-
ERPTACH_n____|-||________________O
P321Z>='
9_gags'-gsagseasas;-.as
-
TABLE I9.|
Sectio
General Characteristics of Forming and Shaping Processes for
Plastics andComposite Materials
Process CharacteristicsExtrusion
Injection molding
Structural foam molding
Blow molding
Rotational molding
Thermoforming
Compression molding
Transfer molding
Casting
Processing of composite materials
Continuous, uniformly solid or hollow, and complexcross
sections; high production rates; relatively lowtooling costs; wide
tolerancesComplex shapes of various sizes; thin walls; very
highproduction rates; costly tooling; good dimensionalaccuracyLarge
parts with high stiffness-to-weight ratio; lessexpensive tooling
than in injection molding; lowproduction ratesHollow, thin-walled
parts and bottles of various sizes;high production rates;
relatively low tooling costsLarge, hollow items of relatively
simple shape; relativelylow tooling costs; relatively low
production ratesShallow or relatively deep cavities; low tooling
costs;medium production ratesParts similar to impression-die
forging; expensivetooling; medium production ratesMore complex
parts than compression molding;higher production rates; high
tooling costs; somescrap lossSimple or intricate shapes made with
rigid or flexiblelow-cost molds; low production ratesLong cycle
times; expensive operation; tooling costsdepend on process
require much less force and energy to process. Plastics in
general can be molded, cast,formed, and machined into complex
shapes in few operations, with relative ease, andat high production
rates (Table 19.1). They also can be joined by various
means(Section 32.6) and coated (generally for improved appearance)
by various techniques(described in Chapter 34). Plastics are shaped
into discrete products or as sheets,plates, rods, and tubing that
may then be formed by secondary processes into a vari-ety of
discrete products. The types and properties of polymers and the
shape andcomplexity of components that can be produced are
influenced greatly by theirmethod of manufacture and processing
parameters.
Plastics usually are shipped to manufacturing plants as pellets,
granules, orpowders and are melted (for thermoplastics) just before
the shaping process. Liquidplastics that cure into solid form are
used especially in the making of thermosetsand reinforced-plastic
parts. With increasing awareness of our environment, rawmaterials
also may consist of reground or chopped plastics obtained from
recyclingcenters. As expected, however, product quality is not as
high for such materials.
In this chapter, we follow the outline shown in Fig. 19.1, which
describes thebasic processes and economics of forming and shaping
plastics and reinforced plas-tics. We also describe processing
techniques for metal-matrix and ceramic-matrixcomposites, which
have become increasingly important in various applications
withcritical requirements. We begin with melt-processing techniques
(starting with ex-trusion) and continue on to molding
processes-both categories involving the appli-cation of external
pressure during processing.
n 19.1 Introduction 48
-
86 Chapter 19 Plastics and Composite Materials: Forming and
Shaping
Extruded products y _ Y _ Y , _ , , _
Sheet Thermoformings,_, ,_t,s,t _ tg ~ ` ' ~` " ` ~ " -TPE
Extrusion i i i i' ` i j - Blow molding Tube f ~ s
TP, TS, E injection ,s_ _ g gy i t f-c.tmQlcd"7Q, Blown Film ' "
' "` ' a' " '
Granu|eS, TP, Rotational i_ c o d f 1 .TF?'1'09TP, TS
isirtiihrai foam 'TQld?'79. TS TP, iiio6&ibki
-
Section 19.2 Extrusion
Barrel Barrel Wire filter Meltliner heater/cooler screen
thermocouple
Thermocouples
Throat Barrel Bleak fiff:;;m:m:: Ame'
Channel Feed sectior1'(l\/lelt section lVlelt-pumping section
ScrewGear reducer
box (3)
Pitchlj Barrelif llr'r rrrrl Fright
D =ee;;f;22fEs;er_rL22~;;;;;;;;r.;;2;;;,; `,'~
.";>fs;e2;&r,r if Barrellb)
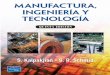
FIGURE I9.2 (a) Schematic illustration of a typical screw
extruder. (b) Geometry of anextruder screw. Complex shapes can be
extruded with relatively simple and inexpensive dies.
The lengths of these individual sections can be changed to
accommodate themelting characteristics of different types of
plastics. The molten plastic is forcedthrough a die in a process
similar to that of extruding metals. A metal-wire filterscreen
(Fig. 19.2a) usually is placed just before the die to filter out
unmelted or con-gealed resin. This screen also helps build up back
pressure in the barrel and is re-placed periodically. Between the
screen and the die is a breaker plate, which hasseveral small holes
in it and helps improve mixing of the polymer prior to its
enter-ing the die. The extruded product is then cooled, generally
by exposing it to blowingair or by passing it through a
water-filled channel (trough).
Controlling the rate and uniformity of cooling is important to
minimize prod-uct shrinkage and distortion. In addition to
single-screw extruders, other designs in-clude twin (two parallel
screws side by side) and multiple screws for polymers thatare
difficult to extrude (see also reciprocating screw, Section
193).
A typical helical screw is shown in Fig. 19.2b and indicates the
important pa-rameters that affect the mechanics of polymer
extrusion. At any point in time, themolten plastic is in the shape
of a helical ribbon with thickness H and width W, andis conveyed
towards the extruder outlet by the rotating screw flights. The
shape,pitch, and flight angle of the helical screw are important
parameters, as they affectthe flow of the polymer through the
extruder. The ratio of the barrel length, L, to itsdiameter, D, is
also important. The L/D ratio in typical commercial extruders
rangesfrom 5 to 30, and barrel diameters are generally in the range
from 25 to 200 mm.
487
-
Melt distribution
88 Chapter 19 Plastics and Composite Materials: Forming and
Shaping
Melt inlet
End latep Die b0ClY Melt-distribution
manifoldmanifold Die -|-hermocou, ple wellPreland bo" Die land
Fixed lipEnd Seal Adjustable lip
(2)
0 Eii ljDie Extruded
Shape product Die shape Extruded Die shape Extrudedproduct
product
(bl (C)
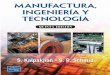
FIGURE l9.3 Common extrusion die geometries: (a) coat-hanger die
for extruding sheet;(b) round die for producing rods; and (c) and
(d) nonuniform recovery of the part after it exitsthe die. Source:
(a) Encyclopedia of Polymer Science and Engineering, 2nd ed.,
Copyright 1985. Reprinted by permission of John Wiley Sc Sons,
Inc.
Because it has a direct bearing on the quality of the product
extruded and onthe design of the extruder and the die, the
mechanics of this operation has been stud-ied extensively. Several
relationships have been established between the dimensionsshown in
Fig. 19.2b, the screw rotational speed, and the viscosity of the
polymer todescribe what are known as extruder characteristics and
die characteristics. Thesecharacteristics then determine such
quantities as the pressure and flow rate at anylocation during the
operation of the extruder. (Further details are beyond the scopeof
this book and are available in various references cited in the
bibliography at theend of this chapter.)
Because there is a continuous supply of raw material from the
hopper, longproducts (such as solid rods, sections, channels,
sheet, tubing, pipe, and architecturalcomponents) can be extruded
continuously. Complex shapes with constant cross sec-tion can be
extruded with relatively inexpensive tooling. Some common die
profilesare shown in Fig. 19.3b. Note that some of the profiles are
not intuitive, but this isattributable to the polymer usually
undergoing much greater and uneven shaperecovery than is
encountered in metal extrusion. Furthermore, since the polymer
willswell at the exit of the die, the openings shown in Fig.19.3b
are smaller than theextruded cross sections. After it has cooled,
the extruded product may subsequentlybe drawn (sized) by a puller
and coiled or cut into desired lengths.
The control of processing parameters such as extruder-screw
rotational speed,barrel-wall temperatures, die design, and rate of
cooling and drawing speeds areimportant in order to ensure product
integrity and uniform dimensional accuracy.Defects observed in
extruding plastics are similar to those observed in metal
extru-sion (described in Section 15 .5 ). Die shape is important,
as it can induce high stress-es in the product, causing it to
develop surface fractures (as also occur in metals).Other surface
defects are bambooing and slvarleskin effects-due to a
combinationof friction at the die-polymer interfaces, elastic
recovery, and nonuniform deforma-tion of the outer layers of the
product with respect to its bull< during extrusion.
-
Sec
Extruders generally are rated by the diameter, D, of the barrel
and the length-to~diameter (L/D) ratio of the barrel. Machinery
costs can be on the order of$300,000, including the cost for the
equipment for downstream cooling and wind-ing of the extruded
product.
I9.2.l Miscellaneous Extrusion ProcessesThere are several
variations of the basic extrusion process for producing a numberof
different products.
Plastic Tubes and Pipes. These are produced in an extruder with
a spider die, asshown in Fig. 19.421 (see also Fig. 15.8 for
details). Woven fiber or wire reinforce-ments also may be fed
through specially designed dies in this operation for the
pro-duction of reinforced hoses that need to withstand higher
pressures. The extrusionof tubes is also a necessary first step for
related processes, such as extrusion blowmolding and blown
film.
Breaker plate
Polymer meltExtruder barrel
Section A-AB Section f
Screen pack %Melt flow _, 5/ Q :'f Spider |995 (3)direction
V
Blegs (3)
|\/|and,e| Air channel
Air in
(8)
Extruder 1
.EE "
.zjgi
fi Plastic melt:X two or more layers Parison
'~ ~ Mandrel V \;
Extruder 2
(D)
FIGURE l9.4 Extrusion of tubes. (a) Extrusion using a spider die
(see also Fig. 15.8) andpressurized air. (b) Coextrusion for
producing a bottle.
tion 19.2 Extrusion 489
-
0 Chapter 19 Plastics and Composite Materials: Forming and
Shaping
Rigid Plastic Tubing. Extruded by a process in which the die is
rotated, rigid plas-tic tubing causes the polymer to be sheared and
biaxially oriented during extrusion.As a result, the tube has a
higher crushing strength and a higher strength-to-weightratio than
conventionally extruded tubes.
Coextrusion. Shown in Fig. 19.4b, coextrusion involves
simultaneous extrusion oftwo or more polymers through a single die.
The product cross section thus containsdifferent polymers-each with
its own characteristics and function. Coextrusioncommonly is
performed in shapes such as flat sheets, films, and tubes, and is
usedespecially in food packaging where different layers of polymers
have different func-tions, such as (a) providing inertness for
food, (b) serving as barriers to fluids such aswater or oil, and
(c) labeling of the product.
Plastic-coated Electrical Wire. Electrical wire, cable, and
strips also are extrudedand coated with plastic by this process.
The wire is fed into the die opening at a con-trolled rate with the
extruded plastic in order to produce a uniform coating.
Plastic-coated wire paper clips also are made by this process. To
ensure proper insulation,extruded electrical wires are checked
continuously for their resistance as they exitthe die; they also
are marked automatically with a roller to identify the specific
typeof wire.
Polymer Sheets and Films. These can be produced by using a
specially designedflat-extrusion die, such as that shown in Fig.
19.3a. Also known as the coat-/rangerdie, it is designed to
distribute the polymer melt evenly throughout the width. Thepolymer
is extruded by forcing it through the die, after which the extruded
sheet istaken up--first on water-cooled rolls and then by a pair of
rubber-covered pull-offrolls. Generally, polymer slieet is
considered to be thicker than 0.5 mm, and #lm isthinner than 0.5
mm.
Thin Polymer Films. Common plastic bags and other thin polymer
film productsare made from blown film, which in turn is made from a
thin-walled tube producedby an extruder (Fig. 19.5 ). In this
process, a tube is extruded continuously verticallyupward and then
expanded into a balloon shape by blowing air through the centerof
the extrusion die until the desired film thickness is reached.
Because of the molec-ular orientation of thermoplastics (Section
7.3), a frost line develops on the balloonand its transparency is
reduced.
The balloon usually is cooled by air from a cooling ring around
it, which canalso act as a barrier to further expansion of the
balloon, thus controlling its dimen-sions. The cooled bubble is
then slit lengthwise, becoming wrapping 191141, or it ispinched and
cut off, becoming a plastic bag. The width of the film produced
afterslitting can be on the order of 6 m or more.
The ratio of the blown diameter to the extruded tube diameter is
known as theblow ratio, which is about 3:1 in Fig. 19.5. Note that,
as described in Section 2.2.7,the polymer has to have a high
strain-rate sensitivity exponent, rn, to successfully beblown by
this process without tearing.
Plastic Films. Plastic films, especially polytetrafluoroethylene
(PTFE, trade name:Teflon), can be produced by shaving the
circumference of a solid, round plastic bil-let with specially
designed knives in a manner similar to producing veneer from alarge
piece of round wood. The process is called skiving (see also
Section 24.4).
Pellets. Used as raw material for other plastic-processing
methods described inthis chapter, pellets also are made by
extrusion. A small-diameter, solid rod isextruded continuously and
then chopped into short lengths (pellets). With some
-
Pinch rolls\@@l .U
WinC|'UD 0 0 Guide rollsO Q
I 0
Blowntube
Mandrel `Extruder
"
DieII' I
iAir
(H) (0)
Section 19.2 Extrusion 49|
FIGURE l9.5 (a) Schematic illustration of the production of thin
film and plastic bags fromtube-first produced by an extruder and
then blown by air. (b) A blown-film operation. Thisprocess is well
developed, producing inexpensive and very large quantities of
plastic film andshopping bags. Source: (b) Courtesy of Wind Moeller
86 Hoelscher Corp.
modifications, extruders also can be used as simple melters for
other shapingprocesses, such as injection molding and blow
molding.
EXAMPLE |9.l Blown Film
Assume that a typical plastic shopping bag made byblown film has
a lateral dimension (width) of 400 mm.(a) What should be the
extrusion-die diameter?(b) These bags are relatively strong in use.
How is thisstrength achieved?
Solution
a. The perimeter of the flat bag is (2)(400) =800 mm. Since the
original cross section of thefilm is round, the blown diameter
should be11D = 800, thus D = 255 mm. Recall that inthis process a
tube is expanded from 1.5 to
2.5 times the extrusion-die diameter. Taking themaximum value of
2.5, we calculate the diediameter as 255/2.5 = 100 mm.Note in Fig.
19.5a that, after extrusion, the bal-loon is being pulled upward by
the pinch rolls.Thus, in addition to diametral stretching andthe
attendant molecular orientation, the film isstretched and oriented
in the longitudinal direc-tion. The resulting biaxial orientation
of thepolymer molecules significantly improves thestrength and
toughness of the plastic bag.
l9.2.2 Production of Polymer Reinforcing Fibers
Polymer fibers have numerous important applications. In addition
to their use asreinforcement in composite materials, these fibers
are used in a wide variety ofconsumer and industrial products,
including clothing, carpeting, fabrics, rope, andpackaging.
-
492 Chapter 19 Plastics and Composite Materials: Forming and
Shaping
V.; powmer Most synthetic fibers used in reinforced plastics
are~ _~ Chi 5 ol mers that are extruded throu h the tin holes of a
device
p "t P iy bl if 11 Zi f ,M cal ed a spinneret (resem ing a s
ower ea ) to orm contin-`~ Feed M uous filaments of semisolid
polymer. The extruder forces the\ hopper spinneret polymer through
the spinneret, which may have from onei to several hundred holes.
If the polymers are thermoplas-
ies, iii tics, they first are melted in the extruder, as
described in&Hh?;'*~~* s 19 2 Th 1 1 b f d,`,,_`*m_m,;g ~
ection _ _ ermosetting po ymers a so can e orme Cold air into
fibers by first dissolving or chemically treating them so\ _ yy"
that they can be extruded. These operations are performed at
Melter/extruder high production rates and with very high
reliability.|\/lelt As the filaments emerge from the holes in the
spinneret,
fy, SP'V"'"VQ M the liquid polymer is first converted to a
rubbery state andV//wwf, W//f/Q _
i ~i then solidified. This process of extrusion and
solidification of Bobbin continuous filaments is called spinning.
The term spinning also is used for the production of natural
textiles (such as
~i-~~~ cotton or wool), where short pieces of fiber are twisted
intoSt t h_ I yarn. There are four methods of spinning fibers:
melt, wet,
re C mg dry, and gel spinning.5 Twisting and Winding I. In melt
spinning (shown in Fig. 19.6), the polymer is
:V melted for extrusion through the spinneret and then
FIGURE l9.6 The melt-spinning process for producingpolymer
fibers. The fibers are used in a variety of appli-cations,
including fabrics and as reinforcements forcomposite materials. In
the stretching box the right rollrotates faster than the left
roll.
2.
3.
4.
solidified directly by cooling. A typical spinneret forthis
operation has about 50 holes around 0.25 mm indiameter and is about
5 mm thick. The fibers thatemerge from the spinneret are cooled by
forced-air con-vection and are simultaneously pulled, so that
theirfinal diameter becomes much smaller than the spin-neret
opening. Polymers (such as nylon, olefin, poly-ester, and PVC) are
produced in this matter. Because ofthe important applications of
nylon and polyesterfibers, melt spinning is the most important
fiber-manu-facturing process.
Melt-spun fibers also can be extruded from the spinneret in
various othercross sections, such as trilobal (a triangle with
curved sides), pentagonal,octagonai, and hollow shapes. Hollow
fibers trap air and thus provide addi-tional thermal insulation,
while other cross sections have specific applications.
Wet spinning is the oldest process for fiber production and is
used for polymersthat have been dissolved in a solvent. The
spinnerets are submerged in a chemi-cal bath. As the filaments
emerge, they precipitate in the bath, producing a fiberthat is then
wound onto a bobbin. The term wet spinning refers to the use ofa
precipitating liquid bath, resulting in wet fibers that require
drying before theycan be used. Acrylic, rayon, and aramid fibers
can be produced by this process.
Dry spinning is used for thermosets carried by a solvent.
However, instead ofprecipitating the polymer by dilution as in wet
spinning, solidification isachieved by evaporating the solvent in a
stream of air or inert gas. The fila-ments do not come in contact
with a precipitating liquid, thus eliminating theneed for drying.
Dry spinning may be used for the production of acetate,
triac-etate, polyether-based elastane, and acrylic fibers.
Gel spinning is a special process used to obtain high strength
or special fiberproperties. The polymer is not melted completely or
dissolved in liquid, butthe molecules are bound together at various
points in liquid-crystal form. Thisoperation produces strong
interchained forces in the resulting filaments
-
Section 19.
that can significantly increase the tensile strength of the
fibers. In addition, theliquid crystals are aligned along the fiber
axis by the strain encountered duringextrusion. The filaments
emerge from the spinneret with an unusually high de-gree of
orientation relative to each other-further enhancing their
strength.This process also is called dry-ir/et spinning, because
the filaments first passthrough air and then are cooled further in
a liquid bath. Some high-strengthpolyethylene and aramid fibers are
produced by gel spinning.
A necessary step in the production of most fibers is the
application of signifi-cant stretching to induce orientation of the
polymer molecules in the fiber direction.This orientation is the
main reason for the high strength of the fibers, comparedwith the
polymer in bulk form. The stretching can be done While the polymer
is stillpliable-just after extrusion from the spinneret-or it can
be performed as a cold-drawing operation. The strain induced can be
as high as 800%.
Graphite fibers are produced from different polymer fibers by
pyrolysis. In thisoperation, controlled heat in the range from 1500
to 3000C is applied to the poly-mer fiber (typically
polyacrylonitrile, PAN) to drive off all elements except the
car-bon. The fiber is under tension in order to develop a high
degree of orientation in theresulting fiber structure. (See also
Section 9.2.1 on the properties of graphite fibersand other
details.)
l9.3 Injection Molding
Injection molding is similar to hot-chamber die casting (Fig.
19.7, see alsoSection 11.3.5 ). The pellets or granules are fed
into the heated cylinder, and the melt
Powder Hopperpenets Heatingzones Nozzle Mold
\ /1Vent
Piston(ram) \P
ressCooiing ping (C|amp) a"e'>g,;1;;;,;Q Torpedo /force
(spreader) Sprue
Moldedpart Vent
(H)
Rotating and reciprocatingscrew
FIGURE I9.1 Schematic illustration of injection molding with (a)
a plunger and (b) a recipro-cating rotating screw.
3 Injection Molding 493
-
Chapter 19 Plastics and Composite Materials: Forming and
Shaping
1 1 Em '. iiss iffffssa ssa~s 'i' 4 a a };;V W_W_l,E ,ii,,
,,,,,, _,,;; ,i,, _ i
Rotating and if if ifreciprocating screw
1. Build up polymer in front of sprue bushing; 2. When the mold
is ready, the screw is pushedpressure pushes the screw backwards.
forward by a hydraulic cylinder, filling the sprueWhen sufficient
polymer has built up, bushing, sprue, and mold cavity with
polymer.rotation stops. The screw begins rotating again to build
up
more polymer.
1 _'__g,._ _ .g. ._ ,_za VV;_V7VVW` ___~_ ____ff.....ff f f M
__f.t
-
Section 19.3 Injection Molding
gi
(H) CT (D)
FIGURE l9.9 Typical products made by injection molding,
including examples of insertmolding. Source: (a) Courtesy of
Plainfield Molding, Inc. (b) Courtesy of Rayco Mold andMfg.
LLC.
Gate Cavity
Sprue
MainQ runner\ _ 1 Part Gate
" lii \ .rf z _ ;;;. if
,~, LM
Cold slug well lc 5223?\ Cavity Main Sprue Guide Branch Guide
pin
runner pin runner
(H) (D)
FIGURE l9.I0 Illustration of mold features for injection
molding. (a) Two-plate mold withimportant features identified. (b)
Schematic illustration of the features in a mold. Source:Courtesy
of Tooling Molds West, Inc.
dies), cores, cavities, cooling channels, inserts, knockout
pins, and ejectors. Thereare three basic types of molds:
I. Cold-runner, two-plate mold: This design is the simplest and
most common, asshown in Fig. 19.11a.
2. Cold-runner, three-plate mold (Fig. 19.11b): The runner
system is separatedfrom the part When the mold is opened.
-
6 Chapter 19 Plastics and Composite Materials: Forming and
Shaping
Spruebushing._+
StripperPlate Gate Plate Plate Plate Plate
(patS Sprue
prue Ejector bushing Ejector Pins 3 pins'r= Paris
Runner
(3) (U)
Hot plate;Runner stays molten Plate
Plate
bushing Eiff_+ T pinsParts
(C)
FIGURE l9.| I Types of molds used in injection molding: (a)
two-plate mold; (b) three-platemold; and (c) hot-runner mold.
3. Hot-runner mold (Fig. 19.11c), also called runnerless mold:
The molten plasticis kept hot in a heated runner plate.
In cold-runner molds, the solidified plastic remaining in the
channels connect-ing the mold cavity to the end of the barrel must
be removed, usually by trimming.Later, this scrap can be chopped
and recycled. In hot-runner molds (which are moreexpensive), there
are no gates, runners, or sprues attached to the molded part.
Cycletimes are shorter, because only the molded part must be cooled
and ejected.
Multicomponent injection molding (also called coinjection or
sandwichmolding) allows the forming of parts with a combination of
various colors andshapes. An example is the molding of automobile
rear-light covers made of differ-ent materials and colors, such as
red, amber, and white. Also, for some parts,printed film can be
placed in the mold cavity, so they need not be decorated orlabeled
after molding.
Insert molding involves metallic components (such as screws,
pins, and strips)that are placed in the mold cavity prior to
injection and then become an integral partof the molded product
(Fig. 19.9). The most common examples of such combina-tions are
hand tools, Where the handle is insert molded onto a metal
component.Other examples include electrical and automotive
components and faucet parts.
Overmolding. This is a process for making products (such as
hinge joints and ball-and-socket joints) in one operation and
without the need for postmolding assembly.Two different plastics
usually are used to ensure that no bonds will form betweenthe
molded halves of the joint, as otherwise motion would be
impeded.
-
Section 19 3 Injection Moldlng 7
In ice-cold molding, the same type of plastic is used to form
both componentsof the joint. The operation is carried out in a
standard injection-molding machineand in one cycle. A tvvo-cavity
mold is used with cooling inserts positioned in thearea of contact
between the first and the second molded component of the joint.
Inthis way, no bonds develop between the two pieces, and thus the
two componentshave free movements, as in a hinge or a sliding
mechanism.
Process Capabilities. Injection molding is a high-rate
production process and per-mits good dimensional control. Although
most parts generally weigh from 100 to600 g, they can be much
heavier, such as automotive-body panels and exterior com-ponents.
Typical cycle times range from 5 to 60 seconds, although they can
be sever-al minutes for thermosetting materials.
Injection molding is a versatile process capable of producing
complex shapeswith good dimensional accuracy. As in other forming
processes, mold design and thecontrol of material flow in the die
cavities are important factors in the quality of theproduct and
thus in avoiding defects. Because of the basic similarities to
metal cast-ing regarding material flow and heat transfer, defects
observed in injection moldingare somewhat of the same nature, as
outlined next.
For example, in Fig. 10.13g, the molten metal flows in from two
opposite run-ners and then meets in the middle of the mold cavity.
Thus, a cold shut in cast-ing is equivalent to weld lines in
injection molding.
If the runner cross sections are too small, the polymer may
solidify prematurely,thus preventing full filling of the mold
cavity. Solidification of the outer layers inthick sections can
cause porosity or 1/oids due to shrinkage, as in the metal
partsshown in Fig. 12.2.
If for some reason the dies do not close completely or due to
die wear, a flashwill form in a manner similar to flash formation
in impression-die forging (seeFigs. 14.5 and 19.17c).
A defect known as sink marks (or pull-in) similar to that shown
in Fig. 19.31calso is observed in injection-molded parts.
Methods of avoiding defects consist of the proper control of
temperatures, pres-sures, and mold design modifications using
simulation software.
Much progress has been made in the analysis and design of molds
and materialflow in injection molding. Modeling techniques and
simulation software have beendeveloped for studying optimum gating
systems, mold filling, mold cooling, and partdistortion. Software
programs now are available to expedite the design process
formolding parts with good dimensions and characteristics. The
programs take intoaccount such factors as injection pressure,
temperature, heat transfer, and the condi-tion of the resin.
Machines. Injection-molding machines are usually horizontal
(Fig. 19.12).Vertical machines are used for making small,
close-tolerance parts and for insertmolding. The clamping force on
the dies generally is supplied by hydraulic means,although
electrical means (which weigh less and are quieter than hydraulic
machines)also are used. Modern machines are equipped with
microprocessors in a controlpanel and monitor all aspects of the
operation.
Injection-molding machines are rated according to the capacity
of the moldand the clamping force. In most machines, this force
ranges from 0.9 to 2.2 MN.The largest machine in operation has a
capacity of 45 MN, and it can produce partsweighing 25 kg. The cost
of a 1-MN machine ranges from about $60,000 to about$90,000 and of
a 2.7-MN machine from about $85,000 to about $140,000. Die
-
498 Chapter 19 Plastics and Composite Materials: Forming and
Shaping
Mold Ejector Moving StationaryClamp pins die die Barrel Hopper
Motor
I I I I I
FIGURE I9.I2 A 2.2-MN injection-molding machine. The tonnage is
the force applied tokeep the dies closed during the injection of
molten plastic into the mold cavities and hold itthere until the
parts are cool and stiff enough to be removed from the die.Source:
Courtesy of Cincinnati Milacron, Plastics Machinery Division.
costs typically range from $20,000 to $200,000. Consequently,
high-volume pro-duction is essential to justify such high
expenditure.
The molds generally are made of tool steels, beryllium-copper,
or aluminum.They may have multiple cavities, so that more than one
part can be made in onecycle (see also Fig. 11.21). Mold costs can
be on the order of $100,000 for largeones. Mold life may be on the
order of 2 million cycles for steel molds, but it can beabout only
10,000 cycles for aluminum molds.
EXAMPLE l9.2 Force Required in Injection Molding
A 2.2-MNn injection-molding machine is to be usedto make spur
gears 110 mm in diameter and 2.5 mmthick. The gears have a
fine-tooth profile. How manygears can be injection molded in one
set of molds?Does the thickness of the gears influence your
an-swer?
Solution Because of the fine detail involved (finegear teeth),
lets assume that the pressures requiredin the mold cavity will be
on the order of 100 MPa.
7r(110)2/4 = 950Omm2. If we assume that the part-ing plane of
the two halves of the mold is inthe middle of the gear, the force
required is(9S00)(100) = 0.95 MN.
Since the capacity of the machine is 2.2 MN, wehave 22 MN of
clamping force available. Hence, themold can accommodate two
cavities and produce twogears per cycle. Because it does not
influence the cross-sectional area of the gear, the thickness of
the geardoes not directly influence the pressures involved and
The cross-sectional (projected) area of the gear is thus does
not change the answer. pql9.3.l Reaction-injection Molding
In the reaction-injection molding (RIM) process, a monomer and
two or more reac-tive fluids are forced at high speed into a mixing
chamber at a pressure of 10 to20 MPa and then into the mold cavity
(Fig. 19.13). Chemical reactions take placerapidly in the mold, and
the polymer solidifies. Typical polymers are polyurethane,
-
Section 19 4 Blow Molding
Heat Wexchanger S tirrer
Displacement Heat cy||nders\.
exchanger ff l\/lOl`lOlT1l'2 - *fe fa Recirculation
Stirrer loopMonomer 1 MixingPump Gad
Reoi rculation iloop
FIGURE l9.l3 Schematic illustration of the reaction-injection
molding process. Typicalparts made are automotive-body panels,
water skis, and thermal insulation for refrigeratorsand
freezers.
nylon, and epoxy. Cycle times may range up to about 10 minutes,
depending on thematerials, part size, and shape.
Major applications of this process include automotive parts
(such as bumpersand fenders, steering wheels, and instrument
panels), thermal insulation for refriger-ators and freezers, water
skis, and stiffeners for structural components. Parts mademay range
up to about 50 kg. Reinforcing fibers (such as glass or graphite)
also maybe used to improve the products strength and stiffness.
Depending on the number ofparts to be made and the part quality
required, molds can be made of common ma-terials, such as steel or
aluminum.
|9.4 Blow Molding
Blow molding is a modified extrusion- and injection-molding
process. In extrusionblow molding, a tube or preform (usually
oriented so that it is vertical) is first ex-truded. lt is then
clamped into a mold with a cavity much larger than the tube
diam-eter and blown outward to fill the mold cavity (Fig. l9.14a).
Depending on thematerial, the blow ratio may be as high as 7:1.
Blowing usually is done with a hot-air blast at a pressure ranging
from 350 to 700 kPa. Drums with a volume as largeas 2000 liters can
be made by this process. Typical die materials are steel,
aluminum,and beryllium copper.
In some operations, the extrusion is continuous and the molds
move with thetubing. The molds close around the tubing, sealing off
one end, breaking the longtube into individual sections, and moving
away as air is injected into the tubularpiece. The part is then
cooled and ejected from the mold. Corrugated-plastic pipeand tubing
are made by continuous blow molding in which the pipe or tubing
isextruded horizontally and blown into moving molds.
In injection blow molding, a short tubular piece (parison) is
injection molded(Fig. 19.14b) into cool dies. (Parisons may be made
and stored for later use.) The
-
Extruder
Extruded =, .. Tailparison V H JAAA Kmfe Heating
mold my I V
0 0 1 . Blown bottle
Mold closedBlow pin and bottle blown
(3)
i* Blow pin-=. removed
Blow pin l,~,
'~1@
-
Section 19.5 Rotational Molding 50|
dies then open, and the parison is transferred to a blow-molding
die by an indexingmechanism (Fig. 19.14c). Hot air is injected into
the parison, expanding it to thewalls of the mold cavity. Typical
products made are plastic beverage bottles (typicallymade of
polyethylene or polyetheretherketone, PEEK) and small, hollow
containers.A related process is stretch blow molding, in which the
parison is expanded and elon-gated simultaneously, subjecting the
polymer to biaxial stretching and thus enhancingits properties.
Multilayer blow molding involves the use of coextruded tubes or
parisons andthus permits the production of a multilayer structure
(see Fig. 19.4b). A typical ex~ample of such a product is plastic
packaging for food and beverages, having suchcharacteristics as
odor and permeation barrier, taste and aroma protection,
scuffresistance, the capability of being printed, and the ability
to be filled with hot fluids.Other applications of this process are
for containers in the cosmetics and the phar-maceutical
industries.
l9.5 Rotational Molding
Most thermoplastics and some thermosets can be formed into
large, hollow partsby rotational molding. In this process, a
thin-walled metal mold is made in twopieces (split-female mold) and
is designed to be rotated about two perpendicularaxes (Fig. 19.15
). For each part cycle, a premeasured quantity of powdered
plasticmaterial is placed inside the warm mold. (The powder is
obtained from a polymer-ization process that precipitates a powder
from a liquid.) Then the mold is heated(usually in a large oven)
and is rotated continuously about the two principal axes.
This action tumbles the powder against the mold, where the heat
fuses thepowder without melting it. For thermosetting parts, a
chemical agent is added to thepowder; cross-linking occurs after
the part is formed in the mold. The machines arehighly automated,
with parts moved by an indexing mechanism similar to thatshown in
Fig. 19.14c.
A large variety of parts are made byrotational molding, such as
storage tanks ofvarious sizes, trash cans, boat hulls,
buckets,housings, large hollow toys, carrying cases,and footballs.
Various metallic or plastic in-serts or components also may be
molded inte-grally into the parts made by this process.
In addition to powders, liquid polymers(plastisols) can be used
in rotational molding-PVC plastisols being the most common
mate-rial. In this operation (called slush molding orslush
casting), the mold is heated and rotatedsimultaneously. Due to the
tumbling action,the polymer is forced against the inside walls
ofthe mold, where it melts and coats the moldwalls. The part is
cooled while it is still rotatingand removed by opening the mold.
Parts madeare typically thin-walled products, such asboots and
toys.
Process Capabilities. Rotational moldingcan produce parts with
complex, hollowshapes with wall thicknesses as small as
Pressurizing S?" gair inlet
L U 5 o 1| r% , veunte PressurizingPf"aFY flwd
Mold u Spindle5,!-...,.,,____
fl l l ll I, al ll ~ MlGLQ
QLDSecondary
axis
FIGURE l9.I5 The rotational molding (rotomolding or
rotocasting)process. Trash cans, buckets, and plastic footballs can
be made by thisprocess.
-
2 Chapter 19 Plastics and Composite Materials: Forming and
Shaping
0.4 mm. Parts as large as 1.8 m >< 1.8 m >< 3.6 m
with a volume as large as80,000 liters have been produced. The
outer surface finish of the part is a replica ofthe surface finish
of the inside mold walls. Cycle times are longer than in
othermolding processes. Quality-control considerations usually
involve accurate weightof the powder, proper rotational speed of
the mold, and temperature-time relation-ships during the oven
cycle.
l9.6 Thermoforming
Thermoforming is a process for forming thermoplastic sheets or
films over a moldthrough the application of heat and pressure (Fig.
19.16). In this process, a sheet is (a)clamped and heated to the
sag point (above the glass-transition temperature, Tg, of
thepolymer; Table 7.2), usually by radiant heating, and (b) forced
against the mold surfacesthrough the application of a vacuum or air
pressure. The sheets used in thermoformingare available as a coiled
strip or as lengths and widths of various sizes. They also
areavailable filled with various materials for making parts with
specific applications.
The mold is generally at room temperature; thus, the shape
produced becomesset upon contact with the mold. Because of the low
strength of the materials formed,the pressure difference caused by
a vacuum usually is sufficient for forming.However, thicker and
more complex parts require air pressure, which may rangefrom about
100 to 2000 kPa, depending on the type of material and thickness
ofthe sheet. Mechanical means, such as the use of plugs, also may
be employed tohelp form the parts. Variations of the basic
thermoforming process are shown inFig. 19.16.
Process Capabilities. Typical parts made by thermoforming are
packaging, traysfor cookies and candy, advertising signs,
refrigerator liners, appliance housings, andpanels for shower
stalls. Parts with openings or holes cannot be formed by
thisprocess because the pressure difference cannot be maintained
during forming.Because thermoforming is a combination of drawing
and stretching operations(much like in some sheet-metal forming),
the material must exhibit high, uniformelongation; otherwise, it
will neck and tear. Thermoplastics have high capacities foruniform
elongation by virtue of their high strain-rate sensitivity
exponent, m, asdescribed in Section 2.2.7.
Molds for thermoforming usually are made of aluminum because
highstrength is not required; hence, tooling is relatively
inexpensive. Thermoforming
Heater4 C|amp = -Vacuumline
,Q ';'f Mold-I Clamp if-@@a~i. use in M mg,_L____ , Mold Plastic
,re 3 2 sheet vff, :ara _..~-v Q VHCUUITI mimn mmn"ne ,- ... ._,_
.
(a) Straight vacuum b Drape vacuum c Force above sheet d Plug
and rin forminQ Qforming forming
FIGURE |9.l6 Various thermoforming processes for a thermoplastic
sheet. These processescommonly are used in making advertising
signs, cookie and candy trays, panels for showerstalls, and
packaging.
-
Section 19.7
molds have small through-holes in order to aid vacuum forming.
These holes typi-cally are less than 0.5 mm in diameter; otherwise,
they would leave marks on theparts formed. Defects encountered in
thermoforming include (a) tearing of the sheetduring forming, (bl
nonuniform wall thickness, (c) improperly filled molds, (d)
poorpart definition, and (e) lack of surface details.
l9.7 Compression Molding
In compression molding, a preshaped charge of material,
premeasured volume of pow-der, or viscous mixture of liquid-resin
and filler material is placed directly into a heatedmold cavity
that typically is around 200C but can be much higher. Forming is
doneunder pressure from a plug or from the upper half of the die
(Fig. 19.17); thus, theprocess is somewhat similar to closed-die
forging of metals.
Pressures range from about 10 to 150 MPa. As seen in Fig. 19.17,
there is aflash formed, which subsequently is removed by trimming
or by some other means.Typical parts made are dishes, handles,
container caps, fittings, electrical and elec-tronic components,
washing-machine agitators, and housings. Fiber-reinforced partswith
chopped fibers also are formed exclusively by this process.
Compression molding is used mainly with thermosetting plastics,
with theoriginal material being in a partially polymerized state.
However, thermoplasticsand elastomers are also processed by
compression molding. Curing times rangefrom about 0.5 to 5 minutes,
depending on the material and on part thickness andshape. The
thicker the material, the longer it will take to cure.
Compression Molding 503
HeatingelementsQ ,,_, a~aa ~fs,ffff,=.~1~ ~~=f
PunchOpen
Knockout(ejector pin)
Mold Partcavity
Land Overlap
...., ,...._..,,,..,..... Q "~ 1 :;;f Flash Closedpart it MW
,,
(H) (D) (C) (Ol)
FIGURE l9.|7 Types of compression molding-a process similar to
forging: (a) positive,(b) semipositive, and (c) flash, in which the
flash is later trimmed off. (d) Die design formaking a
compression-molded part with external undercuts.
-
50 Chapter 19 Plastics and Composite Materials: Forming and
Shaping
Process Capabilities. Three types of compression molds are
available:
Flash type: for shallow or flat parts Positive type: for
high-density parts Semipositive type: for quality production.
Undercuts in parts are not recommended; however, dies can be
designed toopen sideways (Fig. 19.17d) to allow removal of the
molded part. In general, thecomplexity of parts produced is less
than that from injection molding, but the dimen-sional control is
better. Surface areas of compression-molded parts may range up
toabout 2.5 ml. Because of their relative simplicity, dies for
compression molding gen-erally are less costly than those used in
injection molding. They typically are made oftool steels and may be
chrome plated or polished for an improved surface finish ofthe
molded product.
l9.8 Transfer Molding
Transfer molding represents a further development of compression
molding. The un-cured thermosetting resin is placed in a heated
transfer pot or chamber (Fig. 1918),and after the material is
heated, it is injected into heated closed molds. Depending onthe
type of machine used, a ram, plunger, or rotating-screw feeder
forces the materialto flow through the narrow channels into the
mold cavity at pressures up to 300MPa. This viscous flow generates
considerable heat, which raises the temperature ofthe material and
homogenizes it. Curing takes place by cross-linking. Because
theresin is in a molten state as it enters the molds, the
complexity of the parts and the di-mensional control approach those
of injection molding.
Process Capabilities. Typical parts made by transfer molding are
electrical con-nectors and electronic components, rubber and
silicone parts, and the encapsulationof microelectronic devices.
The process is suitable particularly for intricate shapeswith
varying wall thicknesses. The molds tend to be more expensive than
those for
Spfue
Transfer plunger ;f 'lie _ 4
Transfer pot and * ttr* * __|__ _-__ molding powder
punch|1lll|{| ...aral.Ll-JI1-J_l.l lw i Mme.,1l_3l1 Knockout
parts
(ejector) pin Z i1f l\/lold closed and Mold open and
cavities filled molded parts ejected
2. 3.
FIGURE l9.I8 Sequence of operations in transfer molding for
thermosetting plastics. Thisprocess is suitable particularly for
intricate parts with varying wall thickness.
-
Section 19 9 Castlng 0
compression molding, and some excess material is left in the
channels of the moldduring filling, which is later removed.
I9.9 Casting
Some thermoplastics (such as nylons and acrylics) and
thermosetting plastics (epox-ies, phenolics, polyurethanes, and
polyester) can be cast into a variety of shapesusing either rigid
or flexible molds (Fig. 1919). Compared with other methods
ofprocessing plastics, casting is a slovv, but simple and
inexpensive, process. However,the polymer must have sufficiently
low viscosity in order to flow easily into themold. Typical parts
cast are gears (especially nylon), bearings, wheels, thick
sheets,lenses, and components requiring resistance to abrasive
vvear.
In the basic conventional casting of thermoplastics, a mixture
of monomer,catalyst, and various additives (activators) is heated
to above its melting point, Tm,and poured into the mold. The part
is formed after polymerization takes place atambient pressure.
Degassing may be necessary for product integrity. lntricate
shapescan be produced using flexible inolcls, Which are then peeled
off (in a manner simi-lar to using rubber gloves) and reused. As
with metals, thermoplastics may be castcontinuously, With the
polymer carried over continuous stainless-steel belts
andpolymerized by external heat.
Centrifugal Casting. This process, similar to centrifugal metal
casting (Sec-tion 1l.3.6), is used with thermoplastics, thermosets,
and reinforced plastics withshort fibers.
Potting and Encapsulation. As a variation of casting that is
important, particularlyto the electrical and electronics industry,
potting and encapsulation involve castingthe plastic material
(typically a liquid resin, such as expoxy) around an
electricalcomponent (such as a transformer) to embed it in the
plastic. Potting (Fig. 19.19b) iscarried out in a housing or case,
which becomes an integral part of the componentand fixes it in
position. In encapsulation (Fig. 19.19c), the component is coated
witha layer of the plastic, surrounding it completely and then
solidifying.
In both of these processes, the plastic material can serve as a
dielectric (non-conductor); consequently, it must be free of
moisture and porosity, which wouldrequire processing in a vacuum.
Mold materials may be metal, glass, or variouspolymers. Small
structural members (such as hooks, studs, and similar parts) may
beencapsulated partially by dipping them in a hot thermoplastic
using polymers of var-ious colors.
Electricalleads
|\/Iold Coil |\/Io dL|qu|d _
p asm C Z35iE iEEEEi%%E -mis
..._ ,.,,. - ._. ._.,. ,, ,......._.,.. CO" ' '=='=== =? = ~=ee
=f'=s== ===
-
0 Chapter 19 Plastics and Composite Materials: Forming and
Shaping
l9.l0 Foam Molding
Products such as styrofoam cups, food containers, insulating
blocks, and shapedpackaging materials (such as for shipping
appliances, computers, and electronics)are made by foam molding,
using expandable polystyrene beads as the rawmaterial. As is
readily seen upon close inspection, these products have a
cellularstructure. The structure may have open and interconnected
porosity (for polymerswith low viscosity) or have closed cells (for
polymers with high viscosity).
There are several techniques that can be used in foam molding.
In the basicoperation, polystyrene beads obtained by polymerization
of styrene monomer areplaced in a mold with a blowing
agent-typically pentane (a volatile hydrocarbon)or inert gas
(nitrogen)-and exposed to heat, usually by steam. As a result,
thebeads expand to as much as 50 times their original size and take
the shape of themold cavity. The amount of expansion can be
controlled by varying the tempera-ture and time. Various other
particles, including hollow glass beads or plasticspheres, may be
added to impart specific structural characteristics to the
foamproduced.
Poiystyrene beads are available in three sizes: (a) small, for
cups with a fin-ished part density of about 50 kg/m3, (b) medium,
for molded shapes; and (c)large, for molding insulating blocks with
a finished part density of about 15 to30 kg/m3 (which can then be
cut to size). The bead size selected also depends on theminimum
wall thickness of the product: The smaller the size, the thinner
the part.The beads can be colored prior to expansion; thus, the
part becomes integrally col-ored. Both thermoplastics and
thermosets can be used for foam molding, but ther-mosets are in a
liquid-processing form and hence are in a condition similar to that
ofpolymers in reaction-injection molding.
A common method of foam molding is to use preexpanded
polystyrene beads,in which the beads are expanded partially by
steam (hot air, hot water, or an ovenalso can be used) in an
open-top chamber. The beads then are placed in a storage binand
allowed to stabilize for a period of 3 to 12 hours. They then can
be molded intodesired shapes in the manner described
previously.
Structural Foam Molding. This is a molding process used to make
plastic productswith a solid outer slain and a cellular core
structure. Typical products made are fur-niture components,
computer and business-machine housings, and moldings (re-placing
more expensive wood moldings). In this process, thermoplastics are
mixedwith a blowing agent (usually an inert gas such as nitrogen)
and injection moldedinto cold molds of desired shapes. The rapid
cooling against the cold-mold surfacesproduces a skin that is rigid
[which can be as much as 2 mm thick] and a core of thepart that is
cellular in structure. The overall part density can be as low as
40% of thedensity of the solid plastic. Thus, with a rigid skin and
a less dense bulk, moldedparts have a high stiffness-to-weight
ratio (see also Fig. 3.2).
Polyurethane Foam Processing. Products such as furniture
cushions and insulat-ing blocks are made by this process.
Basically, the operation starts with the mixingof two or more
components; chemical reactions then take place after the mixture
is(a) poured into molds of various shapes or (b) sprayed over
surfaces with a spraygun to provide sound and thermal insulation.
Various low-pressure and high-pressure machines are available,
having computer controls for proper mixing. Themixture solidifies
with a cellular structure, the characteristics of which depend
onthe type and proportion of the components used.
-
Section 19.12
l9.l I Cold Forming and Solid-phase Forming
Processes that have been used in the cold working of metals
(such as rolling, closed-die forging, coining, deep drawing, and
rubber forming-all described in Part III)also can be used to form
thermoplastics at room temperature (cold forming). Typicalmaterials
formed are polypropylene, polycarbonate, ABS, and rigid PVC.
Importantconsiderations regarding this process are that (a) the
polymer must be sufficientlyductile at room temperature (thus,
polystyrenes, acrylics, and thermosets cannot beformed) and (b) its
deformation must be nonrecoverable (in order to minimizespringback
and creep of the formed part).
The advantages of the cold forming of plastics over other
methods of shapingare as follows:
Strength, toughness, and uniform elongation are increased.
Plastics with high molecular weights can be used to make parts with
superior
properties. Forming speeds are not affected by part thickness
because (unlike other plastic-
processing methods) there is no heating or cooling involved.
Cycle times gener-ally are shorter than in molding processes.
Solid-phase Forming. Also called solid-state forming, this
process is carried out ata temperature 10 to 20C below the melting
temperature of the plastic (for a crys-talline polymer). Thus, the
forming operation takes place while the polymer is stillin a solid
state. The main advantages of solid-phase forming over cold forming
arethat forming forces and springback are lower. These processes
are not used as wide-ly as hot-processing methods and generally are
restricted to special applications.
l9.l2 Processing Elastomers
We have described the properties, characteristics, and
applications of elastomersand rubbers in Section 7.9. Recall that,
in terms of its processing characteristics, athermoplastic
elastomer is a polymer. In terms of its function and performance,
it isa rubber. The raw material to be processed into various shapes
is basically a com-pound of rubber and various additives and
fillers. The additives include carbonblack-an important element
that enhances properties such as tensile and fatiguestrength,
abrasion and tear resistance, ultraviolet protection, and
resistance tochemicals.
These materials are then mixed to break them down and lower
their viscosity;the mixture subsequently is vulcanized, using
sulfur as the vulcanizing agent. Thiscompound is then ready for
further processing (such as calendering, extrusion, andvarious
molding processes), which may also include reinforcements in such
forms asfibers and fabric. During processing, the part becomes
cross-linked, imparting thedesirable properties that we all
associate with rubber products ranging from rubberboots to
pneumatic tires.
Elastomers can be shaped by a variety of processes that also are
used for shap-ing thermoplastics. Thermoplastic elastomers commonly
are shaped by extrusion orinjection molding-extrusion being the
more economical and the faster process.They also can be formed by
blow molding or thermoforming. Thermoplasticpolyurethane, for
example, can be shaped by all conventional methods. It also can
be
Processing Elastomers 50