Embed Size (px)
DESCRIPTION
****
Citation preview

EXTENCION CIBAO
ESCUELA DE GRADUADOS
MAESTRÍA EN GERENCIA Y PRODUCTIVIDAD
Gerencia de Calidad y Procesos
Proyecto de mejora de calidad “Reducción de reproceso de Salchichas”
Maestrantes
Ing. Miguel Adelso Grullón 2014-0982
Ing. Emely C. Reyes 2014-1090
Lic. Jenny Urban 2014-1252
FACILITADORA
Julia Pérez
Marzo, 2015

Introducción
Six sigma es una herramienta de medición de defectos y mejora de la calidad
fue diseñada para hacer que las empresas sean tan exitosas como sea
posible. Su objetivo primordial: proporcionar procesos de clase mundial,
confiables y con valor para el cliente.
Seis Sigma proporciona un método para administrar las variaciones de proceso
que causan defectos definidos como desviaciones inaceptables del objetivo o
media y sistemáticamente trabajan hacia el manejo de las variaciones para
eliminar esos defectos. El objetivo primordial de Seis Sigma es proporcionar
procesos de clase mundial, confiables y con valor para el cliente final.

1. Perfil de la Empresa
Alimentos Corte Real
Alimentos Corte Real es una empresa fabricante de productos congelados que
cuenta con cuatro divisiones de productos: carnes frías, quesos, yogurts y
comidas preparadas, es el mayor productor y distribuidor de alimentos refrigerados
y congelados
Comenzó sus operaciones en Republica Dominicana en el año 2003 con la
adquisición de productos Imperial, carnes frías en Santiago y posteriormente con
productos El corral, Lácteos en Puerto Plata. En la actualidad ejerce sus
operaciones en el país con estas dos plantas y con centros de distribución en
Santo Domingo, Barahona y La Romana.
2. Datos estratégicos y organizativos
Misión
Lograr tu preferencia por nuestras marcas con los mejores alimentos.
Visión
Ser la empresa líder de alimentos refrigerados en los mercados de México,
Centroamérica, El Caribe e Hispano de Estados Unidos de América.
Valores
Respeto y Empatía. Fomentamos la diversidad, así como el desarrollo y calidad
de vida de nuestra gente. Nos ponemos en el lugar del otro para entender y servir
mejor.

Innovación y Espíritu Emprendedor. Promovemos y reconocemos la innovación
y el desarrollo de nuevas oportunidades y negocios.
Pasión por el Consumidor. Nos entusiasmamos por superar sus expectativas y
nos anticipamos a sus necesidades.
Compromiso por los Resultados. Somos responsables del desempeño de la
compañía, mejorando continuamente.
Integridad. Nos comportamos éticamente y con profunda responsabilidad social.
Objetivos
Introducirse en el mercado de alimentos de la República Dominicana.
Entrar directamente al competitivo mercado de los embutidos.
Estrategias
Aumentar el volumen de ventas
Ganar mercado en la industria Cárnica de Republica Dominicana.
Aspectos mercadológicos:
Productos
Ahumados (Cortes de Cerdo, Pollo y Pavo)
Salamis
Jamones Cocidos
Salchichas
Quesos (Frescos y curados)
Mantequilla
Yogurt

REDUCCIÓN DE REPROCESO DE SALCHICHAS (DMAIC)
Definir: El alcance del proyecto abarca el proceso de elaboración de Salchichas
tipo Hot Dog, se busca reducir el reproceso de salchichas de 0.90% (Promedio
del último año) a un 0.65% (objetivo).
Las salchichas se encuadran dentro del grupo de productos cárnicos tratados por
calor, que se definen como productos cárnicos picados, fabricados con carne y
grasa, embutidos en tripa natural o artificial, que se puede conservar o eliminar
tras la cocción, y cuyo calibre máximo es de 45 mm de diámetro.
Según las normas Normas ISO 9000 un reproceso es una acción tomada sobre
un producto no conforme para que cumpla con los requisitos, en nuestro caso
cuando las salchichas tienen algún defecto estético (no conformidad) se clasifica y
retorna al proceso.
Decidimos tomar el proceso de elaboración de salchichas como objeto de
aplicación de mejora, ya que vimos la oportunidad de disminuir el costo por
reproceso.
La métrica del proyecto fue porcentaje de reproceso por clasificación de defectos
más incidentes: Salchichas largas y Salchichas rotas.

Diagrama de Flujo de Proceso

Descripción del diagrama de flujo de proceso:
Pesada Seca: se pesa la formulación de aditivos, condimentos conservantes,
colorantes, sales y proteínas.
Pesada Cárnica: se pesa la formulación cárnica, se coloca en contenedores de
acero inoxidable.
Emulsificado: El proceso comienza con el picado: máquinas (cutter) que van
cortando y picando los ingredientes hasta obtener una masa compacta y suave de
granulación fina. A esta masa se le añade agua o hielo y los ingredientes secos
para favorecer la fijación de agua y la estabilidad de la masa.
Embutido: la pasta se coloca en la tolva de la embutidora que alimenta la
formadora de salchichas, en esta última se carga con los sticks de tripas y se
procede con el llenado de las tripas.
Cocción: las piezas embutidas se cuelgan en carritos de acero inoxidable y se
introducen en hornos para su posterior cocción, cuando el producto alcanza una
temperatura de 77o C se retira.
Enfriado en Duchas: el producto que sale de hornos recibe un choque térmico,
con el objetivo de bajar bruscamente la temperatura y evitar contaminación por
M.O.
Enfriado en Cuartos fríos: luego del choque térmico se continúa el enfriado en
cámaras de refrigeración hasta alcanzar los 4º C de temperatura interna.
Pelado: en este proceso se retira la tripa de celulosa en la maquina peladora, para
su posterior empaque.

Empaque: las salchichas peladas se empacan al vacio en sus diferentes
presentaciones.
Encanastado: los paquetes a su vez se colocan en canastas plásticas para
facilitar el transporte.
Situación Actual: “Diagnóstico De Los Procesos Afectados”
Embutido: En el proceso de embutido se observó que al terminarse de embutir el
stick de tripa, las últimas salchichas pierden vueltas debido a la manipulación del
operador para amarrar las puntas y las colas.
Cocción: Durante el cocimiento, se observo que las salchichas de los extremos
pierden las vueltas dando como resultado salchichas largas
Enfriado: Pudimos ver que no se estaba cumpliendo con las temperaturas y
tiempo de enfriado establecidos en el procedimiento de operación, debido al
aumento en los pedidos de los últimos cinco meses. El tiempo de enfriado influye
directamente en el pelado, evaluaremos la hipótesis de que a mayor tiempo de
enfriado tendremos mejor textura y menos salchichas rotas en el pelado.
Pelado: En el proceso de pelado observamos que es donde se genera el mayor
volumen de reproceso (por salchichas rotas).En la maquina peladora cuando una
salchicha se atasca en la salida provoca que las demás se rompan o se rasguen.
Empaque: No se clasifica correctamente el reproceso, se dejan juntas las
salchichas rotas, largas, rasgadas etc. Como consecuencia se emite el reporte de
reproceso con datos confusos y no reales, para poder controlar un defecto en
específico debemos tener mediciones de cada uno por separado.

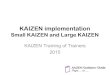
Situación actual del reproceso de salchichas
Como podemos observar en la grafica el porcentaje de reproceso por mes tuvo un
pico en enero, esta deviación es del más del doble del objetivo. Se decide
investigar las causas que generan este elevado volumen de reproceso.

edir: El objetivo de esta etapa es medir el desempeño actual del
proceso que se busca mejorar. Se diseña el plan de recolección de
datos y se identifican las fuentes de los mismos, se lleva a cabo la
recolección de las distintas fuentes. Por último, se comparan los resultados
actuales con la meta propuesta para determinar la magnitud de la mejora
requerida.
M
Mediciones en línea de producción de Embutido de Salchichas
Los datos obtenidos de la medición
en el embutido están dentro de los
estándares establecidos en el
procedimiento de operación, sin
embargo pudimos notar
oportunidad de mejora en la
manipulación del operador al
ejercer la acción de amarrar los
PARAMETROS STD
Diámetro (mm) 24-25
Peso (lbs) 0.49 – 0.52
Longitud (cm) 16.5 – 17.7
Diámetro (mm) Masa (lbs) Longitud (cm)
24 0.52 17.00
24.5 0.52 17.50
24 0.50 17.60
25 0.52 17.50
24 0.52 17.00
24 0.50 17.00
24 0.52 17.50
24 0.52 17.30
25 0.52 17.50
24.5 0.52 17.00

extremos del stick de tripa, el operador debe amarrar dando unas vueltas en
sentido contrario al torcido de la maquina.

Enfriado
Temp. Salida
de Horno
Tiempo
Ducha
Temp. Superficie
Salida de Ducha
Tiempo en
Cuarto Frio
Temp. Interna
de Pelado
77 1 hr 45 min 8 2 hr 7
78 1 hr 45 min 7 5 hr 6.5
76 1 hr 45 min 8 2.5 hr 7
77 1 hr 45 min 8 3 hr 7
77 1 hr 45 min 9 3 hr 6.5
77 1 hr 45 min 7 8 hr 5.5
76 1 hr 45 min 7 5 hr 5
78 1 hr 45 min 6 1.5 hr 6
77 1 hr 45 min 6 4 hr 5.5
77 1 hr 45 min 8 9 hr 6

Medición de reproceso de salchichas por clasificación de reproceso
nalizar: En esta etapa se lleva a cabo el análisis de la información
recolectada para determinar las causas raíz de los defectos y
oportunidades de mejora. Posteriormente se tamizan las oportunidades
de mejora, de acuerdo a su importancia se identifican y validan sus causas de
variación. Para analizar los laos del diagnostico se realizaron varias pruebas para
validar la causa del defecto.
A
Marca A Marca B

Se Realizó una prueba para validar que el tiempo de enfriado influye en el pelado,
evaluaremos la hipótesis de que a mayor tiempo de enfriado mejor textura del
producto y menos salchichas rotas en el pelado el ensayo consistió en enfriar las
salchichas por 12 horas de enfriado, con el objetivo de bajar la temperatura Interna
a 4º C para facilitar el pelado.
Resultados de pelado de salchichas con 12 horas de enfriado en cuarto frio.
mprove (Mejorar): en la etapa de Mejorar, el equipo de trabajo desarrolla,
implementa y valida alternativas de mejora que rectifican el proceso. Esto
consiste en hacer una lluvia de ideas para generar alternativas de mejora,
probar las soluciones propuestas usando corridas piloto y validando la mejora.
I
Reproceso Total: 0.66%

Por medio de la recopilación y análisis de los datos del nuevo proceso, el
equipo puede demostrar la validez de las mejoras. Esta etapa entrega
soluciones al problema y validación de las soluciones así como planes de
implementación y comunicación.
Mejoras a Implementar
Área de
Oportunida
d
Mejoras a Implementar Responsables
Embutido
Entrenamiento de embutido al operador
con énfasis en el amarado de los
extremos.
Coord. De Producción
Enfriado
Verificar el cumplimiento de los
parámetros establecidos para la
temperatura de pelado de las
salchichas.
Coord. Aseg. De la
Calidad
Pelado
Empaque
Capacitar sobre la manipulación del pelado y empaque.
Colocar guía a la salida de la peladora para evitar obstrucción y rotura de las salchichas.
Colocar Mesa de trabajo más larga para evitar acumulación de Salchichas.
Clasificar correctamente el Reproceso.
Coord. Aseg. De la Calidad
Coord. De Producción
Coord. De Mantenimiento
Coord. Control de Piso
ontrol: La etapa de Control institucionaliza las mejoras del proceso y
el producto y, monitorea el desempeño actual a fin de obtener las
ganancias logradas en la etapa de Mejorar. Durante esta etapa el
equipo de trabajo desarrolla una estrategia de control basada en los resultados
de las cuatro etapas previas, un plan de control que incorpora los cambios en
C

el proceso cronológicamente y un enunciado de calidad de desempeño
actualizado y un plan de entrenamiento para documentar los cambios y
mejoras. En este proyecto no desarrolláremos la etapa de control.

Conclusión y Análisis
Al final de la investigación queda al evidenciado la importancia e medir y
analizar procesos con herramientas de mejora ya comprobadas a través de los
años. En el trayecto de proceso evaluado encontramos fallas inherentes en
proceso de elaboración de Salchichas sobre las cuales pudimos dar nuestra
propuesta de mejora a la empresa.
La herramienta de mejora DMAIC utilizada en este proyecto “Reducción de
reproceso en salchichas” nos ha proporcionado nuevos conocimientos técnicos
que podemos ir desarrollando para enfocarnos en mejorar otros procesos.