Embed Size (px)
DESCRIPTION
Título: La filigrana una opción en sus manos. Autor: Zamora Q., José B. Responsabilidad: José B. Zamora Q. Número de clasificación: 391.7/Z25l Lugar de publicación: Quito Editorial: IADAP Fecha de publicación: 2005
Citation preview



INSTITUTO ANDINO DE ARTES POPULARES DEL CONVENIO ANDRÉS BELLO
Directora Ejecutiva Rosángela Adoum Producción editorial Eugenia Ballesteros O. Diseño y diagramación Manuel Chávez G. Impresión Fabián Vallejos
IADAP Calle Diego de Atienza Oe 3-174 y Av. América www.iadap.org E-mail: [email protected] info(g).latinculture.com P.O. Box: 17-07-9184/ 17-01-555 Telf.: (593 2) 2553684 / 2554908 Telefax: (593 2) 2563096 Quito - Ecuador

A G R A D E C I M I E N T O S
El Centro de Formación y Capacitación Técnica del Artesano,
CFCTARE y la Escuela Internacional de Joyería Casa de América,
expresan su profunda gratitud a la Dra. Rosángela Adoum, directora
ejecutiva del Instituto Andino de Artes Populares del Convenio
Andrés Bello - IADAP- y a los funcionarios Patricio Sandoval y
Manuel Chávez por su interés demostrado en concretar el presente
trabajo, no obstante los inconvenientes que involucran la falta de
recursos económicos.
Se aspira que este manual sirva de motivación para que decenas de
jefes de familia y jóvenes de nuestro país acepten el reto de trabajar
con libertad y disciplina en su t iempo y planificando sus proyeccio
nes, solo así llegarán a la meta que anhelan: su éxito en la práctica
profesional de la filigrana y de la joyería en general.
Quito, Agosto de 2005
3

Introducción
La orfebrería nace cuando el hombre empieza a tener conciencia
sobre las cosas que están en su entorno y pueden ser utilizadas para
su satisfacción íntima.
Luego descubre que un mineral o una piedra tallada, pulida y brilla
da, puede causar efectos indescriptibles ante los ojos de quienes no
han captado la posibilidad de un trabajo laborioso, paciente y perse
verante que le depara inconmensurable gusto al que lo trabaja e inac
cesible para el profano.
Allí el comienzo de la utilización del poder de la sugestión y de la
influencia para a través de los gestos o las palabras hacer que aparez
ca lo intangible: el dominio de un ser a otro mediante el mito, en este
caso concreto por el mineral o la piedra pulidos, brillados o tallados
en la forma que pudiese lograr el primitivo lapidador.
Miles de años cruzaron las fronteras de la creatividad, siempre supe
riores en el conocimiento los hombres fueron dejando huellas de su
paciencia, de su perseverancia y de su poder. Esos rastros se encon
traron posteriormente en las tumbas de los líderes o de quienes ejer
cían el papel de "jefes del clan".
Los alambres de una hebra o de dos o tres hebras colocados como
adornos sobre o junto a las láminas, estamos seguros, deslumhraron
a los no hábiles - sue r te de inútiles que no se arriesgan a labrar nada,
porque argumentan que no pueden- o a los neófitos y, desde luego,
a quienes pudieron ser los adquirientes.
Los orfebres de todas las épocas que utilizaron los alambres para
hacer cadenas, collares, pendientes, aretes, anillos, prendedores o col
gantes, si los utilizaron hábilmente o si su destreza les facilitaba esa
recreación, fueron a su t iempo elogiados, apreciados y valorizados
siempre más y sus descendientes al ejecutar aquellas labores se acre-
4

ditaron prestigio y reconocimientos ilimitados.
Pueblos antiguos como los hititas, sumerios, egipcios y griegos fue
ron los que entregaron su conocimiento y dominio sobre estas mara
villosas ejecuciones, hoy, los árabes e hindúes, y muchos pueblos
más, siguen laborando los metales nobles con absoluta maestría y
permanente creatividad.
América heredó las técnicas traídas desde la Península Ibérica y sentó
plaza en diferentes entornos como los territorios que hoy conocemos
como México, Venezuela, Perú, Bolivia, Ecuador y Colombia.
Cada nación tiene en su geografía uno o más pueblos donde se siguen
trabajando los metales nobles en forma de alambres y estos unidos
mediante soldaduras en estructuras -casi siempre florales, a veces
incaistando piedras o perlas que incrementan su belleza- van insi
nuando admiración por la incesante creatividad y la paciente labore
de joyeros filigraneros de Yucatán, San Juan de Nueva Esparta,
Cusco, Cajamarca, Catacaos, Cochabamba, La Paz, Chordeleg,
Sangolquí, Mompóx o Santa Fé de Antioquia.
Hoy, a propósito de la Segunda Cita de los Orfebres Andinos, convo
cada por el Centro de Formación y Capacitación Técnica del
Artesano, CFCTARE - Casa de América y la Escuela Internacional de
Joyería, la primera se realizó en Catacaos en Agosto de 2004 por
convocatoria de la U N E S C O , llegan hasta la Mitad del Mundo los
invitados -artífices magníficos que han dedicado su vida a torcer los
alambres, a soldarlos, a pulirlos, a vivirlos en el éxtasis pleno de la
palabra- para celebrar con los hombres y mujeres del lugar el ejer
cicio profesional de esta actividad ancestral que tanta satisfacción
causa ejecutarla.
Creo que mis colegas, viven todos los días, aquella unión física de la
sensibilidad humana y el metal propio de las entrañas mismas de la
madre tierra, y el saber que mediante las piezas trabajadas a gusto de 5

la sociedad obtienen su dinero para goce de su hogar, y así lograr
mejores condiciones de vida.
P o r e s o , s in i m p o r t a r los e s f u e r z o s y s ac r i f i c i o s de t i e m p o y
r e c u r s o s , c o n s i d e r a m o s q u e e s b i e n v e n i d o e se u n i r m a n o s
en t re i n s t i t u c i o n e s , t a l l e r e s , e m p r e s a s y p e r s o n a s de b u e n a
v o l u n t a d , a fin de p o s i b i l i t a r m a y o r d e s a r r o l l o en t o d a s las
face tas de l a v i d a c o t i d i a n a de u n a n a c i ó n y , s o b r e t o d o , en e l
e m p l e o q u e se p u e d a da r a e s t a r a m a a r t e s a n a l .
Por ello, vale declarar que es trascendente para el Centro de
Formación y Capacitación Técnica del Artesano, CFCTARE y la
Escuela Internacional de Joyería, el hecho de que el Instituto Andino
de Artes Populares, IADAP, haya convenido en brindar su apoyo en
cuanto se refiere a la edición de este brevísimo manual de una de las
especialidades de la Joyería como es la filigrana.
El objetivo, el CFCTARE y el IADAP, es fomentar que el hermoso
trabajo artesanal del trefilado y trenzado de alambres, sea una alter
nativa productiva creativa para miles de personas que bien pueden en
el seno de su hogar, ejecutar este tipo de joyas que conllevan virtu
des de habilidad, arte y conocimiento.
Este propósito de darle soplos de vida a la técnica de la filigrana está
enmarcada también en los propuestas fundamentales de la U N E S C O ,
cuando suscita la recuperación de la historia del hombre y sus expre
siones más auténticas del quehacer, decoración y expresión del espí
ri tu justamente como un ideal que no desaparezca por la acometida
agresiva de la industrialización y los procesos de producción moldea
da o estampada de las naciones codiciosas que poco les importa esos
relevantes criterios de pueblos llenos de habilidad innata para que no
sucumba porque el hombre siempre buscará ese mensaje de amor con
el que se entrega el orfebre filigranero.
A estos considerandos añadimos uno con carácter de imperativo, el 6

de generar riqueza desde su propio hogar y simultáneamente, cuidar
de su familia, hoy que se ha tornado realmente problemática la vida
de los hijos sin la guía de sus progenitores.
Por consiguiente, el "arrimar hombros" para cumplir los objetivos ya
señalados, demuestra, simplemente que con buena voluntad, sí se
puede lograr llegar a las metas soñadas e ir consti tuyendo una nación
productiva y creativa que camina altiva por el trabajo de su pueblo
unido con el fin de dar solución a sus ingentes problemas.
Al ejecutar la propuesta del certamen FILIGRANA A N D I N A 2005,
el CFCTARE y la Escuela Internacional de Joyería, lo que aspiran es
cumplir con las finalidades para las que fueron creadas estas institu
ciones y establecer oportunidades de práctica profesional a quienes
acepten e l reto de aprender este a r t e - o f i c i o q u e u n i d o s a la
p r o d u c c i ó n y g e s t i ó n e m p r e s a r i a l p u e d e n t r a n s f o r m a r
u n a m i n ú s c u l a m i c r o e m p r e s a e n u n a o r g a n i z a c i ó n p l e n a
d e p r o y e c c i o n e s deb idamente cimentadas.
Las ciudades dedicadas a la orfebrería como Toledo, Córdoba,
Valencia, Vicenza, Florencia, son perfectas muestras de que si a esos
pueblos se les dota de conocimientos sobre diseño y técnicas elemen
tales de producción, promoción y comercialización, ellos mantendrán
vigencia de la tradición y posiblemente estén en la condición de
ampliar los ya gigantescos horizontes que les han otorgado fama y
leyenda de arte y buen gusto.
La orfebrería es una opción entre tantas ramas artesanales, pero nin
guna alcanza la c ima de la satisfacción como es el caso de la joyería
y de la platería, porque quienes la ejecutan están firmemente conven
cidos de que lo que hacen es verdaderamente hermoso.
Constituye pues, una posibilidad en nuestras manos.. . dependerá de
quien lidere en cada hogar la posibilidad de escalar la cima de la
satisfacción personal y de las condiciones anímicas en que se hallen 7

los actores del cambio que significa trabajar con autonomía sin espe
rar órdenes y dar paso a nuestra inmensa creación propia y caracterís
tica de los seres humanos .
Queremos apelar con este manual a que los artífices se motiven j
vean en este arte la posibilidad de trabajar con libertad.
José B. Zamora Q.
Director del CFCTARE - Casa de América
Quito, Agosto de 2005
8

L A F I L I G R A N A
Así, como los puntos suspensivos, esta técnica antigua de la orfebre
ría, se niega a morir, quienes aman el contexto general del arte, no
permitirán su deceso, mas aun pretendemos su recuperación como
mensaje humanístico producto propio de la creatividad del hombre,
segmento trascendente en la historia de la actual civilización.
La amplia distribución del trabajo
de filigrana en joyería es una indi
cación de su continua popularidad,
la gente la admira y la adquiere.
Hay mucho que precisar y pasmar
en el proceso tradicional de la
construcción, si uno se toma el
t iempo para examinar las piezas
cuidadosamente.
Podemos apreciar las piezas maestras de la filigrana fina del pasado sin sentimos intimidados o compe-
Siendo un trabajo que se ejecuta en el ámbito intimo del hogar no requiere mucho espacio físico a excepción cuando debe estirar torcer el alambre, que bien se puede hacer en la sala, en el patio o en la terraza de la casa.
Una mesa cualquiera puede servirnos para el enrollado o la soldadura, sobre esa misma mesa o una más pequeña terminaremos con el proceso de decapado, gratado y/o dorado.
Las herramientas, sin ser muchas , han sido heredadas de abuelos a padres, de padres a hijos, a los nietos, y seguirán usándolas, cuantos deseen expresarse creativamente o quienes busquen la generación productiva con fines de crecimiento económico si aceptan la responsabilidad de crecer con con los propósitos que requiere este arte.
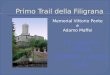
Orejera en filigrana. Cultura Tolita
titivos con respecto a ellas, (i)
9

E T I M O L O G Í A
El término "filigrana" viene del italiano, derivación del latín: Filum,
cuyo significado es "un rollo de a lambre" y de Granum que signifi
ca: Grano o cuenta. (2)
El uso de estos términos para describir el proceso hace alusión a la
temprana práctica de adornar el trabajo de alambre con pequeñas
bolas o cuentas de metal, una técnica aun usada en nuestros días, aun
que el trabajo de filigrana debe consistir en lograr un objeto entera
mente en alambres. (3)
La filigrana se ha mantenido por mas de 4.000 años, lo que dice de su
importancia en la joyería. Artistas contemporáneos han propuesto
explotar sus posibilidades estructurales y han creado nuevas opciones
con la utilización del diseño de estos t iempos y sus tendencias que
significa la incorporación de otros materiales. (4)
TIPOS B Á S I C O S D E F I L I G R A N A
Filigrana abierta, consiste en la utilización de estructuras de alambre
sin respaldo, unida con alambres más delgados mediante suelda de
puntos de fusión medianos.
Filigrana con soporte, los alambres se sueldan sobre láminas, esto
determina mayor consistencia, también es posible soldar sobre una
malla con el propósito de configurar alto relieve.
La utilización de las dos presentaciones del metal: alambre y lámina,
es la tercera filigrana básica, que consiste en construir piezas comple
tas de alambre y unirlas a láminas con la ayuda de remaches, asas,
engastes, biseles, ganchos u otras formas.
El cuarto tipo se identifica con la producción que incluye el esmalta
do, se colocan los alambres de tal forma que se puede llenar con 10

e s m a l t e o r e s i n a p l á s t i c a de c o l o r e s a fin de c a u s a r m a y o r
n a t u r a l i d a d a lo s e l e m e n t o s d e c o r a t i v o s q u e p o d r í a n se r f lo
r e s , h o j a s , a v e s , i n s e c t o s , e t c .
El trabajo realizado con la primera técnica abarata costos pues se uti
liza poco metal lo que favorece el precio y el trabajo, obviamente,
cuesta más que los materiales usados. Ciertamente esta técnica exige
m á s p a c i e n c i a , i n s t r u m e n t o s s i m p l e s y b u e n a v i s i ó n , lo q u e se
p u e d e r e s o l v e r t r a b a j a n d o a la luz n a t u r a l y de se r p o s i b l e c o n
l en t e s d e a u m e n t o .
Existe la opción de trabajar con alambres de mayor grosor, lo que
facilita la labor pero es demasiado sencillo su proceso, por consi
guiente el consumidor no lo valoriza por su calidad. (5)
L A C O N S T R U C C I Ó N D E E S T R U C T U R A S BÁSICAS
Los diseños para las joyas en fil igrana deben establecer fundamental
mente la unión por los extremos de los alambres que contendrán pos
teriormente los rellenos. Las formas determinarán las variadísimas
posibilidades en los marcos que concluirán en las formas finales.
En la práctica, pequeños elementos son unidos para crear unidades
más grandes y estas a su vez tendrán movimiento mediante la utiliza
ción de asas o argollas.
Con los conceptos del diseño preconcebidos, se dibuja al tamaño
natural y este servirá para crear las estructuras básicas que podrían
construirse con alambres de cobre para tener una idea mucho más
cercana a los tamaños de los alambres que se utilizan en las construc
ciones definitivas.
Una regla general para determinar el grosor de los alambres a utili
zarse es que el a lambre de relleno es cuatro veces más delgado que el
de las estructuras básicas. 11

Para dar forma a los alambres se pueden usar guías con clavos peque
ños colocados sobre el dibujo realizado en una tabla asimismo de
medidas coherentes. En algunos casos de talla o se corta a madera con
las formas básicas o se puede utilizar matrices de metal para que el
alambre siga el contorno de la figura diseñada en la lámina de metal
o del alambre que servirá por igual de forma básica.
S O P L E T E S Y O T R A S H E R R A M I E N T A S B Á S I C A S
Para fundir y soldar, actualmente con la utilización del gas propano,
se puede ejercer las acciones ya señaladas con facilidad y seguridad
extremas.
Hay muchos artesanos que se niegan a usar otro tipo de soplete que
el tradicional, sin embargo se sugiere la incorporación tecnológica de
los sopletes a gas porque evitan la posibilidad de que por el movi
miento del tanque -en el caso de los sopletes de gasolina- este pueda
irrigar gasolina y causar más de un susto.
La Escuela Internacional de Joyería Casa de América en su afán de
incorporar tecnología contemporánea representa a una industria espe
cializada en este tipo de sopletes los que vienen con un mango múl
tiple en el que se pueden instalar a su t iempo y según las necesidades,
diversos tipos de boquillas de variada flama.
¿Qué más necesitamos? ¡ Ah! unas dos o tres piedras pómez, ojalá de
tamaño 20 x 30 cmts. aunque para trabajos chicos la piedra pómez de
15 x 12 cm. es suficiente.
L a s h i l e r a s , son l á m i n a s de a c e r o con o r i f i c i o s de m a y o r a
m e n o r c u y o d i á m e t r o va de 2 a 0 ,005 m i l í m e t r o s . D e s d e l u e g o
q u e h a y d e d i f e r e n t e s d i á m e t r o s , p r o b a b l e m e n t e c o m e n z a n d o
d e s d e 8 m i l í m e t r o s q u e p o d r í a n se rv i r p a r a h a c e r t u b o s y q u e
l l egan a los 2 m i l í m e t r o s .
12

Algunas otras de excelente calidad son con ojos -orificios- de tungs
teno, generalmente de alto costo pero de buen rendimiento. Los agu
jeros por donde pasa el alambre para ser adelgazado se denominan
"palacios", son protegidos del óxido con aceite y cuando se torna
duro pasar el alambre, se puede untar con cera a propósito de facili
tar su adelgazamiento.
Tenacillas, alicates, playos, pinzas, son de fácil adquisición en el mer
cado, las más baratas de fabricación china, las mejores de origen
suizo. Existen de puntas redondas, las mas usadas, de punta plana
fina, de boca plana ancha, los alicates pueden ser de corte diagonal y
corte recto, según las necesidades.
Alicate de corte diagonal
A l g u n o s " f i l i g r a n e r o s " u t i l i z a n t i j e ras p e q u e ñ i t a s p a r a co r t a r
los f inos a l a m b r e s , los p l a y o s son p a r a su je ta r e l c r i so l c u a n
do la fund i c ión o p a r a s o s t e n e r e l l i n g o t e c u a n d o m a r t i l l a n en
a c c i ó n de forjar a l m i s m o .
L a s p i n z a s son v a r i a d a s y de s u m a u t i l i d a d , h a y de t i po p r e
s ión , p a r a p o d e r s o p o r t a r las p i e z a s p u e s t i e n e n p r o t e c t o r e s
d e a s b e s t o , las a n c h a s s i r v e n p a r a t e m p l a r los a l a m b r e s c u a n
do s e h a n t o r c i d o l u e g o del r e c o c i d o , las f inas d o b l e AA que
s i r v e n p a r a c o l o c a r los r e l l e n o s e i n i c i a r e s t o s en e l a r m a d o ,
t a m b i é n a q u e l l a s q u e t r a en l en t e de a u m e n t o a p r o p ó s i t o de 13

s o l d a d u r a s m u y f inas o q u e r e q u i e r e n se r sujetadas con las pin
zas que traen estos aparatitos.
El tradicional " taz" es un yunque de medidas reducidas, quizás de 10
cmts, o más grandes. Actualmente vienen incorporados a entenallas
-prensas- que se sujetan a la mesa de trabajo y pueden ser de diferen
tes tamaños, inmóviles y giratorias.
Herramientas realizadas con alambres galvanizados o acerados se
pueden trabajar según las necesidades, tienen el nombre de cargado
res, punzones, torcedores, croché, volteadores de diferentes grosores,
pértigos, cada uno cumple una función especifica.
hay colombianas, venezolanas,
nacionales, el precio varía según el gusto y las posibilidades.
Martillos, de diferentes formas, de peña, de bola, de forjar, de rema
char. El primero sirve para hacer cónicos y aplanar, el de bola se uti
lizará para "embut i r" y el otro lado para aplanar, el de forjar normal
mente es grande de 1.000 gramos o más y el de remachar es todo lo
contrario, pequeñito de 50 o 100 gramos.
Laminador de alambre
La laminadora o laminador es
una máquina que se utiliza para
adelgazar "chapa" o lingote,
para el caso de la filigrana, es
obvio que se utilizará mas para
adelgazar alambre, actualmen
te hay eléctricas y manuales y
existen de todo precio, el costo
varía según las funciones que
cumpla y las medidas de las
"masas " . Desde luego es
importante su origen, las euro
peas no rma lmen te son más
costosas, pero en el mercado
14

L a s l i n g o t e r a s y c h a p o n e r a s s i r v e n p a r a " v a c i a r " e l m e t a l
l í qu ido y da r f o rma a l as l á m i n a s y a los l i n g o t e s q u e p o s t e
r i o r m e n t e s e rán fo r j ados y a d e l g a z a d o s p a r a se r u t i l i z a d o s
c o m o a l a m b r e s e n sus d i f e r e n t e s u s o s .
Muchos orfebres utilizan
la "tierra de amoldar" para
los vaciados or iginales
pues con vidrios o clavos
romos se pueden dar forma
a los moldes que deben ser
laminados posteriormente,
quienes no tienen las lami
nadoras pueden dar formas
delgadas para luego forjar
las con la ayuda del marti
llo y un yunque.
Se preparan bandejas de cobre tipo "sartén" para decapar con ácido
sulfúrico las piezas en proceso de construcción y que han sido afec
tadas por el óxido del cobre o el aire.
Los punzones o estampadores son realizados por los orfebres en
barras de acero destemplado, para su utilización se volverán a tem
plar, contienen diferentes diseños en sus extremos para el estampado,
precisamente en función del diseño que ejecute. En procesos de pro
ducción masiva son indispensables. Los moldes son todo lo contrario,
son receptores de los "es tampadores" pues cumplen la función de dar
forma perfecta al diseño normalmente creado para láminas.
Los marcos de sierra o "marqueteros" son herramientas fundamenta
les para los cortes de los lingotes o las láminas, en estas se incorpo
rarán las sierras de acero, que son numeradas para mejor identifica
ción según los usos, para los joyeros serán básicamente las signadas
15

como 1/0 o 2/0 y así: 3/0, 4/0, 5/0. Los plateros generalmente usan
sierras de mayor grosor.
LAS M A T E R I A S P R I M A S B Á S I C A S
El oro y la plata constituyen los materiales indispensables, sin embargo se utiliza el cobre para endurecerlos y la plata en el caso de la aleación del oro para dar color.
La m a l e a b i l i d a d y d u c t i b i l i d a d de es tos m a t e r i a l e s d e t e r m i n a n su ca l idad supe r io r : 1.000 m i l é s i m a s s egún e l s i s t e m a m é t r i c o dec ima l o en e l c a so del o ro 24 qu i l a t e s c a u s a n e x t r e m a d a suav idad , p o r lo que s i e m p r e será n e c e s a r i a las a l e a c i o n e s , p u e s pe rmi t i r á su uso p o r l a rgos a ñ o s , s i e n d o e l de 18 qu i l a t e s e l de m á s a c e p t a c i ó n , en e l E c u a d o r y en o t ros p a í s e s .
Los colores del oro variaran según las "ligas", podrían ser verdoso, rojizo, amarillo, rosado o el color anaranjado que es el de más aceptación en el mercado nacional y externo.
La plata debe ser ligada únicamente con cobre y la cantidad añadida
será la que determine la calidad, normalmente se trabaja en 950 milé-
16

s imas de p l a t a p u r a , p e r o t a m b i é n se p u e d e t raba jar en 9 2 5 , 9 0 0 , 8 5 0 , 7 2 0 o m e n o s . Se d e b e t ene r m u c h o c u i d a d o de que n i n g ú n o t ro m e t a l se u n a a su ma te r i a l p o r q u e p u e d e d a ñ a r l o y su r e c u p e r a c i ó n se t o r n a a vece s p r o b l e m á t i c a .
El objetivo de restablecer a la filigrana como opción productiva crea
tiva conlleva que los trabajos sean realizados en plata garantizada, de
la calidad que fuese pero que sea identificada por la imagen del pro
ductor a través de las marcas o patentes.
Es preciso remarcar siempre que sea necesario la condición de hones
tidad en el orfebre en todas su facetas pues en él están patentizadas
las virtudes de la más límpida honradez. El momento que falla el
joyero en sus labores ya sea de cumplimiento o de calidad en los
materiales, en ese momento deja un precedente funesto que difícil
mente podría recuperar.
La falta de ética comercial ha ocasionado que los recursos económi
cos dirigidos al ahorro mediante la adquisición de joyas sean dirigi
dos a otras formas de inversión. La motivación de la Escuela
Internacional de Joyería Casa de América está encaminada a la recu
peración del público usuario que gusta de lucir sus joyas como ador
no personal y quiere invertir en oro y piedras preciosas sus ahorros, a
propósito precisamente de que pueda utilizar ese capital invertido en
las urgencias del t iempo.
P o r e l l o , e s i m p o r t a n t e c r e a r u n a c e r t i f i c a c i ó n de m a t e r i a l e s a
fin de q u e c u a n d o e l c l i e n t e q u i e r a v e n d e r sus p i e z a s p u e d a
t ene r u n a b a s e de su o fe r t a de v e n t a o r e c u r r i r a l m i s m o o r fe
b re q u e v e n d i ó e s a s j o y a s q u e p o r s u p u e s t o t e n d r á n u n a d e s
v a l o r i z a c i ó n j u s t a p o r e l t i e m p o d e u s o .
Las grandes firmas comerciales utilizan un sistema de porcentajes de
descuento en compensación al t iempo de uso de las joyas .
17

I N S U M O S O M A T E R I A S P R I M A S A U X I L I A R E S
La sal de bórax, nos sirve como fundente.
El nitrato de potasio para purificar oro y plata cuando hemos utiliza
do sueldas en exceso.
El alumbre se utiliza para limpiar la plata añadiendo sal y limón.
El ácido muriático sirve también para blanquear la plata.
Bicarbonato de sodio se utiliza para limpiar con un paño la plata o
para restregar las cadenas delgaditas.
La tierra de amoldar, finísima originada por el restregamiento de la
piedra pómez o de ceniza volcánica, nos sirve para vaciar en moldes
especialmente de medallas o cierres de cofres, bases de platones o
cabos de cubiertos.
Las pastas de pulido y brillado son diferentes como variados son sus
orígenes, el rojo inglés, normalmente es el más utilizado para brillar,
si es de marca recomendada mejor.
El alcohol industrial sirve de combustible para las lámparas que per
miten encender la boquilla para soldar, este combustible es limpio, no
contaminante y fácil de controlar.
El l imón unido a la sal y el alumbre desplaza al ácido muriático que
a veces daña los materiales, quebrándolos.
L A C O N S T R U C C I Ó N D E L A F I L I G R A N A
Antes de pasar a la descripción de las técnicas elementales conside
remos primeramente lo que es la filigrana,".. . es una técnica que con
siste en formar piezas de oro o plata con pequeños filamentos aplaná
i s

dos del mismo metal, que se disponen en los espacios de un armazón,
que es el que le da forma a la pieza". (6)
En el trabajo de la "filigrana abierta" todas las unidades son planas lo
cual simplifica su construcción y soldadura. Partes completas pueden
ser formadas tridimensionalmente luego de la soldadura. Se colocan
las unidades soldadas y las unidades de relleno con los marcos en una
superficie limpia y plana que puede ser un vidrio.
Los trabajadores profesionales de la filigrana no fijan los marcos
antes de rellenarlos en preparación para la soldadura, pero pueden
presentarse casos, en los que se está realizando una forma grande, y
este proceso puede ser muy útil.
Se toma las unidades de relleno e inserta en el marco usando las pin
zas, se coloca las unidades a lo largo. Como el alambre de las unida
des es plano van hacer contacto entre sí. Cuando el marco este lleno,
las tensiones distribuirán lateralmente, en un plano, razón por la cual
es importante que cuando uno esta creando las unidades de relleno se
mantengan sus lados verticales.
A intervalos se presiona las unidades de relleno con una herramienta
plana para forzar a todas las unidades que hagan contacto con la base
plana sobre la cual descansan, lo cual hará el reverso de la pieza total
mente plano.
No es recomendable dejar amplias áreas sin unidades de relleno pues
esto causaría debilitamiento de la pieza.
La tensión por la presión de las unidades de relleno entre sí y el marco
que las reúne debería ser suficiente soporte, de manera tal que cuan
do el marco sea levantado, las partes de relleno no se caigan.
Si esto sucede, significa que no hay suficientes unidades de relleno
19

dentro del marco o están colocadas en una forma que no se soportan
las unas a las otras.
Por otra parte, no se deben colocar demasiadas unidades de relleno
dentro de un marco, al punto de que las tensiones entre ellas sea tanta
que haga saltar las unidades fuera del marco.
La situación se torna diferente cuando, como sucede algunas veces,
las unidades de relleno son colocadas en el borde exterior del marco,
y deben ser soldadas a este en su punto de contacto. (7)
Para soldar con tranquilidad, estas deben ser sujetadas con la ayuda
de arcilla. Siempre será aconsejable colocar la mesa de soldar en un
espacio donde no haya la posibilidad de movimientos imprevistos.(8)
LAS S O L D A D U R A S C O N L A AYUDA D E L C A R B Ó N
Otra forma de preparar una unidad de filigrana enmarcada para la sol
dadura, es colocarla en un bloque de carbón, cuya superficie haya
sido aplanada al lijarlo con el papel sujeto a una superficie plana.
Coloque la unidad sobre el bloque de carbón, cubra la unidad con una
lámina de metal o alguna herramienta plana, y suavemente presione
haciéndola entrar a la mitad del grosor del alambre del marco. Esto se
hace porque el calor del proceso de soldadura tiende a expandir el
alambre y embutiéndolo en el bloque de carbón mantiene la unidad
en su sitio.
P o r su n a t u r a l e z a a l t a m e n t e r e f r ac t a r i a r e t i e n e e l c a l o r y
a y u d a a q u e la s o l d a d u r a a l c a n c e su t e m p e r a t u r a de fus ión
m á s r á p i d o .
Substancias grasosas, incluyendo la grasa de los dedos, deben ser evi
tadas siempre en el trabajo de filigrana, puesto que la grasa influirá el
fluir normal de la soldadura. (9)
20

R E C O M E N D A C I O N E S
No usar demasiada soldadura, puede adherirse al alambre y probable
mente lo corroería o será casi imposible remover.
Cuando se esta calentando el trabajo de filigrana trate de difundir el
calor por abajo a fin de evitar que se funda el alambre que está pre
parando. Mueva constantemente la llama mientras lleva el metal a la
temperatura de soldar.
Ponga toda la atención correspondiente cuando está soldando, retire
oportunamente la llama.
Tra te de s o l d a r u n a u n i d a d c o m p l e t a en u n a so la o p e r a c i ó n de
s o l d a d u r a .
Prepare varios tipos de soldaduras, dura cuando realice las sueldas de
las estructuras básicas. La soldadura mediana cuando suelde los relle
nos y la blanda, cuando este añadiendo argollas o bisagras para unir
varias secciones.
Limpie las piezas cada que haya ejecutado las soldaduras, trate de uti
lizar pinzas para sacar las piezas del ácido.
Los adornos centrales como las bolitas o medias esferas, cóncavas o
convexas si son soldadas entre los alambres le darán más fuerza a las
unidades, esto contribuye a darle más belleza, dimensión y contraste
de luz a las piezas completas.
El ácido sulfúrico se utiliza generalmente en orfebrería para el deca
pado o blanqueado de las piezas, debe ser renovado cuando en el reci
piente que lo contiene haya caído una pieza de hierro o se haya meti
do una herramienta del mismo material. Obviamente cuando se con
sidere que está ya sucio o ya cumplió su función, trate de arrojarlo en
las cañerías que no causen daño a terceras personas. 21

Utilice en la proporción de uno por diez, ponga primero el agua y
luego deposite el ácido, con sumo cuidado si sufre alguna quemadu
ra lave intensamente con agua la parte afectada si es leve el acciden
te. Si no lo utiliza continuamente guárdelo en un recipiente de vidrio
con tapa hermética. Mantenga fuera del alcance de los niños.
L A F I L I G R A N A C O N S O P O R T E D E L Á M I N A
Simplifica bastante el trabajo por el hecho de que todos los alambres
están soportados en una base de lámina, esta puede ser plana o embu
tida. Las técnicas de soldadura aconsejan soldar a intervalos. Las
puntas de los alambres siempre deben ser soldadas.
Es posible darle mas ligereza a una pieza, después que los alambres
han sido soldados, si cortamos partes de la lámina con una caladora
para crear áreas abiertas. (10)
D A R V O L U M E N A LAS PIEZAS DE F I L I G R A N A
Si se desea mantener la unidad terminada, plana o se necesita apla
narla después de la soldadura, coloqúese esta en una superficie plana,
póngale una pieza de cuero encima
y aplánela suavemente con un
martillo de madera.
Si la unidad requiere ser doblada en
algunos de sus ángulos, use un par de
pinzas, tenga cuidado en no mellar
los alambres de las piezas con las
estrías de las pinzas, utilice un peda
zo de cuero entre estas y la pieza.
Las unidades pueden ser ajustadas a formas curvas, cuide de no
hacerlo en forma drástica pues podría ocasionar una ruptura o des
prendimiento de los alambres o la fractura de la base.
22
Embutiendo

Para dar una curva suave a una pieza, colóquela sobre un dado de
embutir y luego martilla suavemente la pieza por el respaldo, mien
tras que esta se coloca sobre una superficie plana. (ii)
LAS T É C N I C A S D E P R E P A R A C I Ó N D E M A T E R I A L E S
Fundir
Es la acción de transformar
el material sólido en líquido
mediante la combustión pro
ducida por diferentes medios
como el carbón, la gasolina o
el gas de propano o también
por medio de la combustión
del oxígeno y propano.
En la época actual podríamos
a manera de sugerencia utili
zar el gas propano, por eco
nómico y seguro, este será
emitido de una bombona de Fundición y vaciado g a S ) e [ Q u a \ c o n j a a y u ¿ a de
una válvula industrial llevará a una manguera que conduce el com
bustible hasta la boquilla instalada en un soporte anti inflamante, la
llama producirá una temperatura que alcanza los 1.250 grados centí
grados, suficientes para fundir hasta 150 gramos de plata o mediante
boquillas de mayor tamaño, t e m p e r a t u r a s s u p e r i o r e s que p e r m i
t i r án a l c a n z a r la t e m p e r a t u r a de h a s t a 1.350 g r a d o s y fundir
h a s t a 3 0 0 g r a m o s .
Si colocamos este soplete ante un crisol refractario durante un tiem
po determinado entre 15 y 20 minutos, este podrá transformar del
estado sólido al liquido hasta 1.000 gramos, el mismo que será
23

"vaciado" en una "chaponera" si es para lámina o en una lingotera si
es para dar la forma de barra o de lingote.
EL L A M I N A D O Y EL T R E F I L A D O
Fundido el material se procede a laminar con la ayuda de la máquina
antes descrita, esta acción será la de adelgazar mediante la presión de
las m a s a s de a c e r o en e l c a s o de las c h a p a s c u a n d o e s t a s son
p l a n a s y l i s a s .
Cuando las masas son con
canales -palacios- el mate
rial será sometido a presión
en cada uno de los canales,
pasando del mayor al menor
y recociendo cada vez que
por la presión se vuelva
duro o muy tenso. Los pala
cios podrán partir del grosor
de 7 milímetros y probable
mente podr ían lograr un
adelgazamiento de hasta 1
milímetro.
Proceso manual de laminado
El recocido
Es la acción de calentar la lámina o la barra que esta siendo someti
do al proceso de adelgazamiento, este calentamiento alcanzará una
temperatura cercana a los 400 grados centígrados y se podrá identifi
car el objetivo cumplido cuando el material alcanza color rosado.
Se p u e d e de j a r en f r i a r c o l o c a n d o e l m a t e r i a l s o b r e u n a p l a n -
24

cha de a c e r o o e n f r i á n d o l o m e d i a n t e la i n t r o d u c c i ó n en un
r e c i p i e n t e de a g u a fría.
Estirar
Es el proceso de adelgazar mediante la utilización de la "hilera". El
alambre para ser adelgazado del mayor al menor grosor, será limado
en un extremo, el que será introducido de modo apretado y halado
con la ayuda de una tenaza o playo que tenga estrías. Se puede utili
zar el torno o el trefilador eléctrico para ayudarse.
Generalmente cuando se preparan los alambres para la filigrana el
uno es más grueso que el otro, el de mayor grosor será destinado a la
estructura y el delgado para el relleno.
Este proceso lleva su t iempo, hay joyeros que utilizan hilos -alam
bres- más delgados y otros hacen un trabajo con alambres más grue
sos, aquí se diferencian unos de otros, por la finura del trabajo.
Efectivamente se requiere paciencia pues se tiene que "recocer" cada
dos o tres palacios a propósito de que no se quiebren o se rompan y
para recalentar debe envolverse, cuidando de que la llama no le funda
a los alambres y el recocido sea lo más homogéneo posible.
Atachar
Este proceso es utilizado cuando preparamos la estructura misma de
las piezas componentes del cuerpo total y también cuando atachamos
los alambres trenzados que fueron preparados para el relleno. Se uti
lizará las masas de chapa de la máquina laminadora y su ejecución
será lenta a fin de que no se ensanche ni se tuerza.
Torcer o trenzar
Este proceso consiste en justamente unir los dos alambres que servi-25

rán para el relleno y cruzarlos de
manera que se trencen entre sí
por medio de un ta ladro de
pecho o con la ayuda de una
taladro eléctrico, para ejecutar
esta acción el material deberá
estar recocido y blanqueado con
l a a y u d a de los á c i d o s ya
i d e n t i f i c a d o s . Pasando alambre por los "palacios"
L A UTILIZACIÓN D E B Ó R A X E N L A S O L D A D U R A
Para ello, luego de quemar el bórax, se debe moler bastante fino, el
p r o p ó s i t o e s q u e no e s c u p a las l i m a d u r a s e l m o m e n t o de l a
s o l d a d u r a .
Es i m p o r t a n t e s e ñ a l a r q u e e l p r o c e s o de p r e p a r a r e l b ó r a x p a r a
la s o l d a d u r a es t e d i o s o , p e r o h a y q u e h a c e r l o a fin de e v i t a r
su e x p a n s i ó n e l m o m e n t o de so lda r . Es a c o n s e j a b l e p o r t a n t o ,
p r e p a r a r b a s t a n t e b ó r a x c o l o c a n d o en u n a s a r t é n c o n a g u a , e
i r q u e m a n d o u n a s c u a n t a s v e c e s h a s t a l og ra r q u e n o s e e x p a n
da , l u e g o se u t i l i z a r á p o n i é n -
Para concretar la realización de
una pieza de joyería en filigrana,
naturalmente que comenzare
mos estableciendo el diseño de
lo que vayamos a construir.
do lo en un r e c i p i e n t e de loza
o c r i s t a l c o n un p o c o de a g u a
has t a l og ra r u n a m a s i t a b a s
t an te l i v i ana .
Trazar y armar Torciendo alambre
26

Realizados los diseños, haremos una matrices de las piezas que con
formarán la estructura general, nos ayudaremos con alambres de
cobre para medir los tamaños y dar apariencia elemental de los seg
mentos que vamos a rellenar.
Cortaremos sobre la base de las matrices realizadas en los prototipos
de cobre, los pedacitos que correspondan a cada segmento y los uni
remos mediante la suelda.
Vamos armar todas las piezas colocándolas sobre la piedra pómez y
soldándolas sobre ésta que debe estar lisa y húmeda, podremos suje
tar la pieza con la ayuda de la "tierra de soldar" tendremos la ocasión
de ver como va a quedar. La suelda se realizará con limadura de plata
fina, entendiéndose esta como suelda dura.
Ejecutada esta acción se blanquea con el ácido la pieza, se limpia con
la lima las soldaduras y se prepara para el relleno.
L O S R E L L E N O S
E x i s t e n m u c h a s f o r m a s d e r e l l e n o q u e p u e d e n ser u t i l i z a d a s
en la e s t r u c t u r a de la p i e z a
De todos modos , el relleno se iniciará con la ayuda de una pinza, la
que sujetará el extremo del alambre y permitirá dar vueltas según el
diseño del relleno.
de j o y e r í a , va a d e p e n d e r
del d i s e ñ o y de la func ión .
Si es un c o l g a n t e o si es
un an i l l o se v a n a d i f e r e n
c ia r n o t a b l e m e n t e , e l a n i
llo d e b e r á se r c u i d a d o s a
m e n t e a r m a d o y t r a b a j a d o
el r e l l e n o a fin de q u e no
se d e t e r i o r e f á c i l m e n t e . Rellenando las estructuras
27

Se puede elaborar algunos diseños de relleno previamente y granear
haciendo los dibujos más amplios a fin de sentir satisfacción al final
del trabajo por la utilización feliz de los rellenos que serán coheren
tes con la función de la pieza de joyería.
La limpieza del trabajo permitirá una labor más sencilla, por lo tanto
es recomendable crear el espacio idóneo en este sentido para evitar
pérdidas de materiales o el ingreso de partículas que dificulten las
soldaduras.
INCLUSIÓN DE A R G O L L A S , C I E R R E S O E N G A S T E S
Ya s o l d a d a s las e s t r u c t u r a s b á s i c a s , r e l l e n a d a s , se s o l d a r á n las
a rgo l l a s o a s a s s e g ú n d i s p o n g a el d i s e ñ o y la f unc ión . L o s
e n g a s t e s g e n e r a l m e n t e son de " u ñ a s " l o q u e f ac i l i t a rá e l e n j o
y a d o o i n c r u s t a c i ó n de p i e d r a s .
Generalmente, las piezas de filigrana lucen solo el material utilizado
y las piedras van en los botones de los aretes o como complemento
sin influencia de la técnica cuando son colgantes.
La conformación de un collar será simplemente la unión de estructu
ras básicas, pero en los t iempos actuales, podría suponer la utilización
de otros materiales como fibras naturales o artificiales, cerámicas,
madera, cueros, suelas, vidrios, etc.
La creatividad permitirá expresiones elocuentes de belleza si son bien
utilizados estos componentes de las piezas de filigrana modernas.
LOS A C A B A D O S
Para terminar las piezas, se tomarán en cuenta las técnicas básicas de
pu l ido n o r m a l , u t i l i z a n d o los p u l i m e n t o s con c u i d a d o en las
e s t ruc tu ras b á s i c a s y con b i c a r b o n a t o c u a n d o se t ra te de los
r e l l enos . En fin, se rá s i e m p r e i m p o r t a n t e ser lo s u f i c i e n t e m e n -
28

t e c u i d a d o s o s pa ra l imp ia r las p i e z a s , p r e f e r e n t e m e n t e se ut i l i
za rá el cep i l lo de me ta l " g r a t a " , y con las m a n o s a fin de evi ta r
el uso del cep i l lo de c e r d a o el d i s co de fe lpa del motor .
Se p u e d e l og ra r h o m o g e n e i d a d en los a c a b a d o s m e d i a n t e l a u t i l i z a c i ó n de los b a ñ o s e l e c t r o l í t i c o s : p l a t e a d o o d o r a d o , s e g ú n las n e c e s i d a d e s .
R E P R O D U C C I Ó N D E L A F I L I G R A N A M E D I A N T E M O L D E S D E C A U C H O
Se pueden construir moldes de caucho basados en las piezas ya acabadas, sean estas de las técnicas que sean a propósito de reproducirlas en cantidad.
La única limitación es la capacidad dimensional del molde, aunque esto puede ser solventado soldando pequeñas unidades entre sí, para conseguir unidades más grandes, todo esto después del tiraje.
Teniendo el cuidado apropiado en el procedimiento, el molde de caucho puede producir moldes de cera con gran fidelidad al original.
La industrialización efectivamente exige competitividad sobre la base de precios bajos y este proceso resta méritos a la filigrana en si, por ello, recomendamos ubicarse en el nivel jerárquico más beneficioso y trascendente a fin de que usted al aceptar esta alternativa productiva encuentre la mejor forma de expresarse.
E L " P L A T E A D O O E L D O R A D O "
Los puede hacer con una solución de cianuro de potasio en un recipiente de cristal que contenga agua destilada en la proporción de una onza por 2 litros de agua. Algunos orfebres le dan más fuerza a la solución añadiéndole cloruro de plata o cloruro de oro según el baño.
Este baño electrolítico se ejecuta instalando una pila magnética con
29

dos polos: ánodo y cátodo en el un extremo el cátodo se colocan las
piezas a dorarse -si ese es el caso- y en el otro una laminilla de oro de
24 quilates si la idea es hacerlo de color de oro antiguo.
También puede usar oro de 22 quilates o de menor calidad, pero es
recomendable no menos de 20 quilates a fin de que pueda bruñir el
dorado y obtenga un buen color en la pieza.
Igualmente en el caso de la platear, trate de utilizar este material de
la mejor calidad, recomendamos la de 999 milésimas.
Antes de ingresar las piezas, estas tienen que estar totalmente desen
grasadas, se hierve en una solución de soda, luego se lava con un
detergente y finalmente se enjuaga con bastante agua.
El lavado de las piezas cuando salen del proceso de plateado o dora
do será con la ayuda de una cepillo de metal y bicarbonato, luego se
procederá a bruñir las piezas en las partes que tengan superficies pla
nas, vale decir los alambres de las estructuras básicas o en las lámi
nas que formen parte de las áreas de soporte de relleno.
El bruñidor es una herramienta muy útil, no solo para el efecto de dar
brillo a las piezas sino también para bajar el bisel cuando se enjoya
en ese sistema, de igual modo para brillar las partes en las que no
entra el cepillo de cerda o la mota de tela.
A l l i m p i a r las p a r t e s del r e l l e n o t o m e en c u e n t a q u e d e b e r ea
l i za r e s t a a c c i ó n e v i t a n d o d a ñ a r los a l a m b r e s de l r e l l e n o o
f i j ándose q u e n o h a y a a l a m b r e s s u e l t o s p o r q u e s e d e s o l d a r o n
o p o r q u e fa l tó s o l d a d u r a ^ 12)
M O N T A N D O Y E N G A S T A N D O L A S P I E D R A S
La filigrana como ya lo dijimos es una decoración con alambres que
pueden ser soldadas a piezas grandes o centrales como engastes que
30

contengan piedras o semiesferas que recepten perlas o corales.
Cuando se trata de engastes generalmente son de uñas y pueden colo
carse en el centro de los colgantes por ejemplo o enganchando en la
parte mas baja de los aretes, también se colocan como adornos en los
filos de las estructuras básicas.
Cuando se trate de engastar las piedras la tenacilla especifica deberá
ser colocada de manera que la una punta sea ubicada en la base del
engaste y la otra punta apriete la uña.
En el caso de las perlas, si son perforadas, debe atravesarse "pali l los"
del grosor del orificio de la perla. En un extremo puede fundirse y dar
la forma de una bolita y en el otro extremo formar una argolla en la
medida coherente a la proporción de la argolla donde vaya a colgar
se la perla.
Si la perla es perforada y va a ser colocada sobre una semiesfera, debe
colocarse el palillo realizada la bolita con el sistema de fundición por
arriba, por abajo se forma una argollita pequeña en razón de la segu
ridad que debemos dar a la perla procurando su sujeción.
Algunos colgantes pueden ser adornados con "campanolas" que pue
den ser diseñadas para ese efecto ya como colgantes simples o como
componentes de los aretes o de piezas que así las requieran, de igual
modo pueden utilizarse las semiesferas, unas veces lisas otras lima
das en forma de fracciones de un melón (amelonadas es el termino)
También se pueden hacer l imados en forma de Conchitas o rayadas
con la sierra y la lima triangular.
En fin será cuestión del gusto personal del artífice.
La filigrana no solo es una opción productiva y comercial, es una
forma de expresión.
31

No terminaremos esta breve síntesis sin dejar anotado que la joyería
es un elemento comunicat ivo, trasmite las ideas hacia otra persona y
de esta forma el constructor de las piezas en oro o plata llega a mani
festar su buen gusto, su diseño y su amor a la profesión.
Por ello, insinuamos la presencia del orfebre en el entorno social a
efecto de dar a conocer su producción y crear el ambiente propicio
para el comentario, las sugerencias y la posibilidad de fomentar nue
vas amistades a través de esta hermosa expresión: la filigrana, un arte
milenario desconocido para muchos. (13)
SOBRE EL D I S E Ñ O Y EL D I B U J O
La buena expresión de una joya se consigue no solo cuando el orfe
bre comunica su manera de ser y sentir el mundo, sino también cuan
do logra interpretar las formas que identifican al público a quien se
entrega. Se trata de decir la propia verdad, ser auténtico planteando
una nueva manera de ver las cosas.
32

El i n s t r u m e n t o del d i s e ñ o es e l d ibu jo p o r q u e en e l se c o n c r e
tan las ideas . C o n la e x p r e s i ó n de e s t a s ideas en e l me ta l p r e
c ioso e l o r febre p o d r á t r a s c e n d e r las p o s i b i l i d a d e s de la forma
m i s m a , s e hab l a de ca l idad .
En el dibujo se pueden analizar y variar las diferentes posibilidades
de una idea rápida y fácil sin malgastar el t iempo y el material. Lo
óptimo del material es lo que al final logra trasmitir el sentimiento del
creador sin que sea consecuencia de circunstancias del azar en la ejecución.
En el diseño un determinante será la estructura y la función la otra,
será expresiva. La joya como una organización tridimensional impo
ne un material riguroso, pero esto no quiere decir que su expresión
deba serlo. Una
argolla por ejemplo,
debe cumpl i r con
exigencias de tama
ño y forma para su
uso, pero su textura
y contrastes nos
revelarán la sutileza
del j oye ro y de
quien la usa.
Cuando hacemos
los dibujos de una
joya, cada uno de
sus lados se puede
mirar con los crite
r ios aquí expl ica
dos, encontraremos como al analizar las posibilidades de variación, el
dibujo muestra infinitos nuevos diseños que se pueden cambiar y
combinar.
Las técnicas y herramientas no pueden limitar nuestra creatividad, 33

tenemos infinidad de opciones en la forma, aunque ésta se deba regir
por su comodidad.
Al combinar la proporción, el ritmo, el contraste, la variedad, el
movimiento y el equilibrio podemos comunicarnos con la humani
dad, que tiene el mismo canal de entendimiento "el sentimiento".
(Extracto del documento de trabajo realizado para el Programa de
Joyería de Artesanías de Colombia, Municipio de Ataco, Tolima
1994, Investigación y síntesis José B. Zamora Q. 2004)
34

BIBLIOGRAFÍA:
Terán Silvia, La Platería de Yucatán 1993. Nota 6
Untracht Oppi, Joyería, Conceptos y Tecnología, 1995. Notas 1 ,2 ,3 , 7, 9, 11
Zamora Q.José B . , Objetivos Curriculares para el Curso de Filigrana 2005.
Notas 4, 5, 8, 10, 12
Fotografías:
Patronato Plata del Perú
Junio 2003 Lima, Perú
Catálogo Exposición " Equateur La Terre et L' Or"
París Diciembre 1989-Febrero 1990
Silvia Wicks Joyería Artesanal Hermman Blumme 1986
35

Impreso en los talleres gráficos del Instituto Andino de Artes Populares
del Convenio Andrés Bello, los 20 días del mes de agosto de 2005