Embed Size (px)
Citation preview
KULLANMA KILAVUZU
ID 300 TW DC PULSE
TIG KAYNAK İNVERTÖRÜ
www.oerlikon.com.tr
USER MANUAL
TIG WELDING MACHINE

Magma Mekatronik önceden haber vermeksizin kullanma kılavuzundaki bilgilerde ve resimlerde değişiklik yapabilir.
İÇİNDEKİLER
GÜVENLİK KURALLARI
1. TEKNİK BİLGİLER
1.1 GENEL AÇIKLAMALAR
1.2 MAKİNE BİLEŞENLERİ
1.3 ÜRÜN ETİKETİ
1.4 TEKNİK ÖZELLİKLER
1.5 AKSESUARLAR
2. KURULUM BİLGİLERİ
2.1 TESLİM ALIRKEN DİKKAT EDİLECEK HUSUSLAR
2.2 KURULUM VE ÇALIŞMA TAVSİYELERİ
2.3 ELEKTRİK FİŞİ BAĞLANTISI
2.4 ŞEBEKEYE BAĞLAMA
2.5 TIG KAYNAĞI İÇİN BAĞLANTILAR
2.5.1 Gaz Bağlantılar
2.5.2 Topraklama Pensesi Bağlantıları
2.5.3 Torç Bağlantıları
2.5.4 Tungsten Elektrodu Değiştirme
2.6 ÖRTÜLÜ ELEKTROD KAYNAĞI İÇİN BAĞLANTILAR
3. KULLANIM BİLGİLERİ
3.1 KONTROL PANELİ
3.2 TIG EĞRİSİ
3.3 MENÜ YAPISI
3.3.1 TIG Kaynağı Yöntemi
3.3.2 TIG Kaynağı Modlarının Kullanımı
3.3.3 Örtülü Elektrod Kaynağı Yöntemi
3.4 HATA MESAJLARI
4. BAKIM VE HATA GİDERME
4.1 PERİYODİK BAKIMLAR
4.2 PERİYODİK OLMAYAN BAKIMLAR
EK 1: YEDEK PARÇA LİSTESİ
EK 2: DEVRE ŞEMASI
....................................................................................................................................2
........................................................................................................................................8
...........................................................................................................................8
............................................................................................................................8
.........................................................................................................................................9
..............................................................................................................................10
.......................................................................................................................................10
...................................................................................................................................11
...............................................................................11
..................................................................................................11
..................................................................................................................11
..........................................................................................................................12
.......................................................................................................12
..............................................................................................................................12
...................................................................................................12
.............................................................................................................................12
.....................................................................................................12
..........................................................................12
.................................................................................................................................13
................................................................................................................................13
.............................................................................................................................................14
.........................................................................................................................................14
....................................................................................................................14
................................................................................................15
..................................................................................................15
..................................................................................................................................15
.........................................................................................................................16
........................................................................................................................16
.....................................................................................................16
........................................................................................................................17
.....................................................................................................................................19
1ID 300 TW DC PULSE
2 ID 300 TW DC PULSE
GÜVENLİK KURALLARI
GÜVENLİK BİLGİLERİNİN TANIMLANMASI
Ÿ Kılavuzda yer alan güvenlik sembolleri potansiyel tehlikelerin tanımlanmasında kullanılır.
Ÿ Bu kılavuzda herhangi bir güvenlik sembolü görüldüğünde, bir yaralanma riski olduğu anlaşılmalı ve takip eden açıklamalar dikkatlice okunarak olası tehlikeler engellenmelidir.
Ÿ Kaynak işlemi sırasında operatörler dışındakileri, özellikle de çocukları çalışma sahasından uzak tutun.
KILAVUZDA YER ALAN TÜM GÜVENLİK KURALLARINA UYUN!
ELEKTRİK ÇARPMALARI ÖLDÜREBİLİR
Kurulum prosedürlerinin ulusal elektrik standartlarına ve diğer ilgili yönetmeliklere uygun olduğundan emin olun ve makinenin yetkili kişiler tarafından kurulmasını sağlayın.
Ÿ Kuru ve sağlam izolasyonlu eldiven ve iş önlüğü giyin. Islak ya da hasar görmüş eldiven ve iş önlüklerini kesinlikle kullanmayın.
Ÿ Elektroda çıplak elle dokunmayın.
Ÿ Elektrik taşıyan parçalara kesinlikle dokunmayın.
Ÿ Eğer çalışma yüzeyine, zemine ya da başka bir makineye bağlı elektrodla temas halindeyseniz kesinlikle elektroda dokunmayın.
Ÿ Çalışma yüzeyinden ve zeminden kendinizi izole ederek olası muhtemel elektrik şoklarından korunabilirsiniz. Çalışma yüzeyiyle operatörün temasını kesecek kadar büyük, yanmaz, elektriksel açıdan yalıtkan, kuru ve hasarsız izolasyon malzemesi kullanın.
Ÿ Elektrot pensesine birden fazla elektrot bağlamayın.
Ÿ Makineyi kullanmadığınız durumlarda kapalı tutun.
Ÿ Makineyi tamir etmeden önce tüm güç bağlantılarını ve/veya bağlantı fişlerini çıkartın ya da makineyi kapatın.
Ÿ Uzun şebeke kablosu kullanırken dikkatli olun.
Ÿ Tüm kabloları olası hasarlara karşı sık sık kontrol edin. Hasarlı ya da izolasyonsuz bir kablo tespit edildiğinde derhal tamir edin veya değiştirin.
Ÿ Elektrik hattının topraklamasının doğru yapıldığından emin olun.
GÜVENLİK UYARILARININ KAVRANMASI
Ÿ Kullanım kılavuzunu, makine üzerindeki etiket ve güvenlik uyarılarını dikkatli bir şekilde okuyunuz.
Ÿ Makine üzerindeki uyarı etiketlerinin iyi durumda olduğundan emin olunuz. Eksik ve hasarlı etiketleri değiştiriniz.
Ÿ Makinenin nasıl çalıştırıldığını, kontrollerinin doğru bir şekilde nasıl yapılacağını öğreniniz.
Ÿ Makinenizi uygun çalışma ortamlarında kullanınız.
Ÿ Makinenizde yapılabilecek uygunsuz değişiklikler makinenizin güvenli çalışmasına ve kullanım ömrüne olumsuz etki eder.
HAREKETLİ PARÇALAR YARALANMALARA YOL AÇABİLİR
Ÿ Hareket halinde olan nesnelerden uzak durun.
Ÿ Makine ve cihazlara ait tüm kapak, panel, kapı, vb. koruyucuları kapalı ve kilitli tutun.
Ÿ Ağır cisimlerin düşme olasılığına karşı metal burunlu ayakkabı giyin.

GÜVENLİK KURALLARI
3ID 300 TW DC PULSE
SICAK PARÇALAR AĞIR YANIKLARA NEDEN OLABİLİR
Ÿ Sıcak parçalara çıplak el ile dokunmayın.
Ÿ Makinenin parçaları üzerinde çalışmadan önce soğumaları için gerekli sürenin geçmesini bekleyin.
Ÿ Sıcak parçaları tutmanız gerektiğinde, uygun alet, ısıl izolasyonu yüksek kaynak eldiveni ve yanmaz giyisiler kullanın.
DUMAN VE GAZLAR SAĞLIĞINIZ İÇİN ZARARLI OLABİLİR
Kaynak ve kesme işlemi yapılırken çıkan duman ve gazın uzun süre solunması çok tehlikelidir.
Ÿ Gözlerde, burunda ve boğazda meydana gelen yanma hissi ve tahrişler, yetersiz havalandırmanın belirtileridir. Böyle bir durumda derhal havalandırmayı arttırın, sorunun devam etmesi halinde kaynak işlemini durdurun.
Ÿ Çalışma alanında doğal ya da suni bir havalandırma sistemi oluşturun.
Ÿ Kaynak ve kesme işlemi yapılan yerlerde uygun bir duman emme sistemi kullanın. Gerekiyorsa tüm atölyede biriken duman ve gazları dışarıya atabilecek bir sistem kurun. Deşarj esnasında çevreyi kirletmemek için uygun bir filtrasyon sistemi kullanın.
Ÿ Dar ve kapalı alanlarda çalışıyorsanız veya kurşun, berilyum, kadmiyum, çinko, çinko kaplı ya da boyalı malzemelerin kaynağını yapıyorsanız, yukarıdaki önlemlere ilave olarak temiz hava sağlayan maskeler kullanın.
Ÿ Gaz tüpleri ayrı bir bölgede gruplandırılmışsa buraların iyi havalanmasını sağlayın, gaz tüpleri kullanımda değilken ana vanalarını kapalı tutun, gaz kaçaklarına dikkat edin.
Ÿ Argon gibi koruyucu gazlar havadan daha yoğundur ve kapalı alanlarda kullanıldıkları takdirde havanın yerine solunabilirler. Bu da sağlığınız için tehlikelidir.
Ÿ Kaynak işlemlerini yağlama veya boyama işlemlerinde açığa çıkan klorlu hidrokarbon buharlarının olduğu ortamlarda yapmayın.
KIVILCIMLAR VE SIÇRAYAN PARÇALAR GÖZLERİNİZİ YARALAYABİLİR
Ÿ Kaynak yapmak, yüzey taşlamak, fırçalamak gibi işlemler kıvılcımlara ve metal parçacıklarının sıçramasına neden olur.
Ÿ Oluşabilecek yaralanmaları önlemek için kaynak maskesinin altına, kenar korumalıkları olan onaylanmış koruyucu iş gözlükleri takın.
ARK IŞIĞI GÖZLERİNİZE VE CİLDİNİZE ZARAR VEREBİLİR
Ÿ Gözlerinizi ve yüzünüzü korumak için uygun koruyucu maske ile ona uygun ( EN 379 ‘a göre 4 ila13) cam filtre kullanın.
Ÿ Vücudunuzun diğer çıplak kalan yerlerini (kollar, boyun, kulaklar, vb) uygun koruyucu giysilerle bu ışınlardan koruyun.
Ÿ Çevrenizdeki kişilerin ark ışınlarından ve sıcak metallerden zarar görmemeleri için çalışma alanınızı göz hizasından yüksek, aleve dayanıklı paravanlarla çevirin ve uyarı levhaları asın.
Ÿ Buz tutmuş boruların ısıtılmasında kullanılmaz. Arc makinesiyle yapılan bu işlem tesisatınızda patlama, yangın veya hasara neden olur.

GÜVENLİK KURALLARI
4 ID 300 TW DC PULSE
Ÿ Bazı ekipman ve işlemlerin oluşturacağı gürültü, duyma yeteneğinize zarar verebilir.
Ÿ Eğer gürültü seviyesi yüksek ise onaylanmış kulak koruyucularını takın.
GÜRÜLTÜ, DUYMA YETENEĞİNİZE ZARAR VEREBİLİR
KAYNAK TELİ YARALANMALARA YOL AÇABİLİR
Ÿ Kaynak teli sargısını boşaltırken torcu vücudun herhangi bir bölümüne, diğer kişilere ya da herhangi bir metale doğru tutmayın.
Ÿ Kaynak telini makaradan elle açarken - özellikle ince çaplarda- tel, bir yay gibi elinizden fırlayabilir, size veya çevrenizdeki diğer kişilere zarar verebilir, bu işlemi yaparken özellikle gözlerinizi ve yüzünüzü koruyun.
KAYNAK İŞLEMİ YANGINLARA VE PATLAMALARA YOL AÇABİLİR
Ÿ Yanıcı maddelere yakın yerlerde kesinlikle kaynak yapmayın. Yangın çıkabilir veya patlamalar olabilir.
Ÿ Kaynak işlemine başlamadan önce bu maddeleri ortamdan uzaklaştırın veya yanmalarını ve harlamalarını önlemek için koruyucu örtülerle üstlerini örtün.
Ÿ Kaynak kıvılcımları yangına sebep olabilir. Bu nedenle yangın söndürücü tüp, su, kum gibi malzemeleri kolay ulaşabileceğiniz yerlerde bulundurun.
Ÿ Yanıcı, patlayıcı ve basınçlı gaz devreleri üzerinde geri tepme ventilleri, gaz regülatörleri ve vanalarını kullanın ve bunların periyodik kontrollerinin yapılıp sağlıklı çalışmasına dikkat edin.
Ÿ Tamamen kapalı tüplere ya da borulara kaynak ve kesme işlemi uygulamayın.
Ÿ Tüp ve kapalı konteynerlere kaynak yapmadan önce bunları açın, tamamıyla boşaltıp temizleyin. Bu tip yerlerde yapacağınız kaynak işlemlerinde mümkün olan en büyük dikkati gösterin.
Ÿ İçinde daha önce, patlama, yangın ya da diğer tepkimelere neden olabilecek maddeler bulunan tüp ve borulara boş dahi olsalar kaynak yapmayın.
Ÿ Kaynak ekipmanları ısınırlar. Bu nedenle kesinlikle kolay yanabilecek veya hasar görebilecek yüzeylerin üzerine yerleştirmeyin!
MAKİNE ve APARATLARA YETKİSİZ KİŞİLER TARAFINDAN BAKIM YAPILMASI YARALANMALARA NEDEN OLABİLİR
Ÿ Elektrikli cihazlar yetkisiz kişilere tamir ettirilmemelidir. Burada yapılabilecek hatalar kullanımda ciddi yaralanmalara veya ölümlere neden olabilir.
Ÿ Gaz devresi elemanları basınç altında çalışmaktadır; yetkisiz kişiler tarafından verilen servisler sonucunda patlamalar olabilir, kullanıcılar ciddi şekilde yaralanabilir.
KÜÇÜK HACİMLİ VE KAPALI ALANLARDA KAYNAK
Ÿ Küçük hacimli ve kapalı alanlarda mutlaka bir başka kişi eşliğinde kaynak ve kesme işlemlerini yapın.
Ÿ Mümkün olduğu kadar bu tarz kapalı yerlerde kaynak ve kesme işlemleri yapmaktan kaçının.

GÜVENLİK KURALLARI
5ID 300 TW DC PULSE
DÜŞEN PARÇALAR YARALANMALARA NEDEN OLABİLİR
Güç kaynağının ya da diğer ekipmanların doğru konuşlandırılmaması, kişilerde ciddi yaralanmalara ve diğer nesnelerde de maddi hasara neden olabilir.
Ÿ Güç kaynağının yerini değiştirirken her zaman tutamakları veya taşıma halkalarını kullanın. Asla torç, kablo veya hortumlardan çekmeyin. Gaz tüplerini mutlaka ayrı taşıyın.
Ÿ Kaynak ve kesme ekipmanlarını taşımadan önce tüm ara bağlantılarını sökün, ayrı ayrı olmak üzere, küçük olanları saplarından, büyükleri ise taşıma halkalarından ya da forklift gibi uygun kaldırma ekipmanları kullanarak kaldırın ve taşıyın.
Ÿ Makinenizi düşmeyecek ve devrilmeyecek şekilde maksimum 10° eğime sahip zemin ve platformlara yerleştirin. Malzeme akışına engel olmayacak, kablo ve hortumlara takılma riskinin oluşmayacağı, hareketsiz; ancak geniş, rahat havalandırılabilecek, tozsuz alanları tercih edin. Gaz tüplerinin devrilmemesi için seyyar makinelerde makinenin arkasına, sabit yerlerde ise duvara zincirle bağlayın.
Ÿ Operatörlerin makine üzerindeki ayarlara ve bağlantılara kolayca ulaşmasını sağlayın.
AŞIRI KULLANIM MAKİNENİN AŞIRI ISINMASINA NEDEN OLUR
Ÿ Çalışma çevrimi oranlarına göre makinenin soğumasına müsaade edin.
Ÿ Akımı veya çalışma çevrimi oranını tekrar kaynağa başlamadan önce düşürün.
Ÿ Makinenin havalandırma girişlerinin önünü kapamayın.
Ÿ Makinenin havalandırma girişlerine, üretici onayı olmadan filtre koymayın.
ARK KAYNAĞI ELEKTROMANYETİK GİRİMLERE NEDEN OLABİLİR
Ÿ Bu cihaz TS EN 55011:2007 standardına göre EMC testlerinde grup 2, class A dır.
Ÿ Bu class A cihaz elektriksel gücün alçak gerilim şebekeden sağlandığı meskun mahallerde kullanım amacıyla üretilmemiştir. Bu gibi yerlerde iletilen ve yayılan radyo frekans parazitlerinden dolayı elektromanyetik uyumluluğu sağlamakla ilgili muhtemel zorluklar olabilir.
Ÿ Bu cihaz IEC 61000-3-12 uyumlu değildir. Evlerde kullanılan alçak gerilim şebekesine bağlanmak istenmesi durumunda, elektrik bağlantısını yapacak tesisatçının veya makineyi kullanacak kişinin, makinenin bağlanabilirliği konusunda bilgi sahibi olması gereklidir, bu durumda sorumluluk kurulumu yapana veya kullanıcıya aittir.
Ÿ Çalışma bölgesinin elektromanyetik uyumluluğa (EMC) uygun olduğundan emin olun. Kaynak veya kesme işlemi esnasında oluşabilecek elektromanyetik girişimler, elektronik cihazlarınızda ve şebekenizde istenmeyen etkilere neden olabilir. İşlem sırasında oluşabilecek bu girişimlerin neden olabileceği etkiler kullanıcının sorumluluğu altındadır.
Ÿ Eğer herhangi bir girişim oluşuyorsa, uygunluğu sağlamak için; kısa kablo kullanımı, korumalı (zırhlı) kablo kullanımı,kaynak makinesinin başka bir yere taşınması, kabloların etkilenen cihaz ve/veya bölgeden uzaklaştırması, filtre kullanımı veya çalışma alanının EMC açısından korunmaya alınması gibi ekstra önlemler alınabilir.
Ÿ Olası EMC hasarlarını engellemek için kaynak işlemlerinizi hassas elektronik cihazlarınızdan mümkün olduğunca uzakta (100m) gerçekleştirin.
Ÿ Kaynak kesme makinenizin kullanma kılavuzuna uygun şekilde kurulup yerleştirildiğinden emin olun.

GÜVENLİK KURALLARI
6 ID 300 TW DC PULSE
ÇALIŞMA ALANININ ELEKTROMANYETIK UYGUNLUĞUNUN DEĞERLENDİRİLMESİ
IEC 60974-9 madde 5.2'ye göre;Kaynak ve Kesme donanımı tesis etmeden önce, işletme yetkilisi ve/veya kullanıcı, çevredeki olası elektromanyetik girisimler hakkında bir inceleme yapmalıdır. Asagıda belirtilen haller göz önünde bulundurulmalıdır:
a) Kaynak makinesi ve donanımının üstünde, altında ve yanındaki diger besleme kabloları, kontrol kabloları, sinyal ve telefon kabloları,b) Radyo ve televizyon vericileri ve alıcıları, �c) Bilgisayar ve diger kontrol donanımı, �d) Kritik güvenlik donanımı, örnegin endüstriyel donanımın korunması, �e) Çevredeki insanların saglıgı, örnegin kalp pilleri ve isitme cihazları, �f) Ölçme veya kalibrasyon için kullanılan donanım, �g) Ortamdaki diger donanımın bagısıklıgı. Kullanıcı, çevrede kullanılmakta olan diger donanımın uyumlu �olmasını saglamalıdır. Bu, ilave koruma önlemleri gerektirebilir, �h) Kaynak işleminin ya da diğer faaliyetlerin gün içindeki gerçekleştirileceği zaman, göz önüne alınarak çevrenin büyüklüğü, binanın yapısına ve binada yapılmakta olan diğer faaliyetlere göre tesis sınırları genişletilebilir.
Alanın değerlendirilmesine ek olarak cihaz kurulumlarının değerlendirilmesi de bozulmanın çözümü için gerekli olabilir. Gerek görülmesi durumunda, yerinde ölçümler azaltıcı önlemlerin verimliliklerini onaylamak için de kullanılabilir. (Kaynak: IEC 60974-9).
GİRİŞİM AZALTMA YÖNTEMLERİ
Ÿ Cihaz tavsiye edilen şekilde ve yetkili bir kişi tarafından elektrik şebekesine bağlanmalıdır. Eğer girişim oluşursa şebekenin filtrelenmesi gibi ek önlemler uygulanabilir. Sabit montajlı ark kaynağı ekipmanının besleme kablosu metal bir boru veya eşdeğer ekranlı yapı içinde olmalıdır. Muhafaza kablo uzunluğu boyunca elektriksel olarak kesintisiz olmalıdır. Metal boru ve/veya ekran ile güç kaynağının mahfazası bağlı olmalı ve bu iki yapı arasında iyi bir elektriksel temas sağlanmalıdır.
Ÿ Cihazın tavsiye edilen rutin bakımları yapılmalıdır. Cihaz kullanımdayken, kaportanın tüm kapakları kapalı ve/veya kilitli olmalıdır. Cihaz üzerinde Merkez Servisin yazılı onayı olmadan standart ayarları dışında herhangi bir değişiklik, modifikasyon kesinlikle yapılamaz. Aksi durumda oluşabilecek her türlü sonuçtan kullanıcı sorumludur.
Ÿ Kaynak kabloları mümkün olduğunca kısa tutulmalı ve çalışma alanının zemininden ve yan yana olacak şekilde gitmelidirler. Kaynak kabloları hiçbir sekilde sarılmamalıdır.
Ÿ Emisyonları azaltmak amacıyla çevredeki bütün metal nesnelerin birbirine bağlanmasına dikkat edilmelidir. Ancak, is parçasına bağlanan metal nesneler, operatörün bu metal nesnelere ve elektroda aynı anda dokunarak çarpılma olasılıgı riskini artıracaktır. Operatör, bütün bu birbirine bağlanmış metal nesnelerden yalıtılmalıdır.
Ÿ İş parçasının elektriksel güvenlik amacıyla veya boyutu ve pozisyonu sebebiyle toprağa bağlanmadığı durumlarda (örneğin gemi gövdesi veya çelik konstrüksiyon imalatı) iş parçası ile toprak arasında yapılacak bir bağlantı bazı durumlarda emisyonları düşürebilir. İş parçasının topraklanmasının kullanıcıların yaralanmasına veya ortamdaki diğer elektrikli ekipmanların arıza yapmasına neden olabileceği unutulmamalıdır. Gerekli hallerde iş parçası ile toprak bağlantısı doğrudan bağlantı şeklinde yapılabilir fakat doğrudan bağlantıya izin verilemeyen bazı ülkelerde bağlantı yerel regülasyonlara uygun olarak, uygun kapasite elemanları kullanılarak oluşturulabilir.
Ÿ Çalışma alanındaki diğer cihazların ve kabloların ekranlanması ve muhafazası bozulma problemlerinin önüne geçilmesini sağlayabilir. Kaynak bölgesinin tamamının ekranlanması bazı özel uygulamalar için değerlendirilebilir.
GÜVENLİK KURALLARI
7ID 300 TW DC PULSE
Ÿ Kaynak kabloları bir araya getirilmeli, mümkün olduğunda bir bantla emniyet altına alınmalıdır,
Ÿ Kaynakçının/çalışanın gövdesi ve başı, kaynak makine ve kablolarından mümkün olduğunca uzakta tutulmalıdır,
Ÿ Kaynak kabloları vücudun etrafına hiçbir şekilde sarılmamalıdır,
Ÿ Vücut, kaynak kablolarının arasında kalmamalıdır. Kaynak kablolarının her ikisi yan yana olmak üzere vücudun uzağında tutulmalıdır,
Ÿ Dönüş kablosu is parçasına, kaynak yapılan bölgeye mümkün olduğunca yakın bir şekilde bağlanmalıdır,
Ÿ Kaynak güç ünitesine yaslanmamalı, üzerine oturmamalı ve çok yakınında çalışılmamalıdır,
Ÿ Kaynak teli besleme birimi veya kaynak güç ünitesini tasırken kaynak yapılmamalıdır.
Herhangi bir iletken üzerinden geçen elektrik akımı, bölgesel elektrik ve manyetik alanlar (EMF) oluşturur. Bütün kaynakçılar, kaynak devresinden gelen EMF'ye maruz kalmanın sebep olduğu riski en aza indirmek için aşağıdaki prosedürleri uygulamalıdır:
EMF ayrıca, kalp pilleri gibi tıbbi implantların (vücut içine yerlestirilen madde) çalısmasını bozabilir. Tıbbi implantları olan kisiler için koruyucu önlemler alınmalıdır. Örnegin, yoldan geçenler için erisim sınırlaması koyulabilir veya kaynakçılar için bireysel risk degerlendirmeleri yapılabilir. Bir tıp uzmanı tarafından, tıbbi implantları olan kullanıcılar için risk degerlendirmesi yapılıp, öneride bulunulmalıdır.
ARK KAYNAĞI ELEKTRONMANYETİK ALANA (EMF) NEDEN OLABİLİR
KORUMA
Ÿ Makineyi yağmura maruz bırakmayın, üzerine su sıçramasına veya basınçlı buhar gelmesine engel olun.
ENERJİ VERİMLİLİĞİ
Ÿ Yapacağınız kaynağa uygun kaynak yöntemi ve kaynak makinesi tercihinde bulunun.
Ÿ Kaynak yapacağınız malzemeye ve kalınlığına uygun kaynak akımı ve/veya gerilimi seçin.
Ÿ Kaynak yapmadan uzun süre beklenilecekse, fan makineyi soğuttuktan sonra makineyi kapatın.
KULLANIM ÖMRÜ
Ÿ Bilim, Sanayi ve Teknoloji bakanlığınca belirlenen ömrü 10 yıldır.
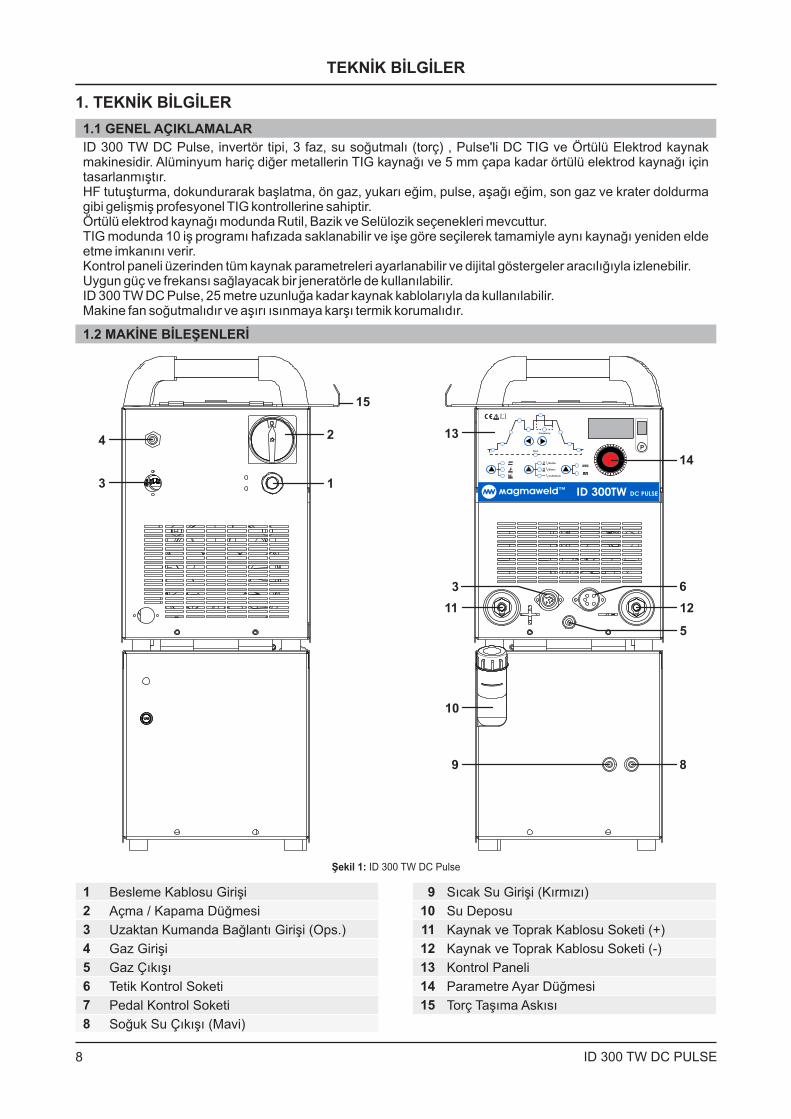
1.2 MAKİNE BİLEŞENLERİ
1. TEKNİK BİLGİLER
TEKNİK BİLGİLER
1.1 GENEL AÇIKLAMALAR
ID 300 TW DC Pulse, invertör tipi, 3 faz, su soğutmalı (torç) , Pulse'li DC TIG ve Örtülü Elektrod kaynak makinesidir. Alüminyum hariç diğer metallerin TIG kaynağı ve 5 mm çapa kadar örtülü elektrod kaynağı için tasarlanmıştır.HF tutuşturma, dokundurarak başlatma, ön gaz, yukarı eğim, pulse, aşağı eğim, son gaz ve krater doldurma gibi gelişmiş profesyonel TIG kontrollerine sahiptir.Örtülü elektrod kaynağı modunda Rutil, Bazik ve Selülozik seçenekleri mevcuttur.TIG modunda 10 iş programı hafızada saklanabilir ve işe göre seçilerek tamamiyle aynı kaynağı yeniden elde etme imkanını verir.Kontrol paneli üzerinden tüm kaynak parametreleri ayarlanabilir ve dijital göstergeler aracılığıyla izlenebilir.Uygun güç ve frekansı sağlayacak bir jeneratörle de kullanılabilir.ID 300 TW DC Pulse, 25 metre uzunluğa kadar kaynak kablolarıyla da kullanılabilir.Makine fan soğutmalıdır ve aşırı ısınmaya karşı termik korumalıdır.
8 ID 300 TW DC PULSE
Şekil 1: ID 300 TW DC Pulse
Besleme Kablosu Girişi
Açma / Kapama Düğmesi
Uzaktan Kumanda Bağlantı Girişi (Ops.)
Gaz Girişi
Gaz Çıkışı
Tetik Kontrol Soketi
Pedal Kontrol Soketi
Soğuk Su Çıkışı (Mavi)
Sıcak Su Girişi (Kırmızı)
Su Deposu
Kaynak ve Toprak Kablosu Soketi (+)
Kaynak ve Toprak Kablosu Soketi (-)
Kontrol Paneli
Parametre Ayar Düğmesi
Torç Taşıma Askısı
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
4 2
13
11
6
12
5
10
9 8
3
13
15
14Spot
\ Rutile
\ Basic
\ Cellulosic
ID 300TW DC PULSE
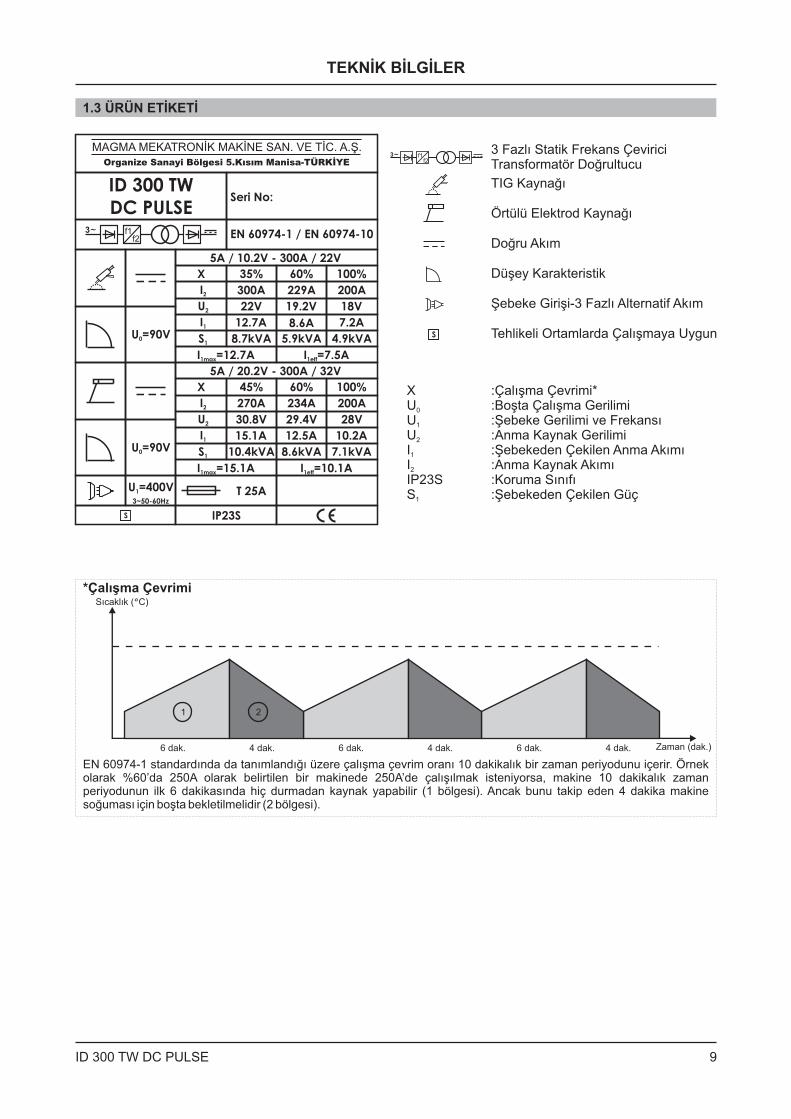
1.3 ÜRÜN ETİKETİ
*Çalışma Çevrimi
1 2
Sıcaklık (°C)
Zaman (dak.)6 dak. 6 dak. 6 dak.4 dak. 4 dak. 4 dak.
EN 60974-1 standardında da tanımlandığı üzere çalışma çevrim oranı 10 dakikalık bir zaman periyodunu içerir. Örnek olarak %60’da 250A olarak belirtilen bir makinede 250A’de çalışılmak isteniyorsa, makine 10 dakikalık zaman periyodunun ilk 6 dakikasında hiç durmadan kaynak yapabilir (1 bölgesi). Ancak bunu takip eden 4 dakika makine soğuması için boşta bekletilmelidir (2 bölgesi).
TEKNİK BİLGİLER
9ID 300 TW DC PULSE
TIG Kaynağı
Örtülü Elektrod Kaynağı
Doğru Akım
Düşey Karakteristik
Şebeke Girişi-3 Fazlı Alternatif Akım
Tehlikeli Ortamlarda Çalışmaya Uygun
3 Fazlı Statik Frekans ÇeviriciTransformatör Doğrultucu
3
XU0
U 1
U2
I1
I2
IP23SS1
:Çalışma Çevrimi*:Boşta Çalışma Gerilimi0:Şebeke Gerilimi ve Frekansı0
:Anma Kaynak Gerilimi0:Şebekeden Çekilen Anma Akımı0
:Anma Kaynak Akımı0
:Koruma Sınıfı:Şebekeden Çekilen Güç
3
1.5 AKSESUARLAR
STANDART AKSESUARLAR ADET ÜRÜN KODU
K301000303
K301100303
1
1
Elektrod Pensesi ve Kablosu (25mm² - 3mt)
Topraklama Pensesi ve Kablosu (25mm² - 3mt)
OPSİYONEL AKSESUARLAR ADET ÜRÜN KODU
S510032201
S520001004
S510032202
1
1
1
Torç TTS 18-4 350A (%60 DC)
Gaz Basınç Regülatörü (Ar-CO )2
Torç TTS 18-8 350A (%60 DC)
TEKNİK BİLGİLER
10 ID 300 TW DC PULSE
1.4 TEKNİK ÖZELLİKLER
TEKNİK ÖZELLİKLER
Şebeke Gerilimi (3 faz - 50-60 Hz)
Şebekeden Çekilen Güç - TIG (%35)
Şebekeden Çekilen Güç - Örtülü Elektrod (%45)
Şebekeden Çekilen Akım - TIG (%35)
Şebekeden Çekilen Akım - Örtülü Elektrod (%45)
Güç Faktörü
Boşta Çalışma Gerilimi
Kaynak Akım Ayar Sahası
Anma Kaynak Akımı - TIG (%35)
Anma Kaynak Akımı - Örtülü Elektrod (%45)
Koruma Sınıfı
Soğutma Sistemi
Boyutlar (UxGxY)
Ağırlık
Standart ve Onaylar
BİRİM
V
kVA
kVA
A
A
VDC
ADC
ADC
ADC
mm
kg
DEĞER
400
8,7
10,4
12,7
15,1
0,93
90
5 - 300
300
270
IP23S
Hava
598x252x661
43,5
CE,EN60974-1,EN60974-10
K1000002001Kaynak Arabası (21.5kg)

2.2 KURULUM VE ÇALIŞMA TAVSİYELERİ
2. KURULUM BİLGİLERİ
2.1 TESLİM ALIRKEN DİKKAT EDİLECEK HUSUSLAR
KURULUM BİLGİLERİ
Ÿ Standart palet şunları içermektedir:
ú Ana makine ve ona bağlı şebeke kablosu
ú Topraklama pensesi ve kablosu
ú Elektrod pensesi ve kablosu
ú Garanti belgesi
ú Kullanma kılavuzu
Ÿ Sipariş ettiğiniz tüm malzemelerin gelmiş olduğundan emin olun. Herhangi bir malzemenin eksik veya hasarlı olması halinde derhal aldığınız yer ile temasa geçin.
Ÿ Hasarlı veya eksik teslimat halinde; Tutanak tutun, hasarın resmini çekin ve irsaliyenin fotokopisi ile birlikte nakliyeci firmaya ve MAGMA MEKATRONİK’e rapor edin.
Müşteri Hizmetleri : 444 9 353
E-posta : [email protected]
Faks : +90 236 226 27 28
2.3 ELEKTRİK FİŞİ BAĞLANTISI
Şekil 2: Elektrik Fişi
Ÿ Fabrika, şantiye ve atölyelerde farklı prizler bulunabileceği için şebeke kablosuna bir fiş bağlanmamıştır Prize uygun bir fiş, kalifiye bir elektrikçi tarafından bağlanmalıdır (Şekil 2). Sarı/Yeşil renkte ve ile işaretlenmiş olan toprak kablosunun mevcut olduğundan emin olun.
Ÿ FİŞİ KABLOYA BAĞLADIKTAN SONRA, BU AŞAMADA PRİZE TAKMAYIN.
Güvenliğiniz için, makinenin şebeke k a b l o s u n u k e s i n l i k l e f i ş s i z kullanmayın.
11ID 300 TW DC PULSE
Ÿ Makineyi taşımak için kaldırma halkaları ya da fork-lift kullanılmalıdır. MAKİNEYİ GAZ TÜPÜYLE birlikte kaldırmayın. Güç kaynağını düşmeyeceği ve devrilmeyeceği sert, düzgün ve eğimsiz bir zemine yerleştirin.
Ÿ Daha iyi performans için, makineyi çevresindeki nesnelerden en az 30 cm uzağa yerleştirin. Makine çevresindeki aşırı ısınma, toz ve neme dikkat edin. Makineyi direk güneş ışığı altında çalıştırmayın. Ortam sıcaklığının 40ºC yi aştığı durumlarda, makineyi daha düşük akımda ya da daha düşük çevrim oranında çalıştırın.
Ÿ Dış mekanlarda rüzgar ve yağmur varken kaynak yapmaktan kaçının. Bu tür durumlarda kaynak yapmak zorunluysa, kaynak bölgesini ve kaynak makinesini perde ve tenteyle koruyun.
Ÿ Makineyi konumlandırırken duvar, perde, pano gibi materyallerin makinenin kontrol ve bağlantılarına kolay erişimi engellemediğinden emin olun.
Ÿ İçeride kaynak yapıyorsanız, uygun bir duman emme sistemi kullanın. Kapalı mekanlarda kaynak dumanı ve gazı soluma riski varsa, solunum aparatları kullanın.
Ÿ Ürün etiketinde belirtilen çalışma çevrimi oranlarına uyun. Çalışma çevrimi oranlarını sıklıkla aşmak, makineye hasar verebilir ve bu durum garantiyi geçersiz kılabilir.
Ÿ Sisteminize uygun sigortayı kullanın.
Ÿ Toprak kablosunun kaynak bölgesinin olabildiğince yakınına sıkıca bağlayın. Kaynak akımının kaynak kabloları dışındaki elemanlardan, örneğin makinenin kendisi, gaz tüpü, zincir, rulman, üzerinden geçmesine izin vermeyin.
Ÿ Gaz tüpü makinenin üzerine yerleştirildiğinde, derhal zinciri bağlayarak gaz tüpünü sabitleyin. Eğe r gaz t üpünü mak inen in üze r i ne yerleştirmeyeceksiniz, tüpü zincirle duvara sabitleyin.

Şekil 4: Gaz Tüpü - Regülatör - Hortum Bağlantısı
16
19
17
15
18
2.5 TIG KAYNAĞI İÇİN BAĞLANTILAR
2.5.1 Gaz Bağlantıları
Ÿ Eğer gaz tüpünü makinenin arkasındaki gaz tüpü taşıma platformu üzerinde kullanacaksanız, gaz tüpünü buraya yerleştirip derhal zincir ile sabitleyin. Eğer gaz tüpünü makine üzerine yerleştirmeyecekseniz, zincirle duvara sabitleyin.
Ÿ Emniyetle çalışmak ve iyi sonuçlar elde etmek için standartlara uygun bir regülatör (16) kullanın.
Ÿ Gaz tüpü vanasını (17) bir süre açık tutarak, olası tortu ve partiküllerin dışarı atılmasını sağlayın.
Ÿ Gaz regülatörünü (16) gaz tüpüne bağlayın, gaz tüpünün gaz çıkışındaki vida dişi ile regülatörün somununun örtüştüğünden emin olun.
Ÿ Tüp hortumunun (18) bir ucunu gaz regülatörüne (16), diğer ucunu makinenin arkasındaki gaz girişine (4) bağlayıp gaz tüpü vanasını (17) açın.
Ÿ Basınç ayar vanası (19) ile gaz debisini ayarlayın
Ÿ Bağlantılarda sızıntı olmadığından emin olun.
KURULUM BİLGİLERİ
2.4 ŞEBEKEYE BAĞLAMA
Ÿ Makineyi şebekeye bağlamadan önce 3 fazı bir voltmetre ile kontrol edin. Her faz arasının 400V (±40V) olduğunu tespit ettikten sonra fişi prize takın.
Ÿ Açma/Kapama şalterini "1" konumuna getirerek makineyi çalıştırın. Kontrol panelindeki gösterge ve LEDlerin yandığından ve soğutma fanının çalıştığından emin olun.
Fişi prize takarken, makinenin açma/kapama şa l te r in in "0" konumunda olduğundan emin olun.
Şekil 3: Şebeke Bağlantısı
Ÿ Topraklama pensesi kablosunun fişini artı kutuplu sokete (11) sokup sağa çevirerek iyice sıkın.
Ÿ Kaynak kalitesini arttırmak için, topraklama pensesini, kaynak yapılacak bölgeye olabildiğince yakın bir yerde, iş parçasına sıkıca bağlayın.
2.5.2 Topraklama Pensesi Bağlantıları
2.6 ÖRTÜLÜ ELEKTROD KAYNAĞI İÇİN BAĞLANTILAR
Ÿ Kaynak ve topraklama kablolarını kullanılacak elektroda ve elektrodun üreticisinin tavsiye ettiği kutuplara göre kaynak ve toprak kablosu soketlerine (10 ve 11) takıp saat yönünde çevirerek sıkılayın.
Ÿ Toprak pensesini kaynak bölgesine olabildiğince yakın olacak şekilde iş parçasına bağlayın.
2.5.4 Tungsten Elektrodu Değiştirme
24
23
Şekil 5: Tungsten Elektrodu Değiştirme
22
21
20
Ÿ Seramik gaz nozulu (24) ve tungsten elektrod (20) çalışma akımına ve iş parçasının şekline göre seçilmelidir. Buna bağlı olarak, kıskaç (22) ve kıskaç tutucunun (23) çapları tungsten elektrodun çapıyla örtüşmelidir.
Ÿ Sıkıştırma başlığını (21) çıkartın.
Ÿ Mevcut elektrodu (20), elektrod kıskacından (22) çıkartıp yeni tungsten elektrodu (20) yerleştirin.
Ÿ Elektrod kıskacını (22) torca takın.
Ÿ Sıkıştırma başlığını (21) iyice sıkıştırın.
12 ID 300 TW DC PULSE
Ÿ TIG torcunun fişini eksi kutuplu kaynak soketine sokup (10) sağa çevirerek iyice sıkın.
Ÿ Makineyle birlikte gelen torç tetik konnektörünü torcun tetik kontrol kablolarına takın. Ardından konnektörü tetik kontrol soketine (6) bağlayın.
Ÿ Torcun gaz hortumunu gaz çıkışına (5) bağlayın.
Ÿ Torcun soğuk (mavi) hortumunu makine üzerindeki soğuk su çıkışına (7), sıcak (kırmızı) hortumunu makine üzerindeki sıcak su girişine (8) bağlayın.
2.5.3 Torç Bağlantıları
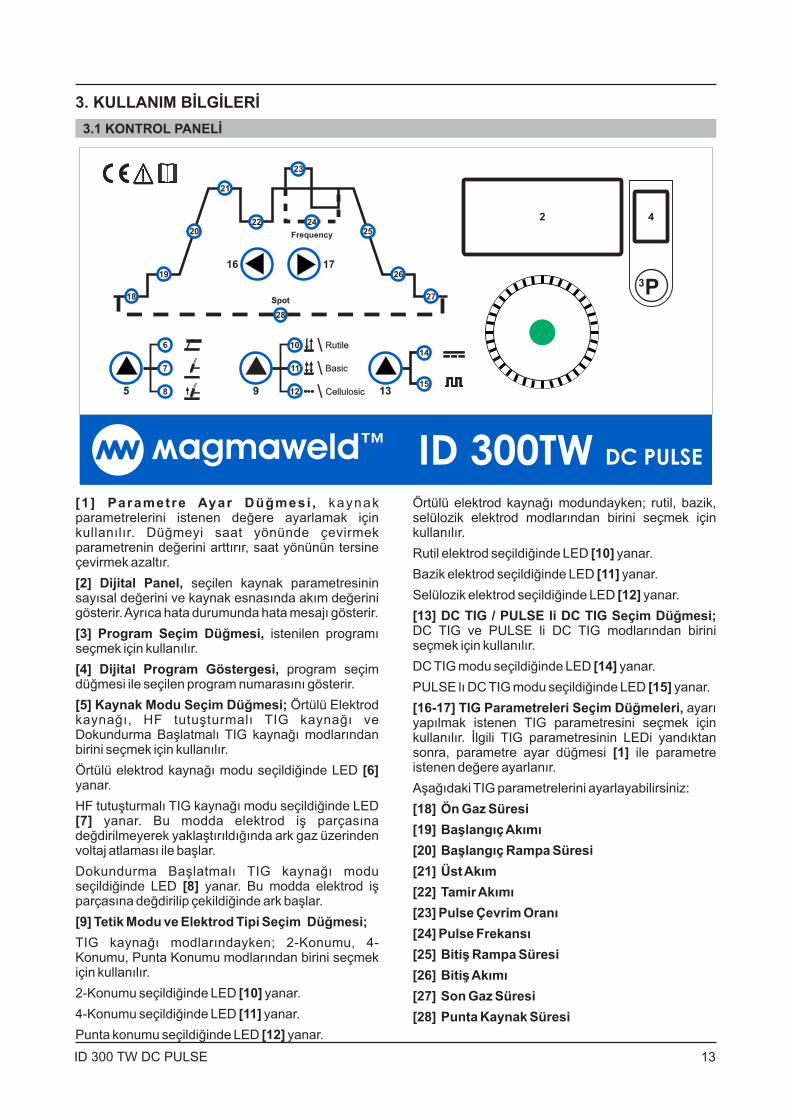
3. KULLANIM BİLGİLERİ
3.1 KONTROL PANELİ
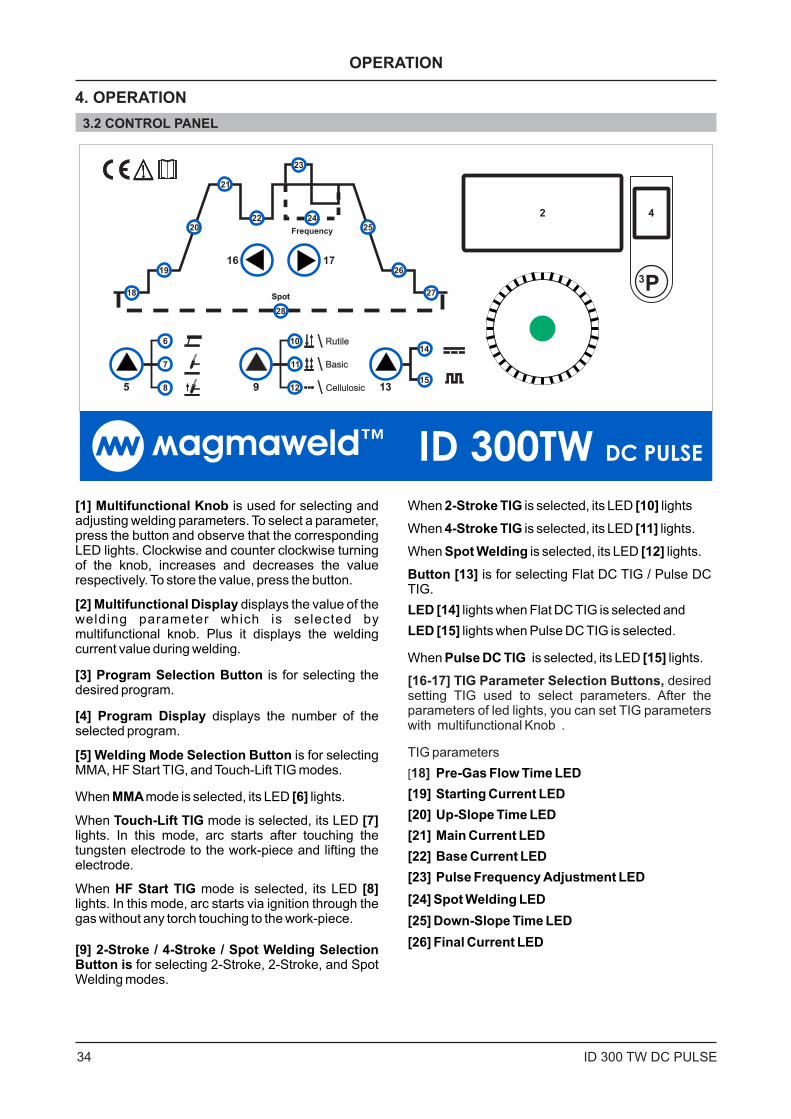
[1 ] Parametre Ayar Düğmesi , kaynak parametrelerini istenen değere ayarlamak için kullanılır. Düğmeyi saat yönünde çevirmek parametrenin değerini arttırır, saat yönünün tersine çevirmek azaltır.
[2] Dijital Panel, seçilen kaynak parametresinin sayısal değerini ve kaynak esnasında akım değerini gösterir. Ayrıca hata durumunda hata mesajı gösterir.
[3] Program Seçim Düğmesi, istenilen programı seçmek için kullanılır.
[4] Dijital Program Göstergesi, program seçim düğmesi ile seçilen program numarasını gösterir.
[5] Kaynak Modu Seçim Düğmesi; Örtülü Elektrod kaynağı, HF tutuşturmalı TIG kaynağı ve Dokundurma Başlatmalı TIG kaynağı modlarından birini seçmek için kullanılır.
Örtülü elektrod kaynağı modu seçildiğinde LED [6] yanar.
HF tutuşturmalı TIG kaynağı modu seçildiğinde LED [7] yanar. Bu modda elektrod iş parçasına değdirilmeyerek yaklaştırıldığında ark gaz üzerinden voltaj atlaması ile başlar.
Dokundurma Başlatmalı TIG kaynağı modu seçildiğinde LED [8] yanar. Bu modda elektrod iş parçasına değdirilip çekildiğinde ark başlar.
[9] Tetik Modu ve Elektrod Tipi Seçim Düğmesi;
TIG kaynağı modlarındayken; 2-Konumu, 4-Konumu, Punta Konumu modlarından birini seçmek için kullanılır.
2-Konumu seçildiğinde LED [10] yanar.
4-Konumu seçildiğinde LED [11] yanar.
Punta konumu seçildiğinde LED [12] yanar.
Örtülü elektrod kaynağı modundayken; rutil, bazik, selülozik elektrod modlarından birini seçmek için kullanılır.
Rutil elektrod seçildiğinde LED [10] yanar.
Bazik elektrod seçildiğinde LED [11] yanar.
Selülozik elektrod seçildiğinde LED [12] yanar.
[13] DC TIG / PULSE li DC TIG Seçim Düğmesi; DC TIG ve PULSE li DC TIG modlarından birini seçmek için kullanılır.
DC TIG modu seçildiğinde LED [14] yanar.
PULSE lı DC TIG modu seçildiğinde LED [15] yanar.
[16-17] TIG Parametreleri Seçim Düğmeleri, ayarı yapılmak istenen TIG parametresini seçmek için kullanılır. İlgili TIG parametresinin LEDi yandıktan sonra, parametre ayar düğmesi [1] ile parametre istenen değere ayarlanır.
Aşağıdaki TIG parametrelerini ayarlayabilirsiniz:
[18] Ön Gaz Süresi
[19] Başlangıç Akımı
[20] Başlangıç Rampa Süresi
[21] Üst Akım
[22] Tamir Akımı
[23] Pulse Çevrim Oranı
[24] Pulse Frekansı
[25] Bitiş Rampa Süresi
[26] Bitiş Akımı
[27] Son Gaz Süresi
[28] Punta Kaynak Süresi
13ID 300 TW DC PULSE
Spot
\ Rutile
\ Basic
\ Cellulosic
4
3
2
21
20
19
18
16 17
28
22 2425
26
27
6
7
8
10
11
12
14
155 9 13
23

Ön GazBaşlangıç
AkımıBaşlangıç
RampaBitiş
RampaBitiş
Akımı Son Gaz
Pulse Frekansı
AltAkım
Üst
Akı
m
Üst
Akı
m
KULLANIM BİLGİLERİ
3.2 TIG EĞRİSİ
PulseÇevrimOranı
PARAMETRE DEĞERARALIĞI
FABRİKAAYARI
LED
2-KonumuTIG
ÖrtülüElektrod
4-KonumuTIG
PuntaTIG
DC DC DCPulse Pulse Pulse
P P P P P P P
P P P P
P P P P
P P P P
P PP P
P P P P
P P P P
P P P P
P P P
3.3 MENÜ YAPISI
PPP
Fonksiyonların modlara göre açık veya kapalı olma durumları aşağıdaki tablodaki gibidir.
3.3.1 TIG Kaynağı Yöntemi
Elektrik çarpma tehlikesi!
HF tutuşturmalı TIG modunda torçta yüksek bir tutuşturma gerilimi bulunur. Cihaz çalışır durumdayken,
kaynak akımını ileten kaynak elektroduna veya parçalarına asla dokunmayın!
Ÿ Tüm parametre ayarlarını kapsayan 10 iş programı makinenin hafızasında tutulur ve kullanıcı tarafından ayarlanarak tekrarlanan işler için kullanılabilir.
Makine ilk kez çalıştırıldığında, tüm parametreler yukarıdaki tabloda belirtilmiş olan fabrika ayarlarındadır.
Ÿ Daha önce parametrelerini ayarladığınız bir programı kullanmak ya da bir programdaki parametreleri değiştirmek için program seçim düğmesine [3] basarak programı seçin.
Ÿ Kaynak modu seçim düğmesine [5] basarak HF tutuşturmalı TIG kaynağını veya dokundurma başlatmalı TIG kaynağını seçin.
Ÿ 2-konumu / 4-konumu / Punta konumu seçim düğmesiyle [9] bu modlardan işe uygun olanı seçin.
Ÿ DC TIG / PULSE li DC TIG seçim düğmesi [13] ile DC TIG veya PULSE DC TIG modunu seçin.
Ÿ Kaynak parametrelerini değiştirmek için TIG paramatereleri seçim düğmelerini [16-17] kullanın. Değerini değiştirmek istediğiniz parametrenin LEDi yanınca parametre ayar düğmesini [1] çevirerek parametreyi ayarlayın.
P P P P P P
PP
Ön Gaz Süresi
Başlangıç Akımı
Başlangıç Rampa Süresi
Üst Akım
Tamir Akımı
Pulse Çevrim Oranı
Pulse Frekansı
Bitiş Rampa Süresi
Bitiş Akımı
Son Gaz Süresi
Punta Kaynak Süresi
Su Soğutma Süresi
0 - 10 sn
%1 - %100
0.1 - 10 sn
5 - 300 A
%1 - %100
%1 - %99
0.1 - 2000 Hz
0.1 - 10 sn
%1 - %100
0 - 20 sn
0 - 20 sn
kapalı/1-20/açık
18
19
20
21
22
23
24
25
26
27
28
0.5 sn
30 A
1 sn
85 A
40 A
%50
75 Hz
1 sn
30 A
0.1 sn
2 sn
3 dak
14 ID 300 TW DC PULSE
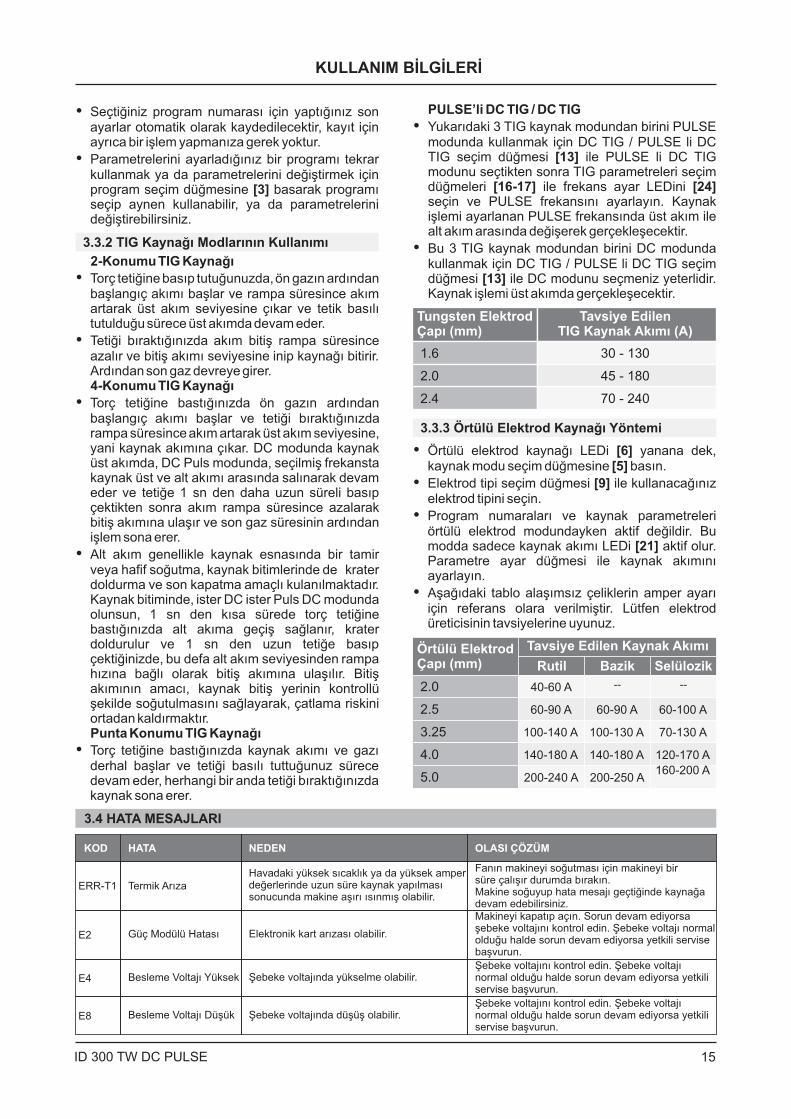
3.4 HATA MESAJLARI
KOD HATA NEDEN OLASI ÇÖZÜM
ERR-T1 Termik ArızaHavadaki yüksek sıcaklık ya da yüksek amperdeğerlerinde uzun süre kaynak yapılmasısonucunda makine aşırı ısınmış olabilir.
Fanın makineyi soğutması için makineyi birsüre çalışır durumda bırakın.Makine soğuyup hata mesajı geçtiğinde kaynağadevam edebilirsiniz.
E2 Güç Modülü Hatası
Makineyi kapatıp açın. Sorun devam ediyorsaşebeke voltajını kontrol edin. Şebeke voltajı normalolduğu halde sorun devam ediyorsa yetkili servisebaşvurun.
Elektronik kart arızası olabilir.
E4 Besleme Voltajı YüksekŞebeke voltajını kontrol edin. Şebeke voltajınormal olduğu halde sorun devam ediyorsa yetkiliservise başvurun.
Şebeke voltajında yükselme olabilir.
E8 Besleme Voltajı Düşük Şebeke voltajında düşüş olabilir.Şebeke voltajını kontrol edin. Şebeke voltajınormal olduğu halde sorun devam ediyorsa yetkiliservise başvurun.
KULLANIM BİLGİLERİ
3.3.2 TIG Kaynağı Modlarının Kullanımı
Ÿ Seçtiğiniz program numarası için yaptığınız son ayarlar otomatik olarak kaydedilecektir, kayıt için ayrıca bir işlem yapmanıza gerek yoktur.
Ÿ Parametrelerini ayarladığınız bir programı tekrar kullanmak ya da parametrelerini değiştirmek için program seçim düğmesine [3] basarak programı seçip aynen kullanabilir, ya da parametrelerini değiştirebilirsiniz.
PULSE’li DC TIG / DC TIG
Ÿ Yukarıdaki 3 TIG kaynak modundan birini PULSE modunda kullanmak için DC TIG / PULSE li DC TIG seçim düğmesi [13] ile PULSE li DC TIG modunu seçtikten sonra TIG parametreleri seçim düğmeleri [16-17] ile frekans ayar LEDini [24] seçin ve PULSE frekansını ayarlayın. Kaynak işlemi ayarlanan PULSE frekansında üst akım ile alt akım arasında değişerek gerçekleşecektir.
Ÿ Bu 3 TIG kaynak modundan birini DC modunda kullanmak için DC TIG / PULSE li DC TIG seçim düğmesi [13] ile DC modunu seçmeniz yeterlidir. Kaynak işlemi üst akımda gerçekleşecektir.
3.3.3 Örtülü Elektrod Kaynağı Yöntemi
Ÿ Örtülü elektrod kaynağı LEDi [6] yanana dek, kaynak modu seçim düğmesine [5] basın.
Ÿ Elektrod tipi seçim düğmesi [9] ile kullanacağınız elektrod tipini seçin.
Ÿ Program numaraları ve kaynak parametreleri örtülü elektrod modundayken aktif değildir. Bu modda sadece kaynak akımı LEDi [21] aktif olur. Parametre ayar düğmesi ile kaynak akımını ayarlayın.
Ÿ Aşağıdaki tablo alaşımsız çeliklerin amper ayarı için referans olara verilmiştir. Lütfen elektrod üreticisinin tavsiyelerine uyunuz.
Tungsten ElektrodÇapı (mm)
Tavsiye EdilenTIG Kaynak Akımı (A)
2.4
30 - 130
Örtülü ElektrodÇapı (mm)
2.5
3.25
4.0
2.0
Rutil
60-90 A
100-140 A
140-180 A
40-60 A
Bazik
60-90 A
100-130 A
140-180 A
--
Selülozik
60-100 A
70-130 A
120-170 A
--
2-Konumu TIG Kaynağı
Ÿ Torç tetiğine basıp tutuğunuzda, ön gazın ardından başlangıç akımı başlar ve rampa süresince akım artarak üst akım seviyesine çıkar ve tetik basılı tutulduğu sürece üst akımda devam eder.
Ÿ Tetiği bıraktığınızda akım bitiş rampa süresince azalır ve bitiş akımı seviyesine inip kaynağı bitirir. Ardından son gaz devreye girer.4-Konumu TIG Kaynağı
Ÿ Torç tetiğine bastığınızda ön gazın ardından başlangıç akımı başlar ve tetiği bıraktığınızda rampa süresince akım artarak üst akım seviyesine, yani kaynak akımına çıkar. DC modunda kaynak üst akımda, DC Puls modunda, seçilmiş frekansta kaynak üst ve alt akımı arasında salınarak devam eder ve tetiğe 1 sn den daha uzun süreli basıp çektikten sonra akım rampa süresince azalarak bitiş akımına ulaşır ve son gaz süresinin ardından işlem sona erer.
Ÿ Alt akım genellikle kaynak esnasında bir tamir veya hafif soğutma, kaynak bitimlerinde de krater doldurma ve son kapatma amaçlı kulanılmaktadır. Kaynak bitiminde, ister DC ister Puls DC modunda olunsun, 1 sn den kısa sürede torç tetiğine bastığınızda alt akıma geçiş sağlanır, krater doldurulur ve 1 sn den uzun tetiğe basıp çektiğinizde, bu defa alt akım seviyesinden rampa hızına bağlı olarak bitiş akımına ulaşılır. Bitiş akımının amacı, kaynak bitiş yerinin kontrollü şekilde soğutulmasını sağlayarak, çatlama riskini ortadan kaldırmaktır.Punta Konumu TIG Kaynağı
Ÿ Torç tetiğine bastığınızda kaynak akımı ve gazı derhal başlar ve tetiği basılı tuttuğunuz sürece devam eder, herhangi bir anda tetiği bıraktığınızda kaynak sona erer.
15ID 300 TW DC PULSE
1.6
2.0
70 - 240
45 - 180
Tavsiye Edilen Kaynak Akımı
5.0 200-240 A 200-250 A160-200 A
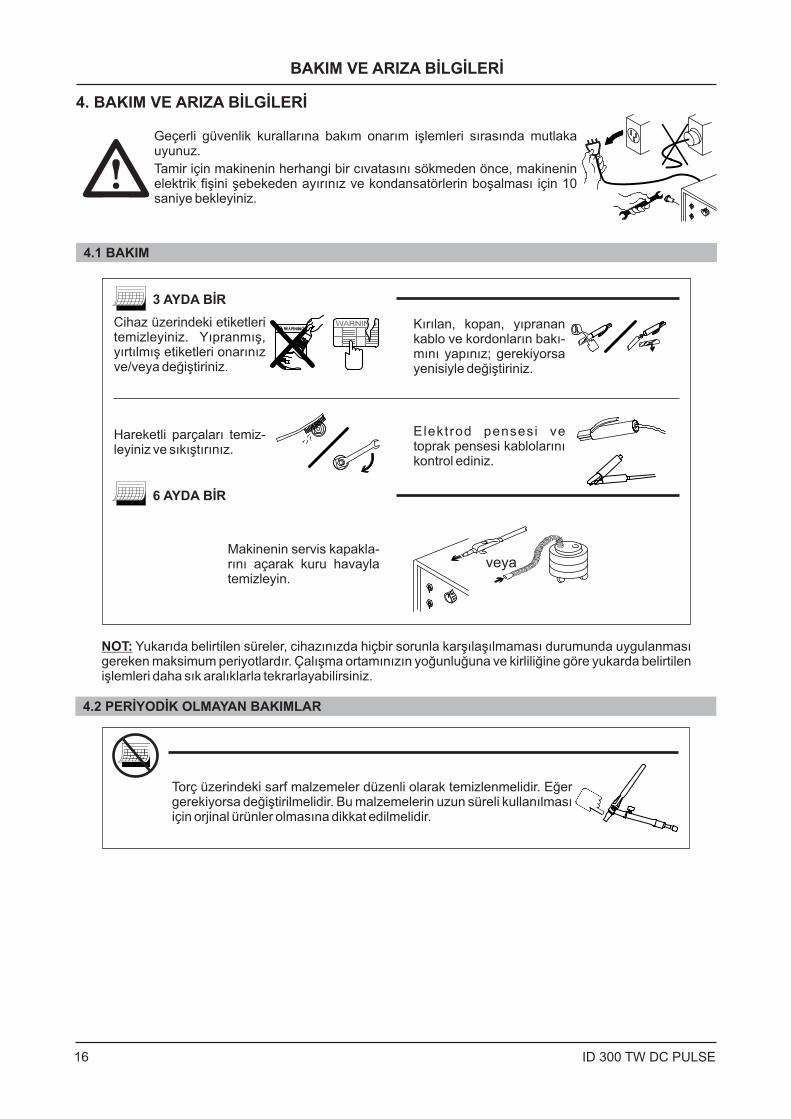
4.2 PERİYODİK OLMAYAN BAKIMLAR
Torç üzerindeki sarf malzemeler düzenli olarak temizlenmelidir. Eğer gerekiyorsa değiştirilmelidir. Bu malzemelerin uzun süreli kullanılması için orjinal ürünler olmasına dikkat edilmelidir.
NOT: Yukarıda belirtilen süreler, cihazınızda hiçbir sorunla karşılaşılmaması durumunda uygulanması gereken maksimum periyotlardır. Çalışma ortamınızın yoğunluğuna ve kirliliğine göre yukarda belirtilen işlemleri daha sık aralıklarla tekrarlayabilirsiniz.
4.1 BAKIM
Cihaz üzerindeki etiketleri temizleyiniz. Yıpranmış, yırtılmış etiketleri onarınız ve/veya değiştiriniz.
Kırılan, kopan, yıpranan kablo ve kordonların bakı-mını yapınız; gerekiyorsa yenisiyle değiştiriniz.
Hareketli parçaları temiz-leyiniz ve sıkıştırınız.
Elektrod pensesi ve toprak pensesi kablolarını kontrol ediniz.
3 AYDA BİR
6 AYDA BİR
Makinenin servis kapakla-rını açarak kuru havayla temizleyin.
veya
4. BAKIM VE ARIZA BİLGİLERİ
BAKIM VE ARIZA BİLGİLERİ
Geçerli güvenlik kurallarına bakım onarım işlemleri sırasında mutlaka uyunuz.
Tamir için makinenin herhangi bir cıvatasını sökmeden önce, makinenin elektrik fişini şebekeden ayırınız ve kondansatörlerin boşalması için 10 saniye bekleyiniz.
16 ID 300 TW DC PULSE
7
23
22
2019
21
16
1
2
13
14
45
15
2526
3
3
8
21
9
10
2724
18
12
5
6
11
17
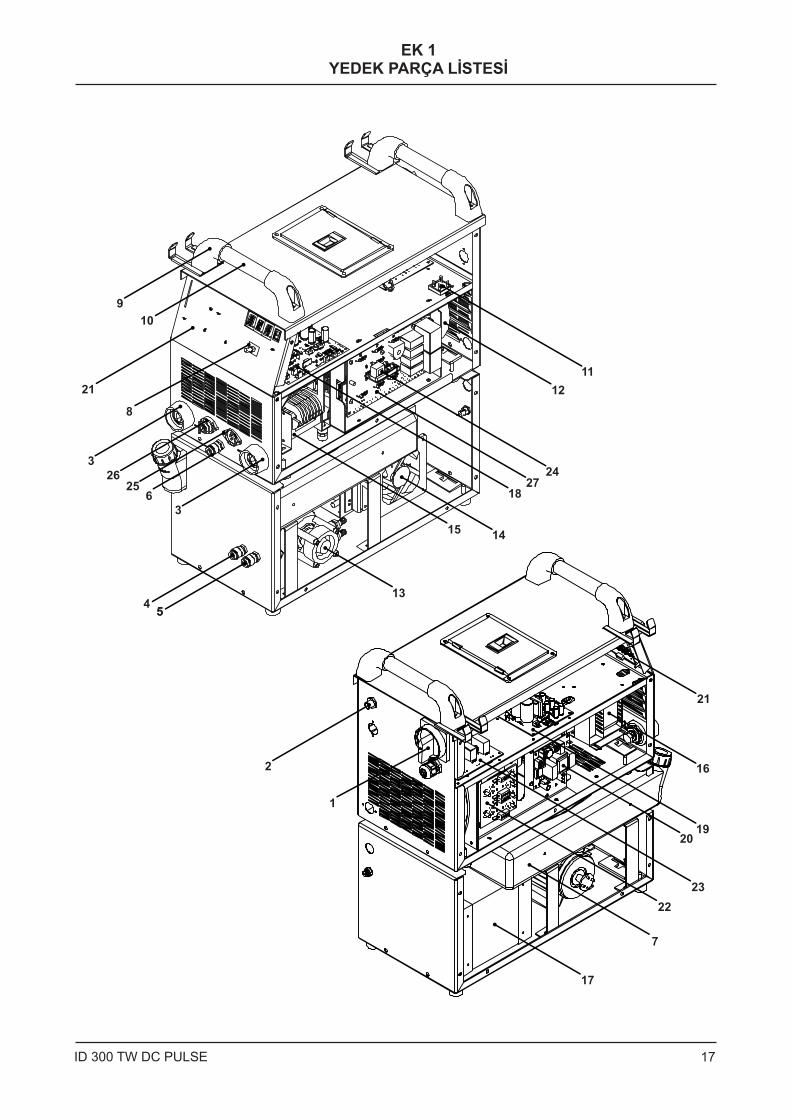
YEDEK PARÇA LİSTESİEK 1
17ID 300 TW DC PULSE
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
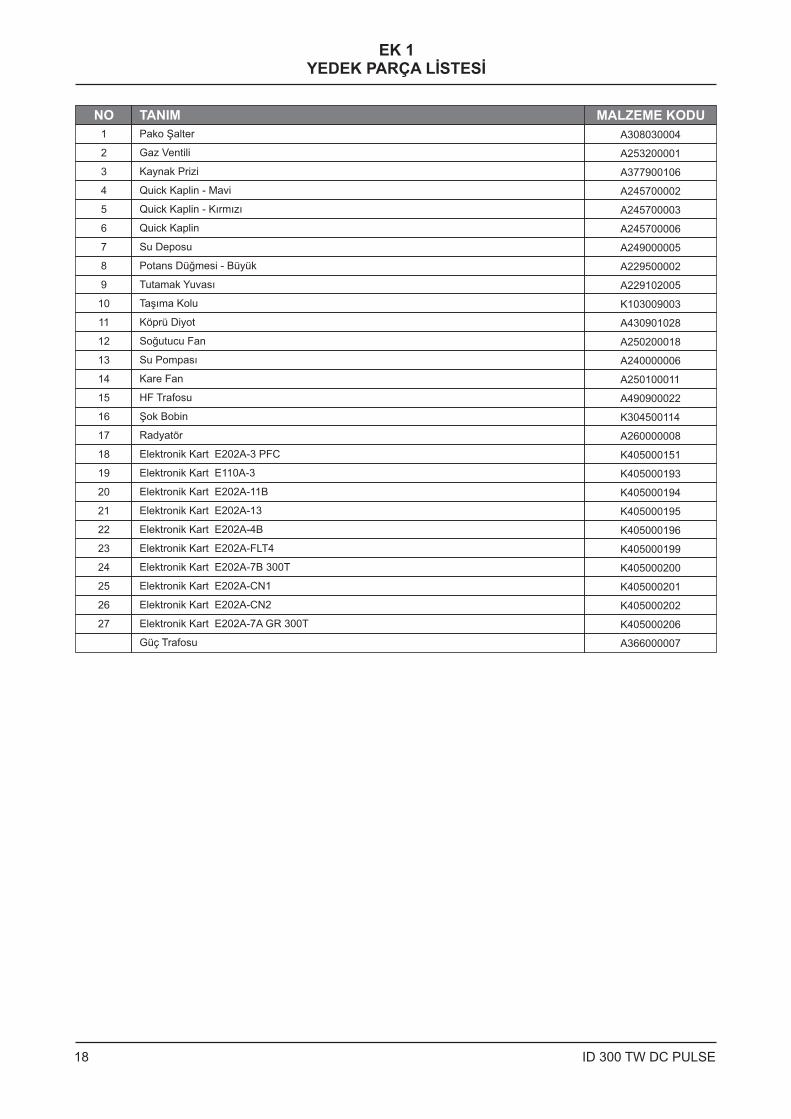
Pako Şalter
Gaz Ventili
Kaynak Prizi
Quick Kaplin - Mavi
Quick Kaplin - Kırmızı
Quick Kaplin
Su Deposu
Potans Düğmesi - Büyük
Tutamak Yuvası
Taşıma Kolu
Köprü Diyot
Soğutucu Fan
Su Pompası
Kare Fan
HF Trafosu
Şok Bobin
Radyatör
Elektronik Kart E202A-3 PFC
Elektronik Kart E110A-3
Elektronik Kart E202A-11B
Elektronik Kart E202A-13
Elektronik Kart E202A-4B
Elektronik Kart E202A-FLT4
Elektronik Kart E202A-7B 300T
Elektronik Kart E202A-CN1
Elektronik Kart E202A-CN2
Elektronik Kart E202A-7A GR 300T
Güç Trafosu
NO TANIM
A308030004
A253200001
A377900106
A245700002
A245700003
A245700006
A249000005
A229500002
A229102005
K103009003
A430901028
A250200018
A240000006
A250100011
A490900022
K304500114
A260000008
K405000151
K405000193
K405000194
K405000195
K405000196
K405000199
K405000200
K405000201
K405000202
K405000206
A366000007
MALZEME KODU
YEDEK PARÇA LİSTESİEK 1
18 ID 300 TW DC PULSE

DEVRE ŞEMASIEK 2
19ID 300 TW DC PULSE
.................................................................................................................................................22
........................................................................................................................28
....................................................................................................................28
....................................................................................................................28
.............................................................................................................................................29
...............................................................................................................30
.....................................................................................................................................30
...............................................................................................................................................31
................................................................................................................31
............................................................................31
............................................................................................................31
............................................................................................................................................32
.............................................................................................................32
.......................................................................32
......................................................................................................32
......................................................................................................................................32
...............................................................................................................................32
...........................................................................................................33
.....................................................................................................33
..........................................................................................................................33
...............................................................................................................33
...................................................................................................33
................................................................................................................................................34
................................................................................................................................34
...........................................................................................................................................35
.................................................................................................................................35
...............................................................................................................................35
.......................................................................................................................36
............................................................................................................................36
.........................................................................................................................................36
...........................................................................................................................................37
.......................................................................................................................37
...............................................................................................................37
..........................................................................................................................38
..................................................................................................................39
..........................................................................................................40
SAFETY RULES
1. TECHNICAL INFORMATION
1.1 GENERAL EXPLANATIONS
1.2 COMPONENTS MACHINE
1.3 DATA PLATE
1.4 TECHNICAL SPECIFICATIONS
1.5 ACCESSORRIES
2. INSTALLATION
2.1 UPON RECEIPT AND CLAIMS
2.2 INSTALLING AND WORKING RECOMMENDATIONS
2.3 ELECTRIC PLUG CONNECTION
3. INSTALLATION
3.1 CONNECTING TO THE MAINS
3.2 INSTALLATION AND WORKING RECOMMENDATION
3.3 CONNECTION FOR TIG WELDING
3.3.1 Mains Connection and Switching ON
3.3.2 Gas Connection
3.3.3 Torch Cooling System (ops.)
3.3.4 Preparing the Troch Connection
3.3.5 Torch Connections
3.3.6 Earth Clamp Connections
3.3.7 Changing the Tungsten Electrode
4. OPERATION
4.1 CONTROL PANEL
4.2 TIG CYCLE
4.3 MENU STRUCTURE
4.3.1 TIG Welding Process
4.3.2 Usage of the TIG Welding
4.3.3 MMA Welding Process
4.3.4 Error Massage
5. MAINTENANCE
5.1 PERIODIC MAINTENANCE
5.2 NONPERIODIC MAINTENANCE
APPENDIX 1: SPARE PARTS
APPENDIX 2: SPARE PARTS LIST
APPENDIX 3: ELECTRICAL DIAGRAM
CONTENTS
21ID 300 TW DC PULSE
SAFETY RULES
22 ID 300 TW DC PULSE
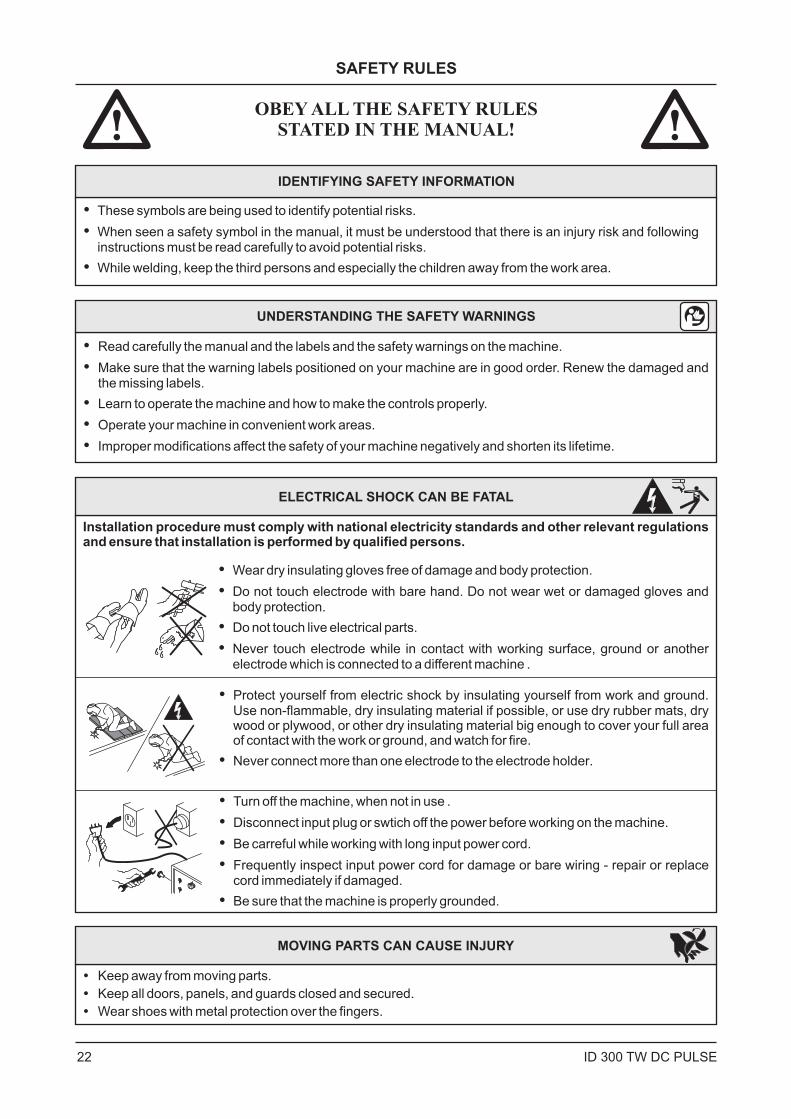
IDENTIFYING SAFETY INFORMATION
Ÿ These symbols are being used to identify potential risks.
Ÿ When seen a safety symbol in the manual, it must be understood that there is an injury risk and following instructions must be read carefully to avoid potential risks.
Ÿ While welding, keep the third persons and especially the children away from the work area.
ELECTRICAL SHOCK CAN BE FATAL
Installation procedure must comply with national electricity standards and other relevant regulations and ensure that installation is performed by qualified persons.
Ÿ Wear dry insulating gloves free of damage and body protection.
Ÿ Do not touch electrode with bare hand. Do not wear wet or damaged gloves and body protection.
Ÿ Do not touch live electrical parts.
Ÿ Never touch electrode while in contact with working surface, ground or another electrode which is connected to a different machine .
Ÿ Protect yourself from electric shock by insulating yourself from work and ground. Use non-flammable, dry insulating material if possible, or use dry rubber mats, dry wood or plywood, or other dry insulating material big enough to cover your full area of contact with the work or ground, and watch for fire.
Ÿ Never connect more than one electrode to the electrode holder.
OBEY ALL THE SAFETY RULESSTATED IN THE MANUAL!
UNDERSTANDING THE SAFETY WARNINGS
Ÿ Read carefully the manual and the labels and the safety warnings on the machine.
Ÿ Make sure that the warning labels positioned on your machine are in good order. Renew the damaged and the missing labels.
Ÿ Learn to operate the machine and how to make the controls properly.
Ÿ Operate your machine in convenient work areas.
Ÿ Improper modifications affect the safety of your machine negatively and shorten its lifetime.
Ÿ Turn off the machine, when not in use .
Ÿ Disconnect input plug or swtich off the power before working on the machine.
Ÿ Be carreful while working with long input power cord.
Ÿ Frequently inspect input power cord for damage or bare wiring - repair or replace cord immediately if damaged.
Ÿ Be sure that the machine is properly grounded.
MOVING PARTS CAN CAUSE INJURY
Ÿ Keep away from moving parts.
Ÿ Keep all doors, panels, and guards closed and secured.
Ÿ Wear shoes with metal protection over the fingers.
SAFETY RULES
23ID 300 TW DC PULSE
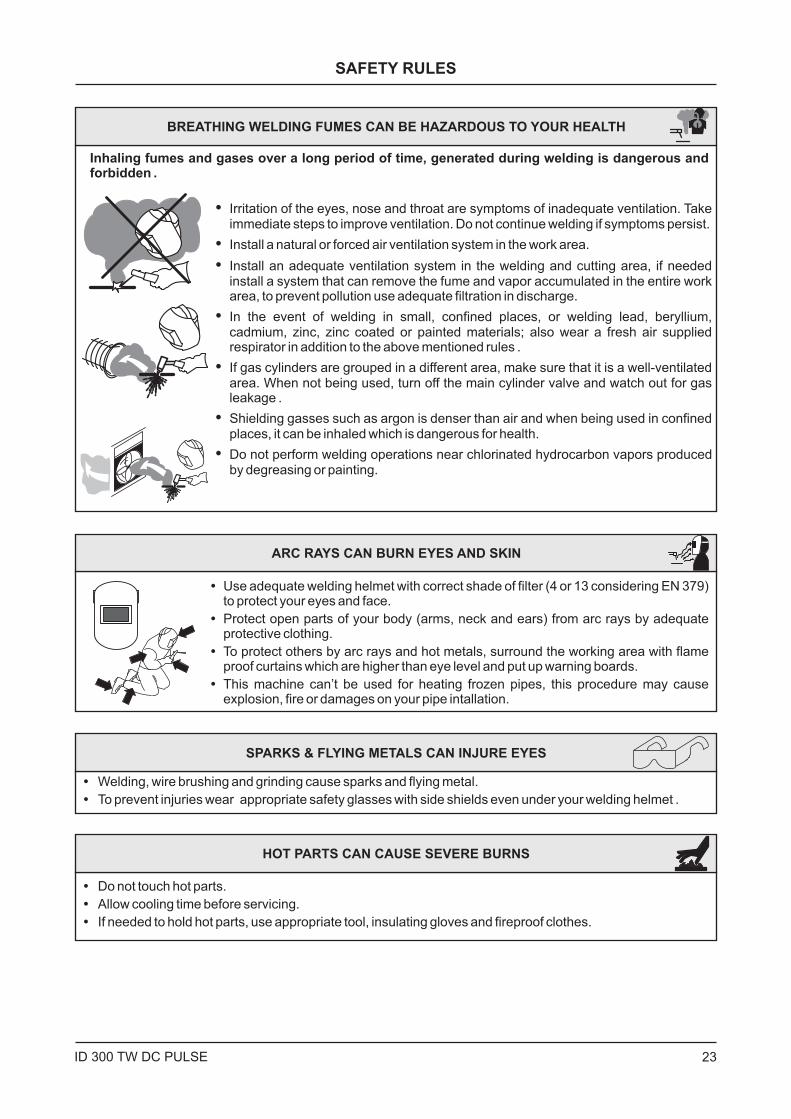
HOT PARTS CAN CAUSE SEVERE BURNS
Ÿ Do not touch hot parts.
Ÿ Allow cooling time before servicing.
Ÿ If needed to hold hot parts, use appropriate tool, insulating gloves and fireproof clothes.
BREATHING WELDING FUMES CAN BE HAZARDOUS TO YOUR HEALTH
Inhaling fumes and gases over a long period of time, generated during welding is dangerous and forbidden .
SPARKS & FLYING METALS CAN INJURE EYES
Ÿ Welding, wire brushing and grinding cause sparks and flying metal.
Ÿ To prevent injuries wear appropriate safety glasses with side shields even under your welding helmet .
ARC RAYS CAN BURN EYES AND SKIN
Ÿ Use adequate welding helmet with correct shade of filter (4 or 13 considering EN 379) to protect your eyes and face.
Ÿ Protect open parts of your body (arms, neck and ears) from arc rays by adequate protective clothing.
Ÿ To protect others by arc rays and hot metals, surround the working area with flame proof curtains which are higher than eye level and put up warning boards.
Ÿ This machine can’t be used for heating frozen pipes, this procedure may cause explosion, fire or damages on your pipe intallation.
Ÿ Irritation of the eyes, nose and throat are symptoms of inadequate ventilation. Take immediate steps to improve ventilation. Do not continue welding if symptoms persist.
Ÿ Install a natural or forced air ventilation system in the work area.
Ÿ Install an adequate ventilation system in the welding and cutting area, if needed install a system that can remove the fume and vapor accumulated in the entire work area, to prevent pollution use adequate filtration in discharge.
Ÿ In the event of welding in small, confined places, or welding lead, beryllium, cadmium, zinc, zinc coated or painted materials; also wear a fresh air supplied respirator in addition to the above mentioned rules .
Ÿ If gas cylinders are grouped in a different area, make sure that it is a well-ventilated area. When not being used, turn off the main cylinder valve and watch out for gas leakage .
Ÿ Shielding gasses such as argon is denser than air and when being used in confined places, it can be inhaled which is dangerous for health.
Ÿ Do not perform welding operations near chlorinated hydrocarbon vapors produced by degreasing or painting.

SAFETY RULES
24 ID 300 TW DC PULSE
NOISE CAN DAMAGE HEARING
Ÿ Noise from certain industrial processes or equipments can damage hearing.
Ÿ Wear approved ear protection if noise level is high.
WELDING CAN CAUSE FIRE OR EXPLOSION
Ÿ Never weld near flammable material. It may cause fire or explosions.
Ÿ Before starting to weld, move flammables away or protect them with flame-proof covers.
Ÿ Welding sparks can cause fire. For that reason, keep extinguishing means, such as fire extinguishers, water and sand which are easy to reach.
Ÿ Keep security valves, regulators and other valves, used on flammable, explosive and compressed gas circuits, in good condition.
WELDING WIRE MAY CAUSE INJURY
Ÿ Do not point the torch toward any part of a human body, other persons or any type of metal when unwinding welding wire.
Ÿ While extracting the wire from the spool by hand, it may spring suddenly and injure you or a nearby person, protect especially your eyes and face.
MAINTENANCE MADE BY UNQUALIFIED PERSONS MAY CAUSE INJURIES
Ÿ Electrical devices should not be repaired by unqualified persons. Improper repairs can cause serious injuries or even death during applications.
Ÿ The components of the gas circuit works under pressure. The service given by unqualified persons may cause explosions and operators can be injured seriously.
WORKING IN SMALL AND CONFINED PLACES CAN BE DANGEROUS
Ÿ While welding and cutting in small, confined places, always have a trained watchperson nearby.
Ÿ Avoid working in such confined places.
Ÿ Do not weld on and cut closed tubes or pipes.
Ÿ Before welding on closed containers, open and clear them entirely. Welding operations on these parts must be performed with the utmost caution.
Ÿ Never weld containers or pipes containing or which have contained substances that could give rise to explosions.
Ÿ Welding equipments warms up so never position them on flammable surfaces.

SAFETY RULES
25ID 300 TW DC PULSE
FALLING UNIT CAN CAUSE INJURY
Wrong positioned power source or other equipment may cause serious injury to persons or damage to objects.
Ÿ While repositioning the power source always carry by using the lifting eye. Never pull cable, hose or torch. Always carry the gas cylinders separately.
Ÿ Before carrying the welding and cutting equipment, disassemble all the connections between and separately carry the small ones by handgrips and the big ones by lifting eyes or by using appropriate vehicles like forklifts.
Ÿ Install your machine on flat platforms having maximum 10° slope that it does not fall over. Install it on well ventilated, non-confined places away from the dust, also avoiding the risk of falling caused by cables and hoses. For gas cylinders not to fall over, attach it to the mobile machine or to the wall with a chain.
Ÿ Ensure that operators easily reach the controls and connections on the machine.
OVERUSE CAN CAUSE OVERHEATING
Ÿ Allow cooling period; follow rated duty cycle.
Ÿ Reduce current or reduce duty cycle before starting to weld again.
Ÿ Do not block airflow through the unit.
Ÿ Do not filter airflow to unit without the approval of manufacturer.
ARC WELDING CAN CAUSE INTERFERENCE
Ÿ According to TS EN 55011:2007 standarts this machine is in the scope of group 2, class A.
Ÿ This class A machine is produced for the residential area, that takes energy from low voltage network. in such areas there may be possible difficulties to comply with electro magnetic compatibility. like radio frequency parasitics. Conducted and radiated.
Ÿ This equipment does not comply with IEC 61000-3-12. The user or installer should have information about connectivity of the machine, if it is connected to a public low voltage system.
Ÿ Be sure all equipment in the welding area is electromagnetically compatible.Electromagnetic energy arising during welding and cutting operations can interfere with sensitive electronic equipment such as microprocessors, computers, and computer-driven equipment such as robots.If interference still occurs, the user must take extra measures such as moving the welding machine, using shielded cables, using line filters, or shielding the work area .
Ÿ To reduce possible interference, keep weld cables as short as possible, close together, and down low, such as on the floor.
Ÿ To avoid possible EMC damages, locate welding operation as far as possible (100 meters) from any sensitive electronic equipment.
Ÿ Be sure this welding machine is installed and grounded according to this manual.

SAFETY RULES
26 ID 300 TW DC PULSE
According to IEC 60974-9 section 5.2
Before installing arc welding equipment the user shall make an assessment of potential electromagnetic problems in the surrounding area. The following shall be taken into account: a) other supply cables, control cables, signalling and telephone cables, above, below and adjacent to the arc welding equipment;b) radio and television transmitters and receivers;c) computer and other control equipment;�d) safety critical equipment, for example guarding of industrial equipment; �e) the health of the people around, for example the use of pacemakers and hearing aids;f) equipment used for calibration or measurement;�g) the immunity of other equipment in the environment. The user shall ensure that other equipment being used in the environment is compatible. This may require additional protection measures;h) the time of day that welding or other activities are to be carried out.
İn addition considering the area, There may be need to consider setting up at machine for soluing the distortion.
If it is necessary, there may used appropriate measurements and preventative precautions,
EVALUATION FOR ELECTROMAGNETIC COMPATIBILITY OF WORKING AREA
METHODS OF REDUCTION INTERFERENCE
Ÿ As recommended in the device and be connected to the mains by a qualified person. If interference is applicable additional measures such as filtering of network. Fixed mounted power supply cable of arc welding equipment should be shielded in metal pipes or equivalent structures. Storage cable must be electrically continuous along its length. Metal pipes and / or the display must be connected with the power supply casing and ensured a good electrical contact between these two structures.
Ÿ The recommended routine maintenance must be carried out. The device in use, all doors closed bodywork and / or should be locked. Any change other than the default settings on the device without the written approval of the Central Service, modifications strictly prohibited. Otherwise every possible situation that can occur is ultimately responsible for the user.
Ÿ Welding cables should be kept as short as possible, and the floor of the work area so that they must go side by side. Welding cable should be wrapped in any way.
Ÿ Care should be taken to reduce emissions surrounding the connection of all metal objects. However, metal objects connected to the workpiece, the operator touching the metal object and the electrode at the same time it will increase the risk of the possibility of distortion. The operator must be isolated from all the interconnected metal object.
Ÿ Workpiece size and position due to electrical safety purposes or soil where binding (e.g., ship hulls or steel construction) is a connection to be made between the ground and the work piece may reduce emissions in some cases. Workpiece grounded the user or the environment of other electrical equipment should be noted that the injury may lead to malfunction. Where necessary land connection with the workpiece can be done through direct contact, but can not be allowed to directly link connection in accordance with local regulations in some countries can be created using elements of suitable capacity.
Ÿ Shielding and protection of cables and other equipment in the work area can provide the prevention of corruption problems. Shielding the source of all assessed for specific applications.
SAFETY RULES
27ID 300 TW DC PULSE
ENERGY EFFICIENCY
Ÿ Choose appropriate welding method and welding machine for your work.
Ÿ Choose appropriate welding current and welding voltage for the material and its thickness.
Ÿ If you will have a long break after welding, turn off the machine after cooler fan cooled the machine.
Ÿ Do not expose the welding machine to rain, protect from water drops and vapour.
PROTECTION
ARC WELDING MAY CAUSE ELECTROMAGNETIC FIELD (EMF)
Any electric current passing through a conductor, the regional electric and magnetic fields (EMF) forms.
All welders, the risk caused by exposure to EMF from source circuit is applied to minimize the following procedures:
Ÿ Welding cable should be combined, it must be secured with tape when possible,
Ÿ Welder's / employee's body and head, the source machine and the cable should be kept as far as possible,
Ÿ Welding cable should be wrapped around the body in any way,
Ÿ Body should not be between the welding cables. Both of welding cables should be kept away from the body to be side by side,
Ÿ Return cable to the workpiece must be connected as close as possible to the area being welded,
Ÿ Should lean on the welding power unit should not sit on very near and should not be attempted,
Ÿ Welding wire feed unit or power supply unit avoid welding while carrying welding wire feed unit or power supply unit.
EMF also of medical implants such as pacemakers (inserted into the body material) may disrupt the operation. Preventive measures should be taken for people with medical implants. For example, access restrictions for passers-by can be set for individual risk assessment may or welders. By a medical specialist, medical implants for users who have made a risk assessment, should be advised.
LIFETIME
Ÿ Science, Industry and Technology ministry determined life of 10 years.
1.2 MACHINE COMPONENTS
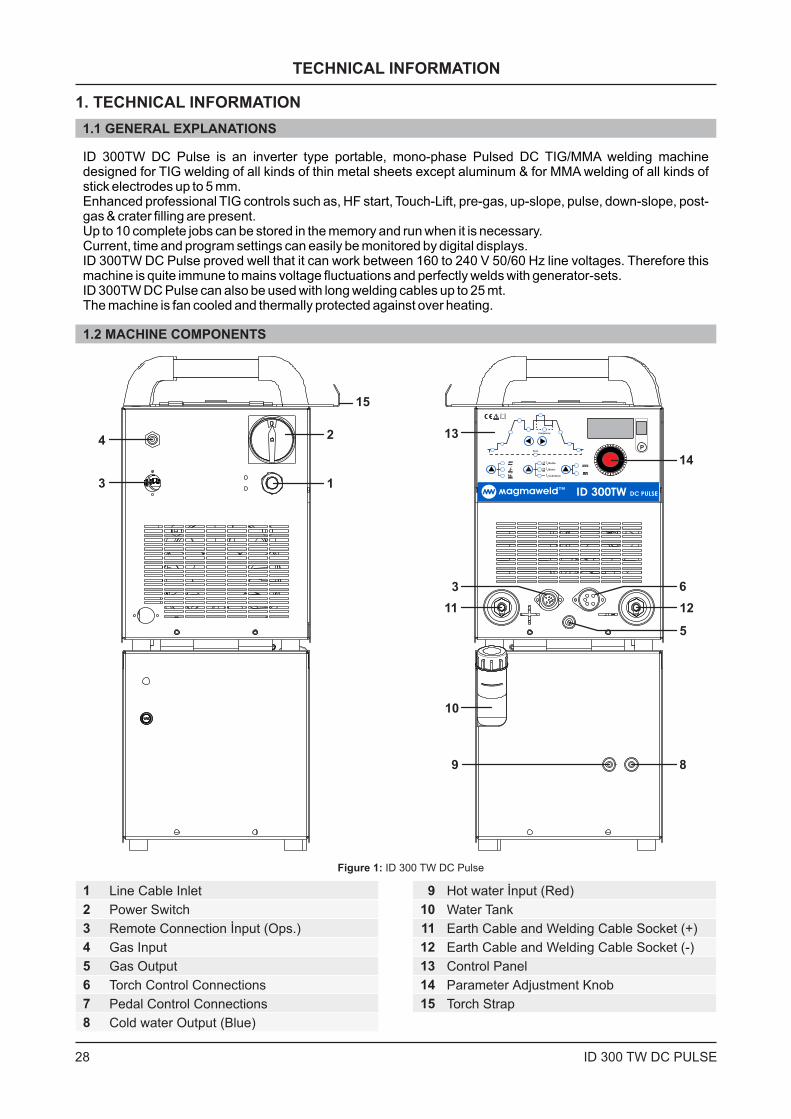
ID 300TW DC Pulse is an inverter type portable, mono-phase Pulsed DC TIG/MMA welding machine designed for TIG welding of all kinds of thin metal sheets except aluminum & for MMA welding of all kinds of stick electrodes up to 5 mm. Enhanced professional TIG controls such as, HF start, Touch-Lift, pre-gas, up-slope, pulse, down-slope, post-gas & crater filling are present. Up to 10 complete jobs can be stored in the memory and run when it is necessary.Current, time and program settings can easily be monitored by digital displays.ID 300TW DC Pulse proved well that it can work between 160 to 240 V 50/60 Hz line voltages. Therefore this machine is quite immune to mains voltage fluctuations and perfectly welds with generator-sets.ID 300TW DC Pulse can also be used with long welding cables up to 25 mt. The machine is fan cooled and thermally protected against over heating.
TECHNICAL INFORMATION
1. TECHNICAL INFORMATION
1.1 GENERAL EXPLANATIONS
Figure 1: ID 300 TW DC Pulse
Line Cable Inlet
Power Switch
Remote Connection İnput (Ops.)
Gas Input
Gas Output
Torch Control Connections
Pedal Control Connections
Cold water Output (Blue)
Hot water İnput (Red)
Water Tank
Earth Cable and Welding Cable Socket (+)
Earth Cable and Welding Cable Socket (-)
Control Panel
Parameter Adjustment Knob
Torch Strap
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
28 ID 300 TW DC PULSE
4 2
13
11
6
12
5
10
9 8
3
13
15
14Spot
\ Rutile
\ Basic
\ Cellulosic
ID 300TW DC PULSE
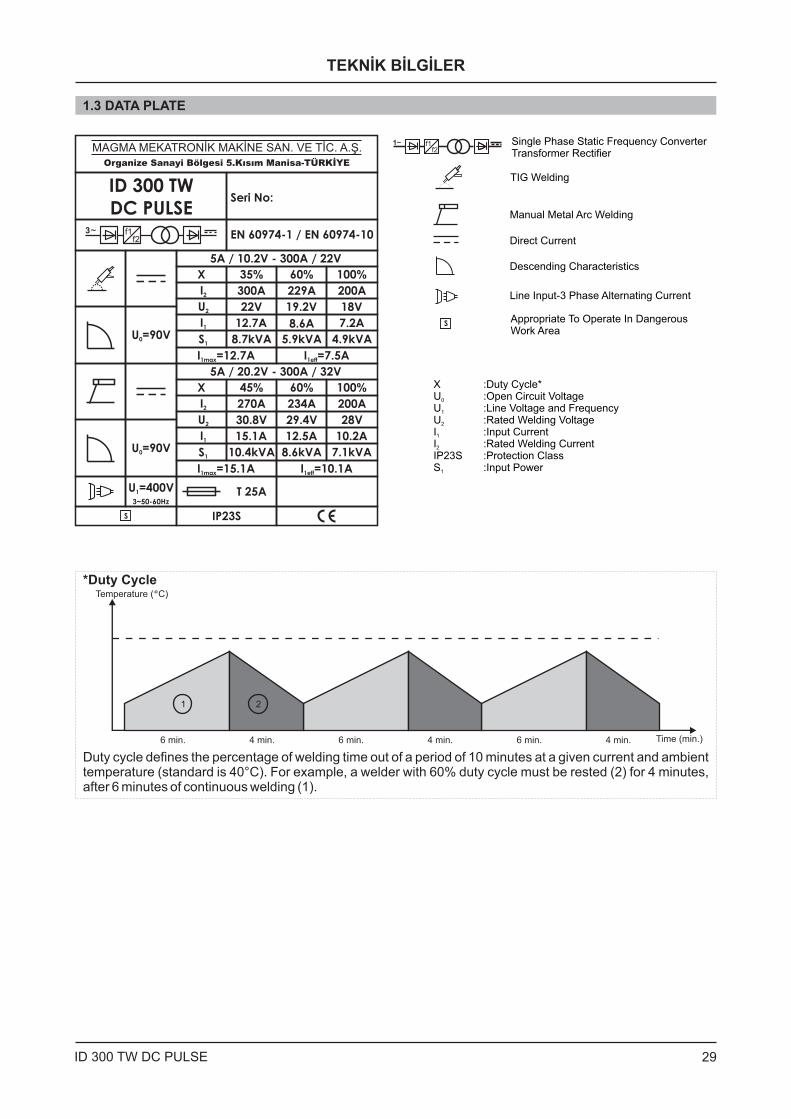
*Duty Cycle
1 2
Temperature (°C)
Time (min.)6 min. 6 min. 6 min.4 min. 4 min. 4 min.
Duty cycle defines the percentage of welding time out of a period of 10 minutes at a given current and ambient temperature (standard is 40°C). For example, a welder with 60% duty cycle must be rested (2) for 4 minutes, after 6 minutes of continuous welding (1).
TIG Welding
X :Duty Cycle*U :Open Circuit Voltage0
U :Line Voltage and Frequency1
U :Rated Welding Voltage2
I :Input Current1
I :Rated Welding Current2
IP23S :Protection ClassS :Input Power1
Single Phase Static Frequency ConverterTransformer Rectifier
Appropriate To Operate In DangerousWork Area
Descending Characteristics
Line Input-3 Phase Alternating Current
Direct Current
Manual Metal Arc Welding
1.3 DATA PLATE
TEKNİK BİLGİLER
29ID 300 TW DC PULSE
3
~
TEKNİK BİLGİLER
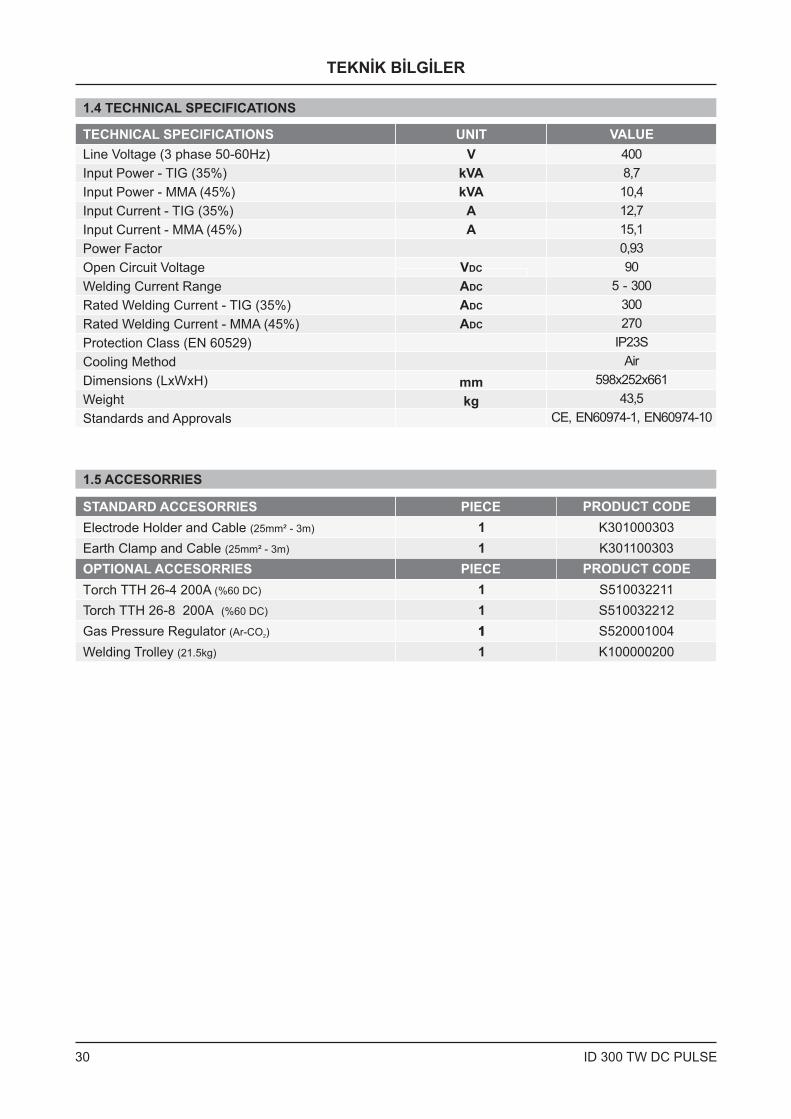
1.4 TECHNICAL SPECIFICATIONS
VALUEUNITTECHNICAL SPECIFICATIONS
Line Voltage (3 phase 50-60Hz)
Input Power - TIG (35%)
Input Power - MMA (45%)
Input Current - TIG (35%)
Input Current - MMA (45%)
Power Factor
Open Circuit Voltage
Welding Current Range
Rated Welding Current - TIG (35%)
Rated Welding Current - MMA (45%)
Protection Class (EN 60529)
Cooling Method
Dimensions (LxWxH)
Weight
Standards and Approvals
V
kVA
kVA
A
A
VDC
ADC
ADC
ADC
mm
kg
400
8,7
10,4
12,7
15,1
0,93
90
5 - 300
300
270
IP23S
Air
598x252x661
43,5
CE, EN60974-1, EN60974-10
1.5 ACCESORRIES
STANDARD ACCESORRIES PIECE PRODUCT CODE
K301000303
K301100303
1
1
Electrode Holder and Cable (25mm² - 3m)
Earth Clamp and Cable (25mm² - 3m)
OPTIONAL ACCESORRIES PIECE PRODUCT CODE
S510032211
S510032212
S520001004
1
1
1
1
Torch TTH 26-4 200A (%60 DC)
Torch TTH 26-8 200A (%60 DC)
Gas Pressure Regulator (Ar-CO )2
30 ID 300 TW DC PULSE
K1000002001Welding Trolley (21.5kg)
2.2 INSTALLATION AND WORKING RECOMMENDATIONS
2.1 UPON RECEIPT AND CLAIMS
Ÿ Standard pallet contains:
ú Power Source
ú Earth Cable
ú Electrod Holder
ú User Manual
Ÿ For a better performance, keep the machine at least 30 cm away from the surrounding objects. Beware of excessive heat, dust and humidity around the machine. Try not to operate the machine under direct sunlight. Machines should be operated on lower capacities when ambient air temperature exceeds 40ºC.
Ÿ Avoid welding at outdoors where it is windy and rainy, if this is a must, protect the welding area with curtains, mobile screens or tents.
Ÿ Use suitable welding fume extraction systems. Use breathing apparatus if there is a risk of inhaling in confined places.
Ÿ Respect the duty cycles given at the data plate. Exceeding the duty cycles frequently can damage the machine and this would void the warranty.
Ÿ Do not use stronger fuses than those stated on the data plate.
Ÿ Ensure that the earth clamp is tightly connected as close as possible to the welding location. Do not let welding current flow through any media other than welding cables; e.g. over the machine itself, gas tubes, chains, ball bearings, etc.
2.3 ELECTRIC PLUG CONNECTION
Figure 2: Electric Plug Connection
For your own safety, do not use the mains cable of the machine without a plug.
Ÿ Be sure that you have received all the items that you have ordered. In case of any item is missing or damaged, contact your supplier immediately.
Ÿ In the event of damaged or missing delivery, draw up a record, take a photo of the damage and report it to the shipping agency and MAGMA MEKATRONIK with the photocopy of shipping bill.
Customer Service : 0090 444 9 353
E-mail: [email protected]
Fax: +90 236 226 27 28
2. INSTALLATION
INSTALLATION
Ÿ Since mains connection sockets may vary from factory to factory, an appropriate plug must be installed to the built-in mains cable of the machine by qualified electricians. Please observe that the earth cable is in yellow/green colour and labeled as .
Ÿ After installing the electric plug, DO NOT INSERT IT INTO THE SOCKET AT THIS STAGE.
31ID 300 TW DC PULSE
INSTALLATION
3.3 CONNECTIONS FOR TIG WELDING
3.3.2 Gas Connections
Ÿ Switch the machine to the position “OFF” “0” and insert the plug into the socket.
Ÿ SWITCH ON the machine via power switch (2). Observe that the switch itself and the led displays in the front panel lits, also you should hear the sound of the cooler fan.
Before plugging your machine to the electrical line, check the line voltage [230 VAC].
3.3.1 Mains Connection and Switching ON
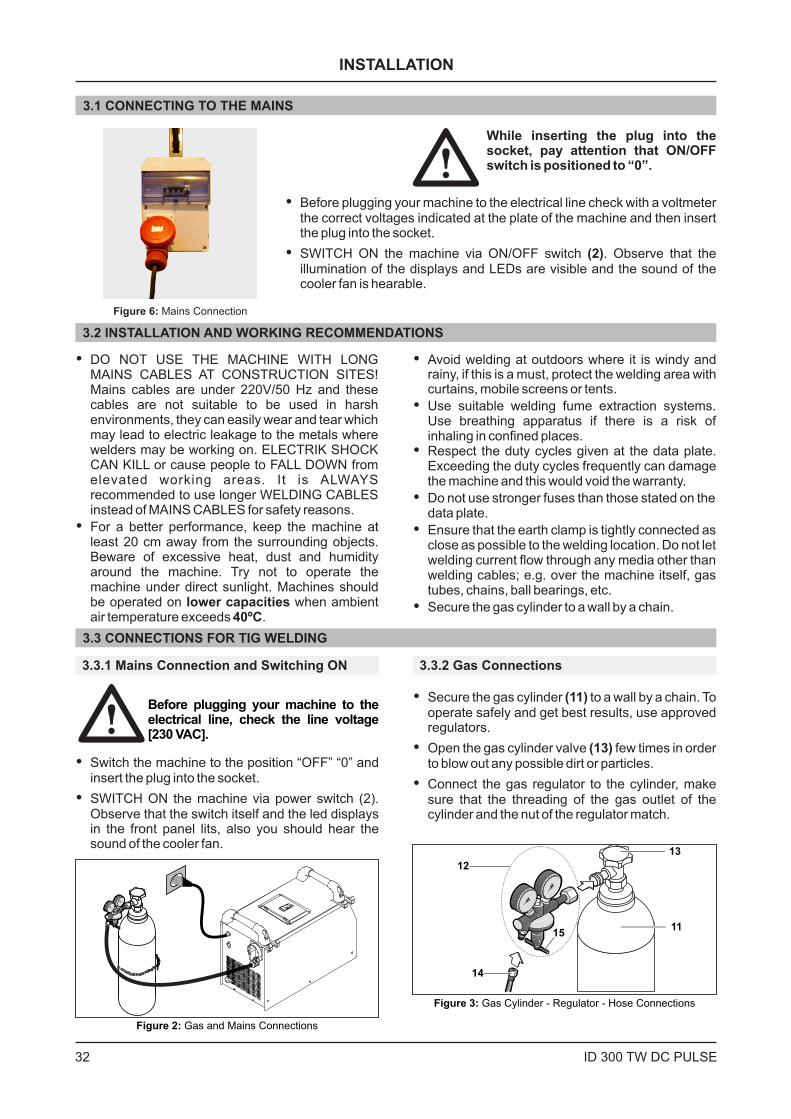
Figure 2: Gas and Mains Connections
Figure 3: Gas Cylinder - Regulator - Hose Connections
12
15
13
11
14
Ÿ Secure the gas cylinder (11) to a wall by a chain. To operate safely and get best results, use approved regulators.
Ÿ Open the gas cylinder valve (13) few times in order to blow out any possible dirt or particles.
Ÿ Connect the gas regulator to the cylinder, make sure that the threading of the gas outlet of the cylinder and the nut of the regulator match.
3.1 CONNECTING TO THE MAINS
Figure 6: Mains Connection
Ÿ Before plugging your machine to the electrical line check with a voltmeter the correct voltages indicated at the plate of the machine and then insert the plug into the socket.
Ÿ SWITCH ON the machine via ON/OFF switch (2). Observe that the illumination of the displays and LEDs are visible and the sound of the cooler fan is hearable.
While inserting the plug into the socket, pay attention that ON/OFF switch is positioned to “0”.
3.2 INSTALLATION AND WORKING RECOMMENDATIONS
Ÿ DO NOT USE THE MACHINE WITH LONG MAINS CABLES AT CONSTRUCTION SITES! Mains cables are under 220V/50 Hz and these cables are not suitable to be used in harsh environments, they can easily wear and tear which may lead to electric leakage to the metals where welders may be working on. ELECTRIK SHOCK CAN KILL or cause people to FALL DOWN from elevated working areas. It is ALWAYS recommended to use longer WELDING CABLES instead of MAINS CABLES for safety reasons.
Ÿ For a better performance, keep the machine at least 20 cm away from the surrounding objects. Beware of excessive heat, dust and humidity around the machine. Try not to operate the machine under direct sunlight. Machines should be operated on lower capacities when ambient air temperature exceeds 40ºC.
Ÿ Avoid welding at outdoors where it is windy and rainy, if this is a must, protect the welding area with curtains, mobile screens or tents.
Ÿ Use suitable welding fume extraction systems. Use breathing apparatus if there is a risk of inhaling in confined places.
Ÿ Respect the duty cycles given at the data plate. Exceeding the duty cycles frequently can damage the machine and this would void the warranty.
Ÿ Do not use stronger fuses than those stated on the data plate.
Ÿ Ensure that the earth clamp is tightly connected as close as possible to the welding location. Do not let welding current flow through any media other than welding cables; e.g. over the machine itself, gas tubes, chains, ball bearings, etc.
Ÿ Secure the gas cylinder to a wall by a chain.
32 ID 300 TW DC PULSE
INSTALLATION
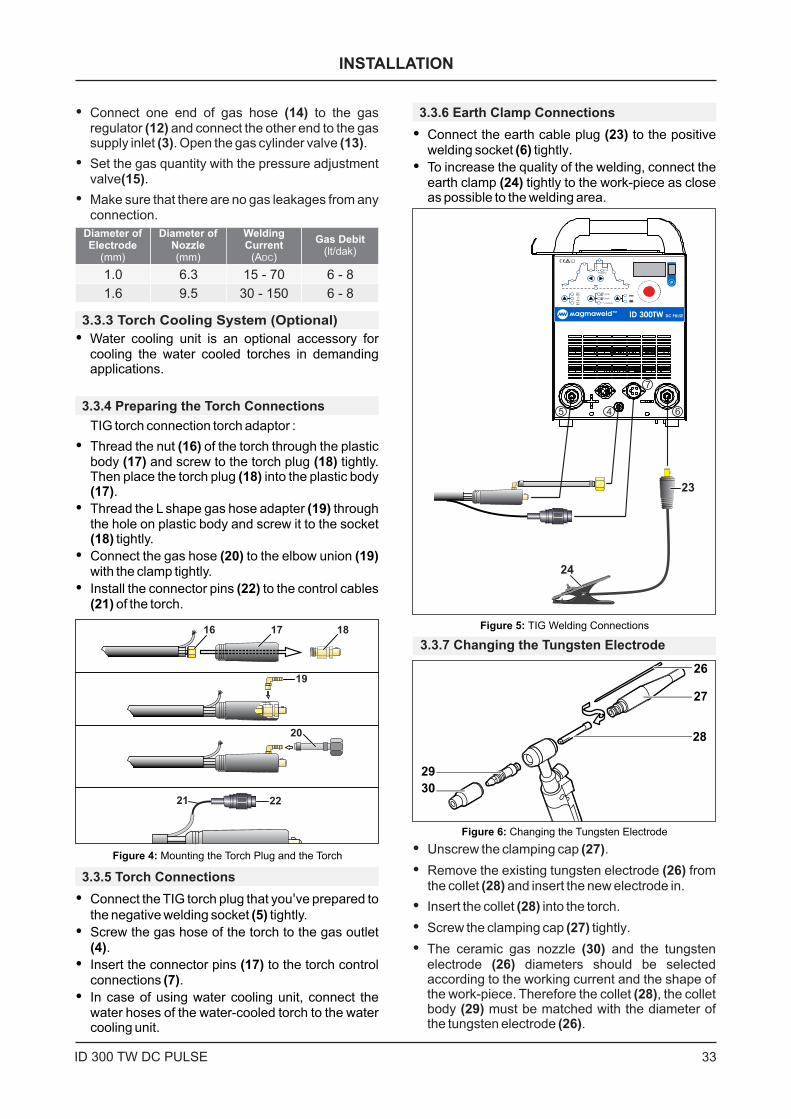
3.3.4 Preparing the Torch Connections
TIG torch connection torch adaptor :
Ÿ Thread the nut (16) of the torch through the plastic body (17) and screw to the torch plug (18) tightly. Then place the torch plug (18) into the plastic body (17).
Ÿ Thread the L shape gas hose adapter (19) through the hole on plastic body and screw it to the socket (18) tightly.
Ÿ Connect the gas hose (20) to the elbow union (19) with the clamp tightly.
Ÿ Install the connector pins (22) to the control cables (21) of the torch.
3.3.3 Torch Cooling System (Optional)
Ÿ Water cooling unit is an optional accessory for cooling the water cooled torches in demanding applications.
3.3.7 Changing the Tungsten Electrode
28
27
26
30
29
Figure 6: Changing the Tungsten Electrode
Ÿ Unscrew the clamping cap (27).
Ÿ Remove the existing tungsten electrode (26) from the collet (28) and insert the new electrode in.
Ÿ Insert the collet (28) into the torch.
Ÿ Screw the clamping cap (27) tightly.
Ÿ The ceramic gas nozzle (30) and the tungsten electrode (26) diameters should be selected according to the working current and the shape of the work-piece. Therefore the collet (28), the collet body (29) must be matched with the diameter of the tungsten electrode (26).
3.3.5 Torch Connections
Ÿ Connect the TIG torch plug that you've prepared to the negative welding socket (5) tightly.
Ÿ Screw the gas hose of the torch to the gas outlet (4).
Ÿ Insert the connector pins (17) to the torch control connections (7).
Ÿ In case of using water cooling unit, connect the water hoses of the water-cooled torch to the water cooling unit.
1716 18
19
20
Figure 4: Mounting the Torch Plug and the Torch
Figure 5: TIG Welding Connections
Gas Debit(lt/dak)
6 - 8
6 - 8
Diameter ofElectrode
(mm)
Diameter ofNozzle(mm)
WeldingCurrent
(ADC)
1.0
1.6
6.3
9.5
15 - 70
30 - 150
Ÿ Connect one end of gas hose (14) to the gas regulator (12) and connect the other end to the gas supply inlet (3). Open the gas cylinder valve (13).
Ÿ Set the gas quantity with the pressure adjustment valve(15).
Ÿ Make sure that there are no gas leakages from any connection.
Ÿ Connect the earth cable plug (23) to the positive welding socket (6) tightly.
Ÿ To increase the quality of the welding, connect the earth clamp (24) tightly to the work-piece as close as possible to the welding area.
3.3.6 Earth Clamp Connections
24
23
5
7
4 6
2221
33ID 300 TW DC PULSE
ID 300TW DC PULSE
Spot
\ Rutile
\ Basic
\ Cellulosic
4
3
2
21
20
19
18
16 17
28
22 2425
26
27
6
7
8
10
11
12
14
155 9 13
23
OPERATION
4. OPERATION
3.2 CONTROL PANEL
[1] Multifunctional Knob is used for selecting and adjusting welding parameters. To select a parameter, press the button and observe that the corresponding LED lights. Clockwise and counter clockwise turning of the knob, increases and decreases the value respectively. To store the value, press the button.
[2] Multifunctional Display displays the value of the welding parameter which is selected by multifunctional knob. Plus it displays the welding current value during welding.
[3] Program Selection Button is for selecting the desired program.
[4] Program Display displays the number of the selected program.
[5] Welding Mode Selection Button is for selecting MMA, HF Start TIG, and Touch-Lift TIG modes.
When MMA mode is selected, its LED [6] lights.
When Touch-Lift TIG mode is selected, its LED [7] lights. In this mode, arc starts after touching the tungsten electrode to the work-piece and lifting the electrode.
When HF Start TIG mode is selected, its LED [8] lights. In this mode, arc starts via ignition through the gas without any torch touching to the work-piece.
[9] 2-Stroke / 4-Stroke / Spot Welding Selection Button is for selecting 2-Stroke, 2-Stroke, and Spot Welding modes.
When 2-Stroke TIG is selected, its LED [10] lights
When 4-Stroke TIG is selected, its LED [11] lights.
When Spot Welding is selected, its LED [12] lights.
Button [13] is for selecting Flat DC TIG / Pulse DC TIG.
LED [14] lights when Flat DC TIG is selected and
LED [15] lights when Pulse DC TIG is selected.
When Pulse DC TIG is selected, its LED [15] lights.
[16-17] TIG Parameter Selection Buttons, desired setting TIG used to select parameters. After the parameters of led lights, you can set TIG parameters with multifunctional Knob .
TIG parameters
[18] Pre-Gas Flow Time LED
[19] Starting Current LED
[20] Up-Slope Time LED
[21] Main Current LED
[22] Base Current LED
[23] Pulse Frequency Adjustment LED
[24] Spot Welding LED
[25] Down-Slope Time LED
[26] Final Current LED
34 ID 300 TW DC PULSE
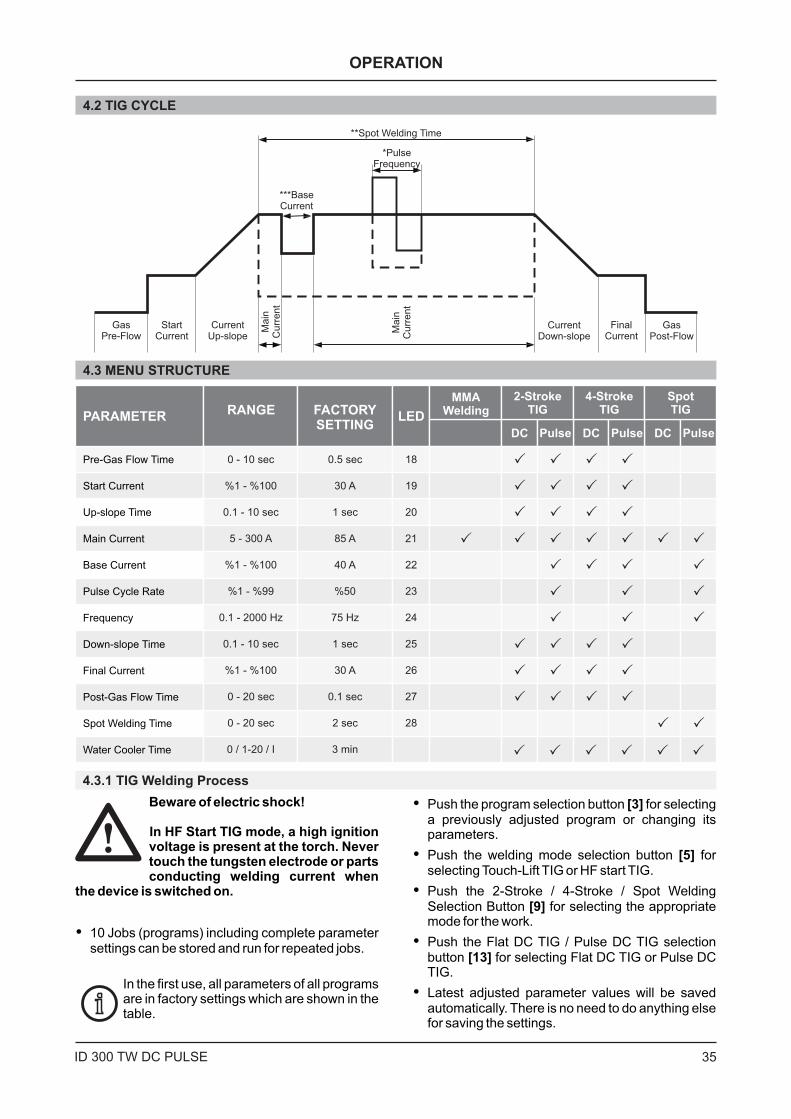
PARAMETER RANGE FACTORYSETTING
LED
2-StrokeTIG
MMAWelding
4-StrokeTIG
SpotTIG
Pre-Gas Flow Time
Start Current
Up-slope Time
Main Current
Base Current
Pulse Cycle Rate
Frequency
Down-slope Time
Final Current
Post-Gas Flow Time
Spot Welding Time
Water Cooler Time
DC DC DCPulse Pulse Pulse
4.3 MENU STRUCTURE
4.2 TIG CYCLE
GasPre-Flow
StartCurrent
CurrentUp-slope
CurrentDown-slope
FinalCurrent
GasPost-Flow
*PulseFrequency
***BaseCurrent
Ma
inC
urr
en
t
Ma
inC
urr
en
t
**Spot Welding Time
OPERATION
P P P P P P P
P P P P
P P P P
P P P P
P PP P
P P P P
P P P P
P P P P
PP
P P P
0 - 10 sec
%1 - %100
0.1 - 10 sec
5 - 300 A
%1 - %100
%1 - %99
0.1 - 2000 Hz
0.1 - 10 sec
%1 - %100
0 - 20 sec
0 - 20 sec
0 / 1-20 / I
0.5 sec
30 A
1 sec
85 A
40 A
%50
75 Hz
1 sec
30 A
0.1 sec
2 sec
3 min
18
19
20
21
22
23
24
25
26
27
28
PPP
4.3.1 TIG Welding Process
Beware of electric shock!
In HF Start TIG mode, a high ignition voltage is present at the torch. Never touch the tungsten electrode or parts conducting welding current when
the device is switched on.
Ÿ 10 Jobs (programs) including complete parameter settings can be stored and run for repeated jobs.
In the first use, all parameters of all programs are in factory settings which are shown in the table.
Ÿ Push the program selection button [3] for selecting a previously adjusted program or changing its parameters.
Ÿ Push the welding mode selection button [5] for selecting Touch-Lift TIG or HF start TIG.
Ÿ Push the 2-Stroke / 4-Stroke / Spot Welding Selection Button [9] for selecting the appropriate mode for the work.
Ÿ Push the Flat DC TIG / Pulse DC TIG selection button [13] for selecting Flat DC TIG or Pulse DC TIG.
Ÿ Latest adjusted parameter values will be saved automatically. There is no need to do anything else for saving the settings.
35ID 300 TW DC PULSE
PPPPPP
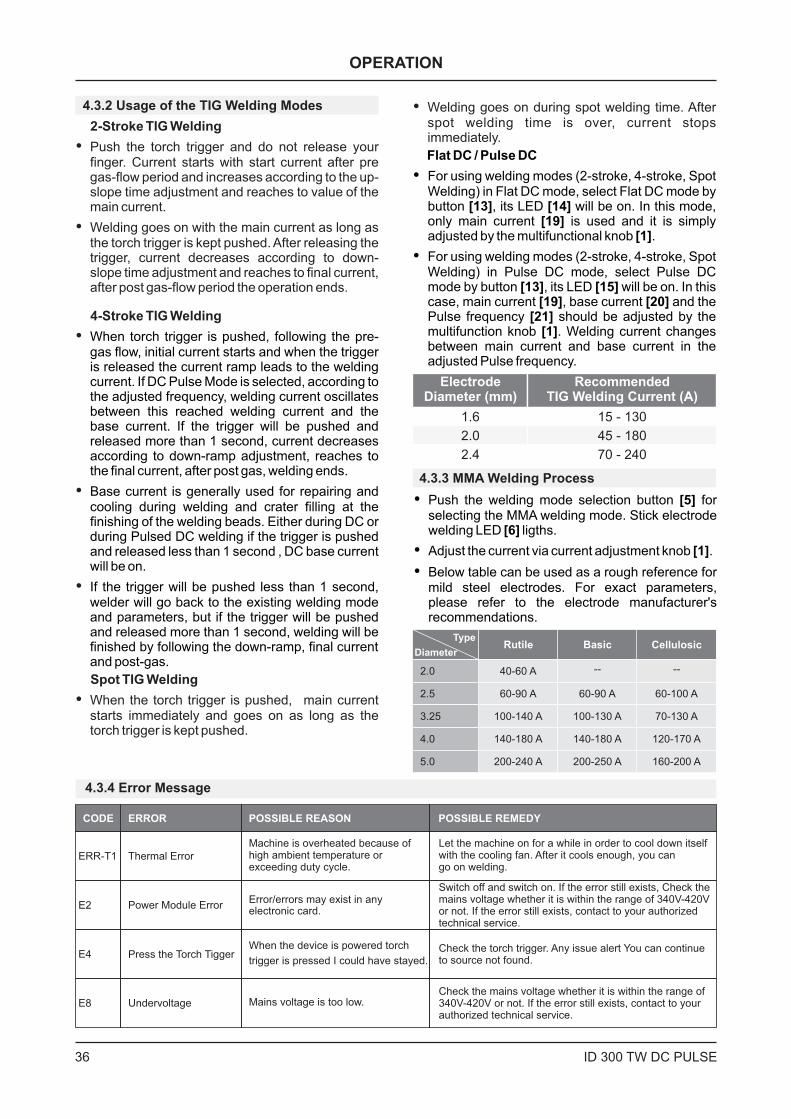
4.3.3 MMA Welding Process
Ÿ Push the welding mode selection button [5] for selecting the MMA welding mode. Stick electrode welding LED [6] ligths.
Ÿ Adjust the current via current adjustment knob [1].
Ÿ Below table can be used as a rough reference for mild steel electrodes. For exact parameters, please refer to the electrode manufacturer's recommendations.
Ÿ Welding goes on during spot welding time. After spot welding time is over, current stops immediately.
Flat DC / Pulse DC
Ÿ For using welding modes (2-stroke, 4-stroke, Spot Welding) in Flat DC mode, select Flat DC mode by button [13], its LED [14] will be on. In this mode, only main current [19] is used and it is simply adjusted by the multifunctional knob [1].
Ÿ For using welding modes (2-stroke, 4-stroke, Spot Welding) in Pulse DC mode, select Pulse DC mode by button [13], its LED [15] will be on. In this case, main current [19], base current [20] and the Pulse frequency [21] should be adjusted by the multifunction knob [1]. Welding current changes between main current and base current in the adjusted Pulse frequency.
4.3.2 Usage of the TIG Welding Modes
2-Stroke TIG Welding
Ÿ Push the torch trigger and do not release your finger. Current starts with start current after pre gas-flow period and increases according to the up-slope time adjustment and reaches to value of the main current.
Ÿ Welding goes on with the main current as long as the torch trigger is kept pushed. After releasing the trigger, current decreases according to down-slope time adjustment and reaches to final current, after post gas-flow period the operation ends.
4-Stroke TIG Welding
Ÿ When torch trigger is pushed, following the pre-gas flow, initial current starts and when the trigger is released the current ramp leads to the welding current. If DC Pulse Mode is selected, according to the adjusted frequency, welding current oscillates between this reached welding current and the base current. If the trigger will be pushed and released more than 1 second, current decreases according to down-ramp adjustment, reaches to the final current, after post gas, welding ends.
Ÿ Base current is generally used for repairing and cooling during welding and crater filling at the finishing of the welding beads. Either during DC or during Pulsed DC welding if the trigger is pushed and released less than 1 second , DC base current will be on.
Ÿ If the trigger will be pushed less than 1 second, welder will go back to the existing welding mode and parameters, but if the trigger will be pushed and released more than 1 second, welding will be finished by following the down-ramp, final current and post-gas.
Spot TIG Welding
Ÿ When the torch trigger is pushed, main current starts immediately and goes on as long as the torch trigger is kept pushed.
OPERATION
ElectrodeDiameter (mm)
RecommendedTIG Welding Current (A)
1.6
2.0
2.4
15 - 130
45 - 180
70 - 240
4.3.4 Error Message
CODE ERROR POSSIBLE REASON POSSIBLE REMEDY
ERR-T1
E2
E4
Thermal Error
Power Module Error
Press the Torch Tigger
Switch off and switch on. If the error still exists, Check the mains voltage whether it is within the range of 340V-420V or not. If the error still exists, contact to your authorized technical service.
Check the torch trigger. Any issue alert You can continue to source not found.
Machine is overheated because of high ambient temperature or exceeding duty cycle.
Let the machine on for a while in order to cool down itself with the cooling fan. After it cools enough, you can go on welding.
Error/errors may exist in any electronic card.
When the device is powered torch
trigger is pressed I could have stayed.
E8 Undervoltage Mains voltage is too low.Check the mains voltage whether it is within the range of 340V-420V or not. If the error still exists, contact to your authorized technical service.
36 ID 300 TW DC PULSE
DiameterRutile Basic Cellulosic
2.0
2.5
3.25
4.0
5.0
40-60 A
60-90 A 60-90 A 60-100 A
100-140 A 100-130 A 70-130 A
140-180 A 140-180 A 120-170 A
200-240 A 200-250 A 160-200 A
-- --
Type
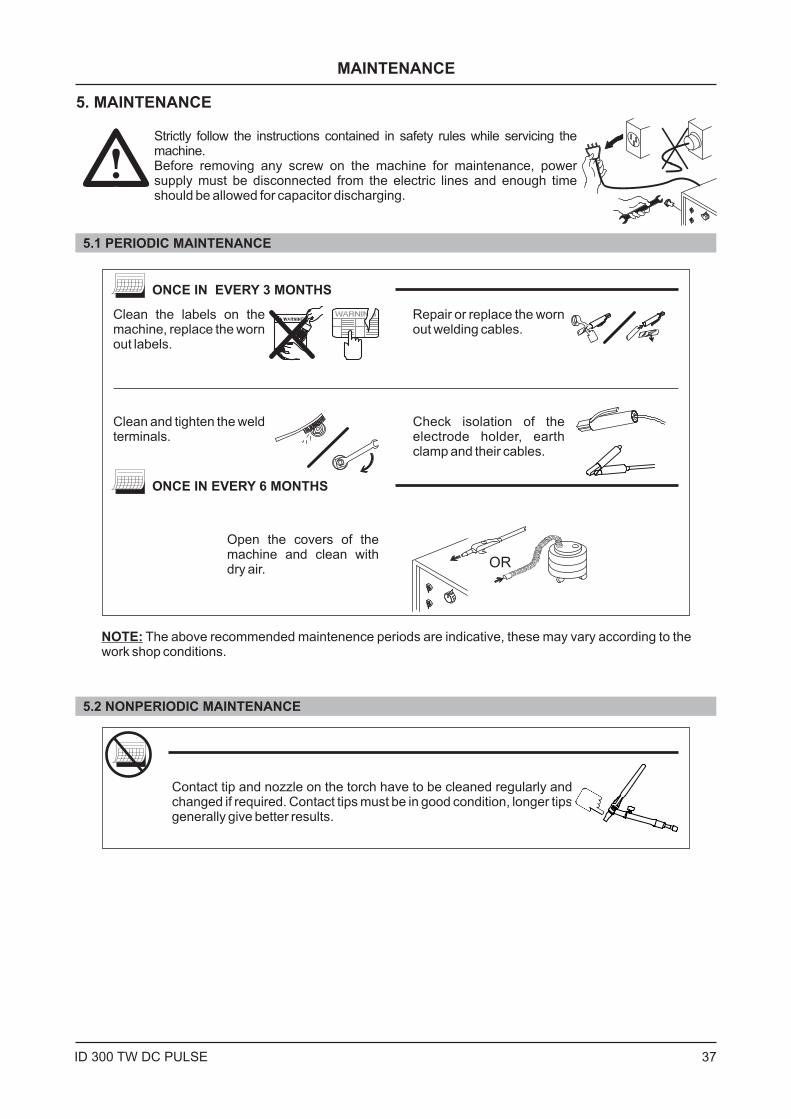
5.2 NONPERIODIC MAINTENANCE
Contact tip and nozzle on the torch have to be cleaned regularly and changed if required. Contact tips must be in good condition, longer tips generally give better results.
5. MAINTENANCE
MAINTENANCE
NOTE: The above recommended maintenence periods are indicative, these may vary according to the work shop conditions.
5.1 PERIODIC MAINTENANCE
Clean the labels on the machine, replace the worn out labels.
Repair or replace the worn out welding cables.
ONCE IN EVERY 3 MONTHS
ONCE IN EVERY 6 MONTHS
Open the covers of the machine and clean with dry air.
Clean and tighten the weld terminals.
Check isolation of the electrode holder, earth clamp and their cables.
OR
Strictly follow the instructions contained in safety rules while servicing the machine.Before removing any screw on the machine for maintenance, power supply must be disconnected from the electric lines and enough time should be allowed for capacitor discharging.
37ID 300 TW DC PULSE
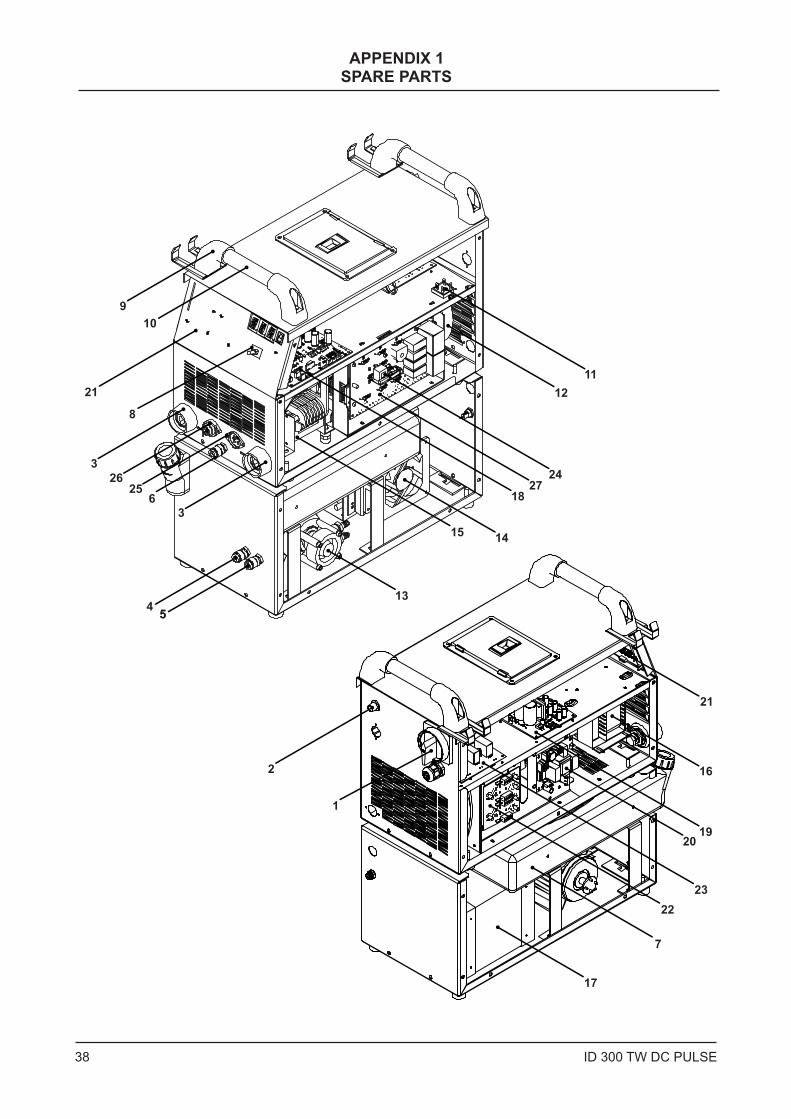
38 ID 300 TW DC PULSE
APPENDIX 1SPARE PARTS
7
23
22
2019
21
16
1
2
13
14
45
15
2526
3
3
8
21
9
10
2724
18
12
5
6
11
17
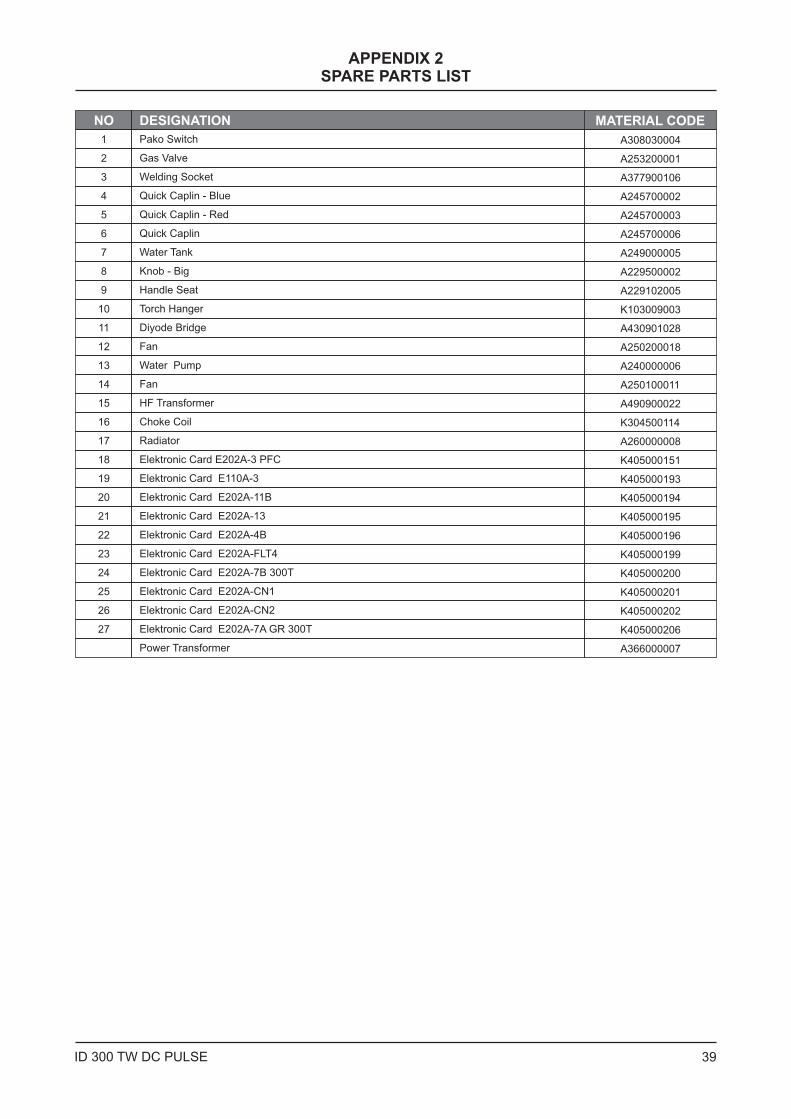
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
Pako Switch
Gas Valve
Welding Socket
Quick Caplin - Blue
Quick Caplin - Red
Quick Caplin
Water Tank
Knob - Big
Handle Seat
Torch Hanger
Diyode Bridge
Fan
Water Pump
Fan
HF Transformer
Choke Coil
Radiator
Elektronic Card E202A-3 PFC
Elektronic Card E110A-3
Elektronic Card E202A-11B
Elektronic Card E202A-13
Elektronic Card E202A-4B
Elektronic Card E202A-FLT4
Elektronic Card E202A-7B 300T
Elektronic Card E202A-CN1
Elektronic Card E202A-CN2
Elektronic Card E202A-7A GR 300T
Power Transformer
NO DESIGNATION
A308030004
A253200001
A377900106
A245700002
A245700003
A245700006
A249000005
A229500002
A229102005
K103009003
A430901028
A250200018
A240000006
A250100011
A490900022
K304500114
A260000008
K405000151
K405000193
K405000194
K405000195
K405000196
K405000199
K405000200
K405000201
K405000202
K405000206
A366000007
MATERIAL CODE
39ID 300 TW DC PULSE
APPENDIX 2SPARE PARTS LIST

ELECTRICAL DIAGRAMAPPENDIX 3
40 ID 300 TW DC PULSE


DECLARATION OF CONFORMITYUYGUNLUK DEKLARASYONU
Company / Firma
Magma Mekatronik Makine Sanayi ve Ticaret A.Ş.Organize Sanayi Bölgesi 5. Kısım Yalçın Özaras Caddesi No:1 45030 Manisa/TÜRKİYE
Factory / Fabrika
Magma Mekatronik Makine Sanayi ve Ticaret A.Ş.Organize Sanayi Bölgesi 5. Kısım Yalçın Özaras Caddesi No:1 45030 Manisa/TÜRKİYE
The Product / Ürün
Appropriate for professional and industrial usage. ID 300TW 300Amp (%25) Tig welding machine
Profesyonel ve endüstriyel kullanıma uygun ID 300TW 300Amp (%25) Tig kaynak makinesi
European Standard / Avrupa Standartı
EN 60974-1:2012 , EN 60974-10:2014
Meet the requirements of the European Directive/
Gereklilikleri Karşılanan Avrupa Direktifleri
2006/95/AT - 2004/108/AT
www.magma.com.tr
Sebahattin DEMİRFabrika Müdürü / Plant Manager
Manisa - 05.03.2015
Magma Mekatronik Makine Industry and Trade Co. We declare that the above mentioned products comply with the standard. This declaration will loose its validity in case of
modification on the welding machine without our written authorization.
Magma Mekatronik Makine Sanayi ve Ticaret A.Ş. olarak yukarıda geçen ürünün standardlara uygun olduğunu beyan ederiz. Yazılı iznimiz olmaksızın makine üzerinde yapılan değişiklikler
bu belgeyi geçersiz kılacaktır.
Date of assessment / Değerlendirme Tarihi
20.02.2015
Date of issue / Yayın Tarihi
OR
GA
NİZ
E S
AN
AY
İ B
ÖLG
ES
İ 5. K
ISIM
YA
LÇ
IN Ö
ZA
RA
S C
AD
DE
Sİ N
O:1
45030
MA
NİS
AT
EL: (0
236)
226 2
7 0
0 F
AX
: (0
236)
226 2
7 2
8
BİR
ELE
KT
RİK
YE
ŞİL
OB
A M
H. 46153 S
K. O
TO
TA
MİR
CİL
ER
ST.
D B
LO
K N
O:1
8 S
EY
HA
NT
EL: (0
322)
429 1
0 7
0 F
AX
: (0
322)
429 1
0 6
0
TE
K-S
ER
MA
KİN
A S
AN
. T
İC. LT
D. Ş
Tİ.
YE
Nİ S
AN
AY
İ S
İTE
Sİ 45.S
OK
. 4 N
OLU
ÇA
RŞ
IN
O:2
1 S
EY
HA
NT
EL: (0
322)
429 2
3 9
2 F
AX
: (0
322)
429 5
6 0
4
KO
CA
ŞA
BA
N S
AN
Aİ V
E T
IBB
İ G
AZ
LA
R H
IRD
. T
İC.
SA
N.
LTD
. Ş
Tİ. S
AN
AY
İ Ç
AR
ŞIS
I N
O:2
3
TE
L: (0
272)
215 1
2 3
2 F
AX
: (0
272)
215 2
4 4
3
TE
ZC
AN
ELE
KT
RİK
BO
BİN
AJ
YE
Nİ S
AN
AY
İ D
EM
İR C
AD
. N
O:6
4U
LU
S -
ALT
IND
AĞ
TE
L: (0
312)
311
28 0
9 F
AX
:(0312)
310 1
9 6
1
TE
KN
İK A
DA
MLA
RİV
ED
İK O
.S.B
. 22.C
D.6
90.S
OK
.O
ST
İM-Y
EN
İMA
HA
LLE
TE
L: (0
312)
394 3
6 4
8 F
AX
: (0
312)
394 3
6 7
5
OK
TE
KS
AN
AK
DE
NİZ
SA
N. S
İT. 5003 S
OK
. N
O:3
7K
EP
EZ
TE
L: (0
242)
221 0
0 9
7 F
AX
: (0
242)
221 3
9 9
5
BİL
GE
SA
N T
EK
NİK
HIR
D.
ALT
SA
N. S
İT. T
EP
EC
İK B
ULV
AR
I N
O:5
/A
TE
L: (0
256)
211
35 5
0 F
AX
: (0
256)
211
35 5
5
MA
Vİ O
TO
MA
SY
ON
KA
RA
ÇA
Y M
AH
. 257 S
OK
. N
O: 32/A
NA
ZİL
Lİ
TE
L:(
0256)
313 9
9 4
2 FA
X:(
0256)
313 9
9 4
2
KA
RE
Sİ K
AY
NA
K M
ER
KE
Zİ
PA
ŞA
ALA
NI M
AH
. 24. S
OK
. N
O:1
/A
TE
L: (0
266)
246 4
1 0
1 F
AX
: (0
266)
246 4
1 0
1
BİL
ME
R K
AY
NA
K M
AK
İNE
BE
ŞE
VLE
R M
H. A
HIS
KA
CA
D. A
LIM
SO
K. N
O:9
NİL
ÜF
ER
TE
L: (0
224)
441 9
7 8
6 F
AX
: (0
224)
443 3
4 1
3
EK
AV
KA
YN
AK
YİĞ
İTLE
R M
AH
. B
ÜY
ÜK
OT
O S
AN
. S
İT. F
105 S
OK
.N
O:3
/5 Y
ILD
IRIM
TE
L: (0
224)
340 0
0 0
4 F
AX
: (0
422)
340 0
0 0
4
KA
RD
EŞ
LE
R B
OB
İNA
J C
EP
Nİ M
AH
. İN
ÖN
Ü C
AD
. N
O:7
5/A
TE
L: (0
364)
213 2
3 3
0
AS
MA
KİN
A T
EK
NİK
HIR
DA
VA
T1. S
AN
. S
İT. 150 S
OK
. N
O:2
0
TE
L: (0
258)
263 7
2 5
0 F
AX
: (0
258)
241 3
3 9
2
ÖR
SE
L B
OB
İNA
JS
AR
AY
LA
R M
AH
. 1. S
AN
. S
İT. 161 S
OK
. N
O:1
5
TE
L: (0
258)
262 0
6 6
6 F
AX
: (0
258)
242 5
7 7
5
AK
TA
Ş B
OB
İNA
J1. S
AN
. S
İT. 13. B
LO
K N
O:1
YE
NİŞ
EH
İRT
EL: (0
412)
237 9
8 7
9 F
AX
: (0
412)
237 9
8 7
9
EK
OS
İST
EK
NİK
AD
EM
YA
VU
Z M
H. Y
EN
İ B
AĞ
DA
T C
AD
. N
O:3
5/A
GE
BZ
ET
EL
: (0
26
2)
74
3 8
1 8
1
F
AX
: (0
26
2)
74
3 8
1 8
2
MU
STA
FA
BA
ŞA
K K
AY
NA
K E
LE
KT
RO
DL
AR
I H
IRD
. T
EK
S.
SA
N.
VE
TİC
. LT
D.
ŞT
İ.B
US
AN
OR
G.
SA
N.
BÖ
L.
KÖ
SG
EP
CA
D.
NO
:2T
EL
: (0
33
2)
34
5 1
1 7
1
F
AX
: (0
33
2)
34
5 1
1 5
9
GA
RA
NT
İ B
OB
İNA
JY
EN
İ S
AN
. S
İT.
7.C
AD
. 5
.SO
K.
NO
:5-6
TE
L:
(04
22
) 3
36
42
40
FA
X:
(04
22
) 3
36
42
40
GÜ
ÇL
Ü B
OB
İNA
JK
EN
AN
EV
RE
N S
AN
. S
İT.
12
30
BL
OK
NO
:6
TE
L:
(02
36
) 2
33
38
00
FA
X:
(02
36
) 2
33
97
73
FL
AŞ
HIR
DA
VA
T V
E B
OB
İNA
JS
AN
AY
İ S
İTE
Sİ
15
9.
CA
D.
NO
:4/D
TE
L:
(03
24
) 3
36
02
32
FA
X:
(03
24
) 3
36
02
32
AK
IŞ B
OB
İNA
JS
AN
AY
İ S
İTE
Sİ
UL
US
CA
D.
NO
:33
1/B
TE
L:
(03
62
) 2
38
07
23
FA
X:
(03
62
) 2
38
07
23
YE
ŞİL
DA
L M
AK
İNA
HIR
DA
VA
TS
AN
. S
İT.
KIL
IÇA
RS
LA
N C
AD
. N
O:4
4
TE
L:
(03
62
) 2
38
10
82
FA
X:
(03
62
) 2
38
72
19
YA
LÇ
INL
AR
GR
UP
SIN
Aİ T
IBB
İ G
AZ
LA
R M
AK
. İN
S. TA
AH
.M
EH
ME
T A
KİF
ER
SO
Y M
H.
35
SO
K.N
O:1
TE
L:
(03
46
) 2
11 2
6 2
4
F
AX
: (0
34
6)
211
26
14
KO
CA
EL
İ
KO
NY
A
MA
LA
TY
A
MA
NİS
A
ME
RS
İN
SA
MS
UN
SA
MS
UN
SİV
AS
ŞE
NG
ÜR
EL
EK
TR
ON
İKZ
AF
ER
MA
H. Y
EN
İ S
AN
. S
İT.
02
A B
LO
K N
O:6
ÇO
RL
UT
EL
: (0
28
2)
65
0 0
4 0
1
DİN
Ç B
OB
İNA
J K
. S
AN
AY
İ S
İTE
Sİ
SO
SY
AL H
İZM
ET
LE
R B
İNA
SI
DE
ĞİR
ME
ND
ER
ET
EL
: (0
46
2)
32
5 2
2 0
2
F
AX
: (0
46
2)
32
5 3
5 4
4
SA
RA
N B
OB
İNA
J D
EĞ
İRM
EN
DE
RE
MA
H.
RİZ
E C
AD
. A
LTIN
SO
K.
NO
:4
DE
ĞİR
ME
ND
ER
ET
EL
: (0
46
2)
32
5 4
5 6
4
F
AX
: (0
46
2)
32
5 4
5 6
4
TÜ
TÜ
NC
ÜO
ĞL
U L
TD
. Ş
Tİ.
SA
N.
SİT
. 1
. B
LO
K N
O:1
3-1
4
TE
L:
(04
32
) 2
23
36
76
FA
X:
(04
32
) 2
23
36
76
TÜ
ME
N M
AK
İNA
KIŞ
LA
SA
NA
Yİİ
SİT
ES
İ D
BL
OK
NO
:17
ER
EĞ
Lİ
TE
L:
(03
72
) 3
23
74
97
FA
X:
(03
72
) 3
23
74
97
TE
KİR
DA
Ğ
TR
AB
ZO
N
TR
AB
ZO
N
VA
N
ZO
NG
UL
DA
K
SU
DE
KA
YN
AK
ZA
FE
R M
AH
. Ş
EH
İT Y
ÜZ
BA
ŞI Y
ÜC
EL K
EN
TE
R C
AD
.N
O:2
A3
-A1
0
ÇO
RL
UT
EL
: (0
28
2)
67
3 6
7 5
1
F
AX
: (0
28
2)
67
3 6
7 5
2
TE
KİR
DA
Ğ
ELE
CT
RO
-CE
NT
ER
BA
HÇ
ELİE
VLE
R M
AH
. T
RA
BZ
ON
BU
LVA
RI
HA
SE
L A
PT.
ALT
I N
O:1
16/5
TE
L:
(0344)
236 0
0 9
6
FA
X:
(0344)
236 0
1 4
5
KA
HR
AM
AN
MA
RA
Ş
YIL
DIZ
HA
N M
AK
İNE
O
SM
AN
KA
VU
NC
U S
AN
AY
İ S
İTE
Sİ
25
. C
AD
. N
O:4
7 A
ĞA
Ç İ
ŞL
ER
İT
EL
: (0
35
2)
311
42
49
FA
X:
(03
52
) 3
11 3
3 5
8
KA
YS
ER
İ
NU
RE
TT
İN Z
AİM
MA
K.
SA
N. T
İC.
LTD
. Ş
Tİ.
1.
SA
N.
SİT
. 2821.
SO
K.
NO
:50
KO
NA
KT
EL:
(0232)
472 0
0 3
8
FA
X:
(0232)
472 0
0 3
9
İZM
İR
ÜM
İT E
LE
KT
RİK
K
AR
AA
ĞA
Ç M
AH
. 767.
SO
K.
NO
:54
TE
L:
(0446)
223 0
9 5
9
F
AX
: (0
446)
224 0
1 3
2
ER
ZİN
CA
N
TE
ME
K M
ÜH
EN
DİS
LİK
T
EK
SA
N S
AN
. B
ÖL.
OT
O S
AN
AY
İCİL
ER
SİT
.U
BLO
K N
O:1
8
TE
L:
(0222)
246 0
2 4
6
FA
X:
(0222)
246 0
2 4
8
ÖZ
DE
MİR
BO
BİN
AJ
İSM
ET
PA
ŞA
MA
H.
İLK
BE
LE
DİY
E B
AŞ
KA
NI
CA
D.
NO
:2/B
(S
AH
İNB
EY
BLD
. A
RK
AS
I)T
EL:
(0342)
231 6
0 8
8
F
AX
: (0
342)
232 2
2 8
1
DİK
TA
Ş H
IRD
AV
AT
ME
ND
ER
ES
MA
H. Y
EN
İ S
AN
.SİT
. 893 S
OK
. N
O:4
/AK
IRIK
HA
NT
EL:(
0326)
344 5
1 9
3
F
AX
:(0326)
344 7
6 7
7
İPE
ÇK
İ H
IRD
AV
AT
– C
İVA
TA
YE
Nİ
SA
NA
Yİ
SİT
ES
İ 1
2.
BLO
K
NO
:40
TE
L:(
0246)
218 1
3 7
4
F
AX
:(0246)
218 1
2 5
2
OR
TE
K K
AY
NA
KE
SE
NŞ
EH
İR M
H.
İME
S S
AN
. S
İT.
E B
LO
K 5
03 S
OK
.NO
:29
ÜM
RA
NİY
ET
EL:
(0216)
420 7
3 1
9
FA
X:
(0216)
499 4
5 7
7
TE
PE
MA
KİN
AE
SE
NŞ
EH
İR M
AH
. N
AT
O Y
OLU
CA
D.
NO
:231/1
DU
DU
LLU
- Ü
MR
AN
İYE
TE
L:
(0216)
365 9
4 0
0
FA
X:
(0216)
365 7
6 2
3
SV
S T
EK
NİK
EV
LİY
A Ç
ELE
Bİ
MA
H.
İSTA
SY
ON
CA
D.
GİP
TA
Ş S
AN
. S
İT.
F B
LO
K N
O:2
4 T
UZ
LA
T
EL:
(0216)
446 6
9 3
1
FA
X:
(0216)
449 6
9 9
3
EN
MA
K K
AY
NA
KK
AY
A B
AŞ
I M
AH
. P
AP
AT
YA
SO
K.
NO
:10/2
KÜ
ÇÜ
KÇ
EK
ME
CE
TE
L:
(0212)
691 1
5 4
0
FA
X:
(0212)
691 1
5 4
8
KA
YS
ER
KA
YN
AK
MA
LTE
PE
YO
LU
OR
TA
MA
H.
EM
İNTA
Ş O
NU
R S
AN
. S
İT.
NO
:176 B
AY
RA
MP
AŞ
AT
EL:
(0212)
577 4
3 5
3
FA
X:
(0212)
577 4
3 5
3
TE
KS
ER
KA
YN
AK
OR
GA
NİZ
E S
AN
. B
ÖLG
ES
İ D
OLA
PD
ER
E S
AN
.SİT
BLO
K 7
NO
:29 İ
KİT
ELLİ
TE
L:
(0212)
549 3
9 4
8
FA
X:
(0212)
549 1
1 4
0
BE
RE
SİT
MA
K.
VE
SA
N.
ÜR
ÜN
TE
MS
. V
E T
İC.A
.Ş6172 S
OK
. N
O:2
/ 2-3
IŞ
IKLA
R S
İTE
Sİ
IŞIK
KE
NT
TE
L:(
0232)
457 5
2 5
6
F
AX
:(0232)
459 1
5 8
5
EG
EM
EN
HIR
DA
VA
T5 S
AN
. S
İT.
7419 S
OK
. N
O:5
3B
OR
NO
VA
TE
L:(
0232)
479 1
1 9
0
F
AX
:(0232)
478 5
8 3
7
ES
KİŞ
EH
İR
GA
ZİA
NT
EP
HA
TA
Y
ISP
AR
TA
İSTA
NB
UL
/ A
NA
DO
LU
İSTA
NB
UL
/ A
NA
DO
LU
İSTA
NB
UL
/ A
NA
DO
LU
İSTA
NB
UL
/ A
VR
UP
A
İSTA
NB
UL
/ A
VR
UP
A
İSTA
NB
UL
/ A
VR
UP
A
İZM
İRİZ
MİR
İZM
İR
TE
KN
İK M
AK
İNA
BO
BİB
AJ
SA
NA
Yİ
DE
MİR
CİL
ER
SİT
. 1.B
LO
K N
O:4
6Y
AK
UT
İYE
TE
L:
(0442)
243 1
7 3
4
F
AX
: (0
442)
243 0
5 7
8
ER
ZU
RU
M
YE
NE
R M
ETA
L S
AN
. T
İC. A
Ş.
OS
B G
İRİŞ
İ D
EM
İRC
İLE
R S
İT.1
4 C
AD
. N
O:3
4
TE
L:
(0352)
311
52 5
4
FA
X:
(0352)
311
52 5
7
KA
YS
ER
İ
BE
TA
EL
EK
TR
OM
EK
AN
İKK
ÖR
FE
Z S
AN
AY
İ S
İTE
Sİ
20
2 B
LO
K N
O:3
0
TE
L:
(02
62
) 3
35
02
60
FA
X:
(02
62
) 3
35
20
99
KO
CA
EL
İ
MT
S E
LE
KT
RİK
EL
EK
TR
ON
İKŞ
AH
İNA
Lİ
MH
. E
MİN
ER
SİN
GİL
BU
LVA
RI
BİR
LİK
AP
T. B
BL
OK
NO
:46
/D
TE
L:
(03
88
) 3
11 4
2 7
9
NİĞ
DE
AK
SA
N B
OB
İNA
JS
AN
AY
İ S
İTE
Sİ
CE
SU
R C
AD
. N
O:4
7T
İCA
RE
T B
OR
SA
SI A
RK
AS
IT
EL
: (0
41
4)
31
4 1
7 3
8
F
AX
: (0
41
4)
31
4 1
7 3
8
ŞA
NL
IUR
FA
ME
RK
EZ
SE
RV
İS
BE
RK
E M
AK
İNA
KÜ
LTÜ
R M
AH
. 793. S
OK
. N
O:8
TE
L: (0
380)
524 8
3 8
3
BU
LU
T E
LE
KT
RO
NİK
BO
BİN
AJ
SA
NA
Yİ
SİT
ES
İ 10.
SO
K.
NO
:12
TE
L:
(0424)
224 6
4 7
9
FA
X:(
0424)
224 6
4 7
9
EL
AZ
IĞ
ER
DE
N B
OB
İNA
J B
AR
BA
RO
S M
AH
. H
AC
I M
US
TA
FA
BE
Y C
AD
. N
O:5
A
TE
L: (0
286)
214 3
0 0
4
YETKİLİ SERVİSLER
Güncel servis listemiz için www.oerlikon.com.tr web sitemizi ziyaret ediniz.
AD
AN
A
AD
AN
A
AF
YO
N
AN
KA
RA
AN
KA
RA
AN
TA
LY
A
AY
DIN
AY
DIN
BA
LIK
ES
İR
BU
RS
A
BU
RS
A
ÇO
RU
M
DE
NİZ
Lİ
DE
NİZ
Lİ
DİY
AR
BA
KIR
DÜ
ZC
E
ÇA
NA
KK
AL
E
444 93 53
+90 236 226 27 28
İMALATÇI FİRMA
Made in TÜRKİYE
Organize Sanayi Bölgesi 5.Kısım Yalçın Özaras Caddesi No:1 45030 MANİSA
www.oerlikon.com.tr
OWM 28.03.2016




























