Embed Size (px)
Citation preview

KRATON LIQUID TM POLYMER/SOLID POLYMER HYBRID UV CURE ADHESIVES WITH STABLE PEEL STRENGTH
James R. Erickson, Global Technical Manager - KLP, KRATON Polymers LLC US, Houston, TX, USA Juergen K. L. Schneider, Global Market Manager - KLP, KRATON Polymers GmbH, Eschbom, Germany Larry M. Kegley, C.O.O., KMS s.a. of Nevis, West Indies
Introduction
The PSA market for tapes and labels traditionally have been dominated by solvent-borne systems. KRATON TM Polymers were the first to develop a new altemative to those solvated systems with the introduction of polymeric materials that offered the opportunity to formulate 100% solids hot melt adhesives.
. Thes.e materials are styrenic block copolymers, known as KRATON D (non-hydrogenated S-I-S and S-B-S) and KRATON G (fully hydrogenated S-B-S and S-I-S, referred to as S-EB-S and S-EP-S
~ polymers). At room temperature, these rubbery block copolymers exhibit physical crosslinking, arising from microphase separation of the polystyrene endblocks, which makes them solid thermoplastic elastomers. As they were designed for the thermoplastic/hot melt process, such styrenic block copolymers exhibit high melt viscosities and require elevated application temperatures.
The availability and characteristics of the above polymers were taken into account when a novel class of polymers, KRATON LIQUID TM Polymers, were designed. In sharp contrast with their "predecessors", these new polymers are polystyrene free, do not exhibit microphase separation, and have low molecular weights. They are hydrogenated, 100% non-volatile, viscous liquids at room temperature, and have terminal and localized functional groups that allow for chemical reactions, such as crosslinking. They are liquid reactive polymers.
KRATON LIQUID Polymers (KLP) take the "solvent-free" quest further. They offer the possibility to be applied as liquids and to develop molecular weight (and thus strength and cohesion) upon processing and cure. Molecular weight build-up can be achieved by UV cure, a technology that builds on the solvent-free approach and shows great promise in a wide range of applications: adhesives, coatings, inks, etc. Excellent PSA properties have been demonstrated using simple formulations consisting of mixtures of the liquid polymers containing epoxy and hydroxyl functionality, hydrogenated tackifying resins, and a small amount of cationic photoinitiator. Adhesion to non-polar surfaces is a characteristic strength. 1 These formulations are themselves viscous liquids at room temperature and can be easily applied and UV cured.
These initial, call them type one, PSA formulations can be modified and enhanced with certain high molecular weight solid polymers to produce a second family of formulations with increased green strength, tensile strength, and convenient handling characteristics for those who perfer to handle/coat hot melt adhesives. These second type KLP PSA adhesives are viscoelastic solids at room temperature.
229
;

'i
?
" • 2 ;
..
..
- .
L
i - . 5 '
The feasibility of using low styrene S-EB-S polymer and S-EP-S polymer as the solid modifier has been demonstrated, as has the feasibility of using linear, low density (0.86 - 0.88 g/cc) copolymers of ethylene and higher alpha olefins. These solid polymers appear to be either fully compatible or at least semi-compatible with the KLP PSA formulations. Semi-compatible polymers are those that are compatible at the processing and UV cure temperatures, while less than fully compatible at room temperature, prior to cure. After UV cure, all the polymers in the formulation are locked together well enough that no macrophase separation occurs. S-EB-S and S-EP-S polymers containing more than approximately 30% polystyrene have been found to be incompatible, as have the ethylene-higher alpha olefin copolymers having densities above about 0.89.
The use of the solid S-EB-S polymer KRATON G-1657 has been most widely studied. It appears to be completely soluble in all formulations investigated so far. The PSA formulations incorporating G-1657 as the solid polymer yield uncured adhesives that look like hot melts at room temperature, yet melt completely at 120°C. They can be rewound without immediate UV cure, i f desired. Further, the cured adhesives provide a range of tack, peel, shear values, and exhibit a minimal increase in peel adhesion with time or temperature. They appear to be exceptionally well suited for applications where removability is a must. These PSA formulations are superior to a variety of the conventional polymer based 'PSA's, including solvent acrylic 'PSA's, UV cure hot melt acrylic PSA, and SIS hot melt 'PSA's, for inherent removability characteristics. This paper details our work using the new hybrid type KLP PSA formulations that use G-1657 as the solid polymer modifier.
z. ...* •
Materials Used
Polymers The developmental KLP grades particularly suited for being used in UV-cured adhesive
formulations/applications and used in thepresent study are L-207 and L-1203.
L-207 is a linear heterotelechelic polymer beating a terminal, aliphatic, primary hydroxyl functionality on one end and epoxidized polyisoprene functionalities on the other end (Figure 1).25 It has a fully saturated backbone (EPepoxidized-EB-OH). L-207 is a viscous liquid that has an epoxy equivalent weight close to 590 g/mole and a hydroxyl equivalent weight of approximately 7000 g/mole. The glass transition temperature, Tg, is-53°C
KRATON LIQUID r" L-207 Po lymer
Figure 1
230
L-1203 is a linear EB-OH polymer. It bears a terminal, aliphatic, primary hydroxyl group on one end (Figure 2). L-1203 is a viscous liquid that has a hydroxyl equivalent weight of 3900 g/mole. Tg i s - 63°C.
KRATON LIQUID:" L-1203 Polymer
Figure 2
G-1657 is a solid 70/30 block polymer mixture of S-EB-S and S-EB, containing an average polystyrene content of 13%, available from KRATON Polymers.
Tackifying Resins The tackifying resins used were Regalite R-9100, Regalite R-125, and Arkon P-90.
Regalite R-9100 and R-125 are fully hydrogenated tackifying resins produced by Eastman.
Arkon P-90 is a fully hydrogenated tackifying resin produced by Arakawa.
Cationic Photoinitiator The mixed triarylsulfonium hexafluoroantimonate salt solution in propylene carbonate available
from Union Carbide (UVI-6974) or Von Roll Isola (UVE-1014) was used as the photoinitiator (PI). This salt was chosen because of its good thermal stability and its excellent ability to initiate and propagate cationic epoxy polymerization.
Due to the polar nature of the salt and the propylene carbonate, the PI solution is completely insoluble in the liquid polymers or their PSA formulations. Although that may seem to be a fatal disadvantage, it is not. It is advantageous. The PI solution's insolubility is exploited to make an extremely fine droplet sized emulsion, a micoemulsion, where L-207 polymer is used as both the "surfactants" and the continuous medium. This is fully explained in the Appendix. The PI micro- emulsion concentrate is subsequently used as the PI source in the formulations. The ultra-fine PI droplets become further dispersed, i.e., separated, when added to the final PSA formulation.
Cationic vs. Free Radical
i
A major advantage of having cationic, dispersed PI droplets is that very thick PSA films can be cured. Much of the incident UV light can penetrate deeply into a thick film before it hits an absorption site (PI mico-droplet), provided the rest of the formulation is transparent to the wavelength that excites the PI. This is the case using the formulating ingredients used in the present work. This deep
231

o
' . . . :
• > , :
penetration and cure is very different from that of free radical cured systems, where the free radical PI is soluble in the formulation, and the incoming light is quickly attenuated according to the Beer-Lambert law of absorption. The differences between the dispersed cationic PI and a soluble free radical PI in terms of depth of cure are further amplified by the fact that cationic PI in the KLP adhesives is used at very low levels (about 0.1% or less of the actual salt) compared to the normal free radical systems (1 to 3%).
Cationic cure has other important inherent differences compared to free radical cure systems. While free radical UV cure systems are very sensitive to UV intensity and relatively insensitive to temperature, the opposite is true for cationic systems, especially those using the triarylsulfonium hexafluoroantimonate salt. This salt provides the most rapid cure when the film to be cured is at 60°C to 90°C at the actual time of irradiation. Post-cure is minimal with free radical cure, but can be significant in cationic systems. It plays a small, but not to be overlooked role in the present KLP PSA formulations.
Just as in free radical UV cure, in cationic UV cure it is important to match the UV light emission wavelength to adsorption wavelength of the photoinitiator. In the case of UVI-6974 and UVE- 1014 that wavelength is about 305 nanometers. This dictates the use of an UV bulb that gives off significant radiation at that wavelength. A Fusion H bulb provides such an UV output. In the present studies all curing was done using either a single 300 watt per inch Fusion H lab UV bulb or a single 600 watt per inch Fusion H production UV bulb. Dose was measured with a Light Bug.
Starting Point UV Curable PSA Formulations
Type One Example, No Solid Polymer PSA formulation 1 (Table 1) provides an example of the earlier, first type of KLP liquid
adhesive formulation technology, containing no solid polymer. Formulation 1 is a particularly interesting example because it emphasizes particular characteristics that are changed by the addition of a solid polymer like G-1657. PSA 1 can be easily prepared using a high speed disperser, such as those produced by Hockmeyer and other companies. The laboratory preparation procedure is provided in the Appendix.
PSA 1 will coat at relatively cool temperatures, between 40°C and 80°C, and must be UV cured immediately to convert the adhesive from a liquid to a solid film. It was transfer coated onto a 2 mil polyester backing and tested for PSA properties, shown in Table 1. For the transfer coating operation, Technicote TC-2.5 53# release liner was coated, the adhesive film was exposed to the UV light, and then immediately transferred to the polyester backing.
Formulation 1 is an interesting starting point for applications demanding easy breaking of the adhesive film, such as for hobby/envelope sealing free film sealing tape applied from a convenient roller dispenser, where it is wound on a carrier release substrate. This type of free film tape comes either as a permanent type (tips paper) or as a non-permanent type (releases the paper without tearing fiber). PSA 1 is a good candidate for the permanent kind. Comparison was made to a commercial PSA. To compare the experimental PSA cured free films to the commercial films for ability to make a clean break, two pieces of paper were overlapped at 180 °, the free film adhesives were applied across the lap, and the two pieces of paper were manually pulled apart. It was observed whether there was any film stretch and if the break was clean. Additionally, the test films were used to join strips of high quality laser paper and manual T-peels were performed to look for destructive fiber tear. The results for 2 mil
232
.r

U V cured free films o f P S A 1 are shown in the Table 2, where they are compared to a commercia l sample.
Tab le 1 J i . . . . . . . i . . . . .
P S A F o r m u l a t i o n 1 - L iqu id A d h e s i v e for E a s y Tear A d h e s i v e for P e r m a n e n t C r a f t s / E n v e l o p e Sea l ing
:...(
PSA Formulation
KLP L-207 24.00
KLP L1203 37.2
REGALITE R- 125 38.00
5% UVE- 1014 Photoinitiator Microemulsion 0.80
Adhesive film thickness, mil
Melt Application Temperature, °C
Film temperature during UV cure, °C
UV dose, Fusion H bulb, mJ/cm 2
Backing (transfer coated)
PSA Tests (begun 5 days after UV cure):
180 ° Peel from stainless steel, 12 in/minute, pli
180 ° Peel from high density polyethylene, 12in/minute, pli
Loop tack to stainless steel (SS), pli
Probe tack, g
Rolling Ball tack, inch
Holding Power to SS, 1 in 2, 2 Kg, hour
Holding Power to SS, 0.5 in 2, 2 Kg, hour
95C Holding power to SS, 1 in 2, 500g, hour
Shear Adhesion Failure Temperature to SS, 1 in 2, 500g, °C i i i i i
2
77
60
200
2 mil corona treated polyester film
5.1 adhesive, 10% transfer
2.6 adhesive
4.6
1100
4.6
71.3 adhesive
7.9 adhesive
>48 no creep
>204 no creep
"?.
233
r

- .
Table 2 i L | I I I _ I I
PSA Formulation 1 (2 mil UV cured free film) as an Easy Tear Adhesive for Crafts/Envelope Sealing Tape
v
Breakability- 180 ° overlap on Paper
Fast Pull
Slow Pull
T-Peels by hand at 23°C, high quality paper, <30second dwell:
Fast Pull
Slow Pull
Cured PSA of Formula 1
No stretch, cleanbreak
No stretch, clean break
Very destructive fiber tear
Very destructive fiber tear
Commercial Control PSA
No stretch, clean break
Some stretch before clean break
Very destructive fiber tear
Fiber tear from one side only
Type Two Examples, with Solid Polymer PSA formulation 2 (Table 3) incorporates 8% of solid polymer G-1657. The G-1657 changes an
otherwise viscous liquid adhesive at room temperature into a viscoelastic solid adhesive. The formulation looks and handles like a hot melt adhesive based on high molecular weight SIS or SEBS block copolymers. However, unlike such hot melt adhesives, which melt out above 170°C, formulation 2 melts completely and can be applied at 115°C to 130°C. The fact that this adhesive is a solid, as opposed to a viscous liquid at and near room temperature also allows this adhesive to be coated, rewound, and UV cured at a latter time, if desired
The addition of the G-1657 in the formulation also has a major effect upon the cured adhesive film. The UV cured adhesive is very elastic. A free film of the adhesive can be stretched about 600% before break, whereas without the G-1657 present, there would be little elongation and poor tear strength (formulation 1). This elasticity and tensile strength has a major beneficial effect upon the removability of the UV cured film, especially if it is a free film adhesive.
PSA 2 and similar adhesive formulations are easily prepared on the same equipment used to make PSA formulation 1. Some modification of the procedure is made to handle the higher temperature requirementsneeded to melt out the solid polymer. The details are in the Appendix. PSA 2 can be applied directly to paper or plastic backings, such as polyethylene and polypropylene films, or it can be transfer coated. The PSA test data for the experimental adhesive is shown in Table 3 . Of particular note are the steady 180 ° peel results as a function of contact (dwell) time.
Formulation 2 is a good starting point for preparing weatherable and heat resistant masking tapes, removable tapes, permanent/removable labels, protective tapes and films. For example, preliminary testing indicates the UV cured adhesive 2 should be an excellent adhesive for marine masking tapes. Marine masking tapes are specialized tapes that must last at least one to five days in an aggressive environment. The adhesive was evaluated on a suitable backing and compared with several commercial marine tapes for boat refinishing during the peak summer months on the Texas Gulf Coast. Boat deck temperatures reach 65°C, and exposure to sunlight and humidity is intense at this location. The test tapes were over-coated with the popular marine varnishes, including Interlux Jet Speed and Interlux Schooner Varnish, and left in place for 5 days or more. In all instances the test tapes using KLP formulation 2 stripped cleanly from the polyester and varnished boat deck surfaces, They also produced a very fine line. The KLP adhesive appeared to perform as well as or better than the widely used commercial blue crepe, blue crepe safe release, and blue and green plastic fine line marine tapes.
234

Table 3
Start ing Point P S A F o r m u l a t i o n 2 for a W e a t h e r a b l e Mask ing , R e m o v a b l e , or Protect ive Tape
k
PSA Formulation
KLP L-207 18.00
KLP-L-1203 26.00
KRATON G-1657 8.00
REGALITE R-9100 46.00
5% UVE- 1014 Photoinitiator Microemulsion
2.00
Adhesive film thickness, mil
Melt Application Temperature, °C
Film temperature during UV cure, °C
UV Dose, mJ/cm 2
Tape backing substrate (transfer coated)
• PSA Tests (begun 5 days after UV cure):
Peel (12 in/min) dwell time conditions
180 ° Peel from stainless steel, pli
180 ° Peel from polypropylene, pli
180 ° Peel from high density polyethylene, pli
Loop tack to stainless steel (SS), pli
Probe tack, g
Rolling Ball tack, inch
Holding Power to SS, 1 in 2, 1 Kg, hour
Holding Power to SS, 1 in 2, 2 Kg, hour
95°C Holding power to SS, 1 in 2, 500g, hour
Shear Adhesion Failure Temperature to SS, 1 in 2, 500g, C
1.5
112-113
70 - 80
•200
2 mil corona 2 mil treated embossed polyester polyethylene
30 minutes 1 month 30 minutes 1 month
3.1 3.6 2.1 2.7
3.2 3.2 2.0 2.1
1.7 1.2 1.0 0.9
3.7 3.6
1300 659
5.1 5.7
> 168 no creep > 168 no creep
110 adhesive. > 168 no creep
>72 no creep Film broke
199 adhesive. Not attempted
By adjusting the ratio o f the L-207 to L-1203 and the tackifying resin, the peel strength o f the adhesive can be increased. P S A 3 and 4 (Table 4) are starting point formulations having higher peel strength. Like PSA 2, these formulations do not build peel strength with time or with time at elevated temperature. Tapes and labels using these adhesives are removable from metal, plastic, and glass substrates, but are permanent on substrates such as paper, as the peel values are high enough to easily tear fiber.
235
.?.
i I
. . . Table 4
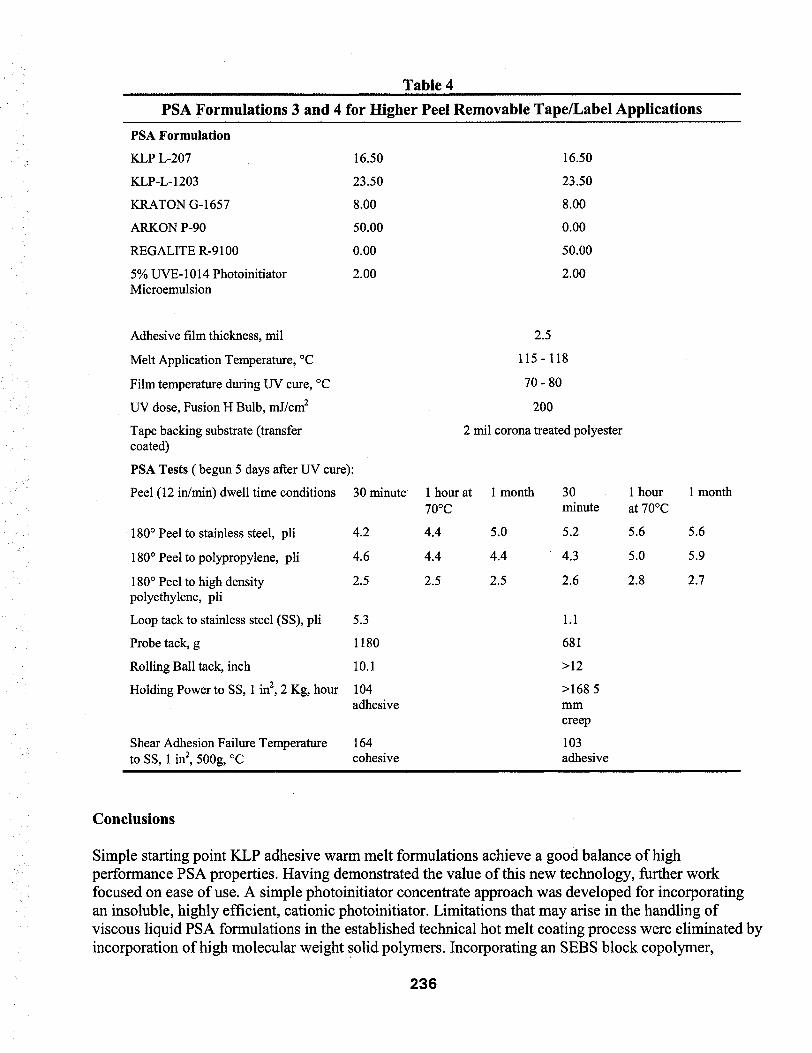
PSA Formulations 3 and 4 for Higher Peel Removable Tape/Label Applications
PSA Formulation
KLP L-207 16.50 16.50
KLP-L-1203 23.50 23.50
KRATON G-1657 8.00 8.00
ARKON P-90 50.00 0.00
REGALITE R-9100 0.00 50.00
5% UVE-1014 Photoinitiator 2.00 2.00 Microemulsion
- . , i
.
Adhesive film thickness, mil
Melt Application Temperature, °C
Film temperature during UV cure, °C
UV dose, Fusion H Bulb, rnJ/cm 2
Tape backing substrate (transfer coated)
PSA Tests ( begun 5 days after UV cure):
Peel (12 in/min) dwell time conditions 30 minute
180 ° Peel to stainless steel, pli
180 ° Peel to polypropylene, pli
180 ° Peel to high density polyethylene, pli
Loop tack to stainless steel (SS), pli
Probe tack, g
Rolling Ball tack, inch
Holding Power to SS, 1 in 2, 2 Kg, hour
4.2
2.5
115-118
70 - 80
200
2 mil corona treated polyester
Shear Adhesion Failure Temperature to SS, 1 in 2, 500g, °C
1 hour at 1 month 30 1 hour 1 month 70°C minute at 70°C
4.4 5.0 5.2 5.6 5.6
4.6 4.4 4.4 4.3 5.0 5.9
2.5 2.5 2.5 2.6 2.8 2.7
5.3 1.1
1180 681
10.1 >12
104 >168 5 adhesive mm
creep
164 103 cohesive adhesive
Conclusions
Simple starting point KLP adhesive warm melt formulations achieve a good balance of high performance PSA properties. Having demonstrated the value of this new technology, further work focused on ease of use. A simple photoinitiator concentrate approach was developed for incorporating an insoluble, highly efficient, cationic photoinitiator. Limitations that may arise in the handling of viscous liquid PSA formulations in the established technical hot melt coating process were eliminated by incorporation of high molecular weight solid polymers. Incorporating an SEBS block copolymer,
236

KRATON G-1657, delivers KLP PSA systems with sufficient green strength for this application technology. The hybrid PSA can be cured at any time before the intended end use. Additionally, benefiting from the fully saturated backbone of the aliphatic rubber, the formulations have little adhesion build up over time. This may make them well suited for a wide range of high quality protective and removable tape and label applications. Also, with some modification, these formulations are good for hand peelable and strippable coatings. This hybrid PSA concept appears to be extendable to partially incompatible polymers, and if fully explored may show other interesting effects on the PSA performance.
Appendix I - Photoinitiator Microemulsions
Background/Review
Emulsions are formed by subjecting two low viscosity liquids that are insoluble in each other to high shear in the presence of a one or more type of surfactant molecules. The higher the shear, the smaller and generally more uniform the droplet size of the dispersed liquid or phase. All other things being equal, the smaller and more uniform the droplet size, the more stable the emulsion as measured by how long it takes for the individual droplets to recombine to form a continuous phase. Particle sizes as small as 0.5 micron diameter can be obtained initially.
The total surface energy of a given system increases with finer droplets. Once the shear energy input ceases, the total interfacial energy will tend to minimize itself. The droplets tend to decrease in number and grow in size, until a continuous phase of the insoluble liquid reforms. The mechanism by which this behavior occurs is for the larger drops to grow at the expense of the smaller droplets. If the dispersed droplets are completely insoluble in the continuous liquid, the larger droplets acquire the mass of the smaller droplets by contact and coalescence. When the dispersed phase is slightly soluble in the continuous phase, then the larger droplets acquire the mass of the small droplets not only by contact and coalescence, but also by molecular diffusion though the continuous phase.
Microemulsions are much different from the regular emulsions described above. In a microemulsion, two insoluble low viscosity liquids are brought together in the presence of two different types of surfactants, usually an ionic and a nonionic alcohol type surfactant, and they more or less spontaneously emulsify to where the droplet size becomes less than 0.5 microns. It is believed that this occurs because the special surfactant combination and ratio causes the interfacial energy between the two liquids to approach zero. Microemulsions have an upper ceiling temperature at which they break and become normal emulsions.
It is believed that the new PI emulsion, as used in the formulations of this paper, prepared by mixing 5% UVE-1014 or UVI-6974 with 95% L-207 under low shear conditions is an example of a microemulsion. It is believed that the interfacial energy between the two phases is near zero, caused by the unique structure of the L-207 polymer. Initial droplet size of the dispersed UVE-1014 or UVI-6974 is about 0.2 micron as measured with a Leica TSC confocal laser scanning microscope used in reflected mode. The microemulsion is stable for over one week at 70°C. It produces superior cure and stability compared to our earlier 5% UVI-6974 emulsion that had been prepared using a sonication method (high shear equivalent) and L-1203 asthe continuous phase. Microemulsions of the PI cannot be made using only L-1203 polymer, indicating the uniqueness of the L-207.
237
, i .¸

.:.-,:
Preparation PI Microemulsion Concentrates
Chemical Ingredients 1. Triarylsulfonium salt photoinitiators that are insoluble in L-207 polymer. These include the triarylsulfonium hexafluoroantimonate salts
Cyracure UVI-6974 from Union Carbide UVE- 1014 from Von Roll Isola ADEKA Optimer SP-170 from Asahi Denka Kogyo K. K. Sarcat CD- 1010 from Sartomer,
and the corresponding triarylsulfonium hexafluorophosphate salts from the same suppliers. (Although excellent microemulsions can be prepared using the PI's containing the hexafluorophosphate counter ion, these 'PI's do not promote sufficient cure in KLP formulations.)
2. KRATON Liquid Polymer L-207
Mixing Equipment Any brand of high speed disk disperser, such as those produced by Hockmeyer or Cowles, may
be used. The equipment may have a lid to restrict UV light exposure (preferred). Other enhancements include a vacuum kettle for defoaming, a second slower mixing element to premix the components to avoid initial overheating, and additional shafts, each with is own disk, to aid in the movement of the viscous material to the high speed blade zone. High speed disk dispersers are generally operated under laminar flow conditions when mixing paint or dispersing pigment. 8 Laminar flow conditions are also usedto make the PI microemulsion concentrates. Use of other low shear mixers may also be possible.
General Procedures and Conditions The L-207 polymer and the photoinitiator are mixed together using the Hockmeyer or similar
mixer. The mixing is done at a blade tip speed of 300 to 1500 cm/sec. If the tip speed is less than about 200 to 300 cm/sec, some of the emulsified droplets can be greater than 1 micron in diameter, which slows the initial cure, and decreases the self-life of the emulsion. If the mixing speed is more than about 2000 cm/sec, unnecessary heat is produced. Unremoved heat energy raises the temperature of the emulsion and this tends to negate any potential advantageous effect of higher tip speed. Commercial high-speed dispersers can provide up to 2540 cm/sec. Blade tip speed is determined by the diameter of the disk (blade, impeller) and the shaft rotational speed. The preferred tip speed is 800 to 1200 cm/second to produce the best microemulsion.
The temperature during mixing can range from 40°C to 100°C, but preferably 50°C to 80°C. The L-207 (the continuous phase) is difficult to mix below 40°C because of its high viscosity and tendency to climb the shaft. At a temperature higher than 130°C, too many of the emulsion droplets tend to be above 1 micron in diameter. As mentioned above, typically a microemulsion has an upper phase transition temperature where the microemulsion is no longer stable and the droplets become larger. For the microemulsion concentrates produced with PI and L-207, the phase change temperature is not sharp, but gradual, perhaps because of the high viscosity/molecular weight of the polymer used or because of the special functionality of the 'polymeric surfactant" being used. When excess temperature damages the emulsion, the PI microemulsion can easily be reformed by allowing the temperature of the concentrate to drop, and simply remixing at about 60°C.
238

Microemulsions can be made that are up to about 40 wt.% PI. These are stable when stored at room temperature. However, oven stability tests at 70°C shows that the lower concentrations of the PI are preferred for maximum shelf life. A 5 wt.% PI micoemulsion is recommended. 5% PI is still very concentrated compared to the UVI-6974 or UVE-1014 use level of about 0.1 to 0.2% level in a formulation, yet dilute enough to stand for a week at 70°C with no apparent change in droplet size or effectiveness of cure.
Example: Preparing a 12 Kg Lab Batch of KLP-CPI-S1 Small batches (4 to 16 Kg) of PI microemulsions routinely are made in our lab using a two horse
power Hockmeyer mixer equipped with a single, flat 10.16 cm diameter blade. Photographs 1 and 2 show the configuration of the equipment to make a 12 Kg batch. The mixing vessel has a fiat bottom with some rounding into the sidewall. The vessel has an inside diameter of 30.5 cm and inside depth of 31.8 cm. The inside diameter to disk blade diameter ratio is 3/1 which is within the norm for good laminar mixing (ratio of 2.8 to 4.0).
The stainless steel vessel is filled with 11.40 Kg of L-207, and placed on the hot plate under the Hockmeyer mixer such that the disk blade is about 5 to 10 cm above the bottom of the stainless steel vessel. Heat is applied while bumping the mixer on and off, at the lowest tip speed, about 300 cm/sec. (600 rpm). When the L-207 reaches 50 ° to 60°C, continuous mixing begins and a normal doughnut shaped flow pattern is established (at about 300 cm/sec tip speed). The heat is turned off, as is the light in the hood containing the high speed disperser and vessel, and 0.600 Kg of UVE-1014 is added from a foil wrapped addition funnel over a 5 minute interval. The tip speed is increased to about 850 cm/sec (1600 rpm), and held there for 15 minutes. During this 15 minute mix, high pressure air is blown against the outside walls of the vessel, for lack of a better method, to minimize the temperature rise of the material. After the 15 minutes of mixing, the batch temperature rises to about 75°C. The PI microemulsion concentrate is now complete and it is filled into appropriate sized containers for later use. The containers are kept sealed and stored at room temperature until use. The PI concentrate is never left in the stainless steel vessel overnight, because some stainless steel alloys allow corrosion.
Opened containers of the PI concentrate should not be exposed to unnecessary light. Several hours of exposure to overhead fluorescent lighting can result in the formation of a skin on the top. PI microemulsion storage vessel capacity should be used that matches the adhesive batch size needs, to avoid repeated opening of a larger than needed PI container. Steel storage containers for the PI microemulsion must have an epoxy or phenolic liner.
Testing a PI Microemulsion Concentrate The 5% PI microemulsion concentrate is tested by mixing a very small about of the
microemulsion into an aliquot of a pre-made masterbatch test formulation (Tables 5 and 6). The test formulation is immediately applied to provide a 5 mil film on polyester substrate attached to a glass plate, reheating the coated film in a oven to 60°C, and immediately curing using a single Fusion H bulb at 200 mJ/cm 2. Instant cure (to the touch) indicates that the PI concentrate is good. Comparison is made to a control until familiar with the test.
i ̧ .
239

T a b l e 5 i
Adhesives Masterbatch for Testing PI Emulsion for C u r e
Ingredient Amount, grams
KLP L-207 205.6
KLP L-1203 236.0
Regalite R-9100 558.4
Total = 1000.0
T a b l e 6 , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
P r e p a r i n g Adhesive to Test PI Microemulsion for UV C u r e
Effectiveness
Ingredient Amount Procedure (grams)
Masterbatch of 98.4 PI free adhesive
5%PI microemulsion concentrate
1.60
Place in 250 ml glass beaker and heat to 100°C, stir at 650 rpm with 3-bladed impeller using electric or air motor.
Add, stir at 1200 rpm for 15 minutes while maintaining 100°C.
Photograph 1
240
i ;~
• . . . . ' ~ i ¸
. . . .
Photograph 2
Appendix 2 - Laboratory PSA Manufac tur ing
The following instructions are for making a 2 to 5 gallon batch using a lab sized high speed disperser, similar to the two horse power Hockmeyer pictured in photograph 1.
Table 7
Manufac tur ing Instructions for PSA Formulat ion 1
Ingredient Instructions
KLP L-207 and L-1203 Add both pre-warmed (about 60°C) to mixing vessel. Begin heating while mixing. Bring temperature to about 135°C.
Regalite R-125 Slowly add all to mix, while maintaining temperature at about 135°C. Mix for 30 minutes after all resin is melted out. Mix and cool until temperature has dropped to about 110°C.
5% PI microemulsion Add while mixing, continue mixing for additional 15 minutes. Minimize exposure to UV light during addition and mixing. Allow temperature to continue to drop while mixing.
Pour into storage container while still very fluid. Close container to prevent UV exposure. If cans are used, they should have a epoxy or phenolic coating. Store at room temperature until use.
- . , . .
241
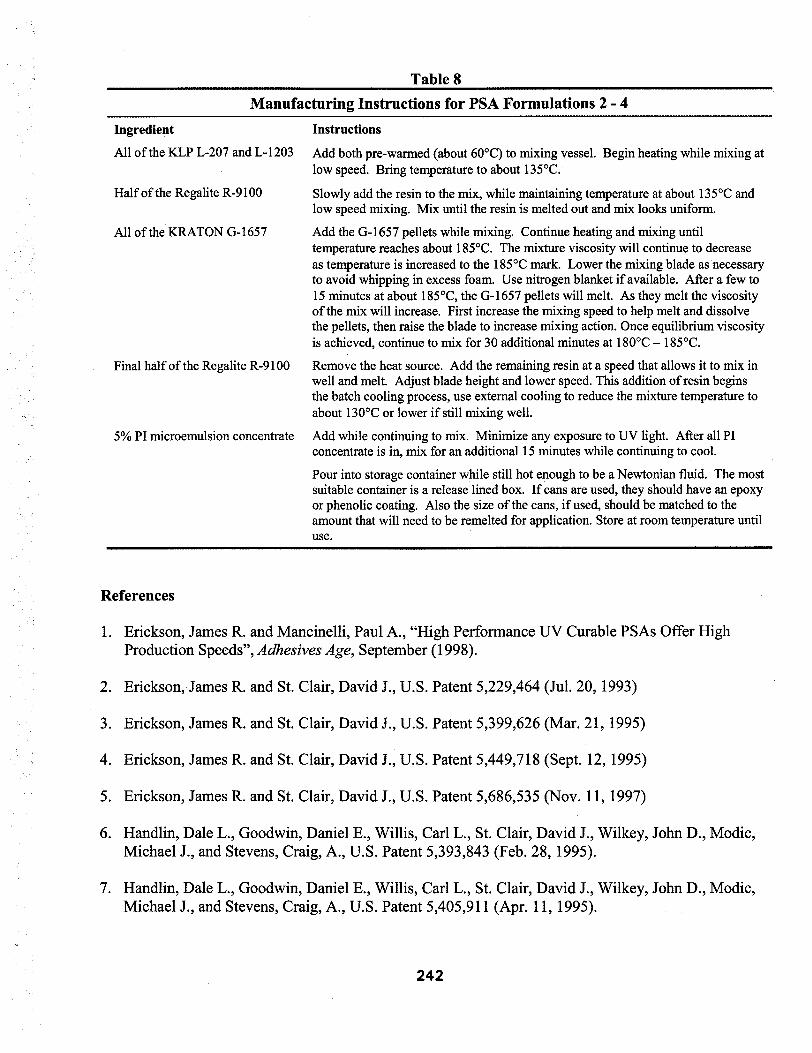
L Table 8 t _ i
Manufac tur ing Instruct ions for P S A Formulat ions 2 - 4
Ingredient Instructions
All of the KLP L-207 and L-1203 Add both pre-warmed (about 60°C) to mixing vessel. Begin heating while mixing at low speed. Bring temperature to about 135°C.
Half of the Regalite R-9100
All of the KRATON G-1657
Slowly add the resin to the mix, while maintaining temperature at about 135°C and low speed mixing. Mix until the resin is melted out and mix looks uniform.
Add the G-1657 pellets while mixing. Continue heating and mixing until temperature reaches about 185°C. The mixture viscosity will continue to decrease as temperature is increased to the 185°C mark. Lower the mixing blade as necessary to avoid whipping in excess foam. Use nitrogen blanket if available. After a few to 15 minutes at about 185°C, the G-1657 pellets will melt. As they melt the viscosity of the mix will increase. First increase the mixing speed to help melt and dissolve the pellets, then raise the blade to increase mixing action. Once equilibrium viscosity is achieved, continue to mix for 30 additional minutes at 180°C- 185°C.
Final half of the Regalite R-9100 Remove the heat source. Add the remaining resin at a speed that allows it to mix in well and melt. Adjust blade height and lower speed. This addition of resin begins the batch cooling process, use external cooling to reduce the mixture temperature to about 130°C or lower if still mixing well.
5% PI microemulsion concentrate Add while continuing to mix. Minimize any exposure to UV light. After all PI concentrate is in, mix for an additional 15 minutes while continuing to cool.
Pour into storage container while still hot enough to be a Newtonian fluid. The most suitable container is a release lined box. If cans are used, they should have an epoxy or phenolic coating. Also the size of the cans, if used, should be matched to the amount that will need to be remelted for application. Store at room temperature until u s e .
I ,
References
1. Erickson, James R. and Mancinelli, Paul A., "High Performance U V Curable PSAs Offer High Production Speeds", Adhesives Age, September (1998).
2. Erickson, James R. and St. Clair, David J., U.S. Patent 5,229,464 (Jul. 20, 1993)
3. Erickson, James R. and St. Clair, David J., U.S. Patent 5,399,626 (Mar. 21, 1995)
4. Erickson, James R. and St. Clair, David J.' U.S. Patent 5,449,718 (Sept. 12, 1995)
5. Erickson, James R. and St. Clair, David J., U.S. Patent 5,686,535 (Nov. 11, 1997)
Q Handlin, Dale L., Goodwin, Daniel E., Willis, Carl L., St. Clair, David J., Wilkey, John D., Modic, Michael J., and Stevens, Craig, A., U.S. Patent 5,393,843 (Feb. 28, 1995).
0 Handlin, Dale L., Goodwin, Daniel E., Willis, Carl L., St. Clair, David J., Wilkey, John D., Modic, Michael J., and Stevens, Craig, A., U.S. Patent 5,405,911 (Apr. 11, 1995).
242

8. Patton, Temple C., Chapter 22 "High Speed Disk Disperser", in Paint Flow and Pigment Dispersion, John Wiley & Sons, NY, pp 468- 488, (1979).
Acknowledgements
The authors wish to thank Bill Meyer of KRATON Polymers and Don Eppink and associates at Chemsultants for preparing and testing the adhesives, Esther Zimmerman of KRATON Polymers for development work on the photoinitiator microemulsion, Franklin Scariano at Franklin's Mobile Marine Services for evaluating the marine tapes, and the KRATON Polymers management for their support and permission to publish.
i ̧ :~ :
i
243