Embed Size (px)
Citation preview

La Logique MRP(td)
Franck OURIOn, CIPE
Production (4)4_mrp_td
121 Novembre 2011

Table desmatières
I - Présentation des données 3
1. La base de données technique LAZUREX ................................................................................... 3
II - Exercice 1. 6
1. Exercice 1. .................................................................................................................................... 6
III - Le cas LAZUREX 8
1. Données de Flux au 1 Mars ......................................................................................................... 8
2. Etude .......................................................................................................................................... 10
Glossaire 13
Références 16
Présentation des données
3
La base de données technique LAZUREX 3
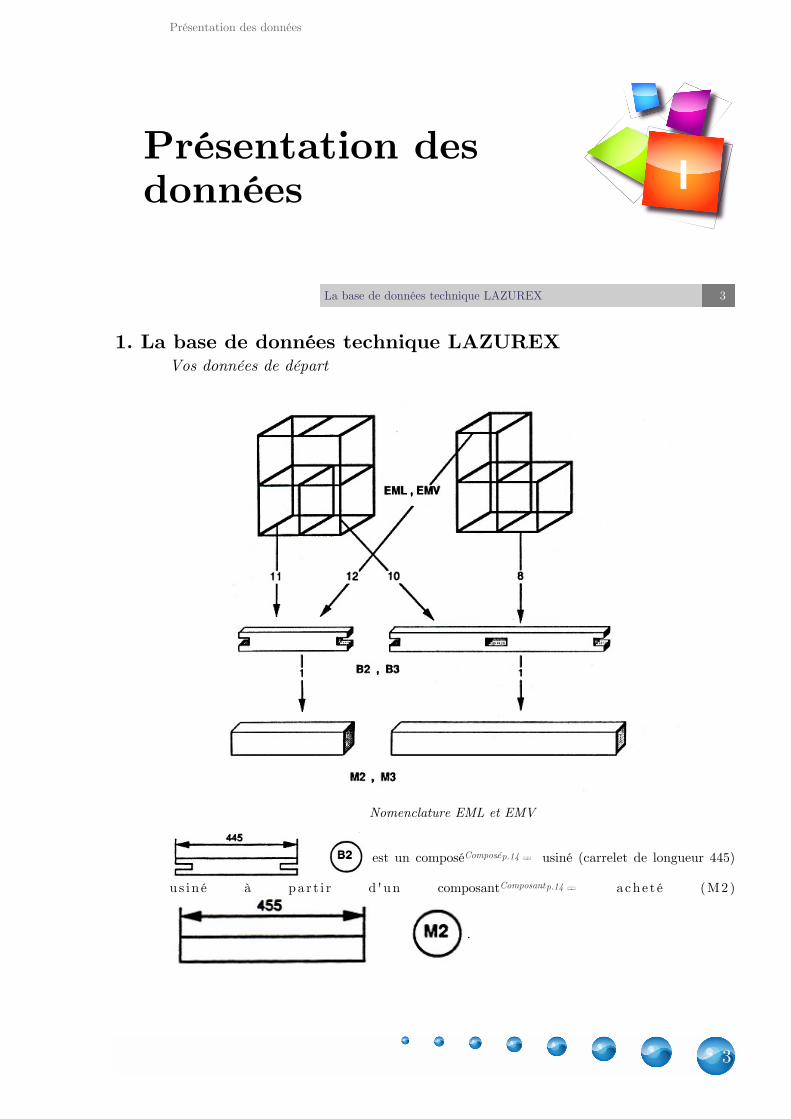
1. La base de données technique LAZUREXVos données de départ
Nomenclature EML et EMV
est un usiné (carrelet de longueur 445)composéComposé- p.14 *§
us i n é à pa r t i r d ' un a che t é (M2)composantComposant- p.14 *§
.
Présentation desdonnées I

Présentation des données
4
un est un composé (carrelet deusiné
l o ngueu r 8 30 ) à pa r t i r d ' un c ompo san t M3
: C'est l'unité de comptage d'un élément stocké dans le fichier stock.Unité stock : Il n'existe pas de sécurité pour EML et EMV (articles à forte valeur ajoutée) ; pourSécurité
B2 et B3, le stock de sécurité est de 250 pour M2 et M3, le stock de sécurité est de 500. : Pour des contraintes de fabrication et de gestion, EML est fabriqué par lotLot multiple
multiple de 10, EMV de 50, B2 et B3 par multiple de 250. Pour des contraintes liées aufournisseur M2 et M3 sont livrés par multiple de 500.
: Ces règles permettent de définir la taille des lots de fabrication etRègles de lotissementd'achat en cas de besoin net.Pour EML et EMV, la quantité de l'ordre est égal au besoin net (L x L - lot pour lot).Pour B2 et B3, la taille du lot correspond au groupage du besoin net sur 5 jours (groupe 5 J.).Pour M2 et M3, la taille de l'ordre d'achat est égale à une quantité fixe multiple de 500.
: Le délai d'assemblage de EML (temps moyen s'écoulant entre une sortie de stock B2 -DélaiB3 et une entrée de stock de EML)est de 2 jours.Pour EMV, ce délai est de 6 jours.Pour B2, ce délai est de 2 jours, pour B3, de 5 jours.Le délai d'approvisionnement pour M2 -M3 est de 10 jours.
Fondamental : Le fichier Article
Fichier article (base)
Fondamental : Le fichier nomenclature
Nomenclature (base)

Présentation des données
5
Capacite théorique en jours/semaine : LAZUREX est ouvert 5 jours par semaine, 8heures/jour
:Coefficient minorateur en pourcentageSur le poste de montage, on observe en moyenne 20 % de temps d'arrêt (panne, absentéisme,...).Sur LA, VE, US, ce pourcentage est de 10 %En déduire la capacité réelle
Fondamental : Fichier Poste de charge
Poste de ChargeTableau 1
Fondamental : Fichier Gamme
Fichier Gamme

Exercice 1.
6
Exercice 1. 6
1. Exercice 1.Question 4b
art_01.3
A utiliser pour la question 1.4b
Question 5
art_01.5
Exercice 1.II

Exercice 1.
7
Question 7
art_01.5_cor

Le cas LAZUREX
8
Données de Flux au 1 Mars 8 Etude 10
1. Données de Flux au 1 MarsDéfinition : Les définitionsBase de données techniquesBase de données techniques- p.13 *§ - -articlearticle- p.13 *§ Poste de ChargePoste de Charge
-- p.15 *§ GammeGamme- p.14 *§
En-cours de fabricationEn-cours de fabrication- p.14 *§
Plan de chargePlan de charge- p.15 *§ - Calcul des Charges Globales (CGC)Calcul des Charges Globales (CGC)- p.13 *§ - -CapacitéCapacité- p.14 *§ ChargeCharge- p.14 *§
Programme Directeur de ProductionProgramme Directeur de Production- p.15 *§
Plan Industriel et CommercialPlan Industriel et Commercial- p.15 *§
Calcul des besoinsCalcul des besoins- p.13 *§ - - Besoin dépendantBesoin dépendant- p.13 *§
Besoin indépendantBesoin indépendant- p.13 *§
Besoin brutBesoin brut- p.13 *§ - -Besoin NetBesoin Net- p.13 *§ Stock disponible (SD)Stock disponible (SD)- p.15 *§
LANCEMENTLANCEMENT- p.15 *§ - -JalonnementJalonnement- p.14 *§ KanbanKanban- p.14 *§
Stock de sécuritéStock de sécurité- p.16 *¤
Les commandes fermes
Commandes fermes au 1 MarsTableau 2
Le cas LAZUREXIII

Le cas LAZUREX
9
Les Prévisions
Prévision hebdomadaire MarsTableau 3
Plan Industriel et CommercialPlan Industriel et Commercial- p.15 *§
Etat du stock
Stock articles au 1 MarsTableau 4
Les Achats en cours
Odres Achat (OA) au 1 MarsTableau 5
Les Ordres de Fabrication
Ordres de fabrication (OF) au 1 MarsTableau 6
Le cas LAZUREX
10
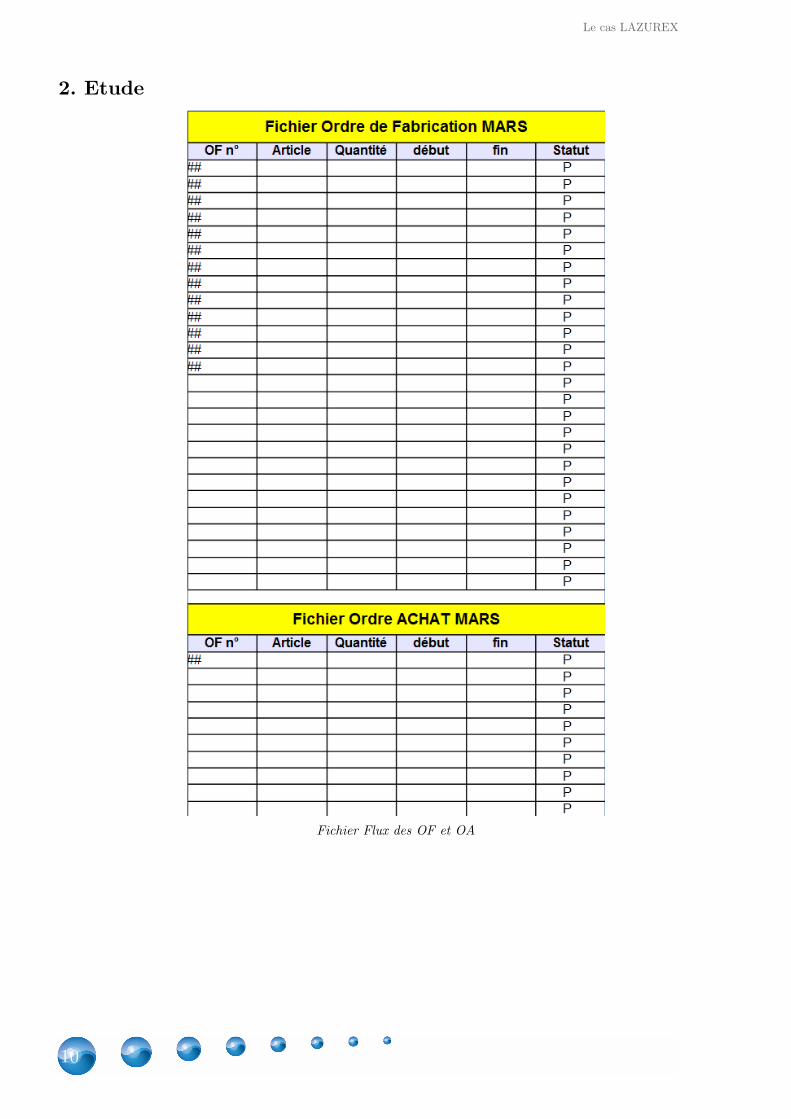
2. Etude
Fichier Flux des OF et OA

Le cas LAZUREX
11
Fichier des OF
Fichier des OF
Le cas LAZUREX
12
Suivi du stock (modèle)

Ressources annexes
13
articleDe façon générale, tout élément stockable constitue un article ; ce peut être une matière première,un composant, un sous ensemble ou un produit fini, dont les caractéristiques sont parfaitementspécifiées : taille, couleur, accessoires, conditionnement, etc.
Base de données techniquesEnsemble constitué des groupes homogènes suivants : articles, nomenclatures, gammes, postes decharge, outillage.Elle constitue la clé de voûte de la G.P.A.O.
Besoin brutQuantité totale de la demande d'un article dépendant ou indépendant.Le besoin brut est déterminé avant déduction du stock disponible et des réceptions planifiées de cetarticle
Besoin dépendantEnsemble des articles fabriqués (ou achetés) dont la demande dépend de celle d'autres articles.Les composants entrant dans les produits finis sont des besoins dépendants.La demande des articles dépendants a donc pour origine une source interne à l'entreprise : lebesoin de tels articles ne peut être anticipé ; il doit être calculé.
Besoin indépendantEnsemble des articles fabriqués (ou achetés) dont la demande ne dépend pas de celle d'autresarticles.Les produits finis et les pièces détachées sont des besoins indépendants.La demande des articles indépendants a donc pour origine une source externe à l'entreprise : lebesoin de tels articles peut être anticipé.
Besoin NetQuantité d'un article calculée à partir du besoin brut, après déduction du stock disponible ( ) etSDdes réceptions planifiées ou prévues ( ) de cet article et du stock de sécurité .RP S
= - - + .BN j BBj SD(j-1) RP SSi < 0 alors calculer BNj SDjSi >0 alors calculer la en fin d'ordre : tenir compte de la (LotBNj taille de l'OF taille du lotx) , et de la (Groupement par période par exemple)règle de lotissement
Calcul des besoinsOpération qui consiste, d'une part, à calculer les quantités des besoins en matière et en composantsnécessaires à la réalisation des produits du PdP., et d'autre part, à définir la date de chaquebesoin.Ce calcul utilise les nomenclatures de fabrication, le cycle d'obtention des matières et descomposants ainsi que toutes les données de stocks et d'en-cours.
Calcul des Charges Globales (CGC)
Glossaire

Glossaire
14
Le PDP doit être réaliste. Sa faisabilité doit être contrôlée pour planifier la capacité.
Le calcul des charges globales mesure la faisabilité du en comparant la charge induite par lesPDP du programme avec la .quantités capacité
CapacitéTaux de production réaliste, le plus élevé possible, d'un poste de charge (personnel ou machine).La capacité s'exprime, en général, en heures ou en unités représentatives.
ChargeQuantité de travail planifiée sur un poste de production, pendant une durée déterminée.Elle concerne le personnel et les machines, et s'exprime en heures ou en unités représentatives de laproduction.La charge calculée pour un poste donnée doit être comparée à la de celui-ci.capacité
ComposantMatière première, pièce élémentaire ou sous-ensemble pouvant figurer à tous les niveaux d'unenomenclature, sauf au niveau le plus élevé.
ComposéProduit fini, ensemble ou sous-ensemble pouvant figurer à tous les niveaux d'une nomenclaturesauf au niveau le plus bas.
En-cours de fabricationArticle dans sa phase de fabrication en atelier. L'en-cours concerne tous les états successifs del'article, durant son processus de réalisation.Les états successifs d'un article en cours de fabrication ne sont pas codifiés.Il existe d'autres types d'en-cours : en cours d'approvisionnement, de sous traitance, de transfert,de livraison...
GammeDocument décrivant en détail la séquence d'opérations de fabrication, d'assemblage, d'inspectionou de transports nécessaires à la fabrication d'un composant ou d'un produit fini.Ce document définit avec précision les temps opératoires, les centres de production requis, lesoutils, le nombre et la qualification des ouvriers effectuant le travail et les composants et/oumatières premières nécessaires à ces opérations
JalonnementMode de détermination des dates prévisionnelles d' exécution des opérations des lots en cours, surles différents postes de travail.On distingue les jalonnements :
" " : Planification consistant à effectuer un compte à rebours depuis la date deau plus tardfin de la dernière opération de fabrication d'un article jusqu'à la date de début de lapremière opération. Le jalonnement "au plus tard" est couramment utilisé dans laplanification des besoins en matière et en composants." " : Planification chronologique effectuée depuis la date de début de la premièreau plus tôtopération de fabrication d'un article jusqu'à la date de fin de la dernière opération. Lejalonnement aval est utilisé dans la planification des besoins en matières et en composants,notamment pour les produits fabriqués à la commande." " : Principe visant à fournir les seuls composants nécessaires, à l'endroit oùjuste à tempsils vont être utilisés et au moment opportun. Le juste-à-temps s'applique aussi bien àl'extérieur de l'entreprise (du fournisseur vers l'usine) qu'à l'intérieur (entre deux atelierspar exemple). Le juste-à-temps considère les temps d'attente ou les stocks comme étant desgaspillages, et cherche à tout mettre en oeuvre pour les réduire.
Kanban

Glossaire
15
Terme japonais signifiant carte.Nom donné à la méthode qui consiste à programmer la fabrication amont grâce aux instructions
figurant sur les cartes Kanban en provenance du poste aval.Ces cartes sont renvoyées suivant le rythme imposée par la consommation
LANCEMENTProcessus de mise en oeuvre d'un ordonnancement pour les heures à venir, par l'émission dedocuments spécifiant le travail qui devra être exécuté sur chaque poste de travail (bons detravaux), de documents déclenchant la mise à disposition des matières premières et des composantsachetés (bons de matières) et, le cas échéant, la fourniture de l'outillage spécifique requis (bonsd'outillage).
Plan de chargeSituation de la charge comparée à la capacité disponible, par poste de charge et par période.
Plan Industriel et CommercialIl spécifie mois par mois, les prévisions de vente, les objectifs de production du stock ou du carnetde commande.Valorisés, ces chiffres deviennent des plans de vente, plans financiers, budget d'usine etc...
Poste de ChargeEnsemble de plusieurs postes de travail (individus ou machines) regroupés pour les besoins de laplanification des charges en personnel et en machines.Les postes de travail ainsi regroupés sont homogènes entre eux, c'est à dire qu'ils peuvent effectuerle même travail et sont de ce fait interchangeables.Un poste de charge ne constitue pas forcément un centre de coût qui recouvre, en général, plusieurspostes de charge.
Programme Directeur de ProductionLe plan industriel et commercial, s'il donne bien les objectifs de production, ne permet toutefoispas de produire.On ne fabrique pas une "famille" de produits, mais des références commerciales précises.C'est le but du PROGRAMME DIRECTEUR DE PRODUCTION (PDP).Le est un échéancier des quantités à produire, par référence commerciale ( ).PDP produits finisSon rôle est d'adapter la production aux besoins, traduire la volonté de la direction, confronterl'usine au marché, régulariser la réponse de l'usine au commercial, bien affecter les ressources,assurer un meilleur niveau de services à la clientèle (produire la bonne quantité au bon moment).
Stock disponible (SD)Soit j le jour considéré, alors le stock disponible est égal stock du jour précédent SDj SD(j-1)diminué des besoins bruts du jour j ( ) auxquels on ajoute les réceptions prévues ( ) et lesBBj RPentrées des en fin d'ordreOF
= - + +SDj SD(j-1) BBj RP OF

Abréviations
16
Stock de sécurité
Articles à forte valeur ajoutée :EML et EMV : 0
Composés :B2 et B3 : 250
ComposantsM2 et M3 : 500.
Références