Embed Size (px)
Citation preview
Reproduction à but lucratif interdite – Direction-Lean - [email protected]
LA VSM – Value Stream Mapping
SOMMAIRE
1. Vue Synthétique........................................................................................................................................... 2 2. La mise en place........................................................................................................................................... 3
a) Etape 1 : Choix des produits ou des familles de produit analysées ......................................................... 3 b) Etape 2 et 3 : Décrire le Flux Physique et le flux d’information ............................................................. 3 c) Etape 4 : Dessiner la VSM....................................................................................................................... 5 d) Etape 5 : Dessiner la VSD ....................................................................................................................... 7 e) Etape 6 : Bâtir le plan d’action .............................................................................................................. 11 f) Etape 7 : réaliser le plan d’action........................................................................................................... 14
Reproduction à but lucratif interdite – Direction-Lean - [email protected]
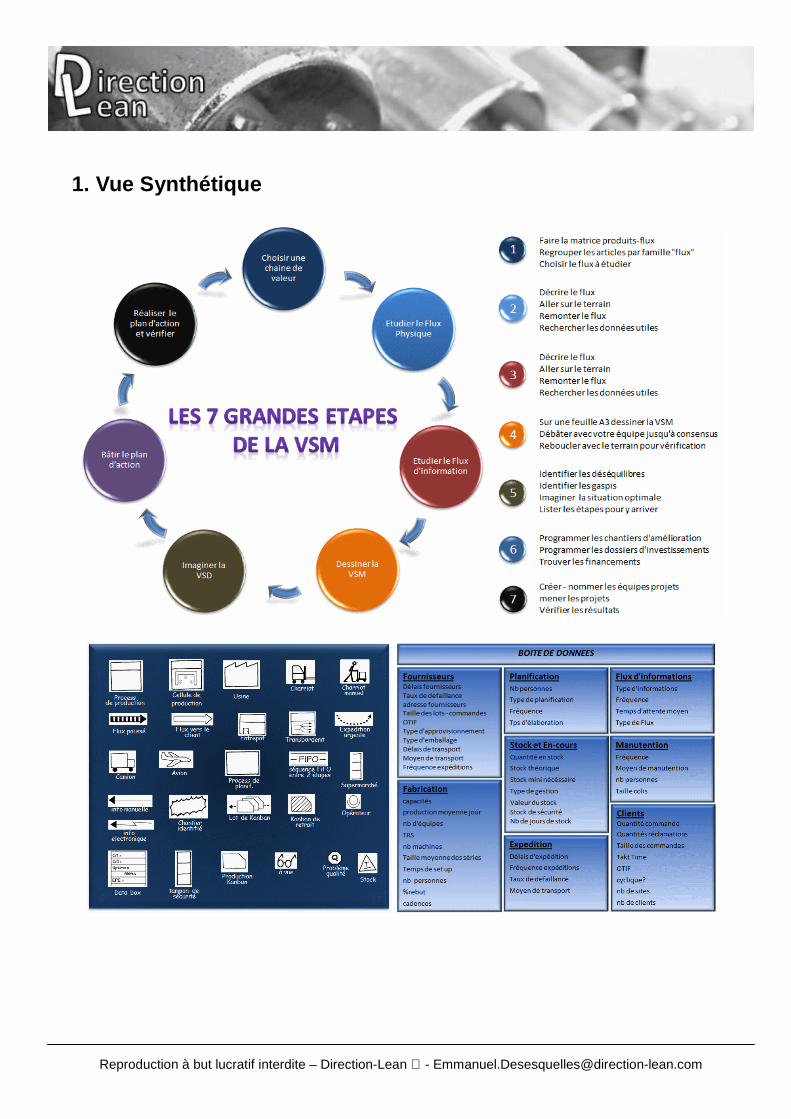
2. La mise en place Nous allons, au cours de cet article, étudier ensemble comment réaliser pas à pas et simplement une VSM. Mais avant voyons ce qu’est une chaine de la valeur, et à quoi cela peut il servir. Une VSM est une représentation graphique des flux d’une entreprise. Nous avons les flux physiques constitués par exemple des déplacements des pièces dans un atelier, et les Flux d’information, qui lui est constitué de toutes les informations utiles à la fabrication du produit ou du service. C’est un outil de synthèse qui permet de comprendre en un coup d’œil comment est fabriquer un produit et quelles sont les étapes nécessaires à sa fabrication. La plus grande utilité de cet outils, est qu’il force à allez sur le terrain, à faire des observations instantanées, des rencontres, poser des questions etc.… et donc à comprendre la vraie vie et pouvoir en extraire les améliorations potentielles. C’est en descendant sur le gemba que nous verrons les stocks, les files d’attentes, que cette machine est en panne depuis 2 jours ou encore qu’il faut 4 h 00 pour changer de série sur la presse N°5. La vue des problèmes nous poussera à déterminer une projection future, en générale à 3 mois et dans l’idéale une vue à plus long terme qui pourra servir de plan directeur.
La VSM pas à pas
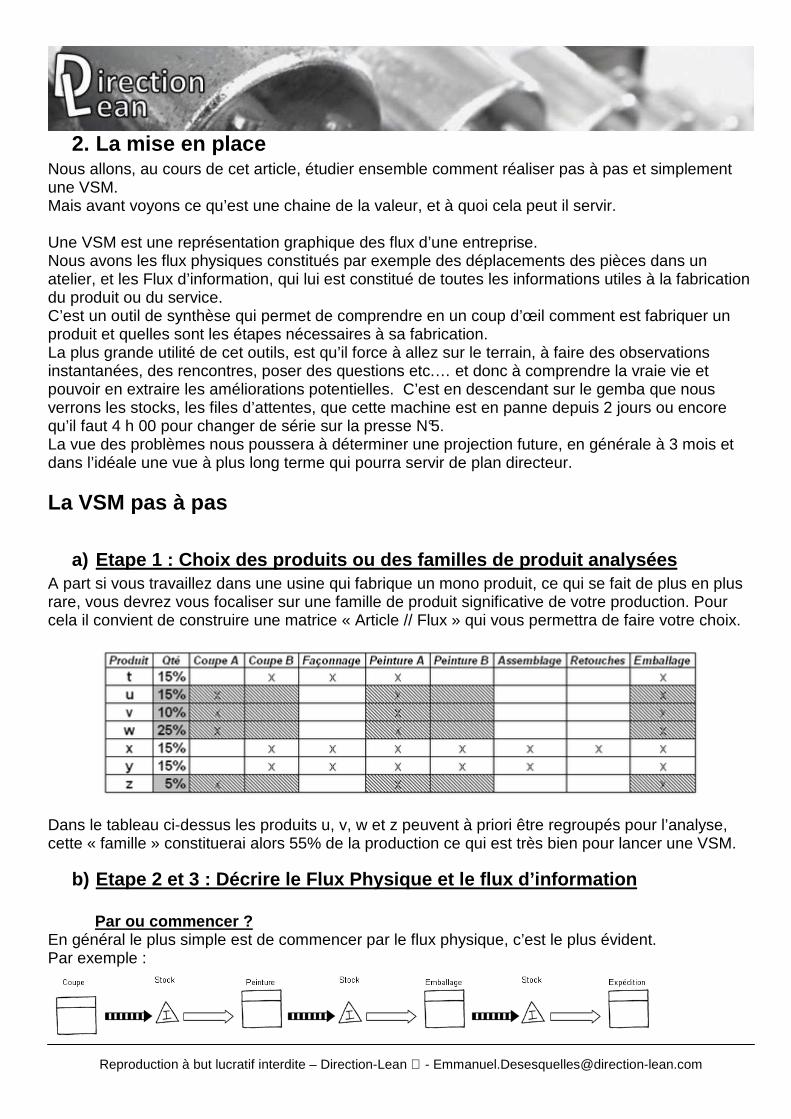
a) Etape 1 : Choix des produits ou des familles de produit analysées A part si vous travaillez dans une usine qui fabrique un mono produit, ce qui se fait de plus en plus rare, vous devrez vous focaliser sur une famille de produit significative de votre production. Pour cela il convient de construire une matrice « Article // Flux » qui vous permettra de faire votre choix.
Dans le tableau ci-dessus les produits u, v, w et z peuvent à priori être regroupés pour l’analyse, cette « famille » constituerai alors 55% de la production ce qui est très bien pour lancer une VSM.
b) Etape 2 et 3 : Décrire le Flux Physique et le fl ux d’information
Par ou commencer ? En général le plus simple est de commencer par le flux physique, c’est le plus évident. Par exemple :
Reproduction à but lucratif interdite – Direction-Lean - [email protected]
Bon maintenant que nous avons notre famille de produit, notre flux simplifié (il y a peut être plusieurs machine à peindre, à couper…..) nous allons pouvoir commencer. D’abord il nous faut une équipe, 3 à 4 personnes assez polyvalentes sur le site et ayant une bonne connaissance des us et coutumes. Une personne des méthodes, une autre de la production, un commerçant et le leader c’est une bonne équipe de départ. Il faut commencer par la fin ! Qui est en fait le début car c’est le client !
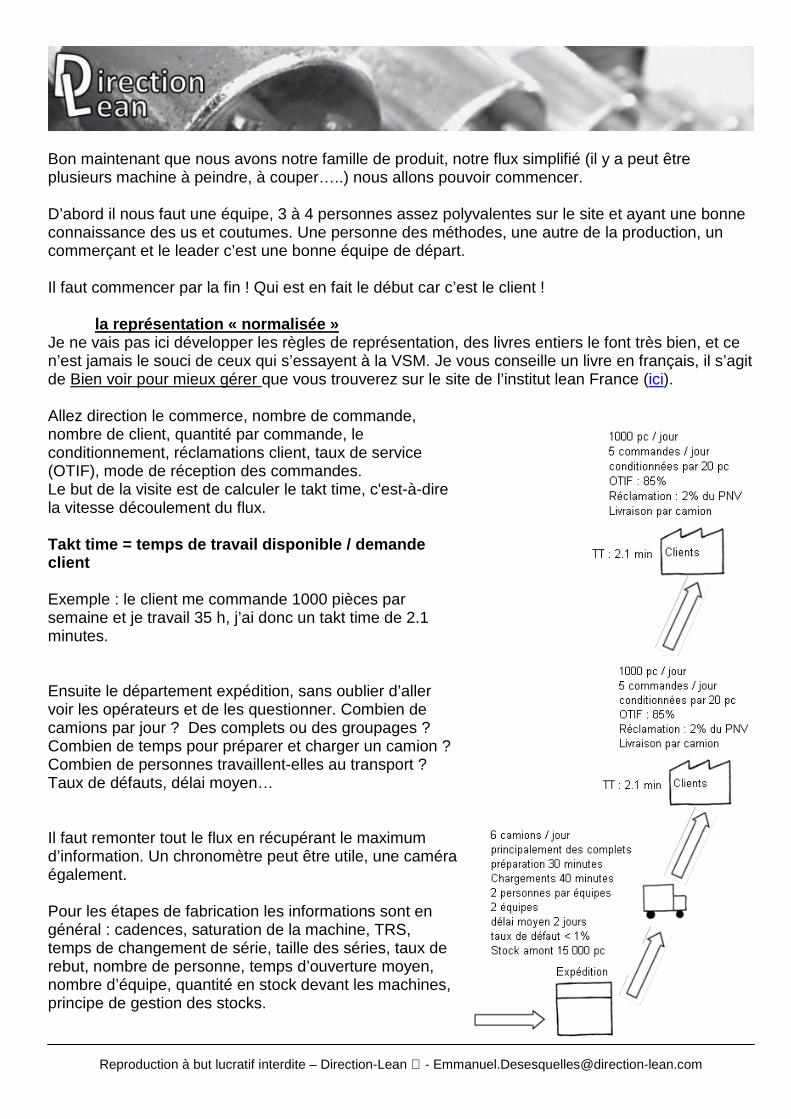
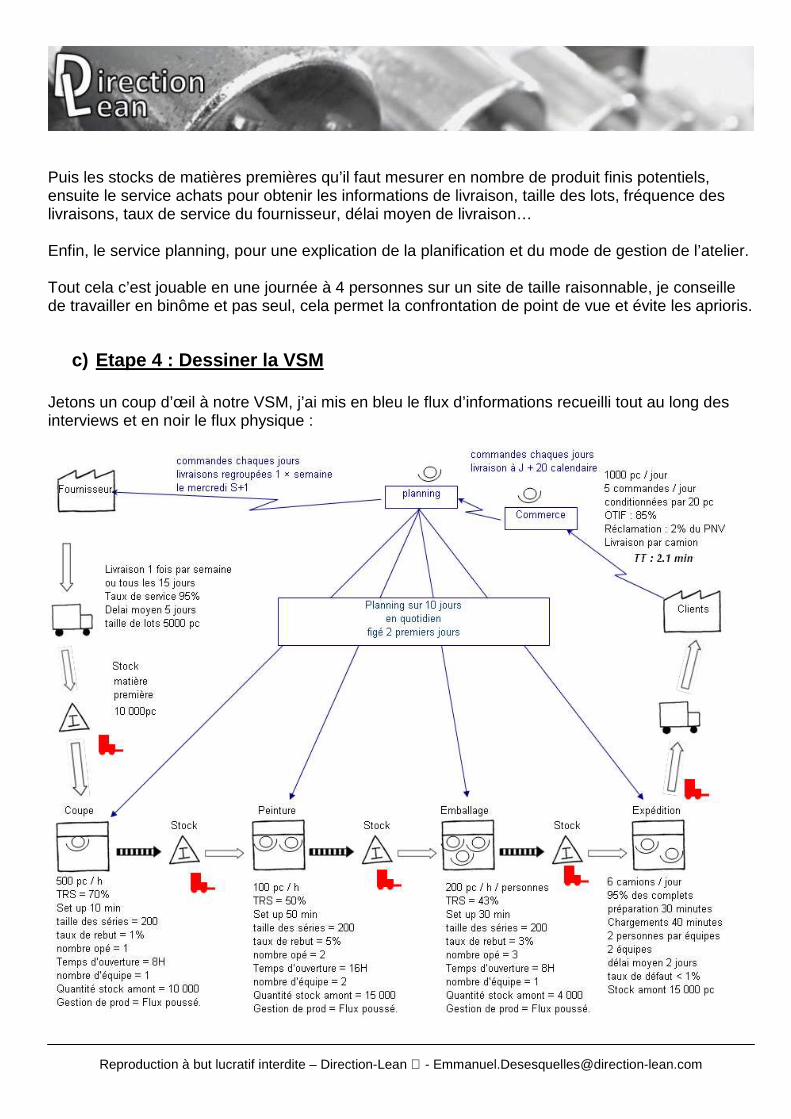
la représentation « normalisée » Je ne vais pas ici développer les règles de représentation, des livres entiers le font très bien, et ce n’est jamais le souci de ceux qui s’essayent à la VSM. Je vous conseille un livre en français, il s’agit de Bien voir pour mieux gérer que vous trouverez sur le site de l’institut lean France (ici). Allez direction le commerce, nombre de commande, nombre de client, quantité par commande, le conditionnement, réclamations client, taux de service (OTIF), mode de réception des commandes. Le but de la visite est de calculer le takt time, c'est-à-dire la vitesse découlement du flux. Takt time = temps de travail disponible / demande client Exemple : le client me commande 1000 pièces par semaine et je travail 35 h, j’ai donc un takt time de 2.1 minutes.
Ensuite le département expédition, sans oublier d’aller voir les opérateurs et de les questionner. Combien de camions par jour ? Des complets ou des groupages ? Combien de temps pour préparer et charger un camion ? Combien de personnes travaillent-elles au transport ? Taux de défauts, délai moyen… Il faut remonter tout le flux en récupérant le maximum d’information. Un chronomètre peut être utile, une caméra également. Pour les étapes de fabrication les informations sont en général : cadences, saturation de la machine, TRS, temps de changement de série, taille des séries, taux de rebut, nombre de personne, temps d’ouverture moyen, nombre d’équipe, quantité en stock devant les machines, principe de gestion des stocks.
Reproduction à but lucratif interdite – Direction-Lean - [email protected]
Puis les stocks de matières premières qu’il faut mesurer en nombre de produit finis potentiels, ensuite le service achats pour obtenir les informations de livraison, taille des lots, fréquence des livraisons, taux de service du fournisseur, délai moyen de livraison… Enfin, le service planning, pour une explication de la planification et du mode de gestion de l’atelier. Tout cela c’est jouable en une journée à 4 personnes sur un site de taille raisonnable, je conseille de travailler en binôme et pas seul, cela permet la confrontation de point de vue et évite les aprioris.
c) Etape 4 : Dessiner la VSM Jetons un coup d’œil à notre VSM, j’ai mis en bleu le flux d’informations recueilli tout au long des interviews et en noir le flux physique :
Reproduction à but lucratif interdite – Direction-Lean - [email protected]
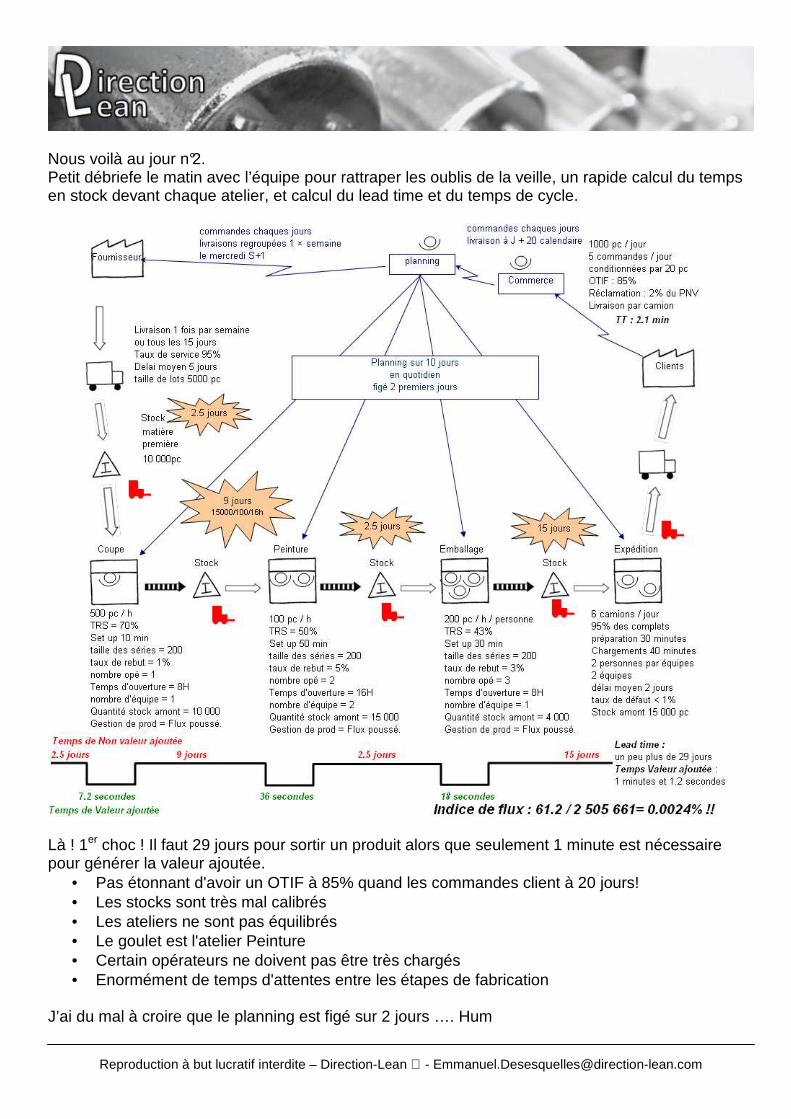
Nous voilà au jour n°2. Petit débriefe le matin avec l’équipe pour rattraper les oublis de la veille, un rapide calcul du temps en stock devant chaque atelier, et calcul du lead time et du temps de cycle.
Là ! 1er choc ! Il faut 29 jours pour sortir un produit alors que seulement 1 minute est nécessaire pour générer la valeur ajoutée.
• Pas étonnant d'avoir un OTIF à 85% quand les commandes client à 20 jours! • Les stocks sont très mal calibrés • Les ateliers ne sont pas équilibrés • Le goulet est l'atelier Peinture • Certain opérateurs ne doivent pas être très chargés • Enormément de temps d'attentes entre les étapes de fabrication
J’ai du mal à croire que le planning est figé sur 2 jours …. Hum
Reproduction à but lucratif interdite – Direction-Lean - [email protected]
Retour sur le terrain! Toujours en remontant le flu x, la chasse aux gaspis est ouverte Le but du jour 2 sera de vérifié les informations recueillies la veille et de passer du temps dans l’atelier pour observer ce qui s’y passe. Nous nous intéresserons principalement aux catégories suivantes :
• Transports inutiles • Stocks excessifs • Mouvements inutiles • Temps d’attente • Surproduction • Opération inadaptée • Défaut / rebut • Pannes
Nous regarderons également le travail des opérateurs périphériques, tel que les caristes ; les pontiers….
d) Etape 5 : Dessiner la VSD A la fin de la journée il faut être capable d’avoir une estimation des saturations des équipements, des opérateurs, et plus globalement tout ce qui peut permettre d’avoir des pistes pour le déclanchement de sujet d’amélioration continue. Il faut aussi avoir un regard critique sur la façon de faire actuelle, imaginer des alternatives qui pourrait faciliter l’écoulement des produits. Les pertes, les rebuts, la main d’œuvre en trop, les manipulations… tout doit être converti en € afin d’avoir une idée claire des Enjeux et de pouvoir par la suite priorisé les actions. Rentrons un peu dans le détail : Nous avons une information précieuse ! Nous connaissons le goulet et c’est sur cette étape qu’il faut mettre les bouchées doubles. 1- La peinture : Travail en 2×8, et occupe 2 personnes. Le TRS n’est pas excellent mais 50% ce n’est déjà pas si mal. Nous avons une capacité quotidienne d’environs 16×100×0.5 = 800 pièces. En fait après vérification il s’avère que la cadence moyenne n’est pas de 100 pc/H mais plutôt 150pc/H, et au chrono par le calcul nous trouvons plutôt 160 …. Les opérateurs sont toujours un peux frileux en général ils ont peur de la suite. Donc la capacité est de 16×150×0.5 = 1200 pc/j, ce qui est logique puisque si nous étions inférieur à 1000 nous serions en dessous de la demande client Idée : analyser le TRS pour voir où sont les pertes de temps, nous savons déjà qu’il y a, environ 6 setup par jours, soit 300 minutes de perdues à ce titre, c’est le moment de prévoir un chantier SMED.
Reproduction à but lucratif interdite – Direction-Lean - [email protected]
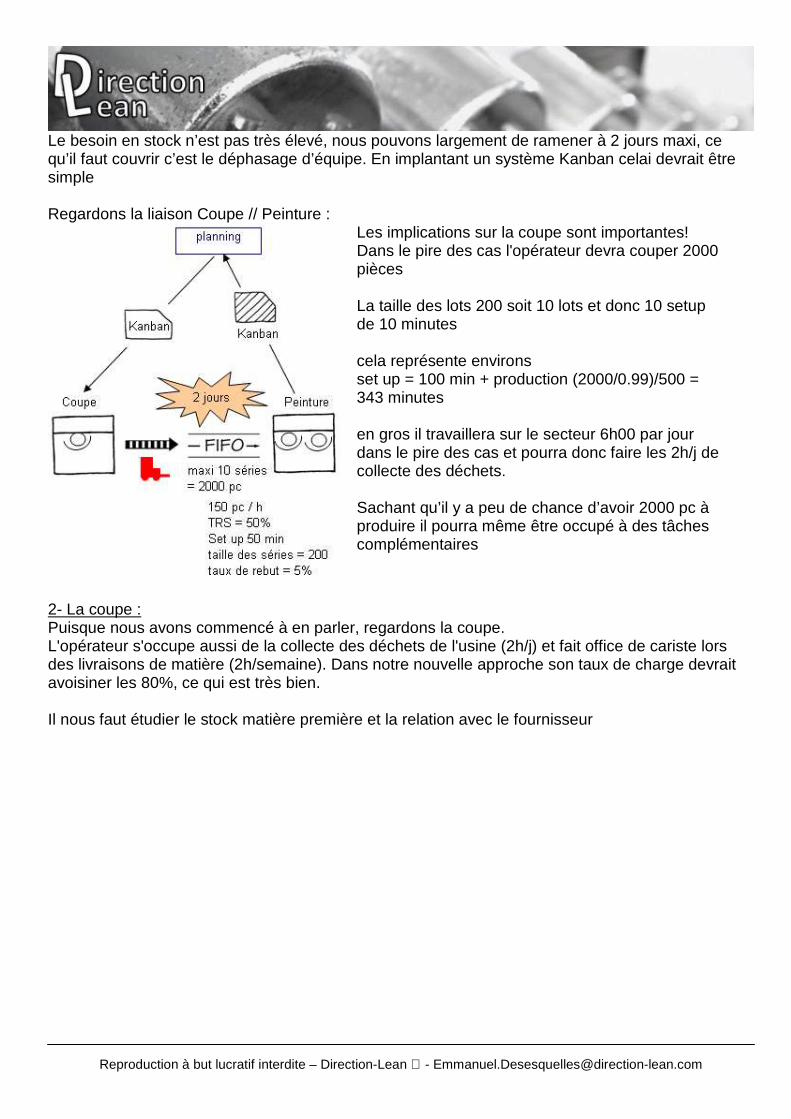
Le besoin en stock n’est pas très élevé, nous pouvons largement de ramener à 2 jours maxi, ce qu’il faut couvrir c’est le déphasage d’équipe. En implantant un système Kanban celai devrait être simple Regardons la liaison Coupe // Peinture :
Les implications sur la coupe sont importantes! Dans le pire des cas l'opérateur devra couper 2000 pièces La taille des lots 200 soit 10 lots et donc 10 setup de 10 minutes cela représente environs set up = 100 min + production (2000/0.99)/500 = 343 minutes en gros il travaillera sur le secteur 6h00 par jour dans le pire des cas et pourra donc faire les 2h/j de collecte des déchets. Sachant qu’il y a peu de chance d’avoir 2000 pc à produire il pourra même être occupé à des tâches complémentaires
2- La coupe : Puisque nous avons commencé à en parler, regardons la coupe. L'opérateur s'occupe aussi de la collecte des déchets de l'usine (2h/j) et fait office de cariste lors des livraisons de matière (2h/semaine). Dans notre nouvelle approche son taux de charge devrait avoisiner les 80%, ce qui est très bien. Il nous faut étudier le stock matière première et la relation avec le fournisseur
Reproduction à but lucratif interdite – Direction-Lean - [email protected]
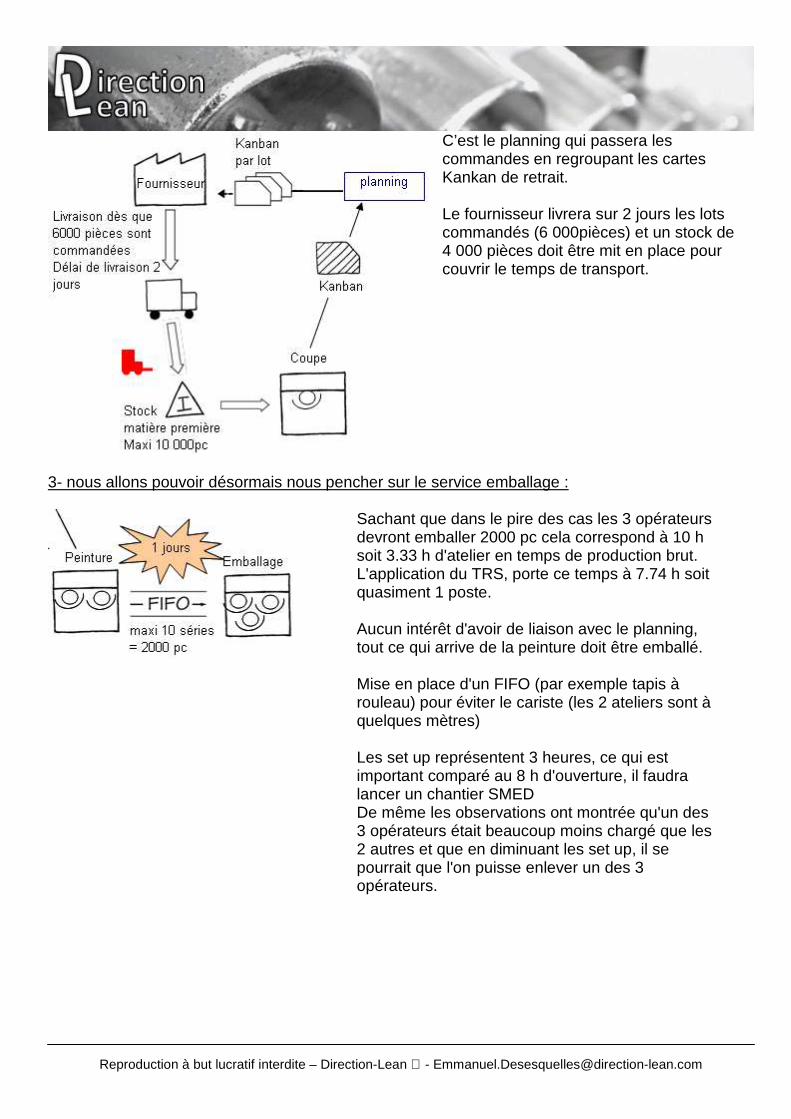
C’est le planning qui passera les commandes en regroupant les cartes Kankan de retrait. Le fournisseur livrera sur 2 jours les lots commandés (6 000pièces) et un stock de 4 000 pièces doit être mit en place pour couvrir le temps de transport.
3- nous allons pouvoir désormais nous pencher sur le service emballage :
Sachant que dans le pire des cas les 3 opérateurs devront emballer 2000 pc cela correspond à 10 h soit 3.33 h d'atelier en temps de production brut. L'application du TRS, porte ce temps à 7.74 h soit quasiment 1 poste. Aucun intérêt d'avoir de liaison avec le planning, tout ce qui arrive de la peinture doit être emballé. Mise en place d'un FIFO (par exemple tapis à rouleau) pour éviter le cariste (les 2 ateliers sont à quelques mètres) Les set up représentent 3 heures, ce qui est important comparé au 8 h d'ouverture, il faudra lancer un chantier SMED De même les observations ont montrée qu'un des 3 opérateurs était beaucoup moins chargé que les 2 autres et que en diminuant les set up, il se pourrait que l'on puisse enlever un des 3 opérateurs.
Reproduction à but lucratif interdite – Direction-Lean - [email protected]
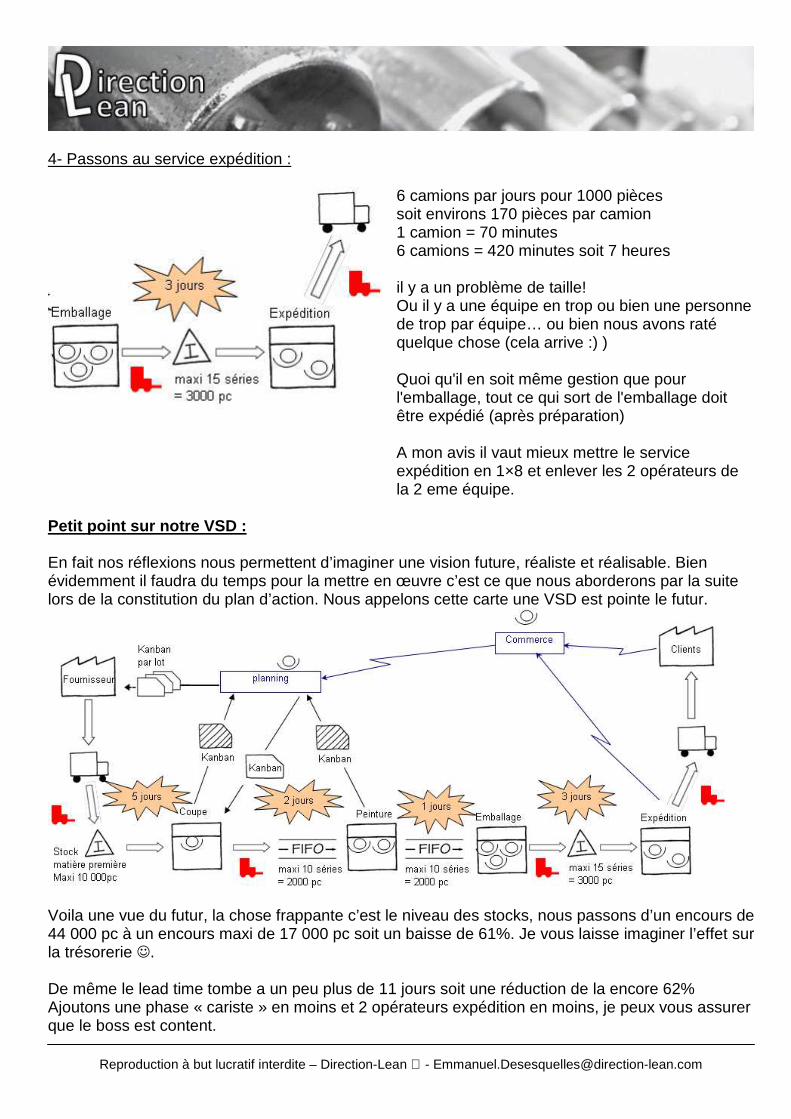
4- Passons au service expédition :
6 camions par jours pour 1000 pièces soit environs 170 pièces par camion 1 camion = 70 minutes 6 camions = 420 minutes soit 7 heures il y a un problème de taille! Ou il y a une équipe en trop ou bien une personne de trop par équipe… ou bien nous avons raté quelque chose (cela arrive :) ) Quoi qu'il en soit même gestion que pour l'emballage, tout ce qui sort de l'emballage doit être expédié (après préparation) A mon avis il vaut mieux mettre le service expédition en 1×8 et enlever les 2 opérateurs de la 2 eme équipe.
Petit point sur notre VSD : En fait nos réflexions nous permettent d’imaginer une vision future, réaliste et réalisable. Bien évidemment il faudra du temps pour la mettre en œuvre c’est ce que nous aborderons par la suite lors de la constitution du plan d’action. Nous appelons cette carte une VSD est pointe le futur.
Voila une vue du futur, la chose frappante c’est le niveau des stocks, nous passons d’un encours de 44 000 pc à un encours maxi de 17 000 pc soit un baisse de 61%. Je vous laisse imaginer l’effet sur la trésorerie ☺. De même le lead time tombe a un peu plus de 11 jours soit une réduction de la encore 62% Ajoutons une phase « cariste » en moins et 2 opérateurs expédition en moins, je peux vous assurer que le boss est content.
Reproduction à but lucratif interdite – Direction-Lean - [email protected]
Le service Planning est réduit à la plus simple expression et la gestion du flux se fait sur le goulet, tout ce qui est aval est poussé, et l’amont gère un stock permettant de sécuriser la charge du goulet.
e) Etape 6 : Bâtir le plan d’action Nous voici le 3eme jour! C’est le jour du résumé et de la planification. Listons les améliorations et les Mudas identifiés en remontant le flux et chiffrer/estimer les gains :
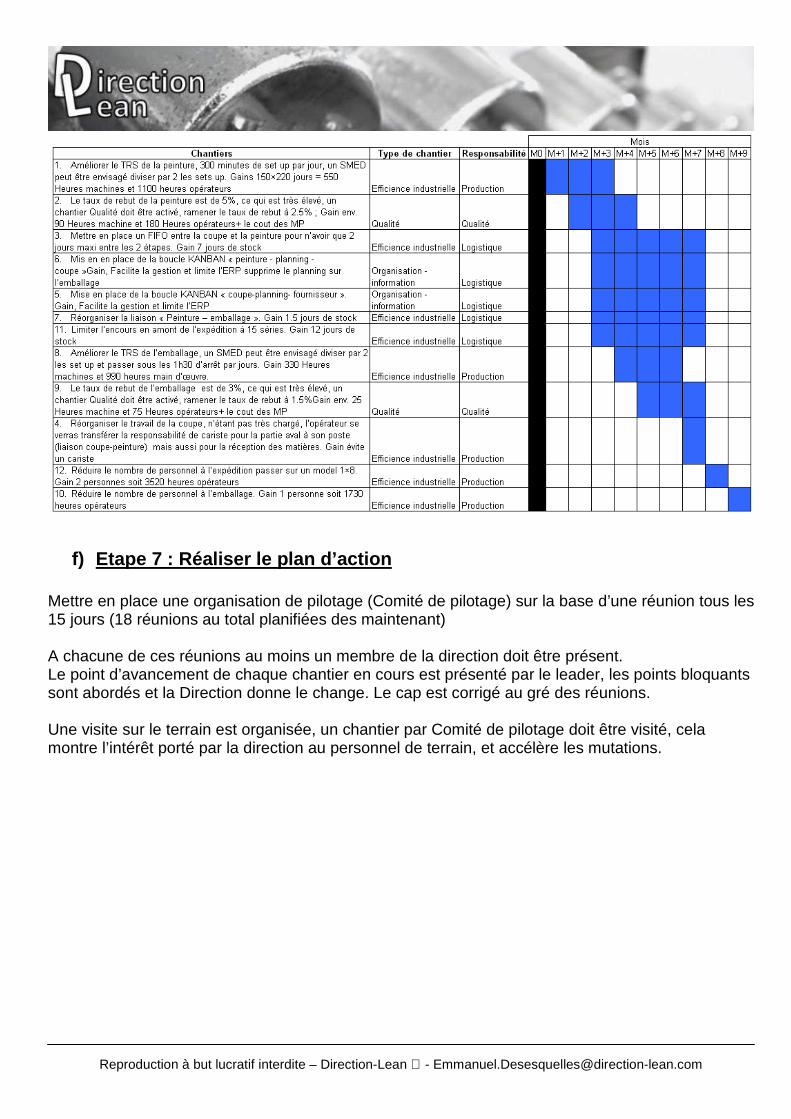
1. Améliorer le TRS de la peinture, 300 minutes de set up par jour, un SMED peut être envisagé diviser par 2 les sets up. Gains 150×220 jours = 550 Heures machines et 1100 heures opérateurs
2. Le taux de rebut de la peinture est de 5%, ce qui est très élevé, un chantier Qualité doit être activé, ramener le taux de rebut à 2.5% ; Gain env. 90 Heures machine et 180 Heures opérateurs+ le cout des MP
3. Mettre en place un FIFO entre la coupe et la peinture pour n’avoir que 2 jours maxi entre les 2 étapes. Gain 7 jours de stock
4. Réorganiser le travail de la coupe, n’étant pas très chargé, l’opérateur se verras transférer la responsabilité de cariste pour la partie aval à son poste (liaison coupe-peinture) mais aussi pour la réception des matières. Gain évite un cariste
5. Mise en place de la boucle KANBAN « coupe-planning- fournisseur ». Gain, Facilite la gestion et limite l’ERP
6. Mis en en place de la boucle KANBAN « peinture - planning - coupe »Gain, Facilite la gestion et limite l’ERP supprime le planning sur l’emballage
7. Réorganiser la liaison « Peinture – emballage ». Gain 1.5 jours de stock 8. Améliorer le TRS de l’emballage, un SMED peut être envisagé diviser par 2 les set up et
passer sous les 1h30 d’arrêt par jours. Gain 330 Heures machines et 990 heures main d’œuvre.
9. Le taux de rebut de l’emballage est de 3%, ce qui est très élevé, un chantier Qualité doit être activé, ramener le taux de rebut à 1.5%Gain env. 25 Heures machine et 75 Heures opérateurs+ le cout des MP
10. Réduire le nombre de personnel à l’emballage. Gain 1 personne soit 1730 heures opérateurs 11. Limiter l’encours en amont de l’expédition à 15 séries. Gain 12 jours de stock 12. Réduire le nombre de personnel à l’expédition passer sur un model 1×8. Gain 2 personnes
soit 3520 heures opérateurs
Reproduction à but lucratif interdite – Direction-Lean - [email protected]
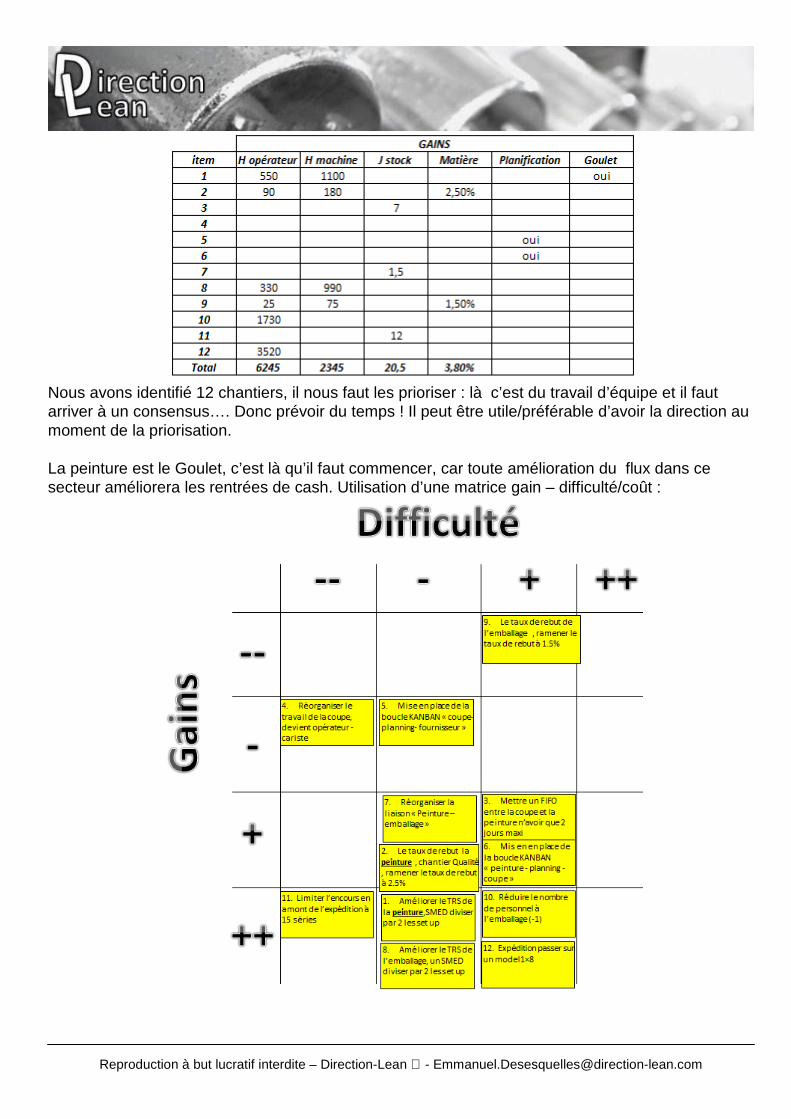
Nous avons identifié 12 chantiers, il nous faut les prioriser : là c’est du travail d’équipe et il faut arriver à un consensus…. Donc prévoir du temps ! Il peut être utile/préférable d’avoir la direction au moment de la priorisation. La peinture est le Goulet, c’est là qu’il faut commencer, car toute amélioration du flux dans ce secteur améliorera les rentrées de cash. Utilisation d’une matrice gain – difficulté/coût :
Reproduction à but lucratif interdite – Direction-Lean - [email protected]
Maintenant tout dépend des ressources humaines, des moyens financiers et de vos objectifs. Si c’est le lead time l’objectif, alors KANBAN et liaison inter service sont à lancer en premiers. Si c’est financier, alors il y a 6000 de main d’œuvres dans la balance, soit environs 150K€ Plus 2300 Heures machines qui peuvent libérer du potentiel de production, mais cela n’est « valable » qu’à 3 conditions : - le carnet de commande est plein - les prévisions sont très bonnes - Vous pouvez licencier Sinon ceux sont des faux gains et je préfère la vertu les encours faibles. Voilà nous sommes arrivés au terme des 3 jours. Nous avons une vision claire de notre futur et de la manière dont nous devons nous y prendre pour y arriver. Avec votre stratégie en main, vous pouvez faire la planification, nommer les chefs de chantier et pousser votre usine vers la direction choisie. Fort de notre matrice et en imposant quelques Hypothèses, voici un plan d’action possible
Hypothèses :
• Le marché est porteur • Notre taux de service est de 85% • Les prévisions sont fortes
Avec un OTIF à 85 % c’est que nous avons du mal à fournir le marché, j’opterai donc pour d’abord travailler sur les pertes, et prioritairement sur la peinture qui est le goulet. Cela aura 3 avantages, faire rentrer plus d’argent, mieux servir le client et surtout montrer aux opérateurs que le service peinture est important… Ensuite soigner le Lead time en lançant un gros chantier logistique et en travaillant sur les organisations inter services. Enfin, l’emballage puis la coupe, pour finir sur la réorganisation des services expédition et emballage. Tout cela étalé sur 9 mois avec un minimum 3 leader dans chaque spécialité pour coacher les équipes (Qualité, Logistique, Production) Le tout devant être TRES FORTEMENT appuyé par la direction.
Reproduction à but lucratif interdite – Direction-Lean - [email protected]
f) Etape 7 : Réaliser le plan d’action Mettre en place une organisation de pilotage (Comité de pilotage) sur la base d’une réunion tous les 15 jours (18 réunions au total planifiées des maintenant) A chacune de ces réunions au moins un membre de la direction doit être présent. Le point d’avancement de chaque chantier en cours est présenté par le leader, les points bloquants sont abordés et la Direction donne le change. Le cap est corrigé au gré des réunions. Une visite sur le terrain est organisée, un chantier par Comité de pilotage doit être visité, cela montre l’intérêt porté par la direction au personnel de terrain, et accélère les mutations.