0,08 550
~150 1,5 <0.2 180 910 0,10 740
200 1,5 <0.2 180 910 0,10 740
250 1,5 <0.2 180 910 0,10 740
300 1 <0.2 180 910 0,10 740
350 1 <0.2 148 750 0,08 480
400 1 <0.2 148 750 0,08 480
ei auftretendem Rattern wird eine Verringerung der Schnitttiefe ap oder Drehzahl unter Beibehaltung des Vorschubs pro Zahn empfohle
MaxUmfang - Schlichten
Gru
pp
e
Werkstoffe Qualitätø 63/66 8Schneiden
Die genauen Daten sind entsprechend der Stabilität der Maschine oder des Materials anzupassen.
Empfohlene Schnittbedingungen Typ YPHW
unlegierte Stähle / Baustähle / Automatenstähle St37, St52, StE420, Ck15, C50, 1.0035, 1.0711
1.1170, 1.5621, 1.6543, 1.7131, 1.8937 <850N/mm² / <250HB
CX75 (JC6102)
JC6102
CX75 (JC6102)
H
Werkzeugstähle / Nitrierstähle 1.2080, 1.2083 1.2307, 1.2379, 1.2767, 1.8504,
1.8550 <1100N/mm²
K
legierte Stähle / Stahlguß / Vergütungsstähle Werkzeugstähle St60, Ck45, Ck60, 42CrMo4 36Mn5V, 1.1750, 1.2312, 1.2344, 1.2343, 1.5120,
1.7033 <900N/mm²
Rostfreie Stähle / hitzebest. Stähle austenitisch 1.4301, 1.4541, 1.4571 geschwefelt 1.4005, 1.4105, 1.4305
<900N/mm²
M
S
P
CX75 (JC6102)
JC6102
Werkzeugstähle 1.2738, K340, M390, S290 <1300N/mm²
JC6102
JC6102
JC6102
JC6102Guß / Grauguß / Späroguß / Temperguß
GG, GGG, GTW, GTS <300HB
Titan / Titan Legierungen TiAl6V4, 3.7024, 3.7124, 3.7154
Gehärtete Stähle 40 - 55 hrc
Gehärtete Stähle 55 - 62 hrc
QXP
55
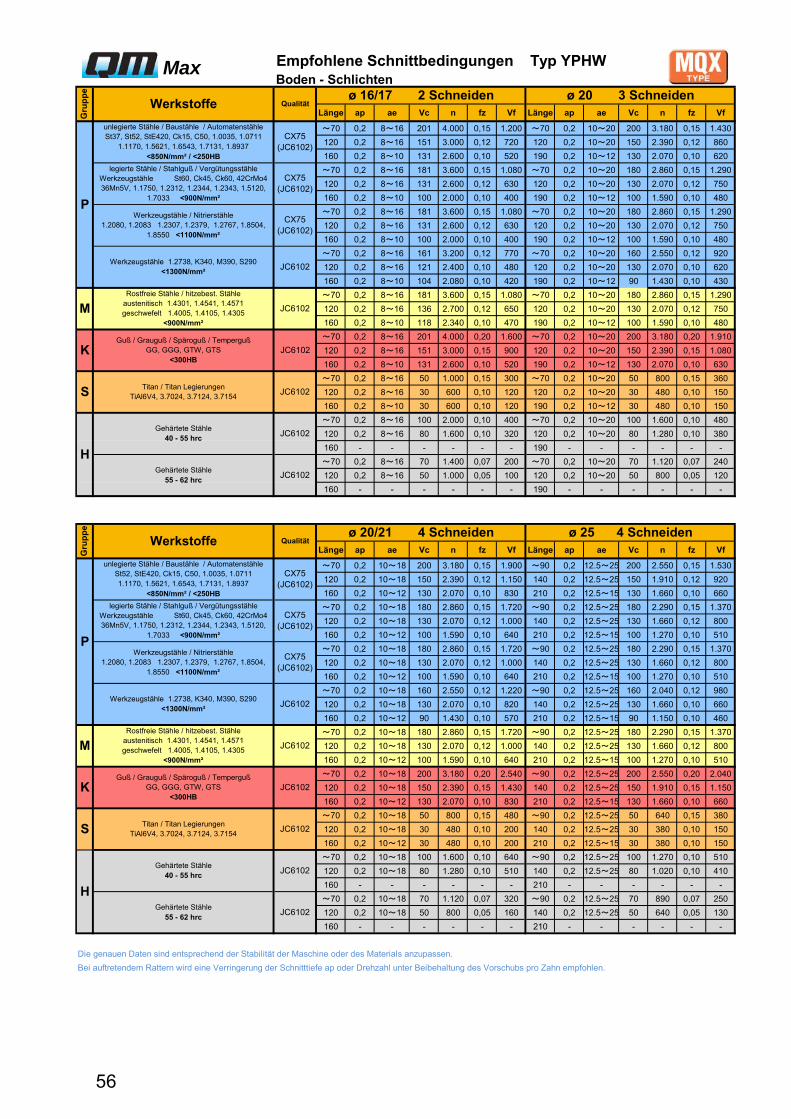
Länge ap ae Vc n fz Vf Länge ap ae Vc n fz Vf
~70 0,2 8~16 201 4.000 0,15 1.200 ~70 0,2 10~20 200 3.180 0,15 1.430
120 0,2 8~16 151 3.000 0,12 720 120 0,2 10~20 150 2.390 0,12 860
160 0,2 8~10 131 2.600 0,10 520 190 0,2 10~12 130 2.070 0,10 620
~70 0,2 8~16 181 3.600 0,15 1.080 ~70 0,2 10~20 180 2.860 0,15 1.290
120 0,2 8~16 131 2.600 0,12 630 120 0,2 10~20 130 2.070 0,12 750
160 0,2 8~10 100 2.000 0,10 400 190 0,2 10~12 100 1.590 0,10 480
~70 0,2 8~16 181 3.600 0,15 1.080 ~70 0,2 10~20 180 2.860 0,15 1.290
120 0,2 8~16 131 2.600 0,12 630 120 0,2 10~20 130 2.070 0,12 750
160 0,2 8~10 100 2.000 0,10 400 190 0,2 10~12 100 1.590 0,10 480
~70 0,2 8~16 161 3.200 0,12 770 ~70 0,2 10~20 160 2.550 0,12 920
120 0,2 8~16 121 2.400 0,10 480 120 0,2 10~20 130 2.070 0,10 620
160 0,2 8~10 104 2.080 0,10 420 190 0,2 10~12 90 1.430 0,10 430
~70 0,2 8~16 181 3.600 0,15 1.080 ~70 0,2 10~20 180 2.860 0,15 1.290
120 0,2 8~16 136 2.700 0,12 650 120 0,2 10~20 130 2.070 0,12 750
160 0,2 8~10 118 2.340 0,10 470 190 0,2 10~12 100 1.590 0,10 480
~70 0,2 8~16 201 4.000 0,20 1.600 ~70 0,2 10~20 200 3.180 0,20 1.910
120 0,2 8~16 151 3.000 0,15 900 120 0,2 10~20 150 2.390 0,15 1.080
160 0,2 8~10 131 2.600 0,10 520 190 0,2 10~12 130 2.070 0,10 630
~70 0,2 8~16 50 1.000 0,15 300 ~70 0,2 10~20 50 800 0,15 360
120 0,2 8~16 30 600 0,10 120 120 0,2 10~20 30 480 0,10 150
160 0,2 8~10 30 600 0,10 120 190 0,2 10~12 30 480 0,10 150
~70 0,2 8~16 100 2.000 0,10 400 ~70 0,2 10~20 100 1.600 0,10 480
120 0,2 8~16 80 1.600 0,10 320 120 0,2 10~20 80 1.280 0,10 380
160 - - - - - - 190 - - - - - -
~70 0,2 8~16 70 1.400 0,07 200 ~70 0,2 10~20 70 1.120 0,07 240
120 0,2 8~16 50 1.000 0,05 100 120 0,2 10~20 50 800 0,05 120
160 - - - - - - 190 - - - - - -
Länge ap ae Vc n fz Vf Länge ap ae Vc n fz Vf
~70 0,2 10~18 200 3.180 0,15 1.900 ~90 0,2 12.5~25 200 2.550 0,15 1.530
120 0,2 10~18 150 2.390 0,12 1.150 140 0,2 12.5~25 150 1.910 0,12 920
160 0,2 10~12 130 2.070 0,10 830 210 0,2 12.5~15 130 1.660 0,10 660
~70 0,2 10~18 180 2.860 0,15 1.720 ~90 0,2 12.5~25 180 2.290 0,15 1.370
120 0,2 10~18 130 2.070 0,12 1.000 140 0,2 12.5~25 130 1.660 0,12 800
160 0,2 10~12 100 1.590 0,10 640 210 0,2 12.5~15 100 1.270 0,10 510
~70 0,2 10~18 180 2.860 0,15 1.720 ~90 0,2 12.5~25 180 2.290 0,15 1.370
120 0,2 10~18 130 2.070 0,12 1.000 140 0,2 12.5~25 130 1.660 0,12 800
160 0,2 10~12 100 1.590 0,10 640 210 0,2 12.5~15 100 1.270 0,10 510
~70 0,2 10~18 160 2.550 0,12 1.220 ~90 0,2 12.5~25 160 2.040 0,12 980
120 0,2 10~18 130 2.070 0,10 820 140 0,2 12.5~25 130 1.660 0,10 660
160 0,2 10~12 90 1.430 0,10 570 210 0,2 12.5~15 90 1.150 0,10 460
~70 0,2 10~18 180 2.860 0,15 1.720 ~90 0,2 12.5~25 180 2.290 0,15 1.370
120 0,2 10~18 130 2.070 0,12 1.000 140 0,2 12.5~25 130 1.660 0,12 800
160 0,2 10~12 100 1.590 0,10 640 210 0,2 12.5~15 100 1.270 0,10 510
~70 0,2 10~18 200 3.180 0,20 2.540 ~90 0,2 12.5~25 200 2.550 0,20 2.040
120 0,2 10~18 150 2.390 0,15 1.430 140 0,2 12.5~25 150 1.910 0,15 1.150
160 0,2 10~12 130 2.070 0,10 830 210 0,2 12.5~15 130 1.660 0,10 660
~70 0,2 10~18 50 800 0,15 480 ~90 0,2 12.5~25 50 640 0,15 380
120 0,2 10~18 30 480 0,10 200 140 0,2 12.5~25 30 380 0,10 150
160 0,2 10~12 30 480 0,10 200 210 0,2 12.5~15 30 380 0,10 150
~70 0,2 10~18 100 1.600 0,10 640 ~90 0,2 12.5~25 100 1.270 0,10 510
120 0,2 10~18 80 1.280 0,10 510 140 0,2 12.5~25 80 1.020 0,10 410
160 - - - - - - 210 - - - - - -
~70 0,2 10~18 70 1.120 0,07 320 ~90 0,2 12.5~25 70 890 0,07 250
120 0,2 10~18 50 800 0,05 160 140 0,2 12.5~25 50 640 0,05 130
160 - - - - - - 210 - - - - - -
Max Empfohlene Schnittbedingungen Typ YPHWBoden - Schlichten
Gru
pp
e
Werkstoffe Qualitätø 16/17 2 Schneiden ø 20 3 Schneiden
P
unlegierte Stähle / Baustähle / Automatenstähle St37, St52, StE420, Ck15, C50, 1.0035, 1.0711
1.1170, 1.5621, 1.6543, 1.7131, 1.8937 <850N/mm² / <250HB
CX75 (JC6102)
legierte Stähle / Stahlguß / Vergütungsstähle Werkzeugstähle St60, Ck45, Ck60, 42CrMo4 36Mn5V, 1.1750, 1.2312, 1.2344, 1.2343, 1.5120,
1.7033 <900N/mm²
CX75 (JC6102)
Werkzeugstähle / Nitrierstähle 1.2080, 1.2083 1.2307, 1.2379, 1.2767, 1.8504,
1.8550 <1100N/mm²
CX75 (JC6102)
Werkzeugstähle 1.2738, K340, M390, S290 <1300N/mm²
JC6102
MRostfreie Stähle / hitzebest. Stähle
austenitisch 1.4301, 1.4541, 1.4571 geschwefelt 1.4005, 1.4105, 1.4305
<900N/mm²
JC6102
KGuß / Grauguß / Späroguß / Temperguß
GG, GGG, GTW, GTS <300HB
JC6102
S Titan / Titan Legierungen TiAl6V4, 3.7024, 3.7124, 3.7154
JC6102
H
Gehärtete Stähle 40 - 55 hrc
JC6102
Gehärtete Stähle 55 - 62 hrc
JC6102
Gru
pp
e
Werkstoffe Qualitätø 20/21 4 Schneiden ø 25 4 Schneiden
P
unlegierte Stähle / Baustähle / Automatenstähle St52, StE420, Ck15, C50, 1.0035, 1.0711 1.1170, 1.5621, 1.6543, 1.7131, 1.8937
<850N/mm² / <250HB
CX75 (JC6102)
legierte Stähle / Stahlguß / Vergütungsstähle Werkzeugstähle St60, Ck45, Ck60, 42CrMo4 36Mn5V, 1.1750, 1.2312, 1.2344, 1.2343, 1.5120,
1.7033 <900N/mm²
CX75 (JC6102)
Werkzeugstähle / Nitrierstähle 1.2080, 1.2083 1.2307, 1.2379, 1.2767, 1.8504,
1.8550 <1100N/mm²
CX75 (JC6102)
Werkzeugstähle 1.2738, K340, M390, S290 <1300N/mm²
JC6102
MRostfreie Stähle / hitzebest. Stähle
austenitisch 1.4301, 1.4541, 1.4571 geschwefelt 1.4005, 1.4105, 1.4305
<900N/mm²
JC6102
KGuß / Grauguß / Späroguß / Temperguß
GG, GGG, GTW, GTS <300HB
JC6102
Die genauen Daten sind entsprechend der Stabilität der Maschine oder des Materials anzupassen.
Bei auftretendem Rattern wird eine Verringerung der Schnitttiefe ap oder Drehzahl unter Beibehaltung des Vorschubs pro Zahn empfohlen.
S Titan / Titan Legierungen TiAl6V4, 3.7024, 3.7124, 3.7154
JC6102
H
Gehärtete Stähle 40 - 55 hrc
JC6102
Gehärtete Stähle 55 - 62 hrc
JC6102
56
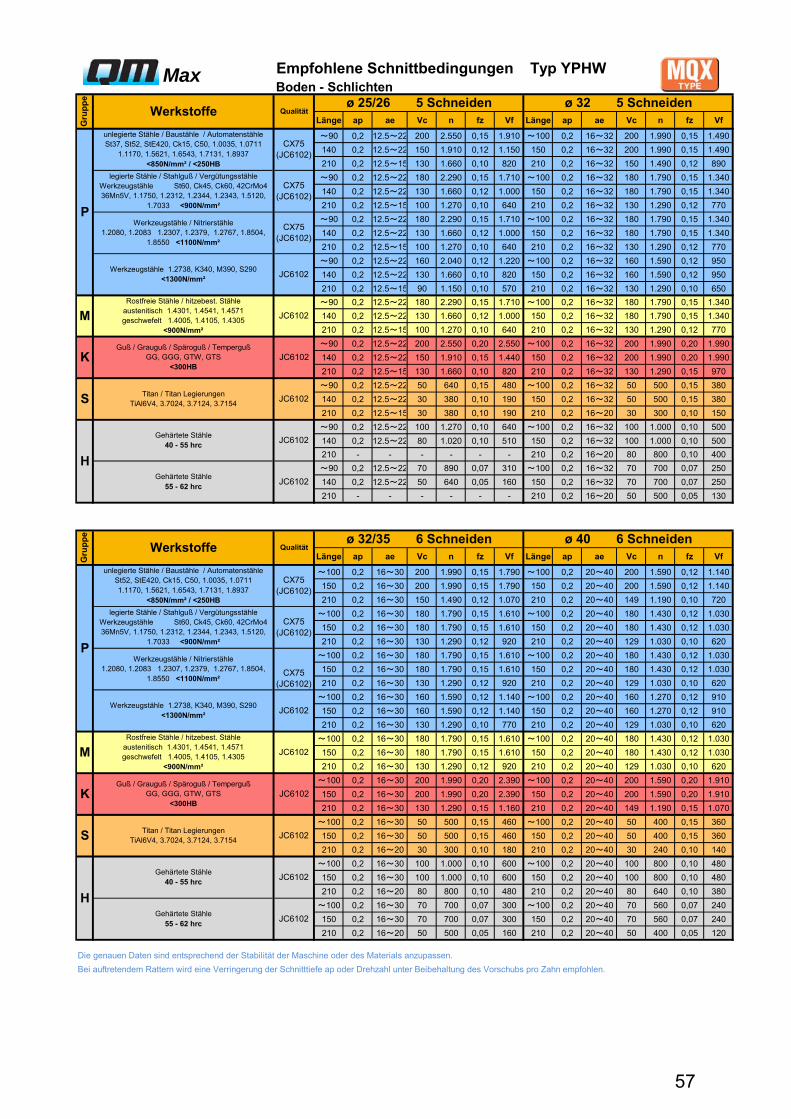
Länge ap ae Vc n fz Vf Länge ap ae Vc n fz Vf
~90 0,2 12.5~22 200 2.550 0,15 1.910 ~100 0,2 16~32 200 1.990 0,15 1.490
140 0,2 12.5~22 150 1.910 0,12 1.150 150 0,2 16~32 200 1.990 0,15 1.490
210 0,2 12.5~15 130 1.660 0,10 820 210 0,2 16~32 150 1.490 0,12 890
~90 0,2 12.5~22 180 2.290 0,15 1.710 ~100 0,2 16~32 180 1.790 0,15 1.340
140 0,2 12.5~22 130 1.660 0,12 1.000 150 0,2 16~32 180 1.790 0,15 1.340
210 0,2 12.5~15 100 1.270 0,10 640 210 0,2 16~32 130 1.290 0,12 770
~90 0,2 12.5~22 180 2.290 0,15 1.710 ~100 0,2 16~32 180 1.790 0,15 1.340
140 0,2 12.5~22 130 1.660 0,12 1.000 150 0,2 16~32 180 1.790 0,15 1.340
210 0,2 12.5~15 100 1.270 0,10 640 210 0,2 16~32 130 1.290 0,12 770
~90 0,2 12.5~22 160 2.040 0,12 1.220 ~100 0,2 16~32 160 1.590 0,12 950
140 0,2 12.5~22 130 1.660 0,10 820 150 0,2 16~32 160 1.590 0,12 950
210 0,2 12.5~15 90 1.150 0,10 570 210 0,2 16~32 130 1.290 0,10 650
~90 0,2 12.5~22 180 2.290 0,15 1.710 ~100 0,2 16~32 180 1.790 0,15 1.340
140 0,2 12.5~22 130 1.660 0,12 1.000 150 0,2 16~32 180 1.790 0,15 1.340
210 0,2 12.5~15 100 1.270 0,10 640 210 0,2 16~32 130 1.290 0,12 770
~90 0,2 12.5~22 200 2.550 0,20 2.550 ~100 0,2 16~32 200 1.990 0,20 1.990
140 0,2 12.5~22 150 1.910 0,15 1.440 150 0,2 16~32 200 1.990 0,20 1.990
210 0,2 12.5~15 130 1.660 0,10 820 210 0,2 16~32 130 1.290 0,15 970
~90 0,2 12.5~22 50 640 0,15 480 ~100 0,2 16~32 50 500 0,15 380
140 0,2 12.5~22 30 380 0,10 190 150 0,2 16~32 50 500 0,15 380
210 0,2 12.5~15 30 380 0,10 190 210 0,2 16~20 30 300 0,10 150
~90 0,2 12.5~22 100 1.270 0,10 640 ~100 0,2 16~32 100 1.000 0,10 500
140 0,2 12.5~22 80 1.020 0,10 510 150 0,2 16~32 100 1.000 0,10 500
210 - - - - - - 210 0,2 16~20 80 800 0,10 400
~90 0,2 12.5~22 70 890 0,07 310 ~100 0,2 16~32 70 700 0,07 250
140 0,2 12.5~22 50 640 0,05 160 150 0,2 16~32 70 700 0,07 250
210 - - - - - - 210 0,2 16~20 50 500 0,05 130
Länge ap ae Vc n fz Vf Länge ap ae Vc n fz Vf
~100 0,2 16~30 200 1.990 0,15 1.790 ~100 0,2 20~40 200 1.590 0,12 1.140
150 0,2 16~30 200 1.990 0,15 1.790 150 0,2 20~40 200 1.590 0,12 1.140
210 0,2 16~30 150 1.490 0,12 1.070 210 0,2 20~40 149 1.190 0,10 720
~100 0,2 16~30 180 1.790 0,15 1.610 ~100 0,2 20~40 180 1.430 0,12 1.030
150 0,2 16~30 180 1.790 0,15 1.610 150 0,2 20~40 180 1.430 0,12 1.030
210 0,2 16~30 130 1.290 0,12 920 210 0,2 20~40 129 1.030 0,10 620
~100 0,2 16~30 180 1.790 0,15 1.610 ~100 0,2 20~40 180 1.430 0,12 1.030
150 0,2 16~30 180 1.790 0,15 1.610 150 0,2 20~40 180 1.430 0,12 1.030
210 0,2 16~30 130 1.290 0,12 920 210 0,2 20~40 129 1.030 0,10 620
~100 0,2 16~30 160 1.590 0,12 1.140 ~100 0,2 20~40 160 1.270 0,12 910
150 0,2 16~30 160 1.590 0,12 1.140 150 0,2 20~40 160 1.270 0,12 910
210 0,2 16~30 130 1.290 0,10 770 210 0,2 20~40 129 1.030 0,10 620
~100 0,2 16~30 180 1.790 0,15 1.610 ~100 0,2 20~40 180 1.430 0,12 1.030
150 0,2 16~30 180 1.790 0,15 1.610 150 0,2 20~40 180 1.430 0,12 1.030
210 0,2 16~30 130 1.290 0,12 920 210 0,2 20~40 129 1.030 0,10 620
~100 0,2 16~30 200 1.990 0,20 2.390 ~100 0,2 20~40 200 1.590 0,20 1.910
150 0,2 16~30 200 1.990 0,20 2.390 150 0,2 20~40 200 1.590 0,20 1.910
210 0,2 16~30 130 1.290 0,15 1.160 210 0,2 20~40 149 1.190 0,15 1.070
~100 0,2 16~30 50 500 0,15 460 ~100 0,2 20~40 50 400 0,15 360
150 0,2 16~30 50 500 0,15 460 150 0,2 20~40 50 400 0,15 360
210 0,2 16~20 30 300 0,10 180 210 0,2 20~40 30 240 0,10 140
~100 0,2 16~30 100 1.000 0,10 600 ~100 0,2 20~40 100 800 0,10 480
150 0,2 16~30 100 1.000 0,10 600 150 0,2 20~40 100 800 0,10 480
210 0,2 16~20 80 800 0,10 480 210 0,2 20~40 80 640 0,10 380
~100 0,2 16~30 70 700 0,07 300 ~100 0,2 20~40 70 560 0,07 240
150 0,2 16~30 70 700 0,07 300 150 0,2 20~40 70 560 0,07 240
210 0,2 16~20 50 500 0,05 160 210 0,2 20~40 50 400 0,05 120
Max Empfohlene Schnittbedingungen Typ YPHWBoden - Schlichten
Gru
pp
e
Werkstoffe Qualitätø 25/26 5 Schneiden ø 32 5 Schneiden
P
unlegierte Stähle / Baustähle / Automatenstähle St37, St52, StE420, Ck15, C50, 1.0035, 1.0711
1.1170, 1.5621, 1.6543, 1.7131, 1.8937 <850N/mm² / <250HB
CX75 (JC6102)
legierte Stähle / Stahlguß / Vergütungsstähle Werkzeugstähle St60, Ck45, Ck60, 42CrMo4 36Mn5V, 1.1750, 1.2312, 1.2344, 1.2343, 1.5120,
1.7033 <900N/mm²
CX75 (JC6102)
Werkzeugstähle / Nitrierstähle 1.2080, 1.2083 1.2307, 1.2379, 1.2767, 1.8504,
1.8550 <1100N/mm²
CX75 (JC6102)
Werkzeugstähle 1.2738, K340, M390, S290 <1300N/mm²
JC6102
MRostfreie Stähle / hitzebest. Stähle
austenitisch 1.4301, 1.4541, 1.4571 geschwefelt 1.4005, 1.4105, 1.4305
<900N/mm²
JC6102
KGuß / Grauguß / Späroguß / Temperguß
GG, GGG, GTW, GTS <300HB
JC6102
S Titan / Titan Legierungen TiAl6V4, 3.7024, 3.7124, 3.7154
JC6102
H
Gehärtete Stähle 40 - 55 hrc
JC6102
Gehärtete Stähle 55 - 62 hrc
JC6102
Gru
pp
e
Werkstoffe Qualitätø 32/35 6 Schneiden ø 40 6 Schneiden
P
unlegierte Stähle / Baustähle / Automatenstähle St52, StE420, Ck15, C50, 1.0035, 1.0711 1.1170, 1.5621, 1.6543, 1.7131, 1.8937
<850N/mm² / <250HB
CX75 (JC6102)
legierte Stähle / Stahlguß / Vergütungsstähle Werkzeugstähle St60, Ck45, Ck60, 42CrMo4 36Mn5V, 1.1750, 1.2312, 1.2344, 1.2343, 1.5120,
1.7033 <900N/mm²
CX75 (JC6102)
Werkzeugstähle / Nitrierstähle 1.2080, 1.2083 1.2307, 1.2379, 1.2767, 1.8504,
1.8550 <1100N/mm²CX75
(JC6102)
Werkzeugstähle 1.2738, K340, M390, S290 <1300N/mm²
JC6102
MRostfreie Stähle / hitzebest. Stähle
austenitisch 1.4301, 1.4541, 1.4571 geschwefelt 1.4005, 1.4105, 1.4305
<900N/mm²
JC6102
KGuß / Grauguß / Späroguß / Temperguß
GG, GGG, GTW, GTS <300HB
JC6102
Die genauen Daten sind entsprechend der Stabilität der Maschine oder des Materials anzupassen.
Bei auftretendem Rattern wird eine Verringerung der Schnitttiefe ap oder Drehzahl unter Beibehaltung des Vorschubs pro Zahn empfohlen.
S Titan / Titan Legierungen TiAl6V4, 3.7024, 3.7124, 3.7154
JC6102
H
Gehärtete Stähle 40 - 55 hrc
JC6102
Gehärtete Stähle 55 - 62 hrc
JC6102
57

Länge ap ae Vc n fz Vf
~100 0,2 20~38 200 1.590 0,12 1.330
150 0,2 20~38 200 1.590 0,12 1.330
210 0,2 20~38 149 1.190 0,10 840
~100 0,2 20~38 180 1.430 0,12 1.200
150 0,2 20~38 180 1.430 0,12 1.200
210 0,2 20~38 129 1.030 0,10 720
~100 0,2 20~38 180 1.430 0,12 1.200
150 0,2 20~38 180 1.430 0,12 1.200
210 0,2 20~38 129 1.030 0,10 720
~100 0,2 20~38 160 1.270 0,12 1.060
150 0,2 20~38 160 1.270 0,12 1.060
210 0,2 20~38 129 1.030 0,10 720
~100 0,2 20~38 180 1.430 0,12 1.200
150 0,2 20~38 180 1.430 0,12 1.200
210 0,2 20~38 129 1.030 0,10 720
~100 0,2 20~38 200 1.590 0,20 2.230
150 0,2 20~38 200 1.590 0,20 2.230
210 0,2 20~38 149 1.190 0,15 1.250
~100 0,2 20~38 50 400 0,15 420
150 0,2 20~38 50 400 0,15 420
210 0,2 20~38 30 240 0,10 170
~100 0,2 20~38 100 800 0,10 560
150 0,2 20~38 100 800 0,10 560
210 0,2 20~38 80 640 0,10 440
~100 0,2 20~38 70 560 0,07 280
150 0,2 20~38 70 560 0,07 280
210 0,2 20~38 50 400 0,05 140
Länge ap ae Vc n fz Vf Länge ap ae Vc n fz Vf
~150 0,2 20~40 200 1.590 0,12 1.140 ~150 0,2 20~38 200 1.590 0,12 1.330
200 0,2 20~40 200 1.590 0,12 1.140 200 0,2 20~38 200 1.590 0,12 1.330
250 0,2 20~40 149 1.190 0,10 720 250 0,2 20~38 149 1.190 0,10 840
300 0,2 20~22 129 1.030 0,10 620 300 0,2 20~22 129 1.030 0,10 720
~150 0,2 20~40 180 1.430 0,12 1.030 ~150 0,2 20~38 180 1.430 0,12 1.200
200 0,2 20~40 180 1.430 0,12 1.030 200 0,2 20~38 180 1.430 0,12 1.200
250 0,2 20~40 129 1.030 0,10 620 250 0,2 20~38 129 1.030 0,10 720
300 0,2 20~22 100 800 0,10 480 300 0,2 20~22 100 800 0,10 560
~150 0,2 20~40 180 1.430 0,12 1.030 ~150 0,2 20~38 180 1.430 0,12 1.200
200 0,2 20~40 129 1.030 0,17 1.030 200 0,2 20~38 180 1.430 0,12 1.200
250 0,2 20~40 100 800 0,13 620 250 0,2 20~38 129 1.030 0,10 720
300 0,2 20~22 100 800 0,10 480 300 0,2 20~22 100 800 0,10 560
~150 0,2 20~40 160 1.270 0,12 910 ~150 0,2 20~38 160 1.270 0,12 1.060
200 0,2 20~40 160 1.270 0,12 910 200 0,2 20~38 160 1.270 0,12 1.060
250 0,2 20~40 129 1.030 0,10 620 250 0,2 20~38 129 1.030 0,10 720
300 0,2 20~22 90 720 0,10 430 300 0,2 20~22 90 720 0,10 500
~150 0,2 20~40 180 1.430 0,12 1.030 ~150 0,2 20~38 180 1.430 0,12 1.200
200 0,2 20~40 180 1.430 0,12 1.030 200 0,2 20~38 180 1.430 0,12 1.200
250 0,2 20~40 129 1.030 0,10 620 250 0,2 20~38 129 1.030 0,10 720
300 0,2 20~22 100 800 0,10 480 300 0,2 20~22 100 800 0,10 560
~150 0,2 20~40 200 1.590 0,20 1.910 ~150 0,2 20~38 200 1.590 0,20 2.230
200 0,2 20~40 200 1.590 0,20 1.910 200 0,2 20~38 200 1.590 0,20 2.230
250 0,2 20~40 149 1.190 0,15 1.070 250 0,2 20~38 149 1.190 0,15 1.250
300 0,2 20~22 129 1.030 0,10 620 300 0,2 20~22 129 1.030 0,10 720
~150 0,2 20~40 50 400 0,15 360 ~150 0,2 20~38 50 400 0,15 420
200 0,2 20~40 50 400 0,15 360 200 0,2 20~38 50 400 0,15 420
250 0,2 20~40 30 240 0,10 140 250 0,2 20~22 30 240 0,10 160
300 0,2 20~22 30 240 0,10 140 300 0,2 20~22 30 240 0,10 160
~150 0,2 20~40 100 800 0,10 480 ~150 0,2 20~38 100 800 0,10 560
200 0,2 20~40 100 800 0,10 480 200 0,2 20~38 100 800 0,10 560
250 0,2 20~40 80 640 0,10 380 250 0,2 20~38 80 640 0,10 440
300 0,2 20~22 50 400 0,05 120 300 0,2 20~22 50 400 0,05 140
~150 0,2 20~40 70 560 0,07 240 ~150 0,2 20~38 70 560 0,07 280
200 0,2 20~40 70 560 0,07 240 200 0,2 20~38 70 560 0,06 240
250 0,2 20~40 50 400 0,05 120 250 0,2 20~38 50 400 0,05 140
300 0,2 20~22 50 400 0,05 120 300 0,2 20~22 50 400 0,05 140
Max Empfohlene Schnittbedingungen Typ YPHWBoden - Schlichten
Gru
pp
e
Werkstoffe Qualitätø 40/42 7 Schneiden
P
unlegierte Stähle / Baustähle / Automatenstähle St37, St52, StE420, Ck15, C50, 1.0035, 1.0711
1.1170, 1.5621, 1.6543, 1.7131, 1.8937 <850N/mm² / <250HB
CX75 (JC6102)
legierte Stähle / Stahlguß / Vergütungsstähle Werkzeugstähle St60, Ck45, Ck60, 42CrMo4 36Mn5V, 1.1750, 1.2312, 1.2344, 1.2343, 1.5120,
1.7033 <900N/mm²
CX75 (JC6102)
Werkzeugstähle / Nitrierstähle 1.2080, 1.2083 1.2307, 1.2379, 1.2767, 1.8504,
1.8550 <1100N/mm²
CX75 (JC6102)
Werkzeugstähle 1.2738, K340, M390, S290 <1300N/mm²
CX75 (JC6102)
MRostfreie Stähle / hitzebest. Stähle
austenitisch 1.4301, 1.4541, 1.4571 geschwefelt 1.4005, 1.4105, 1.4305
<900N/mm²
JC6102
KGuß / Grauguß / Späroguß / Temperguß
GG, GGG, GTW, GTS <300HB
JC6102
S Titan / Titan Legierungen TiAl6V4, 3.7024, 3.7124, 3.7154
JC6102
H
Gehärtete Stähle 40 - 55 hrc
JC6102
Gehärtete Stähle 55 - 62 hrc
JC6102
Empfohlene Schnittbedingungen Typ YPHW Boden - Schlichten
Gru
pp
e
Werkstoffe Qualitätø 40 6 Schneiden ø 40/42 7 Schneiden
P
unlegierte Stähle / Baustähle / Automatenstähle St52, StE420, Ck15, C50, 1.0035, 1.0711 1.1170, 1.5621, 1.6543, 1.7131, 1.8937
<850N/mm² / <250HB
CX75 (JC6102)
legierte Stähle / Stahlguß / Vergütungsstähle Werkzeugstähle St60, Ck45, Ck60, 42CrMo4 36Mn5V, 1.1750, 1.2312, 1.2344, 1.2343, 1.5120,
1.7033 <900N/mm²
CX75 (JC6102)
Werkzeugstähle / Nitrierstähle 1.2080, 1.2083 1.2307, 1.2379, 1.2767, 1.8504,
1.8550 <1100N/mm²
CX75 (JC6102)
Werkzeugstähle 1.2738, K340, M390, S290 <1300N/mm²
JC6102
MRostfreie Stähle / hitzebest. Stähle
austenitisch 1.4301, 1.4541, 1.4571 geschwefelt 1.4005, 1.4105, 1.4305
<900N/mm²
JC6102
KGuß / Grauguß / Späroguß / Temperguß
GG, GGG, GTW, GTS <300HB
JC6102
S Titan / Titan Legierungen TiAl6V4, 3.7024, 3.7124, 3.7154
JC6102
H
Gehärtete Stähle 40 - 55 hrc
JC6102
Gehärtete Stähle 55 - 62 hrc
JC6102
QXPTYPE
58
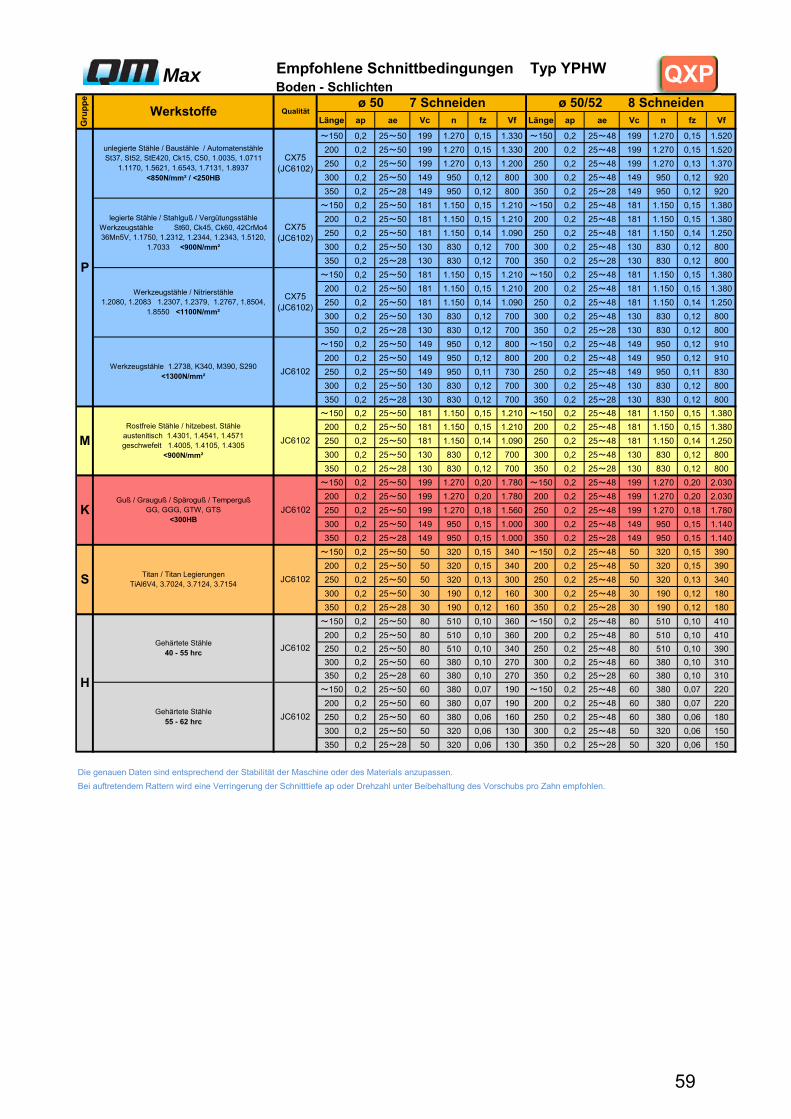
Länge ap ae Vc n fz Vf Länge ap ae Vc n fz Vf
~150 0,2 25~50 199 1.270 0,15 1.330 ~150 0,2 25~48 199 1.270 0,15 1.520
200 0,2 25~50 199 1.270 0,15 1.330 200 0,2 25~48 199 1.270 0,15 1.520
250 0,2 25~50 199 1.270 0,13 1.200 250 0,2 25~48 199 1.270 0,13 1.370
300 0,2 25~50 149 950 0,12 800 300 0,2 25~48 149 950 0,12 920
350 0,2 25~28 149 950 0,12 800 350 0,2 25~28 149 950 0,12 920
~150 0,2 25~50 181 1.150 0,15 1.210 ~150 0,2 25~48 181 1.150 0,15 1.380
200 0,2 25~50 181 1.150 0,15 1.210 200 0,2 25~48 181 1.150 0,15 1.380
250 0,2 25~50 181 1.150 0,14 1.090 250 0,2 25~48 181 1.150 0,14 1.250
300 0,2 25~50 130 830 0,12 700 300 0,2 25~48 130 830 0,12 800
350 0,2 25~28 130 830 0,12 700 350 0,2 25~28 130 830 0,12 800
~150 0,2 25~50 181 1.150 0,15 1.210 ~150 0,2 25~48 181 1.150 0,15 1.380
200 0,2 25~50 181 1.150 0,15 1.210 200 0,2 25~48 181 1.150 0,15 1.380
250 0,2 25~50 181 1.150 0,14 1.090 250 0,2 25~48 181 1.150 0,14 1.250
300 0,2 25~50 130 830 0,12 700 300 0,2 25~48 130 830 0,12 800
350 0,2 25~28 130 830 0,12 700 350 0,2 25~28 130 830 0,12 800
~150 0,2 25~50 149 950 0,12 800 ~150 0,2 25~48 149 950 0,12 910
200 0,2 25~50 149 950 0,12 800 200 0,2 25~48 149 950 0,12 910
250 0,2 25~50 149 950 0,11 730 250 0,2 25~48 149 950 0,11 830
300 0,2 25~50 130 830 0,12 700 300 0,2 25~48 130 830 0,12 800
350 0,2 25~28 130 830 0,12 700 350 0,2 25~28 130 830 0,12 800
~150 0,2 25~50 181 1.150 0,15 1.210 ~150 0,2 25~48 181 1.150 0,15 1.380
200 0,2 25~50 181 1.150 0,15 1.210 200 0,2 25~48 181 1.150 0,15 1.380
250 0,2 25~50 181 1.150 0,14 1.090 250 0,2 25~48 181 1.150 0,14 1.250
300 0,2 25~50 130 830 0,12 700 300 0,2 25~48 130 830 0,12 800
350 0,2 25~28 130 830 0,12 700 350 0,2 25~28 130 830 0,12 800
~150 0,2 25~50 199 1.270 0,20 1.780 ~150 0,2 25~48 199 1.270 0,20 2.030
200 0,2 25~50 199 1.270 0,20 1.780 200 0,2 25~48 199 1.270 0,20 2.030
250 0,2 25~50 199 1.270 0,18 1.560 250 0,2 25~48 199 1.270 0,18 1.780
300 0,2 25~50 149 950 0,15 1.000 300 0,2 25~48 149 950 0,15 1.140
350 0,2 25~28 149 950 0,15 1.000 350 0,2 25~28 149 950 0,15 1.140
~150 0,2 25~50 50 320 0,15 340 ~150 0,2 25~48 50 320 0,15 390
200 0,2 25~50 50 320 0,15 340 200 0,2 25~48 50 320 0,15 390
250 0,2 25~50 50 320 0,13 300 250 0,2 25~48 50 320 0,13 340
300 0,2 25~50 30 190 0,12 160 300 0,2 25~48 30 190 0,12 180
350 0,2 25~28 30 190 0,12 160 350 0,2 25~28 30 190 0,12 180
~150 0,2 25~50 80 510 0,10 360 ~150 0,2 25~48 80 510 0,10 410
200 0,2 25~50 80 510 0,10 360 200 0,2 25~48 80 510 0,10 410
250 0,2 25~50 80 510 0,10 340 250 0,2 25~48 80 510 0,10 390
300 0,2 25~50 60 380 0,10 270 300 0,2 25~48 60 380 0,10 310
350 0,2 25~28 60 380 0,10 270 350 0,2 25~28 60 380 0,10 310
~150 0,2 25~50 60 380 0,07 190 ~150 0,2 25~48 60 380 0,07 220
200 0,2 25~50 60 380 0,07 190 200 0,2 25~48 60 380 0,07 220
250 0,2 25~50 60 380 0,06 160 250 0,2 25~48 60 380 0,06 180
300 0,2 25~50 50 320 0,06 130 300 0,2 25~48 50 320 0,06 150
350 0,2 25~28 50 320 0,06 130 350 0,2 25~28 50 320 0,06 150
Max Empfohlene Schnittbedingungen Typ YPHWBoden - Schlichten
Gru
pp
e
Werkstoffe Qualitätø 50 7 Schneiden ø 50/52 8 Schneiden
P
unlegierte Stähle / Baustähle / Automatenstähle St37, St52, StE420, Ck15, C50, 1.0035, 1.0711
1.1170, 1.5621, 1.6543, 1.7131, 1.8937 <850N/mm² / <250HB
CX75 (JC6102)
legierte Stähle / Stahlguß / Vergütungsstähle Werkzeugstähle St60, Ck45, Ck60, 42CrMo4 36Mn5V, 1.1750, 1.2312, 1.2344, 1.2343, 1.5120,
1.7033 <900N/mm²
CX75 (JC6102)
Werkzeugstähle / Nitrierstähle 1.2080, 1.2083 1.2307, 1.2379, 1.2767, 1.8504,
1.8550 <1100N/mm²
CX75 (JC6102)
Werkzeugstähle 1.2738, K340, M390, S290 <1300N/mm²
JC6102
MRostfreie Stähle / hitzebest. Stähle
austenitisch 1.4301, 1.4541, 1.4571 geschwefelt 1.4005, 1.4105, 1.4305
<900N/mm²
JC6102
KGuß / Grauguß / Späroguß / Temperguß
GG, GGG, GTW, GTS <300HB
JC6102
Die genauen Daten sind entsprechend der Stabilität der Maschine oder des Materials anzupassen.
Bei auftretendem Rattern wird eine Verringerung der Schnitttiefe ap oder Drehzahl unter Beibehaltung des Vorschubs pro Zahn empfohlen.
S Titan / Titan Legierungen TiAl6V4, 3.7024, 3.7124, 3.7154
JC6102
H
Gehärtete Stähle 40 - 55 hrc
JC6102
Gehärtete Stähle 55 - 62 hrc
JC6102
QXP
59
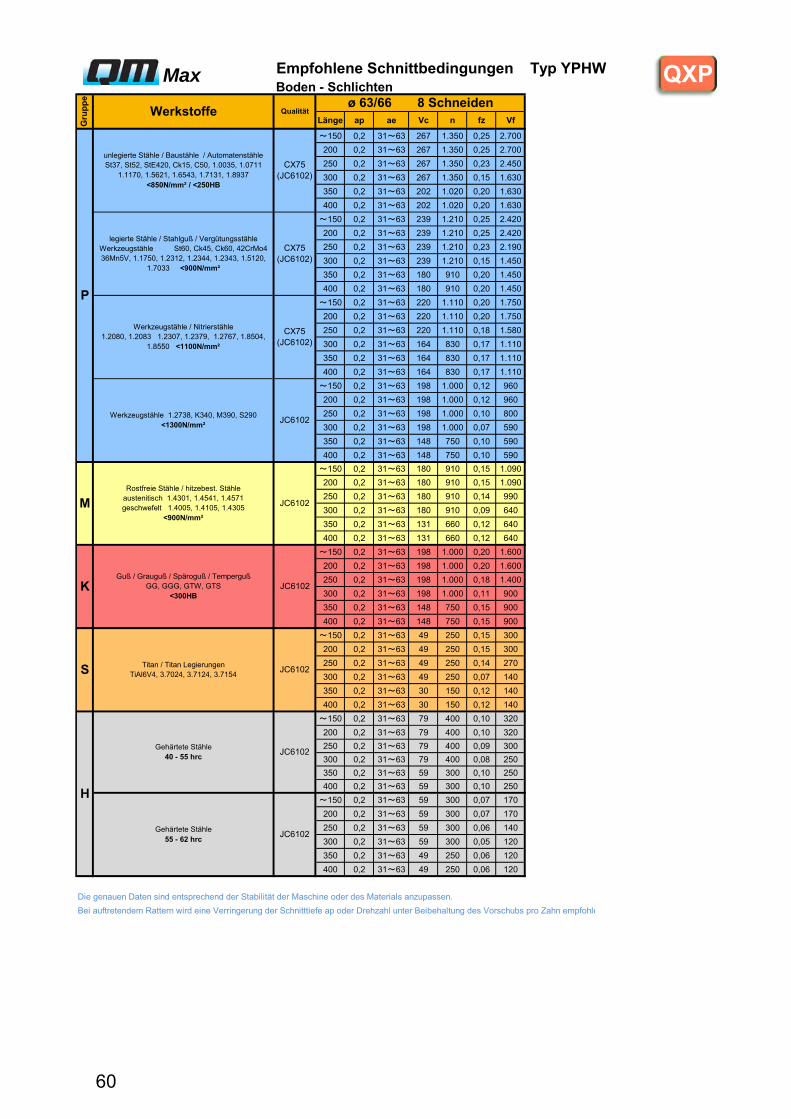
Länge ap ae Vc n fz Vf
~150 0,2 31~63 267 1.350 0,25 2.700
200 0,2 31~63 267 1.350 0,25 2.700
250 0,2 31~63 267 1.350 0,23 2.450
300 0,2 31~63 267 1.350 0,15 1.630
350 0,2 31~63 202 1.020 0,20 1.630
400 0,2 31~63 202 1.020 0,20 1.630
~150 0,2 31~63 239 1.210 0,25 2.420
200 0,2 31~63 239 1.210 0,25 2.420
250 0,2 31~63 239 1.210 0,23 2.190
300 0,2 31~63 239 1.210 0,15 1.450
350 0,2 31~63 180 910 0,20 1.450
400 0,2 31~63 180 910 0,20 1.450
~150 0,2 31~63 220 1.110 0,20 1.750
200 0,2 31~63 220 1.110 0,20 1.750
250 0,2 31~63 220 1.110 0,18 1.580
300 0,2 31~63 164 830 0,17 1.110
350 0,2 31~63 164 830 0,17 1.110
400 0,2 31~63 164 830 0,17 1.110
~150 0,2 31~63 198 1.000 0,12 960
200 0,2 31~63 198 1.000 0,12 960
250 0,2 31~63 198 1.000 0,10 800
300 0,2 31~63 198 1.000 0,07 590
350 0,2 31~63 148 750 0,10 590
400 0,2 31~63 148 750 0,10 590
~150 0,2 31~63 180 910 0,15 1.090
200 0,2 31~63 180 910 0,15 1.090
250 0,2 31~63 180 910 0,14 990
300 0,2 31~63 180 910 0,09 640
350 0,2 31~63 131 660 0,12 640
400 0,2 31~63 131 660 0,12 640
~150 0,2 31~63 198 1.000 0,20 1.600
200 0,2 31~63 198 1.000 0,20 1.600
250 0,2 31~63 198 1.000 0,18 1.400
300 0,2 31~63 198 1.000 0,11 900
350 0,2 31~63 148 750 0,15 900
400 0,2 31~63 148 750 0,15 900
~150 0,2 31~63 49 250 0,15 300
200 0,2 31~63 49 250 0,15 300
250 0,2 31~63 49 250 0,14 270
300 0,2 31~63 49 250 0,07 140
350 0,2 31~63 30 150 0,12 140
400 0,2 31~63 30 150 0,12 140
~150 0,2 31~63 79 400 0,10 320
200 0,2 31~63 79 400 0,10 320
250 0,2 31~63 79 400 0,09 300
300 0,2 31~63 79 400 0,08 250
350 0,2 31~63 59 300 0,10 250
400 0,2 31~63 59 300 0,10 250
~150 0,2 31~63 59 300 0,07 170
200 0,2 31~63 59 300 0,07 170
250 0,2 31~63 59 300 0,06 140
300 0,2 31~63 59 300 0,05 120
350 0,2 31~63 49 250 0,06 120
400 0,2 31~63 49 250 0,06 120
P
CX75 (JC6102)
Bei auftretendem Rattern wird eine Verringerung der Schnitttiefe ap oder Drehzahl unter Beibehaltung des Vorschubs pro Zahn empfohle
JC6102
JC6102
CX75 (JC6102)
Rostfreie Stähle / hitzebest. Stähle austenitisch 1.4301, 1.4541, 1.4571 geschwefelt 1.4005, 1.4105, 1.4305
<900N/mm²
M
Werkstoffe Qualitätø 63/66 8 Schneiden
Gehärtete Stähle 40 - 55 hrc
CX75 (JC6102)
legierte Stähle / Stahlguß / Vergütungsstähle Werkzeugstähle St60, Ck45, Ck60, 42CrMo4 36Mn5V, 1.1750, 1.2312, 1.2344, 1.2343, 1.5120,
1.7033 <900N/mm²
Werkzeugstähle / Nitrierstähle 1.2080, 1.2083 1.2307, 1.2379, 1.2767, 1.8504,
1.8550 <1100N/mm²
Werkzeugstähle 1.2738, K340, M390, S290 <1300N/mm²
Gru
pp
e
Gehärtete Stähle 55 - 62 hrc
Die genauen Daten sind entsprechend der Stabilität der Maschine oder des Materials anzupassen.
Empfohlene Schnittbedingungen Typ YPHW
JC6102
JC6102
JC6102
JC6102K
S
H
Titan / Titan Legierungen TiAl6V4, 3.7024, 3.7124, 3.7154
Guß / Grauguß / Späroguß / Temperguß GG, GGG, GTW, GTS
<300HB
unlegierte Stähle / Baustähle / Automatenstähle St37, St52, StE420, Ck15, C50, 1.0035, 1.0711
1.1170, 1.5621, 1.6543, 1.7131, 1.8937 <850N/mm² / <250HB
MaxBoden - Schlichten
QXP
60
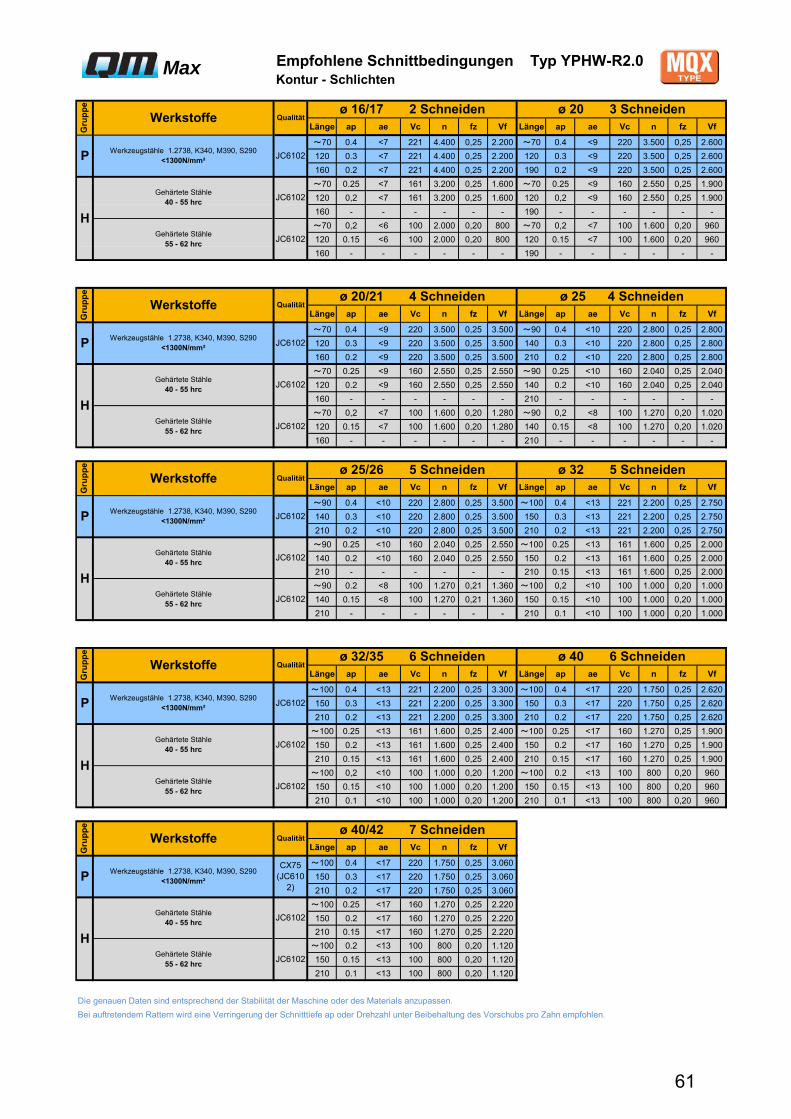
Länge ap ae Vc n fz Vf Länge ap ae Vc n fz Vf
~70 0.4 <7 221 4.400 0,25 2.200 ~70 0.4 <9 220 3.500 0,25 2.600
120 0.3 <7 221 4.400 0,25 2.200 120 0.3 <9 220 3.500 0,25 2.600
160 0.2 <7 221 4.400 0,25 2.200 190 0.2 <9 220 3.500 0,25 2.600
~70 0.25 <7 161 3.200 0,25 1.600 ~70 0.25 <9 160 2.550 0,25 1.900
120 0,2 <7 161 3.200 0,25 1.600 120 0,2 <9 160 2.550 0,25 1.900
160 - - - - - - 190 - - - - - -
~70 0,2 <6 100 2.000 0,20 800 ~70 0,2 <7 100 1.600 0,20 960
120 0.15 <6 100 2.000 0,20 800 120 0.15 <7 100 1.600 0,20 960
160 - - - - - - 190 - - - - - -
Länge ap ae Vc n fz Vf Länge ap ae Vc n fz Vf
~70 0.4 <9 220 3.500 0,25 3.500 ~90 0.4 <10 220 2.800 0,25 2.800
120 0.3 <9 220 3.500 0,25 3.500 140 0.3 <10 220 2.800 0,25 2.800
160 0.2 <9 220 3.500 0,25 3.500 210 0.2 <10 220 2.800 0,25 2.800
~70 0.25 <9 160 2.550 0,25 2.550 ~90 0.25 <10 160 2.040 0,25 2.040
120 0.2 <9 160 2.550 0,25 2.550 140 0.2 <10 160 2.040 0,25 2.040
160 - - - - - - 210 - - - - - -
~70 0,2 <7 100 1.600 0,20 1.280 ~90 0,2 <8 100 1.270 0,20 1.020
120 0.15 <7 100 1.600 0,20 1.280 140 0.15 <8 100 1.270 0,20 1.020
160 - - - - - - 210 - - - - - -
Länge ap ae Vc n fz Vf Länge ap ae Vc n fz Vf
~90 0.4 <10 220 2.800 0,25 3.500 ~100 0.4 <13 221 2.200 0,25 2.750
140 0.3 <10 220 2.800 0,25 3.500 150 0.3 <13 221 2.200 0,25 2.750
210 0.2 <10 220 2.800 0,25 3.500 210 0.2 <13 221 2.200 0,25 2.750
~90 0.25 <10 160 2.040 0,25 2.550 ~100 0.25 <13 161 1.600 0,25 2.000
140 0.2 <10 160 2.040 0,25 2.550 150 0.2 <13 161 1.600 0,25 2.000
210 - - - - - - 210 0.15 <13 161 1.600 0,25 2.000
~90 0.2 <8 100 1.270 0,21 1.360 ~100 0,2 <10 100 1.000 0,20 1.000
140 0.15 <8 100 1.270 0,21 1.360 150 0.15 <10 100 1.000 0,20 1.000
210 - - - - - - 210 0.1 <10 100 1.000 0,20 1.000
Länge ap ae Vc n fz Vf Länge ap ae Vc n fz Vf
~100 0.4 <13 221 2.200 0,25 3.300 ~100 0.4 <17 220 1.750 0,25 2.620
150 0.3 <13 221 2.200 0,25 3.300 150 0.3 <17 220 1.750 0,25 2.620
210 0.2 <13 221 2.200 0,25 3.300 210 0.2 <17 220 1.750 0,25 2.620
~100 0.25 <13 161 1.600 0,25 2.400 ~100 0.25 <17 160 1.270 0,25 1.900
150 0.2 <13 161 1.600 0,25 2.400 150 0.2 <17 160 1.270 0,25 1.900
210 0.15 <13 161 1.600 0,25 2.400 210 0.15 <17 160 1.270 0,25 1.900
~100 0,2 <10 100 1.000 0,20 1.200 ~100 0.2 <13 100 800 0,20 960
150 0.15 <10 100 1.000 0,20 1.200 150 0.15 <13 100 800 0,20 960
210 0.1 <10 100 1.000 0,20 1.200 210 0.1 <13 100 800 0,20 960
Länge ap ae Vc n fz Vf
~100 0.4 <17 220 1.750 0,25 3.060
150 0.3 <17 220 1.750 0,25 3.060
210 0.2 <17 220 1.750 0,25 3.060
~100 0.25 <17 160 1.270 0,25 2.220
150 0.2 <17 160 1.270 0,25 2.220
210 0.15 <17 160 1.270 0,25 2.220
~100 0.2 <13 100 800 0,20 1.120
150 0.15 <13 100 800 0,20 1.120
210 0.1 <13 100 800 0,20 1.120
P Werkzeugstähle 1.2738, K340, M390, S290 <1300N/mm²
JC6102
Max Empfohlene Schnittbedingungen Typ YPHW-R2.0Kontur - Schlichten
Gru
pp
e
Werkstoffe Qualitätø 16/17 2 Schneiden ø 20 3 Schneiden
H
Gehärtete Stähle 40 - 55 hrc
JC6102
Gehärtete Stähle 55 - 62 hrc
JC6102
P Werkzeugstähle 1.2738, K340, M390, S290 <1300N/mm²
JC6102
Gru
pp
e
Werkstoffe Qualitätø 20/21 4 Schneiden ø 25 4 Schneiden
H
Gehärtete Stähle 40 - 55 hrc
JC6102
Gehärtete Stähle 55 - 62 hrc
JC6102
Die genauen Daten sind entsprechend der Stabilität der Maschine oder des Materials anzupassen.
Bei auftretendem Rattern wird eine Verringerung der Schnitttiefe ap oder Drehzahl unter Beibehaltung des Vorschubs pro Zahn empfohlen.
Gru
pp
e
Werkstoffe Qualitätø 25/26 5 Schneiden ø 32 5 Schneiden
P Werkzeugstähle 1.2738, K340, M390, S290 <1300N/mm²
JC6102
H
Gru
pp
e
Werkstoffe Qualitätø 32/35 6 Schneiden ø 40 6 Schneiden
Gehärtete Stähle 40 - 55 hrc
JC6102
Gehärtete Stähle 55 - 62 hrc
JC6102
P Werkzeugstähle 1.2738, K340, M390, S290 <1300N/mm²
JC6102
H
Gehärtete Stähle 40 - 55 hrc
JC6102
Gehärtete Stähle 55 - 62 hrc
JC6102
ø 40/42 7 Schneiden
H
Gehärtete Stähle 40 - 55 hrc
JC6102
Gehärtete Stähle 55 - 62 hrc
JC6102
P Werkzeugstähle 1.2738, K340, M390, S290 <1300N/mm²
CX75 (JC610
2)
Gru
pp
e
Werkstoffe Qualität
61
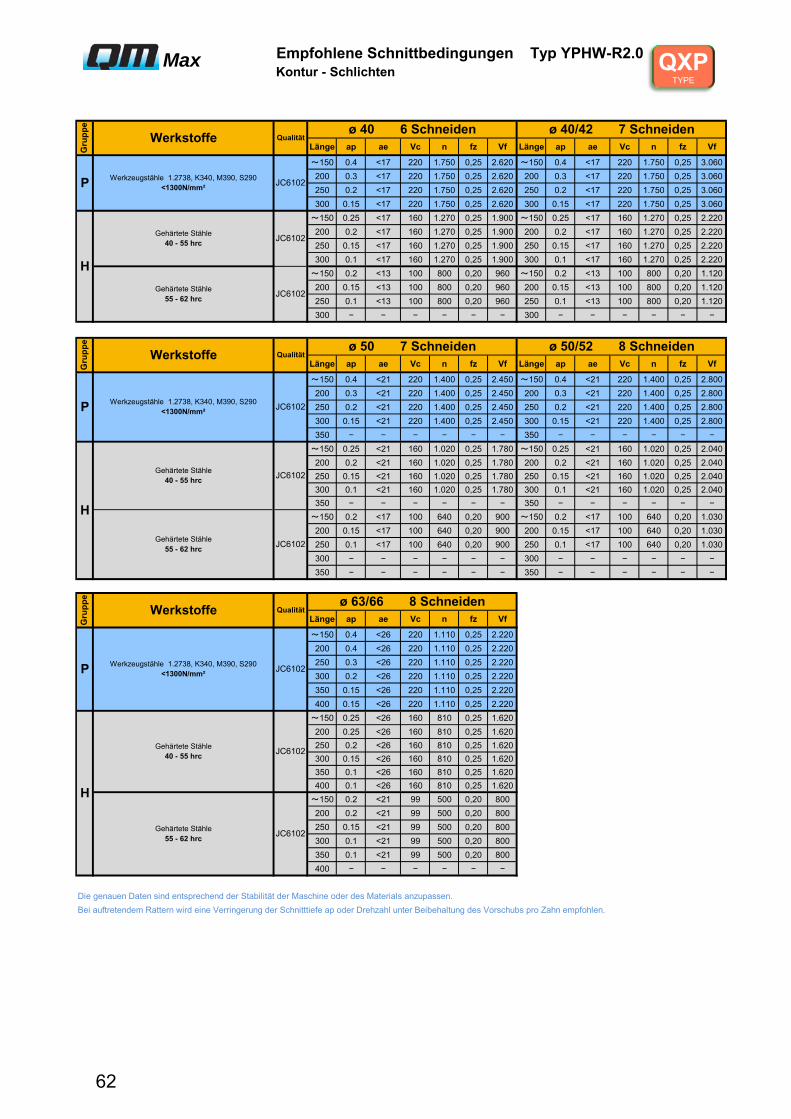
Länge ap ae Vc n fz Vf Länge ap ae Vc n fz Vf
~150 0.4 <17 220 1.750 0,25 2.620 ~150 0.4 <17 220 1.750 0,25 3.060
200 0.3 <17 220 1.750 0,25 2.620 200 0.3 <17 220 1.750 0,25 3.060
250 0.2 <17 220 1.750 0,25 2.620 250 0.2 <17 220 1.750 0,25 3.060
300 0.15 <17 220 1.750 0,25 2.620 300 0.15 <17 220 1.750 0,25 3.060
~150 0.25 <17 160 1.270 0,25 1.900 ~150 0.25 <17 160 1.270 0,25 2.220
200 0.2 <17 160 1.270 0,25 1.900 200 0.2 <17 160 1.270 0,25 2.220
250 0.15 <17 160 1.270 0,25 1.900 250 0.15 <17 160 1.270 0,25 2.220
300 0.1 <17 160 1.270 0,25 1.900 300 0.1 <17 160 1.270 0,25 2.220
~150 0.2 <13 100 800 0,20 960 ~150 0.2 <13 100 800 0,20 1.120
200 0.15 <13 100 800 0,20 960 200 0.15 <13 100 800 0,20 1.120
250 0.1 <13 100 800 0,20 960 250 0.1 <13 100 800 0,20 1.120
300 − − − − − − 300 − − − − − −
Länge ap ae Vc n fz Vf Länge ap ae Vc n fz Vf
~150 0.4 <21 220 1.400 0,25 2.450 ~150 0.4 <21 220 1.400 0,25 2.800
200 0.3 <21 220 1.400 0,25 2.450 200 0.3 <21 220 1.400 0,25 2.800
250 0.2 <21 220 1.400 0,25 2.450 250 0.2 <21 220 1.400 0,25 2.800
300 0.15 <21 220 1.400 0,25 2.450 300 0.15 <21 220 1.400 0,25 2.800
350 − − − − − − 350 − − − − − −
~150 0.25 <21 160 1.020 0,25 1.780 ~150 0.25 <21 160 1.020 0,25 2.040
200 0.2 <21 160 1.020 0,25 1.780 200 0.2 <21 160 1.020 0,25 2.040
250 0.15 <21 160 1.020 0,25 1.780 250 0.15 <21 160 1.020 0,25 2.040
300 0.1 <21 160 1.020 0,25 1.780 300 0.1 <21 160 1.020 0,25 2.040
350 − − − − − − 350 − − − − − −
~150 0.2 <17 100 640 0,20 900 ~150 0.2 <17 100 640 0,20 1.030
200 0.15 <17 100 640 0,20 900 200 0.15 <17 100 640 0,20 1.030
250 0.1 <17 100 640 0,20 900 250 0.1 <17 100 640 0,20 1.030
300 − − − − − − 300 − − − − − −
350 − − − − − − 350 − − − − − −
Länge ap ae Vc n fz Vf
~150 0.4 <26 220 1.110 0,25 2.220
200 0.4 <26 220 1.110 0,25 2.220
250 0.3 <26 220 1.110 0,25 2.220
300 0.2 <26 220 1.110 0,25 2.220
350 0.15 <26 220 1.110 0,25 2.220
400 0.15 <26 220 1.110 0,25 2.220
~150 0.25 <26 160 810 0,25 1.620
200 0.25 <26 160 810 0,25 1.620
250 0.2 <26 160 810 0,25 1.620
300 0.15 <26 160 810 0,25 1.620
350 0.1 <26 160 810 0,25 1.620
400 0.1 <26 160 810 0,25 1.620
~150 0.2 <21 99 500 0,20 800
200 0.2 <21 99 500 0,20 800
250 0.15 <21 99 500 0,20 800
300 0.1 <21 99 500 0,20 800
350 0.1 <21 99 500 0,20 800
400 − − − − − −
ø 40 6 Schneiden ø 40/42 7 Schneiden
Max Empfohlene Schnittbedingungen Typ YPHW-R2.0Kontur - Schlichten
P Werkzeugstähle 1.2738, K340, M390, S290 <1300N/mm²
JC6102
Gru
pp
e
Werkstoffe Qualität
H
Gehärtete Stähle 40 - 55 hrc
JC6102
Gehärtete Stähle 55 - 62 hrc
JC6102
Die genauen Daten sind entsprechend der Stabilität der Maschine oder des Materials anzupassen.
Bei auftretendem Rattern wird eine Verringerung der Schnitttiefe ap oder Drehzahl unter Beibehaltung des Vorschubs pro Zahn empfohlen.
Gru
pp
e
Werkstoffe Qualitätø 50 7 Schneiden ø 50/52 8 Schneiden
P Werkzeugstähle 1.2738, K340, M390, S290 <1300N/mm²
JC6102
H
Gehärtete Stähle 40 - 55 hrc
JC6102
Gehärtete Stähle 55 - 62 hrc
JC6102
Gru
pp
e
Werkstoffe Qualitätø 63/66 8 Schneiden
P Werkzeugstähle 1.2738, K340, M390, S290 <1300N/mm²
JC6102
H
Gehärtete Stähle 40 - 55 hrc
JC6102
Gehärtete Stähle 55 - 62 hrc
JC6102
QXPTYPE
62

reich advanced technology tools2
REICHTOOLFINDER
WERKZEUGE FINDEN, EINFACH WIE NOCH NIE!
IHRE VORTEILEIM ÜBERBLICK• Bequeme und schnelle Erstellung von Werkzeuglisten
• Werkzeuge einfach online bestellen
• Speichern der Werkzeugliste im persönlichen Kundenkonto
• Nutzbar am Tablet oder Smartphone
• PDF-Export Ihrer Werzeuglisten
NEUEVERSION!
JETZT MIT
NOCH MEHR
PRODUKTEN
www.reich-toolfinder.at
INKLUSIVE SCHNITTDATENRECHNER!
Jetzt anmelden unter:
Toolfinder V2.0.1
QUALITÄT UND PRÄZISION – SEIT 30 JAHREN!
Die reich Präzisionswerkzeuge Vertriebsgesellschaft.m.b.H. steht für Tradition und Innovation. Und das, nun schon seit 30 Jahren.Seit 1985 dreht sich in Schlüsslberg, mitten im Herzen Ober-österreichs, alles um hochwertige Präzisionswerkzeuge. Heutesind wir regional verankert und national und international erfolg-reich. Machen Sie sich ein Bild von reich-online und lernen Sie uns auch persönlich kennen!
Wir freuen uns auf Sie!
www.reich.at
reich advanced technology tools2
63

2
reich Präzisions-Werkzeuge Vertriebsgesellschaft.m.b.H
Bäckergasse 5, 4707 SchlüsslbergTel +43 7248 68 537 Fax +43 7248 64 285E-Mail [email protected] Web www.reich.at
Irrtümer bleiben vorbehaltenReich ATT_NS Katalog_0813_1.0
reich Präzisions-Werkzeuge Vertriebsgesellschaft.m.b.H
Bäckergasse 5, 4707 SchlüsslbergTel +43 7248 68 537 Fax +43 7248 64 285E-Mail [email protected] Web www.reich.at
reich Präzisions-Werkzeuge Vertriebsgesellschaft.m.b.H
Bäckergasse 5, 4707 SchlüsslbergTel +43 7248 68 537 Fax +43 7248 64 285E-Mail [email protected] Web www.reich.at
Ihre Werkzeuge ganz einfach online finden und bestellen!
Mehr dazu auf der letzten Seite!
www.reich-toolfinder.atJETZT NEU!
Irrtümer bleiben vorbehaltenReich ATT QM Serie 0316_DE_V3.0

![· play] c (cocoar2] o -12—1 . dijet. a-22—Ä iffiy--eÄ!! dijet winter campaign 2020 02 . b2—Ä sigma drill-hard dhs/dhly„ new dhs / 03 dijet winter campaign 2020 . tezdy](https://img.pdfslide.net/doc/110x75/5ec50c5eab38615a6e3feada/play-c-cocoar2-o-12a1-dijet-a-22a-iffiy-e-dijet-winter-campaign.jpg)