-
Kossel Mini Building Guide
last update on 30th Jan, 2016
-
Building the Frame
Repeat this for the all 9pcs of corner partsTear off the 4
circular bases
Get 5pcs of M4X12 screws5pcs of square nut4pcs of M4 spring
washer Assemble the screw as shown
-
Putting the motor onInstall the motor as shown
Do the same for the top side
Fasten these screws
Putting the 2020 beam on as shown (6pcs in total)
Putting the 2020 beam on as shown (6pcs in total)
Put 2 M4 square nut in one of the beam (we will use it
later)
Motor Cable out on the side
-
Installing the 600mm beam
Install the 3pcs of 600mm beam as shown
Get the following:3pcs end stopper PCB,3pcs plastic stopper
mount3pcs of M4x12 screw3pcs M4 Spring washer3pcs of M4 square
nut6pcs of M2.5x12 screws
Install the 3pcs of plastic stopper mount on as shown
Install the 3pcs of end stopper PCB as shown.
-
Get2pcs flange bearing2pcs M3x25 screws2pcs M3 nuts1pcs M3
spring washer2pcs of flat washer
Step 1 Step 2 Assemble the 2 flange bearing as shown
Step 2Step 3
M3x25 screwM3 flat washer. M3 nut on the other side
Assembling the top frame
-
Assembling the top frame
Fasten the screw to lock the top frame in place.
Filament holder face up.
Insert the green circled part on to the top of the vertical beam
(like the bottom frame)
Step 1 Step 2
-
Assembling the Roller (Rev.B)Get:3pcs M3x25 Screws4pcs M3 Spring
Washers3pcs M3 Nuts
Step 1 Step 2
Step 3 Step 4
Fasten the M3 nut (3pcs) at the back of the roller
Assemble the roller (3pcs), nut & spring washer as
shown.
Fasten the M3x40 screw to apply preload on the roller
Fasten the M3x25 (3pcs) with the M3 nut at the back
-
Step 1 Step 2
Step 3 Step 4
Get 3 sets of:3pcs M6x30 screws3pcs M6 Spring washer3pcs of
Rollers6pcs of M6 Nuts
Assemble as shown
M6 Spring Washer here
Get 3 sets of:2pcs M3x40 screws2pcs M3 Spring washer4pcs M3 Flat
washer
Assemble as shown
Assembling the Roller (Rev.A discontinued on 25th Jan,2016)
-
Assembling the Roller (Rev.A discontinued on 25th Jan,2016)
Get:3pcs M3x25 Screws3pcs M3 Spring Washers3pcs M3 Nuts
Assemble as shown
Step 1 Step 2
-
Assembling the JHeadStep 1 Step 2
Step 3 Step 4
Get:1pcs Fan1pcs End Stopper1pcs metal clip1pcs Jhead1pcs Allen
key1pcs Spring1pcs Fastener2pcs M3x165pcs M3x201pcs M2.5x125pcs M3
Nuts7pcs M3 Spring Washer
Bend the flip as shown
Install the Allen key, spring and fasten as shown
Install the clip and M2.5x12 screw on the end effector as
shown
Clip on the Jheadwith the Jheadholder as shown
-
Assembling the JHeadStep 5 Step 6
Step 7 Step 8
-
Put each of the roller guide into the vertical beam as shown
You may adjust the side screws to tighten or loosen the roller
tension.
Letting in the hot end
-
Installing the timing belt
Put the timing belt around the carriage
Step 1 Step 2
Step 3
Use cable tie to fasten the belt as circled in green
Step 4
-
Assembling the Extruder
-
Wiring
Cut the power supply cable as shown
Black cable to the ve terminalWhite cable to the +ve terminal(It
is suggested to double check the polarity using a multimeter)
Motor Cable Pin AssignmentBlue cable to 1B pinRed cable to 1A
pinOrange cable to 2A pinGreen cable to 2B pin
These two are the fan cable
-
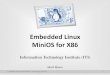
+ ve
- ve
Auto LevelEnd Stopper
XEnd Stopper
ZEnd Stopper
YEnd Stopper
MotorTemp sensor
Heater
- ve
+ ve
Kossel Wiring Diagram
12V Power Supply
-
Download the software required:
The Latest Arduino IDE (Please download the one that matches
your OS):http://www.arduino.cc/en/Main/Software
The firmware on Google Drive (Unzip it to your
desktop.):https://drive.google.com/folderview?id=0ByOzdApaqtWkfnNPcGlvM01pOGF
EQVl0Q3lPdGhJUDg1WW03TzNMcWF1NzlqQW0taFVqaXc&usp=sharing
Printrun - Pronterface (Please download the one that matches
your OS):http://www.pronterface.com/
Slic3r: (Please download the one that matches your
OS):http://slic3r.org/download
-
Install Arduino by executing the .exe file. Once completed,
connect the Computer to Kossel USB port. Then verify the COM Port
Number assigned, you should see a new Port appear in Device Manage
as shown below (eg. COM3).
Download and unzip the Firmware from Google Drive (see P.12).
Run file [Marlin_delta2/Marlin_delta2.ino] Go to ToolsPortselect
the COM port appears as described on the left picture.
Installing the Arduino IDE
-
Go to Tools Board select Arduino Mega or Mega 2560
Setting the Arduino IDE
-
Click the Upload button to upload the Firmware Sketch to the
Kossel Controller Board. Message Done Uploading will be displayed
when the sketch has been uploaded successfully.
Uploading the Sketch
-
Run file [pronterface.exe] downloaded during in P.12. Set COM
Port as per assigned in P.13, and Baud Rate to 250000, then click
Connect. Once connection successful, messages will be shown as
seen. Ignore message SD init fail as LCD Controller Board with SD
Card not available.
Connecting Pronterface to Kossel
Location of the connect/disconnect button
Choose COM Port here
Choose Baud Rate here
-
Check Endstops & Auto Level Probe
X_maxEndstop
Z_maxEndstop
Y_maxEndstop
Z_minAuto Probe Trigger
Check z_min by hand:Auto Level Probe in contact with Switch
(Deployed) => open Auto Level Probe NOT in contact with Switch
(Retracted) =>TRIGGERED
Check X_max, Y_max ,Z_max by hand:Carriage in contact with
Endstop Switch => TRIGGERED Carriage NOT in contact with Endstop
Switch => open
Type in Code M119 in Pronterface and you should see the
following code appears:
-
Check XYZ Carriages Homing
Press this button to for XYZ Homing
All XYZ Carriages will travel towards respective Endstops and
slightly back off after in contact with respective Endstop switch.
***if any of the carriage travels downward, it means you have wired
you motor inversely, please flip the wrongly wired motor pins
After pressed the Home button, all three axis will travel up
until they hit the endstops.
-
Verify Current Position
Type in Code M114 in Pronterface and you should see the
following code appears:
SENDING:M114X:0.00Y:0.00Z:210.00E:0.00
If output is X:0.00Y:0.00Z:0.00E:0.00 Controller Board have lost
track of positions. Please home all Axis again.
-
Verify Hotend Heater
Before starting: Before switch on the Hotend,
make sure the Hotend fan is on. Do not leave the Hotend
unattended Click Off to cancel heating
of Hotend once Temperature verification completed.
Select 185(PLA) and click Set to switch on the Hotend.
Monitor the temperature until it goes up to 185C.
-
Verify Extruder
Enter M302 in Pronterface then click the Extrude button, verify
extruder motor gear rotation:
Extrude Counter Clockwise RotationReverse Clockwise Rotation
Extrude Reverse
The firmware code #define EXTRUDE_MINTEMP 170 in Configuration.h
will prevent Extruder Motor from any motions when Nozzle
temperature is below 170C . To solve this, enter M302 in
Pronterface can enable cold extrusion. Alternatively, you can rise
the Hotendtemperature to above 170C (as in P.20) for this
verification process.
All verification completed
-
X-
Things you need to know before Calibration
Z-Tower
Y-Tower
X-Tower
Print Space in Cartesian Coordinate
Y-Axis
X-Axis
Z-Axis
Nozzle
In order to start the calibration, it is essential to
distinguish the XYZ axis and the Cartesian coordinate illustrated
above.
-
Boundaries of the Cartesian space are specified by Min & Max
parameters of XYZ Axis in [Configuration.h+ of Marlin_delta2
Firmware. Two key Coordinates needed during Calibrations are the
HOME Coordinate [0,0,Zmax] and Center of Bed [0,0,0].
Y_min
X_max
HOME:[0,0,Z_max]
Nozzle
X_min
Y_max
Z_minBED CENTER:[0,0,0]
Nozzle movement can be controlled by the GUI above, minus(-)
sign meaning to move towards the min direction and vice versa. The
number 0.1,1,10,100 are the magnitude of movement in mm.
Pronterface GUI
Things you need to know before Calibration
-
Other than GUI, the nozzle movement can also be set by using
command prompt. For example, entering g1 x0 y0 z10 will command the
nozzle to move to *0,0,10+ Cartesian space. It will be usually when
it comes to Auto Leveling Calibration.
HOME:[0,0,Z_max]
Nozzle
[0,0,10]
Things you need to know before Calibration
-
Entering G29 to the command prompt will initial the auto
leveling calibration, it consist a set of continuous procedures
which eventually align Nozzle to move at uniform Z Height above a
flat Print Bed.
After sending G29, 3 procedures as below will be automatically
executed: 1. Deploy Z Probe by hand2. Probe Print Bed (at 37
Locations) 3. Retract Z Probe by hand
Check out the Youtube video below for Auto Leveling Calibration
process:https://www.youtube.com/watch?v=Ioh9LRERDy4
Auto Leveling Calibration
Please read through page 25-28 before sending the g29
command
-
The XYZ coordinates shown below is where the pushing of Z Probe
(in X direction) against GT2 belt will begin from, you can try
modify the coordinate and play around with it:
void deploy_z_probe() {feedrate =
homing_feedrate[X_AXIS];destination[X_AXIS] =
25;destination[Y_AXIS] = 95;destination[Z_AXIS] =
100;prepare_move_raw();
feedrate = homing_feedrate[X_AXIS]/10;destination[X_AXIS] =
0;prepare_move_raw();st_synchronize();
}
Auto Leveling Calibration
Deploy Z ProbeThe default Z Probe deployment mechanism is by
pushing the horizontal part of Z Probe against the GT2 belt on
Z-Tower. Our Z Probe are not designed for auto deploy, it is
recommended to manually deploy the Probe by hand, then sending G28
to home before sending G29 for auto leveling. In case the auto Z
Probe deployment method is preferred, make sure the XYZ coordinates
is suitable for your built and horizontal portion of Z Probe is
extended.
Horizontal part of Z Probe
-
Auto Leveling CalibrationZ Probe OffsetIt is the most important
parameter to be calibrated, the displacement of leveling probes tip
relative to the nozzle tip. The offset parameter can be altered by
modifying the following code in [Configuration.h+ of Marlin_delta2
Firmware. #define Z_PROBE_OFFSET {0, -14, -4, 0}The first slot is
x-offset, y-offset, z-offset respectively. In the above case
x-offset is 0, y-offset is -14 and z-offset is -4.
Nozzle
X-axis
Y-axis
Z-axis
Leveling Probe
Leveling ProbeNozzle
-
Auto Leveling Calibration Procedure1. Deploy Z Probe manually by
hand. Send code M119 to verify Z_min: open 2. Send code G28 to home
all axis.3. Send code G29 to start the Auto Bed Leveling
procedures. 4. Once completed probing at the Last Probing Point,
use your fingertip as a
support to lift the Z Probe to docking position. 5. Send GCODE
G1 X0 Y0 Z40 to center the Nozzle. 6. Now place a piece of A4 paper
on the print bed7. Use GUI to move Nozzle gradually in Z direction
towards Print Bed until the
nozzle tip is in contact with the A4 paper.(The best case is
when you can slide the paper without tearing it off by the nozzle
tip)
8. Send code M114 to verify if Z value is zero (0). If yes, G29
Calibration completed. If the Z value is >0, take a note of the
value, it will be used in next step.
9. If Z Value obtained in step 8 greater than 0, reduce the Z
Value in *#define Z_PROBE_OFFSET {0, 14, -6.5, 0} [eg, if the Z
value obtained in step 8 is 0.4, then add it to Z_PROBE_OFFSET and
it will become Z_PROBE_OFFSET {0, 14, -6.1, 0}]
10. Re-upload the firmware as in P.15.
All Calibration Done!
-
Starting your first Print
Run slic3r.exe downloaded from P.12
Drag the file 10mm_cube.stl to the Drag your objects here
You can download the file 10mm_cube.stl inside the Google drive
link below:
https://drive.google.com/drive/folders/0ByOzdApaqtWkfnNPcGlvM01pOGFEQVl0Q3lPdGhJUDg1WW03TzNMcWF1NzlqQW0taFVqaXc
-
Starting your first Print
After loaded the 10mm_cube.stl file, drag the cube to the left
bottom of the grid map [it is the Cartesian coordinate (X0,Y0) of
the Print Bed]. This move ensure the print start at the center of
the Print Bed.
-
Starting your first PrintUse the following settings on the Print
Settings tab
-
Starting your first PrintUse the following settings on the
Filament Settings tab
-
Starting your first PrintUse the following settings on the
Printer Settings tab
-
Starting your first PrintClick the Export G-code button and save
the G-code file on your desktop
-
Starting your first PrintLoad the G-code generated in P.34Deploy
the Z ProbeClick the Print Button to start your first printPrinter
will execute the probe leveling procedure.Retract the Z probe by
hand after leveling.The print will automatically start when the
Hotend temperature reaches 210C.
-
The END
HAPPY PRINTING!
http://reprap.org/wiki/Print_Troubleshooting_Pictorial_Guide
Trouble shooting Guide
-
APPENDIX
-
APPENDIX