Embed Size (px)
DESCRIPTION
Keynote Presentation Lauwers
Citation preview

International Academy for Production EngineeringInternational Academy for Production Engineering11stst CIRP Conference on Surface Integrity, 30/01CIRP Conference on Surface Integrity, 30/01--01/02, 2012, Bremen01/02, 2012, Bremen
Keynote
Surface Integrity in Hybrid Machining Processes
by
P f D I B t LAUWERSProf. Dr. Ir. Bert LAUWERSChairman CIRP CWG “Hybrid Processes”
University of Leuvenb l @ h k l b
CIRP office: 9 rue Mayran, 75009 PARIS – France, E mail: [email protected], http://www.cirp.net

Introduction• “Hybrid Production/Manufacturing” ?
– Combination of processes/machines to produce parts in a moreCombination of processes/machines to produce parts in a more efficient and productive way
– The “1+1=3” effect !
“Hybrid” in manufacturing is very broad [1] ZWF, 2009– Hybrid” in manufacturing is very broad• Hybrid processes• Hybrid machines
H b id d t They all have their meaning !!!!!!• Hybrid products • Hybrid materials• ….
They all have their meaning !!!!!!
2/34Surface Integrity in Hybrid Machining Processes

Introduction - CIRP CWG Hybrid Processes
• Collaborative Working Group on Hybrid Processes (2009 2012)Hybrid Processes (2009-2012)
• Outcomes– Large document related to the state-of-– Large document related to the state-of-
the-art in hybrid processes– Definition – Various presentations/discussions about
definition, advantages/disadvantages, applications of hybrid processes !app cat o s o yb d p ocesses
– Keynotes• Keynotes papers/presentations
ICME2010 CIRP CSI 2012– ICME2010, CIRP CSI 2012• CIRP keynote (2014)
3/34Surface Integrity in Hybrid Machining Processes

Introduction – Hybrid Processes
• Definition “Hybrid manufacturing processes are based on the simultaneous and controlled interaction of processsimultaneous and controlled interaction of process mechanisms and/or energy sources/tools having a significant effect on the process performance”
• Example: Laser Assisted Milling/Turning
significant effect on the process performance
Example: Laser Assisted Milling/Turning
• Characteristics– Simultaneous and controlled interaction interaction more or
less in the same machining zone and at the same timeInteraction of process mechanisms and/or energy sources/tools– Interaction of process mechanisms and/or energy sources/tools
– Significant effect on the process performance• Better material removal, lower process forces, less tool wear,..
4/34Surface Integrity in Hybrid Machining Processes

Introduction – Hybrid Processes
• Why to apply hybrid processes– To machine materials which could not be machined earlier– Lower process forces
L t l– Less tool wear – Higher productivity– …..
• But, the simultaneous effect of process combinations can also have an effect on the surface integritycan also have an effect on the surface integrity (sometimes neglected)
Surface Integrity in Hybrid Machining Processes
5/34Surface Integrity in Hybrid Machining Processes

Hybrid Processes - Classification
Hybrid Processes
(I) (II)Combination of different
energy sources/tools
(II)Controlled application of
Process Mechanisms(conventionally done in
(I.A) (I.A)
(conventionally done in separated processes
Assisted Processes Mixed Processes
les Laser assisted turning EDM/ECM Grind-hardening
Exa
mpl
gVibration assisted grinding
Vibration assisted EDMMedia assisted cutting
EDM/Grindingg
Removal/forming
6/34Surface Integrity in Hybrid Machining Processes

Hybrid Processes – in this paper
• Focus on machining Hybrid Machining Processes
• Most important processes– Principle
(I)Combination of different energy
(II)Controlled
– Applications– Effect on
surface integrity
different energy sources/tools
application of Process
Mechanismssurface integrity (I.A)
Assisted Processes
(I.A)Mixed
Processes
• Vibration Assisted Machiniing
• Laser Assisted
• Abrasive Wire EDM
• EDM-Grinding
• Grind-hardening
• Laser Assisted Machining
• Media assisted cutting
• ECM assisted Wire EDM
• Electric/magnetic assisted polishing
7/34Surface Integrity in Hybrid Machining Processes
assisted polishing

Hybrid Processes – in this paper
• Focus on machining Hybrid Machining Processes
• Most important processes– Principle
(I)Combination of different energy
(II)Controlled
– Applications– Effect on
surface integrity
different energy sources/tools
application of Process
Mechanismssurface integrity (I.A)
Assisted Processes
(I.A)Mixed
Processes
• Vibration Assisted Machining
• Laser Assisted
• Abrasive Wire EDM
• EDM-Grinding
• Grind-hardening
• Laser Assisted Machining
• Media assisted cutting
• ECM assisted Wire EDM
• Electric/magnetic assisted polishing
8/34Surface Integrity in Hybrid Machining Processes
assisted polishing

VAM – principles & applications
• Vibration (A 1…15µm, f: 10…80kHz) i dd d t th t l tis added to the tool movement
• Applied in various processes• Mechanical: VATurning• Mechanical: VATurning,
VADrilling, VAGrinding• Physical: VA-EDM,…
• Applications– Machining of hard materials g
(ceramics, hard steels,..)– Drilling of deep
h la) b) c) d)
holes
9/34Surface Integrity in Hybrid Machining Processes

VAM - Advantages
• Reduction of process forces • Reduction of tool wear• Better ductile machining of
brittle materials
[6] Neugebauer, R., Stoll, A., Ultrasonic application in drilling, Journal of Materials Processing Technology 149 (2004) 633 639
[12] Uhlmann E, Hübert C. Ultrasonic Assisted Grinding of Advanced Ceramics. Proceedings of the ASPE Spring Topical Meeting, 2007; Raleigh, N.C., USA
10/34Surface Integrity in Hybrid Machining Processes
Journal of Materials Processing Technology 149 (2004) 633–639 USA.

VAM – effect on surface integrity
• For metal materials– Often positive effect on surface
roughness and elimination of burrsburrs
– VAD/UAD [7]
Without vibration With vibration
[ ]• Smoother surface textures• Lower residual deformation
[7] Heisel U et Al Ultrasonic deep hole drilling in electrolytic copper ECu 57
11/34Surface Integrity in Hybrid Machining Processes
[7] Heisel U, et. Al., Ultrasonic deep hole drilling in electrolytic copper ECu 57

VAM – effect on surface integrity
• For metal materials– VAT/UAT: Vibration should be in the proper direction
Vibration in radial directionVibration in cutting direction
Rz
(µm
)
Rz
(µm
)
Vibration in radial directionVibration in cutting direction
roug
hnes
s R
roug
hnes
s R
Vibration in radial direction
Sur
face
Sur
face
[16] Schubert A, et. al., Influence of ultrasonic vibration assistance on the surface integrity in turning of the aluminium alloy AA2017
Vibration in cutting direction (ap=0/5mm, vc=20m/min, fus=24 kHz, A3.6µm)
Vibration in radial direction (ap=0/5mm, vc=20m/min, fus=24 kHz, A2.2µm)
12/34Surface Integrity in Hybrid Machining Processes
[16] Schubert A, et. al., Influence of ultrasonic vibration assistance on the surface integrity in turning of the aluminium alloy AA2017

VAM – effect on surface integrity
• For ceramic and hard materials– VAG/UAG
• Surface roughness improvement for AUAG (vibration in // to workpiece) –for AUAG (vibration in // to workpiece) compared to CG, VUAG and EUAG)
[9] Liang Z, et. al. A new two-dimensional ultrasonic assisted grinding (2D-UAG)
– VAT/UAT• Better ductile machining (e g WC)
method and its fundamental performance in monocrystal silicon machining
• Better ductile machining (e.g. WC)– Fracture free surfaces achieved when the
maximum un-deformed chip thickness is smaller than a critical value ( increasessmaller than a critical value ( increases with vibration) [17]
[17] Liu K, et. al, Characteristics of ultrasonic vibration-assisted ductile mode cutting of t t bid
13/34Surface Integrity in Hybrid Machining Processes
tungsten carbide.

VAM – effect on surface integrity
• In rotary VAG/UAG of slots vibration ft i di ti !!!often in wrong direction !!!– MRM: plastic deformation & brittle removal large influence on surface texture large influence on surface texture
Al2O3 ZrO2Al2O3 ZrO2
Crack formation MRM
[10] Lauwers, B, et. sl. Influence of machining parameters and tool wear on the material removal mechanisms in the ultrasonic assisted grinding of Al2O3.
[18] Lauwers B, et. al. Investigation of the process-material interaction in ultrasonic assisted grinding of ZrO2 based ceramic materials.
Crack formation
14/34Surface Integrity in Hybrid Machining Processes

VAM – non mechanical processes
• Vibration assisted (micro) EDM• Higher productivity• Higher productivity• Lower tool wear• Better surface roughness and sharp g p
edges
[19] Jahan M.P, et. al. Study of micro-EDM of tungsten carbide with workpiece vibration
Without vibration With vibration (f = 750 Hz, a = 1.5 μm)
15/34Surface Integrity in Hybrid Machining Processes
[ ] , y g p

Hybrid Processes – in this paper
• Focus on machining Hybrid Machining Processes
• Most important processes– Principle
(I)Combination of different energy
(II)Controlled
– Applications– Effect on
surface integrity
different energy sources/tools
application of Process
Mechanismssurface integrity (I.A)
Assisted Processes
(I.A)Mixed
Processes
• Vibration Assisted Machining
• Laser Assisted
• Abrasive Wire EDM
• EDM-Grinding
• Grind-hardening
• Laser Assisted Machining
• Media assisted cutting
• ECM assisted Wire EDM
• Electric/magnetic assisted polishing
16/34Surface Integrity in Hybrid Machining Processes
assisted polishing

LAM – principles & applications
• Main potential within mechanical processes– Laser beam softens the material
• Turning of hard steels and ceramics
Depth of cut
LaserCuttingtool
Shear planeMeasuringpoints
Workpiece
T / K
vc
Cooling CoolingHeating Z
12
Tsoll
empe
ratu
re
g gg
Z - Machining
1
2
Machining time t / s
Te
Z Machining2
[26] Klocke F, et. al. Fertigungsverfahren 3 – Abtragen, Generieren und Lasermaterialbearbeitung Neu bearbeitete Aufl 2007; Springer
17/34Surface Integrity in Hybrid Machining Processes
und Lasermaterialbearbeitung. Neu bearbeitete Aufl., 2007; Springer.

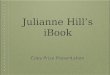
LAM – effect on surface integrity
• LAM of hardened steel [27] Ding H, Shin Y. Laser-assisted machining of hardened steel parts with surface integrity analysis– Stress levels
• At surface: hoop stress (higher tensile) // axial stress (more compressive)
with surface integrity analysis.
(more compressive) • For larger feeds reduced penetration depth
Subsurface residual stress of LAM of 4130: (a) 0 075mm/rev; (b) 0 05mm/rev
18/34Surface Integrity in Hybrid Machining Processes
Subsurface residual stress of LAM of 4130: (a) 0,075mm/rev; (b) 0,05mm/rev

LAM – effect on surface integrityfeed = 0.25 mm/rev
• LAM of Inconel 718and DOC = 0.25 mm.
– Better surface roughness – Less tool wear
• The absence of smeared material and the increased plastic deformation zone are indicative of the favorable compressive residual stresses
LAM
[28] Attia H, et. al., Laser-assisted high-speed finish turning of superalloy Inconel 718 under dry conditions
No LAM
19/34Surface Integrity in Hybrid Machining Processes
superalloy Inconel 718 under dry conditions

LAM - effect on surface integrity
• LAM of ceramic materials Si N
[34] Lei S, Shin Y.C. Experimental Investigation of Thermo-Mechanical Characteristics in Laser-Assisted Machining of Silicon Nitride Ceramics.
– Si3N4
• No cracks• Small AZ
• Avoid too high temperatures grain fall out & cracks !
SEM - section view of machined surface by LAM
Subsurface grinding damage at a depth of cut equal to 50m
Avoid too high temperatures grain fall out & cracks !
– Similar results for Al2O3 and ZrO2 [35,36]• LAM surfaces show a smooth surface texture without fracture, due to
the plastic deformation as dominant material removal mechanism !
20/34Surface Integrity in Hybrid Machining Processes

Hybrid Processes – in this paper
• Focus on machining Hybrid Machining Processes
• Most important processes– Principle
(I)Combination of different energy
(II)Controlled
– Applications– Effect on
surface integrity
different energy sources/tools
application of Process
Mechanismssurface integrity (I.A)
Assisted Processes
(I.A)Mixed
Processes
• Vibration Assisted Machining
• Laser Assisted
• Abrasive Wire EDM
• EDM-Grinding
• Grind-hardening
• Laser Assisted Machining
• Media assisted cutting
• ECM assisted Wire EDM
• Electric/magnetic assisted polishing
21/34Surface Integrity in Hybrid Machining Processes
assisted polishing

Media Assisted Machining
• High pressure lubrication– Difficult to machine materials
• Alloyed steels, Ni- and Ti Alloys,..Influence on chip formation– Influence on chip formation
• Avoidance of long chips– Better cooling Higher cutting speeds High-pressureBetter cooling Higher cutting speeds– Reduction of tool wear
High-pressure cooling jet
2 bar 131 bar
Effect of high pressure on size & form of chips with I l 718
[39] Sanz C, et. al., Turning Performance Optimisation of Aeronautical Materials By Using High Pressure Cooling Technology.
22/34Surface Integrity in Hybrid Machining Processes
Inconel 718 y g g g gy

Media Assisted Machining
• High pressure lubrication – effect on surface integrity– Improved surface roughness– Improved surface integrity due to reduced heat damage by the
better high pressure cooling effectbetter high pressure cooling effect
Change in stress levels butChange in stress levels, but strong influence of parameters
[40] Sharman A.R.C, Hughes J.I., Ridgway K. Surface integrity and tool life when turning Inconel 718 using ultra-high pressure and flood coolant systems.
23/34Surface Integrity in Hybrid Machining Processes
g g g p y

Media assisted machining
• Cryogenic machining– Cooling fluids supplied at very low temperatures
• Higher cutting speeds• Strong reduction of tool wear !
Source: MAG
• Strong reduction of tool wear !• Machining of advanced
materials: Ti & Ni alloys, nodular or compacted-graphite iron (CGI)
Pi t ?Picture ?Tool life and speed gains for carbide tool in when
using through-tool cryogenic cooling, and cryogenic li ith Mi i Q tit L b i ti
24/34Surface Integrity in Hybrid Machining Processes
cooling with Minimum Quantity Lubrication

Media Assisted Machining
• Cryogenic machining– Effect of surface
integrity• E g Inconel 718• E.g. Inconel 718
[45] Pusavec F, Hamdi H, Kopac J, Jawahir I.S. Surface integrity in cryogenic machining of g y y g gnickel based alloy-Inconel 718
• Thicker compressive zone beneath the surface (40µm 70µm)p ( µ µ )• Finer micro structure• Less plastic deformation on the machined surface (1..2µm compared to 5..10µm)
Same effects for other materials
Also other cryogenic applications: e.g. Cryogenic Deep Rolling
25/34Surface Integrity in Hybrid Machining Processes

Hybrid Processes – in this paper
• Focus on machining Hybrid Machining Processes
• Most important processes– Principle
(I)Combination of different energy
(II)Controlled
– Applications– Effect on
surface integrity
different energy sources/tools
application of Process
Mechanismssurface integrity (I.A)
Assisted Processes
(I.A)Mixed
Processes
• Vibration Assisted Machining
• Laser Assisted
• Abrasive Wire EDM
• EDM-Grinding
• Grind-hardening
• Laser Assisted Machining
• Media assisted cutting
• ECM A. Wire EDM• ECM & polishing• Electric/magnetic
assisted polishing
26/34Surface Integrity in Hybrid Machining Processes
assisted polishing

Abrasive Wire EDM
• Wire-EDM with fixed abrasive i b dd d ithi th igrains embedded within the wire
– Synergy between spark erosion and abrasionand abrasion
– Higher MRR – Less recast layerLess recast layer– Surface roughness ?
Nickel 600 alloyNickel 600 alloy
Wire EDM Abrasive Wire EDM[51] M i I K h P A t f b i i t d t i l l i i EDM
27/34Surface Integrity in Hybrid Machining Processes
[51] Menzies I., Koshy P. Assessment of abrasion-assisted material removal in wire EDM

EDM-Grinding
• Combination of EDM and grinding– Effect on surface integrity depends on process parameter
settingsy
DischargeMetallic wheel bond
Dielectric
El. non-conductive abrasive grainDischargeMetallic wheel bond
MR
M
RM
Gene-rator
0,4A
ED
M M
ding
MR
Workpiece feed
Mor
e
ore
grin
d[52] Koshy P, Jain V.K, Lal G.K. Grinding of cemented carbide with electrical spark assistance
2,1 AM
o
28/34Surface Integrity in Hybrid Machining Processes
p

ECM assisted Wire EDM
• Machining of Si-ingots Wire EDM
• Combination of MR by electric discharges & anodic etching– MR increased
• 100mm2/min 600mm2/min
Eff t f i t it• Effect on surface integrity– Less micro cracks
(compared to Wire EDM)(compared to Wire EDM)– Proper parameters to be selected to
avoid micro-holes !
[53] Wang W, Liu Z D, Tian Z J, Huang Y H, Liu Z X. High efficiency slicing of low resistance silicon ingot by wire electrolytic-spark hybrid machining. ECM A Wire EDM
29/34Surface Integrity in Hybrid Machining Processes
g y y p y g ECM A Wire EDM

Electric/magnetic Assisted Polishing
• Enhancement of material removal and surface finish
• Ra reduction from 1,14 nm to 0,58 nm
• Selection of proper process parameters! Too large grains (e.g. 0-0.5 µm diameter
i i d f 0 0 2 ) i
[55] Yamaguchi H Yumoto K Shinmura T Okazaki T Study of finishing of wafers by magnetic field assisted finishing
grains instead of 0-0.25 µm) gives a rougher surface (2,04nm Ra)
30/34Surface Integrity in Hybrid Machining Processes
[55] Yamaguchi H, Yumoto K, Shinmura T, Okazaki T. Study of finishing of wafers by magnetic field-assisted finishing

Hybrid Processes – in this paper
• Focus on machining Hybrid Machining Processes
• Most important processes– Principle
(I)Combination of different energy
(II)Controlled
– Applications– Effect on
surface integrity
different energy sources/tools
application of Process
Mechanismssurface integrity (I.A)
Assisted Processes
(I.A)Mixed
Processes
• Vibration Assisted Machining
• Laser Assisted
• Abrasive Wire EDM
• EDM-Grinding
• Grind-hardening
• Laser Assisted Machining
• Media assisted cutting
• ECM A. Wire EDM• ECM & polishing• Electric/magnetic
assisted polishing
31/34Surface Integrity in Hybrid Machining Processes
assisted polishing

Grind-hardening
• Controlled combination of effects within one process [56] !– Induced heat for local surface hardening
• Higher feeds and depths required[*]
ss /
HV 800
600
Har
dne
400
200200
00.0 0.3 0.6 0.9 mm 1.5
[56] Foeckerer T, Huntemann J.W, Heinzel C, Brinksmeier E, Zaeh M.F. Experimental and Numerical Identification of Process Parameters of Grind-Hardening and Resulting Part Distortions
[*] htt // i t t/M t lW ki /A ti l /7731 G i d H d i th f tif i d t th ti ht l
32/34Surface Integrity in Hybrid Machining Processes
[*] http://www.interempresas.net/MetalWorking/Articles/7731-Grind-Hardening-the-process-of-rectifying-and-warm-at-the-same-time.html

Conclusions
• “Hybrid Processes” – Result in higher productivity (lower process forces, less tool
wear,..)If applied well positive influence on the surface and sub– If applied well positive influence on the surface and sub-surface quality
• Still quite some R&D work on “Hybrid Processes” and “Hybrid Production Technology” on-going in order toHybrid Production Technology on going, in order to answer the industrial needs
33/34Surface Integrity in Hybrid Machining Processes

Conclusions & Acknowledgments
• Hybrid Processes to answer industrial needs…
Needs specified by Dr. McIntosh (Pratt & Whitney, Canada), vice-chairman CIRP CWG on Hybrid ProcessesCIRP CWG on Hybrid Processes• Making machining of difficult to cut materials possible !• Reduced machining cycle times for difficult to cut materials• Combined functions on same equipment• Combined functions on same equipment
• To all CIRP members that has contributed to the CIRP CWG on Hybrid ProcessesCIRP CWG on Hybrid Processes
34/34Surface Integrity in Hybrid Machining Processes