Embed Size (px)
Citation preview

LAB 300 N
code n° 0000511312A Ed. 07/03
COMBINATA UNIVERSALECOMBINED UNIVERSAL MACHINE
UNIVERSALKOMBINIERTE-MASCHINEMACHINE COMBINEE UNIVERSELLEMAQUINA COMBINADA UNIVERSAL
USO E MANUTENZIONEOPERATION AND MAINTENANCE
BETRIEBS-UND WARTUNGSANLEITUNGFONCTIONNEMENT ET ENTRETIEN
USO Y MANUTENCION
- 3 -
Data modifica
30/05/2000
18/06/01
N°bolla modifica
497
Comunicaz.37
Indice modifica
01
02
LIBRETTO USO E MANUTENZIONE LAB300N
Italiano - Inglese - Tedesco - Francese - SpagnoloEmissione S.M.C.
A.M.Data emissione
15/04/99
Codice0000511312A
Data modifica N°bolla modifica Indice modifica Data modifica N°bolla modifica Indice modifica
Nel presente manuale, alcune informazioni ed illustrazioni, possono differire dalla macchina in vostro possesso in quanto sonodescritte ed illustrate tutte le configurazioni inerenti alla macchina completa di tutti gli OPTIONAL; pertanto fare riferimento solo
alle informazioni strettamente legate alla configurazione della macchina da voi acquistata.Con questo libretto desideriamo fornirvi tutte le informazioni necessarie alla manutenzione e all'uso corretto della macchina.
La rete di distribuzione è da questo momento al vostro servizio per qualunque problema di assistenza tecnica, parti di ricambio e perqualunque nuova esigenza che possa far sviluppare la vostra attività.
Ogni vostra osservazione sul presente libretto è un contributo importante per il miglioramento dei servizi che l'aziendapuò offrire ai propri clienti.
ITALIANO
Some information and illustrations in this manual may differ from the machine in your possession, since all the configurationsinherent in the machine complete with all the OPTIONALS are described and illustrated. Therefore, refer only to that information
strictly connected with the machine configuration you have purchased.With this manual we would like to provide the necessary information for maintenance and proper use of the machine.
The distribution network is at your service for any technical problem, spare parts or any new requirement you may have for the development ofyour activity.
Any observations you might wish to make on this handbook will be an important contribution to improvethe services the company offers its customers.
ENGLISH
In dem vorliegenden Handbuch können einige Informationen und Illustrationen von der in Ihrem Besitz befindlichen Maschineabweichen, da sämtliche Konfigurierungen der Maschine mit allen SONDERAUSSTATTUNGEN beschrieben werden; nehmen Sie
deshalb nur auf die Informationen Bezug, die sich auf die Konfigurierung der von Ihnen erworbenen Maschine beziehen.Mit diesem Handbuch möchten wir Ihnen nützliche Informationen für die Wartung und korrekte Verwendung der Maschine geben.
Das Vertriebsnetz steht Ihnen ab sofort bei allen technischen Problemen, bei der Ersatzteilbeschaffung sowie in allen sonstigenAngelegenheiten zur Verfügung, die bei der Ausübung Ihrer Tätigkeit erforderlich sein könnten.
Jeder Ihrer Betrachtungen über dieses Heft ist ein wichtiger Beitrag zur Verbesserung der Serviceleistungen, die das Unternehmenseinen Kunden bieten kann.
DEUTSCH
Certaines informations et illustrations, se trouvant dans cette notice, peuvent différer de la machine que vous possédez car ce sont lesconfigurations concernant la machine avec toutes les OPTIONS qui sont décrites et illustrées. Il faut donc voir uniquement les
informations strictement liées à la configuration de la machine que vous avez achetée.Avec cette notice nous voulons vous fournir les informations nécessaires pour l’entretien et l’utilisation correcte de la machine.
Le réseau de distribution est dès à présent à votre entière disposition pour tout problème d’assistance technique, pièces détachées et pourtoute nouvelle exigence pouvant vous aider à développer votre activité.
Toutes vos observations à propos de cette notice contribueront à l’amélioration des services que l’entreprise peutoffrir à ses clients.
FRANÇAIS
En el presente manual, algunas de las informaciones e ilustraciones podrían diferir de las de la máquina que usted posee, ya que estándescritas e ilustradas todas las configuraciones inherentes a la máquina con todos los ELEMENTOS OPCIONALES; por consiguientetomen como referencia sólo la información estrechamente relacionada con la configuración de la máquina que usted ha comprado.
Con este manual deseamos brindarles la información necesaria para el mantenimiento y el uso correcto de la máquina.A partir de este momento, la red de distribución queda a su servicio para cualquier problema de asistencia técnica, para suministrar las
piezas de repuesto y para cualquier nueva exigencia que pueda contribuir al desarrollo de su actividad.Cualquier observación que desee realizar sobre este manual representará una importante contribución a la mejora de los servicios
que la compañía ofrece a sus clientes.
ESPAÑOL
20/11/2002
23/04/2003
899
1000
03
04
Mini Max SaVia Valdicella 7
47031 Gualdicciolo (RSM)e-mail: [email protected]
Per qualsiasi problema o informazione siamo a vostra completa disposizione:Please do not hesitate to contact us for any help or information:
Pour tout problème, ou information, nous sommes à votre entière disposition :Bei jeglichen Problemen oder Informationen sehen wir Ihnen gern zur Verfügung:
Estamos a su completa composición para cualquier problema o información que desee consultarnos:
dall'Italia:from Italy:de l’Italie:Innerhalb Italiens:de Italia:
Tel.0549 / 876910 Telefax 0549 / 999604
dall'estero:from abroad:de l’étranger:Aus dem Ausland:del exterior:
Tel.00378 / 876912 Telefax 00378 / 999604

- 4 -

– 5 –
INDICE ITALIANO
INFORMAZIONI GENERALI1. 5. NORME DI MESSA A PUNTO
1.1. SCOPO DEL MANUALE ..................................................... 101.2. IDENTIFICAZIONE COSTRUTTORE E MACCHINA ......... 121.3. RACCOMANDAZIONI PER L’ASSISTENZA ...................... 12
2.1. DESCRIZIONE DELLA MACCHINA .................................. 162.2. CONDIZIONI PREVISTE D’UTILIZZO
E CONTROINDICAZIONI ................................................... 182.3. CARATTERISTICHE TECNICHE ....................................... 202.4. POSTAZIONI DI LAVORO.................................................. 262.5. POLVERI EMESSE ............................................................. 262.6. LIVELLO DI RUMOROSITÀ ............................................... 282.7. DISPOSITIVI DI SICUREZZA ............................................. 32
3.1. NORME DI SICUREZZA..................................................... 343.2. RISCHI RESIDUI ................................................................ 423.3. SEGNALI DI SICUREZZA E DI INFORMAZIONE ............. 44
4.1. SOLLEVAMENTO E SCARICO .............................................. 464.2. ZONA DI INSTALLAZIONE - CARATTERISTICHE ................ 484.3. INSTALLAZIONE PARTI SMONTATE - PREMESSA ........... 504.3.1 Ruote di spostamento - Montaggio ......................................... 504.3.2. Telaio di squadro- Installazione .............................................. 524.3.3 Squadratrice per vagone in alluminio - Installazione .............. 524.3.4 Riga telescopica - Installazione .............................................. 544.3.5 Pianetto per vagone - Installazione ......................................... 544.3.6 Dispositivo tagli angolati - Installazione .................................. 564.3.7 Pianetto a tenonare - Installazione ......................................... 584.3.8 Prolunga piano sega toupie - Installazione ............................. 584.3.9 Protezioni - Installazione ......................................................... 604.3.10Cavatrice - Installazione .......................................................... 644.3.11Gruppo incisore - Installazione ............................................... 644.4. COLLEGAMENTO ELETTRICO ............................................. 664.5. ASPIRAZIONE DEI TRUCIOLI ............................................... 70
5.1. UTENSILI - MONTAGGIO E REGISTRAZIONE ..................... 745.1.1 Frese - Montaggio ................................................................... 745.1.2 Sega circolare e incisore - Montaggio ..................................... 765.1.3 Sega circolare e incisore - regolazione ................................... 785.1.4 Coltelli - montaggio ................................................................. 805.1.5 Punte per mandrino - montaggio ............................................. 825.2. PIANI A FILO - REGISTRAZIONE .......................................... 845.3. PIALLA A SPESSORE - REGOLAZIONI ................................ 865.4. GUIDA SEGA E FILO - REGOLAZIONE ............................... 885.4.1 Guida Standard ....................................................................... 885.4.2 Guida sega opzionale .............................................................. 905.5. GUIDE TOUPIE - REGISTRAZIONE ...................................... 925.6 CAMBIO VELOCITÀ ALBERO TOUPIE ................................. 96
6.1. QUADRO COMANDI ............................................................ 986.1.1 Funzioni di comando ............................................................. 986.1.2 Avviamento macchina ......................................................... 1006.1.3 Arresto macchina ................................................................ 1006.1.4 Arresto di emergenza .......................................................... 1006.2. PIALLATURA A FILO .......................................................... 1026.2.1 Protezione pialla ................................................................. 1046.3. PIALLATURA A SPESSORE .............................................. 1066.4. SEGA CIRCOLARE ............................................................ 1106.4.1 Lavorazione ........................................................................ 1106.4.2 Lavorazione con la guida parallela ..................................... 1146.4.3 Uso corretto delle lame circolari ......................................... 1166.5. LAVORAZIONI ALLA TOUPIE ............................................ 1186.6. LAVORAZIONI CON LA CAVATRICE ................................ 126
7.1. CINGHIE TRAPEZOIDALI - SOSTITUZIONEE TENSIONAMENTO ......................................................... 130
7.1.1 Cinghia di comando albero pialla ........................................ 1307.1.2 Cinghie trasmissione sega e incisore ................................. 1327.1.3 Cinghia di comando albero toupie ...................................... 1327.2. VERIFICA DISPOSITIVI DI SICUREZZA ........................... 1327.3. PULIZIA GENERALE .......................................................... 1347.4. LUBRIFICAZIONE GENERALE .......................................... 1347.5. SOSTITUZIONE E SMALTIMENTO ................................... 134
8.1. EVENTUALI INCONVENIENTI, CAUSE, RIMEDI ............. 136
NORME DI FUNZIONAMENTO
7. ESIGENZE DI MANUTENZIONE
2. SPECIFICHE TECNICHE
6.
8. GUIDA ALLA RICERCA DEI GUASTI
PRECAUZIONI PER LA SICUREZZA(PRATICHE DI LAVORO SICURO)3.
INSTALLAZIONE4.
– 6 –
INDEX ENGLISH
GENERAL INFORMATION1. 5. SET - UP PROCEDURES
5.1. TOOL - ASSEMBLY AND ADJUSTMENT .............................. 745.1.1 Milling cutters - assembly ........................................................ 745.1.2 Circular saw and scorer - assembly ........................................ 765.1.3 Circular saw and scorer - adjustment ..................................... 785.1.4 Cutters - assembly .................................................................. 805.1.5 Spindle bits - assembly ........................................................... 825.2. SURFACING TABLES - ADJUSTING ..................................... 845.3. THICKNESSING TABLES - ADJUSTING ............................... 865.4. SAW AND SURFACE UNIT FENCE - ADJUSTMENT ........... 885.4.1 Standard guide ........................................................................ 885.4.2 Optional saw guide .................................................................. 905.5. MOULDER FENCE - ADJUSTING .......................................... 925.6 MOULDER SHAFT SPEED CHANGING ................................ 96
6.1. CONTROL BOARD ................................................................ 986.1.1 Control functions .................................................................... 986.1.2 Starting the machine ............................................................ 1006.1.3 Stopping the machine .......................................................... 1006.1.4 Emergency stop ................................................................... 1006.2. SURFACING TABLES ......................................................... 1026.2.1 Planer protection .................................................................. 1046.3. THICKNESSING .................................................................. 1066.4. CIRCULAR SAW.................................................................. 1106.4.1 Machining ............................................................................. 1106.4.2 Working with the parallel guide ............................................ 1146.4.3 Correct use for circular saw ................................................. 1166.5. WORKING WITH MOULDER UNIT ..................................... 1186.6. WORKING WITH SLOTTER................................................ 126
7.1. V-BELT - REPLACEMENT AND TIGHTENING .................. 1307.1.1 Cutterblock driving belt ........................................................ 1307.1.2 Saw and engraver driving belts ........................................... 1327.1.3 Moulder shaft driving belt .................................................... 1327.2. CHECKING THE SAFETY DEVICES .................................. 1327.3. OVERALL CLEANING ......................................................... 1347.4. GENERAL LUBRICATION ................................................... 1347.5. REPLACEMENT AND DISPOSAL ...................................... 134
8.1. TROUBLES-CAUSES-WHAT TO DO ................................. 136
1.1. PURPOSE OF THIS MANUAL ........................................... 101.2. MANUFACTURER AND MACHINE IDENTIFICATION ...... 121.3. CUSTOMER SERVICE RECOMMENDATIONS ................ 12
2.1. DESCRIPTION OF THE MACHINE ................................... 162.2. OPERATING CONDITIONS AND CONTRARY
DIRECTIONS ...................................................................... 182.3. SPECIFICATIONS .............................................................. 202.4. WORKING PLACES ........................................................... 262.5. DUST EMISSION ................................................................ 262.6. NOISE LEVEL ..................................................................... 282.7. SAFETY DEVICES ............................................................. 32
3.1. SAFETY REGULATIONS ................................................... 343.2. RESIDUAL RISKS .............................................................. 423.3. SAFETY AND INFORMATION SIGNALS .......................... 44
4.1. LIFTING AND UNLOADING.................................................... 464.2. INSTALLATION AREA - CHARACTERISTICS ....................... 484.3. INSTALLATION OF DISASSEMBLED PARTS
- INTRODUCTION ................................................................... 504.3.1 Displacing wheels - Assembly ................................................. 504.3.2. Square up frame - Installation ................................................. 524.3.3 Squaring machine for aluminium wagon - Installation ........... 524.3.4 Telescopic ruler - Installation .................................................. 544.3.5 Wagon attachment - Installation ............................................. 544.3.6 Angled cuts device - Installation ............................................. 564.3.7 Tenoning table - Installation .................................................... 584.3.8 Saw table extension moulder - Installation ............................ 584.3.9 Protection - Installation ........................................................... 604.3.10Slotter - Installation ................................................................. 644.3.11Scorer assembly - Installation ................................................. 644.4. ELECTRICAL CONNECTION ................................................. 664.5. CHIP SUCTION ....................................................................... 70
SPECIFICATIONS2.
SAFETY PRECAUTIONS(SAFE WORKING PRACTICES)3.
4. INSTALLATION
OPERATING PROCEDURES6.
MAINTENANCE REQUIREMENTS7.
8. TROUBLE - SHOOTING GUIDE

– 7 –
VERZEICHNIS DEUTSCH
5.1. WERKZEUGE - EINBAU UND EINSTELLUNG ...................... 755.1.1 Fräse - Einbau ......................................................................... 755.1.2 Kreissäge und Vortrenn-einrichtung - einbau ......................... 775.1.3 Kreissäge und Vortrenn-Einstellung ........................................ 795.1.4 Messer - Einbau ...................................................................... 815.1.5 Bohrer für Spindel - Einbau ..................................................... 835.2. TISCHE DES ABRICHTHOBELS EINSTELLUNG ................. 855.3. DICKENHOBELS - EINSTELLUNGEN ................................... 875.4. SÄGEN- UND HOBELFÜHRUNG - EINSTELLUNG .............. 895.4.1 Standardführung ...................................................................... 895.4.2 Sägeführung (Sonderausstattung) .......................................... 915.5. FRÄSANSCHLAGS - EINSTELLUNG .................................... 935.6. ÄNDERUNG DER GESCHWINDIGKEIT DER
HOLZFRÄSENWELLE ............................................................ 97
6.1. STEUERTAFEL ..................................................................... 996.1.1. Betriebsfunktionen ................................................................. 996.1.2 Maschinenanlauf .................................................................. 1016.1.3 Maschinenhalt ...................................................................... 1016.1.4 Nothalt .................................................................................. 1016.2. ABRICHTHOBELN ............................................................... 1036.2.1 Hobelschutz ......................................................................... 1056.3. DICKENHOBELN ................................................................. 1076.4. BEARBEITUNG MIT KREISSÄGE ...................................... 1116.4.1 Arbeiten ................................................................................ 1116.4.2 Arbeiten mit der Parallelführung .......................................... 1156.4.3 Verwendung der Kreissäge .................................................. 1176.5. BEARBEITUNG MIT FRÄSE ............................................... 1196.6. BEARBEITUNG MIT LANGLOCHBOHRER ........................ 127
7.1. KEILRIEMEN - AUSWECHSELN UND SPANNEN ............. 1317.1.1 Steuerriemen für die Hobelwelle .......................................... 1317.1.2 Antriebsriemen Säge und Vorritzer ...................................... 1337.1.3 Steuerriemen für die Holzfräswelle ...................................... 1337.2. ÜBERPRÜFUNG DER
SICHERHEITSVORRICHTUNGEN ...................................... 1337.3 GENERALREINIGUNG ........................................................ 1357.4. GENERALSCHMIERUNG ................................................... 1357.5. ERSETZUNG UND ENTSORGUNG ................................... 135
8.1. STÖRUNGEN - URSACHEN - BESEITIGUNGEN .............. 137
ALLGEMEINE ANGABEN1. 5. ANSETZUNG DER MASCHINE
1.1. ZWECK DES HANDBUCHS .................................................. 111.2. IDENTIFIZIERUNG VON HERSTELLER
UND MASCHINE .................................................................... 131.3. RATSCHLÄGE FÜR DEN KUNDENDIENST ........................ 13
2.1. MASCHINEN BESCHREIBUNG ............................................ 172.2. VORGESEHENE GEBRAUCHSBEDINGUNGEN UND
GEGENANWEISUNGEN ....................................................... 192.3. TECHNISCHE DATEN ........................................................... 212.4. ARBEITSSTELLUNGEN ........................................................ 272.5. STAUBEMISSION .................................................................. 272.6 GERÄUSCHPEGEL ............................................................... 292.7 SICHERHEITS-VORRICHTUNG ........................................... 33
3.1. SICHERHEITSMASSNAHMEN ............................................. 353.2. RESTRISIKOS ....................................................................... 433.3. SICHERHEITS- UND INFORMATIONSZEICHEN ................ 45
4.1. HEBEN UND ABLADEN.......................................................... 474.2. INSTALLATIONSORT - MERKMALE ..................................... 494.3. INSTALLATION DER AB-GENOMMENEN TEILE -
VORAUSSETZUNG ................................................................ 514.3.1 Versetzungsrad - Montage ...................................................... 514.3.2. Winkelrahmen Einbau ............................................................. 534.3.3 Beschlagvorrichtung für Alu-Wagen - Einbau ......................... 534.3.4 Teleskop-Lineal - Installation .................................................. 554.3.5. Ansatzflügel für Waggon– Installation ..................................... 554.3.6 Winkelschnitt-vorrichtung - einbau .......................................... 574.3.7 Zapfenschneidtischchen - Einbau ........................................... 594.3.8 Sägentisch-Verlängerung Fräse - Einbau ............................... 594.3.9 Schutzvorrichtungen - Einbau ................................................. 614.3.10Stossmaschine - Einbau ......................................................... 654.3.11Vortrenngruppe - Einbau ......................................................... 654.4. ELEKTRISCHER ANSCHLUß ................................................ 674.5. SPÄNEABSAUGUNG ............................................................. 71
TECHNISCHE SPEZIFIKATIONEN2.
SICHERHEITSMASSNAHMEN(SICHERES ARBEITEN)3.
4. AUFSTELLUNG
BETRIEBSVORSCHRIFTEN6.
7. WARTUNGSARBEITEN
8. STÖRUNGSSUCHE

– 8 –
INDEX FRANÇAIS
INFORMATIONS GENERALES1. 5. NORMES POUR LA MISE AU POINT
1.1. BUT DU MANUEL .................................................................. 111.2. IDENTIFICATION DU FABRICANT ET DE
LA MACHINE ......................................................................... 131.3. RECOMMANDATIONS POUR L’ASSISTANCE .................... 13
2.1. DESCRIPTION DE LA MACHINE .......................................... 172.2. CONDITIONS PREVUES D’EMPLOI ET CONTRE-
INDICATIONS ........................................................................ 192.3. DONNEES TECHNIQUES ..................................................... 212.4. POSTES DE TRAVAIL ........................................................... 272.5. POUSSIERES EMISES ......................................................... 272.6 NIVEAU DE BRUIT ................................................................ 292.7 DISPOSITIFS DE SECURITE ................................................ 33
3.1. PRECAUTIONS DE SECURITE ............................................ 353.2. RISQUES RESIDUELS .......................................................... 433.3. SIGNALISATIONS DE SECURITE ET D’INFORMATION..... 45
4.1. LEVAGE ET DECHARGEMENT ............................................. 474.2. EMPLACEMENT POUR L’INSTALLATION -
CARACTERISTIQUES ............................................................ 494.3. INSTALLATION PARTIES DÉMONTÉES - INTRODUCTION 514.3.1 Roues de deplacement - Montage .......................................... 514.3.2. Bâti d’équerre - Installation ..................................................... 534.3.3 Equarrissoir pour plate-forme en aluminium - Installation ...... 534.3.4 Règle téléscopique - Installation ............................................. 554.3.5. Plateau pour chariot – Installation ........................................... 554.3.6 Dispositif pour les coupes angulaires -Installation .................. 574.3.7 Petite table à tenonner - Installation ....................................... 594.3.8 Rallonge du plan de la scie toupie - Installation ..................... 594.3.9 Protections - Installation .......................................................... 614.3.10Mortaiseuse - Installation ........................................................ 654.3.11Ensemble inciseur - Installation .............................................. 654.4. BRANCHEMENT ELECTRIQUE ............................................. 674.5. ASPIRATION DES COPEAUX ............................................... 71
5.1. OUTILS - MONTAGE ET REGLAGE ...................................... 755.1.1 Fraises - Montage ................................................................... 755.1.2 Scie circulaire et inciseur - Montage ....................................... 775.1.3 Scie circulaire et inciseur - Réglage ........................................ 795.1.4 Couteaux - Montage ................................................................ 815.1.5 Mèches pour mandrin - Montage ............................................ 835.2. TABLES DE DEGAUCHIS-SAGE - REGLAGE ...................... 855.3. RABOTEUSE - REGLAGES ................................................... 875.4. GUIDE SCIE ET DEGAUCHISSAGE - REGLAGE ................. 895.4.1 Guide Standard ....................................................................... 895.4.2 Guide scie en option ............................................................... 915.5. GUIDE TOUPIE - REGLAGE .................................................. 935.6. CHANGEMENT DE LA VITESSE DE L’ARBRE TOUPIE ...... 97
6.1. TABLEAU DE COMMANDE .................................................. 996.1.1 Fonctions de commande ....................................................... 996.1.2 Mise en marche de la machine ............................................ 1016.1.3 Arret de la machine .............................................................. 1016.1.4 Arret d'urgence ..................................................................... 1016.2. DEGAUCHISSAGE .............................................................. 1036.2.1 Protection de la raboteuse ................................................... 1056.3. RABOTAGE ......................................................................... 1076.4. USINAGE AVEC SCIE CIRCULAIRE .................................. 1116.4.1 Usinage ................................................................................ 1116.4.2 Usinage avec guide parallèle ............................................... 1156.4.3 Utilisation correcte des lames .............................................. 1176.5. TRAVAIL AVEC TOUPIE ..................................................... 1196.6. TRAVAIL AVEC LA MORTAISEUSE................................... 127
7.1. COURROIES TRAPEZOIDALES - REMPLACEMENT ETMISE SOUS TENSION ........................................................ 131
7.1.1 Courroie de commande de l’arbre porte-fers ....................... 1317.1.2 Courroies de transmission scie et ciseleur .......................... 1337.1.3 Courroie de commande de l’arbre de la toupie ................... 1337.2. VERIFICATION DES DISPOSITIFS DE SECURITE .......... 1337.3 NETTOYAGE GENERAL ..................................................... 1357.4. GRAISSAGE GENERAL ...................................................... 1357.5 REMPLACEMENT ET DESTRUCTION .............................. 135
8.1. DEFAUTS, CAUSE, REMEDES .......................................... 137
DONNEES TECHNIQUES2.
INSTALLATION4.
PRECAUTIONS DE SECURITE(TRAVAILLER EN SECURITE)3.
GUIDE POUR LA RECHERCHE DES ANOMALIES8.
6. NORMES POUR LE FONCTIONNEMENT
7. NORMES POUR L'ENTRETIEN

– 9 –
INDICE ESPAÑOL
1.1. FINALIDAD DEL MANUAL .................................................... 111.2. IDENTIFICACION DEL FABRICANTE
Y DE LA MAQUIN .................................................................. 131.3. NOTAS IMPORTANTES SOBRE LA ASISTENCIA .............. 13
2.1. DESCRIPCION DE LA MAQUINA ......................................... 172.2. CONDICIONES DE UTILIZACION PREVISTAS Y
CONTRAINDICACIONES ...................................................... 192.3. CARACTERISTICAS TECNICAS .......................................... 212.4. PUESTO DE TRABAJO ......................................................... 272.5. POLVOS EMITIDOS .............................................................. 272.6. NIVEL DE RUIDO .................................................................. 292.7. DISPOSITIVOS DE SEGURIDAD ......................................... 33
3.1. ADVERTENCIAS DE SEGURIDAD ....................................... 353.2. RIESGOS RESIDUOS ........................................................... 433.3. SEÑALES DE SEGURIDAD E INFORMACIÓN .................... 45
4.1. ELEVACION Y DESCARGA ................................................... 474.2. ZONA DE INSTALACION - CARACTERISTICAS .................. 494.3. INSTALACION DE LAS PARTES DESMONTADAS -
INTRODUCCION .................................................................... 514.3.1 Ruedas de desplazamiento - Montaje ..................................... 514.3.2. Bastidor en ángulo recto - Instalacion ..................................... 534.3.3 Escuadradora para vagón en aluminio - Instalación ............... 534.3.4 Regla telescópica - Instalación ............................................... 554.3.5. Plano para vagón – Instalación ............................................... 554.3.6 Dispositivo cortes angulados - Instalacion .............................. 574.3.7 Plano para ensamble de espiga y caja - Instalación .............. 594.3.8 Extensión plano sierra - Instalacion ....................................... 594.3.9 Protecciones - Instalación ....................................................... 614.3.10Mortajadora - Instalacion ......................................................... 654.3.11Grupo tallador - Instalacion ..................................................... 654.4. CONEXION ELECTRICA ........................................................ 674.5. ASPIRACION DE VIRUTAS .................................................... 71
INFORMACIONES GENERALES1. 5. NORMAS PARA LA PUESTA A PUNTO
5.1. HERRAMIENTAS - MONTAJE Y REGULACION ................. 755.1.1 Fresas- Montaje .................................................................... 755.1.2 Sierra circular y tallador - Montaje ........................................ 775.1.3 Sierra circular y tallador -Regulación .................................... 795.1.4. Cuchillas- Montaje ................................................................. 815.1.5 Brocas para mandril - Montaje .............................................. 835.2. PLANOS A RAS - REGULACION ......................................... 855.3. CEPILLO DE ESPESOR - REGULACION ............................ 875.4. GUIA SIERRA E HILO - REGULACION ............................... 895.4.1 Guía estándar ........................................................................ 895.4.2 Guía sierra opcional .............................................................. 915.5. GUÍAS TUPÍ - AJUSTE ......................................................... 935.6. CAMBIO DE VELOCIDAD ÁRBOL TUPÍ .............................. 97
6.1. TABLERO DE MANDOS........................................................ 996.1.1 Funciones de control ............................................................. 996.1.2 Arranque de la maquina ....................................................... 1016.1.3 Parada de la maquina .......................................................... 1016.1.4 Parada de emergencia ......................................................... 1016.2. ACEPILLADURA CONTRA HILO ........................................ 1036.2.1 Protección cepillo ................................................................. 1056.3 Acepilladura de regruesar .................................................... 1076.4. TRABAJOS CON SIERRA CIRCULAR ............................... 1116.4.1 Elaboraciones ...................................................................... 1116.4.2 Elaboración con guía paralela ............................................. 1156.4.3 Uso correcto de las hojas circulares ................................... 1176.5. TRABAJOS EN LA TUPÍ ..................................................... 1196.6. TRABAJOS CON LA RANURADORA ................................. 127
7.1. CORREAS TRAPEZOIDALES -SUSTITUCION Y TENSION ................................................ 131
7.1.1 Correa de comando árbol cepillo ......................................... 1317.1.2 Correas de transmisión sierra y tallador .............................. 1337.1.3 Correa de comando árbol tupí ............................................. 1337.2. COMPROBACION DISPOSITIVOS DE SEGURIDAD ........ 1337.3. LIMPIEZA GENERAL .......................................................... 1357.4. LUBRICACION GENERAL .................................................. 1357.5. SUSTITUCION Y ELIMINACION ......................................... 135
8.1. POSIBLES INCONVENIENTES, CAUSAS,REMEDIOS .......................................................................... 137
ESPECIFICACIONES TECNICAS2.
4. INSTALACION
PRECAUCIONES DE SEGURIDAD(MEDIDAS PARA UN TRABAJO SEGURO)3.
NORMAS DE FUNCIONAMIENTO6.
EXIGENCIAS PARA EL MANTENIMIENTO7.
8. GUIA PARA BUSCAR LAS AVERIAS

1.INFORMAZIONI GENERALI • GENERAL INFORMATION
ENGLISHITALIANO
- 10 -
Carefully consult this manualbefore doing any adjustment or
maintenance services.
1.1. PURPOSE OF THISMANUAL
This manual has been drawn upby the manufacturer and is en-closed with the machine(1).The information contained is in-tended for skilled operators(2).
This manual defines the purposefor which the machine has beenmanufactured and contains all thenecessary information for safe,correct use.
Constant observance of theinstructions contained in thismanual increases the level ofsafety of the operator and themachine, guaranteeing a longeroperating life.
To facilitate its reading, it has beendivided into sections pointing outthe most important operations. Fora quick research of the topics, it isrecommended to consult the index.
To better stress the importance ofsome basic passages, they havebeen written in heavy type andmarked by some precedingsymbols:
Indicates
imminent risks which may causeserious injury to the operator orother persons. Be careful andscrupulously follow theinstructions.
A statement
advising of the need to take carelest serious consequences resultin harm to material items such asthe asset or the product.
(1) La definizione macchina, sostituisce la deno-minazione commerciale a cui fa riferimento ilmanuale in oggetto (vedi copertina).
(2) Sono le persone in possesso di esperienza,preparazione tecnica, conoscenza normativa elegislativa, in grado di svolgere le attività neces-sarie ed in grado di riconoscere ed evitare pos-sibili pericoli nell'eseguire la movimentazione,l'installazione, l'uso e la manutenzione della mac-china.
(1) The word “machine” replaces the commercialdenomination which this manual refers to (seethe cover).
(2) Only experienced people having the propertechnical ability and knowledge of the regulationsand laws will be able to carry out the necessaryoperations and to identify and avoid possibledamages during handling, installation, operationand maintenance of the machine.
Consultare attentamente questomanuale prima di procedere a
qualsiasi intervento sullamacchina.
1.1. SCOPO DEL MANUALE
Questo manuale è stato redattodal Costruttore e costituisce parteintegrante del corredo della mac-china(1).Le informazioni contenute sono di-rette a personale qualificato(2).
Il manuale definisce lo scopo percui la macchina è stata costruita econtiene tutte le informazioni ne-cessarie per garantirne un uso si-curo e corretto.
La costante osservanza delle indi-cazioni in esso contenute aumentail livello di sicurezza dell’uomo edella macchina, garantendo una piùlunga durata di funzionamento del-la macchina stessa.
Per facilitarne la consultazione,esso è stato suddiviso in sezioniche ne identificano i concetti prin-cipali; per una ricerca rapida degliargomenti consultare l'indice de-scrittivo.
I testi da non trascurare, sono sta-ti evidenziati in grassetto e prece-duti da simboli quì di seguitoillustrati e definiti.
Indica pe-
ricoli imminenti che potrebberoprovocare gravi lesioni all'opera-tore o ad altre persone; è neces-sario prestare attenzione e seguirescrupolosamente le indicazioni.
Indica che è
nesessario prestare attenzione alfine di non incorrere in serie con-seguenze che potrebbero portareal danneggiamento di beni mate-riali, quali le risorse o il prodotto.

- 11 -
1.ESPAÑOLFRANÇAISDEUTSCH
ALLGEMEINE INFORMATIONEN • INFORMATIONS GENERALESINFORMACIONES GENERALES
Bevor man Eingriffe an der Maschinevornimmt, ist dieses Handbuch
sorgfältig zu lesen.
1.1. ZWECK DES HANDBUCHS
Dieses Handbuch wurde vom Herstel-ler verfaßt und ist fester Bestandteil derMaschinenausstattung(1).Die in diesem Handbuch enthaltenenInformationen sind für den Fachmannbestimmt.
Das Handbuch legt den Bestimmungs-zweck der Maschine fest und enthältalle erforderlichen Informationen zuderen sicheren und richtigen Benut-zung.
Die ständige Beachtung der in diesemHandbuch enthaltenen Hinweise gewähr-leistet die Sicherheit von Personen undder Maschine, einen wirtschaftlichenBetrieb sowie eine längere Lebensdauerder Maschine.
Zur besseren Übersichtlichkeit istdieses Handbuch in Abschnitte unter-teilt, in denen die wichtigsten Themenbehandelt werden. Das Inhaltsverzeich-nis erlaubt eine schnelle Übersicht zuden einzelnen Themen.
Wichtige Textstellen sind fett gedrucktund stehen hinter den folgendenSymbolen.
Zeigt Gefahren
an, die schwere Verletzungen desBenutzers sowie anderer Personenverursachen können; es muss mitVorsicht vorgegangen werden und dieAnweisungen müssen genau befolgtwerden.
Zeigt an, dass
man vorsichtig sein muss, um keineernsthaften Gefahren hervorzurufen,die zur Beschädigung von materiellenGütern wie den Rohmaterialien oderdem Produkt führen könnten.
Lire ce manuel avec attention avantd’effectuer n’importe quelleopération sur la machine.
1.1. BUT DU MANUEL
Ce manuel a été rédigé par la mai-son constructrice et fait partie inté-grante des pièces livrées avec lamachine(1).Les renseignements y contenuss’adressent à du personnel qualifié(2).
Ce manuel indique le but pour lequelcette machine a été construite etdonne tous les renseignementsnécessaires pour que son emploi soitsûr et correct.
Le respect scrupuleux des normes ycontenues garantit la sécurité del’utilisateur et de la machine et per-met d’obtenir une certaine économiede service et une plus longue duréede vie de la machine.
Pour en faciliter la consultation, cemanuel a été divisé en sections,identifiant les sujets principaux. Pourune localisation rapide des sujetsconsulter l’index.
Pour mettre en évidence les partiesdu texte à ne pas oublier, on les amises en gras et précédées par lessymboles montrés et définis ci desuite.
Signale des
dangers imminents qui pourraientblesser gravement l’ouvrier ou àd’autres personnes. Il faut faireattention et suivre scrupuleusementles indications.
Indique qu’il
est nécessaire de faire la plus gran-de attention afin de ne pas courir desrisques pouvant entraîner de gravesconséquences, ainsi quel’endommagement des biensmatériels, tels que les ressources oule produit.
Consultar detenidamente este manualantes de efectuar cualquierintervención en la máquina.
1.1. FINALIDAD DELMANUAL
Este manual ha sido redactado por elfabricante y representa parte integran-te de la máquina(1).Las informaciones contenidas estándirigidas a personal cualificado(2).
Este manual define la finalidad parala cual se ha construido esa máquinay contiene todas las informacionesnecesarias para garantizar un usoseguro y correcto.
La constante observancia de las nor-mas contenidas en el manual garanti-za la seguridad de los operadores yde la máquina, la economía de trabajoy una duración de funcionamiento dela máquina misma más larga.
Para facilitar la lectura, el manual hasido dividido en secciones quesubrayan los conceptos principales.Para una búsqueda rápida de losvarios asuntos, se aconseja consul-tar el índice.
Con el fin de poner en mayor evidencialos pasajes más importantes, ellos hansido escritos en letra negrita y estáncaracterizados por algunos símbolos quese ilustran y explican a continuación:
Indica peligros
inminentes que podrían provocargraves lesiones al operador o a otraspersonas; es necesario prestar atencióny seguir escrupulosamente lasindicaciones.
Indica que es
necesario tener cuidado con el fin de noacarrear consecuencias graves que podríancausar el daño de bienes materiales, talescomo los recursos o el producto.
(1) Die Bezeichnung “Maschine” ersetzt die üblicheHandelsbezeichnung des Gegenstandes, auf den sichdieses Anleitungsheft bezieht (siehe Deckblatt).
(2) Dabei handelt es sich um Personal, das aufgrundvon Erfahrung, technischer Vorbereitung undKenntnissen der Gesetzesvorschriften in der Lage ist,die notwendigen Arbeiten durchzuführen und beimBetrieb, bei der Aufstellung, beim Gebrauch und beider Wartung der Maschine möglicheGefahrensituationen erkennt und vermeidet.
(1) La définition “machine” remplace celle commer-ciale à laquelle on fait référence dans ce manuel(voir couverture).
(2) Sont des personnes entraînées et avec une préparationtechnique, ainsi qu’une connaissance des normes et deslois à même d’accomplir les opérations nécessaires, deconnaître et donc d’éviter de possibles danger pendant lamanutention, l’installation, l’emploi et l’entretien de lamachine même.
(1) La definición “máquina” sustituye la denominacióncomercial a la cual hace referencia este manual (verla cubierta).
(2) Son las personas que poseen la experiencia,preparación técnica, conocimiento de las normas yleyes, que pueden efectuar las actividades necesariasy que pueden reconocer y evitar posibles peligrosdurante las operaciones de maniobra, instalación,uso y mantenimiento de la máquina.

1.INFORMAZIONI GENERALI • GENERAL INFORMATION
ENGLISHITALIANO
- 12 -
Important
information.
Indicazio-
ni di particolare importanza.
B
C
EGM
OP
A
IHN
D
FL
Q
1027_070_0.tif
1.2. IDENTIFICAZIONECOSTRUTTORE EMACCHINA
La targa di identificazione (fig.1) èfissata sul basamento della mac-china e riporta i seguenti dati:
A - Identificazione del costruttoreB - Marchio commercialeC - Tipo macchinaD - Anno di produzioneE - Numero di serieF - Peso in kilogrammiG - Tensione nominale in voltH - Numero fasi (corrente alterna-
ta)I - Corrente nominale in ampereL - Frequenza elettrica in hertzM - Potere di interruzione di corto
circuito del dispositivo di pro-tezione in kiloampere
N - Numero schema elettricoO - Modello macchinaP - Composizione macchinaQ - Riferimento interno
Questi dati devono esseresempre precisati al costruttore
per informazioni, richiestericambi, ecc.
1.2. MANUFACTURER ANDMACHINEIDENTIFICATION
The identification plate (Fig. 1) isfixed to the base of the machineand carries the following data:
A - ManufacturerB - Merchandise markC - Machine typeD - Production yearE - Serial numberF - Weight (kg)G - Rated voltage (volt)H - Phases number (alternate
current)I - Rated current (ampere)L - Frequency (hertz)M - Short circuit breaking capacity
of the protective device (kA)N - Wiring diagram numberO - Machine modelP - Machine versionQ - Internal references
Always specify this data to themanufacturer for any
information, request of spareparts, etc.

- 13 -
1.ESPAÑOLFRANÇAISDEUTSCH
ALLGEMEINE INFORMATIONEN • INFORMATIONS GENERALESINFORMACIONES GENERALES
Besonders
wichtige Anweisungen.
Indica-
tions d’importance particulière.
Indica-
ciones de importancia relevante.
1.2. IDENTIFIZIERUNG VONHERSTELLER UNDMASCHINE
Das Typenschild (Abb. 1) ist amUnterbau der Maschine angebrachtund weist die folgenden Daten auf:
A - Identifizierung des HerstellersB - HandelsmarkeC - MaschinentypD - HerstellungsjahrE - SeriennummerF - Gewicht (kg)G - Nennspannung (volt)H - Anzahl Phasen (Wechselstrom)I - Nennstrom (ampere)L - Frequenz (hertz)M - Kurzschlus- Schaltvermögen der
Schutzvorrichtung (kA)N - SchaltplannummerO - MaschinenmodellP - MaschinenausrüstungQ - Innenreferenz
Diese Daten müssen demHersteller bei Anfragen,
Ersatzteilbestellungen usw. stetsangegeben werden.
1.2. IDENTIFICATION DUFABRICANT ET DE LAMACHINE
La plaque signalétique (fig. 1) est fixéesur le socle de la machine et contientles informations suivantes:
A - Identification du fabricantB - Marque commercialeC - Type machineD - Année de productionE - Numéro de matriculeF - Poids en kilogrammesG - Tension nominale en voltH - Nombre phases (courant alternatif)I - Courant nominal en ampèresL - Fréquence électrique en HertzM - Pouvoir d’interruption de court
circuit du dispositif de protectionen kiloampères
N - Numéro schéma électriqueO - Modèle machineP - Composition machineQ - Référence interne
Ces renseignements doiventtoujours être fournis au fabricant
pour toute demande d’informationset de pièces détachées, etc.
1.2. IDENTIFICACION DEL FA-BRICANTE Y DE LAMAQUIN (fig. 1)
La placa de identificación (fig. 1) estáen la base de la máquina y en ella seencuentran los datos siguientes:
A - Identificación del fabricanteB - Marca comercialC - Tipo maquinaD - Año de producciónE - Numero de serieF - Peso en kilogramosG - Tensión nominal en voltH - Numero fases (corriente
alternada)I - Corriente nominal en ampereL - Frecuencia electrica en hertzM - Poder de interrupción de corto
circuito del dispositivo deprotección in kiloamper
N - Numero esquema electricoO - Modelo máquinaP - Composición máquinaQ - Referencia interna
Es necesario detallar siempreestos datos al fabricante en caso
de informes, pedido de repuestos,etc.

1.INFORMAZIONI GENERALI • GENERAL INFORMATION
ENGLISHITALIANO
- 14 -
1.3. RACCOMANDAZIONIPER L’ASSISTENZA
Nel redigere questo libretto abbia-mo preso in considerazione tuttele operazioni che rientrano nellaconsuetudine della normale manu-tenzione.
Raccomandiamo di non eseguirealcuna riparazione o interventonon indicati in questomanuale.Tutte quelle operazioniche richiedono smontaggio di par-ti, vanno affidate al personale tec-nico autorizzato.
Per l’impiego corretto della mac-china seguire le istruzioni di que-sto manuale.
Solo personale addestrato edautorizzato può usare la
macchina ed eseguireoperazioni di manutenzione,
dopo aver letto questomanuale.
Osservare le normeantinfortunistiche, le regole di
sicurezza generale e dellamedicina del lavoro.
Per informazioni riguardantispecificatamente l’impianto elettri-co fornire i dati riportati sullatarghetta di fig. 2 situata nella par-te interna dello sportello di acces-so al vano elettrico.
Legenda (fig. 2)
A - Ditta che ha eseguito l’impian-to elettrico.
B - Data di costruzione dellacentralina elettrica.
C - Numero distinta componentielettrici.
D - Numero schema elettrico.
E - Tensione di rete alimentazio-ne macchina (V).
F - Tensione di alimentazione cir-cuiti ausiliari (V).
G - Tensione di alimentazione fre-no motore (V).
H - Frequenza elettrica in Hz.
I - Potenza assorbita dalla mac-china.
L - Tipo macchina.
1.3. CUSTOMER SERVICERECOMMENDATIONS
Any operation concerning routinemaintenance has been taken intoaccount while compiling thismanual.
Never carry out any repair oroperations which have not beenmentioned in this manual. Applyto skilled and authorized technicalstaff to carry out any operationdealing with parts disassembly.
Keep to the instructions containedin this manual for the correct useof the machine.
Only skilled and authorizedstaff shall use and service the
machine after reading thismanual.
Respect the accident-prevention regulations and the
general safety and industrialmedicine rules.
As for information concerning theelectric system, detail the dataindicated on the plate of fig. 2,located inside the electric systemaccess door.
Legend (fig. 2)
A - Firm which carried out theelectric system
B - Electric control unitmanufacturing date.
C - Electrical components billnumber.
D - Wiring diagram number.
E - Machine supply voltage (V).
F - Auxiliary circuits supplyvoltage (V).
G - Motor brake supply voltage (V).
H - Electric frequency in Hz.
I - Power absorbed from themachine.
L - Machine type.
A BC D
I LE F G H
2009_064_0.tif

- 15 -
1.ESPAÑOLFRANÇAISDEUTSCH
ALLGEMEINE INFORMATIONEN • INFORMATIONS GENERALESINFORMACIONES GENERALES
1.3. RATSCHLÄGE FÜR DENKUNDENDIENST
Bei der Erstellung dieses Handbuchswurden alle Vorgänge berücksichtigt,die zu den “normale Wartungsarbeiten”gehören.
Es dürfen keine Reparaturen und Ein-griffe vorgenommen werden, die nichtim vorliegenden Handbuch angeführtsind. Alle Eingriffe, die eineDemontage von Teilen erforderlichmachen, müssen technischem Fach-personal anvertraut werden.
Für den richtigen Gebrauch der Ma-schine müssen die Anleitungen die-ses Handbuchs befolgt werden.
Nur eingeschultes und autorisiertesFachpersonal darf - nach dem
Lesen des Handbuchs - dieMaschine verwenden und
Wartungsarbeiten ausführen.Beachten Sie die
Unfallverhütungsvorschriften sowiedie allgemeinen undarbeitsmedizinischen
Sicherheitsvorschriften.
Für Informationen bezüglich der elektri-schen Anlage müssen die auf demSchild (Abb. 2) aufgedruckten Datenangegeben werden. Das Schild befin-det sich auf der Innenseite der Zugangs-tür zum elektrischen Fach.
Legende (Abb. 2)
A - Firma, die die elektrische Anlagedurchgeführt hat.
B - Herstellungsdatum deselektrischen Steuergehäuses.
C - Nr. der Liste für elektrischeKomponenten.
D - Nummer des elektrischenSchaltplans.
E - Maschinenzufuhr-Netz spannung(V).
F - Hilfskreis-Zufuhr spannung (V).
G - Motorbremsen Zufuhrspannung(V).
H - Elektrische Frequenz in Hz.
I - Von der Maschine aufgenommeneLeistung.
L - Maschinen-Typ.
1.3. RECOMMANDATIONS POURL’ASSISTANCE
Dans la rédaction de ce livret, on apris en considération toutes lesopérations faisant partie de l’entretiende routine.
Il est donc recommandé de n’effectueraucune réparation ni opération non-indiquées dans ce manuel. Toutes lesopérations demandant le démontagedes parties, doivent être effectuéespar du personnel technique autorisé.
Pour l’emploi correct de la machine,suivre attentivement les instructionsdonnées dans le présent livret.
Cette machine ne peut être utiliséeni entretenue que par du personnelspécialisé et autorisé, après avoir lu
ce manuel.Respecter les normes contre les
accidents, les consignes généralesde sécurité et de la médecine du
travail.
Pour les informations concernantnotamment l’installation électrique,fournir les données sur la plaquetteen fig. 2, située à l’intérieur de la ported’accès à l’armoire électrique.
Legende (fig. 2)
A - Entreprise qui a effectuél’installation électrique.
B - Date de fabrication du coffretélectrique.
C - N. de liste des composantsélectriques.
D - N. de schéma de câblage.
E - Tension secteur pourl’alimentation de la machine(V).
F - Tension d’alimentation circuitsauxiliaires (V).
G - Tension d’alimentation freinmoteur (V).
H - Fréquence électrique en Hz.
I - Puissance absorbée.
L - Modèle de machine
1.3. NOTAS IMPORTANTESSOBRE LA ASISTENCIA
Durante la redacción de este manualse han tomado en cuenta todas laoperaciones relativas al mantenimien-to rutinario.Se recomienda no efectuar cualquierreparación o operación no menciona-da en este manual. Solamente elpersonal técnico autorizado podrácuidar todas las operaciones relati-vas al desmontaje de las piezas.Para un uso correcto de la máquina,atenerse a las instrucciones indica-das en este manual.
Solamente el personal autorizadoy que tenga la formación
adecuada puede usar la máquina yprestar el servicio de
mantenimiento, después de haberleido este manual.
Observar las normas deprevención de accidentes, las
reglas de seguridad general y lasde la medicina del trabajo.
Para todos los informes relativos a lainstalación eléctrica, detallar los datosindicados sobre la placa (fig. 2) puestaen la parte interior del portillo deacceso a los componentes eléctricos.
Leyenda (fig. 2)
A. Empresa que ha efectuado lainstalación eléctrica.
B Fecha de fabricación de la caja demandos eléctricos.
C Número lista componentes eléc-tricos.
D Número del diagrama de conexio-nes.
E Tensión de alimentación máqui-na (V).
F Tensión de alimentación circuitosauxiliares (V).
G Tensión de alimentación freno mo-tor (V).
H Frecuencia eléctrica in Hz.
I Potencia absorbida por la máqui-na.
L. Tipo de máquina.
SPECIFICHE TECNICHE • SPECIFICATIONS
ENGLISHITALIANO
– 16 –
2.
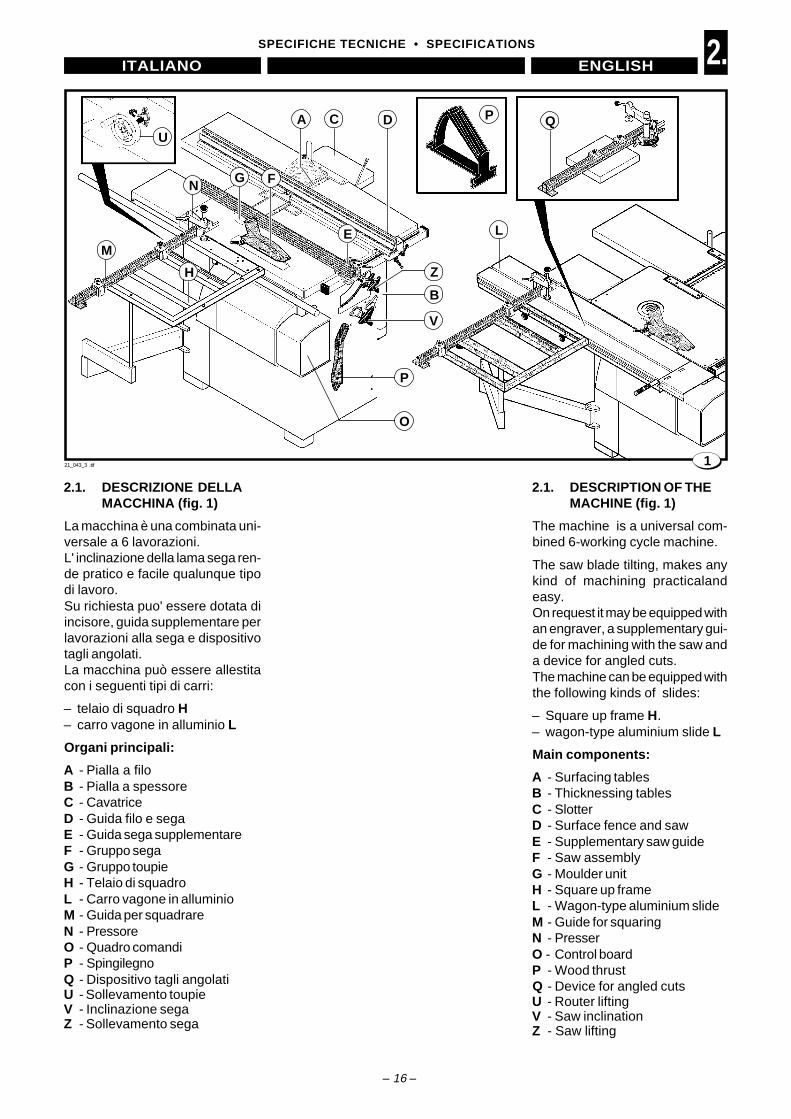
2.1. DESCRIPTION OF THEMACHINE (fig. 1)
The machine is a universal com-bined 6-working cycle machine.
The saw blade tilting, makes anykind of machining practicalandeasy.On request it may be equipped withan engraver, a supplementary gui-de for machining with the saw anda device for angled cuts.The machine can be equipped withthe following kinds of slides:
– Square up frame H.– wagon-type aluminium slide L
Main components:
A - Surfacing tablesB - Thicknessing tablesC - SlotterD - Surface fence and sawE - Supplementary saw guideF - Saw assemblyG - Moulder unitH - Square up frameL - Wagon-type aluminium slideM - Guide for squaringN - PresserO - Control boardP - Wood thrustQ - Device for angled cutsU - Router liftingV - Saw inclinationZ - Saw lifting
2.1. DESCRIZIONE DELLAMACCHINA (fig. 1)
La macchina è una combinata uni-versale a 6 lavorazioni.L' inclinazione della lama sega ren-de pratico e facile qualunque tipodi lavoro.Su richiesta puo' essere dotata diincisore, guida supplementare perlavorazioni alla sega e dispositivotagli angolati.La macchina può essere allestitacon i seguenti tipi di carri:
– telaio di squadro H– carro vagone in alluminio L
Organi principali:
A - Pialla a filoB - Pialla a spessoreC - CavatriceD - Guida filo e segaE - Guida sega supplementareF - Gruppo segaG - Gruppo toupieH - Telaio di squadroL - Carro vagone in alluminioM - Guida per squadrareN - PressoreO - Quadro comandiP - SpingilegnoQ - Dispositivo tagli angolatiU - Sollevamento toupieV - Inclinazione segaZ - Sollevamento sega
N
L
G
H
P
M
C
B
A
21_043_3 .tif 1
F
D
E
O
QP
V
U
Z

– 17 –
2.ESPAÑOLFRANÇAISDEUTSCH
TECHNISCHE SPEZIFIKATIONEN • DONNEES TECHNIQUESESPECIFICACIONES TECNICAS
2.1. MASCHINENBESCHREIBUNG (Abb. 1)
Die Maschine ist eine Universalma-schine, die 6 Bearbeitungsvorgän-ge möglich macht.Die Neigung des Sägeblattes machtalle Bearbeitungsarten sehr prak-tisch und einfach.Auf Anfrage mit Schneider,Zusatzführung für Sägebearbeitungenund Winkelschnittvorrichtung lieferbar.Die Maschine kann mit den folgendenWagentypen ausgerüstet werden:
– Winkelrahmen H– Aluminium-Kastenwagen L
Hauptsächliche Organe:
A - AbrichthobelB - DickenhobelC - LanglochbohrerD - SägenführungE - Zusätzliche SägeführungF - SägengruppeG - FräsengruppeH - WinkelrahmenL - Aluminium-KastenwagenM - WinkelführungN - DruckstückO - SteuertafelP - HolzschieberQ - Vorrichtung für WinkelschnitteU - Anheben der ToupieV - Schrägstellen der SägeZ - Anheben der Säge
2.1. DESCRIPTION DE LAMACHINE (fig. 1)
La machine est une machine combi-née universelle à 6 usinages.L’inclinaison de la lame scie rendentpratique et facilen’import quel typed’usinage.Sur demande peut être équipée dedispositif de coupe, guidesupplémentaire pour les usinages à lascie et dispositif de coupe d’angle.La machine peut être èquipée destypes de chariots suivants:
– Bâti d’équerre H– Chariot extractible en
aluminium L
Organes principaux:
A - DégauchisseuseB - RaboteuseC - MortaiseuseD - Glissière fil et scieE - Guide scie supplémentaireF - Ensemble scieG - Groupe toupieH - Bâti d’équerreL - Chariot extractible en aluminiumM - Guide pour équarrirN - PresseurO - Tableau de commandeP - Pousse-boisQ - Dispositif des coupes d’angleU - Soulèvement toupieV - Inclinaison scieZ - Montée scie
2.1. DESCRIPCION DE LAMAQUINA (fig. 1)
La máquina es una combinadauniversal con 6 ciclos de trabajo.La inclinación de la hoja sierra hacecualquier tipo de trabajo práctico yfácil.Bajo pedido, la máquina puede serdotada de tallador, guíasuplementaria para elaboracionescon la sierra y dispositivo para cortesangulares.La máquina puede estar equipadacon los siguientes tipos de carros:
– Bastidor en ángulo recto H– Carro vagón en aluminio L
Organos principales:
A - Cepillo a rasB - Cepillo de espesorC - RanuradoraD - Guía hilo y sierraE - Guía sierra suplementariaF - Grupo sierraG - Grupo tupíH - Bastidor en ángulo rectoL - Carro-vagón aluminioM - Guía para escuadrarN - PrensadorO - Tablero de mandosP - Elemento de empujeQ - Dispositivo cortes angularesU - Elevación de buriladoraV - Inclinación sierraZ - Elevación sierra

SPECIFICHE TECNICHE • SPECIFICATIONS
ENGLISHITALIANO
– 18 –
2.2.2. CONDIZIONI PREVISTE
D’UTILIZZO ECONTROINDICAZIONI
Questa macchina é stata proget-tata per tagliare, squadrare, fresare,tenonare, forare e piallare il legnomassello, i pannelli di fibra, itruciolari, i compensati e paniforterivestiti e non.
I materiali diversi da quelli citatiqui sopra non essendo assimilatial legno sono di conseguenza vie-tati; i danni provocati da una lorolavorazione vedrebbero come uni-co responsabile l’utilizzatore.
La macchina è stata progettata perimpiegare esclusivamente utensiliconformi alla norma EN 847-1,adatti per il tipo di materialeusato;gli utensili toupie devonoessere tassativamente del tipo perl'avanzamento manuale (marcatiMAN).
Collegare sempre la macchina al-l’impianto di aspirazione che deveessere sufficientementedimensionato (vedi cap.4).
E' vietato l'utilizzo della macchinasenza aver installato correttamen-te le protezioni.
E' vietato l'utilizzo di un trascinatorein quanto la macchina non è predi-sposta elettricamente.
Seguire scrupolosamente le pre-cauzioni per la sicurezza indicatenel capitolo 3.
E' vietato eseguire modifiche allamacchina.
Per i danni che ne derivano daun’uso improprio l’unico
responsabile è l’utilizzatore.
2.2. OPERATINGCONDITIONS ANDCONTRARY DIRECTIONS
This machine has been designedfor cutting, squaring, milling,tenoning, drilling and thicknessingsolid wood, fiber boards, chipboardpanels, ply-wood and laminboard,coated and non-coated.
Materials different from those quotedabove, since dissimilar to wood, arethus prohibited: the user is solelyresponsible for any damage causedby machining such materials.
The machine has been designedto be used exclusively with toolswhich comply with EN 8471, suit-able for the type of material ma-chined. The spindle moulder toolsmust be of the manual feed type(marked MAN).
Always connect the machine to asufficiently dimensioned suctionsystem (see Chapter 4).
It is prohibited to use the machinewithout having properly installedthe protections.
Use of a driver is prohibited sincethe machine is not electrically setup.
Scrupulously follow theprecautions for safety indicated inChapter 3.
It is prohibited to make anymodifications to the machine.
For damages deriving fromimproper use the user is solely
responsible.

– 19 –
2.ESPAÑOLFRANÇAISDEUTSCH
TECHNISCHE SPEZIFIKATIONEN • DONNEES TECHNIQUESESPECIFICACIONES TECNICAS
2.2. VORGESEHENEGEBRAUCHS-BEDINGUNGEN UNDGEGENANWEISUNGEN
Diese Maschine ist zum Schneidenund Abkanten von Massivholz,Faserplatten, Spanplatten, Sperrholzund beschichteten oder nichtbeschichteten Spanholz-platten geplantworden.
Andere als die oben genannten Ma-terialien dürfen nicht bearbeitet wer-den, da sie nicht zur Gruppe derHolzwerkstoffe gehören. Für die beiihrer Bearbeitung entstehenden Schä-den ist ausschliesslich der Benutzerverantwortlich.
Die Maschine darf ausschliesslich mitWerkzeugen ausgestattet werden, dieder Norm EN 8471, und welche für dasverwendete Material geeignet sind; dieToupiewerkzeuge müssen unbedingt fürden manuellen Vorschub geeignet sein(markiert mit MAN).
Maschine stets an eine ausreichendbemessene Absauganlageanschliessen (siehe Kap.4).
Die Maschine darf ausschließlich mitnormgemäß installierten Schutzvor-richtungen verwendet werden.
Die Benutzung eines Mitnehmers ist un-tersagt, da die Maschine elektrisch nichtdafür ausgestattet ist.
Es sind unbedingt die im Kapitel 3angeführten Vorsichts-maßnahmenzu treffen.
Jedwede Änderungen an der Maschi-ne ist unzulässig.
Für die durch unsachgemässenGebrauch entstehenden Schädenist ausschliesslich der Benutzer
verantwortlich.
2.2. CONDITIONS PREVUESD’EMPLOI ET CONTRE-INDICATIONS
Cette machine a été conçue pour cou-per et équarrir le bois massif, les pan-neaux de fibres, les panneauxagglomérés de copeaux, les contre-plaqués, les panneaux lamellés avecou sans revêtement.
Des matériaux différents de ceux énu-mérés ci-dessus, ne peuvent être as-similés au bois et sont donc interdits;les détériorations causées par leur usi-nage seraient entièrement à la chargede l’u tilisateur.
La machine a été conçue pour utiliserexclusivement des outils conformesà la norme EN 8471, adaptés pour letype de matériau utilisé; les outilstoupie doivent être obligatoirementde type pour l'avance manuelle(marqués MAN).
Il faut toujours connecter la machineà l’installation d’aspiration qui doitêtre suffisamment dimensionnée(voir chap.4).
Il est interdit d’utiliser la machine siles protections ne sont pas instal-lées correctement.
Il est interdit d’utiliser un systèmed’entraînement lorsque la machinen’est pas préparée électriquement.
Respecter scrupuleusement les con-signes de sécurité figurant au chapi-tre 3.
Il est interdit d’effectuer des modifi-cations sur la machine.
Pour les dommages découlantd’une mauvaise utilisation, seul
l’utilisateur est responsable.
2.2. CONDICIONES DEUTILIZACION PREVISTAS YCONTRAINDICACIONES
Esta máquina ha sido proyectada paracortar, escuadrar, fresar, ejecutarensambles de espiga y caja, taladrar ycepillar duramen, paneles de fibra,tableros regenerados, maderacontrachapada y tableros enlistonadoscon o sin revestimiento.Los materiales no mencionadosanteriormente, no siendo símiles a lamadera, están prohibidos para suelaboración con la máquina; el usuarioes el único responsable de los dañosprovocados por su elaboración.La máquina ha sido proyectada parael uso exclusivo de herramientasconformes a la norma EN 8471,aptas para el tipo de materialelaborado y para el avance manual;las herramientas tupí deben serobligatoriamente del tipo para elavance manual (marcados con lasigla MAN).Conectar siempre la máquina alequipo de aspiración, que debe serde las dimensiones suficientes(véase cap.4).Está prohibido el uso de la máquinasin haber instalado correctamente lasprotecciones.Está prohibida la utilización de unarrastrador ya que la máquina noestá predispuesta eléctricamente.Seguir escrupulo-samente lasprecauciones de seguridad indicadasen el capítulo 3.Se prohibe aportar modificaciones ala máquina.
El usuario es el únicoresponsable de los daños
provocados por un usoinapropiado de la máquina.
SPECIFICHE TECNICHE • SPECIFICATIONS
ENGLISHITALIANO
– 20 –
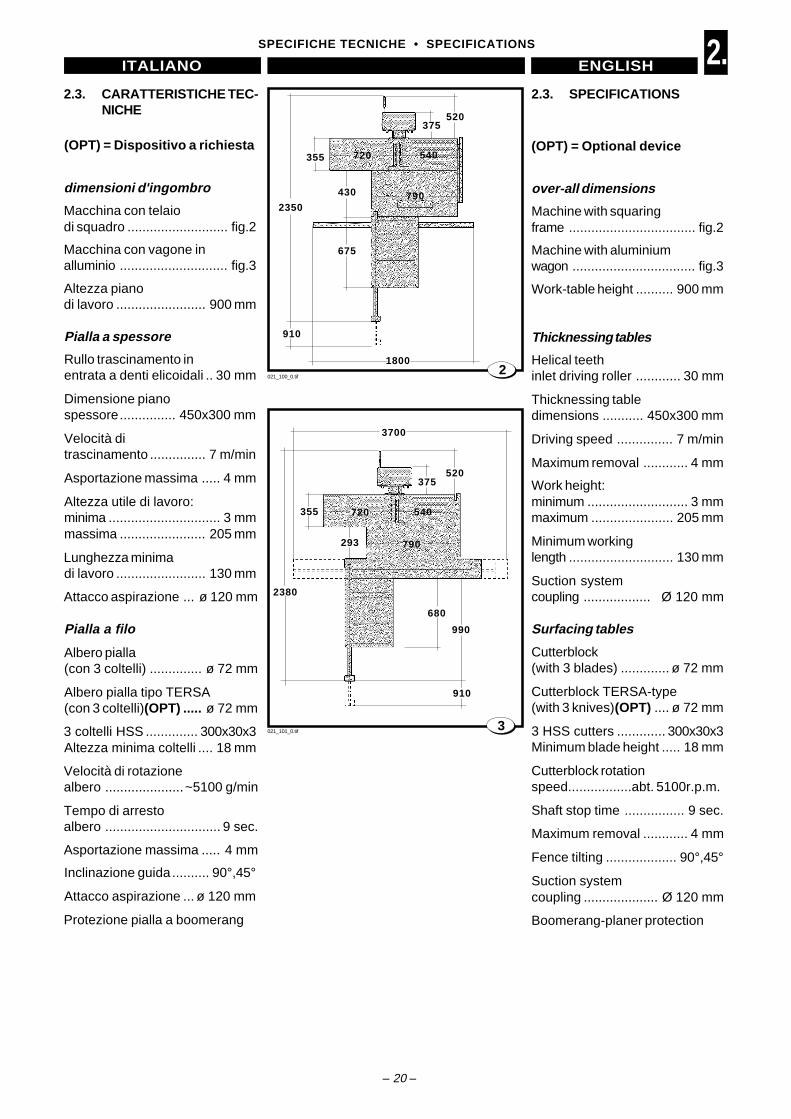
2.2.3. SPECIFICATIONS
(OPT) = Optional device
over-all dimensions
Machine with squaringframe .................................. fig.2
Machine with aluminiumwagon ................................. fig.3
Work-table height .......... 900 mm
Thicknessing tables
Helical teethinlet driving roller ............ 30 mm
Thicknessing tabledimensions ........... 450x300 mm
Driving speed ............... 7 m/min
Maximum removal ............ 4 mm
Work height:minimum ........................... 3 mmmaximum ...................... 205 mm
Minimum workinglength ............................ 130 mm
Suction systemcoupling .................. Ø 120 mm
Surfacing tables
Cutterblock(with 3 blades) ............. ø 72 mm
Cutterblock TERSA-type(with 3 knives)(OPT) .... ø 72 mm
3 HSS cutters ............. 300x30x3Minimum blade height ..... 18 mm
Cutterblock rotationspeed.................abt. 5100r.p.m.
Shaft stop time ................ 9 sec.
Maximum removal ............ 4 mm
Fence tilting ................... 90°,45°
Suction systemcoupling .................... Ø 120 mm
Boomerang-planer protection
2.3. CARATTERISTICHE TEC-NICHE
(OPT) = Dispositivo a richiesta
dimensioni d'ingombro
Macchina con telaiodi squadro ........................... fig.2
Macchina con vagone inalluminio ............................. fig.3
Altezza pianodi lavoro ........................ 900 mm
Pialla a spessore
Rullo trascinamento inentrata a denti elicoidali .. 30 mm
Dimensione pianospessore............... 450x300 mm
Velocità ditrascinamento ............... 7 m/min
Asportazione massima ..... 4 mm
Altezza utile di lavoro:minima .............................. 3 mmmassima ....................... 205 mm
Lunghezza minimadi lavoro ........................ 130 mm
Attacco aspirazione ... ø 120 mm
Pialla a filo
Albero pialla(con 3 coltelli) .............. ø 72 mm
Albero pialla tipo TERSA(con 3 coltelli)(OPT) ..... ø 72 mm
3 coltelli HSS .............. 300x30x3Altezza minima coltelli .... 18 mm
Velocità di rotazionealbero .....................~5100 g/min
Tempo di arrestoalbero ............................... 9 sec.
Asportazione massima ..... 4 mm
Inclinazione guida .......... 90°,45°
Attacco aspirazione ... ø 120 mm
Protezione pialla a boomerang
355
L = 1500
2380
680
990
021_101_0.tif
2350
540720
675
355
520375
430
1800
910
021_100_0.tif
790
3700
540720
520375
293
910
790
3
2

– 21 –
2.ESPAÑOLFRANÇAISDEUTSCH
TECHNISCHE SPEZIFIKATIONEN • DONNEES TECHNIQUESESPECIFICACIONES TECNICAS
2.3. TECHNISCHE DATEN
(OPT) = Vorrichtung auf Kundenwunsch
Ausmasse
Maschine mitWinkelrahmen ..................... Abb.2
Maschine mitAluminiumwagen ................. Abb.3
Höhe desArbeitstisches .................. 900 mm
Dickenhobel
Mitnehmerrollen am Eingangmit Schrägzähnen .............. 30 mm
Abmessungen des Tischsdes Dickenhobels .... 450x300 mm
Mitnahme-geschwindigkeit ................ 7 m/min
Maximal Abtragung ............. 4 mm
Nutzbare Arbeitshöhe:Minimum ............................. 3 mmMaximum ......................... 205 mm
Mindest-Arbeitslänge ....... 130 mm
Absauganschluß .......... Ø 120 mm
Abrichthobel
Hobelwelle(mit 3 Hobelmessern) ..... ø 72 mm
Hobelwelle Typ TERSA mit 3Hobelmessern(OPT) ...... ø 72 mm
3 Hobelmesser HSS ..... 300x30x3Mindest-Messerhöhe ......... 18 mm
Umlaufgeschwindigkeitder Welle .................. ~5100 g/min
Wellen-Stillstandzeit ........... 9 Sek
Maximal Abtragung ............ 4 mm
Neigung des Anschlags ....90°,45°
Absaugeranschluß ...... Ø 120 mm
Boomerang-Hobelschutz
2.3. DONNEES TECHNIQUES
(OPT) = Dispositif optionnel
Cotes d'encombrement
Machine avec châssisd’équarrissage ....................... fig.2
Machine avec plate-formeen aluminium ......................... fig.3
Hauteur de latable du travail ................. 900 mm
Raboteuse
Rouleau d’entraînement à l’entrée àdents hélicoïdaux ............... 30 mm
Dimensions de la tablede rabotage ............. 450x300 mm
Vitesse d’entraînement .... 7 m/min
Enlèvement maxi ................ 4 mm
Hauter utile de travail:mini ..................................... 3 mmmaxi ................................. 205 mm
Longueur minimumd’usinage ......................... 130 mm
Connexion del’aspiration ................... Ø 120 mm
Dégauchisseuse
Arbre porte-fers(avec 3 couteaux) .......... ø 72 mm
Arbre rabot “TERSA”(à 3 couteaux)(OPT) ...... ø 72 mm
3 couteaux HSS ........... 300x30x3Hauteur minimumcouteaux........................... 18 mm
Vitesse de rotationarbre ......................... ~5100 tr/mn
Temps d’arrêt arbre ................9 s.
Enlèvement maxi ................ 4 mm
Inclinaison guide...............90°,45°
Connexionde l’aspiration .............. Ø 120 mm
Protection du rabot à boomerang
2.3. CARACTERISTICAS TEC-NICAS
(OPT) = Dispositivo bajo pedido
Dimensiones totales
Máquina con bastidor deescuadra ................................ fig.2
Máquina con vagónen aluminio ............................ fig.3
Altura mesa detrabajo .............................. 900 mm
Cepillo de espesor
Rodillo de arrastre en entradade dientes helicoidales ..... 30 mm
Dimensionesplano espesor .......... 450x300 mm
Velocidad dearrastre ............................7 m/min
Extracción máxima ............. 4 mm
Altura de trabajomínima ................................ 3 mmmáxima ............................ 205 mm
Longitud mínimade trabajo ......................... 130 mm
Conexión aspiración......ø 120 mm
Cepillo a ras
Arbol cepillo(con 3 cuchillas) ............ ø 72 mm
Arbol cepillo tipo TERSA(con 3 cuchillas)(OPT) ... ø 72 mm
3 cuchillas HSS ............ 300x30x3Altura mínima cuchillas .... 18 mm
Velocidad derotación árbol. ........~5100 rev/min
Tiempo de detención eje ....9 seg.
Extracción máxima ............. 4 mm
Inclinación guía ................90°,45°
Conexión aspiración .... ø 120 mm
Protección cepillo a boomerang

SPECIFICHE TECNICHE • SPECIFICATIONS
ENGLISHITALIANO
– 22 –
2.Sega
Lama sega- Diametro massimo.... ø 250mm- Diametro minimo ...... ø 245mm- Diametro foro Standard .................... ø 30 mm (USA-CANADA) ............. ø 5/8"- Tempo arresto lama....... 9 sec.
Velocità dirotazione .... ~4000 g/min (50 Hz).................. ~4700 g/min (60 Hz)
Massima larghezza di taglioalla guida ...................... 800 mm
Inclinazione lama sega ... 90÷45°
Massima altezza di tagliocon protezione:- con lama a 90° ........... ~68 mm- con lama a 45° ........... ~46 mm
Attacco aspirazionealla sega .................... ø 120 mm
Protezione sega
Attacco aspirazioneprotezione sega ........... ø 60 mm
Toupie
Albero con antisvitamento:senza feritoia ............. ø 30 mm,(OPT) ....... 35 mm,40 mm,50 mm.........................ø 1", 3/4", 1" 1/4
con feritoia (OPT)....................... ø 35 mm, 50 mm
Sporgenza massimaalbero dal piano ........... ~115 mmalbero toupie ø 3/4" ...... ~100 mm
Lunghezza utiledi lavoro dell’albero ......... ~86 mmalbero toupie ø 3/4" ........ ~71 mm
Utensile rientrantesotto il piano ....... max ø 140 mm
Altezza massima utensilerientrante sotto il piano ...... 42 mm
Velocità di rotazione albero:
Peso massimoutensile ............................... 4 Kg
Saw
Saw blade- Maximum diameter .. ø 250 mm- Minimum diameter ... ø 245 mm- Hole diameter Standard .................... 30 mm ø (USA-CANADA) ............. ø 5/8"- Blade stop time ............ 9 sec.
Rotationspeed .. abt. ~4000 r.p.m. (50 Hz)........... abt. ~4700 r.p.m. (60 Hz)
Maximum fence cuttingwidth .............................. 800 mm
Saw blade tilting ............. 90÷45°
Maximum cutting heightwith - protection:- with blade at 90° ......... ~68 mm- with blade at 45° ......... ~46 mm
Saw suction systemcoupling ..................... ø 120 mm
Saw protection
Saw protection suctioncoupling ....................... ø 60 mm
Moulder
Anti-backoff shaftwithout slot ............... ø 30 mm,(OPT) ...... 35 mm,40 mm,50 mm........................ø 1", 3/4", 1" 1/4
Slotted shaft (OPT)....................... ø 35 mm, 50 mm
Maximum shaftprotrusion from table ....~115 mmspindle moulder ø 3/4" .. ~100 mm
Useful shaft workinglength ............................ ~86 mmspindle moulder ø 3/4" ... ~71 mm
Tool retractable to tableunderside ........... max ø 140 mm
Maximum height ofretractable tool ................ 42 mm
Spindle rotation speed:
Maximum tool weight .......... 4 Kg
~3500~6000~8000
50 Hz 60 Hz
~4000~7000~9000r.p
.m.~3500
~6000~8000
50 Hz 60 Hz
~4000~7000~9000gi
ri/m
in

– 23 –
2.ESPAÑOLFRANÇAISDEUTSCH
TECHNISCHE SPEZIFIKATIONEN • DONNEES TECHNIQUESESPECIFICACIONES TECNICAS
Säge
Sägeblatt ohne Vortrenn-- Max. Durchmesser .....ø 250 mm- Mindestdurchmesser .....ø 245 mm- Lochdurchmesser ........ ø 30 mm (USA-CANADA) ................ ø 5/8"- Sägeblatt-Stillstandzeit ..... 9 Sek
Umlaufgeschwindigkeit......................~4000 U/min (50 Hz)...................... ~4700 U/min (60 Hz)
Max.Schnittbreite amAnschlag ........................ 800 mm
Neigung des Sägeblatts ... 90÷45°
Maximale Schnitthöhe mitSchutzabdeckung nach - Norm:- mit Sägeblatt auf 90° .... ~68 mm- mit Sägeblatt auf 45° .... ~46 mm
Absaugungsanschlußan der Säge ..................ø 120 mm
Sägenschutz
AbsaugstutzenSägenschutz ................. ø 60 mm
Holzfräse
Ausdrehsichere Welleohne Schlitz ................ ø 30 mm,(OPT) ......... 35 mm,40 mm,50 mm......................... ø 1", 3/4", 1 1/4"mit Schlitz (OPT).......................... ø 35 mm, 50 mm
Max. Ausladung derWelle vom Tisch ............ ~115 mmfraesspindel ø 3/4" ....... ~100 mm
Arbeitslänge der Welle .... ~86 mmfraesspindel ø 3/4" ......... ~71 mm
Unter dem TischeinfahrendesWerkzeug .............ø max. 140 mm
Max. Nutzhöhe desunter dem Tischeinfahrenden Werkzeugs .... 42mm
Rotationsgeschwindigkeit Achse:
Höchstgewicht desWerkzeugs ........................ 4 Kg
Scie
Lame de la scie- Diamètre maximum ... ø 250 mm- Diamètre minimum .....ø 245 mm- Diamètre trou Standard ......................... 30 mm (USA-CANADA) ................ ø 5/8"- Temps d'arrêt lame .............. 9 s.
Vitesse de rotation..................... ~4000 tr/min (50 Hz)..................... ~4700 tr/min (50 Hz)
Largeur maxi de coupeau guide.......................... 800 mm
Inclinaison de la lamede la scie .......................... 90÷45°
Hauteur maximale de coupe avecprotection:- avec lame à 90° ........... ~68 mm- avec lame à 45° ........... ~46 mm
Connexion de l’aspirationà la scie ........................ø 120 mm
Protection de la scie
Fixation aspirationprotection scie ............... ø 60 mm
Toupie
Arbre avec antidévissagesans lumière ............... ø 30 mm,(OPT) ........ 35 mm,40 mm,50 mm........................... ø 1", 3/4", 1 1/4"à lumière (OPT).......................... ø 35 mm, 50 mm
Saillie maxi de l’arbrede la table ...................... ~115 mmarbre toupie ø 3/4" ........ ~100 mm
Longueur utile de travailde l‘arbre ......................... ~86 mmarbre toupie ø 3/4" .......... ~71 mm
Outil rentrantsous la table ......... maxi ø 140 mm
Hauteur maxi outilrentrant sous la table ......... 42 mm
Vitesse de rotation de l’arbre:
Poids maximum outil .......... 4 Kg
Sierra
Hoja sierra- Diámetro máximo .......ø 250 mm- Diámetro mínimo: .......ø 245 mm- Diámetro orificio Standard ...................... ø 30 mm (USA-CANADA) ................ ø 5/8"- Tiempo de detención hoia .9 seg.
Velocidad derotación ..... ~4000 rev/min (50 Hz).................. ~4700 rev/min (60 Hz)
Ancho máximo decorte en la guía ............... 800 mm
Inclinación hoja sierra ....... 90÷45°
Altura máxima de cortecon protección:- con hoja de 90º ............. ~68 mm- con hoja de 45º ............. ~46 mm
Conexión aspiracióna la sierra ..................... ø 120 mm
Protección sierra
Conexión aspiración protecciónsierraprotection scie....... ø 60 mm
Tupí
Arbol con antidestornillamientosin ranura .................... ø 30 mm,(OPT) ........ 35 mm,40 mm,50 mm........................... ø 1", 3/4", 1 1/4"
con ranura (OPT)......................... ø 35 mm, 50 mm
Exposición máxima delárbol respecto al plano .. ~115 mmeje toupie ø 3/4" ........... ~100 mm
Longitud útil de trabajodel árbol........................... ~86 mmeje toupie ø 3/4" ............. ~71 mm
Herramienta retráctildebajo del plano ....máx ø 140 mm
Altura máxima herramientaretráctil debajo del plano ..... 42 mm
Velocidad de rotación eje:
Peso máximo de laherramienta ......................... 4 Kg
~3500~6000~8000
50 Hz 60 Hz
~4000~7000~9000U
/min ~3500
~6000~8000
50 Hz 60 Hz
~4000~7000~9000tr.
/min
. ~3500~6000~8000
50 Hz 60 Hz
~4000~7000~9000re
v./m
in

SPECIFICHE TECNICHE • SPECIFICATIONS
ENGLISHITALIANO
– 24 –
2.Router fence hood
- Micrometric adjustment;- Maximum tool diameter
....................... ø max 180 mm
with spindle ø 3/4"....................... ø max 150 mm
- Milling dimensions with pressers(fig. 4):minimum: .................. 8x8 mmmaximum:.............................. h=115 mm.............................. s=185 mm
- Suction coupling tubediameter .................. ø 120 mm
Tenoning hood (OPT)
- Maximum tooldiameter .................. ø 210 mmwith spindle ø 3/4" .. ø 160 mm
- Suction coupling tubediameterø ................... 120 mm
Slotter (OPT)
Working tablesize ...................... 380x220 mm
Work table travel (fig.5):- x ................................. 120 mm- y ................................... 75 mm- z ................................... 85 mm
Self-centeringspindle ....................ø 3+16 mm
Fixed spindle .............. ø 16 mm
Suction hose connection............................... ø 120 mm
Motor power 50Hz:
three-phase (OPT) .......... 2,2 KW
single-phase .................. 1,8 KW
Motor power 60Hz:
three-phase (OPT) .......... 2,6 KW
single-phase .................. 2,2 KW
Weights
Net weight of basicmachine ........................ ~ 350 kg
Cuffia guida toupie
- Registrazione micrometrica
- Diametro massimo utensile....................... ø max 180 mm
con albero ø 3/4"....................... ø max 150 mm
- Dimensioni di fresatura conpressatori (fig.4):minima: ..................... 8x8 mmmassima:............................... h=115 mm............................... s=185 mm
- Diametro tubo attaccoaspirazione ............. ø 120 mm
Cuffia per tenonare (OPT)
- Diametro massimoutensile .....................ø 210mmcon albero ø 3/4" ......ø 160mm
- Diametro tubo attaccoaspirazione ............. ø 120 mm
Cavatrice (OPT)
Dimensione pianodi lavoro ................ 380x220 mm
Corsa piano di lavoro (fig.5):- x ................................. 120 mm- y ................................... 75 mm- z ................................... 85 mm
Mandrinoautocentrante ........... ø 3÷16 mm
Mandrino fisso ............. ø 16 mm
Attacco tubodi aspirazione ..............ø120 mm
Potenza motore 50Hz:
trifase (OPT) ................... 2,2 KW
monofase ....................... 1,8 KW
Potenza motore 60Hz:
trifase (OPT) .................... 2,6 kW
monofase ....................... 2,2 KW
Pesi
Peso netto macchinabase ..............................~ 350 kg
21_089_1 .tif4
028.004.0.tif 5

– 25 –
2.ESPAÑOLFRANÇAISDEUTSCH
TECHNISCHE SPEZIFIKATIONEN • DONNEES TECHNIQUESESPECIFICACIONES TECNICAS
Fräsenführungshaube
- Feineinstellung
- Max. Durchmesser Werkzeugø....................... ø max 180 mm
mit Welle ø 3/4"....................... ø max 150 mm
- Fräsabmessungen mitDruckschuhen (fig.4):Minimum: .................. 8x8 mmMaximum:............................... h=115 mm............................... s=185 mm
- Durchmesser Schlauch An-schluss Absaugung . ø 120 mm
Fräshaube zum Zapfen-schneiden(OPT)
- Max. DurchmesserWerkzeug................ ø 210 mmmit Welle ø 3/4" ...... ø 160 mm
- Durchmesser Schlauch An-schluss Absaugung ... ø 120 mm
Langlochbohrer (OPT)
Abmessungen desArbeitstischs .......... 380x220 mm
Lauf Arbeitsebene (Abb. 5):- x ................................. 120 mm- y ................................... 75 mm- z ................................... 85 mm
Spindelkopfselbstzentrierend ........ ø 3÷16 mm
Fester Spindelkopf ..........ø 16 mm
Absaugschlauch-anschluß ..................... ø 120 mm
Motorleistung 50Hz:
Dreiphasig (OPT) ............... 2,2 KW
Einphasig ........................... 1,8 KW
Motorleistung 60Hz:
Dreiphasig (OPT) ............... 2,6 KW
Einphasig ........................... 2,2 KW
Gewichte:
NettogewichtStandardmaschine ....... ~ 350 kg
Protection guide toupie
- Réglage micrométrique
- Diamètre maximum outil....................... ø max 180 mm
avec arbre ø 3/4"....................... ø max 150 mm
- Dimensions de fraisage avecpresseurs (fig.4):minimum: .................. 8x8 mmmaximum:............................... h=115 mm............................... s=185 mm
- Diamètre tuyau fixationaspiration ................ ø 120 mm
Protecteur à tenonner (OPT)
- Diamètre maximumoutil ......................... ø 210 mmavec arbre ø 3/4" .... ø 160 mm
- Diamètre tuyau de fixationaspiration ................ ø 120 mm
Mortaiseuse (OPT)
Dimensions de latable de travail ...... 380x220 mm
Course plan de travail (fig.5):- x ................................. 120 mm- y ................................... 75 mm- z ................................... 85 mm
Mandrin à serrageautomatique .............ø 3+16 mm
Mandrin fixe ................. ø 16 mm
Raccord du tuyaud’aspiration .. ............. ø 120 mm
Puissance du moteur 50Hz:
triphasé (OPT) ................... 2,2 KW
monophasé ........................ 1,8 KW
Puissance du moteur 60Hz:
triphasé (OPT) ................... 2,6 KW
monophasé ........................ 2,2 KW
Poids:
Poids net machinebase ..............................~ 350 kg
Cabezal guía tupí
- Ajuste micrométrico
- Diámetro máximo herramienta....................... ø max 180 mm
con árbol ø 3/4"....................... ø max 150 mm
- Dimensiones de fresado conprensas (fig. 4):mínima. ..................... 8x8 mmmáxima............................... h=115 mm............................... s=185 mm
- Diámetro tubo de entradaaspiración ............... ø 120 mm
Envoltura para ejecutar ensamblesde espiga y caja (OPT)
- Diámetro máximoherramienta ............. ø 210 mmcon árbol ø 3/4" ...... ø 160 mm
- Diámetro tubo de entradaaspiración ............... ø 120 mm
Ranuradora (OPT)
Dimensiones planode trabajo .............. 380x220 mm
Recorrido de la mesa de trabajo (Fig.5):- x ................................. 120 mm- y ................................... 75 mm- z ................................... 85 mm
Mandrilautocentrante ...........ø 3÷16 mm
Mandril fijo ................... ø 16 mm
Conexión tubode aspiración ............. ø 120 mm
Potencia motor 50Hz:
trifásico (OPT) ................... 2,2 KW
monofásico ........................ 1,8 KW
Potencia motor 60Hz:
trifásico (OPT) ................... 2,6 KW
monofásico ........................ 2,2 KW
Pesos:
Peso neto máquinaestándar ....................... ~ 350 kg

SPECIFICHE TECNICHE • SPECIFICATIONS
ENGLISHITALIANO
– 26 –
2.Carri
Telaio di squadro
Dimensioni piano ... 560x670 mm
Corsa utile alla toupie .... 810 mm
Capacità a squadrare al centrodella lama sega ........... 1240 mm
Carro vagone in alluminio(OPT)
Vagone ................ 240x1600 mm
Corsa utile alla toupie ..... 915 mm
Capacità a squadrare al centrodella lama sega ........... 1600 mm
Gruppo incisore (OPT)
Diametro esterno ................ ø 80Diametro foro ...................... ø 20N° denti ................. Z 12 (conico)Velocitàdi rotazione .... 8000 g/min(50Hz)
................... 9500 g/min(60Hz)
Prolunga piano sega
Dimensioni ............. 310x265 mm
Ruote di trasferimento (OPT)
2.4. POSTAZIONIDI LAVORO (fig. 6)
La macchina è stata concepitaper essere utilizzata da un solo
operatore.
A - Piallatura filoB - Piallatura spessoreC - ForaturaD - Taglio paralleloE - Lavorazioni alla toupieF - Lavorazioni al carro
2.5. POLVERI EMESSE
Valore massimo delle polveriemesse:
Piallatura a filo ........ 0,21 mg/m3
Piallatura a spessore 0,11 mg/m3
Foratura ................. 0,18 mg/m3
Taglio sega .............. 0,58 mg/m3
Lavorazionialla toupie ................. 0,34 mg/m3
Slides
Square up frame
Table dimensions ... 560x670 mm
Working strokeat router ........................ 810 mm
Squaring capability at the centreof the saw blade .......... 1240 mm
Wagon-type aluminium slide(OPT)
Wagon .................240x1600 mm
Working strokeat router ........................ 915 mm
Squaring capability at the centreof the saw blade .......... 1600 mm
Scorer assembly (OPT)
Outside diameter ................ 80 øHole diameter ..................... 20 øNo. of teeth ............. Z 12 (conic)Rotation speed. 8000 rpm (50Hz)
.................... 9500 rpm (60Hz)
Saw table extension
Dimensions ........... 310x265 mm
Displacing wheels (OPT)
2.4. WORKING PLACES(fig. 6)
The machine has beendesigned to be used by a
single user.
A - Surfacing planerB - Thicknessing planerC - DrillingD - Parallel cuttingE - Moulder machiningF - Slide machining
2.5. DUST EMISSION
Maximum dust emission value:
Surfacing ................ 0,21 mg/m3
Thicknessing .......... 0,11 mg/m3
Drilling .................... 0,18 mg/m3
Saw cutting .............. 0,58 mg/m3
Moulder machining ... 0,34 mg/m3
021_044.tif
A
A
E
F - E
D
B
C
6

– 27 –
2.ESPAÑOLFRANÇAISDEUTSCH
TECHNISCHE SPEZIFIKATIONEN • DONNEES TECHNIQUESESPECIFICACIONES TECNICAS
Wagen
Winkelrahmen
Tischmaße ........... 560x670 mm
Arbeitshub an der Fräse .. 810 mm
Winkelsägefähigkeit im Zentrumdes Sägeblattes .......... 1240 mm
Aluminium-Kastenwagen (OPT)
Maße Kasten .......240x1600 mm
Arbeitshub an der Fräse 915 mm
Winkelsägefähigkeit im Zentrumdes Sägeblattes .......... 1600 mm
Vortrenner Gruppe (OPT)
Aussendurchmesser .......... ø 80Lochdurchmesser ............... ø 20Anzahl der Zähne Z 12 (konisch)Drehgeschwindigkeit
..................... 8000 u/min (50Hz)
..................... 9500 u/min (60Hz)
Sägentisch-Verlängerung
Abmessungen ...... 310x265 mm
Übertragungsrad (OPT)
2.4. ARBEITSSTELLUNGEN(Abb.6)
Die Maschine ist nur für eineArbeitskraft geplant.
A - Abricht-HobelungB - DickenhobelungC - BohrungD - ParallelschnittE - Bearbeitungen an der FräseF - Bearbeitungen am Wagen
2.5. STAUBEMISSION
Max. Wert der Staubemission:
Abrichthobel ............... 0,21 mg/m3
Dickenhobel ............... 0,11 mg/m3
Bohrung .................... 0,18 mg/m3
Sägenschnitt ............... 0,58 mg/m3
Änderungenan der Fräse ................ 0,34 mg/m3
Chariots
Bâti d’équerre
Dimensions du plan .. 560x670 mm
Course utile à la toupie . 810 mm
Capacité à équarrir au centrede la lame scie ............ 1240 mm
Chariot extractible en aluminium(OPT)
Chariot ................. 240x1600 mm
Course utile à la toupie .. 915 mm
Capacité à équarrir au centrede la lame scie ............ 1600 mm
Ensemble inciseur (OPT)
Diamètre extérieur .............. ø 80Diamètre trou ...................... ø 20N. de dents ......... Z 12 (conique)Vitessede rotation ......... 8000 t/min (50Hz)
...................... 9500 t/min (60Hz)
Rallonge du plan de la scie
Dimensions ........... 310x265 mm
Rouleaux de déplacement (OPT)
2.4. POSTES DE TRAVAIL(fig. 6)
La machine a été conçue pourêtre utilisée par un seul
opérateur.
A - DégauchissageB - RabotageC - PerçageD - Coupe parallèleE - Usinages à la toupieF - Usinages au chariot
2.5. POUSSIERES EMISES
Valeur maximum des poussières émises:
Rabotage du bord....... 0,21 mg/m3
Rabotage épaisseur ... 0,11 mg/m3
Perçage .................... 0,18 mg/m3
Coupe scie ................. 0,58 mg/m3
Usinages à la toupie ... 0,34 mg/m3
Carros
Bastidor en ángulo recto
Dimensiones mesa 560x670 mm
Carrera de trabajoen la tupí ...................... 810 mm
Capacidad escuadradora al centro dela hoja sierra ................. 1240 mm
Carro-vagón aluminio (OPT)
Vagón ..................240x1600 mm
Carrera de trabajoen la tupí ...................... 915 mm
Capacidad escuadradora al centro dela hoja sierra ................ 1600 mm
Grupo tallador (OPT)
Diámetro externo ................ ø 80Diámetro orificio .................. ø 20N° dientes ............. Z 12 (cónico)Velocidadde rotación .. 8000 r.p.m. (50Hz)
.................9500 r.p.m. (60Hz)
Extensión plano
Dimensiones ........ 310x265 mm
Ruedas de desplazamiento (OPT)
2.4. PUESTO DE TRABAJO(fig. 6)
La máquina ha sido proyectadapara la utilización por parte de
un solo operador.
A - Cepillo de eje verticalB - RegruesadoraC - TaladradoD - Corte paraleloE - Trabajo con tupíF - Trabajo con carro
2.5. POLVOS EMITIDOS
Valor máximo de los polvosemitidos:
Cepilladura de eje vertical .. 0,21 mg/m3
Cepilladura de regruesar .. 0,11 mg/m3
Taladrado .................. 0,18 mg/m3
Corte sierra ................. 0,58 mg/m3
Trabajo con tupí .......... 0,34 mg/m3

SPECIFICHE TECNICHE • SPECIFICATIONS
ENGLISHITALIANO
– 28 –
2.2.6. LIVELLO DI
RUMOROSITÀ
I valori misurati per il rumore sonolivelli di emissione e non necessa-riamente livello di lavoro sicuro.Mentre vi è una correlazione tralivelli di emissione e livelli di espo-sizione, questa non può essereusata affidabilmente per determi-nare se siano richieste o no ulte-riori precauzioni. I fattori cheinfluenzano il reale livello di espo-sizione del lavoratore includono ladurata dell'esposizione, le carat-teristiche dell'ambiente, altre sor-genti di emissione, per es. ilnumero delle macchine e altre la-vorazioni adiacenti. Anche i livellidi esposizione permessi possonovariare da paese a paese. Questeinformazioni comunque mettono ingrado l'utilizzatore della macchinadi fare una migliore valutazione deipericoli e dei rischi.Altri fattori che riducono l'esposi-zione del rumore sono:- corretta scelta dell'utensile- manutenzione degli utensili e del-
la macchina- utilizzo di sistemi di protezione
dell'udito (es. cuffie, tappi,...)
2.6. NOISE LEVEL
The noise levels measured areemission levels and not necessar-ily the safe working level. Althoughthere is a correlation between theemission levels and the exposurelevels, this cannot be used reli-ably to determine whether or notfurther precautions are required.The factors which affect the ac-tual level of operator exposure in-clude the duration of exposure, theambient characteristics and othersources of emission, for example,the number of machines and otheradjacent machining. The permit-ted exposure values may also varyfrom country to country. Neverthe-less, this information allows theuser of the machine to better evalu-ate the dangers and risks.Other factors which reduceexposure to noise are:- correct tool choice- tool and machine maintenance- use of hearing protection
systems (e.g. headsets,earplugs,...)
PIALLA A FILOCombinata universaleCondizione diriferimento: .................. Piallatura a filoNorma diriferimento: .. ISO 3744-94, ISO 7960-B
A vuotosenza
aspirazione
In lavoro
Livello della potenza sonora emessa LW
dB W (A)
Livello della pressionesonora al postooperatore Lop
dB (A)
84,2 98,9
Fattore d'incertezza = 2 [dB]I valori sopra elencati sono riferiti alle
condizioni di "campo libero" nel rispetto dellemodalità di prova previste dalla norma di
riferimento.
76,1 91,8
SURFACING PLANERCombined universal machineConditions ofreference: .................. Surface PlaningReferenceregulation: .... ISO 3744-94, ISO 7960-B
Empty withintake
Underwork
Level of soundpowerreleased LW
dB W (A)
Level of soundpressureat operator
position LopdB (A)
84,2 98,9
Uncertainty factor = 2 [dB]The values listed above refer to "free field"
conditions, in accordance with test methodsestablished by reference regulation.
76,1 91,8

– 29 –
2.ESPAÑOLFRANÇAISDEUTSCH
TECHNISCHE SPEZIFIKATIONEN • DONNEES TECHNIQUESESPECIFICACIONES TECNICAS
2.6 GERÄUSCHPEGEL
Die für den Lärm gemessenen Werte sindEmissionswerte und stellen nicht unbe-dingt Werte für ein sicheres Arbeiten dar.Es besteht eine Beziehung zwischen denEmissionswerten und den Aussetzungs-werten, aber diese Beziehung stellt keinezuverlässige Entscheidung für die Ent-scheidung der Frage dar, zusätzlicheSchutzvorrichtungen erforderlich sind odernicht. Die Faktoren, die die tatsächlichenWerte der Lärmaussetzung des Benut-zers beeinflussen, sind die Dauer der Aus-setzung, die Eigenschaften derUmgebung, weitere Emissionsquellen,zum Beispiel die Anzahl der Maschinesowie der Arbeitsvorgänge in der Nähe.Die zulässigen Aussetzungspegel kön-nen auch von Land zu Land unterschied-lich sein. Diese Informationen setzen denBenutzer dennoch in die Lage, die Risi-ken und Gefahren besser zu beurteilen.Weitere Faktoren zur Verminderungdes Lärmpegels:- Auswahl des richtigen Werkzeugs- Wartung der Maschinen-werkzeuge- Verwendung von persönlichen
Schutzvorrichtungen (z.B.Ohrenschützer, Ohrstöpsel,...)
2.6 NIVEAU DE BRUIT
Les valeurs mesurées pour le bruitsont les niveaux d’émission et pasobligatoirement le niveau de travailen toute sécurité. Alors qu’il y a unecorrélation entre les niveaux d’émis-sion et les niveaux d’exposition, cettedernière ne peut être utilisée demanière fiable pour déterminer s’ilfaut ou pas prendre d’autres pré-cautions. Les facteurs influençant leniveau réel d’exposition de l’ouvriercomprennent la durée de l’exposi-tion, les caractéristiques de l’envi-ronnement, d’autres sources debruit, par exemple le nombre desmachines et d’autres travaux adja-cents. Les niveaux d’exposition per-mis peuvent également varier depays à pays. Ces informations per-mettent quand même à l’utilisateurde la machine de mieux évaluer lesdangers et les risques.Les autres facteurs qui diminuent l’ex-position au bruit sont:- choix correct de l’outil- entretien des outils et de la ma-
chine- utilisation de systèmes de protec-
tion de l’ouïe (ex. casques, tam-pons,...)
2.6. NIVEL DE RUIDO
Los valores que se han medido de ruidoson niveles de emisión y no indicannecesariamente un nivel de trabajoseguro. Mientras que hay unacorrelación entre los niveles de emisióny los niveles de exposición, ésta no sepuede usar tranquilamente para deter-minar la necesidad o no de ulterioresprecauciones. Los factores que influyenen el nivel real de exposición deltrabajador incluyen la duración de laexposición, las características del lugar,otras fuentes de emisión, por ej. elnúmero de las máquinas y otraselaboraciones adyacentes. Los nivelesde exposición también pueden variarde país en país. De todos modos estasinformaciones hacen que el usuario dela máquina sea capaz de efectuar unavaloración mejor de los peligros y delos riesgos.Otros factores que reducen laexposición del ruido son:- selección correcta de la herramienta- mantenimiento de las herramientas
y de la máquina- empleo de sistemas de protección
para el oído (p.ej. auriculares,tapones, etc.)
ABRICHTHOBELUniversalkombinierte-MaschineBezugsbedingung: ....... AbrichthobelnBezugsnorm:..................... ISO 3744-94, ISO 7960-B
Leerlaufohne
Ansaugen
BeiBetrieb
Level der abgegebenenSchallleistung LW
dB W (A)
Level des Schalldrucksam Bedienerplatz Lop
dB (A)
84,2 98,9
Unsicherheitsfaktor = 2 [dB]Oben aufgeführte Werte beziehen sich auf die
Bedingungen eines "freien Feldes " unterBerücksichtigung der in den Bezugsnormen
vorgesehenen Prüfmodalitäten.
76,1 91,8
DEGAUCHISSEUSE
Machine combinee universelleCondition deréférence : .................. DégauchissageNorme deréférence : ... ISO 3744-94, ISO 7960-B
À videsans
aspiration
Enusinage
Niveau de la puissancesonore émise LW
dB W (A)
Niveau de la pressionsonore sur le poste
opérateur LopdB (A)
84,2 98,9
Facteur d'incertitude = 2 [dB]Les valeurs exprimées ci-dessus se réfèrent
aux conditions de "champ libre" dans lerespect des modalités d'essais prévues par la
norme de référence.
76,1 91,8
ACEPILLADORA A RASMaquina combinada universalCondiciones de referencia: ................................. Acepilladura de eje verticalNorma dereferencia: ... ISO 3744-94, ISO 7960-B
En vacíosin
aspiración
Entrabajo
Nivel de la potenciasonora emitida LW
dB W (A)
Nivel de la presión so-nora en el lugaroperador Lop
dB (A)
84,2 98,9
Factor de incertidumbre = 2 [dB]Los valores anteriormente mencionados serefieren a las condiciones de "campo libre"
respetando las modalidades de pruebaprevistas en la norma de referencia.
76,1 91,8
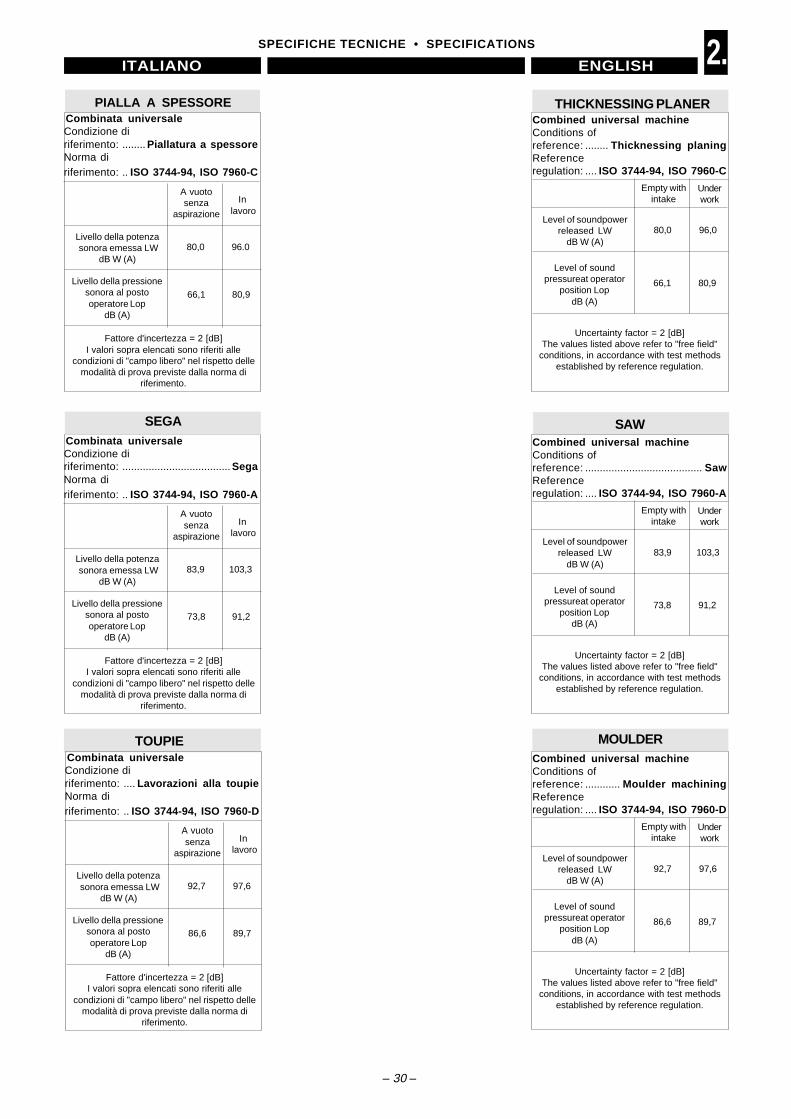
SPECIFICHE TECNICHE • SPECIFICATIONS
ENGLISHITALIANO
– 30 –
2.PIALLA A SPESSORE
Combinata universaleCondizione diriferimento: ........ Piallatura a spessoreNorma diriferimento: .. ISO 3744-94, ISO 7960-C
A vuotosenza
aspirazione
In lavoro
Livello della potenza sonora emessa LW
dB W (A)
Livello della pressionesonora al postooperatore Lop
dB (A)
80,0 96.0
Fattore d'incertezza = 2 [dB]I valori sopra elencati sono riferiti alle
condizioni di "campo libero" nel rispetto dellemodalità di prova previste dalla norma di
riferimento.
66,1 80,9
Combinata universaleCondizione diriferimento: ..................................... SegaNorma diriferimento: .. ISO 3744-94, ISO 7960-A
A vuotosenza
aspirazione
In lavoro
Livello della potenza sonora emessa LW
dB W (A)
Livello della pressionesonora al postooperatore Lop
dB (A)
83,9 103,3
Fattore d'incertezza = 2 [dB]I valori sopra elencati sono riferiti alle
condizioni di "campo libero" nel rispetto dellemodalità di prova previste dalla norma di
riferimento.
73,8 91,2
SEGA
TOUPIECombinata universaleCondizione diriferimento: .... Lavorazioni alla toupieNorma diriferimento: .. ISO 3744-94, ISO 7960-D
A vuotosenza
aspirazione
In lavoro
Livello della potenza sonora emessa LW
dB W (A)
Livello della pressionesonora al postooperatore Lop
dB (A)
92,7 97,6
Fattore d'incertezza = 2 [dB]I valori sopra elencati sono riferiti alle
condizioni di "campo libero" nel rispetto dellemodalità di prova previste dalla norma di
riferimento.
86,6 89,7
THICKNESSING PLANERCombined universal machineConditions ofreference: ........ Thicknessing planingReferenceregulation: .... ISO 3744-94, ISO 7960-C
Empty withintake
Underwork
Level of soundpowerreleased LW
dB W (A)
Level of soundpressureat operator
position LopdB (A)
80,0 96,0
Uncertainty factor = 2 [dB]The values listed above refer to "free field"
conditions, in accordance with test methodsestablished by reference regulation.
66,1 80,9
SAWCombined universal machineConditions ofreference: ........................................ SawReferenceregulation: .... ISO 3744-94, ISO 7960-A
Empty withintake
Underwork
Level of soundpowerreleased LW
dB W (A)
Level of soundpressureat operator
position LopdB (A)
83,9 103,3
Uncertainty factor = 2 [dB]The values listed above refer to "free field"
conditions, in accordance with test methodsestablished by reference regulation.
73,8 91,2
MOULDERCombined universal machineConditions ofreference: ............ Moulder machiningReferenceregulation: .... ISO 3744-94, ISO 7960-D
Empty withintake
Underwork
Level of soundpowerreleased LW
dB W (A)
Level of soundpressureat operator
position LopdB (A)
92,7 97,6
Uncertainty factor = 2 [dB]The values listed above refer to "free field"
conditions, in accordance with test methodsestablished by reference regulation.
86,6 89,7
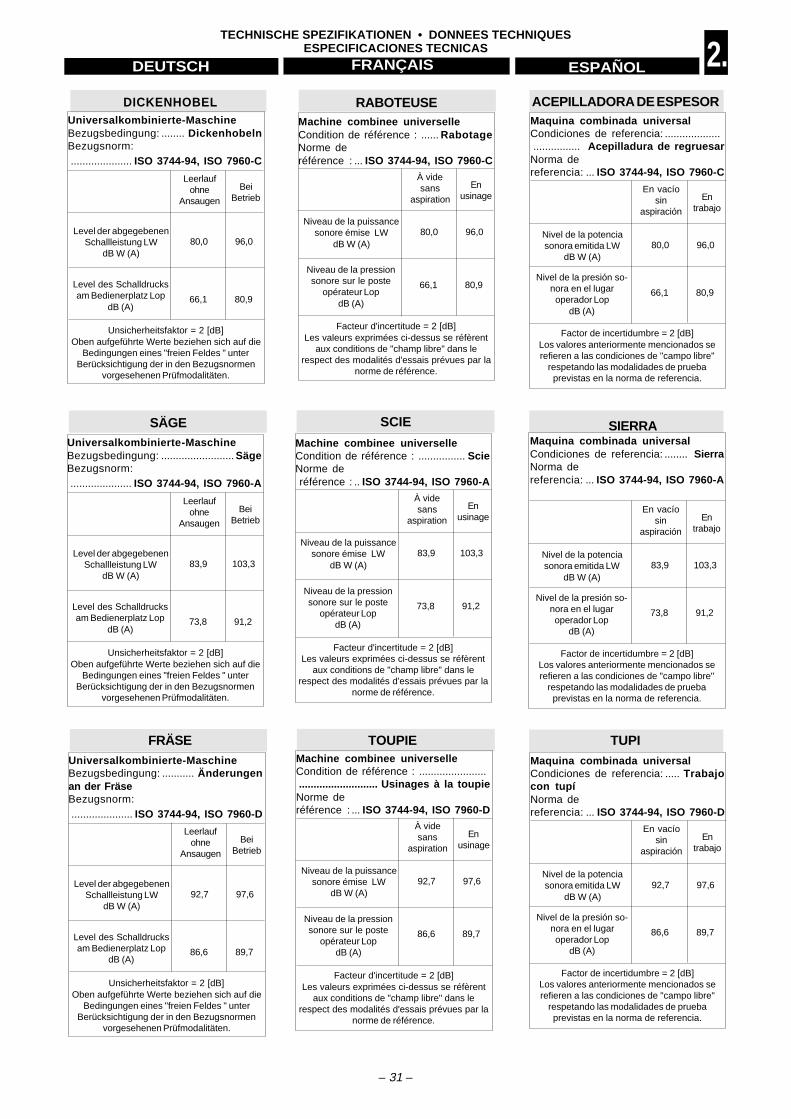
– 31 –
2.ESPAÑOLFRANÇAISDEUTSCH
TECHNISCHE SPEZIFIKATIONEN • DONNEES TECHNIQUESESPECIFICACIONES TECNICAS
DICKENHOBELUniversalkombinierte-MaschineBezugsbedingung: ........ DickenhobelnBezugsnorm:..................... ISO 3744-94, ISO 7960-C
Leerlaufohne
Ansaugen
BeiBetrieb
Level der abgegebenenSchallleistung LW
dB W (A)
Level des Schalldrucksam Bedienerplatz Lop
dB (A)
80,0 96,0
Unsicherheitsfaktor = 2 [dB]Oben aufgeführte Werte beziehen sich auf die
Bedingungen eines "freien Feldes " unterBerücksichtigung der in den Bezugsnormen
vorgesehenen Prüfmodalitäten.
66,1 80,9
SÄGEUniversalkombinierte-MaschineBezugsbedingung: ......................... SägeBezugsnorm:..................... ISO 3744-94, ISO 7960-A
Leerlaufohne
Ansaugen
BeiBetrieb
Level der abgegebenenSchallleistung LW
dB W (A)
Level des Schalldrucksam Bedienerplatz Lop
dB (A)
83,9 103,3
Unsicherheitsfaktor = 2 [dB]Oben aufgeführte Werte beziehen sich auf die
Bedingungen eines "freien Feldes " unterBerücksichtigung der in den Bezugsnormen
vorgesehenen Prüfmodalitäten.
73,8 91,2
FRÄSEUniversalkombinierte-MaschineBezugsbedingung: ........... Änderungenan der FräseBezugsnorm:..................... ISO 3744-94, ISO 7960-D
Leerlaufohne
Ansaugen
BeiBetrieb
Level der abgegebenenSchallleistung LW
dB W (A)
Level des Schalldrucksam Bedienerplatz Lop
dB (A)
92,7 97,6
Unsicherheitsfaktor = 2 [dB]Oben aufgeführte Werte beziehen sich auf die
Bedingungen eines "freien Feldes " unterBerücksichtigung der in den Bezugsnormen
vorgesehenen Prüfmodalitäten.
86,6 89,7
RABOTEUSEMachine combinee universelleCondition de référence : ...... RabotageNorme deréférence : ... ISO 3744-94, ISO 7960-C
À videsans
aspiration
Enusinage
Niveau de la puissancesonore émise LW
dB W (A)
Niveau de la pressionsonore sur le poste
opérateur LopdB (A)
80,0 96,0
Facteur d'incertitude = 2 [dB]Les valeurs exprimées ci-dessus se réfèrent
aux conditions de "champ libre" dans lerespect des modalités d'essais prévues par la
norme de référence.
66,1 80,9
SCIE
Machine combinee universelleCondition de référence : ................ ScieNorme de référence : .. ISO 3744-94, ISO 7960-A
À videsans
aspiration
Enusinage
Niveau de la puissancesonore émise LW
dB W (A)
Niveau de la pressionsonore sur le poste
opérateur LopdB (A)
83,9 103,3
Facteur d'incertitude = 2 [dB]Les valeurs exprimées ci-dessus se réfèrent
aux conditions de "champ libre" dans lerespect des modalités d'essais prévues par la
norme de référence.
73,8 91,2
TOUPIEMachine combinee universelleCondition de référence : .................................................. Usinages à la toupieNorme deréférence : ... ISO 3744-94, ISO 7960-D
À videsans
aspiration
Enusinage
Niveau de la puissancesonore émise LW
dB W (A)
Niveau de la pressionsonore sur le poste
opérateur LopdB (A)
92,7 97,6
Facteur d'incertitude = 2 [dB]Les valeurs exprimées ci-dessus se réfèrent
aux conditions de "champ libre" dans lerespect des modalités d'essais prévues par la
norme de référence.
86,6 89,7
ACEPILLADORA DE ESPESORMaquina combinada universalCondiciones de referencia: ................................... Acepilladura de regruesarNorma dereferencia: ... ISO 3744-94, ISO 7960-C
En vacíosin
aspiración
Entrabajo
Nivel de la potenciasonora emitida LW
dB W (A)
Nivel de la presión so-nora en el lugaroperador Lop
dB (A)
80,0 96,0
Factor de incertidumbre = 2 [dB]Los valores anteriormente mencionados serefieren a las condiciones de "campo libre"
respetando las modalidades de pruebaprevistas en la norma de referencia.
66,1 80,9
SIERRAMaquina combinada universalCondiciones de referencia: ........ SierraNorma dereferencia: ... ISO 3744-94, ISO 7960-A
En vacíosin
aspiración
Entrabajo
Nivel de la potenciasonora emitida LW
dB W (A)
Nivel de la presión so-nora en el lugaroperador Lop
dB (A)
83,9 103,3
Factor de incertidumbre = 2 [dB]Los valores anteriormente mencionados serefieren a las condiciones de "campo libre"
respetando las modalidades de pruebaprevistas en la norma de referencia.
73,8 91,2
TUPIMaquina combinada universalCondiciones de referencia: ..... Trabajocon tupíNorma dereferencia: ... ISO 3744-94, ISO 7960-D
En vacíosin
aspiración
Entrabajo
Nivel de la potenciasonora emitida LW
dB W (A)
Nivel de la presión so-nora en el lugaroperador Lop
dB (A)
92,7 97,6
Factor de incertidumbre = 2 [dB]Los valores anteriormente mencionados serefieren a las condiciones de "campo libre"
respetando las modalidades de pruebaprevistas en la norma de referencia.
86,6 89,7

SPECIFICHE TECNICHE • SPECIFICATIONS
ENGLISHITALIANO
– 32 –
2.
021_103_0.TIF
P
7
A
B
S
RM
C
L
CH
F F
H
DG E
2.7. DISPOSITIVI DISICUREZZA (fig.7)
La macchina è dotata dei seguentidispositivi di sicurezza (è assolu-tamente vietato modificarli odisattivarli):
A - Microinterruttore portellogruppo toupie ( VersioneUSA e CANADA).Arresta la macchina all’aper-tura del portello P.
B - Microinterruttore pialla (Ver-sione USA e CANADA).Arresta la macchina al ribal-tamento del piano R o M.Riabilita la macchina qualoravenga ribaltata la cuffia S perlavorare allo spessore.
C - Microinterruttore grupposega (solo nella versionecon vagone in alluminio,USA e CANADA).Arresta la macchina qualorala protezione L viene apertaper effettuare operazioni allelame.
D - Protezione per lavorazionialla sega.
E - Protezioni per lavorazionialla pialla.
F - Protezione per lavorazionialla toupie
G - Protezione parabraccio perlavorazioni di tenonatura
H - Pulsanti di emergenza
2.7. SAFETY DEVICES(fig. 7)
The machine is equipped with thefollowing safety devices (it isstrictly prohibited to modify themor deactivate them):A - Moulder unit door
microswitch (U.S.A. andCANADA version ).It commands the machine stopwhen the door P is open.
B - Plane microswitch (U.S.A.and CANADA version).It commands the machine stopwhen the table R or M isrotated.Resets the machine shouldthe hood S be tipped to workon the thickness.
C - Saw unit microswitch (onlyfor version with aluminiumwagon, U.S.A. and CANA-DA).Stops the machine if the guardL is opened to performoperations on the blade.
D - Guard for saw operationsE - Guard for planer operationsF - Guard for router operationsG - Arm guard for tenoning
operationsH - Emergency button

– 33 –
2.ESPAÑOLFRANÇAISDEUTSCH
TECHNISCHE SPEZIFIKATIONEN • DONNEES TECHNIQUESESPECIFICACIONES TECNICAS
2.7. SICHERHEITS-VORRICHTUNG(Abb. 7)
Die Maschine ist mit den folgendenSicherheitsvorrichtungen ausgestat-tet (es ist strengstens verboten, siezu verändern oder zu deaktivieren):A - Mikroschalter Fräsentür (USA
und CANADA-Version).Hält die Maschine beim Öffnender Tür P an.
B - Hobel-Mikroschalter (USA undCANADA-Version).Hält die Maschine beimZurückklappen des Tisches Roder M an.Reaktiviert die Maschine, wenndie Haube S umgedreht wird, uman der Stärke zu arbeiten.
C - Mikroschalter Sägengruppe(nur in Version mit Alu-Wagen,USA und CANADA).Setzt die Maschine still, wenn dieSchutzvorrichtung L geöffnet wird,um Eingriffe an den Sägeblätternvorzunehmen.
D - Schutzvorrichtung fürBearbeitungen an der Säge.
E - Schutzvorrichtung fürBearbeitungen am Hobel.
F - Schutzvorrichtung fürBearbeitungen an der Toupie
G - PVorrichtung zum Schutzder Arme fürZapfenschneidbearbeitungen
H - Nottasten
2.7. DISPOSITIFS DE SECU-RITE (fig. 7)
La machine est équipée desdispositifs de sécurité suivants (il eststrictement interdit de les modifier oude les désactiver):A - Minirupteur de la porte du
groupe toupie (version U.S.A.et CANADA)Il arrête la machine en casd’ouverture de la porte P.
B - Minirupteur du rabot (versionU.S.A. et CANADA).Il arrête la machine au basculagede la table R ou M.Remettre la machine en fonctionau cas où le protecteur S est bas-culé pour travailler à l'épaisseur.
C - Minirupteur du groupe scie(uniquement pour la versionavec plate-forme enaluminium,U.S.A. et CANADA).Il arrête la machine lorsque la pro-tection L est ouverte pour effec-tuer des opérations sur les lames.
D - Protection pour exécutionsavec la scie.
E - Protections pour exécutionsavec le rabot.
F - Protection pour exécutions àtenonner
G - Protection pour les bras pourexécutions avec la toupie
H - Poussoirs d’urgence
2.7. DISPOSITIVOS DESEGURIDAD (fig. 7)
La máquina está equipada con lossiguientes dispositivos de seguridad(está terminantemente prohibidomodificarlos o desactivarlos):A - Microinterruptor salida grupo
tupí (version U.S.A. y CANA-DA).Para la máquina cuando se pro-duce la abertura de la salida P.
B - Microinterruptor cepillo(versión U.S.A. y CANADA).Para la máquina cuando vuelcael plano R o M.Rehabilita la máquina en casode que se vuelque la envolturaS para trabajos de espesor.
C - Microinterruptor grupo sierra(sólo en la versión con vagónen aluminio, U.S.A. y CANA-DA).Para la máquina cuando se abrela protección L para efectuaroperaciones en las hojas.
D – Dispositivo de seguridad paraoperaciones de sierra
E – Dispositivo de seguridad paraoperaciones de cepillado
F – Dispositivo de seguridad paraoperaciones de buriladora
G –Dispositivo de seguridad debrazo para operaciones desacar espigas
H – Botón de emergencia

3.PRECAUZIONI PER LA SICUREZZA • SAFETY PRECAUTIONS
ENGLISHITALIANO
- 34 -
3.1. SAFETY REGULATIONS
Read carefully the operationand maintenance manual
before starting, using,servicing and carrying out any
other operation on themachine.
The manufacturer disclaims allresponsibilities for damages topersons or things, which might
be caused by any failure tocomply with the above
mentioned safety regulations.
Read carefully the safety plateslocated on the machine and followall the instructions.
The machine operator shall haveall necessary prerequisites in oderto operate a complex machiery.
It is prohibited to use the machinewhen under the influence of alco-hol, drugs or medication.
All the operators must be suitablytrained for use, adjustment andoperation of the machine.
The operators must carefully readthe manual paying particular at-tention to the warning and safetynotes. Furthermore, they must beinformed on the dangers associ-ated with use of the machine andthe precautions to be taken, andmust be instructed to periodicallyinspect the guards and safety de-vices.
A suitable padlock must be pro-cured to lock the main powerswitch. The qualified and author-ised operator is responsible forsafekeeping of the key.
Before carrying out adjustment,repair or cleaning operations,disconnect the power by settingthe main switch to “0” and pull theplug from the socket.
3.1. NORME DI SICUREZZA
Leggere attentamente ilManuale delle istruzioni per
l'uso e la manutenzione primadi procedere alle operazioni di
avviamento, impiego,manutenzione, o qualsiasi altro
intervento sulla macchina.Il Costruttore declina ogniresponsabilità per danni a
persone o cose, conseguentil’inosservanza delle norme di
sicurezza.
Esaminare attentamente le tar-ghette di sicurezza applicate sullamacchina e rispettarne le indica-zioni in esse contenute.
L'operatore deve possedere tutti irequisiti prescritti per l’utilizzo di unamacchina complessa.
E' vietato utilizzare la macchinasotto l'influenza di alcool, droghe,o medicine.
E' obbligatorio che tutti gli opera-tori siano adeguatamente formatiper l'utilizzazione, la regolazioneed il funzionamento della macchi-na.
Gli operatori devono leggere at-tentamente il manuale prestandoparticolare attenzione alle note eavvertenze di sicurezza; devonoinoltre essere informati sui pericoliassociati con l'uso della macchinae le precauzioni che devono esse-re osservate, e devono essereistruiti ad effettuare esami periodi-ci sui ripari e dispositivi di sicurez-za.
E' indispensabile procurarsi un luc-chetto idoneo al bloccaggio del-l ' interruttore generale dialimentazione elettrica. L'operato-re qualificato e autorizzato è re-sponsabile e custode della chiave.
Prima di effettuare interventi diregolazione , riparazione opulizia,togliere tensione alla mac-china mettendo l'interruttore gene-rale sullo "O" e scollegare la presadalla spina.
- 35 -
3.ESPAÑOLFRANÇAISDEUTSCH
SICHERHEITSMASSNAHMEN • PRECAUTIONS DE SECURITEPRECAUCIONES DE SEGURIDAD
3.1. ADVERTENCIAS DESEGURIDAD
Leer atentamente el manual deinstrucciones para la operación y el
mantenimiento antes de lasoperaciones de arranque, empleo,
mantenimiento o cualquier otraoperación sobre la máquina.
El fabricante declina cualquierresponsabilidad por daños a las
personas o a las cosas, producto delincumplimiento de las normas deseguridad anteriormente citadas.
Examinar atentamente las tarjetas deseguridad aplicadas sobre lamáquina y respetar las indicacionesque contienen.
El operador de la máquina deberáposeer todos los requisitos prescri-tos para la utilización de una máquinacompleja.
Se prohibe manejar de la máquinabajo la influencia de bebidasalcohólicas, drogas o medicinas.
Es obligatorio que todos los opera-dores estén preparados apropiada-mente para el uso, la regulación y elfuncionamiento de la máquina.
Los operadores deben leer el ma-nual detenidamente, prestando sumaatención a las notas y advertenciasde seguridad; además deben estarinformados acerca de los peligrosasociados al uso de la máquina y delas precauciones que han deobservarse y estar formados paraefectuar exámenes periódicos de lasprotecciones y los dispositivos de se-guridad.
Es indispensable disponer de uncandado adecuado para bloquear elinterruptor general de alimentacióneléctrica. El operador cualificado yautorizado es el responsable deguardar de la llave.
Antes de efectuar intervenciones deregulación, reparación o limpieza,quitar la corriente a la máquinaponiendo el interruptor general en el“O” y desconectar el enchufe de latoma.
3.1. SICHERHEITSMASSNAHMEN
Vor dem Start, Gebrauch, Wartungoder anderen Eingriffen auf die
Maschine müssen die Gebrauchs-und Wartungsanweisungen
sorgfältig durchgelesen werden.Der Hersteller lehnt jede Haftungfür Personen- oder Sachschaden,
die aus der Nichtbefolgung derSicherheitsvoschriften entstanden
sind, ab.
Die auf der Maschine angebrachtenSicherheitsschilder aufmerksamdurchlesen und die Angaben daraufbefolgen.
Der Bediener muß alle für denGebrauch der Maschine vorgeschrie-benen Anforderungen aufweisen.
Die Maschine darf nicht von unterAlkohol- Drogen- oderTablettenwirkung stehendenPersonen bedient werden.
Alle Bediener sind verpflichtet, sichin den Gebrauch, die Einstellung undden Betrieb der Maschine gründlicheinweisen zu lassen.
Die Bediener müssen das vorliegendeHandbuch und insbesondere die Warn-und Sicherheitsvorschriften sorgfältiglesen. Sie müssen ausserdem über diemit dem Gebrauch der Maschineverbundenen Gefahren und die zuergreifenden Vorsichtsmassnahmeninformiert sowie auf die Notwendigkeithingewiesen werden, die Sicherheits-und Schutzeinrichtungen regelmässigzu überprüfen.
Der Hauptschalter zurStromversorgung der Maschine mussunbedingt mit einemVorhängeschloss abschliessbar sein.Ein qualifizierter und autorisierterBediener ist für die Aufbewahrung desSchlüssels zuständig.
Vor der Durchführung vonEinstellungs-, Reparatur oderReinigungsarbeiten die Speisung derMaschine abschalten, indem derHauptschalter auf "O" gestellt undindem der Netzstecker gezogen wird.
3.1. PRECAUTIONS DE SECURITE
Lire attentivement le Manuel d’emploiet d’entretien avant de n’importe quelle
opération sur la machine (mise enmarche, emploi, entretien ou autre).
Le Constructeur décline touteresponsabilité en cas de dommage aux
personnes ou aux objets dûs au nonaccomplissement des susvisées
normes de sécurité.
De plus, il faut: contrôler attentivementles plaquettes de sécurité sur lamachine et observer les instructionsdonnées.
L’opérateur de la machine devra avoirtoutes les qualités prévues pour lamanoeuvre d’une machine-outilcomplexe.
Il est interdit d’utiliser la machine si l’onest sous l’influence de l’alcool, dedrogues ou de médicaments.
Il faut obligatoirement que tous lesouvriers soient formés pour l’utilisation,le réglage et le fonctionnement de lamachine.
Les ouvriers doivent lire attentivementla notice en faisant particulièrementattention aux remarques et auxavertissements de sécurité. En outre,ils doivent être informés sur les risquesassociés à l’utilisation de la machine,ainsi que sur les précautions qui doiventêtre prises et ils doivent être forméspour effectuer des contrôles périodi-ques sur les protections et les dispositifsde sécurité.
Il faut impérativement avoir un verrouapproprié pour le blocage del’interrupteur principal d’alimentationélectrique. L’ouvrier qualifié et autoriséest responsable et doit conserver laclé.
Avant d’effectuer des interventions deréglage, de réparation ou de nettoyage,couper la tension sur la machine enplaçant l’interrupteur général sur “O” etdébrancher la prise de la fiche.

3.PRECAUZIONI PER LA SICUREZZA • SAFETY PRECAUTIONS
ENGLISHITALIANO
- 36 -
After an initial bedding-in period ormany hours of operation, the driv-ing belts may slacken; this causesan increase in the tool stoppingtime (the stopping time must beless than 10 seconds). Immedi-ately tighten them as described inChap. 7.
The working area around the ma-chine must be kept always cleanand clear, in order to have an im-mediate and easy access to theswitchboard.
Never insert materials which aredifferent from those which are pre-scribed for the machine utilization.
The material to be machined mustnot contain any metal parts.
Never machine pieces which maybe too small or too wide ithrespectto the machine capacity.
Do not work wood which has evi-dent defects (cracks, knots, metalparts, etc.)
Use rollers or extension tableswhen machining very large pieces.
Never place hands among themoving parts and/or materials.
Keep hands clear from the tool;feed the piece with the aid of apusher.
Keep the tools tidy and far awayfrom those not authorized persons.
Never employ cracked nor uckled,neither not correctlyreground tools.
This machine was designed to useonly tools which comply with EN847-1, suitable for the type ofmaterial machined. The spindlemoulder tools must be of themanual feed type (marked MAN).
Never use the tools beyond thespeed limit recommended bytheproducers.
Carefully clean the rest surfaces oftools and make surethat they findperfectly horizontally positioned, andwithno dents at all.
Dopo un primo periodo di assesta-mento o molte ore di lavoro, puòverificarsi l'allentamento delle cin-ghie di trasmissione; questo pro-voca un aumento del tempo diarresto dell'utensile (il tempo di ar-resto deve essere inferiore a 10sec.). Provvedere subito al lorotensionamento come descritto nelcap.7.
La zona di lavoro attorno alla mac-china deve sempre essere man-tenuta pulita e sgombra per l’im-mediato e facile accesso aicomandi del quadro elettrico.
Non introdurre nella macchina ma-teriale diverso da quello previstoper il suo utilizzo.
Il materiale da lavorare non devecontenere parti metalliche.
Non lavorare mai pezzi troppo pic-coli o troppo grossi per la capacitàdella macchina.
Non lavorare legni che presenta-no difetti molto evidenti (spacca-ture, nodi, parti metalliche, etc.....)
Utilizzare rulliere o tavoli di esten-sione quando si lavorano pezzi didimensioni elevate.
Non mettere le mani tra le parti e/o materiali in movimento.
Non mettere le mani in prossimitàdell'utensile; eseguire l'avanza-mento del pezzo con l'aiuto di unospintore.
Custodire gli utensili in manieraordinata e lontano da persone nonaddette.
Non impiegare mai utensili incri-nati, deformati o non correttamen-te riaffilati.
La macchina è stata progettata perimpiegare esclusivamente utensiliconformi alla norma EN 847-1,adatti per il tipo di materialeusato;gli utensili toupie devonoessere tassativamente del tipo perl'avanzamento manuale (marcatiMAN).
Non usare gli utensili oltre il limitedi velocità indicato dai costruttori.
Pulire accuratamente le superficidi appoggio degli utensili ed assi-curarsi che siano perfettamentepiane e prive di ammaccature.

- 37 -
3.ESPAÑOLFRANÇAISDEUTSCH
SICHERHEITSMASSNAHMEN • PRECAUTIONS DE SECURITEPRECAUCIONES DE SEGURIDAD
Nach der ersten Einlaufphase oder nachvielen Betriebsstunden kann es zueinem Lockern des Übertragungs-riemens kommen, was zu einer Erhö-hung der Auslaufzeit des Werkzeugsführt (die Auslaufzeit muss unter 10 Se-kunden liegen). In diesem Fall hat derBediener sofort für das Nachspannendes Riemens zu sorgen (siehe Kap. 7).Die Arbeitszone muß immer frei undsauber gehalten werden, damit manleicht zu den Steuerungen des elektri-schen Schaltpults Zugang hat.Führen Sie in dieMaschine nurMaterialien ein, das für die Verwen-dung der Maschine vorgesehen ist.Das zu bearbeitende Material darfkeine Metallteile enthalten.Vermeiden Sie es, für die Maschi-nen-kapazität zu große oder zu kleineStücke zu bearbeiten.Verarbeiten Sie keine Holzteile mitsichtbaren Fehlern (Risse,Ästigkeiten, Metallteile, usw.)Für sehr große Werkstücke Rollen-tische oder Erweiterungs-plattenverwenden.Hände niemals in die Nähe von sichbewegenden Teilen und/oderMaterialien geben.Hände nicht in die Nähe des Werk-zeugs bringen. Das Vorschieben desWerkstückes darf nur mit demHolzschieber vorgenommen werden.Bewahren Sie die Werkzeuge immersorgfältig und fern von NIchtbefugtenauf.Verwenden Sie keine beschädigte,verformte oder nicht richtig geschlif-fene Werkzeuge.Die Maschine darf ausschliesslich mitWerkzeugen ausgestattet werden, die derNorm EN 847-1 entsprechen, und welchefür das verwendete Material geeignet sind;die Toupiewerkzeuge müssen unbedingtfür den manuellen Vorschub geeignet sein(markiert mit MAN).Verwenden Sie die Werkzeuge nichtfür Geschwindigkeiten, die über jenevon der Herstellerfirma angegebenehinausgehen.Reinigen Sie die Auflageflächen derWerkzeuge immer sorgfältig undgeben Sie acht, daß diese immereben sind und keine Verbeulungenaufweisen.
Après une première période de mise enplace ou de nombreuses heures detravail, les courroies de transmissionpeuvent se détendre ; cela entraîneune augmentation du temps d’arrêt del’outil (le temps d’arrêt doit être inférieurà 10 sec.). Il faut immédiatement lesretendre comme indiqué au chapitre 7.
La zone de travail autour de la machinedoit toujours être propre et libre pour avoirun accès immédiat et facile auxcommandes du tableau de distribution.
Ne pas introduire dans la machine dumatériel différent de celui prévu pourson emploi.
Le matériau à usiner ne doit pas êtreconstitué par des parties métalliques.
Ne jamais usiner des pièces trop petitsou trop gros parrapport à la capacité dela machine.
Ne pas usiner des bois ayant des défautsparticulièrement évidents (fentes, noeuds,parties métalliques, etc.)
Utiliser des groupes rouleaux ou desplateaux de prolongement pourl’usinage de pièces d’importantesdimensions.
Ne jamais mettre les mains entre lesparties et/ou les matériaux enmouvement.
Ne pas approcher les mains de l’outil;effectuer l’avancement de la pièce àl’aide d’un pousseur.
Garder les outils d’une manière rangéeet loin des personnesqui ne sont pasautorisées.
Ne jamais employer des outils fêlés,déformés ou pascorrectement affilésde nouveau.
La machine a été conçue pour travaillerexclusivement avec des outils confor-me à la réglementation EN 847-1,adaptés au type de matériau utilisé; lesoutils toupie doivent être obligatoirementdu type pour l 'avance manuelle(marqués MAN).
Ne jamais employer les outils au delàdes limites de vitesse indiquées par lesconstructeurs.
Nettoyer soigneusement les surfacesd’appui des outils ets’assurer qu’ellessoient parfaitement horizontales etsansbosses.
Tras un primer período de asenta-miento o numerosas horas de traba-jo es posible que se aflojen lascorreas de transmisión, lo cual pro-voca un aumento del tiempo deparada de la herramienta (que debeser inferior a los 10 seg.). Procederenseguida a su tensión como se des-cribe en el cap.7.
Mantener siempre libre y limpia lazona de trabajo alrededor de lamáquina con el fin de facilitar unacceso simple e inmediato a losmandos del tablero de control.
No se introduzca en la máquinamaterial diferente del que está previ-sto para su utilización.
El material a elaborar no debe conte-ner componentes metálicos.
No trabajar nunca piezas demasiadopequeñas o demasiado gruesas parala capacidad de la máquina.
No elaborar maderas que presentendefectos muy evidentes (rajaduras,nudos, partes metálicas, etc.).
Utilizar grupos de rodillos o mesasde extensión cuando se trabaje conpiezas de grandes dimensiones.
No poner las manos en proximidadde la herramienta; realizar el avancede la pieza con el auxilio de una piezade empuje.
No se pongan las manos entre las partesy/o el material en movimiento.
Guardar las herramientas de mane-ra ordenada y lejos de personas noautorizadas.
No emplear nunca herramientas raja-das, deformadas o no correcta- mentereafiladas.
La máquina ha sido proyectada parautilizar exclusivamente herramientasconformes con la norma EN 847-1,adecuadas para el tipo de materialutilizado; las herramientas tupí deben serobligatoriamente del tipo indicado para elavance manual (con la sigla MAN).
No utilizar las herramientas sobrepa-sando el límite de velocidad indi -cadopor los fabricantes.Limpiar esmeradamente las superfi-cies de apoyo de las herramientas yasegurarse de que estén perfecta-mente llanas y sinmachucaduras.

3.PRECAUZIONI PER LA SICUREZZA • SAFETY PRECAUTIONS
ENGLISHITALIANO
- 38 -
Maneggiare gli utensili utilizzandoi guanti di protezione.
Montare gli utensili nel giusto ver-so di lavorazione
Non avviare la macchina senzaaver correttamente installato tuttele protezioni.
L’operatore deve assicurarsi chesia stata selezionata la velocità dirotazione adeguata, e che questasia appropriata all’utensile utiliz-zato sulla macchina.
Iniziare la lavorazione solo quan-do gli utensili hanno raggiunto lavelocita' di regime.
In tutti i lavori di fresatura in cui sipuo' avere il rigetto del pezzo,inparticolare fresature interrotte,sidevono impiegare dispositivi di pro-tezione antiritorno come descrittoal cap.6; usare frese con limita-zione di passata.
A causa della grande varietà dilavori che si possono fare sulletoupie verticali utilizzando differentitipi di alberi, di portautensili e difrese, non è possibile considerareefficace un unico tipo di protettoreper tutti questi lavori.
Ciascun lavoro deve essere con-siderato separatamente e deveessere usata la protezione piu'indicata(cuffia guida toupie,cuffiaper tenonare).
Utilizzare gli anelli toupie in dota-zione in modo da ridurre al minimol'apertura del foro sul piano toupie.
La protezione deve avvolgere ilpiù completamente possibile lafresa in funzione del tipo di lavoro.
Lo spazio tra le due semiguidedeve essere il minimo indispensa-bile per fare girare la fresa senzainterferenze.
La macchina non e' predispostaper l'uso del trascinatore.
Usare i pressatori in dotazione re-gistrandoli in modo da formare untunnel nel quale il pezzo puo' es-sere introdotto.
Always wear gauntlets when han-dling the tools.
Mount the tools in the right ma-chining direction.
Never start the machine beforehaving correctly installed all theprotections.
The operator must ensure that theright rotation speed has beenselected and that the speedselected is proper for the tool fittedto the spindle.
Start machining only when thetools have reached their operatingspeed.
In all milling operations where piecedisplacement may occur, in par-ticular interrupted milling, anti-spring-back protection devicesmust be used as described inChap. 6; use cutters with a cutlimiter.
Because of the variety of workingswhich can be carried out on verticalspindle moulding machines byusing different spindles,toolholders and cutters, nosafeguard can be consideredeffective for all conditions.
Each job must be consideredseparately and the most suitableprotection used (router guide hood,tenoning hood).
Use the router rings provided sothat the hole opening on the routertable is reduced to a minimum.
The guard shall enclose the cuttersto the greatest extent according tothe working.
The distance between the fencehalves shall be so large only topermit the cutter rotation withoutcontact.
The machine is not set up for useof the driver.
Use the pressers provided,adjusting them in such a way as toform a tunnel in which the piececan be introduced.

- 39 -
3.ESPAÑOLFRANÇAISDEUTSCH
SICHERHEITSMASSNAHMEN • PRECAUTIONS DE SECURITEPRECAUCIONES DE SEGURIDAD
Zur Handhabung der Werkzeuge stetsSchutzhandschuhe anziehen. Montieren Sie die Werkzeuge in derrichtigen Bearbeitungsrichtung.Die Maschine nicht benutzen ohneden korrekten Einbau der Schutzvor-richtungen.Das Bedienpersonal hat sich zuvergewissern, daß eineangemessene Drehzahl gewähltworden ist und diese für dasverwendete Werkzeug geeignet ist.Die Bearbeitung nur beginnen, wenndie Werkzeuge ihreBetriebsgeschwindigkeit erreichthaben.Bei allen Fräsarbeiten, bei denen dasWerkstück geritzt wird, insbesondere beiunterbrochenen Fräsarbeiten, müssen dieSchutzvorrichtungen gegen Rückschlagdes Werkstücks verwendet werden, wiein Kapitel 6 beschrieben; eine Fräse mitDurchlassbegrenzung benutzen.Aufgrund der Vielzahl der unterschiedlichenBearbeitungen, die an vertikalen Tischfräsenunter Verwendung verschiedener Typen vonSpindeln, Werkzeughaltern und Fräsernausgeführt werden können, ist es nichtmöglich, nur eine Schutzeinrichtungart fürall diese Bearbeitungen für wirksam zuerachten.Jede Bearbeitung ist separat zubetrachten, und es ist die hierfürgeeignetste Schutzeinrichtung zuverwenden (Anschlagschutz-haubeder Tischfräse, Schutzhaube fürZapfenschneiden).Die mitgelieferten Ringe der Toupiederart verwenden, dass dieLochöffnung auf der Ebene derToupie möglichst klein ist.Die Schutzeinrichtung soll den Fräserin Abhängigkeit vom Bearbeitungstypmöglichst vollständig umgeben.Der Abstand zwischen den beidenAnschlaglinealen soll möglichstgering sein, um einen unbehindertenFräserbetrieb zu gewährleisten.Die Maschine ist nicht für denGebrauch des Mitnehmerseingerichtet.Die mitgeliefertenAndrückvorrichtungen verwenden undsie so einstellen, dass ein Tunnelgebildet wird, in den das Werkstückeingeführt werden kann.
Utiliser les outils se servant des gantsprotecteurs.Monter les outils dans le sens exactd’usinage.
Ne pas mettre en marche la machinesans avoir correctement installé toutesles protections.
L’opérateur doit s’assurer que la vitessede rotation adéquate ait étésélectionnée et que celle-ci soitappropriée à l’outil utilisé sur lamachine.
Commencer l’exécution uniquementlorsque les outils ont atteint la vitessede régime.
Pour tous les fraisages où il peut yavoir le rejet de la pièce, en particulierles fraisages interrompus, il faut utiliserdes dispositifs de protection contre leretour comme décrit au chap. 6; utiliserdes fraises ayant une limitation depassage.
A cause de la grande variété d’usinagesque l’on peut faire sur les toupiesverticales en utilisant différents typesd’arbres, de porte-outils et de fraises,on ne peut considérer comme efficaceun seul type de protecteur pour tousces usinages.
Chaque usinage doit être considéréséparément et il faut utiliser la protectionla plus indiquée (carter de protectionguidage toupie, carter de protectionpour tenonner).
Utiliser les bagues toupie en dotationde façon à réduire au minimum l’ouver-ture de l’orifice sur le plan toupie.
La protection doit entourer le pluscomplètement possible la fraise enfonction du type d’usinage.
L'espace entre les deux semi-guidesdoit être le minimum indispensable pourfaire tourner la fraise sansinterférences.
La machine n’est pas prédisposée pourl’utilisation du dispositif d’entraînement.
Utiliser les presseurs en dotation enles réglant de façon à former un tunneldans lequel la pièce peut être introduite.
Manejar las herramientas utilizandolos guantes de protección.
Montar las herramientas en el correctosentido de elaboración.
No arrancar la máquina sin instalarantes todas las protecciones.
El operador tiene que asegurar quese haya seleccionado la velocidadde rotación adecuada, y que seaadecuada al utensilio utilizado en lamáquina.
Iniciar el trabajo con la máquina sólocuando las herramientas hayanalcanzado su velocidad de trabajo.
En todos los trabajos de fresado enlos que se puede dar el rechazo de lapieza, en especial fresadosinterrumpidos, hay que empleardispositivos de protección antiretornocomo se describe en el cap. 6; usarfresas con limitación de pasadas.
A causa de la gran variedad detrabajos que se pueden hacer con latupi vertical utilizando diferentes tiposde eje, de porta-utensilios y de fresas,no se puede considerar eficaz unúnico tipo de protección para todosestos trabajos.
Cada trabajo debe ser consideradoen modo independiente y utilizar laprotección más apropiada para elmismo (protección para guía tupí,protección para ensamble de espiga).
Utilice los anillos de la buriladora quese facilitan de manera que la aberturadel orificio en la mesa de la buriladorase reduzca al mínimo.
La protección tiene que envolver lomás que se pueda la fresa en funcióndel tipo de trabajo.
El espacio entre las dos semiguíastiene que ser el mínimo indispensablepara hacer rotar la fresa sininterferencias.
La máquina no está montada para eluso de la broca.
Utilice los resortes de presión que sefacilitan, ajustándolos de tal maneraque formen un túnel en el que sepueda insertar la pieza.

3.PRECAUZIONI PER LA SICUREZZA • SAFETY PRECAUTIONS
ENGLISHITALIANO
- 40 -
Il pezzo seguente può essere uti-lizzato per spingere il pezzo pre-cedente, l’ultimo pezzo saràlavorato alla fine utilizzando unospingitore.
Collegare le cappe di evacuazionepolveri ad un adeguato impianto diaspirazione attenendosi alle indi-cazioni del cap.4.; l'aspirazionedeve essere sempre avviata all'ac-censione della macchina.
Non aprire, in nessun caso, portellio protezioni con la macchina o l’im-pianto in movimento.
Spiacevoli e numerose esperien-ze hanno evidenziato che sullapersona vi possono essere sva-riati oggetti in grado di provocaregravi infortuni: prima di iniziare alavorare, togliersi monili, orologi oaltro.
Serrare bene attorno ai polsi, lemaniche dell’indumento da lavo-ro, abbottonandole in modo sicu-ro.
Togliersi gli indumenti che penzo-lando, potrebbero impigliarsi neiGRUPPI IN MOVIMENTO.
Utilizzare sempre le robuste calza-ture da lavoro, previste dalle normeantinfortunistiche di tutte le nazioni.
Adottare gli occhiali di protezione.Usare appropriati sistemi di prote-zione per l'udito (cuffie, tappi, etc.)e per la polvere (mascherine).
Non permettere alle persone nonautorizzate di riparare od esegui-re la manutenzione o di effettuarequalsiasi genere di intervento sullamacchina.
Modifiche arbitrarie sulla macchi-na, escludono ogni responsabilita'del costruttore, per i danni che nepossono derivare.
Effettuare le operazioni di traspor-to, installazione e montaggio, soloda addetti in possesso delle indi-spensabili competenze tecniche edesperienza in ciascuno dei settoriprevisti.
L'operatore non deve mai lasciarela macchina incostudita durante ilfunzionamento.
The following piece may be usedto push the previous one; the lastpiece is milled at the end with theaid of a pusher.
Connect the dust suction hoods toan adequate suction system, fol-lowing the instructions in Chap. 4;suction must always be activatedwhen the machine is switched on.
Never open doors or protectionswhen the machine or the systemis operating.
Many unpleasant experiences haveshown that anybody may wear ob-jects which could cause seriousaccidents.Therefore, before starting working,take any bracelet, watch or ring off.
Button the working garment sleevewell around the wrists.
Take any garment off which, byhanging out, may get tangled inthe MOVING UNITS.
Always wear strong working foot-wear, as prescribed by the acci-dent-prevention regulations of allcountries.
Use protection glasses.Use appropriate hearing protec-tion systems (headsets, earplugs,etc.) and dust protection masks.
Never let unauthorized people re-pair, service or operate the ma-chine.
The manufacturer is not responsi-ble for any damage deriving fromarbitrary modifications made to themachine.
Any transport, assembly and dis-mantling is to be made only bytrained staff, who shall have spe-cific skill for the specified operation.
The operator must never leave themachine unattended duringoperation.
- 41 -
3.ESPAÑOLFRANÇAISDEUTSCH
SICHERHEITSMASSNAHMEN • PRECAUTIONS DE SECURITEPRECAUCIONES DE SEGURIDAD
Das folgende Werkstück kann für denVorschub des vorangehendenWerkstücks verwendet werden, dasletzte Werkstück wird unterVerwendung eines Schiebeholzesbearbeitet.Staubabzugshauben an einegeeignete Sauganlage anschließen(diesbezügliche Anleitungen imKapitel 4); die Absaugung ist stetsbei Zuschalten der Maschine zustarten.
Wenn die Maschine läuft, dürfen dieSchutztafeln und -türen auf keinenFall geöffnet werden.
Zahlreiche bedauerliche Erfahrungenhaben gezeigt, daß Gegenständenan Personen, wie Ringe, Armbänder,etc. schwere Unfälle verursachenkönnen: Deshalb gilt: Vor der Arbeitmüssen Armbanduhren, Ringe, etc.abgenommen werden.
Ärmel der Arbeitsbekleidung nichtlose an den Handgelenken hängenlassen, sie müssen auf alle Fällezugeknöpft werden.
Außerdem müssen herabhängendeGegenstände, die in sich BEWEGEN-DE GRUPPEN geraten könnten,abgenommen werden.
Tragen Sie immer von den Unfallver-hütungsvorschriften vorgeschriebe-nes, festes Schuhwerk.
Schutzbrillen aufsetzen.Einen geeigneten Ohrenschutz(Hauben, Stöpsel o.a.) und Staub-schutzmasken tragen.
Unbefugte Personen dürfen keineReparaturen oder Wartungsarbeiten ander Maschine ausführen.
Der Hersteller haftet nicht für Folge-schäden, die durch eigenmächtigeÄnderungen der Maschine bewirktsind.
Der Transport, die Aufstellung und dieMontage der Maschine mußqualifiziertem Personal anvertrautwerden, die in Besitz der notwendigenAusrüstung und Fachkenntnisse sind.
Die Maschine darf während desBetriebs nie unbewacht stehen.
La pièce suivante peut être utilisée pourpousser la pièce précédente, la dernièrepièce sera usinée à la fin en utilisantun poussoir.
Raccorder les hottes d’évacuation despoussières à un système d’aspirationapproprié, en respectant les consignesfournies au chapitre 4. L’aspiration doittoujours être actionnée lors de la miseen fonction de la machine.
Ne jamais ouvrir les portes ou lesprotecteurs avec la machine ou l’instal-lation en mouvement.
Plusieurs expériences désagréablesont mis en évidence qu’il y a des objetsqui peuvent blesser gravementl’opérateur: avant de commencer lesopérations, ôter tout bracelet, montre,bague.
Serrer bien les manches de votrevêtement de travail autour de poignetset les boutonner d’une façon sûre.
Oter les vêtements qui, en pendant,pourraient s’accrocher aux GROUPESEN MOUVEMENT.
Utiliser toujours des chaussures detravail robustes, prévues par les normesde prévention contre les accidents dechaque pays.
Adopter des lunettes de protection.Utiliser des systèmes de protectionappropriés contre le bruit (casque,tampons, etc.) et contre la poussière(masque).
Ne pas permettre aux personnes nonautorisées de réparer ni d’entretenir lamachine, ni d’effectuer n’importe quelleopération sur la machine.
Le fabricant décline toute responsabi-lité en cas de dommages résultant demodifications arbitraires effectuées surla machine.
Les opérations de transport, d’in-stallation et de montage devraient êtreeffectuées par des opérateurs,compétents et experts dans tous lesdomaines prévus.
L’ouvrier ne doit jamais laisser lamachine sans surveillance pendant lefonctionnement.
La pieza siguiente puede ser utilizadapara empujar la pieza precedente, laúltima pieza se trabajará al finalutilizando un empujador.
Conectar las campanas de evacuaciónpolvo a un adecuado equipo deaspiración, siguiendo las indicacionesdel cap. 4; la aspiración debe iniciarcontemporáneamente al encendido dela máquina.
No abrir por ninguna razón los porti-llos o protecciones con la máquina o lainstalación en movimiento.
Desagradables y numerosas expe-riencias han evidenciado que en lapersona puede haber varios tipos deobjetos que pueden provocar gravesaccidentes: antes de empezar atrabajar, quitarse la pulsera,el reloj yel anillo.
Cerrar bien los puños del traje detrabajo, abrochandolos en modoseguro.
Quitarse las prendas que cuelgan,que podrían engancharse en losGRUPOS EN MOVIMIENTO.
Utilizar siempre calzado resistentepara el trabajo, previsto en las nor-mas antiaccidentes de todas lasnaciones.
Llevar gafas de protección.Usar apropiados sistemas deprotección para el oído (auriculares,tapones, etc.) y contra el polvo(mascarilla).
No se permita a las personas noautorizadas reparar o efectuar ma-nutenciones, ni cualquier tipo deoperaciones.
La responsabilidad del fabricante pordaños decade ante modificacionesarbitrarias efectuadas a la máquina.
Las operaciones de transporte,instalación y desmontaje, se recomiendasean hechas solo por un encargado queposea la competencia técnicaindispensable en cada uno de lossectores previstos.
El operador no debe descuidar porningún motivo la máquina enfuncionamiento.
3.PRECAUZIONI PER LA SICUREZZA • SAFETY PRECAUTIONS
ENGLISHITALIANO
- 42 -
Durante la sosta in un ciclo opera-tivo spegnere la macchina.
In caso di soste protratte, scol-legare l'alimentazione elettrica ge-nerale.
Eseguire periodicamente le opera-zione di manutenzione, pulizia econtrollo tempo arresto motori(massimo 10 sec.) come indicatonel cap.7.
3.2 RISCHI RESIDUI
Nonostante l'osservanza di tuttele norme di sicurezza, e l'impiegosecondo le regole descritte nel pre-sente manuale, si possono avereancora dei rischi residui fra i quali ipiu' ricorrenti sono:
- contatto con l'utensile- contatto con le parti in movimen-
to (cinghie, pulegge, etc..)- rinculo del pezzo o parti di esso- infortuni dovuti a schegge o fram-
menti di legno- Eiezione di inserti di utensile- Folgorazione dovuta al contatto
con parti in tensione- Pericolo dovuto al montaggio
sbagliato dell'utensile- Rotazione inversa degli utensili
dovuta all'errato collegamentoelettrico
- pericolo dovuto all'inalazione dipolveri nel caso di lavoro senzaaspiratore.
Tenete presente che l'uso di qual-siasi macchina utensile implica deirischi.Affrontare ogni tipo di lavorazione(anche la piu' semplice) con la giu-sta attenzione e concentrazione.La maggiore sicurezza e' nellevostre mani.
During any working cycle break,switch the machine off.
In case of long working cyclebreaks, disconnect the generalpower supply.
Periodically carry out the mainte-nance and cleaning operations andcheck the motor stopping time(maximum 10 sec.) as describedin Chap. 7.
3.2 RESIDUAL RISKS
Despite observance of all thesafety regulations, and use accord-ing to the rules described in thismanual, residual risks may still bepresent, among which the mostrecurring are:
- contact with tool- contact with moving parts (belts,
pulleys, etc..)- recoil of the piece or part of it- accidents due to wood splinters
or fragments- tool insert ejection- electrocution from contact with
live parts- danger due to incorrect tool in-
stallation- inverse tool rotation due to in-
correct electrical connection- danger due to dust inhalation in
case of working without vacuumcleaner.
Bear in mind that the use of anymachine tool carries risks.Use the appropriate care and con-centration for any type of machin-ing (also the most simple).The highest safety is in yourhands.

- 43 -
3.ESPAÑOLFRANÇAISDEUTSCH
SICHERHEITSMASSNAHMEN • PRECAUTIONS DE SECURITEPRECAUCIONES DE SEGURIDAD
Durante la parada de un ciclo opera-tivo apagar la máquina.
En caso de paradas prolongadas,desconectar la alimentación eléctrica.
Efectuar periódicamente lasoperaciones de mantenimiento,limpieza y control del tiempo de paradade los motores (máximo 10 seg.) comose indica en el cap. 7.
3.2 RIESGOS RESIDUOS
No obstante la observación de todaslas normas de seguridad y el empleode la máquina según las indicacionesdescritas en el presente manual, aúnpueden existir riesgos residuos entrelos cuales los más comunes son lossiguientes:
- contacto con la herramienta- contacto con las partes en
movimiento (correas, poleas, etc.)- retroceso de la pieza o partes de la
misma- accidentes debidos a astillas o
fragmentos de madera- expulsión de piezas de herramienta- fulguración debida al contacto con
piezas bajo tensión- peligro debido al montaje erróneo
de la herramienta- rotación inversa de las
herramientas debido a unaconexión eléctrica errónea
- peligros debidos a la inhalación depolvo en caso de trabajar sinaspirador
Tener en consideración que el usode cualquier máquina-herramientacomporta algunos riesgos.Afrontar todo tipo de trabajo (aun elmás sencillo) con la atención yconcentración debidas.La mayor seguridad se encuentraen vuestras manos.
Pendant l’arrêt d’un cycle de travail,arrêter la machine.
En cas d’arrêts prolongés du fonctionne-ment de la machine, déconnecterl’alimentation électrique générale.
Effectuer périodiquement les opérationsd’entretien, de nettoyage et de contrôledu temps d’arrêt des moteurs (maximum10 secondes) comme indiqué au chap.7.
3.2 RISQUES RESIDUELS
Même si l’on respecte toutes lesconsignes de sécurité et que l’utilisa-tion est conforme aux indicationsfournies dans cette notice, il restemalgré tout des risques résiduels quisont le plus souvent:
- le contact avec l’outil ;- contact avec les parties en mouve-
ment (courroies, poulies, etc.);- le recul de la pièce ou d’une partie de
cette dernière ;- les accidents provoqués par des
éclats ou des morceaux de bois;- éjection d’éléments d’outil- électrocution due au contact avec les
parties sous tension- danger dû au mauvais montage de
l’outil- rotation inverse des outils due au
mauvais branchement électrique- le danger de respirer de la poussière
si l’on travaille sans aspirateur.Ne jamais oublier que l’utilisation detoute machine outil implique des risquespour l’utilisateur.Tout type d’usinage doit être exécuté(même le plus simple) avec la plusgrande attention et concentration.Votre sécurité ne dépend que devous.
Während einer Pause in einemArbeitszyklus, Maschine abstellen.
Im Falle von längerer Pause, dieelektrische Zufuhr unterbrechen.
In regelmäßigen Abständen dieWartungs- und Reinigungs-arbeitendurchführen und die Anhaltezeiten derMotoren (max. 10 Sekunden)kontrollieren, wie in Kapitel 7beschrieben.
3.2 RESTRISIKOS
Selbst wenn sämtliche Sicherheits-vorschriften beachtet werden und dieMaschine vorschriftsgemäßverwendet wird, bestehen nochRestrisikos, die nachstehend aufgeli-stet sind:
- Berührung des Werkzeuges- Kontakt mit beweglichen Teilen
(Riemen, Riemenscheiben usw.)- Rückstoß des Werkstückes oder
der Werkstückteile- Verletzungen durch Holzsplitter- Auswurf von Werkzeugeinsätzen- Stromschlag durch Kontakt mit
stromführenden Teilen- Gefährdung durch falsche Monta-
ge des Werkzeugs- Umgekehrte Rotationsrichtung des
Werkzeugs durch fehlerhaftenElektroanschluß
- Einatmung von Staub beim Arbei-ten ohne Absaugung.
Es sei darauf hingewiesen, daß jedeWerkzeugmaschine Rest-risikosaufweist.Bei der Ausführung sämtlicher Ar-beitsgänge (auch der einfachsten) istgrößte Vorsicht walten zu lassen.Ein sicheres Arbeiten hängt vonIhnen ab.

3.PRECAUZIONI PER LA SICUREZZA • SAFETY PRECAUTIONS
ENGLISHITALIANO
- 44 -
3.3. SEGNALI DI SICUREZZAE DI INFORMAZIONE
Questi segnali sono applicati sullamacchina; in alcuni casi indicanopossibili situazioni di pericolo, inaltri servono come indicazione.Prestare sempre la massima at-tenzione; a fianco di ognuno diessi è specificato il loro significa-to.
SEGNALI DI SICUREZZA (FIG.1)
Indicano possibili situazioni di pe-ricolo:
A - SEGNALE DI AVVERTENZA:Utilizzare i guanti per maneg-giare gli utensili.
B - Pericolo di taglio arti supe-riori (utensili in movimento):non introdurre le mani nellazona di taglio.
C - Pericolo di shock elettrico:non accedere alla zona conmacchina in tensione.
D - Targa di avvertenze: leggereattentamente le avvertenze ri-portate.
SEGNALI DI INFORMAZIONE(FIG.2)
Indicano le caratteristiche tecni-che, sensi di rotazione o inclina-zione, bloccaggi e sbloccaggi, etc.Seguire attentamente le loro indi-cazioni in quanto semplificanol'uso e le regolazioni della macchi-na.I segnali sono graficamente de-scrittivi e non necessitano di ulte-riori spiegazioni.Di seguito è specificato il signifi-cato di alcuni segnali di non im-mediata comprensione.
E - Indica il senso di rotazionedell'utensile.
F - Simbolo di bloccaggio.
3.3. SAFETY ANDINFORMATION SIGNALS
This signals are applied on themachine; in some cases they indi-cate possible danger conditions,in others they serve as indication.Always take the utmost care; themeaning of each one of them isspecified next to it.
SAFETY SIGNALS (FIG.1)
Indicate possible dangersituations:
A- WARNING SIGNAL: Weargloves to handle the tools.
B- Danger of cutting the upperlimbs (moving tools): do notinsert the hands in the cuttingarea.
C- Danger of electric shock: donot access the area when themachine is powered.
D- Warning plate: carefully readthe warnings on it.
INFORMATION SIGNALS (FIG.2)
Indicate the technicalcharacteristics, direction of rotationand inclination, block and release,etc.Carefully following the directionsto simply the use and adjustmentof the machine.The signals are graphicallydescribed and do not require furtherexplanation.Following is the meaning of someof the signals that are not readilyidentifiable.
E - Indicates the tool rotation di-rection.
F - Locking symbol.
E
F
A
B
C
D
021_102_0.tif 2
1028_074_0.tif

- 45 -
3.ESPAÑOLFRANÇAISDEUTSCH
SICHERHEITSMASSNAHMEN • PRECAUTIONS DE SECURITEPRECAUCIONES DE SEGURIDAD
3.3. SEÑALES DE SEGURIDAD EINFORMACIÓN
Estas señales se aplican a lamáquina; en algunos casos indicanposibles condiciones de peligro y enotros casos informan.Actúe siempre con la máximaprecaución; al lado de cada señal sedetalla su significado.
SEÑALES DE SEGURIDAD (FIG.1)
Indican posibles situaciones depeligro:
A- SEÑAL DE ADVERTENCIA:Ponerse guantes para manejar lasherramientas.
B- Peligro de corte de losmiembros superiores(herramientas móviles): nocoloque las manos en la zona decorte.
C- Peligro de shock eléctrico: noacceda al área cuando la máquinaesté encendida.
D- Placa de advertencias: leadetenidamente las advertenciasque se indican.
SEÑALES DE INFORMACIÓN (FIG.2)
Indican las características técnicascomo sentidos de rotación oinclinación, bloqueos y desbloqueos,etc.Seguir atentamente sus indicacionespuesto que simplifican la utilizacióny el proceso de ajuste de la máquina.Las señales son gráficamentedescriptivas y no precisan otrasexplicaciones.A continuación se especifica elsignificado de algunas de las señalesque pueden resultar incomprensibles.
E - Indica la dirección de rotación dela herramienta.
F - Símbolo de bloqueo.
3.3. SIGNALISATIONS DESECURITE ETD’INFORMATION
Ces signalisations sont appliquées surla machine ; dans certains cas, ellesindiquent des situations de dangerpossible, dans d’autres elles serventd’indication.Prêter une attention particulière : leursignification est spécifiée à côté dechacune d’entre elles.
SIGNALISATIONS DE SECURITE(FIG.1)
Indiquent les situations de dangerpossibles :
A - SIGNALISATIONSD’AVERTISSEMENT :Utiliser les gants pour manipuler lesoutils.
B - Danger d’amputation desmembres supérieurs (outils enmouvement):ne pas introduire les mains dans lazone de coupe.
C - Danger d’électrocution: ne pas accéder à la zone avec lamachine sous tension.
D - Plaquette signalétique: lire attentivement les avertissements
indiqués.
SIGNALISATIONS D’INFORMATION(FIG.2)
Indiquent les caractéristiquestechniques, les sens de rotation oud'inclinaison, les blocages etdéblocages, etc.Suivre attentivement leurs indicationscar elles simplifient l'utilisation et lesréglages de la machine.Les signaux sont décrits graphiquementet n'ont besoin d'aucune explicationsupplémentaire.La signification de certains signaux quine sont pas immédiatementcompréhensibles est fournie ci-dessous.
E - Indique le sens de rotation de l’outil.
F - Symbole de blocage.
3.3. SICHERHEITS- UNDINFORMATIONSZEICHEN
Diese Zeichen befinden sich auf derMaschine. In einigen Fällen zeigensie mögliche Gefahrensituationen auf,in anderen Fällen dienen sie alsHinweis.Immer höchste Aufmerksamkeitwalten lassen. Neben jedem Zeichenist die jeweilige Bedeutungangegeben.
SICHERHEITSZEICHEN (ABB. 1)
Sie zeigen möglicheGefahrensituationen an:
A- HINWEISZEICHEN:Beim Umgang mit denWerkzeugen Handschuhebenutzen.
B- Schnittgefahr für die oberenGliedmaßen (sich bewegendeWerkzeuge): Die Hände von demSchneidbereich fernhalten.
C- Gefahr eines Elektroschocks:Diesen Bereich nicht betreten,wenn die Maschine unterSpannung steht.
D- Hinweisschild: Die aufgeführtenHinweise aufmerksam lesen.
INFORMATIONSZEICHEN (ABB. 2)
Sie zeigen die technischen Daten,Dreh- oder Neigungsrichtungen,Blockierungen und Freigaben, etc. an.Ihren Angaben aufmerksam folgen,da sie den Gebrauch und dieRegulierungen der Maschineerleichtern.Die Signale sind grafischbeschreibend und erfordern keineweiteren Erläuterungen.Nachfolgend wird die Bedeutungeiniger, nicht unmittelbarverständlicher Signale näher erläutert.
E - Es gibt die Drehrichtung desWerkzeugs an.
F - Symbol der Blockierung.

4.INSTALLAZIONE • INSTALLATION
ENGLISHITALIANO
– 46 –
4.1. LIFTING ANDUNLOADING
Lifting and handling should onlybe carried out by skilled
personnel specially trained toexecute this kind of operations.During loading and unloading,
avoid knocks to prevent damagesto persons or things.
Make sure no one is standingunder the overhung load and/orwithin the bridge crane workingrange during machine lifting and
handling.
Lifting may be carried out by bridgecrane or self-propelled lift truck.Before starting the manoeuvres,free the machine of all the partsused for transport or packagingthat have remained on themachine.Check that the capacity of thehoisting means is greater than thegross weight of the machineindicated in fig.1 and 2.
– Provide a fork lift truck A havingsuitable carrying capacity;
– Insert the forks B as per the figu-re and check that these protrudeat least 15 cm from the rear partof the base (insert the forks nextto the two feet E and turn relati-ve to the machine base until thefork B goes out past the rear footF).
If a bridge crane or a crane is avail-able, proceed as follows:– provide three slings C of suit-
able length and capacity;– fasten the slings to the bridge
crane D having adequate liftingpower;
– lift the slings and position themas is shown in the figure1 or 2;
– move the bridge crane by smallsteps to allow the slings C tosettle, until optimum stabilityconditions are reached;
4.1. SOLLEVAMENTO E SCA-RICO
Le operazioni di sollevamentoe movimentazione devono
essere eseguite dal personalespecializzato ed addestrato a
questo tipo di manovre.Durante la fase di carico e
scarico occorre evitare urti alfine di evitare danni allamacchina e alle persone.Nessuna persona dovrà
trovarsi in prossimità delcarico sospeso e/o comunquenel raggio d’azione del carro
ponte durante la fase disollevamento e
movimentazione dellamacchina.
Il sollevamento si puo' effettuaretramite carro ponte o carrelloelevatore semovente.Prima di co-minciare le manovre,liberare lamacchina di tutte le parti che,peresigenze di trasporto o imballag-gio risultino appoggiate su di essa.Controllare che la portata del mez-zo di sollevamento sia superioreal peso lordo della macchina indi-cato in fig.1 e 2.
– Predisporre un carrello elevato-re A di portata adeguata;
– inserire le forche B come da fi-gura e verificare che questefuoriescano di almeno 15 cm dal-la parte posteriore del basamento(inserire le forche accostate aidue piedi E e ruotate rispetto albasamento della macchina affin-ché la forca B passi esternamen-te al piede posteriore F).
Qualora si disponga di carro ponteo gru procedere come segue:– predisporre di tre cinghie C aventi
lunghezza e portata adeguata;– agganciare le cinghie al carro
ponte D di portata adeguata;– sollevare le cinghie e posizionar-
le come rappresentato in figura1 o 2;
– procedere all’assestamento del-le cinghie C, muovendo il carroponte con brevi spostamenti finoal raggiungimento della condizio-ne di stabilità ottimale;
A
21_035_2.tif
D
kg 500
1
E
B
E
C C
F
A
21_036_2.tif
kg 500
D
E
E
2
B
C C
F
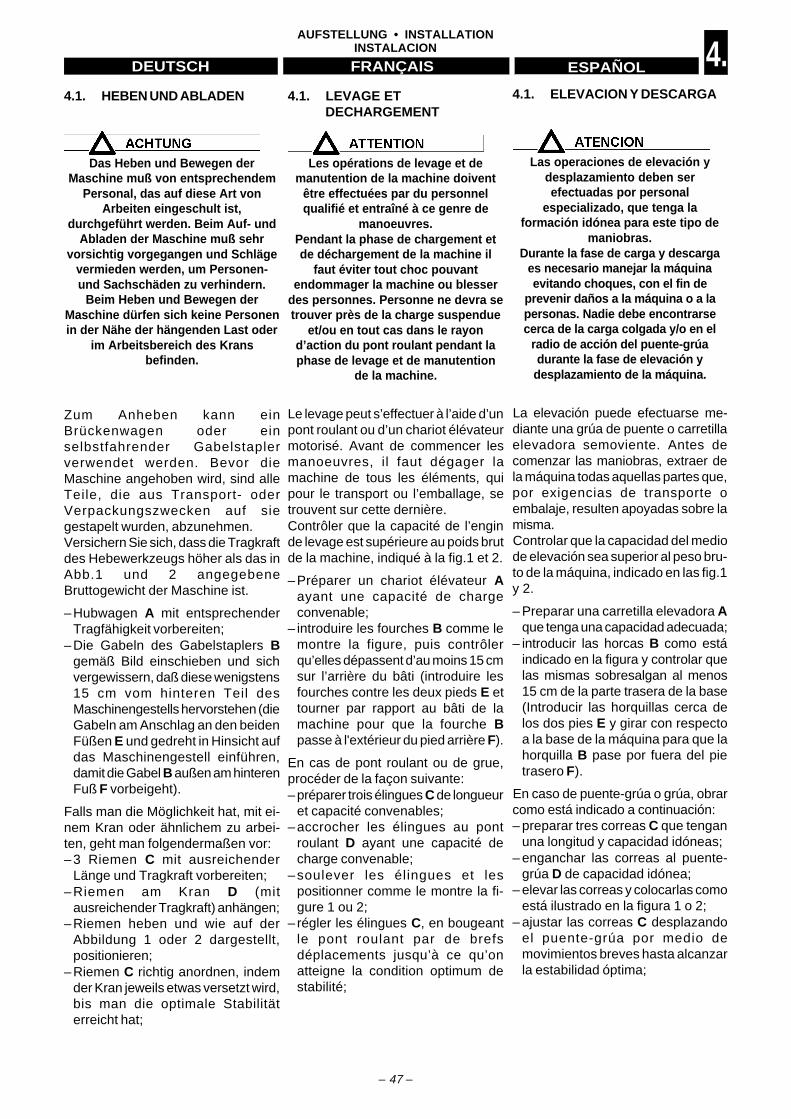
– 47 –
4.ESPAÑOLFRANÇAISDEUTSCH
AUFSTELLUNG • INSTALLATIONINSTALACION
4.1. HEBEN UND ABLADEN
Das Heben und Bewegen derMaschine muß von entsprechendem
Personal, das auf diese Art vonArbeiten eingeschult ist,
durchgeführt werden. Beim Auf- undAbladen der Maschine muß sehr
vorsichtig vorgegangen und Schlägevermieden werden, um Personen-und Sachschäden zu verhindern.
Beim Heben und Bewegen derMaschine dürfen sich keine Personenin der Nähe der hängenden Last oder
im Arbeitsbereich des Kransbefinden.
Zum Anheben kann einBrückenwagen oder einselbstfahrender Gabelstaplerverwendet werden. Bevor dieMaschine angehoben wird, sind alleTeile, die aus Transport- oderVerpackungszwecken auf siegestapelt wurden, abzunehmen.Versichern Sie sich, dass die Tragkraftdes Hebewerkzeugs höher als das inAbb.1 und 2 angegebeneBruttogewicht der Maschine ist.
– Hubwagen A mit entsprechenderTragfähigkeit vorbereiten;
– Die Gabeln des Gabelstaplers Bgemäß Bild einschieben und sichvergewissern, daß diese wenigstens15 cm vom hinteren Teil desMaschinengestells hervorstehen (dieGabeln am Anschlag an den beidenFüßen E und gedreht in Hinsicht aufdas Maschinengestell einführen,damit die Gabel B außen am hinterenFuß F vorbeigeht).
Falls man die Möglichkeit hat, mit ei-nem Kran oder ähnlichem zu arbei-ten, geht man folgendermaßen vor:– 3 Riemen C mit ausreichender
Länge und Tragkraft vorbereiten;– Riemen am Kran D (mit
ausreichender Tragkraft) anhängen;– Riemen heben und wie auf der
Abbildung 1 oder 2 dargestellt,positionieren;
– Riemen C richtig anordnen, indemder Kran jeweils etwas versetzt wird,bis man die optimale Stabilitäterreicht hat;
4.1. LEVAGE ETDECHARGEMENT
Les opérations de levage et demanutention de la machine doivent
être effectuées par du personnelqualifié et entraîné à ce genre de
manoeuvres.Pendant la phase de chargement etde déchargement de la machine il
faut éviter tout choc pouvantendommager la machine ou blesser
des personnes. Personne ne devra setrouver près de la charge suspendue
et/ou en tout cas dans le rayond’action du pont roulant pendant laphase de levage et de manutention
de la machine.
Le levage peut s’effectuer à l’aide d’unpont roulant ou d’un chariot élévateurmotorisé. Avant de commencer lesmanoeuvres, il faut dégager lamachine de tous les éléments, quipour le transport ou l’emballage, setrouvent sur cette dernière.Contrôler que la capacité de l’enginde levage est supérieure au poids brutde la machine, indiqué à la fig.1 et 2.
– Préparer un chariot élévateur Aayant une capacité de chargeconvenable;
– introduire les fourches B comme lemontre la figure, puis contrôlerqu’elles dépassent d’au moins 15 cmsur l’arrière du bâti (introduire lesfourches contre les deux pieds E ettourner par rapport au bâti de lamachine pour que la fourche Bpasse à l'extérieur du pied arrière F).
En cas de pont roulant ou de grue,procéder de la façon suivante:– préparer trois élingues C de longueur
et capacité convenables;– accrocher les élingues au pont
roulant D ayant une capacité decharge convenable;
– soulever les élingues et lespositionner comme le montre la fi-gure 1 ou 2;
– régler les élingues C, en bougeantle pont roulant par de brefsdéplacements jusqu’à ce qu’onatteigne la condition optimum destabilité;
4.1. ELEVACION Y DESCARGA
Las operaciones de elevación ydesplazamiento deben serefectuadas por personal
especializado, que tenga laformación idónea para este tipo de
maniobras.Durante la fase de carga y descarga
es necesario manejar la máquinaevitando choques, con el fin de
prevenir daños a la máquina o a lapersonas. Nadie debe encontrarsecerca de la carga colgada y/o en el
radio de acción del puente-grúadurante la fase de elevación y
desplazamiento de la máquina.
La elevación puede efectuarse me-diante una grúa de puente o carretillaelevadora semoviente. Antes decomenzar las maniobras, extraer dela máquina todas aquellas partes que,por exigencias de transporte oembalaje, resulten apoyadas sobre lamisma.Controlar que la capacidad del mediode elevación sea superior al peso bru-to de la máquina, indicado en las fig.1y 2.
– Preparar una carretilla elevadora Aque tenga una capacidad adecuada;
– introducir las horcas B como estáindicado en la figura y controlar quelas mismas sobresalgan al menos15 cm de la parte trasera de la base(Introducir las horquillas cerca delos dos pies E y girar con respectoa la base de la máquina para que lahorquilla B pase por fuera del pietrasero F).
En caso de puente-grúa o grúa, obrarcomo está indicado a continuación:– preparar tres correas C que tengan
una longitud y capacidad idóneas;– enganchar las correas al puente-
grúa D de capacidad idónea;– elevar las correas y colocarlas como
está ilustrado en la figura 1 o 2;– ajustar las correas C desplazando
el puente-grúa por medio demovimientos breves hasta alcanzarla estabilidad óptima;
4.INSTALLAZIONE • INSTALLATION
ENGLISHITALIANO
– 48 –
– lift carefully and slowly, withoutcausing the load to swing, andplace the machine in the selectedsetting;
– remove the protective wax coatfrom all tables and unpaintedsurfaces, using kerosene or itsderivative products.Do not use any solvent, petrol orgas oil, which might dull the paintor oxidate machine parts.
4.2. INSTALLATION AREA -CHARACTERISTICS
It is prohibited to install themachine in explosive environ-
ments.
The installation zone must be se-lected evaluating the work spacerequired depending on the dimen-sion of the pieces to be machined,and taking into account that a freespace of at least 800 mm must beleft around the machine.
It is also necessary to check thefloor capacity and its surface, sothat the machine base is evenlyresting on its four supports.
A power outlet and a chip-suctionsystem connection shall be closeto the selected machine settingand it must be conveniently lighted(luminous intensity: 500 LUX).
– sollevare lentamente e movimen-tare con la massima cautela evi-tando le oscillazioni ancheminime e posizionare la macchi-na nella zona di lavoroprestabilita;
– rimuovere dai piani e da tutte lesuperfici non verniciate, lo stratodi cera protettiva, utilizzando so-lamente kerosene o derivati.Non utilizzare solventi, benzinao gasolio, che possono intacca-re la vernice opacizzandola oprodurre ossidazione nelle diver-se parti.
4.2. ZONA DI INSTALLAZIO-NE - CARATTERISTICHE
E' vietato installare la macchi-na in ambienti esplosivi.
La zona di installazione deve es-sere scelta valutando lo spazio dilavoro in funzione delle dimensio-ni dei pezzi da lavorare e tenendopresente che attorno alla macchi-na deve rimanere uno spazio dialmeno 800 mm
Verificare inoltre la portata del so-laio e la superficie del pavimento,affinché il basamento possa ap-poggiare uniformemente in pianosui quattro punti.
La zona prestabilita dovrà dispor-re di una presa di distribuzione del-l’energia elettrica, di un raccordodell’impianto di aspirazione dei tru-cioli e dovrà essere adeguatamen-te illuminata (intensità luminosa:500 LUX).

– 49 –
4.ESPAÑOLFRANÇAISDEUTSCH
AUFSTELLUNG • INSTALLATIONINSTALACION
– Maschine langsam und mit größterVorsicht anheben, wobei größereSchwingungen vermieden werdensollten; dann die Maschine amvorher festgelegten Ort abstellen;
– Die schützende Wachsschicht mitKerosin oder Derivaten von denTischen und von allen nicht lackiertenOberflächen entfernen.Es dürfen keine Lösungsmittel oderBenzin verwendet werden, da derLack dadurch angegriffen undmattiert werden könnte bzw.verschiedene Teile zu rostenbeginnen könnten.
4.2. INSTALLATIONSORT -MERKMALE
Es ist verboten, die Maschine inEx-Bereichen zu installieren.
Der Installationsbereich muss unterBerücksichtigung der Abmessungender zu verarbeitenden Werkstückegewählt werden; dabei ist zu beach-ten, dass um die Maschine ein Frei-raum von zumindest 800 mm bestehenmuss.
Die Tragfähigkeit der Decke und desBodens prüfen, damit der Maschinen-sockel gleichmäßig auf seinen vierAuflagepunkten aufliegen kann.
Der vorher festgelegte Ort für dieAufstellung der Maschine muß übereinen Netzanschluß und einen An-schluß für die Span-Absauganlageverfügen und muß auf geeigneteWeise beleuchtet sein (Lichtstärke:500 LUX).
– soulever lentement etmanutentionner la charge en faisanttrès attention et en évitant jusqu’auxmoindres oscillations, puis posi-tionner la machine dans la zone detravail établie;
– enlever la couche de cire deprotection des surfaces non laquéesutilisant du kérosène ou dérivés.Ne pas utiliser de solvants, d’essenceou de gazole, qui peuvent manger lapeinture en la rendant mate ou produirel’oxidation des différentes parties.
4.2. EMPLACEMENT POURL’INSTALLATION - CARAC-TERISTIQUES
Il est interdit d’installer la machinedans des endroits où il y a des ris-
ques d’explosion.
La zone d’installation doit être choisie enévaluant l’espace de travail en fonctiondes dimensions des pièces à usiner, sansoublier qu’autour de la machine il fautqu’il y ait un espace d’au moins 800mm.
Vérifier aussi la capacité de charge duplancher, ainsi que la surface du sol,afin que la base de la machine puisseappuyer uniformément à plat sur lesquatre points.
La zone susmentionnée devra avoirune prise de distribution de l'energieélectrique, un raccord de l'installationd'aspiration des coupeaux et elle devraêtre éclairée de manière adéquate(min.intensité lumineuse recomman-dée: 500 LUX).
– elevar lentamente y desplazar lacarga con mucho cuidado evitandolas oscilaciones, aunque mínimas,y colocar la máquina en la zona detrabajo elegida;
– remover de los planos y de todas lassuperficies no pintadas, la capa decera protectora, utilizandoúnicamente queroseno o productosderivados.No utilizar solventes, gasolina o gas-oil, que pueden corroer la pinturaopacándola o producir la oxidaciónde las distintas partes.
4.2. ZONA DE INSTALACION -CARACTERISTICAS
Está prohibido instalar la máquinaen lugares explosivos.
La zona de instalación debe ser se-leccionada considerando el espaciode trabajo en base a las dimensionesde las piezas a elaborar y teniendopresente que alrededor de la máquinadebe quedar un espacio de al menos800 mm.Controlar la capacidad del pavimentoy de la superficie del piso, ya que labase debe apoyar uniformemente sobrelos cuatro puntos.La zona elegida debe tener una tomade distribución eléctrica cerca de unaconexión de la instalación de aspira-ción virutas y deberá tener una ilumi-nación idónea (intensidad luminosa:500 LUX).

4.INSTALLAZIONE • INSTALLATION
ENGLISHITALIANO
– 50 –
4.3. INSTALLAZIONE PARTISMONTATE -PREMESSA
Alcuni elementi della macchina ri-sulteranno smontati dalla strutturaprincipale della macchina, per esi-genze di imballaggio e trasporto.Procedere alla loro installazionecome descritto di seguito.
4.3.1 Ruote di spostamento -Montaggio (fig.3)
Il gruppo è composto di:– 2 ruote fisse A– 2 supporti B– 1 ruota mobile D.
Per l'utilizzo delle ruote, è neces-sario montare prima le ruote fisseA, poi i supporti B:– smontare lo sportello in lamiera
(lato 2); inserire dentro albasamento (lato 1) la prima ruo-ta fissa A facendo passare dal-l'interno la vite a testa tonda ebloccarla dall'esterno con la ma-niglia a ripresa C;
– smontare il carter in plastica(lato 3) svitando le quattro vitiche lo fissano al basamento;
– procedere al fissaggio della se-conda ruota fissa A come de-scritto precedentemente.
Montare i due supporti fissi B.
Per l'utilizzo delle ruote procederein questo modo:– inserire l'attrezzo D nel suppor-
to B dal lato 4 e utilizzarlo comeleva per il sollevamento dellamacchina;
– abbassare le ruote fisse A eserrarle mediante le maniglie C;
– spostare l'attrezzo D dalla parteopposta della macchina (lato 2),inserirlo nell'attacco B e proce-dere alla movimentazione dellamacchina.
4.3. INSTALLATION OFDISASSEMBLED PARTS- INTRODUCTION
A few machine elements will bedisassembled from the machinemain structure due to packagingand shipping requirements.These loose parts should be in-stalled as follows.
4.3.1 Displacing wheels -Assembly (fig. 3)
The unit is composed by:– 2 fixed wheels A– 2 mounts B– 1 caster wheel D
To install the wheels, first attachthe fixed ones A and then themounts B:– disassemble the sheet metal
door (side 2); Attach the firstfixed wheel A to the machinebase (side 1) by passing theroundhead screw through fromthe inside. Fix it in place by usingthe handle C;
– disassemble the plasticprotection cover (side 3) byunscrewing the 4 screws whichfix it to the base.
– secure the second fixed wheelA in place by performing theoperations described above.
Install the two fixed supports B.
To use the wheels, proceed asfollows:– fit the jack D into the support B
from the side 4 and use it as alever to lift the machine;
– lower the fixed wheels A andtighten them by the handles C;
– push the jack D toward theopposite side of the machine(side 2). Attach it to the mount Band then start moving themachine.
A
A
BB
3
2
1
4
021_006.3

– 51 –
4.ESPAÑOLFRANÇAISDEUTSCH
AUFSTELLUNG • INSTALLATIONINSTALACION
4.3. INSTALLATION PARTIESDÉMONTÉES -INTRODUCTION
Pour des raisons d’emballage et detransport, quelques pièces sont dé-montées de la structure principale dela machine.Procéder à leur installation commedécrit ci de suite.
4.3.1 Roues de deplacement -Montage (fig. 3)
L’ensemble est composé comme suit:– Deux roues fixes A– Deux supports B– Une roue pivotante D
Pour l’installation des roues, monterd’abord les roues fixes A puis lessupports B:– démonter la porte en tôle (côté 2).
Introduire dans la base de lamachine (côté 1) la première rouefixe A en faisant passer de l’intérieurla vis à tête ronde et la serrer del’extérieur en se servant de lapoignée C;
– démonter le carter en plastique(côté 3) en dévissant les quatresvis qui le fixent à la base;
– fixer la deuxième roue fixe A commedécrit précédemment.
Monter les deux supports fixes B.
Pour utiliser les roues, procéder de lamanière suivante:– Introduire l’outil D dans le support
B du côté 4 en l’utilisant commelevier pour le levage de la machine;
– abaisser les roues fixes A et lesserrer avec les poignées C;
– déplacer le cric D sur la côté op-posé de la machine (côté 2), l’appli-quer au support B et procéder audéplacement de la machine.
4.3. INSTALACION DE LASPARTES DESMONTADAS -INTRODUCCION
Algunos elementos de la máquinaserán desmontados de la estructuraprincipal de la máquina por exigen-cias de embalaje y de transporte.Instalar los elementos desmontadoscomo se explica a continuación.
4.3.1 Ruedas de desplazamiento -Montaje (fig. 3)
El grupo consta de:– 2 ruedas fijas A– 2 soportes B– 1 rueda móvil D
Para utilizar las ruedas es necesariomontar primero las ruedas fijas A ydespués los soportes B:– desmontar el postigo en chapa (lado
2); introducir dentro de la base (lado1) la primera rueda fija A haciendopasar por el interior el tornillo concabeza redonda y bloquearlo desdeel exterior con la manilla C;
– desmontar el cárter en plástico (lado3) extrayendo los cuatro tornillosque lo fijan a la base;
– fijar la segunda rueda fija A comose ha descrito anteriormente.
Montar los dos soportes fijos B.
Para utilizar las ruedas proceder deesta manera:– introducir la herramienta D en el
soporte B en el lado 4 y utilizarlacomo palanca para elevar lamáquina.
– bajar las ruedas fijas A y ajustarlemediante las manillas C;
– desplazar la herramienta D por laparte opuesta de la máquina (lado2), colocarla en el enganche B ymover la máquina.
4.3. INSTALLATION DER AB-GENOMMENEN TEILE -VORAUSSETZUNG
Einige Maschinenteile wurden ausTransport- und Verpackungs gründenabmontiert. Nachfolgend finden Sie dieBeschreibung für die Montage dieserTeile.
4.3.1 Versetzungsrad -Montage (Abb.3)
Die Gruppe besteht aus:– 2 feste Räder A– 2 Halterungen B– 1 bewegliches Rad D.
Zur Anwendung der Räder muß manzuerst die festen Räder A, dann dieHalterung B anbringen:– Die Blechklappe abbauen (Seite 2):
das erste feste Rad A innerhalb desGrundgestells (Seite 1) einfügen. DieHalbrundschraube durch das Innereeinsetzen und das feste Rad vonaußen mit dem Griff C festmachen;
– Die Kunststoffverkleidung (Seite 3)abbauen, indem die vier Schraubengelöst werden, mit denen sie amGrundgestell befestigt ist;
– Das zweite feste Rad A wie vorherbeschrieben festmachen.
Die beiden festen Halterungen Beinbauen.
Zur Anwendung der Räder geht manwie folgt vor:– das Werkzeug D in die Halterung B
von der Seite 4 einsetzen und esals Hebel zum Anheben derMaschine benutzen;
– Die festen Räder A herabsetzen unddurch die Handgriffe C festziehen;
– Das Werkzeug D gegen die entge-gengesetzten Seite der Maschine(Seite 2) verstellen, es in die Kupp-lung B einfügen und die Maschinein Bewegung setzen.

4.INSTALLAZIONE • INSTALLATION
ENGLISHITALIANO
– 52 –
4.3.2. Square up frameInstallation (fig.4)
The device consists of a slidingbar B and a sliding table A withswinging support F.– Position the sliding bar B as in
the figure and lock it with thescrews C.
– Insert the table A in the bar Bholding it in vertical position andinclining it towards the inside ofthe machine. Position theswinging support F as in the fi-gure and support the tableinserting the screw D in thespecial hole.
– Level the table A, if necessary,adjusting the screw D.
– Fit the telescopic rule makingreference to the indications inchapter 5.
4.3.3 Squaring machine foraluminium wagon -Installation (fig. 5)
– Insert the support B in the grooveof the wagon A.
– Position the swinging support Gas shown in the figure; rest theframe D on the support B,inserting the two pads H in thegroove of the wagon, and thescrew F in the hole E.
The screw F must sit perfectly inthe special hole underneath the
frame D.
– Level the table D, if necessary,turning the screw F.
– Tighten the knobs C.– Insert the stud bolt L with the
presser M in the groove of thewagon A and turn it clockwiseto lock it.
When the wagon A is not used,lock it with the knob N.
21_005_2.tif
C
A
B
4.3.2. Telaio di squadroInstallazione (fig.4)
Il dispositivo é composto dalla bar-ra di scorrimento B e dal pianoscorrevole A con supporto a ban-diera F.– Posizionare la barra di scorri-
mento B come in figura e bloc-carla mediante le viti C.
– Inserire il piano A nella barra Btenendolo in posizione verticalee inclinandolo verso l'internodella macchina.Posizionare labandiera F come in figura e ap-poggiare il piano inserendo lavite D nell'apposito foro.
– Livellare il piano A, se necessa-rio, agendo sulla vite D.
– Montare la riga telescopica fa-cendo riferimento alle indicazio-ni del cap.5.
4.3.3 Squadratrice per vagonein alluminio -Installazione (fig. 5)
– Inserire il supporto B nella sca-nalatura del carro vagone A.
– Posizionare la bandiera G comein figura; appoggiare il telaio Dsul supporto B inserendo i duepattini H nella scanalatura delvagone e la vite F nel foro E.
La vite F deve alloggiareperfettamente nell'apposito foro
presente sotto al telaio D.
– Livellare il piano D, se necessa-rio, agendo sulla vite F.
– Serrare i pomelli C.– Inserire la colonnetta L con il
pressore M nella scanalatura delcarro vagone A e ruotarla in sen-so orario per bloccarla.
Quando non si utilizza il vagone Abloccarlo con il pomello N.
D
F
4
21_006_3.tif5
D
CB
F
G
E
H
N
A
M
L
A

– 53 –
4.ESPAÑOLFRANÇAISDEUTSCH
AUFSTELLUNG • INSTALLATIONINSTALACION
4.3.2. WinkelrahmenEinbau (Abb. 4)
Die Vorrichtung besteht aus derGleitstange B und dem Schiebetisch Amit Fahnenhalterung F.– Die Gleitstange B wie auf der
Abbildung gezeigt einstellen und mitden Schrauben C blockieren.
– Den Tisch A in die Stange Beinsetzen, vertikal halten und zurInnenseite der Maschine neigen. DieStütze F wie auf der Abbildunggezeigt einstellen und die SchraubeD in die entsprechende Bohrungeinsetzen.
– Falls erforderlich den Tisch A mitder Schraube D nivellieren.
– Die Teleskopstange mit Bezug aufdie Angaben von Kapitel 5anbringen.
4.3.3 Beschlagvorrichtung fürAlu-Wagen -Einbau (Abb. 5)
– Halterung B in die Rille desWaggons A einsetzen.
– Streichbrett G wie in der Abbildunggezeigt positionieren; Rahmen D aufHalterung B auflegen und dabei diebeiden Gleitbacken H in die Rillendes Waggons einsetzen. SchraubeF in das Bohrloch E einsetzen.
Die Schraube F muss perfekt in dementsprechenden Sitz unter dem
Rahmen D sitzen.
– Falls erforderlich den Tisch D mitder Schraube F nivellieren.
– Die Knäufe C anziehen.– Schraubenbolzen L mit dem
Druckstück M in die Rille desWaggons A einsetzen und zumFestziehen im Uhrzeigersinndrehen.
Wenn Waggon A nicht benutzt wird,ist dieser mittels Ballengriff Nfestzustellen.
4.3.2. Bâti d’équerreInstallation fig.4)
Le dispositif comprend la barre decoulissement B et le plan coulissantA avec un support à bande F.– Placer la barre de coulissement B
comme indiqué sur la figure, puis labloquer à l’aide des vis C.
– Introduire le plan A dans la barre Ben le tenant en position verticale eten l’inclinant vers l’intérieur de lamachine. Placer la hampe F commeindiqué sur la figure et poser le planen introduisant la vis D dans l’orificeà cet effet.
– Mettre le plan A à niveau, le caséchéant, en agissant sur la vis D.
– Monter la règle télescopique en seréférant aux indications au chap 5.
4.3.3 Equarrissoir pour plate-for-me en aluminium -Installation (fig. 5)
– Insérer le support B dans lacannelure du chariot mobile A.
– Positionner la bande G commeindiqué sur la figure ; poser le bâti Dsur le support B en insérant les deuxpatins H dans la cannelure du chariotet la vis F dans le trou E.
La vis F doit être parfaitementinstallée dans l’orifice se trouvant
sous le bâti D.
– Mettre à niveau le plateau D, le caséchéant, en agissant sur la vis F.
– Serrer les pommeaux C.– Introduire la colonnette L avec le
presseur M dans la cannelure duchariot mobile A et la tourner dansle sens horaire pour la bloquer.
Lorsqu’on n’utilise pas le chariot A lebloquer avec le pommeau N.
4.3.2. Bastidor en ángulo recto -Instalacion (fig.4)
El dispositivo está compuesto por labarra de deslizamiento B y por el pla-no deslizable A con soporte orientableF.– Colocar la barra de deslizamiento B
como ilustrado en figura y trabarlacon los tornillos C.
– Colocar el plano A en la barra Bteniéndolo en posición vertical einclinándolo hacia el interior de lamáquina. Colocar la bandera Fcomo indicado en figura y apoyar elplano colocando el tornillo D en elorificio correspondiente.
– Si es necesario, nivelar el plano Amediante el tornillo D.
– Montar la regla telescópicasiguiendo las instrucciones del cap.5.
4.3.3 Escuadradora para vagónen aluminio - Instalación(fig. 5)
– Introducir el soporte B en la ranuradel carro vagón A.
– Colocar la bandera G como seilustra en la figura; apoyar el bastidorD sobre el soporte B introduciendolos dos patines H en la ranura delvagón y el tornillo F en el orificio E.
El tornillo F debe entrar perfectamente enel orificio correspondiente situado debajo
del bastidor D.
– Si es necesario, nivelar el plano Dmediante el tornillo F.
– Ajustar las perillas C.– Introducir el espárrago L con la
prensa M en la ranura del carrovagón A y girarlo en el sentido delas agujas del reloj para bloquearlo.
Cuando no se utilice el vagón Abloquearlo con la perilla N.
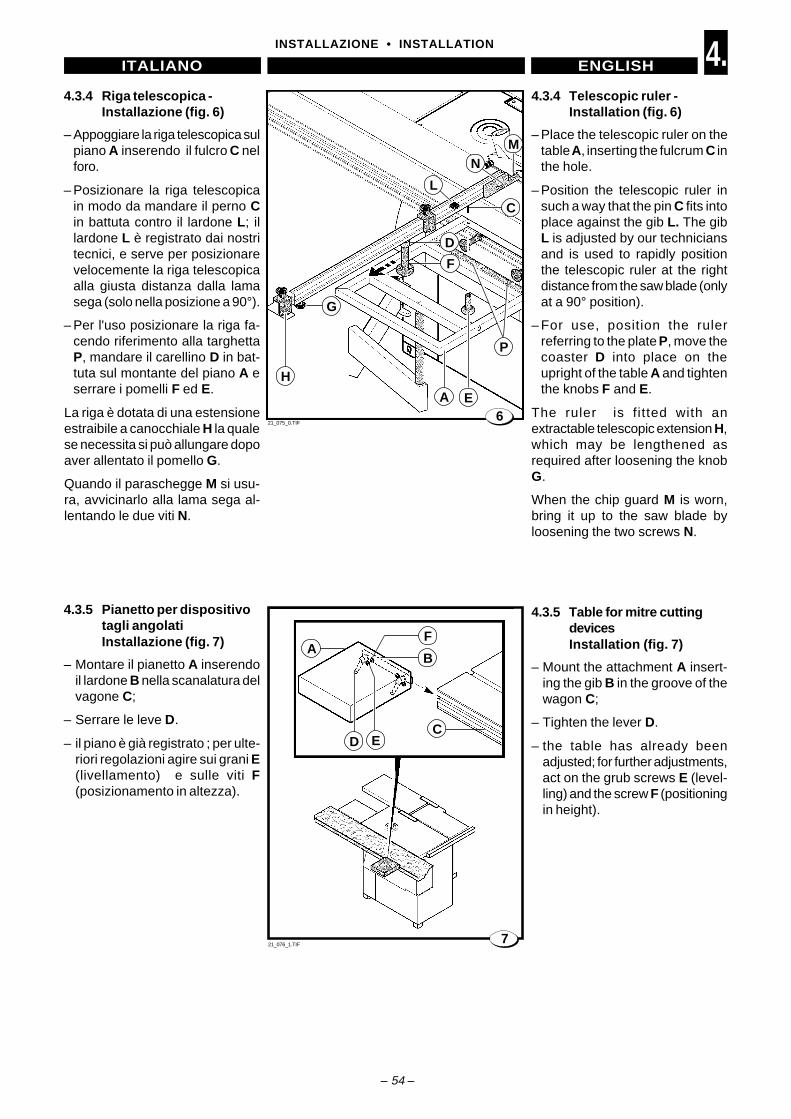
4.INSTALLAZIONE • INSTALLATION
ENGLISHITALIANO
– 54 –
21_075_0.TIF
E
F
H
A
G
D
C
MN
L
P
6
4.3.4 Riga telescopica -Installazione (fig. 6)
– Appoggiare la riga telescopica sulpiano A inserendo il fulcro C nelforo.
– Posizionare la riga telescopicain modo da mandare il perno Cin battuta contro il lardone L; illardone L è registrato dai nostritecnici, e serve per posizionarevelocemente la riga telescopicaalla giusta distanza dalla lamasega (solo nella posizione a 90°).
– Per l'uso posizionare la riga fa-cendo riferimento alla targhettaP, mandare il carellino D in bat-tuta sul montante del piano A eserrare i pomelli F ed E.
La riga è dotata di una estensioneestraibile a canocchiale H la qualese necessita si può allungare dopoaver allentato il pomello G.
Quando il paraschegge M si usu-ra, avvicinarlo alla lama sega al-lentando le due viti N.
4.3.5 Pianetto per dispositivotagli angolatiInstallazione (fig. 7)
– Montare il pianetto A inserendoil lardone B nella scanalatura delvagone C;
– Serrare le leve D.
– il piano è già registrato ; per ulte-riori regolazioni agire sui grani E(livellamento) e sulle viti F(posizionamento in altezza).
4.3.4 Telescopic ruler -Installation (fig. 6)
– Place the telescopic ruler on thetable A, inserting the fulcrum C inthe hole.
– Position the telescopic ruler insuch a way that the pin C fits intoplace against the gib L. The gibL is adjusted by our techniciansand is used to rapidly positionthe telescopic ruler at the rightdistance from the saw blade (onlyat a 90° position).
– For use, position the rulerreferring to the plate P, move thecoaster D into place on theupright of the table A and tightenthe knobs F and E.
The ruler is fitted with anextractable telescopic extension H,which may be lengthened asrequired after loosening the knobG.
When the chip guard M is worn,bring it up to the saw blade byloosening the two screws N.
4.3.5 Table for mitre cuttingdevicesInstallation (fig. 7)
– Mount the attachment A insert-ing the gib B in the groove of thewagon C;
– Tighten the lever D.
– the table has already beenadjusted; for further adjustments,act on the grub screws E (level-ling) and the screw F (positioningin height).
AB
CE
F
D
21_076_1.TIF7

– 55 –
4.ESPAÑOLFRANÇAISDEUTSCH
AUFSTELLUNG • INSTALLATIONINSTALACION
4.3.4 Teleskop-Lineal -Installation (Abb. 6)
– Das Teleskoplineal auf den Tisch Aanbringen, indem der Hebel C in dieBohrung eingesetzt wird.
– Teleskopschiene so auflegen, daßder Stift C an der Stelleiste L an-schlägt. Die Stelleiste L ist von un-seren Technikern eingestellt unddient zur schnellen Positionierungder Teleskopschiene im richtigenAbstand vom Sägeblatt (nur in 90°-Position).
– Zum Gebrauch Schiene unterBezugnahme auf Typenschild Ppositionieren. Schlitten D bis zumAnschlag an den Ständer der Flächeschieben A und Ballengriffe F und Eanziehen
Das Lineal weist einen Teleskop-auszugH auf, der falls erforderlich nach demLösen des Knaufes G ausgezogenwerden kann.
Wenn der Splitterschutz M abgenutztist, ist er durch Lockern der SchraubenN an das Sägeblatt heranzuführen.
4.3.5. Kleiner Tisch fürVorrichtungen fürWinkelschnitteInstallation (Abb. 7)
– Ansatzflügel A montieren. Hierzu istdie Stelleiste B in die Rillen desWaggons C einzusetzen;
– Ziehen Sie die Hebel D an.
– Die Fläche ist bereits eingestellt. Fürnachträgliche Einstellarbeiten sind dieStifte E (Ausrichtung) und SchraubenF (Höhen-positionierung) anzuziehenoder zu lockern.
4.3.4 Règle téléscopique -Installation (fig. 6)
– Poser la règle télescopique sur leplan A et introduire le pivot C dansl’orifice.
– Positionner la règle télescopique demanière à amener le goujon C con-tre le lardon L; le lardon L est réglépar nos techniciens et permet depositionner rapidement la règle té-lescopique à la distance exacte dela lame scie (seulement dans la po-sition à 90°).
– Pour l’utilisation positionner la règleen se référant à la plaque P, envoyerle chariot D contre le montant duplateau A et serrer le pommeau F etE.
La règle est munie d’une extensionextractible en longue vue H qui si c’estnécessaire peut être allongée aprèsavoir desserrer la poignée G.
Lorsque la protection contre les éclatsde bois M est usée, la rapprocher dela lame scie en desserrant les deuxvis N.
4.3.5. Tablette pour le dispositif decoupes en diagonaleInstallation (fig. 7)
– Monter le plateau A en introduisantle lardon B dans la cannelure duchariot C;
– Serrer les leviers D.
– le plateau est déjà réglé ; pourd’autres réglages agir sur les vis E(mise à niveau) et sur les vis F (po-sitionnement en hauteur).
4.3.4 Regla telescópica -Instalación (fig. 6)
– Apoyar la regla telescópica sobre elplano A introduciendo el fulcro C enel orificio.
– Colocar la regla telescópica de ma-nera que el perno C no haga topecontra el estabilizador de guía L;este último ha sido registrado porlos técnicos de la firma y sirve paraubicar rápidamente la regla telescó-pica a la distancia exacta de la hojasierra (sólo en la posición a 90°).
– Para el uso, colocar la reglatomando como referencia la placaP, llevar el carro D hasta su topecontra el montante del plano A yajustar las perillas F y E.
La regla cuenta con una extensiónextraíble telescópica H que, en casode ser necesario, puede alargarseaflojando previamente para ello elpomo G.
Cuando el protector contra astillas Mse desgasta, acercarlo a la hoja de lasierra aflojando los dos tornillos N.
4.3.5. Plano para dispositivo cortesangularesInstalación (fig. 7)
– Montar el plano A introduciendo elestabilizador de guía B en la ranuradel vagón C
– Ajustar las palancas D
– El plano ya está registrado; pararegularlo nuevamente servirse delas clavijas E (nivelación) y de lostornillos F (altura).
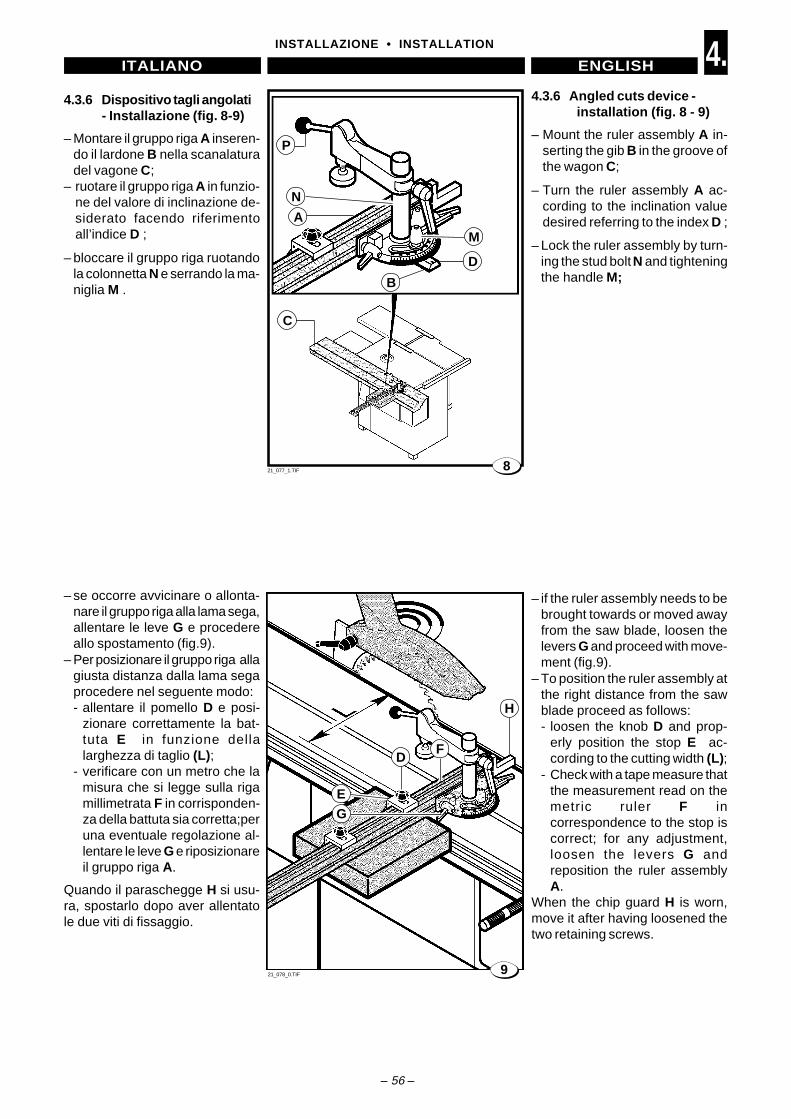
4.INSTALLAZIONE • INSTALLATION
ENGLISHITALIANO
– 56 –
921_078_0.TIF
4.3.6 Dispositivo tagli angolati- Installazione (fig. 8-9)
– Montare il gruppo riga A inseren-do il lardone B nella scanalaturadel vagone C;
– ruotare il gruppo riga A in funzio-ne del valore di inclinazione de-siderato facendo riferimentoall’indice D ;
– bloccare il gruppo riga ruotandola colonnetta N e serrando la ma-niglia M .
– se occorre avvicinare o allonta-nare il gruppo riga alla lama sega,allentare le leve G e procedereallo spostamento (fig.9).
– Per posizionare il gruppo riga allagiusta distanza dalla lama segaprocedere nel seguente modo:- allentare il pomello D e posi-
zionare correttamente la bat-tuta E in funzione dellalarghezza di taglio (L);
- verificare con un metro che lamisura che si legge sulla rigamillimetrata F in corrisponden-za della battuta sia corretta;peruna eventuale regolazione al-lentare le leve G e riposizionareil gruppo riga A.
Quando il paraschegge H si usu-ra, spostarlo dopo aver allentatole due viti di fissaggio.
G
E
H
FD
4.3.6 Angled cuts device -installation (fig. 8 - 9)
– Mount the ruler assembly A in-serting the gib B in the groove ofthe wagon C;
– Turn the ruler assembly A ac-cording to the inclination valuedesired referring to the index D ;
– Lock the ruler assembly by turn-ing the stud bolt N and tighteningthe handle M;
– if the ruler assembly needs to bebrought towards or moved awayfrom the saw blade, loosen thelevers G and proceed with move-ment (fig.9).
– To position the ruler assembly atthe right distance from the sawblade proceed as follows:- loosen the knob D and prop-
erly position the stop E ac-cording to the cutting width (L);
- Check with a tape measure thatthe measurement read on themetric ruler F incorrespondence to the stop iscorrect; for any adjustment,loosen the levers G andreposition the ruler assemblyA.
When the chip guard H is worn,move it after having loosened thetwo retaining screws.
8
A
B
N
P
D
C
M
21_077_1.TIF

– 57 –
4.ESPAÑOLFRANÇAISDEUTSCH
AUFSTELLUNG • INSTALLATIONINSTALACION
4.3.6 Winkelschnitt-vorrichtung -einbau (Abb.8 - 9)
– Schienengruppe A durch Einsetzender Stelleiste B in die Rille des Wag-gons C montieren;
– Schienengruppe A je nach ge-wünschtem Neigungsgrad unter Be-achtung des Zeigers D drehen;
– Schienengruppe durch Drehen desSchraubenbolzens N und Anziehendes Griffes M blockieren.
– Wenn die Schienengruppe näher andas Sägeblatt herangeführt oderweiter entfernt werden soll, sind dieHebel G zu lockern und anschlie-ßend die Gruppen zu verstellen(Abb. 9).
– Um die Schienengruppe im richti-gen Abstand vom Sägeblatt zu po-sitionieren, ist wie folgt vorzugehen:- Kugelgriff D lockern und den An-
schlag E je nach Schnittlänge (L)positionieren;
- Prüfen Sie mit einem Metermaß,ob das auf der Millimeterschiene Fam Anschlag angegebene Maßkorrekt ist; zur eventuellen Korrek-tur die Hebel G lockern und dieSchienengruppe A neu positionie-ren
Wenn der Splitterabweiser H sich ab-nützt, ist er nach Lockern der beidenBefestigungsschrauben zu verschie-ben.
4.3.6 Dispositif pour les coupesangulaires - installation(fig. 8 - 9)
– Monter le groupe règle A en intro-duisant le lardon B dans la canne-lure du chariot C;
– Tourner le groupe règle A en fonc-tion de la valeur d’inclinaison vou-lue en se référant à l’index D ;
– Bloquer le groupe règle en tournantla colonnette N et en serrant la poi-gnée M.
– s’il faut approcher ou éloigner legroupe règle de la lame scie, des-serrer les leviers G et effectuer ledéplacement (fig. 9).
– Pour positionner le groupe règle à ladistance exacte de la lame scie pro-céder comme suit:- desserrer le pommeau D et posi-
tionner correctement la butée Een fonction de la largeur de coupe(L);
- vérifier, à l’aide d’un mètre, que lamesure qu’on lit sur la règle milli-métrée F en face de la butée estcorrecte; pour un éventuel réglagedesserrer les leviers G etrepositionner le groupe règle A.
Lorsque la protection contre les éclatsH est usée, la déplacer après avoirdesserrer les deux vis de fixation.
4.3.6 Dispositivo cortesangulados - instalacion(fig. 8 - 9)
– Montar el grupo regla Aintroduciendo el estabilizador de guíaB en la ranura del vagón C
– Girar el grupo regla A en base alvalor de inclinación necesario,tomando como referencia el índiceD
– Bloquear el grupo regla girando elespárrago N y ajustando la manillaM.
– Si se necesita acercar o alejar elgrupo regla respecto de la hoja sie-rra, aflojar las palancas G y proce-der al desplazamiento (fig.9).
– Para ubicar el grupo regla a la dis-tancia exacta de la hoja sierra, pro-ceder de la siguiente manera:- Aflojar la perilla D y colocar co-
rrectamente el tope E en base alancho de corte (L)
- Comprobar con un metro que lamedida indicada en la reglamilimetrada F a la altura del topesea correcta; para una eventualregulación aflojar las palancas G ydesplazar el grupo regla A.
Cuando se desgaste la proteccióncontra astillas H, desplazarla tras ha-ber aflojado los dos tornillos de fija-ción.

4.INSTALLAZIONE • INSTALLATION
ENGLISHITALIANO
– 58 –
4.3.7 Tenoning table -Installation
Version with aluminiumwagon (fig. 10)
– Fasten the tenoning table Ato the slide table P with a screwand gib, and to the hole in thesliding platform with a screw.
Version with squaringframe (fig. 11)– Fix the tenoning attachment A
on the squaring machine B withthe two screws C.
4.3.8 Saw table extensionmoulder -Installation (fig.12)
– Fit the table A by means of thescrews B.
– Carry out the leveling of the tableby means of the dowels C.
– For the version with squaring fra-me screw the grub screw D inthe bar E; tighten the nut andcounternut F taking care not todeform the bar E.
4.3.7 Pianetto a tenonare -Installazione
Versione con vagonein alluminio (fig.10)
– Fissare il pianetto a tenonare Asul piano P del carro, mediantevite e lardone, e sul piano scor-revole nell'apposito foro median-te la vite.
Versione con telaiodi squadro (fig.11)– Fissare il pianetto a tenonare A
sulla squadratrice B mediante ledue viti C.
4.3.8 Prolunga piano segatoupie -Installazione (fig.12)
– Montare il piano A mediante leviti B.
– Eseguire il livellamento del pia-no agendo sui grani C.
– Nella versione col telaio di squa-dro avvitare il grano D nella bar-ra E ; serrare dado e controdadoF facendo attenzione a non de-formare la barra E.
021_052. / 21_049_0.CGM
C
E D
F
21_007_0.
A
•
B
•
C
P
A •
•
021_032.tif
○
○
○
○
○
○
○
AB
10
11
12

– 59 –
4.ESPAÑOLFRANÇAISDEUTSCH
AUFSTELLUNG • INSTALLATIONINSTALACION
4.3.7 Zapfenschneidtischchen -Einbau
Version mit Alu-Wagen (Abb.10)
– Den Zapfenschneidetisch A mitHilfe der Schrauben und derEinstelleiste auf dem Wagentisch Pbefestigen. Auf dem Schiebetischwird er mit der Schraube imentsprechenden Bohrloch fixiert.
Version mit Winkelrahmen(Abb. 11)– Die Zapfenschneidplatte A auf der
Beschlagvorrichtung B mit denbeiden Schrauben C festspannen.
4.3.8 Sägentisch-VerlängerungFräse -Einbau (Abb. 12)
– Auslauffläche A mit Hilfe derSchrauben B montieren.
– Dann die Fläche durch Einwirkenauf die Stifte C ausrichten.
– Bei der Version mit Winkelrahmenden Bolzen D an die Stange Eanschrauben; Mutter undKontermutter F anziehen und daraufachten, dass die Stange E nichtverformt wird.
4.3.7 Petite table à tenonner -Installation
Version avec plate-forme enaluminium (fig.10)
– Fixer la petite table à tenonner Asur le dessus de la table du chariotP, au moyen de la vis et du lardon,et sur la table coulissante dans letrou prévu, moyennant la vis.
Version avec châssisd’équarrissage (fig.11)– Fixer le plateau à tenonner A sur
l’équarrissoir B à l’aide des deux visC.
4.3.8 Rallonge du plan de la scietoupie -Installation (fig.12)
– Monter la table A au moyen des visB.
– Effectuer la mise à niveau de la tableen réglant les vis sans tête C.
– Sur la version avec bâtid’équarrissage visser le boulon Ddans la barre E; serrer l’écrou et lecontre-écrou F en faisant attentionà ne pas déformer la barre E.
4.3.7 Plano para ensamble deespiga y caja - Instalación
Versión con vagón en aluminio (fig. 10)
– Sujetar el plano para ensamble deespiga y caja A sobre el plano P delcarro mediante el tornillo y el listón.Luego, sujetarlo sobre el planodeslizable en el agujero, medianteel tornillo correspondiente.
Versión con bastidor de escuadra(fig. 11)– Fijar la superficie a espigar A sobre
la escuadradora B mediante los dostornillos C.
4.3.8 Extensión plano sierra -Instalacion (fig.12)
– Montar el plano A mediante lostornillos B.
– Nivelar el plano ajustando lospasadores C.
– En el modelo con bastidor deescuadra enroscar la tuerca D en labarra E; apretar la tuerca y lacontartuerca F teniendo cuidado deno deformar la barra E.

4.INSTALLAZIONE • INSTALLATION
ENGLISHITALIANO
– 60 –
4.3.9 Protection - Installation
The protections must always bemounted and be positioned insuch as way as to completely
cover the tools.
Saw guard (fig. 13)
– Lift the saw assembly by meansof the knob A after looseningthe knob B.
– Fit in the protection C and tightenthe handle E.
Arm saw protection fig. 14
– Fit the arm A to the work table.
– Introduce the protection supportB into arm A and fasten itthrough screw C.
– Fit protection E on support Lthrough screws G.
– Lower the guard into place onthe saw table and check:
- that the saw blade is flush withthe wood F ;
- that the guard is parallel to thetable and centred with respectto the blade.
– Loosen the screws C and G toadjust the correct position of theguard.
– Adjust the stop screw H in sucha way that the guard does notrise above the saw blade.
4.3.9 Protezioni -Installazione
Le protezioni devono sempreessere montate,e devono
essere posizionate in modo dacoprire al massimo gli utensili.
Protezione sega (fig. 13)
– Sollevare il gruppo sega me-diante il pomello A previoallentamento del pomello B.
– Inserire la protezione C serran-do la maniglia E.
Protezione sega a braccio fig.14
– Fissare il braccio A al piano dilavoro.
– Inserire il supporto protezione Bnel braccio A e bloccarlo me-diante la vite C.
– Montare la protezione E sul sup-porto L mediante le viti G.
– Abbassare la protezione in bat-tuta sul piano sega e verificare:
- che la lama sega sia a filo conil legno F ;
- che la protezione sia parallelaal piano, e centrata rispetto lelame.
– Allentare le viti C e G per regi-strare la corretta posizione dellaprotezione.
– Registrare la vite di battuta H inmodo che la protezione non sialzi al di sopra della lama sega.
A
H
G
F
C
B A
L
21_090_0.tif 14
E
5
10
15
20
25
30
3540
45
45
21_050_0.CGM / 021_009_2.tif
A
B
13
EC

– 61 –
4.ESPAÑOLFRANÇAISDEUTSCH
AUFSTELLUNG • INSTALLATIONINSTALACION
4.3.9 Schutzvorrichtungen -Einbau
Die Schutzabdeckungen müssenstets montiert und so positoniert
sein, daß die Werkzeugeweitestgehend abgedeckt sind.
Sägeschutz (Abb. 13)
– Das Sägeaggerat mit dem Knauf Anach dem Lösen des Knaufs Banheben.
– Die Schutzvorrichtung C anbringenund Drehstift E anziehen.
Sägenausleger-Schutz Abb. 14
– Arm A an der Arbeitsfläche befesti-gen.
– Die Schutzhalterung B in den Arm Aeinführen, und ihn mit der SchraubeC befestigen.
– Mit den Schrauben E dieSchutzvorrichtung L an derHalterung G befestigen.
– Senken Sie die Schutzvorrichtungbis zum Anschlag auf die Arbeitsflä-che ab und kontrollieren Sie:
- ob das Sägeblatt das Holz F be-rührt;
- ob die Schutzvorrichtung parallelzur Arbeitsfläche und mittig zu denSägeblättern ausgerichtet ist.
– Schrauben C und G lockern, umdie Position der Schutzvorrichtungrichtig einzustellen.
– Anschlagschraube H so einstellen,daß die Schutzvorrichtung nichtüber das Sägeblatt angehoben wird.
4.3.9 Protections - Installation
Les protections doivent toujours êtremontées et placées de manière àcouvrir au maximum les outils.
Protecteur scie (fig. 13)
– Soulever le groupe scie à l’aide dupommeau A, après avoir desserréle pommeau B.
– Introduire le protecteur C en serrantla manette E.
Carter scie à bras fig. 14
– Fixer le bras A au plan de travail.
– Introduire le support protecteur Bdans le bras A et le bloquer aumoyen de la vis C.
– Monter la protection E sur le sup-port L au moyen des vis G.
– Baisser la protection en butée sur leplan scie et contrôler:
- que la lame scie est au bord dubois F ;
- que la protection est parallèle auplan et centrée par rapport auxlames.
– Desserrer les vis C et G pour réglercorrectement la position de la pro-tection.
– Régler les vis de butée H de ma-nière à ce que la protection ne montepas au-dessus de la lame scie.
4.3.9 Protecciones - Instalación
Las protecciones deben estarsiempre montadas y posicionadas de
modo que cubran al máximo losutensilios.
Protección de la sierra (fig. 13)
– Elevar el grupo sierra mediante elpomo A habiendo aflojado conanterioridad el pomo B.
– Introducir la protección C apretan-do la manija E.
Protección serrucho fig. 14
– Fijar el brazo A al plano de trabajo.
– Introducir el soporte protección Ben el brazo A y sujetarlo medianteel tornillo C.
– Montar la protección E sobre el so-porte L mediante los tornillos G.
– Bajar la protección hasta el topecontra el plano sierra y controlar losiguiente:
- que la hoja sierra se encuentre alras de la madera F
- que la protección sea paralela alplano, y centrada respecto de lashojas
– Aflojar los tornillos C y G paracalibrar la correcta posición de laprotección.
– Registrar el tornillo de tope H demanera que la protección no selevante por encima de la hoja sierra.

4.INSTALLAZIONE • INSTALLATION
ENGLISHITALIANO
– 62 –
Cuffia toupie (fig. 15)
Posizionare la cuffia sul piano dilavoro e avvitare i due pomelli Hnei rispettivi fori.
Cuffia toupie per tenonare(fig.16)
Posizionare la cuffia B sul piano dilavoro e fissarla mediante i pomel-li D.
Protezione pialla(fig. 17)
– Posizionare la protezione Acome da figura.
– Avvitare la vite B di fissaggio.
Moulder hood (fig. 15)
Position the hood on the workingtable and screw the two knobs Hinto their special holes.
Tenoning shaper hood (fig.16)
Position the hood B on theworkbench and fix it through theknobs D
Planer guard(fig. 17)
– Fit the protection A into place asshown in the picture.
– Tighten the fastening screw B.
021_026.
D
D
B
16
17021_067.cgm.
A B
028.091.0.tif
HH
15

– 63 –
4.ESPAÑOLFRANÇAISDEUTSCH
AUFSTELLUNG • INSTALLATIONINSTALACION
Fräsenhaube (Abb.15)
Die Haube auf dem Arbeitstischpositionieren und die zwei BallengriffeH in den vorgesehenen Öffnungenfestschrauben.
Schlitzhaube für Zapfen-schneiden(Abb.16)
Die Haube B am Arbeitstischpositionieren und mit den KugelgriffenD befestigen.
Hobelschutz(Abb.17)
– Schutzvorrichtung A, wie auf derAbbildung, aufsetzen.
– Befestigungsschraube B anziehen.
Protecteur de la toupie (fig. 15)
Positionner le protecteur sur la tablede travail et visser les deux boutons Hdans les trous prévus.
Protecteur toupie pour tenonner(fig.16)
Positionner le protecteur B sur la tablede travail et le fixer au moyen desboutons D.
Protection porte-lames (fig.17)
– Positionner la protection A commele montre la figure.
– Serrer la vis B de fixation.
Cabezal tupí (fig. 15)
Colocar el cabezal sobre la mesa detrabajo y atornillar los dos botonesesféricos H en los agujeroscorrespondientes.
Cabezal tupi para ensamble deespiga y caja (fig.16)
Colocar el cabezal B sobre la mesade trabajo y sujetarlo mediante losbotones esféricos D.
Protección cepillo(fig. 17)– Colocar la protección A como se
ilustra en la figura.
– Atornillar el tornillo B de sujeción.
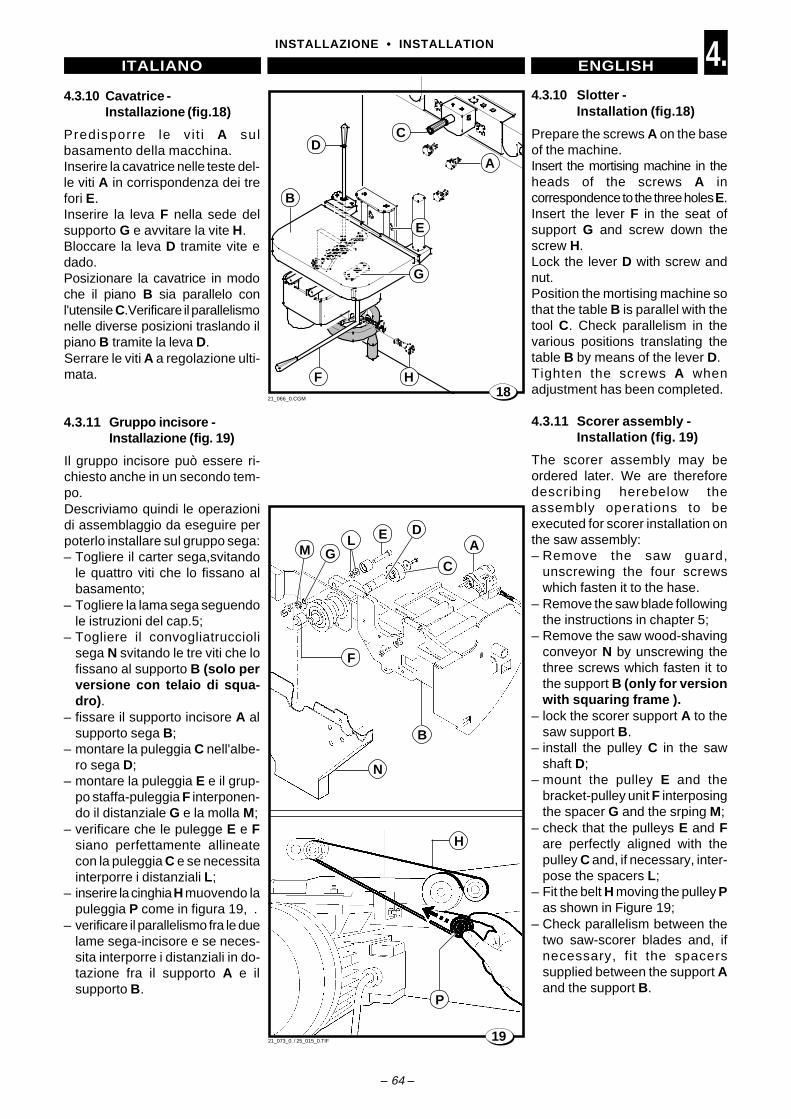
4.INSTALLAZIONE • INSTALLATION
ENGLISHITALIANO
– 64 –
4.3.10 Slotter -Installation (fig.18)
Prepare the screws A on the baseof the machine.Insert the mortising machine in theheads of the screws A incorrespondence to the three holes E.Insert the lever F in the seat ofsupport G and screw down thescrew H.Lock the lever D with screw andnut.Position the mortising machine sothat the table B is parallel with thetool C. Check parallelism in thevarious positions translating thetable B by means of the lever D.Tighten the screws A whenadjustment has been completed.
4.3.11 Scorer assembly -Installation (fig. 19)
The scorer assembly may beordered later. We are thereforedescribing herebelow theassembly operations to beexecuted for scorer installation onthe saw assembly:– Remove the saw guard,
unscrewing the four screwswhich fasten it to the hase.
– Remove the saw blade followingthe instructions in chapter 5;
– Remove the saw wood-shavingconveyor N by unscrewing thethree screws which fasten it tothe support B (only for versionwith squaring frame ).
– lock the scorer support A to thesaw support B.
– install the pulley C in the sawshaft D;
– mount the pulley E and thebracket-pulley unit F interposingthe spacer G and the srping M;
– check that the pulleys E and Fare perfectly aligned with thepulley C and, if necessary, inter-pose the spacers L;
– Fit the belt H moving the pulley Pas shown in Figure 19;
– Check parallelism between thetwo saw-scorer blades and, ifnecessary, fit the spacerssupplied between the support Aand the support B.
4.3.10 Cavatrice -Installazione (fig.18)
Predisporre le vi t i A sulbasamento della macchina.Inserire la cavatrice nelle teste del-le viti A in corrispondenza dei trefori E.Inserire la leva F nella sede delsupporto G e avvitare la vite H.Bloccare la leva D tramite vite edado.Posizionare la cavatrice in modoche il piano B sia parallelo conl'utensile C.Verificare il parallelismonelle diverse posizioni traslando ilpiano B tramite la leva D.Serrare le viti A a regolazione ulti-mata.
4.3.11 Gruppo incisore -Installazione (fig. 19)
Il gruppo incisore può essere ri-chiesto anche in un secondo tem-po.Descriviamo quindi le operazionidi assemblaggio da eseguire perpoterlo installare sul gruppo sega:– Togliere il carter sega,svitando
le quattro viti che lo fissano albasamento;
– Togliere la lama sega seguendole istruzioni del cap.5;
– Togliere il convogliatrucciolisega N svitando le tre viti che lofissano al supporto B (solo perversione con telaio di squa-dro).
– fissare il supporto incisore A alsupporto sega B;
– montare la puleggia C nell'albe-ro sega D;
– montare la puleggia E e il grup-po staffa-puleggia F interponen-do il distanziale G e la molla M;
– verificare che le pulegge E e Fsiano perfettamente allineatecon la puleggia C e se necessitainterporre i distanziali L;
– inserire la cinghia H muovendo lapuleggia P come in figura 19, .
– verificare il parallelismo fra le duelame sega-incisore e se neces-sita interporre i distanziali in do-tazione fra il supporto A e ilsupporto B.
21_073_0. / 25_015_0.TIF 19
E
GML
C
D
B
F
A
P
H
N
21_066_0.CGM
B
D
H
G
18
A
C
E
F
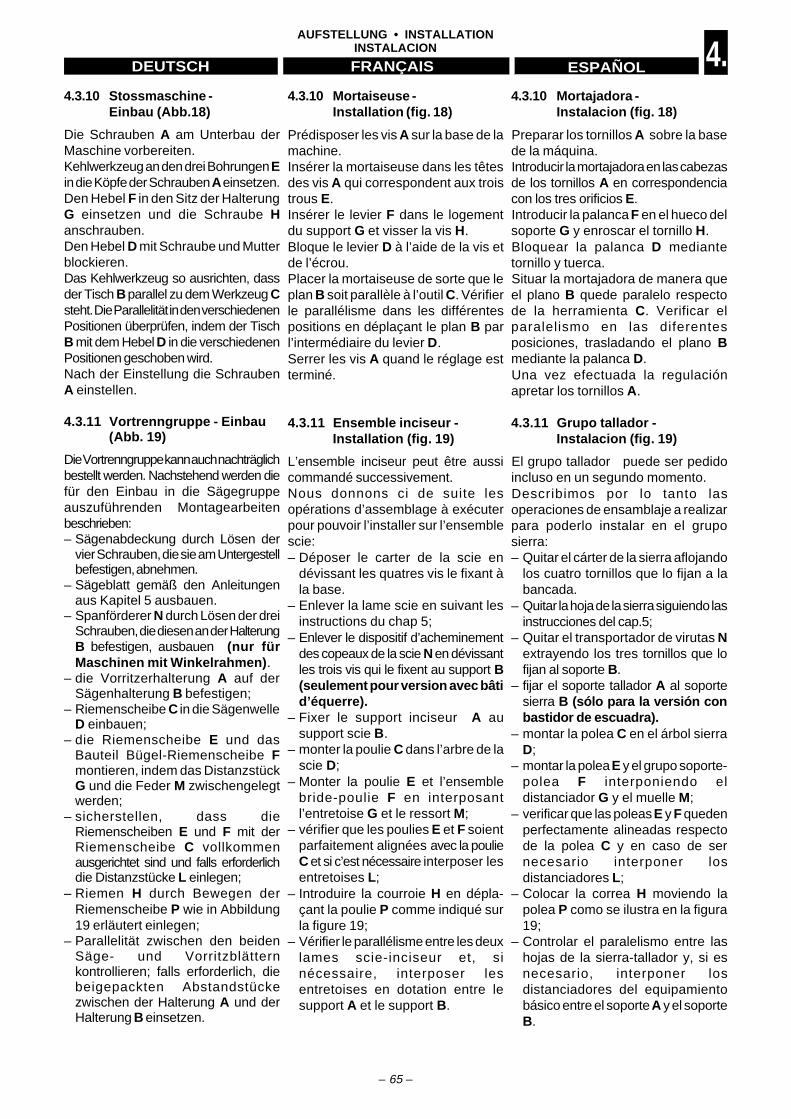
– 65 –
4.ESPAÑOLFRANÇAISDEUTSCH
AUFSTELLUNG • INSTALLATIONINSTALACION
4.3.10 Stossmaschine -Einbau (Abb.18)
Die Schrauben A am Unterbau derMaschine vorbereiten.Kehlwerkzeug an den drei Bohrungen Ein die Köpfe der Schrauben A einsetzen.Den Hebel F in den Sitz der HalterungG einsetzen und die Schraube Hanschrauben.Den Hebel D mit Schraube und Mutterblockieren.Das Kehlwerkzeug so ausrichten, dassder Tisch B parallel zu dem Werkzeug Csteht. Die Parallelität in den verschiedenenPositionen überprüfen, indem der TischB mit dem Hebel D in die verschiedenenPositionen geschoben wird.Nach der Einstellung die SchraubenA einstellen.
4.3.11 Vortrenngruppe - Einbau(Abb. 19)
Die Vortrenngruppe kann auch nachträglichbestellt werden. Nachstehend werden diefür den Einbau in die Sägegruppeauszuführenden Montagearbeitenbeschrieben:– Sägenabdeckung durch Lösen der
vier Schrauben, die sie am Untergestellbefestigen, abnehmen.
– Sägeblatt gemäß den Anleitungenaus Kapitel 5 ausbauen.
– Spanförderer N durch Lösen der dreiSchrauben, die diesen an der HalterungB befestigen, ausbauen (nur fürMaschinen mit Winkelrahmen).
– die Vorritzerhalterung A auf derSägenhalterung B befestigen;
– Riemenscheibe C in die SägenwelleD einbauen;
– die Riemenscheibe E und dasBauteil Bügel-Riemenscheibe Fmontieren, indem das DistanzstückG und die Feder M zwischengelegtwerden;
– sicherstellen, dass dieRiemenscheiben E und F mit derRiemenscheibe C vollkommenausgerichtet sind und falls erforderlichdie Distanzstücke L einlegen;
– Riemen H durch Bewegen derRiemenscheibe P wie in Abbildung19 erläutert einlegen;
– Parallelität zwischen den beidenSäge- und Vorritzblätternkontrollieren; falls erforderlich, diebeigepackten Abstandstückezwischen der Halterung A und derHalterung B einsetzen.
4.3.10 Mortaiseuse -Installation (fig. 18)
Prédisposer les vis A sur la base de lamachine.Insérer la mortaiseuse dans les têtesdes vis A qui correspondent aux troistrous E.Insérer le levier F dans le logementdu support G et visser la vis H.Bloque le levier D à l’aide de la vis etde l’écrou.Placer la mortaiseuse de sorte que leplan B soit parallèle à l’outil C. Vérifierle parallélisme dans les différentespositions en déplaçant le plan B parl’intermédiaire du levier D.Serrer les vis A quand le réglage estterminé.
4.3.11 Ensemble inciseur -Installation (fig. 19)
L’ensemble inciseur peut être aussicommandé successivement.Nous donnons ci de suite lesopérations d’assemblage à exécuterpour pouvoir l’installer sur l’ensemblescie:– Déposer le carter de la scie en
dévissant les quatres vis le fixant àla base.
– Enlever la lame scie en suivant lesinstructions du chap 5;
– Enlever le dispositif d’acheminementdes copeaux de la scie N en dévissantles trois vis qui le fixent au support B(seulement pour version avec bâtid’équerre).
– Fixer le support inciseur A ausupport scie B.
– monter la poulie C dans l’arbre de lascie D;
– Monter la poulie E et l’ensemblebride-poulie F en interposantl’entretoise G et le ressort M;
– vérifier que les poulies E et F soientparfaitement alignées avec la poulieC et si c’est nécessaire interposer lesentretoises L;
– Introduire la courroie H en dépla-çant la poulie P comme indiqué surla figure 19;
– Vérifier le parallélisme entre les deuxlames scie-inciseur et, sinécessaire, interposer lesentretoises en dotation entre lesupport A et le support B.
4.3.10 Mortajadora -Instalacion (fig. 18)
Preparar los tornillos A sobre la basede la máquina.Introducir la mortajadora en las cabezasde los tornillos A en correspondenciacon los tres orificios E.Introducir la palanca F en el hueco delsoporte G y enroscar el tornillo H.Bloquear la palanca D mediantetornillo y tuerca.Situar la mortajadora de manera queel plano B quede paralelo respectode la herramienta C. Verificar elparalelismo en las diferentesposiciones, trasladando el plano Bmediante la palanca D.Una vez efectuada la regulaciónapretar los tornillos A.
4.3.11 Grupo tallador -Instalacion (fig. 19)
El grupo tallador puede ser pedidoincluso en un segundo momento.Describimos por lo tanto lasoperaciones de ensamblaje a realizarpara poderlo instalar en el gruposierra:– Quitar el cárter de la sierra aflojando
los cuatro tornillos que lo fijan a labancada.
– Quitar la hoja de la sierra siguiendo lasinstrucciones del cap.5;
– Quitar el transportador de virutas Nextrayendo los tres tornillos que lofijan al soporte B.
– fijar el soporte tallador A al soportesierra B (sólo para la versión conbastidor de escuadra).
– montar la polea C en el árbol sierraD;
– montar la polea E y el grupo soporte-polea F interponiendo eldistanciador G y el muelle M;
– verificar que las poleas E y F quedenperfectamente alineadas respectode la polea C y en caso de sernecesario interponer losdistanciadores L;
– Colocar la correa H moviendo lapolea P como se ilustra en la figura19;
– Controlar el paralelismo entre lashojas de la sierra-tallador y, si esnecesario, interponer losdistanciadores del equipamientobásico entre el soporte A y el soporteB.

4.INSTALLAZIONE • INSTALLATION
ENGLISHITALIANO
– 66 –
4.4. ELECTRICALCONNECTION
The electrical connection and thecheckings hereafter indicated are
always to be carried out by anelectrician.
The machine wiring diagram iscontained in the accessory packand is an integral part of thismanual.
Using suitable instruments, checkthe earth connection, the earthelectrodes installed in the factoryand the electrical wiring the ma-chine will be connected to for effi-ciency.
Make sure a differential thermalcircuit breaker has been fittedupstream from the mainssection connecting the machine(SAFETY SWITCH).
Check that the mains voltage (V)and frequency (Hz) are as thoseindicated.
The machine works under idealconditions when the supplied linevoltage is the same voltage speci-fied in the machine data plate; how-ever, higher or lower workingvoltage values are also acceptablewithin a tolerance range of +/- 5%.If this tolerance range is exceeded,input voltage must be corrected.
Check total absorbed power (Amp)in the machine data plate.
Check table 20 to choose cableshaving an appropriate cross sec-tion and to install “DELAYED OP-ERATION” fuses upstream fromthe machine.
4.4. COLLEGAMENTOELETTRICO
Il collegamento elettrico e leverifiche di seguito elencate
devono essere sempre eseguiteda un elettricista specializzato.
Lo schema elettrico della macchi-na è situato nel pacco accessoried è parte integrante del presentemanuale.
Accertarsi con l’idonea strumen-tazione, della perfetta efficienzadell’impianto di messa a terra del-lo stabilimento e del tronco di lineaa cui si dovrà collegare la macchi-na.
Verificare che il tronco di linea acui si dovrà collegare la macchi-na, sia protetto a monte da uninterruttore differenzialemagnetotermico (SALVAVITA).
Verificare che la tensione di linea(V) e frequenza (Hz) corrisponda-no a quella cui è stata predispostala macchina.
La condizione di lavoro ottimale perla macchina é quella di fornire l'esat-ta tensione riportata sulla targhettadi identificazione tuttavia può ade-guarsi a tensioni di lavoro superiorio inferiori in un campo di tolleranzadi +/- 5%.Al di fuori di questo campo provve-dere alla regolazione della tensio-ne di alimentazione.
Leggere sulla targhetta di identifi-cazione macchina, il valore dellacorrente totale assorbita (Amp.)
Consultare la tabella di fig. 20 perusare la giusta sezione di cavi, eper installare a monte della mac-china fusibili del tipo "AD INTER-VENTO RITARDATO"
up to 10 2.5 mm 12A AMfrom 10 to 14 4.0 mm 16A AMfrom 14 to 18 6.0 mm 20A AMfrom 18 to 22 6.0 mm 25A AMfrom 22 to 28 10.0 mm 32A AMfrom 28 to 36 10.0 mm 40A AMfrom 36 to 46 16.0 mm 50A AMfrom 46 to 54 16.0 mm 63A AMfrom 54 to 76 25.0 mm 80A AMfrom 76 to 92 35.0 mm 100A AMfrom 92 to 110 50.0 mm 125A AM
Sez
ion
e c
avi
Cab
le s
ecti
on
Fu
sib
ili r
itar
dat
iF
use
Am
per
e as
sorb
iti
Ab
sorb
ed A
mp
eres
20

– 67 –
4.ESPAÑOLFRANÇAISDEUTSCH
AUFSTELLUNG • INSTALLATIONINSTALACION
4.4. ELEKTRISCHER ANSCHLUß
Die elektrischen Verbindungen unddie nachfolgend aufgeführten
Nachprüfungen müssen immer voneinem spezialisierten Elektriker
ausgeführt werden.
Der Schaltplan der Maschine befindetsich im Zubehörpaket und ergänzt dasvorliegende Handbuch.
Mit einem geeignetem Instrument kon-trollieren, ob sich die Erdungsanlagedes Werks sowie der Leitungsab-schnitt, an dem man die Maschineanschließt, in einwandfreiem Zustandbefinden.
Sich vergewissern, daß der Leitungs-abschnitt, an dem die Maschine an-geschlossen wird, durch einenmagnetothermischen Differential-schalter geschützt wird (SCHUTZ-SCHALTER).
Kontrollieren, ob die Leitungs-spannung (V) sowie die Frequenz Hzden Werten entsprechen, für die dieMaschine ausgelegt ist.
Die optimale Arbeitsbedingung für dieMaschine wäre ein Spannung mit ge-nau dem Wert, der auf dem Datenschildangeführt ist, dennoch kann die Ma-schine Spannungsschwankungen miteinem Toleranzbereich von +/- 5%aushalten. Wenn die Spannung überdiese Toleranz hinausgeht, muß die Zu-fuhrspannung entsprechend eingestelltwerden.
Auf dem Datenschild der Maschine denWert für die entnommene Gesamt-Strommenge (Amp) ablesen.
Tabelle auf Abb. 20 zu Hilfe nehmen,um den richtigen Kabeldurchschnitt her-auszufinden und um vor der Maschineeine Sicherung mit “verzögertem Ein-griff” einzubauen.
4.4. BRANCHEMENTELECTRIQUE
La connexion électrique et lescontrôles cités ci-bas doiventtoujours être effectués par un
électricien spécialisé.
Le schéma électrique de la machinese trouve dans l’emballageaccessoires et est une partieintégrante de ce manuel.
Contrôler au moyen des instrumentsappropriés le bon état de l’installationde la prise de terre de l’usine et dutronçon de ligne auquel on devra con-necter la machine.
Vérifier que le tronçon de ligne auquella machine devra être connectée, soitprotégé en amont par un déclencheurdifférentiel magnétothermique(DISJONCTEUR).
Contrôler que la tension de la ligne(V) et la fréquence Hz correspondentbien à ce qui a été prévu pour la ma-chine.
La condition de travail optimale pourla machine est celle de recevoir latension exacte indiquée sur la pla-quette d’identification. Elle peut ce-pendant s’adapter à des tensions detravail supérieures ou inférieures,dans une marge de tolérance de +/-5%.Au-delà de cette marge, il faut réglerla tension d’alimentation.
Lire sur la plaquette d’identificationde la machine, la valeur du courantabsorbé total (ampère).
Consulter le tableau dans la fig. 20pour utiliser la section appropriée decâble et pour installer en amont de lamachine des fusibles du type “AACTIONNEMENT RETARDE”.
4.4. CONEXION ELECTRICA
La conexión eléctrica y los controlesdetallados a continuación serán
efectuadas siempre por unelectricista especializado.
El esquema eléctrico de la máquina seencuentra en el paquete de accesoriosy es parte integrante del presentemanual.Comprobar, mediante los instrumentosoportunos, la eficiencia perfecta de lainstalación de puesta a tierra de la navey del tramo de línea a la cual tendráque acoplarse la máquina.Controlar que el tramo de línea alcual se debe conectar la máquinaesté protegido desde el principio me-diante un interruptor diferencialmagnetotérmico.
Verificar que la tensión de línea (V) yla frecuencia Hz correspondan conaquella para la cual la máquina fuepredispuesta.
La condición de trabajo óptima de lamáquina es la que permite suministrarel valor de tensión detallado sobre laplaca de identificación. Sin embargo,es posible establecer valores detensión de trabajo superiores oinferiores dentro de un límite detolerancia que corresponde a +/- 5%.Para los valores de tensión que nocorresponden a dicho límite detolerancia, hace falta ajustar la tensiónde la red.
Leer el valor de la corriente totalabsorbida (amperios) sobre la placade identificación de la máquina.
Consultar la tabla en la fig. 20 para eluso de los cables con sección idóneay para instalar encima de la máquinafusibles de “ACCION RETARDADA”.

4.INSTALLAZIONE • INSTALLATION
ENGLISHITALIANO
– 68 –
Ensure that the connectioncable is not electrically
powered.
Standard modelPrearrange the feeding cable nearthe terminal board A (fig. 21).
– Connect the cables to theterminals L1-L2-L3 of the socketand the earthing cable to theterminal marked by thesymbol ;
– connect socket A to plug B(fig. 22).
Version U.S.A.-CANADA (fig.23)– Drive the cable inside the
terminal board and connect thephases to the terminals L1-L2-L3, the neutral wire to theterminal N (single-fase version)and the earthing cable to theterminal marked by thesymbol .
CAREFUL WITH THEELECTRICAL CONNECTION
Incorrect rotation of the toolcauses danger to the operator
and damage to the product.Activate the saw assembly for afraction of a second and checkthat the disc turns clockwise.Should rotation be incorrect,
immediately switch off thepower and invert two of the
three phases on the terminals(L).
Accertarsi che il cavo dicollegamento non sia
alimentato elettricamente.
Versione StandardPredisporre il cavo di alimentazio-ne in prossimità della presa A(fig. 21) in dotazione.
– Collegare i cavi di alimentazioneai morsetti L1-L2-L3 della presain dotazione, e il cavo di terra almorsetto contrassegnato con ilsimbolo ;
– connettere la presa A alla spinaB (fig. 22).
Versione U.S.A. - CANADA(fig.23)– Introdurre il cavo all’interno della
morsettiera e collegare le fasi aimorsetti L1-L2-L3, il neutro (ver-sione monofase) al morsetto N eil cavo di messa a terra almorsetto contrassegnato con ilsimbolo .
ATTENZIONE ALCOLLEGAMENTO ELETTRICO
L'errata rotazione dell'utensilecausa pericolo all'operatore e
danni al prodotto.Avviare per una frazione disecondo il gruppo sega e
verificare che il disco ruoti insenso orario; nel caso la
rotazione non sia corretta,togliere immediatamente
tensione ed invertire due delletre fasi sui morsetti (L).
021.096.tif22
021.054.tif
A
L 1 L 2 L 3
21
B
A
009.072.0.tif 24
026_036_0 .tif
L 1
L 2
L 3
N
USA - CANADA
23
– 69 –
4.ESPAÑOLFRANÇAISDEUTSCH
AUFSTELLUNG • INSTALLATIONINSTALACION
Versichern Sie sich, daß dasAnschlußkabel nicht eingesteckt
ist.
Serienmäßige Ausführung
Ein Anschlußkabel soll in der NäheKlem-mbretts A (Abb. 21) vorhandensein.– Die Zufuhrkabel mit den Klemmen
L1-L2-L3 des Anschlußdose derAusrüstung und das Erdkabel mitder Klemme, bezeichnet mit diesemSymbol , verbinden;
– Stecker A in die Steckerbuchse Beinstecken (Abb. 22).
Version U.S.A.-CANADA(Abb. 23)– Das Kabel ins Innere der Klemm-
leiste einführen und die Phasen andie Klemmen L1-L2-L3, anschließen,der Nullleiter an die Klemme N(Einphasenversion) und denErdleiter an die Klemme, die mit demSymbol gekennzeichnet ist.
ACHTUNG BEIM ELEKTRISCHENANSCHLUSS
Eine falsche Rotationsrichtungdes Werkzeug führt zu Gefahr für
den Bediener sowie zuBeschädigungen des Produkts.
Das Sägeaggregat für denBruchteil einer Sekunde
einschalten und überprüfen, obdie Scheibe sich in
Uhrzeigerrichtung dreht;anderenfalls die Spannung sofort
abschalten und zwei der dreiPhasen an den Klemmen (L)
vertauschen.
S’assurer que le câble deraccordement n’est pas sous
tension.
Version standardPréparer le câble d’alimentation prèsde la prise prévue A (fig. 21).
– Brancher les câbles d’alimentationsur les bornes L1-L2-L3 de la prisefournie, et le câble de mise à la terresur la borne marquée par le symbole
;
– brancher la prise A sur la fiche B(fig. 22).
Version U.S.A.-CANADA (fig. 23)– Placer le câble dans la boîte à bornes
et connecter les phases aux bornesL1-L2-L3, le neutre à la borne N(variante monofasée) et le câble demise à la terre à la borne portant lesymbole .
ATTENTION AU BRANCHEMENTELECTRIQUE
La mauvaise rotation del’outil entraîne des risques pourl’ouvrier et détériore le produit.
Démarrer pendant une fraction deseconde le groupe scie, puis
contrôler que le disque tournedans le sens horaire; si la rotation
n’est pas correcte, couperimmédiatement le courant et
inverser deux des trois phases surles bornes (L).
Cerciorarse de que el cable deconexión no se encuentre
alimentado eléctricamente.
Versión estándarPreparar el cable de alimentacióndonde se encuentra la toma A(fig. 21) suministrada.
– Conectar los cables de alimentacióna los bornes L1-L2-L3 del enchufesuministrado con la máquina y elcabo de tierra al borne indicado me-diante el símbolo ;
– conectar la toma A al enchufe B(fig. 22).
Versión U.S.A.-CANADA(fig. 23)– Introducir el cable en el tablero de
bornes y conectar las fases a losbornes L1-L2-L3, el neutro al borneN (versión monofásica) y el cablede tierra al borne señalado con elsímbolo .
CUIDADO CON LA CONEXIÓNELÉCTRICA
Si la herramienta giraincorrectamente puede ser causa depeligro para el operador, causando
daños al producto.Arranque por una fracción de
segundo el grupo de la sierra ycompruebe que el disco gire en el
sentido de las agujas del reloj; si larotación es incorrecta, corte
inmediatamente la corriente e inviertados de las tres fases en los bornes
(L).

4.INSTALLAZIONE • INSTALLATION
ENGLISHITALIANO
– 70 –
4.5. ASPIRAZIONE DEITRUCIOLI
Lavorare sempre conl'aspirazione attivata.
L’impianto d’aspirazione devesempre essere avviato
contemporaneamente almotore del gruppo operatore in
funzione.
Una corretta aspirazione elimina irischi di inalazione polveri e favo-risce un migliore funzionamentodella macchina.
Nelle tabelle sono riportati i valoriminimi di portata e velocita' del-l'aria riferiti ad ogni singola aspira-zione.
Assicurarsi che l’impianto d’aspi-razione garantisca questi valori nelpunto di collegamento con le boc-che delle cuffie.
4.5. CHIP SUCTION
Always work with the suctionsystem on.
Always start the suction systemand the operator assembly
motor at the same time.
Proper suction eliminates the risksof dust inhalation and aids betterfunctioning of the machine.
The tables list the minimum air flowand speed values referenced toeach single suction operation.Ensure that the suction systemguarantees these values at thehood-mouth connection point.
Velocita' minima dell'aria 20 m/s
Segacuffia
superiorecuffia
inferiore
Velocita' minima dell'aria 20 m/s Portata 170 m3/h 750 m3/h
Velocita' minima dell'aria 20 m/s Portata 750 m3/h 750 m3/h
Piallafilo
Piallaspessore
Velocita' minima dell'aria 20 m/s Portata 750 m3/h
Cavatrice
Toupie
Portata 750 m3/hMinimum air speed 20 m/s
Saw
Upper hood Lower hood
Minimum air speed 20 m/s Air flow 170 m3/h 750 m3/h
Minimum air speed 20 m/s Air flow 750 m3/h 750 m3/h
Surfacingplaner
Thicknessingplaner
Minimum air speed 20 m/s Air flow 750 m3/h
Mortising machine
Routers
Air flow 750 m3/h

– 71 –
4.ESPAÑOLFRANÇAISDEUTSCH
AUFSTELLUNG • INSTALLATIONINSTALACION
4.5. SPÄNEABSAUGUNG
Bei der Arbeit muß die Saug-vorrichtung immer in Betrieb sein.
Die Absauganlage muß stetsgleichzeitig mit dem Motors der
eingesetzten Bearbeitungsgruppeeingeschaltet werden.
Eine ordnungsgemäße Absaugungverhindert die Einatmung von Staubund trägt zu einem besserenMaschinenbetrieb bei.
In den Tabellen sind die Mindestwertedes Luftdurchsatzes und derLuftströmungs-geschwindigkeit fürjede einzelne Saugvorrichtungangegeben.
Sicherstellen, daß die Sauganlage amAnschlußpunkt derSchutzabdeckungsöffnungen dieseWerten gewährleistet.
4.5. ASPIRATION DESCOPEAUX
L’aspiration doit toujours être activependant l’usinage.
Toujours mettre en marchel’installation d’aspiration en même
temps que le moteur del’ensemble opérateur.
Une parfaite aspiration élimine lesrisques de respirer la poussière etoptimise le fonctionnement de lamachine.
Les valeurs minimums de capacité etde vitesse de l’air, par rapport àchaque aspiration, sont indiquéesdans les tableaux.
Vérifier que le système d’aspirationassure ces valeurs au point deraccordement avec les aérateurs desprotections.
4.5. ASPIRACION DE VIRUTAS
Trabajar siempre con la aspiraciónactivada.
La instalación de aspiración debeser puesta en marcha
contemporáneamente al motor delgrupo operador en función.
Una aspiración correcta elimina todoriesgo de inalación de polvo y favoreceel buen funcionamiento de la máquina.
En las tablas se indican los valoresmínimos de caudal y velocidad delaire con recpecto de cada una de lasaspiraciones.
Asegurarse de que el equipo deaspiración garantice estos valores enlos puntos de conexión con las bocasde las envolturas.
Min. Luftströmungsgeschw. 20 m/Sek
SägeOberer
AbdeckungUnterer
Abdeckung
Min. Luftströmungsgeschw. 20 m/SekLeistung 170 m3/h 750 m3/h
Min. Luftströmungsgeschw. 20 m/SekLeistung 750 m3/h 750 m3/h
Abrichthobel Dickenhobel
Min. Luftströmungsgeschw. 20 m/SekLeistung 750 m3/h
Aushöhlmaschine
Fräse
Leistung 750 m3/hVitesse mini. de l’air 20 m/s
ScieProtectionsupérieure
Protectioninférieure
Vitesse mini. de l’air 20 m/sCapacité 170 m3/h 750 m3/h
Vitesse mini. de l’air 20 m/sCapacité 750 m3/h 750 m3/h
Raboteuse Raboteused’épaisseur
Vitesse mini. de l’air 20 m/sCapacité 750 m3/h
Mortaiseuse
Toupie
Capacité 750 m3/hVelocidad mínima del aire 20 m/seg
SierraEnvolturasuperior
Envolturainferior
Velocidad mínima del aire 20 m/seg Caudal 170 m3/h 750 m3/h
Velocidad mínima del aire 20 m/seg Caudal 750 m3/h 750 m3/h
Cepillo a ras Cepilloespesor
Velocidad mínima del aire 20 m/seg Caudal 750 m3/h
Ranuradora
Tupí
Caudal 750 m3/h

4.INSTALLAZIONE • INSTALLATION
ENGLISHITALIANO
– 72 –
A
D
G
F
E
21_091_0 . tif25
B
C
Diametro bocche d'aspirazione(fig.25):
A - cuffia toupie ............ ø120mmB - cuffia toupie
per tenonare ......... ø 120 mmC - protezione sega ..... ø 60 mmD - aspirazione sega.. ø 120 mmE - cuffia pialla filo .... ø 120 mmF - cuffia spessore .... ø 120 mmG - aspirazione
cavatrice .............. ø 120 mm
Collegare le bocche all'impianto diaspirazione con tubi flessibili didiametro adeguato.Serrare confascette.
Il tubo deve essere posizionato inmaniera tale da non ostacolarel'operatore durante la lavorazione.
Suction mouth diameter (fig.25):
A - router hood ............. ø120mmB - Tenoning shaper
hood..................... ø 120 mmC - Saw protection ....... ø 60 mmD - Saw suction ......... ø 120 mmE - Surfacing planer
hood..................... ø 120 mmF - Thicknessing planer
hood..................... ø 120 mmG - Mortising machine
suction ................. ø 120 mm
Connect the mouths to the suctionsystem with flexible tubes ofadequate diameter. Tighten withclamps.
The tube must be positioned insuch a way so as not to obstructthe operator during machining.

– 73 –
4.ESPAÑOLFRANÇAISDEUTSCH
AUFSTELLUNG • INSTALLATIONINSTALACION
Durchmesser der Saugöffnungen(Abb. 25)
A - Toupie-Abdeckung ...... ø120mmB - Schlitzhaube für
Zapfen-schneiden .... ø 120 mmC - Sägenschutz ............. ø 60 mmD - Absaugung Säge ..... ø 120 mmE - Abdeckung
Abrichthobel............. ø 120 mmF - Abdeckung
Dickenhobel ............. ø 120 mmG - Absaugung
Kehlwerkzeug .......... ø 120 mm
Die Saugöffnungen an der Sauganlagemit Schläuchen geeignetenDurchmessers befestigen. MitZwingen festmachen.
Der Schlauch ist so zu positionieren,daß er während der Bearbeitung nichtim Wege ist.
Diamètre orifices d’aspiration (fig. 25):
A - protection toupie ....... ø120 mmB - Protecteur toupie
pour tenonner ...........ø 120 mmC - protection scie .......... ø 60 mmD - aspiration scie .........ø 120 mmE - aspiration
raboteuse.................ø 120 mmF - aspiration
épaisseur .................ø 120 mmG - aspiration mortaiseuse .. ø 120 mm
Raccorder les orifices au systèmed’aspiration à l’aide de tuyaux souplesayant un diamètre approprié. Serrer àl’aide des colliers de serrage.
Le tuyau doit être placé de manière àne pas gêner l’ouvrier pendantl’usinage.
Diámetro bocas de aspiración (fig.25):
A - Envoltura tupí ............. ø100mmRegulable .................... ø120mm
B - Cabezal tupi para ensamblede espiga y caja ....... ø 120 mm
C - Protección sierra ........ ø 60 mmD - Aspiración sierra ...... ø 120 mmE - Envoltura cepillo
a ras ........................ ø 120 mmF - Envoltura
cepillo espesor ........ ø 120 mmG - Aspiración
mortajadora .............. ø 120 mm
Conectar las bocas al equipo deaspiración con tubos flexibles dediámetro adecuado. Ajustar conabrazaderas.
El tubo debe estar ubicado en modoque no obstaculice al operador duran-te el trabajo.
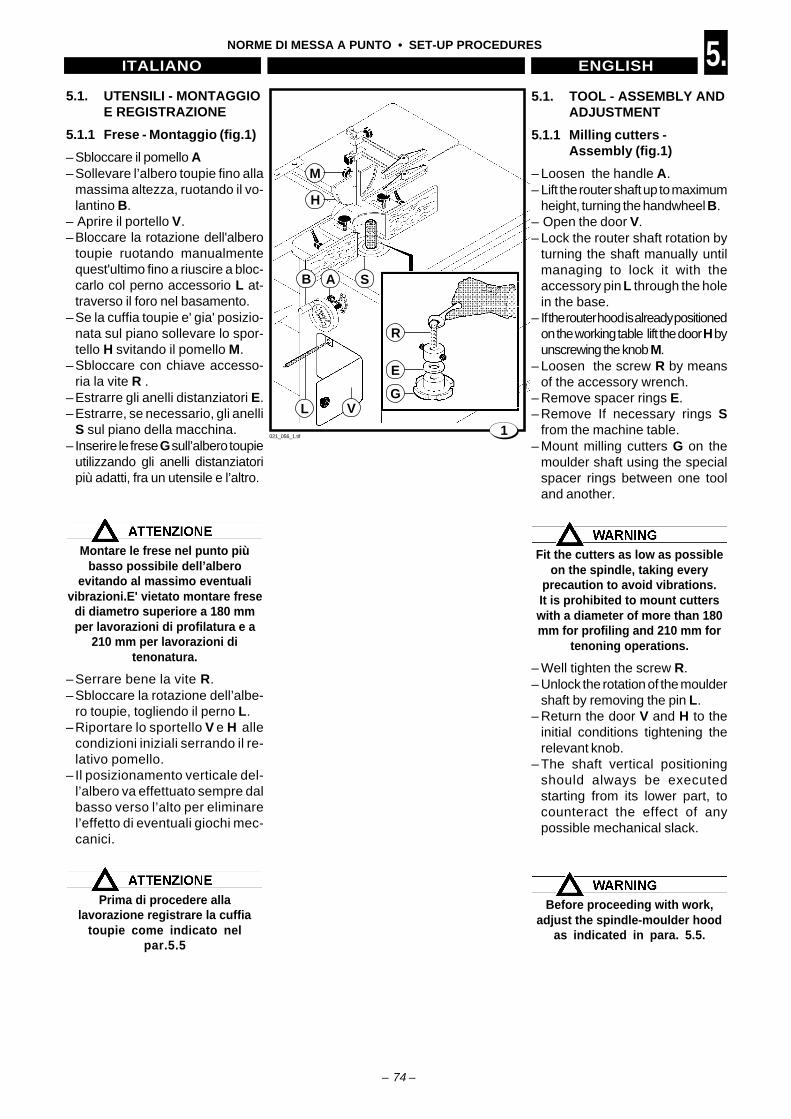
5.NORME DI MESSA A PUNTO • SET-UP PROCEDURES
ENGLISHITALIANO
– 74 –
5.1. TOOL - ASSEMBLY ANDADJUSTMENT
5.1.1 Milling cutters -Assembly (fig.1)
– Loosen the handle A.– Lift the router shaft up to maximum
height, turning the handwheel B.– Open the door V.– Lock the router shaft rotation by
turning the shaft manually untilmanaging to lock it with theaccessory pin L through the holein the base.
– If the router hood is already positionedon the working table lift the door H byunscrewing the knob M.
– Loosen the screw R by meansof the accessory wrench.
– Remove spacer rings E.– Remove If necessary rings S
from the machine table.– Mount milling cutters G on the
moulder shaft using the specialspacer rings between one tooland another.
Fit the cutters as low as possibleon the spindle, taking every
precaution to avoid vibrations.It is prohibited to mount cutterswith a diameter of more than 180mm for profiling and 210 mm for
tenoning operations.
– Well tighten the screw R.– Unlock the rotation of the moulder
shaft by removing the pin L.– Return the door V and H to the
initial conditions tightening therelevant knob.
– The shaft vertical positioningshould always be executedstarting from its lower part, tocounteract the effect of anypossible mechanical slack.
Before proceeding with work,adjust the spindle-moulder hood
as indicated in para. 5.5.
H
M
021_056_1.tif
L V
B A S
G
E
R
1
5.1. UTENSILI - MONTAGGIOE REGISTRAZIONE
5.1.1 Frese - Montaggio (fig.1)
– Sbloccare il pomello A– Sollevare l’albero toupie fino alla
massima altezza, ruotando il vo-lantino B.
– Aprire il portello V.– Bloccare la rotazione dell'albero
toupie ruotando manualmentequest'ultimo fino a riuscire a bloc-carlo col perno accessorio L at-traverso il foro nel basamento.
– Se la cuffia toupie e' gia' posizio-nata sul piano sollevare lo spor-tello H svitando il pomello M.
– Sbloccare con chiave accesso-ria la vite R .
– Estrarre gli anelli distanziatori E.– Estrarre, se necessario, gli anelli
S sul piano della macchina.– Inserire le frese G sull’albero toupie
utilizzando gli anelli distanziatoripiù adatti, fra un utensile e l’altro.
Montare le frese nel punto piùbasso possibile dell’albero
evitando al massimo eventualivibrazioni.E' vietato montare frese
di diametro superiore a 180 mmper lavorazioni di profilatura e a
210 mm per lavorazioni ditenonatura.
– Serrare bene la vite R.– Sbloccare la rotazione dell’albe-
ro toupie, togliendo il perno L.– Riportare lo sportello V e H alle
condizioni iniziali serrando il re-lativo pomello.
– Il posizionamento verticale del-l’albero va effettuato sempre dalbasso verso l’alto per eliminarel’effetto di eventuali giochi mec-canici.
Prima di procedere allalavorazione registrare la cuffia
toupie come indicato nelpar.5.5
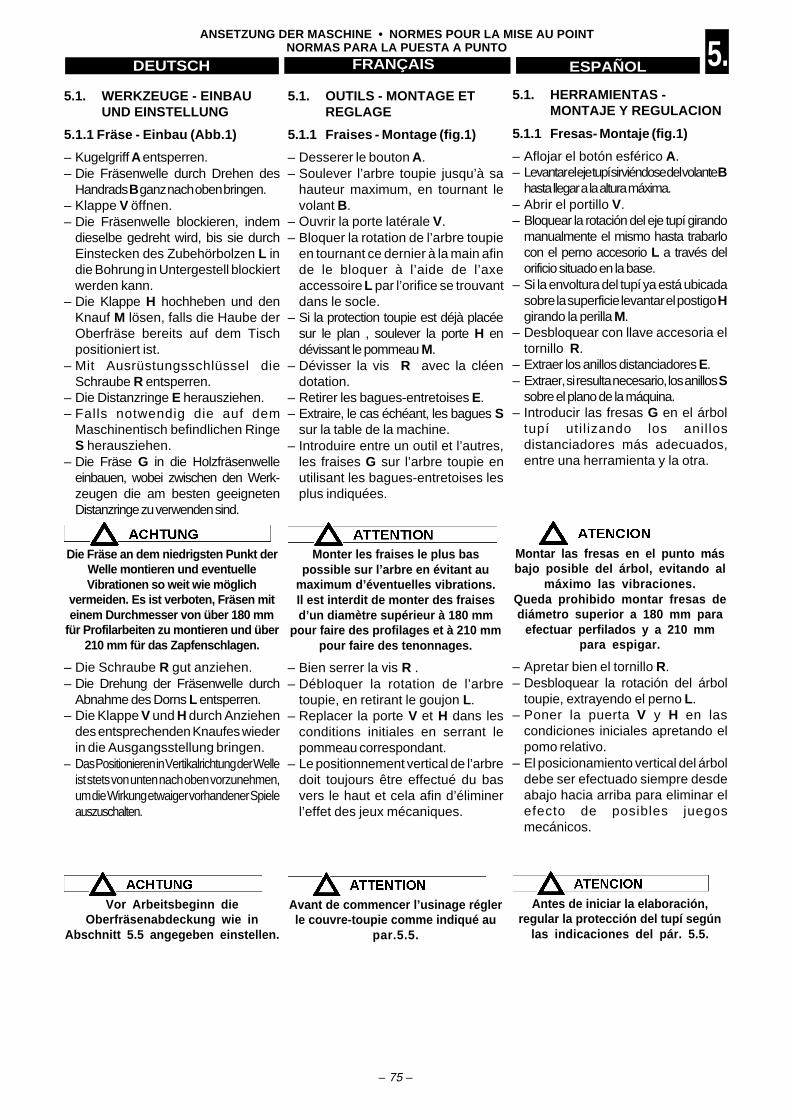
– 75 –
5.ESPAÑOLFRANÇAISDEUTSCH
ANSETZUNG DER MASCHINE • NORMES POUR LA MISE AU POINTNORMAS PARA LA PUESTA A PUNTO
5.1. WERKZEUGE - EINBAUUND EINSTELLUNG
5.1.1 Fräse - Einbau (Abb.1)
– Kugelgriff A entsperren.– Die Fräsenwelle durch Drehen des
Handrads B ganz nach oben bringen.– Klappe V öffnen.– Die Fräsenwelle blockieren, indem
dieselbe gedreht wird, bis sie durchEinstecken des Zubehörbolzen L indie Bohrung in Untergestell blockiertwerden kann.
– Die Klappe H hochheben und denKnauf M lösen, falls die Haube derOberfräse bereits auf dem Tischpositioniert ist.
– Mit Ausrüstungsschlüssel dieSchraube R entsperren.
– Die Distanzringe E herausziehen.– Falls notwendig die auf dem
Maschinentisch befindlichen RingeS herausziehen.
– Die Fräse G in die Holzfräsenwelleeinbauen, wobei zwischen den Werk-zeugen die am besten geeignetenDistanzringe zu verwenden sind.
Die Fräse an dem niedrigsten Punkt derWelle montieren und eventuelleVibrationen so weit wie möglich
vermeiden. Es ist verboten, Fräsen miteinem Durchmesser von über 180 mm
für Profilarbeiten zu montieren und über210 mm für das Zapfenschlagen.
– Die Schraube R gut anziehen.– Die Drehung der Fräsenwelle durch
Abnahme des Dorns L entsperren.– Die Klappe V und H durch Anziehen
des entsprechenden Knaufes wiederin die Ausgangsstellung bringen.
– Das Positionieren in Vertikalrichtung der Welleist stets von unten nach oben vorzunehmen,um die Wirkung etwaiger vorhandener Spieleauszuschalten.
Vor Arbeitsbeginn dieOberfräsenabdeckung wie in
Abschnitt 5.5 angegeben einstellen.
5.1. OUTILS - MONTAGE ETREGLAGE
5.1.1 Fraises - Montage (fig.1)
– Desserer le bouton A.– Soulever l’arbre toupie jusqu’à sa
hauteur maximum, en tournant levolant B.
– Ouvrir la porte latérale V.– Bloquer la rotation de l’arbre toupie
en tournant ce dernier à la main afinde le bloquer à l’aide de l’axeaccessoire L par l’orifice se trouvantdans le socle.
– Si la protection toupie est déjà placéesur le plan , soulever la porte H endévissant le pommeau M.
– Dévisser la vis R avec la cléendotation.
– Retirer les bagues-entretoises E.– Extraire, le cas échéant, les bagues S
sur la table de la machine.– Introduire entre un outil et l’autres,
les fraises G sur l’arbre toupie enutilisant les bagues-entretoises lesplus indiquées.
Monter les fraises le plus baspossible sur l’arbre en évitant au
maximum d’éventuelles vibrations.Il est interdit de monter des fraisesd’un diamètre supérieur à 180 mm
pour faire des profilages et à 210 mmpour faire des tenonnages.
– Bien serrer la vis R .– Débloquer la rotation de l’arbre
toupie, en retirant le goujon L.– Replacer la porte V et H dans les
conditions initiales en serrant lepommeau correspondant.
– Le positionnement vertical de l’arbredoit toujours être effectué du basvers le haut et cela afin d’éliminerl’effet des jeux mécaniques.
Avant de commencer l’usinage réglerle couvre-toupie comme indiqué au
par.5.5.
5.1. HERRAMIENTAS -MONTAJE Y REGULACION
5.1.1 Fresas- Montaje (fig.1)
– Aflojar el botón esférico A.– Levantar el eje tupí sirviéndose del volante B
hasta llegar a la altura máxima.– Abrir el portillo V.– Bloquear la rotación del eje tupí girando
manualmente el mismo hasta trabarlocon el perno accesorio L a través delorificio situado en la base.
– Si la envoltura del tupí ya está ubicadasobre la superficie levantar el postigo Hgirando la perilla M.
– Desbloquear con llave accesoria eltornillo R.
– Extraer los anillos distanciadores E.– Extraer, si resulta necesario, los anillos S
sobre el plano de la máquina.– Introducir las fresas G en el árbol
tupí util izando los anillosdistanciadores más adecuados,entre una herramienta y la otra.
Montar las fresas en el punto másbajo posible del árbol, evitando al
máximo las vibraciones.Queda prohibido montar fresas dediámetro superior a 180 mm para
efectuar perfilados y a 210 mmpara espigar.
– Apretar bien el tornillo R.– Desbloquear la rotación del árbol
toupie, extrayendo el perno L.– Poner la puerta V y H en las
condiciones iniciales apretando elpomo relativo.
– El posicionamiento vertical del árboldebe ser efectuado siempre desdeabajo hacia arriba para eliminar elefecto de posibles juegosmecánicos.
Antes de iniciar la elaboración,regular la protección del tupí según
las indicaciones del pár. 5.5.

5.NORME DI MESSA A PUNTO • SET-UP PROCEDURES
ENGLISHITALIANO
– 76 –
5.1.2 Circular saw and scorer -Assembly
Handle the tools with protectivegloves.
– Disconnect input power.– Position the saw assembly at 90º
and lift it as far as possible.
Set up the machine following theinstructions in point 1 for theversion with squaring frame and 2for the version with aluminiumwagon:
1) Loosen the screw Q and removethe saw hole cover H (Fig. 2).
2) Position the squaring frame Aas shown in the figure andtranslate the wagon Hcompletely to the right.Lift the nut M upwards and openthe guard N; opening activatesa microswitch which preventsthe motor from starting (U.S.A.and CANADA version).
– Fit pin B into the saw shaft pulleyhole.
The locking nut C of the sawblade is counter-clockwise; tounscrew it turn it clockwise.
– Loosen the lock nut C using a24 mm hex wrench and removeflange D.
– In sequence mount the saw E,the flange D and the nut C (toprevent any vibration, thoroughlyclean the flanges before mount-ing the saw blade).
– Tighten the nut using the24 mm wrench and the pin B.
– Adjust dividing knife F height byunloosing nut G.
Adjust the position of theriving knife so that its distancefrom the saw blade is between
3 and 8 mm (see example infig.4A).
The dividing knife is in theright position when the sawguard covers a part of the
cutting edge of the saw blade.
5.1.2 Sega circolare e incisore- Montaggio
Maneggiare gli utensiliutilizzando i guanti di
protezione.– Disinserire la tensione di alimen-
tazione.– Posizionare il gruppo sega a 90°
e sollevarlo al massimo.
Predisporre la macchina seguen-do le indicazioni del punto 1 perversione con telaio di squadro e 2per versione con vagone in allumi-nio:
1) Allentare la vite Q e togliere ilcopriforo sega H fig.2
2) Posizionare il telaio di squadroA come in figura e traslare ilcarro vagone H tutto a destra.Sollevare verso l'alto il dado Me aprire la protezione N; l'aper-tura agisce su un micro che im-pedisce l'aviamento del motore(Versione USA e CANADA).
– Inserire il perno B nel foro dellapuleggia albero sega.
Il dado di bloccaggio C dellalama sega è sinistrorso; persvitarlo occorre ruotarlo in
senso orario.– Allentare il dado di bloccaggio C
con chiave esagonale da 24 mm,ed estrarre la flangia D.
– Montare in sequenza la sega E,la flangia D e il dado C (per evita-re eventuali vibrazioni, prima dimontare la lama sega pulire ac-curatamente le flange).
– Serrare il dado con la chiave da24 mm utilizzando il perno B.
– Regolare la posizione in altezzadel coltello divisore F allentandoil dado G.
Regolare la posizione delcoltello divisore in modo che la
sua distanza dalla lama segasia compresa fra 3 e 8 mm
(vedi esempio fig.4A).Il coltello divisore è nella
giusta posizione quando laprotezione sega copre una
parte del tagliente della lamasega.
25_017_0.TIF 3
A
H
N
M
21_104_0.TIF
E C
B
4
F
G D
F
4A
F
024_049_1.tif
21_037_2.tif
H
Q
2
Q

– 77 –
5.ESPAÑOLFRANÇAISDEUTSCH
ANSETZUNG DER MASCHINE • NORMES POUR LA MISE AU POINTNORMAS PARA LA PUESTA A PUNTO
5.1.2 Sierra circular y tallador -montaje
Manejar las herramientasutilizando guantes de protección.
– Desconectar la tensión de la red.– Colocar el grupo sierra a 90° y
levantarlo al máximo.
Preparar la máquina siguiendo lasindicaciones del punto 1 para laversión con bastidor de escuadra, obien del punto 2 para la versión convagón de aluminio.
1) Aflojar el tornillo Q y quitar laprotección del agujero de la sierraH fig. 2;
2) Colocar el bastidor de escuadra Acomo en la figura y desplazar elcarro vagón H completamentehacia la derecha.Levantar la tuerca M hacia arriba yabrir la protección N; la aperturaacciona un microinterruptor queimpide la puesta en marcha delmotor (versión U.S.A. y CANADA).
– Introducir el perno B en el agujerode la polea árbol sierra.
La tuerca de bloqueo C de la hoja sierrase ajusta hacia la izquierda, por tanto,para aflojarla es necesario girarla en el
sentido de las agujas del reloj.
– Aflojar la tuerca de bloqueo C conuna llave hexagonal de 24 mm, yextraer el soporte D.
– Montar en secuencia la sierra E, labrida D y la tuerca C (para evitarvibraciones, antes de montar la hojasierra limpiar muy bien las bridas).
– Ajustar la tuerca con la llave de 24mm utilizando el perno B.
– Regular la altura de la cuchillaseparadora F aflojando la tuerca G.
Regular la posición del cuchillodivisor de manera que su
distancia de la hoja sierra estéentre 3 y 8 mm (véase el ejemplode la fig.4A). La cuchilla divisoria
se encuentra en la posicióncorrecta cuando la protección dela sierra cubre una parte del filo
de la hoja sierra.
5.1.2 Scie circulaire et inciseur -montage
Manipuler les outils en mettantdes gants de protection.
– Déconnecter la tensiond’alimentation.
– Positionner le groupe scie à 90° etle soulever au maximum.
Prévoir la machine selon lesindications du point 1 pour la versionavec bâti d’équerre et 2 pour la versionavec chariot en aluminium:
1) Desserrer la vis Q et déposer lecache orifice scie H fig. 2.
2) Positionner le bâti d’équerre Acomme indiqué sur la figure etdéplacer horizontalement le chariotH complètement à droite.Soulever vers le haut l’écrou M etouvrir la protection N; l’ouvertureagit sur un contact qui empêche ledémarrage du moteur (versionU.S.A. et CANADA).
– Introduire le goujon B dans le troude la poulie de l’arbre de la scie.
L’écrou de blocage C de la lame scieest sénestrorsum; pour le dévisser il
faut le tourner dans le sens desaiguilles d’une montre (horaire).
– Desserrer l’écrou de blocage C àl’aide d’une clé à six pans 24 mm, etextraire la bride D.
– Monter en séquence la scie E, labride D et l’écrou C (pour éviterd’éventuelles vibrations, avant demonter la lame scie nettoyer minu-tieusement les brides).
– Serrer l’écrou à l’aide d’une clé 24mm, tout en utilisant le pivot B.
– Régler la position en hauteur ducouteau diviseur F en desserrantl’écrou G.
Régler la position du couteaudiviseur de manière à ce que la
distance entre la lame de la scie etle couteau soit comprise entre 3 et
8 mm (voir exemple fig.4A).Le couteau diviseur est dans la
position exacte lorsque laprotection scie couvre une partie
du tranchant de la lame scie.
5.1.2 Kreissäge und Vortrenn-einrichtung - einbau
Beim Umgang mit denWerkzeugen sind
Schutzhandschuhe zu tragen.– Zufuhrspannung ausschalten.– Sägegruppe auf 90° einstellen und
auf maximale Höhe bringen.
Maschine gemäß den Angaben unterPunkt 1 (für Versionen mitWinkelrahmen) bzw. Punkt 2 (fürVersionen mit Aluminiumwaggon)voreinstellen:1) Den Schraube Q lösen und die
Abdeckung der Sägeöffnung Hentfernen Abb. 2.
2) Positionieren Sie den WinkelrahmenA wie in der Abbildung gezeigt wirdund schieben Sie denWaggonschlitten H ganz nach rechts.Heben Sie die Mutter M an und öffnenSie die Schutzvorrichtung N; dieÖffnung der Schutzvorrichtung wirktauf einen Mikroschalter, der einunbeabsichtigtes Starten des Motorsverhindert (USA und CANADA-Version).
– Den Bolzen B in das Loch auf derRiemenscheibe der Sägenwelleeinsetzen.
Die Feststellmutter C des Sägeblattes hatein linksgängiges Gewinde und ist zum
Herausschrauben nach rechts zu drehen.– Die Feststellmutter C mit dem 24-
mm-Inbusschlüssel lösen und denFlansch D entfernen.
– Montieren Sie hintereinander folgen-de Teile: Säge E, Flansch D, MutterC (zur Vermeidung von Vibrationensind die Flansche vor Montage desSägeblattes gründlich zu säubern).
– Die Mutter mit dem 24-mm-Schlüsselunter Verwendung des Zapfens Banziehen.
– Die Höheneinstellung des Zerteiler-messers F durch lockern der Mutter-schraube G einstellen.
Die Stellung des Trennmessers soeinstellen, dass sein Abstand vom
Sägeblatt zwischen 3 und 8 mmbeträgt (siehe Beispiel Abb.4A).
Der Spaltkeil ist richtigpositioniert, wenn die
Sägeschutzvorrichtung einen Teilder Schneide des Sägeblattes
bedeckt.
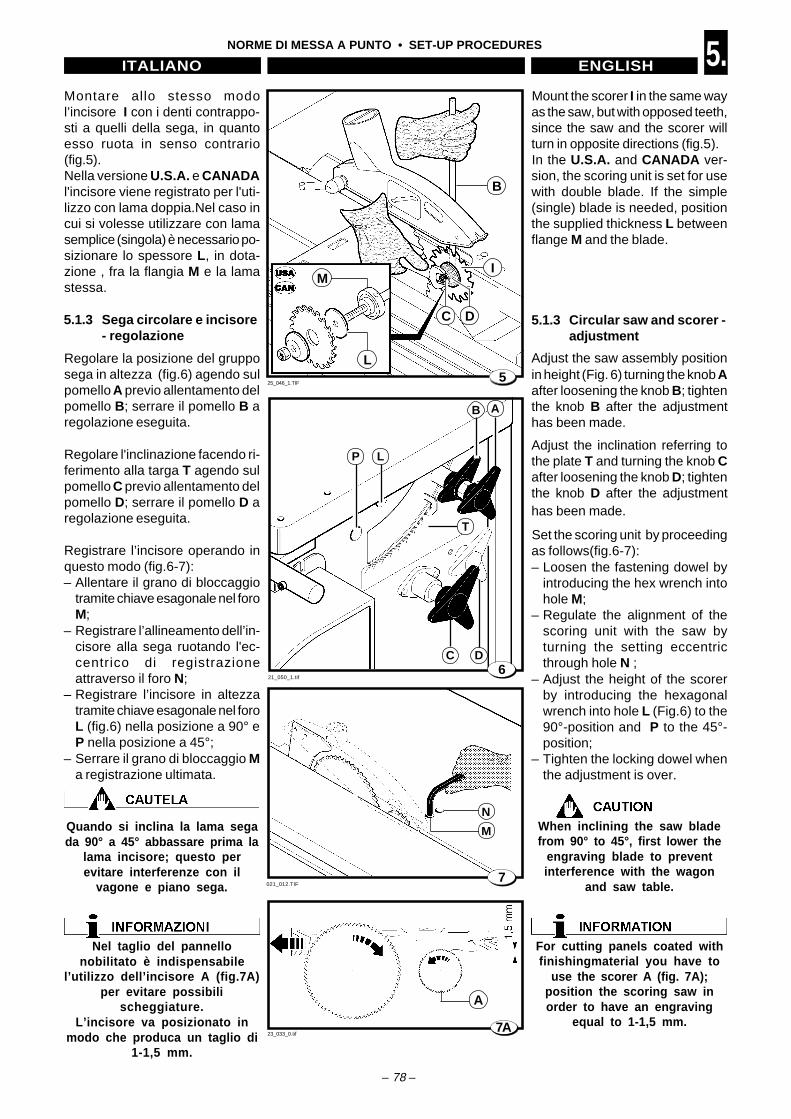
5.NORME DI MESSA A PUNTO • SET-UP PROCEDURES
ENGLISHITALIANO
– 78 –
AB
T
C D
LP
Mount the scorer I in the same wayas the saw, but with opposed teeth,since the saw and the scorer willturn in opposite directions (fig.5).In the U.S.A. and CANADA ver-sion, the scoring unit is set for usewith double blade. If the simple(single) blade is needed, positionthe supplied thickness L betweenflange M and the blade.
5.1.3 Circular saw and scorer -adjustment
Adjust the saw assembly positionin height (Fig. 6) turning the knob Aafter loosening the knob B; tightenthe knob B after the adjustmenthas been made.
Adjust the inclination referring tothe plate T and turning the knob Cafter loosening the knob D; tightenthe knob D after the adjustmenthas been made.
Set the scoring unit by proceedingas follows(fig.6-7):– Loosen the fastening dowel by
introducing the hex wrench intohole M;
– Regulate the alignment of thescoring unit with the saw byturning the setting eccentricthrough hole N ;
– Adjust the height of the scorerby introducing the hexagonalwrench into hole L (Fig.6) to the90°-position and P to the 45°-position;
– Tighten the locking dowel whenthe adjustment is over.
When inclining the saw bladefrom 90° to 45°, first lower the
engraving blade to preventinterference with the wagon
and saw table.
For cutting panels coated withfinishingmaterial you have to
use the scorer A (fig. 7A);position the scoring saw inorder to have an engraving
equal to 1-1,5 mm.
21_050_1.tif
021_012.TIF
M
N
6
7
Montare allo stesso modol’incisore I con i denti contrappo-sti a quelli della sega, in quantoesso ruota in senso contrario(fig.5).Nella versione U.S.A. e CANADAl'incisore viene registrato per l'uti-lizzo con lama doppia.Nel caso incui si volesse utilizzare con lamasemplice (singola) è necessario po-sizionare lo spessore L, in dota-zione , fra la flangia M e la lamastessa.
5.1.3 Sega circolare e incisore- regolazione
Regolare la posizione del grupposega in altezza (fig.6) agendo sulpomello A previo allentamento delpomello B; serrare il pomello B aregolazione eseguita.
Regolare l'inclinazione facendo ri-ferimento alla targa T agendo sulpomello C previo allentamento delpomello D; serrare il pomello D aregolazione eseguita.
Registrare l’incisore operando inquesto modo (fig.6-7):– Allentare il grano di bloccaggio
tramite chiave esagonale nel foroM;
– Registrare l’allineamento dell’in-cisore alla sega ruotando l'ec-centrico di registrazioneattraverso il foro N;
– Registrare l’incisore in altezzatramite chiave esagonale nel foroL (fig.6) nella posizione a 90° eP nella posizione a 45°;
– Serrare il grano di bloccaggio Ma registrazione ultimata.
Quando si inclina la lama segada 90° a 45° abbassare prima la
lama incisore; questo perevitare interferenze con il
vagone e piano sega.
Nel taglio del pannellonobilitato è indispensabile
l’utilizzo dell’incisore A (fig.7A)per evitare possibili
scheggiature.L’incisore va posizionato in
modo che produca un taglio di1-1,5 mm.
25_046_1.TIF
C D
B
I
5L
M
A
23_033_0.tif7A

– 79 –
5.ESPAÑOLFRANÇAISDEUTSCH
ANSETZUNG DER MASCHINE • NORMES POUR LA MISE AU POINTNORMAS PARA LA PUESTA A PUNTO
Auf die gleiche Weise dieVortrenneinrichtung I einbauen, wobei dieZähne entgegengesetzt zu denen derSäge stehen müssen, da sie in dieentgegengesetzte Richtung dreht (abb.5).Bei der USA und CANADA -Versionwird der Vorritzer für die Verwendungmit doppeltem Sägeblatt eingestellt.Wenn man nur eine einfache (einzelne)Klinge verwenden möchte, muß diemitgelieferte Ausgleichscheibe Lzwischen Flansch M und Klinge gelegtwerden.
5.1.3 Kreissäge und Vortrenn-Einstellung
Die Position des Sägeaggregats inder Höhe (Abb. 6) mit dem Knauf Anach dem Lösen des Knaufs Beinstellen; den Knauf B anziehen unddie Einstellung vornehmen.
Die Neigung mit Bezug auf das SchildT mit dem Knauf C nach dem Lösendes Knaufs D einstellen; den Knauf Danziehen und die Einstellungvornehmen.
Den Vorritzer wie folgt einstellen(Abb.6-7):
– Den Feststellstift mit Hilfe des Inbus-schlüssels in der Bohrung M lösen;
– Den Vorritzer mit der Sägeausrichten, indem derEinstellexzenter mit der Bohrung Ngedreht wird ;
– Die Höhe der Vortrenneinrichtung mitHilfe des Inbusschlüssels in derBohrung L einstellen (Abb. 6) in der90°-Position und P in der 45°-Position;
– Nach der Regulierung Stift festdrehen.
Wenn das Sägeblatt der Säge von90° auf 45° geneigt wird, erst das
einschneidende Sägeblattabsenken. Dieser Vorgang dient
dazu, Interferenzen mit demWagen und der Sägeebene zu
vermeiden.
Bei mit Finishmaterialbeschichteten Platten wird der
Ritzer A (Abb. 7A) eingesetzt. DieRitzsäge soll ein Vorritzen von 1-
1.5 mm erzeugen.
Monter l’inciseur I avec les dentsopposées aux dents de la scie,puisqu’elle tourne en sens inverse àcelui des aiguilles d’une montre (fig.5).Sur la version U.S.A. et CANADA legraveur est réglé pour être utilisé avecune lame double.En cas d’utilisation de lame simple(unique), il est nécessaire depositionner la rondelle d’épaisseur Lfournie entre la bride M et la lamemême.
5.1.3 Scie circulaire et inciseur -réglage
Régler la position en hauteur du groupescie (fig. 6) en agissant sur le pommeauA, après avoir desserré le pommeau B.Une fois le réglage effectué serrer lepommeau B.
Régler l’inclinaison en se référant à laplaque T et en agissant sur lepommeau C, après avoir desserré lepommeau D. Une fois le réglageeffectué serrer le pommeau D.
Régler l’inciseur en procédant commesuit (fig.6-7):
– Desserrer le goujon de blocage àl’aide de la clé à six pans dans letrou M;
– Régler l’alignement de l’inciseur parrapport à la scie en tourant la camede réglage grâce à l’orifice N ;
– Régler la hauteur de l’inciseur par laclé à six pans dans le trou L (fig.6)dans la position à 90° et P dans laposition à 45°;
– Serrer le goujon de blocage Mlorsque le réglage est achevé.
Lorsque la lame scie est inclinéede 90° à 45°, abaisser tout d’abordla lame graveur ; ceci afin d’éviterles interférence avec le wagon et
le plan scie.
Pour couper les panneaux revêtus dematériau de finition on doit employer
l’inciseur A (fig. 7A) réglé pour obtenirune incision de 1-1,5 mm. L’inciseur
doit être positionné de façon qu’ilproduise une coupe de 1-1,5 mm.
Montar del mismo modo el tallador Icon los dientes opuestos a los de lasierra, ya que éste gira en sentidocontrario (fig.5).En la versión U.S.A. y CANADA seregula el grabador para el uso con hojadoble.En caso de utilización con hoja sim-ple (única), es necesario colocar elespesor L suministrado entre el so-porte M y la hoja.
5.1.3 Sierra circular y tallador -regulación
Regular la altura del grupo sierra (fig.6) actuando en el pomo A después dehaber aflojado el pomo B; apretar elpomo B una vez efectuada laregulación.
Regular la inclinación tomando comoreferencia la placa T actuando sobreel pomo C después de haber aflojadoel pomo D; apretar el pomo D una vezefectuada la regulación.
Registrar el cincelador de la siguientemanera(fig. 6 - 7):– Afloja el pasador de bloqueo me-
diante una llave hexagonal en el ori-ficio M;
– Registrar la alineación del cinceladora la sierra girando la excéntrica deregistración a través del orificio N ;
– Regular el tallador en altura median-te la llave hexagonal en el orificio L(fig. 6) en la posición de 90° y P enla posición de 45°;
– Apretar el pasador de bloqueo Mdespués de la regulación.
Al inclinar la cuchilla de la sierrade 90º a 45º, bajar primero la
cuchilla de grabado para prevenirinterferencias con el vagón y la
mesa de sierra.
Durante el corte del tablero noblees necesario utilizar el entallador
A (fig.7A) con el fin de evitarposibles astillados.
El entallador debe colocarse demanera que se produzca un corte
de 1 - 1,5 mm.

5.NORME DI MESSA A PUNTO • SET-UP PROCEDURES
ENGLISHITALIANO
– 80 –
5.1.4 Cutters - assembly
Handle the knives wearingprotective gloves.
Exclusively mount knives ofthe same series (with the sameheight) to prevent unbalancing.Minimum permitted height: 18
m m
Three-cutters cutterblock(fig. 8-9)
For safety reasons the bladesare completely inserted in thecutter block; before machiningadjust them in accordance with
the instructions below.
– Remove the planing fence unitfrom the table;
– Loosen the lever A (Fig. 8) andlift the inlet and outlet surfacingtables(opening the tablesactuates a micro which preventsthe machine from starting)(U.S.A. and CANADA version).
– Loosen the blocking screwsusing the specific key C; theblade comes out pushed by thecontrast springs.
– If necessary, replace the bladesby inserting them in their specificslot D (fig.9) ensuring that thecutting edge meets the directionof rotation of the planer E.
– Position the cutter adjuster F asshown in fig. 9.
– Make sure springs are in goodworking order by exerting a lightpressure on cutters: these shouldgo deeper into their seats and thengo back to their initial position.
– Check that the blades andwedges are centered against theplaner E.
For a correct adjustment, checkthat the four supports of the
cutter adjuster evenly stick tothe cutterblock (fig.9).
In this way proper projection ofthe knife from the planer
spindle is guaranteed(maximum 1 mm).
D E C F
021_038.tif9
5.1.4 Coltelli - montaggio
Maneggiare i coltelli utilizzandoi guanti di protezione.
Montare esclusivamente coltellidella stessa serie (aventi lastessa altezza) per evitare
squilibri.Altezza minima consentita 18
mm.
Albero pialla con 3 coltelli(fig. 8-9)
Per motivi di sicurezza icoltelli sono inseriti
completamente nell'alberopialla;prima di procedere alla
lavorazione registrarliseguendo le istruzioni
sottoriportate.– Togliere il gruppo guida filo dal
piano ;– Allentare le leve A (fig.8) e solle-
vare le piane filo entrata e uscita(l'apertura delle piane aziona unmicro che impedisce l'aviamentodella macchina, Versione USA eCANADA);
– Svitare le viti di bloccaggio conapposita chiave C; il coltellofuoriesce spinto dalle molle dicontrasto.
– Se necessita sostituire i coltelliinserendoli nell' apposita sede D(fig.9) rispettando l'orientamentodell'angolo di affilatura relativa-mente al senso di rotazione del-l'albero pialla E.
– Posizionare il registracoltelli Fcome in fig.9;
– Verificare l’efficienza delle molledi contrasto esercitando una leg-gera pressione sui coltelli: questidevono rientrare nelle sedi per poitornare nella posizione iniziale.
– Verificare che i coltelli ed i lardonisiano centrati rispetto all’alberopialla E.
Per una buona registrazioneoccorre che i quattro punti diappoggio del registracoltelli
aderiscano in manierauniforme all’albero pialla
(fig.9). In questo modo vienegarantita la giusta sporgenzadel coltello dall'albero pialla
(massimo 1mm).
21_092_1.TIF
A
A
8

– 81 –
5.ESPAÑOLFRANÇAISDEUTSCH
ANSETZUNG DER MASCHINE • NORMES POUR LA MISE AU POINTNORMAS PARA LA PUESTA A PUNTO
5.1.4. Cuchillas-montaje
Manejar las cuchillas utilizandoguantes de protección.
Montar exclusivamente cuchillasde la misma serie (que tengan la
misma altura) para evitardesequilibrios.
Altura mínima permitida 18 mm.
Arbol cepillo con tres cuchillas(fig.8 - 9).
Por motivos de seguridad, lascuchillas están completamenteintroducidas en el árbol cepillo;antes de proceder con el trabajo,
regularlos siguiendo lasinstrucciones abajo indicadas.
– Quitar el grupo guía hilo de la mesa;– Aflojar las palancas A (fig. 8) y ele-
var las viguetas filo entrada y salida(la abertura de las viguetas accionaun microinterruptor que impide lapuesta en marcha de la máquina,versión U.S.A. y CANADA);
– Destornillar los tornillos de bloqueocon la correspondiente llave C; lacuchilla sobresale empujada por losresortes de contraste.
– En caso de que sea necesario,sustituir las cuchillas colocándolas enel lugar apropiado D (fig. 9) respetandola orientación del ángulo de afilaturarelativamente al sentido de rotacióndel árbol cepillo E.
– Posicionar los regulacuchillas Fcomo en la fig. 9.
– Verificar la eficiencia de los resor-tes de contraste haciendo una lige-ra presión sobre las cuchillas: éstasdeben entrar en los espacios paradespués volver a la posición inicial.
– Verificar que las cuchillas y losestabilizadores de guía estén centradosrespecto al árbol cepillo E.
Para una regulación correcta, loscuatro puntos de apoyo del
regulador de cuchillas debenadherir de manera uniforme con el
árbol cepillo (fig.9).De este modo se garantiza el
adecuado saliente de la cuchilladel árbol cepillo (máximo 1 mm).
5.1.4 Couteaux - montage
Manipuler les couteaux en utilisantdes gants de protection.
Monter exclusivement descouteaux de la même série (ayant
la même hauteur)pour éviter des déséquilibres.
Hauteur minimale consentie 18 mm
Arbre rabot à trois couteaux(fig.8-9).
Pour des raisons de sécurité, les cou-teaux sont insérés dans l'arbre derabotage ; avant de commencer
l'usinage, les régler en suivant lesinstructions ci-dessous.
– Déposer le groupe de dégauchissage dela table ;
– desserrer le levier A (fig. 8) etsoulever les plateaux bord entrée etsortie (l’ouverture des plateauxactionne un microcontact quiempêche le démarrage de lamachine, version U.S.A. et CANA-DA);
– Dévisser les vis de blocage avecla clé C ; le couteau sort poussé parles ressorts de contraste.
– Si nécessaire, remplacer lescouteaux en les introduisant dans lelogement prévu à cet effet D (fig.9)en respectant l'orientation de l'angled'affûtage en rapport au sens derotation de l'arbre rabot E.
– Positionner le dispositif de réglagedes couteaux F selon la fig. 9.
– Vérifier le fonctionnement correct desressorts de pression en exerçant unepetite pression sur les couteaux: cesderniers doivent rentrer dans leurs siè-ges et revenir sur leur position de dé-part.
– Vérifier si les couteaux et les lardonssont centrés par rapport à l'arbrerabot E.
Pour un bon réglage, il faut que lesquatre points d’appui du dispositifde réglage des couteaux adhérent àl’arbre rabot d’une façon uniforme
(fig.9).De cette manière le dépassementexact du couteau de l’arbre rabot
est assuré (maximum 1 mm).
5.1.4 Messer - einbau
Bei der Handhabung der MesserSchutzhandschuhe tragen.Ausschließlich Messer der
gleichen Serie (mit der gleichenHöhe) montieren, um eine
Unwuchtigkeit zu vermeiden.Erlaubte Mindesthöhe 18 mm
Hobelwelle mit drei Hobelmessern(Abb.8-9).
Aus Sicherheitsgründen befindensich die Messer komplett in derHobelwelle. Vor der Bearbeitungsind sie wie unten beschrieben
einzustellen.
– Den Fügeanschlag vom Tisch ent-fernen ,
– Die Hebel A lösen (Abb. 8) und denAbrichttisch des Eingangs und desAusgangs anheben (das Öffnen derTisch betätigt einen Mikroschalter,der das Starten der Maschineverhindert, USA und CANADA-Version);
– Die Feststellschrauben mit demdafür vorgesehenen Schlüssel Clösen; das Messer tritt von denKontrastfedern gedrückt heraus.
–Sofern erforderlich, die Messer durchEinführen in das dafür vorgeseheneGehäuse D (Abb. 9) auswechselnund dabei die Ausrichtung desSpitzenwinkels in Bezug auf dieDrehrichtung der Hobelwelle Ebeachten.
– Die Messereinstellvorrichtung F wiein Abb. 9 positionieren.
– Die Leistungsfähigkeit derAnschlag federn überprüfen, indem maneinen leichten Druck auf die Hobel-messer ausübt. Diese müssen in ihrenSitz zurücktreten und dann in Ihre Aus-gangsposition zurückkehren.
– Überprüfen, dass die Messer und dieFührungsleisten in Bezug auf dieHobelwelle E zentriert sind.
Für eine gute Regulierung ist esnotwendig, daß die vier Ansatzpunktedes Messerreglers einheitlich an der
Hobelwelle anliegen (Abb.9).Auf diese Weise wird der richtige
Überstand des Messers der Hobelwelle(max. 1 mm) gewährleistet.
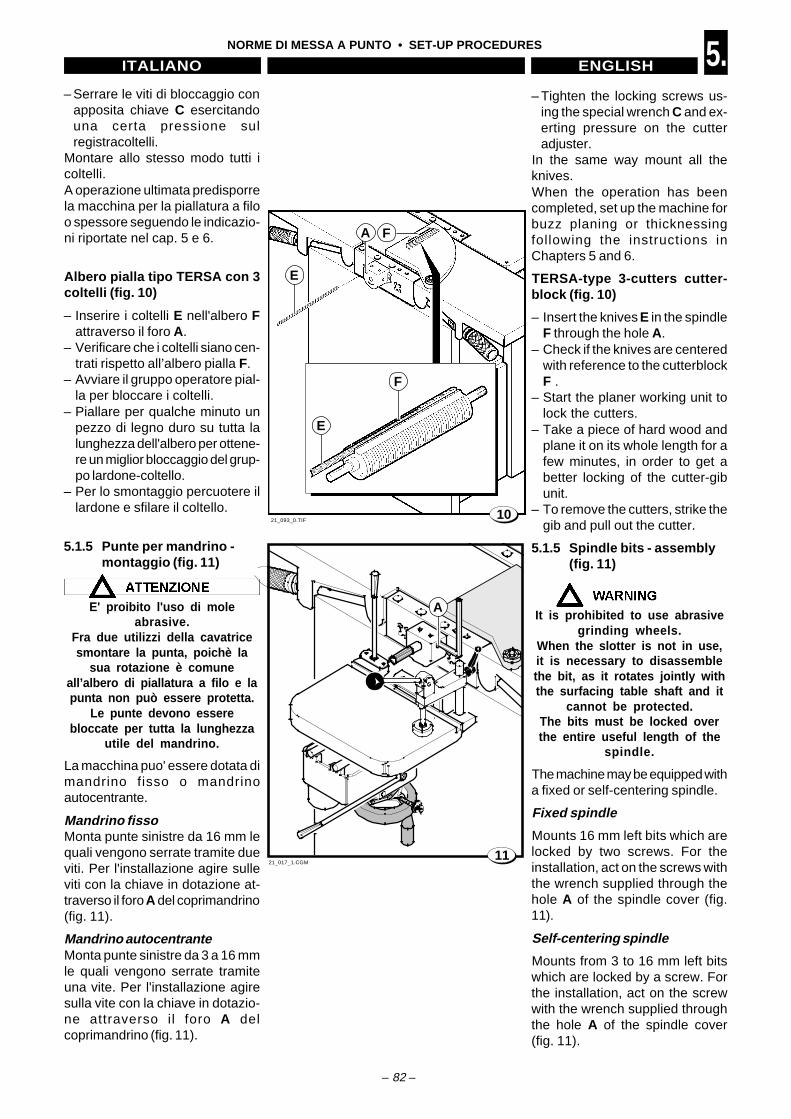
5.NORME DI MESSA A PUNTO • SET-UP PROCEDURES
ENGLISHITALIANO
– 82 –
– Tighten the locking screws us-ing the special wrench C and ex-erting pressure on the cutteradjuster.
In the same way mount all theknives.When the operation has beencompleted, set up the machine forbuzz planing or thicknessingfollowing the instructions inChapters 5 and 6.
TERSA-type 3-cutters cutter-block (fig. 10)
– Insert the knives E in the spindleF through the hole A.
– Check if the knives are centeredwith reference to the cutterblockF .
– Start the planer working unit tolock the cutters.
– Take a piece of hard wood andplane it on its whole length for afew minutes, in order to get abetter locking of the cutter-gibunit.
– To remove the cutters, strike thegib and pull out the cutter.
5.1.5 Spindle bits - assembly(fig. 11)
It is prohibited to use abrasivegrinding wheels.
When the slotter is not in use,it is necessary to disassemblethe bit, as it rotates jointly withthe surfacing table shaft and it
cannot be protected.The bits must be locked overthe entire useful length of the
spindle.
The machine may be equipped witha fixed or self-centering spindle.
Fixed spindle
Mounts 16 mm left bits which arelocked by two screws. For theinstallation, act on the screws withthe wrench supplied through thehole A of the spindle cover (fig.11).
Self-centering spindle
Mounts from 3 to 16 mm left bitswhich are locked by a screw. Forthe installation, act on the screwwith the wrench supplied throughthe hole A of the spindle cover(fig. 11).
21_017_1.CGM
A
11
A F
E
E
F
1021_093_0.TIF
– Serrare le viti di bloccaggio conapposita chiave C esercitandouna certa pressione sulregistracoltelli.
Montare allo stesso modo tutti icoltelli.A operazione ultimata predisporrela macchina per la piallatura a filoo spessore seguendo le indicazio-ni riportate nel cap. 5 e 6.
Albero pialla tipo TERSA con 3coltelli (fig. 10)
– Inserire i coltelli E nell'albero Fattraverso il foro A.
– Verificare che i coltelli siano cen-trati rispetto all’albero pialla F.
– Avviare il gruppo operatore pial-la per bloccare i coltelli.
– Piallare per qualche minuto unpezzo di legno duro su tutta lalunghezza dell'albero per ottene-re un miglior bloccaggio del grup-po lardone-coltello.
– Per lo smontaggio percuotere illardone e sfilare il coltello.
5.1.5 Punte per mandrino -montaggio (fig. 11)
E' proibito l'uso di moleabrasive.
Fra due utilizzi della cavatricesmontare la punta, poichè la
sua rotazione è comuneall’albero di piallatura a filo e lapunta non può essere protetta.
Le punte devono esserebloccate per tutta la lunghezza
utile del mandrino.
La macchina puo' essere dotata dimandrino fisso o mandrinoautocentrante.
Mandrino fissoMonta punte sinistre da 16 mm lequali vengono serrate tramite dueviti. Per l'installazione agire sulleviti con la chiave in dotazione at-traverso il foro A del coprimandrino(fig. 11).
Mandrino autocentranteMonta punte sinistre da 3 a 16 mmle quali vengono serrate tramiteuna vite. Per l'installazione agiresulla vite con la chiave in dotazio-ne attraverso il foro A delcoprimandrino (fig. 11).
– 83 –
5.ESPAÑOLFRANÇAISDEUTSCH
ANSETZUNG DER MASCHINE • NORMES POUR LA MISE AU POINTNORMAS PARA LA PUESTA A PUNTO
– Die Feststellschrauben mit Hilfe des spe-ziellen Schlüssels C anziehen, wobei aufMessereinstellvorrichtung ein gewisserDruck auszuüben ist.
Auf die gleiche Weise alle Messermontieren.Nach Abschluss der Operation dieMaschine für das Abricht- undDickenhobeln einrichten und dabei die inden Kap. 5 und 6 wiedergegebenenAnweisungen beachten.
Hobelwelle Typ TERSA mit 3Hobelmessern (Abb. 10)
– Die Messer E durch die Bohrung Ain die F Welle einsetzen.
– Prüfen, ob die Messer zurHobelwelle F zentriert sind.
– Hoblergruppe starten, um die Messerzu blockieren.
– Für einige Minuten auf der ganzenWellenlänge ein Hartholzstückbehobeln, um eine bessereBlockierung der Leiste-Messer-Gruppe zu erhalten.
– Für den Ausbau auf die Leisteschlagen und das Messerherausziehen.
5.1.5 Bohrer für Spindel - Einbau(Abb. 11)
Die Verwendung von Schleifscheibenist verboten.
Nach zweimaligem Benutzen derStoßmaschine Einsatz ausbauen, da
seine Drehung entsprechend demHobelwellenanstz vorgeht und die
Spitze nicht geschützt werden kann.Die Bohrer müssen auf der gesamten
Länge der Spindel blockierenwerden.
Die Maschine mit eine feststehendenSpindel oder mit einer selbstzentrierendenSpindel ausgestattet sein.
Feststehende SpindelTrägt linksdrehende Bohrer von 16 mm,die mit zwei Schrauben festgezogenwerden. Bei der Installation dieSchrauben mit dem mitgeliefertenSchlüssel durch die Bohrung A derSpindelabdeckung drehen (Abb. 11).
Selbstzentrierende SpindelTrägt linksdrehende Bohrer von 3 bis 16mm, die mit einer Schraube festgezogenwerden. Bei der Installation die Schraubemit dem mitgelieferten Schlüssel durchdie Bohrung A der Spindelabdeckungdrehen (Abb. 11).
– Serrer les vis de blocage à l’aide de laclé C fournie en dotation tout en exer-çant une certaine pression sur le dis-positif de réglage des couteaux.
Monter de la même façon tous lescouteaux.Après l’opération préparer la machinepour le rabotage du bord ou del’épaisseur en suivant les indicationsfournies aux chapitres 5 et 6.
Arbre rabot type TERSA à 3couteaux (fig. 10)
– Insérer les couteaux E dans l’arbreF à travers le trou A.
– Vérifier que les couteaux soientcentrés par rapport à l’arbre rabot F.
– Mettre en marche le groupe du rabotpour bloquer les couteaux.
– Raboter une pièce de bois dur surtoute la longueur de l’arbre pendantquelques minutes afin d’obtenir unmeilleur blocage du groupe lardon-couteau.
– Pour le démontage, frapper le lardonet enlever le couteau.
5.1.5 Mèches pour mandrin -montage (fig. 11)
Il est interdit d’utiliser des meulesabrasives.
Entre deux utilisations de lamortaiseuse démonter la mèche, carsa rotation est comune à l'arbre de
dégauchisseuse et la mèche ne peutêtre protégée.
Les pointes doivent être bloquées surtoute la longueur utile du
mandrin.
La machine peut être équipée d’unmandrin fixe ou d’un mandrin àcentrage automatique.
Mandrin fixeMonte des mèches gauches de 16mm, qui sont serrées à l’aide de deuxvis. Pour l’installation agir sur les vis,à l’aide de la clé fournie, par l’orifice Adu cache-mandrin (fig. 11).
Mandrin à centrage automatiqueMonte des mèches gauches de 3 à16 mm, qui sont serrées à l’aide d’unevis. Pour l’installation agir sur la vis,à l’aide de la clé fournie, par l’orifice Adu cache-mandrin (fig.11).
– Ajustar los tornillos de bloqueo conla llave C haciendo una cierta pre-sión sobre los regulacuchillas.
Montar todas las cuchillas siguiendoel mismo procedimiento.Una vez terminada la operación pre-parar la máquina para la cepilladurade eje vertical o de regruesarsiguiendo las indicaciones del cap. 5y 6.
Arbol cepillo tipo TERSA con 3cuchillas (fig. 10)
– Introducir las cuchillas E en el árbolF a través del orificio A.
– Comprobar que las cuchillas esténcentradas respecto al árbol de laacepilladora F.
– Poner en funcionamiento el grupooperador cepillo para bloquear lascuchillas.
– Acepillar por algunos minutos unapieza de madera dura a lo largo detodo el árbol para obtener un mejorbloqueo del grupo listón-cuchilla.
– Para el desmontaje, golpear el listóny remover la cuchilla.
5.1.5 Brocas para mandril - mon-taje (fig. 11)
Está prohibido usar muelasabrasivas.
Entre dos ciclos de trabajo con lamortajadora hace falta desmontar lapunta, ya que su rotación es comúnpara el árbol de acepilladura de eje
vertical y la punta no puede serprotegida.
Las puntas deben de bloquearse entoda la longitud útil del mandril.
La máquina puede estar dotada demandril fijo o de autocentrado.
Mandril fijoLleva brocas izquierdas de 16 mm, lascuales se ajustan mediante dos tornillos.Para la instalación, colocar los tornillo através del orificio A en la protección delmandril sirviéndose de la llave que seentrega con el equipamiento (fig. 11).
Mandril de autocentradoLleva brocas izquierdas de 3 a 16 mm,las cuales se ajustan mediante untornillo. Para la instalación, colocar eltornillo a través del orificio A en laprotección del mandril sirviéndose dela llave que se entrega con elequipamiento (fig. 11).

5.NORME DI MESSA A PUNTO • SET-UP PROCEDURES
ENGLISHITALIANO
– 84 –
21_068_0.CGM
F
A
E
D
B
C
H G
12
5.2. SURFACING TABLES -ADJUSTING (fig. 12)
Inlet table
Loosen the lever A.
Operate on the handle B in orderto place the table D depending onthe chosen removal: read the tra-verse on the data plate C.
When the adjustment is over,tighten the lever A.
Outlet table
The outlet surface table E must beperfectly aligned with the mountedknives.
To make sure it is correct, place awell planed workpiece between thesurface and the cutterblock;manually turn the cutterblock andmake sure the cutters skim theworkpiece.
If it is necessary to carry out a newalignment, loosen the lever F andthe screw H. Get the table E alignedby operating the handle G.
Tighten the screw H and the leverF when the adjustment is over.
5.2. PIANI A FILO -REGISTRAZIONE (fig. 12)
Piano d’entrata
Allentare la leva A.
Agire sulla maopola B per posizio-nare il piano D in funzione del-l’asportazione desiderata: leggerelo spostamento sulla targhetta C.
A regolazione eseguita serrare laleva A.
Piano d’uscita
Il piano a filo in uscita E deve es-sere perfettamente a filo con i col-telli montati.
Per verificare il corretto allinea-mento, posizionare un quadrottoben piallato fra piano e albero pial-la; ruotare manualmente l’alberopialla e verificare che i coltelli sfio-rino il quadrotto.
Se si rende necessario un even-tuale allineamento, allentare la levaF e la vite H. Allineare il piano Eagendo sulla manopola G.
Serrare la vite H e la leva F aregolazione ultimata.

– 85 –
5.ESPAÑOLFRANÇAISDEUTSCH
ANSETZUNG DER MASCHINE • NORMES POUR LA MISE AU POINTNORMAS PARA LA PUESTA A PUNTO
5.2. TISCHE DESABRICHTHOBELSEINSTELLUNG (Abb. 12)
Einlauftisch
Hebel A lockern.
Auf den Hebel B einwirken zur Ein-stellung des Tisches D für die ge-wünschte Abtragung: Versetzung aufdem Schild C ablesen.
Nach der Regulierung Hebel A anzie-hen.
AuslauftischDer Abrichtungs-Auslauftisch E mußgenau mit den eingebauten Messernausgerichtet sein.
Um die richtige Ausrichtung zu über-prüfen, ein einwandfrei gehobeltes Teilzwischen Tisch und Hobelwelle legen;die Hobelwelle von Hand drehen undüberprüfen, ob die Messer den Blockleicht berühren.
Wenn eine eventuelle Ausrichtungnötig wird, Hebel F und Schraube Hlockern. Tisch E durch Einwirken aufHandgriff G ausrichten.
Schraube H und Hebel F nach Beendi-gung der Ausrichtung anziehen.
5.2. TABLES DE DEGAUCHIS-SAGE - REGLAGE (fig. 12)
Table d’entrée
Relâcher le levier A.
Agir sur la poignée B afin de position-ner la table D en fonction de l’enlève-ment souhaité: lire le déplacement surla plaquette C.
Lorsque le réglage est terminé, serrerle levier A.
Table de sortieLa table de dégauchissage en sortieE doit être parfaitement alignée avecles couteaux montés.
Pour vérifier si l’alignement est cor-rect, positionner une pièce à sectionparfaitement carrée entre la table etl’arbre porte-fers; tourner manuelle-ment l’arbre porte-fers et vérifier queles couteaux touchent la pièce car-rée.
S’il est nécessaire d’effectuer unalignement, desserrer le levier F et lavis H. Aligner la table E en ageant surla poignée G.
Serrer la vis H et le levier F lorsque leréglage est achevé.
5.2. PLANOS A RAS -REGULACION (fig. 12)
Plano de entrada
Soltar la palanca A.
Ajustar la manopla B para colocar elplano D según la extracción deseada:leer el desplazamiento sobre la placaC.
Después de la regulación bloquear lapalanca A.
Plano de salida
El plano a ras en salida E debe estara la misma altura de las cuchillasmontadas.
Para verificar la correcta alineación,ubicar un cuadrado bien cepillado en-tre el plano y el árbol cepillo; girarmanualmente el árbol cepillo y verifi-car que los cuchillos rocen el cuadra-do.
Si fuese necesaria una alineaciónadicional, aflojar la palanca F y eltornillo H. Alinear el plano E mediantela manopla G.
Apretar el tornillo H y la palanca Fdespués de la regulación.

5.NORME DI MESSA A PUNTO • SET-UP PROCEDURES
ENGLISHITALIANO
– 86 –
5.3. THICKNESSING TABLES- ADJUSTING
Set up the machine forthicknessing following theinstructions and then:
– Remove the planing fence unitfrom the table;
– Release the locking lever A andB.
– Lift the surfacing tables C and D(opening the tables actuates amicro which prevents themachine from starting, U.S.A.and CANADA version)
– Turn over the shaving conveyorhood E securing it with the springF in the protection G (the hoodrotation again actuates the microre-activating the machine, U.S.A.and CANADA version).
Adjust the thicknessing tables toobtain the required stock removal.Proceed as follows:
– loosen the knob H;– turn the handwheel watching the
scale I;– tighten the knob H.
To control the driving rollers, liftlever L.
To adjust the driving roller pressure,turn dowels Q (on both sides).
Pressure should be increased tomachine hard wood and/or largesized workpieces.
Before lowering thethicknessing tables, remember
to return the protection E(fig.13) to its original position,to lower the thicknessing table
in such a way as to avoiddamaging any part and to
return lever L to rest positionso as not to damage the clutch.
5.3. PIALLA A SPESSORE -REGOLAZIONI
Predisporre la macchina per lavo-razioni allo spessore seguendo leistruzioni indicate di seguito:
– Togliere il gruppo guida filo dalpiano ;
– Allentare le leve di bloccaggio Ae B.
– Sollevare la piana filo C e D(l'apertura delle piane aziona unmicro che impedisce l'aviamentodella macchina, Versione USA eCANADA);
– Ribaltare la cuffia convo-gliatruccioli E assicurandola tra-mite la molla F nella protezioneG (la rotazione della cuffia agi-sce nuovamente sul microriattivando la macchina, Versio-ne USA e CANADA).
Registrare il piano spessore in fun-zione dell’asportazione desidera-ta, operando in questo modo:
– allentare il pomello H;
– ruotare il volantino, facendo rife-rimento all’indice I;
– serrare il pomello H.
Per azionare i rulli di trascinamen-to, alzare la leva L.
Per regolare la pressione dei rullidi traino, agire sui grani Q (i granisono da entrambi le parti).
Si consiglia di aumentare la pres-sione per legni duri e/o di grossedimensioni.
Prima di abbassare i piani afilo, ricordarsi di rimettere la
cuffia E (fig. 13) nella posizioneiniziale, di abbassare il piano
spessore in modo da nondanneggiare alcun elemento e
di riportare la leva L inposizione di riposo per non
rovinare la frizione.
021_060_1.tif
F
G
B D
E
C A
L
I
H
13
Q
– 87 –
5.ESPAÑOLFRANÇAISDEUTSCH
ANSETZUNG DER MASCHINE • NORMES POUR LA MISE AU POINTNORMAS PARA LA PUESTA A PUNTO
5.3. DICKENHOBELS -EINSTELLUNGEN
Die Maschine für dieDickenbearbeitung folgender-maßenvorbereiten:
– Den Fügeanschlag vom Tisch ent-fernen;
– Die Arretierhebeln A und B lösen.
– Den Abrichttisch C und D anheben(das Öffnen der Tische betätigteinen Mikroschalter, der das Startender Maschine verhindert, USA undCANADA-Version).
– Die Haube der Spanabsaugung Eumklappen und mit der Feder F inder Schutzvorrichtung G sichern (dieRotation der Haube betätigt erneutden Mikroschalter und schaltet dieMaschine wieder ein, USA und CA-NADA-Version).
Den Tisch des Dickenhobels inAbhängigkeit von dem gewünschtenSpanabtrag einstellen, wobeifolgendermaßen vorzugehen ist:
– Den Kugelgriff H lockern;
– Das Handrad drehen, wobei auf denZeiger I Bezug zu nehmen ist;
– Den Kugelgriff H anziehen.
Um die Mitnehmerrollen zu betätigen,den Hebel L heben.
Um den Druck der Zugrollen zu regeln,sind die Stifte Q zu verstellen (dieStifte liegen auf beiden Seiten).
Bei hartem Holz bzw. großen Stückenempfiehlt es sich, den Druck zuerhöhen.
Bevor die Flächen mit Kantegesenkt werden, muß man die
Haube E wieder in ihrerAnfangsposition aufsetzen (Abb.13), die Dickenfläche so senken,daß keine Element beschädigt
wird und den Hebel L inRuhestellung bringen, damit die
Kupplung keinen Schaden nimmt.
5.3. RABOTEUSE - REGLAGES
Préparer la machine pour des usinagesde l’épaisseur en procédant commesuit:
– Déposer le groupe de dégauchissage dela table ;
– desserrer les manettes de blocageA et B;
– Soulever le plateau bord C et D (l’ou-verture des plateaux actionne unmicrocontact qui empêche ledémarrage de la machine, versionU.S.A. et CANADA);
– faire pivoter le capot du convoyagedes copeaux E en l’assurant à l’aidedu ressort F dans la protection G(la rotation du capot agit de nouveausur le microcontact et réactive lamachine, version U.S.A. et CANA-DA).
Régler la table de rabotage selonl’enlèvement désirée, en opérant dela manière suivante:
– desserrer le bouton H;
– tourner le volant, en se référant aurepère I ;
– serrer le bouton H.
Pour actionner les rouleauxd’entraînement, soulever le levier L.
Pour régler la pression des rouleauxd’entraînement, agir sur le goujons Q(les goujons sont positionnés des deuxcôtés). Il est conseillé d’augmenter lapression pour les bois durs ou de gros-se taille.
Avant d’abaisser les tablesd’épaisseur, remettre la calotte E(fig. 13) dans sa position initiale,abaisser la table d’épaisseur defaçon à ne pas endommager les
éléments et remettre le levier L enposition de repos pour ne pas
abîmer l’embrayage.
5.3. CEPILLO DE ESPESOR -REGULACION
Preparar la máquina paraelaboraciones sobre el espesorprocediendo de la siguiente manera:
– Quitar el grupo guía hilo de la mesa;– Aflojar las palancas de bloqueo A y
B.
– Elevar la vigueta filo C y D (la aberturade las viguetas acciona unmicrointerruptor que impide la puestaen marcha de la máquina, versiónU.S.A. y CANADA);
– volcar la envoltura transportador devirutas E fijándola con el resorte Fen la protección G (la rotación de laenvoltura actúa de nuevo sobre elmicrointerruptor volviendo a activarla máquina, versión U.S.A. y CA-NADA).
Regular el plano de espesor en funciónde la extracción deseada, actuandodel siguiente modo:
– aflojar el botón esférico H;
– girar la manivela, haciendoreferencia al índice I ;
– ajustar el botón esférico H.
Para accionar los rodillos de arrastre,elevar la palanca L.Para regular la presión de los rodillosde remolque, utilizar los pasadores Q(los pasadores se encuentran enambas partes).Se aconseja aumentar la presión paralas maderas duras y/o de grandesdimensiones.
Antes de bajar los planos almismo nivel, acordarse de volvera colocar el sombrerete E (fig. 13)en la posición inicial, de bajar el
plano espesor para no dañarningún elemento y poner
nuevamente la palanca L enposición de reposo para no
arruinar el embrague.
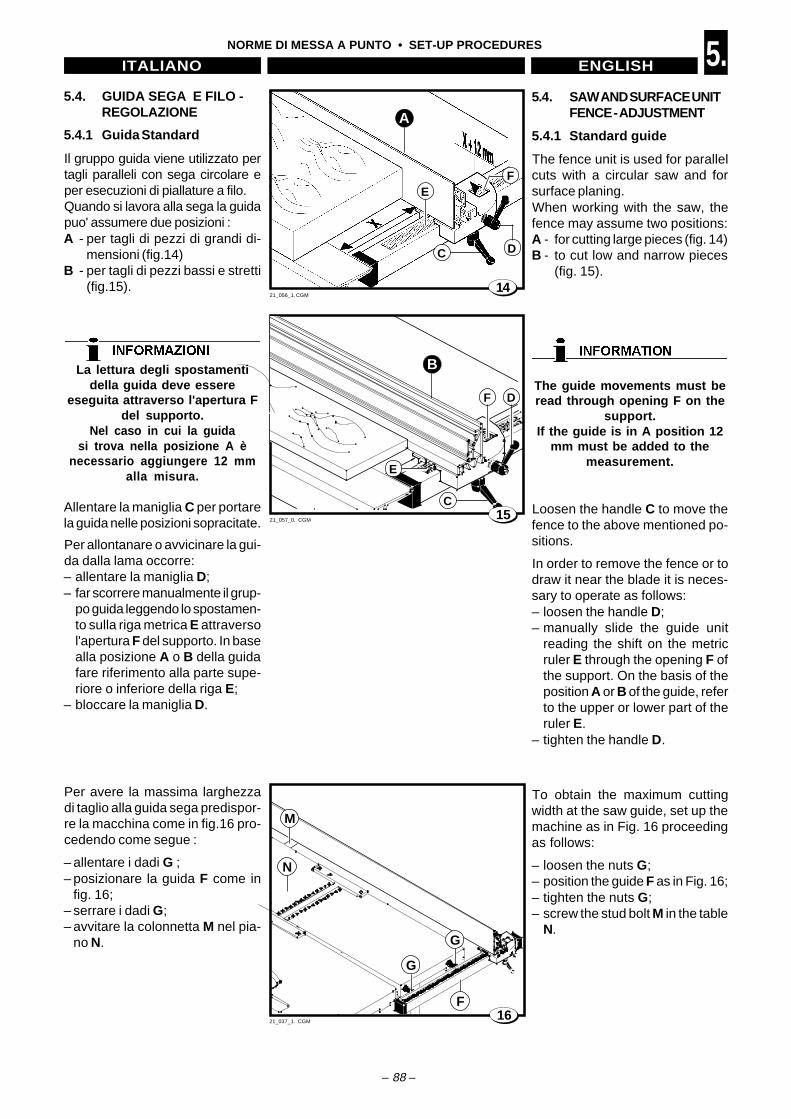
5.NORME DI MESSA A PUNTO • SET-UP PROCEDURES
ENGLISHITALIANO
– 88 –
5.4. SAW AND SURFACE UNITFENCE - ADJUSTMENT
5.4.1 Standard guide
The fence unit is used for parallelcuts with a circular saw and forsurface planing.When working with the saw, thefence may assume two positions:A - for cutting large pieces (fig. 14)B - to cut low and narrow pieces
(fig. 15).
The guide movements must beread through opening F on the
support.If the guide is in A position 12
mm must be added to themeasurement.
Loosen the handle C to move thefence to the above mentioned po-sitions.
In order to remove the fence or todraw it near the blade it is neces-sary to operate as follows:– loosen the handle D;– manually slide the guide unit
reading the shift on the metricruler E through the opening F ofthe support. On the basis of theposition A or B of the guide, referto the upper or lower part of theruler E.
– tighten the handle D.
To obtain the maximum cuttingwidth at the saw guide, set up themachine as in Fig. 16 proceedingas follows:
– loosen the nuts G;– position the guide F as in Fig. 16;– tighten the nuts G;– screw the stud bolt M in the table
N.
21_057_0. CGM
B
C
DF
E
15
21_037_1. CGM
N
M
F
G
G
16
5.4. GUIDA SEGA E FILO -REGOLAZIONE
5.4.1 Guida Standard
Il gruppo guida viene utilizzato pertagli paralleli con sega circolare eper esecuzioni di piallature a filo.Quando si lavora alla sega la guidapuo' assumere due posizioni :A - per tagli di pezzi di grandi di-
mensioni (fig.14)B - per tagli di pezzi bassi e stretti
(fig.15).
La lettura degli spostamentidella guida deve essere
eseguita attraverso l'apertura Fdel supporto.
Nel caso in cui la guidasi trova nella posizione A è
necessario aggiungere 12 mmalla misura.
Allentare la maniglia C per portarela guida nelle posizioni sopracitate.
Per allontanare o avvicinare la gui-da dalla lama occorre:– allentare la maniglia D;– far scorrere manualmente il grup-
po guida leggendo lo spostamen-to sulla riga metrica E attraversol'apertura F del supporto. In basealla posizione A o B della guidafare riferimento alla parte supe-riore o inferiore della riga E;
– bloccare la maniglia D.
Per avere la massima larghezzadi taglio alla guida sega predispor-re la macchina come in fig.16 pro-cedendo come segue :
– allentare i dadi G ;– posizionare la guida F come in
fig. 16;– serrare i dadi G;– avvitare la colonnetta M nel pia-
no N.
21_056_1. CGM
A
C D
FE
14

– 89 –
5.ESPAÑOLFRANÇAISDEUTSCH
ANSETZUNG DER MASCHINE • NORMES POUR LA MISE AU POINTNORMAS PARA LA PUESTA A PUNTO
5.4. SÄGEN- UNDHOBELFÜHRUNG -EINSTELLUNG
5.4.1 StandardführungDie Führungsgruppe wird benutzt fürParallelschnitte mit der Kreissäge undfür Abhobel-Ausführungen.Bei der Sägearbeit kann die Führungzwei verschiedene Stellungeneinnehmen.A - Sägen von großen Holzteilen
(Abb. 14)B - Zum Schneiden von niedrigen und
schmalen Stücken (Abb. 15).
Das Ablesen der Führung wirddurch die Öffnung F der Halterung
durchgeführt.Sollte die Führung sich in
Position A befinden, sind demMaß 12 mm hinzuzufügen.
Griff C lockern, um die Führung auf dieobengenannte Stellung zu bringen.
Um die Führung von der Klinge zu entfernenoder näher zu bringen muß man:– Griff D lockern;– Das Führungsaggregat von Hand
verschieben und die Verschiebungdurch die Öffnung F der Halterungauf dem Lineal E ablesen. Mit Bezugauf die Position A oder B der Führungauf den oberen oder den unteren Teildes Lineals E Bezug nehmen;
– Griff D festziehen.
Für die maximale Schnittlänge an derSägenführung wie Maschine wie aufAbb. 16 gezeigt einstellen:
– die Muttern G lösen;– die Führung F wie auf Abb. 16 gezeigt
einstellen;– die Muttern G anziehen;– die Säule M am Tisch N
anschrauben.
5.4. GUIDE SCIE ETDEGAUCHISSAGE -REGLAGE
5.4.1 Guide StandardLe groupe guide est utilisé pour lescoupes parallèles avec scie circulaire etpour les dégauchissages.Lorsqu’on travaille avec la scie le rail peutavoir deux positions :A - pour les coupes de pièces de
grandes dimensions (fig.14)B - pour coupes de pièces basses et
étroites (fig.15).
La lecture des déplacements de laglissière doit être effectuée à
travers l'ouverture F du support.Si la glissière se trouve dans la
position A, il faut ajouter 12 mm àla mesure.
Desserrer la poignée C pour amenerle guide aux positions susnommées.
Pour éloigner ou approcher le guidede la lame il faut:– desserrer la poignée D;– faire coulisser manuellement le
groupe de guidage en lisant ledéplacement sur la règle métriqueE par l’ouverture F du support. Enfonction de la position A ou B duguidage se référer à la partiesupérieure ou inférieure de la règleE;
– bloquer la poignée D.
Pour avoir la largeur maximale decoupe au guide scie prédisposer lamachine comme sur la fig. 16 enprocédant comme suit :
– desserrer les écrous G;– placer le guide F comme sur la
fig. 16;– serrer les écrous G;– visser la petite colonne M sur le plan
N.
5.4. GUIA SIERRA E HILO -REGULACION
5.4.1 Guía estándar
El grupo guía se utiliza para cortesparalelos con sierra circular y paraejecuciones de acepilladura a ras.Cuando se trabaja con la sierra, laguía puede asumir dos posiciones :A - Para cortes de grandes dimensio-
nes (fig.14)B - para cortes de piezas bajas y
estrechas (fig.15).
La lectura de los desplazamientosde la guía tiene que realizarse a
través de la abertura F del soporte.Cuando la guía se encuentra en laposición A es necesario añadir 12
mm a la medida.
Soltar la manija C para llevar la guía a lasposiciones arriba mencionadas.
Para alejar o acercar la guía a la hojahace falta:– aflojar la manija D;– hacer correr manualmente el grupo
guía leyendo el desplazamiento enla regla E a través de la abertura Fdel soporte. En función de laposición A o B de la guía tomarcomo referencia la parte superior oinferior de la regla E;
– bloquear la manija D.
Para obtener el máximo ancho de cor-te con la guía sierra, predisponer lamáquina de la forma indicada en fig.16 procediendo para ello de lasiguiente manera:
– aflojar las tuercas G;– situar la guía F como indicado en
fig. 16;– apretar las tuercas G;– enroscar la columna M en el plano N.
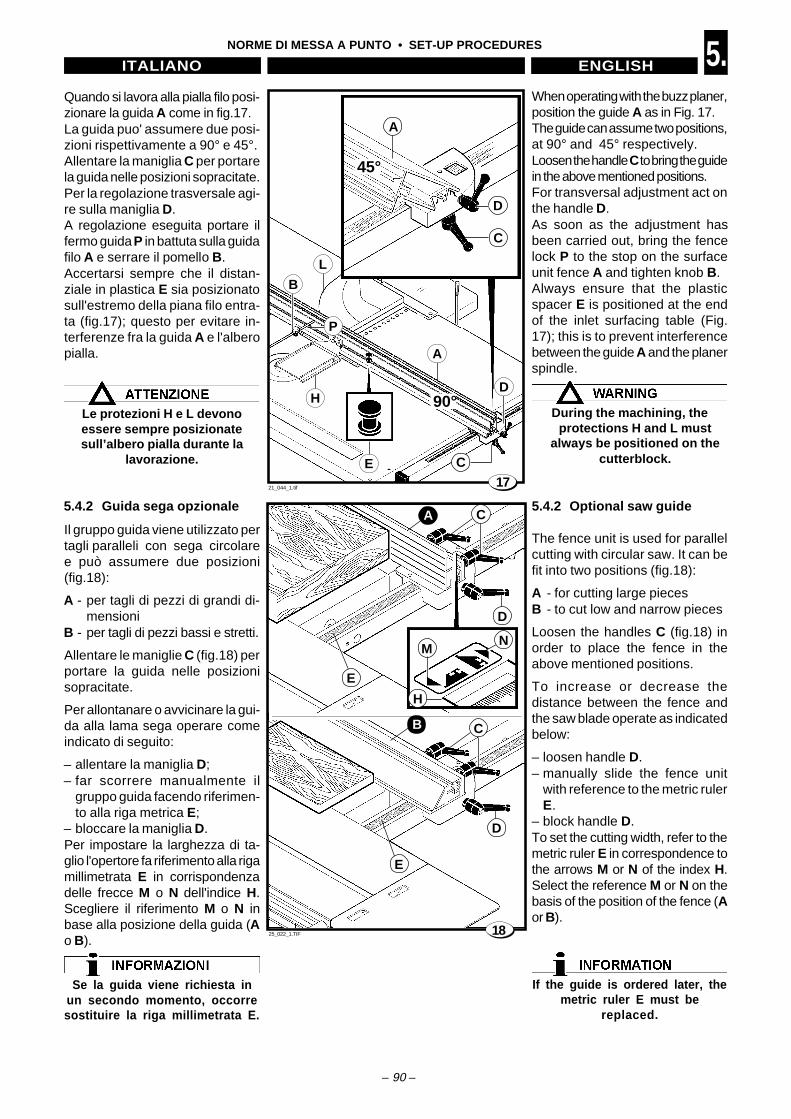
5.NORME DI MESSA A PUNTO • SET-UP PROCEDURES
ENGLISHITALIANO
– 90 –
When operating with the buzz planer,position the guide A as in Fig. 17.The guide can assume two positions,at 90° and 45° respectively.Loosen the handle C to bring the guidein the above mentioned positions.For transversal adjustment act onthe handle D.As soon as the adjustment hasbeen carried out, bring the fencelock P to the stop on the surfaceunit fence A and tighten knob B.Always ensure that the plasticspacer E is positioned at the endof the inlet surfacing table (Fig.17); this is to prevent interferencebetween the guide A and the planerspindle.
During the machining, theprotections H and L must
always be positioned on thecutterblock.
5.4.2 Optional saw guide
The fence unit is used for parallelcutting with circular saw. It can befit into two positions (fig.18):
A - for cutting large piecesB - to cut low and narrow pieces
Loosen the handles C (fig.18) inorder to place the fence in theabove mentioned positions.
To increase or decrease thedistance between the fence andthe saw blade operate as indicatedbelow:
– loosen handle D.– manually slide the fence unit
with reference to the metric rulerE.
– block handle D.To set the cutting width, refer to themetric ruler E in correspondence tothe arrows M or N of the index H.Select the reference M or N on thebasis of the position of the fence (Aor B).
If the guide is ordered later, themetric ruler E must be
replaced.
Quando si lavora alla pialla filo posi-zionare la guida A come in fig.17.La guida puo' assumere due posi-zioni rispettivamente a 90° e 45°.Allentare la maniglia C per portarela guida nelle posizioni sopracitate.Per la regolazione trasversale agi-re sulla maniglia D.A regolazione eseguita portare ilfermo guida P in battuta sulla guidafilo A e serrare il pomello B.Accertarsi sempre che il distan-ziale in plastica E sia posizionatosull'estremo della piana filo entra-ta (fig.17); questo per evitare in-terferenze fra la guida A e l'alberopialla.
Le protezioni H e L devonoessere sempre posizionatesull’albero pialla durante la
lavorazione.
5.4.2 Guida sega opzionale
Il gruppo guida viene utilizzato pertagli paralleli con sega circolaree può assumere due posizioni(fig.18):
A - per tagli di pezzi di grandi di-mensioni
B - per tagli di pezzi bassi e stretti.
Allentare le maniglie C (fig.18) perportare la guida nelle posizionisopracitate.
Per allontanare o avvicinare la gui-da alla lama sega operare comeindicato di seguito:
– allentare la maniglia D;– far scorrere manualmente il
gruppo guida facendo riferimen-to alla riga metrica E;
– bloccare la maniglia D.Per impostare la larghezza di ta-glio l'opertore fa riferimento alla rigamillimetrata E in corrispondenzadelle frecce M o N dell'indice H.Scegliere il riferimento M o N inbase alla posizione della guida (Ao B).
Se la guida viene richiesta inun secondo momento, occorresostituire la riga millimetrata E.
D
D
E
E
B
A
MN
H
25_022_1.TIF
C
C
18
17
A
21_044_1.tif
90°
E
H
P
B
L
D
C
A
45°
D
C

– 91 –
5.ESPAÑOLFRANÇAISDEUTSCH
ANSETZUNG DER MASCHINE • NORMES POUR LA MISE AU POINTNORMAS PARA LA PUESTA A PUNTO
Bei der Arbeit mit dem Abrichthobeldie Führung A wie auf Abb. 17 gezeigteinstellen.Die Führung kann auf zwei Positioneneingestellt werden, 90° und 45°.Den Griff C einstellen, um die Führungauf die oben genannten Winkeleinzustellen.Schrägeinstellung am Griff Deinstellen.Nach der Einstellung die Sicherung Pbis zum Anschlag auf derAbrichtführung A bewegen und denKnauf B anziehen.Immer sicherstellen, dass das Distanzstückaus Kunststoff E am Ende desAbrichttisches des Ausgangs positioniertist (Abb.17); dies vermeidet Interferrenzenzwischen der Führung A und derHobelwelle.
Die Schutzvorrichtung H und Lmüssen während der Arbeit stets
auf der Hobelwelle liegen.
5.4.2 Sägeführung(Sonderausstattung)
Die Führungsgruppe wird für Parallel-schnitte mit der Kreissäge benutzt undkann zwei Stellungen annehmen (Abb.18):
A - Sägen von großen HolzteilenB - Zum Schneiden von niedrigen und
schmalen Stücken.
Die Griffe C lockern (Abb.18), um dieFührung in die oben beschriebeneStellung zu bringen.
Zum Annähern oder Entfernen desSägeblatts wie folgt vorgehen:
– den Griff D lockern;– die Führungsgruppe mit der Hand
gleiten lassen und sich auf dasLineal E beziehen;
– den Griff D arretieren.Bei der Einstellung der Schnittbreitenimmt der Bediener an den Pfeilen Moder N der Anzeige H auf dieMillimeterschiene E Bezug.M oder N wird in Abhängigkeit von derPosition der Führung (A oder B)gewählt.
Bei nachträglicher Anforderungder Führung muss die
Millimeterschiene E ausgetauschtwerden.
Quand on travaille au rabotdégauchissage placer le guide Acomme sur la fig. 17.Le guide peut assumer deux positions,respectivement à 90° et à 45°.Desserrer la poignée C pour mettre leguide dans les positionssusnommées.Pour le réglage transversale se servirde la poignée D.A la fin du réglage, amener l’arrêt duguide P à la butée sur le guide dedégauchissage A et serrer lepommeau B.Il faut toujours s’assurer quel’entretoise en plastique E est placéesur l’extrémité du plateau bord sortie(fig. 17), afin d’éviter des interférencesentre le guide A et l’arbre du rabot.
Pendant l’usinage, les protectionsH et L doivent être toujours
positionnées sur l’arbre rabot.
5.4.2 Guide scie en optionLe groupe guide est utilisé pour fairedes coupes parallèles au moyen d’unescie circulaire et il peut avoir deuxpositions (fig.18):
A - pour les coupes de pièces degrandes dimensions
B - pour coupes de pièces basseset étroites.
Desserrer les poignées C (fig. 18)pour porter le guide dans les positionssusmentionnées.
Pour écarter ou rapprocher la glissièrede la lame scie, agir comme indiquéci-après :
– desserrer la poignée D.– faire glisser manuellement le groupe
guide en faisant référence au règlemétrique E.
– bloquer la poignée D.Pour sélectionner la largeur de coupe,l’ouvrier doit utiliser la règlemillimétrique E en face des flèches Mou N de l’index H.Choisir la référence M ou N en fonctionde la position de la glissière (A ou B).
Si le guide est demandé dans undeuxième temps, il faut remplacer
la règle millimétrée E.
Cuando se trabaja con cepillo a rasse debe colocar la guía A como seindica en fig. 17.La guía puede adoptar dos posiciones,respectivamente de 90º y 45º.Aflojar la manilla C a fin de disponer laguía en las posiciones antes indicadas.Para efectuar la regulación transversal sedeberá operar con la manilla D.Después de haber efectuado laregulación, llevar el retén de la guía P asu tope mecánico sobre la guía de ejevertical A y apretar el pomo B.Cerciorarse de que el distanciador deplástico E se encuentre ubicado en elextremo de salida del plano a ras (fig.17) para evitar interferencias entre laguía A y el árbol cepillo.
Las protecciones H y L debensiempre colocarse sobre el árbol
cepillo durante el trabajo.
5.4.2 Guía sierra opcional
El grupo guía se utiliza para cortesparalelos con sierra circular y puedetener dos posiciones (fig. 18):A - Para cortes de grandes
dimensionesB - para cortes de piezas bajas y
estrechas.Aflojar las manijas C (fig.18) paradesplazar la guía a las posicionescitadas anteriormente.
Para alejar o acercar la guía a lacuchilla de la sierra proceder de lasiguiente manera:– aflojar la manilla D;– hacer deslizar manualmente el
grupo guía haciendo referencia a laregla métrica E;
– bloquear la manilla D.Para programar el ancho del corte, eloperador debe tomar como referencia laregla milimetrada E en correspondenciacon las flechas M o N de la agujaindicadora H. Seleccionar la referenciaM o N según la posición de la guía (A oB).
Si la guía es solicitada en unsegundo momento, es necesariosustituir la regla milimetrada E.

5.NORME DI MESSA A PUNTO • SET-UP PROCEDURES
ENGLISHITALIANO
– 92 –
5.5. MOULDER FENCE -ADJUSTING
The positioning and adjustment ofthe spindle moulder fence changesaccording to the type of operationto be carried out.
When profiling the entire side ofworkpiece half-fence (B) shall bealignad with tool (fig. 19).
If profiling is not done on the entireside, but only on a part, the twofences A and B must be aligned(fig. 20)
For adjusting the hood and thefence proceed as follows (fig.21):
– Position the hood on the workingtable and screw the two knobs Cand G into their special holes;
– adjust fence A by means of knobE after loosening knob C.
– adjust fence B by means of knobE after loosening knob G.
Read the deviation between thetwo tables on index H.When the index is positioned on 0,the fences are aligned.
The two fences must be adjustedso the workpiece is stable at bothinfeed and outfeed.
When the adjustment has beencompleted, tighten the knobs C andG (Fig.21).
021_039.tif
B A
20
021_039.tif
B A
19
G
A
D
•
•
B D
20_062_1.tif21
EH
C
5.5. GUIDE TOUPIE -REGISTRAZIONE
Il posizionamento e la registrazio-ne della guida toupie varia col tipodi lavorazione.
Quando si esegue un profilo sututto il lato del pezzo la guida inuscita (B) deve essere allineataall’utensile (fig. 19).
Se la profilatura non viene esegui-ta su tutto il lato, ma solo su partedi esso le due guide A e B devonoessere allineate (fig. 20).
Per registrare la posizione dellacuffia e delle guide toupie, agirenel modo seguente (fig.21):
– Posizionare la cuffia sul piano dilavoro e avvitare i due pomelli Ce G nei rispettivi fori ;
– registrare la guida A tramite po-mello E previo allentamento delpomello C.
– registrare la guida B tramite po-mello E previo allentamento delpomello G.
Leggere lo scostamento fra le duetavolette sull'indice H.Quando l'indice è posizionato sul-lo 0 le guide sono allineate fra diloro.
Le due guide vanno registrate inmodo che il pezzo abbia un sicuroappoggio sia in ingresso che inuscita.
A regolazione eseguita serrare ipomelli C e G (fig.21).

– 93 –
5.ESPAÑOLFRANÇAISDEUTSCH
ANSETZUNG DER MASCHINE • NORMES POUR LA MISE AU POINTNORMAS PARA LA PUESTA A PUNTO
5.5. FRÄSANSCHLAGS -EINSTELLUNG
Die Positionierung und die Einstellungder Fräsenführung ist von der Art derArbeit abhängig.
Beim Profilieren an der ganzen Seitedes Werkstückes Anschlaghälfte (B)mit Werkzeug ausrichten (Abb. 19).
Falls das Profil nicht auf der gesamtenSeite ausgeführt wird, sondern nur aufeinem Teil derselben, so müssen dieFührungen A und B miteinanderausgerichtet werden (Abb. 20).
Um den fräsanschlag einstellen zukönnen, muß man (Abb.21):– Die Haube auf dem Arbeitstisch
positionieren und die zweiBallengriffe C und G in denvorgesehenen Öffnungenfestschrauben;
– Die Führung A mit dem Knauf Eeinstellen, nachdem der Knauf Cgelöst worden ist.
– Die Führung B mit dem Knauf Eeinstellen, nachdem der Knauf Ggelöst worden ist.
Die Verschiebung zwischen den bei-den Tischen auf der Anzeige H ein-stellen.Wenn die Anzeige auf 0 steht, sinddie beiden Führungen miteinanderausgerichtet.
Die beiden Führungen werden so ein-gestellt, dass das Werkstück sowohlam Eingang, als auch am Ausgangeine sichere Auflage hat.
Nach der Einstellung die Knäufe C undG (Abb.21) anziehen.
5.5. GUIDE TOUPIE - REGLAGE
La mise en place et le réglage desrails de la toupie varient en fonctiondu type d’usinage.
Pour l’exécution d’un profil sur toutela largeur de la piece le demi-guide(B) doit être alignéavec l’outil (fig. 19).
Si le profilage n’est pas exécuté surtout le côté, mais uniquement sur unepartie de ce dernier, les deux rails Aet B doivent être alignés (fig. 20).
Pour régler le guide toupie il faut(fig.21):– Positionner le protecteur sur la table
de travail et visser les deux boutonsC et G dans les trous prévus;
– régler le rail A, à l’aide du pommeauE, en ayant d’abord desserrer lepommeau C.
– régler le rail B, à l’aide du pommeauE, en ayant d’abord desserrer lepommeau G.
Lire l’écart entre les deux tablettessur l’index H.Lorsque l’index est placé sur 0 lesdeux rails sont alignés entre eux.
Les deux rails doivent être réglés pourque la pièce ait un appui sûr, à l’entréecomme à la sortie.
Après le réglage serrer les pommeauxC et G (fig. 21).
5.5. GUÍAS TUPÍ - AJUSTE
El posicionamiento y el registro de laguía tupí varía según el tipo deelaboración.
Cuando se efectúa un perfil sobre todoel lado de la pieza, la guía en salida(B) debe estar alineada a laherramienta (fig. 19).
Si el perfilado no se realiza sobre todoel lado sino sólo sobre una parte delmismo, las dos guías A y B debenestar alineadas (fig. 20).
Para el ajuste de la posición de la caja yde las guías tupí, actuar como estáexplicado a continuación (fig.21):– Colocar el cabezal sobre la mesa de
trabajo y atornillar los dos botonesesféricos C y G en los agujeroscorrespondientes;
– Aflojando antes la perilla C, regi-strar la guía A mediante la perilla E.
– Aflojando antes la perilla G, regi-strar la guía B mediante la perilla E.
Leer la diferencia entre las dos tablasen el índice H.Las guías están alineadas entre sícuando el índice se encuentra sobreel 0.Las dos guías deben ser registradasen modo que la pieza cuente con unapoyo seguro tanto en la entradacomo en la salida.Una vez efectuada la regulación,ajustar las perillas C y G (fig. 21).
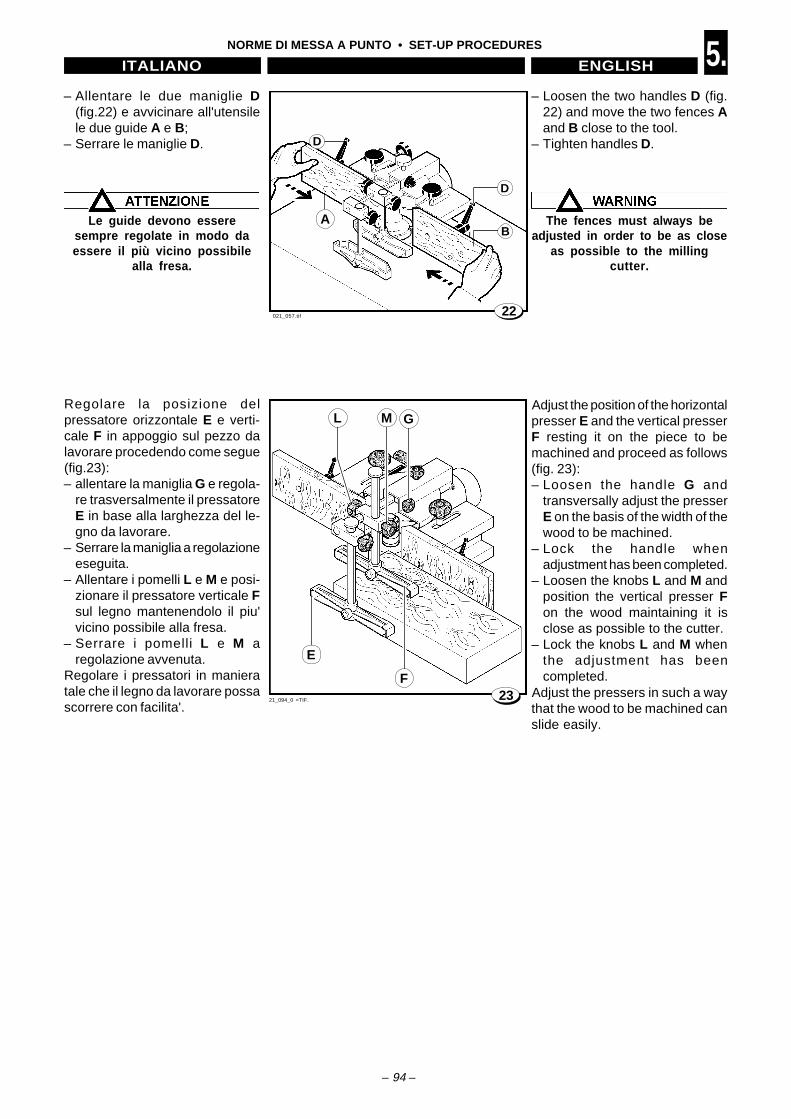
5.NORME DI MESSA A PUNTO • SET-UP PROCEDURES
ENGLISHITALIANO
– 94 –
– Loosen the two handles D (fig.22) and move the two fences Aand B close to the tool.
– Tighten handles D.
The fences must always beadjusted in order to be as close
as possible to the millingcutter.
Adjust the position of the horizontalpresser E and the vertical presserF resting it on the piece to bemachined and proceed as follows(fig. 23):– Loosen the handle G and
transversally adjust the presserE on the basis of the width of thewood to be machined.
– Lock the handle whenadjustment has been completed.
– Loosen the knobs L and M andposition the vertical presser Fon the wood maintaining it isclose as possible to the cutter.
– Lock the knobs L and M whenthe adjustment has beencompleted.
Adjust the pressers in such a waythat the wood to be machined canslide easily.
21_094_0 =TIF. 23
L M G
F
E
021_057.tif 22
D
A
D
B
– Allentare le due maniglie D(fig.22) e avvicinare all'utensilele due guide A e B;
– Serrare le maniglie D.
Le guide devono esseresempre regolate in modo daessere il più vicino possibile
alla fresa.
Regolare la posizione delpressatore orizzontale E e verti-cale F in appoggio sul pezzo dalavorare procedendo come segue(fig.23):– allentare la maniglia G e regola-
re trasversalmente il pressatoreE in base alla larghezza del le-gno da lavorare.
– Serrare la maniglia a regolazioneeseguita.
– Allentare i pomelli L e M e posi-zionare il pressatore verticale Fsul legno mantenendolo il piu'vicino possibile alla fresa.
– Serrare i pomelli L e M aregolazione avvenuta.
Regolare i pressatori in manieratale che il legno da lavorare possascorrere con facilita'.
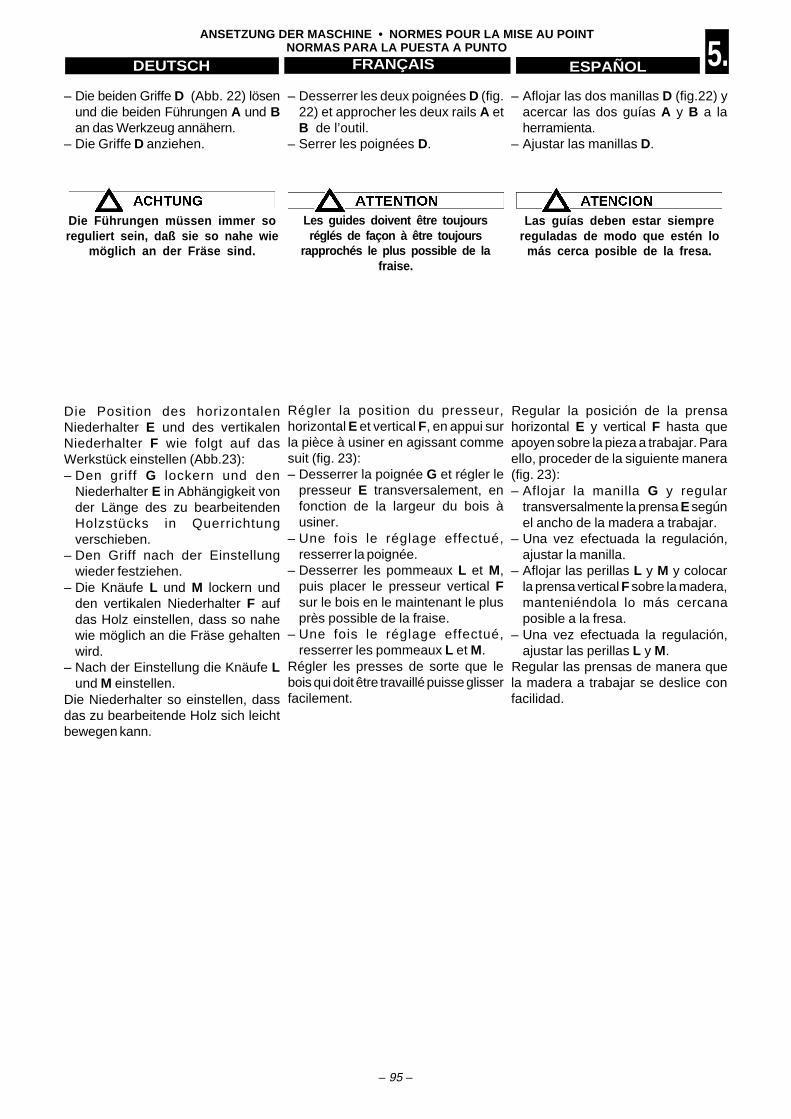
– 95 –
5.ESPAÑOLFRANÇAISDEUTSCH
ANSETZUNG DER MASCHINE • NORMES POUR LA MISE AU POINTNORMAS PARA LA PUESTA A PUNTO
– Desserrer les deux poignées D (fig.22) et approcher les deux rails A etB de l’outil.
– Serrer les poignées D.
Les guides doivent être toujoursréglés de façon à être toujours
rapprochés le plus possible de lafraise.
Régler la position du presseur,horizontal E et vertical F, en appui surla pièce à usiner en agissant commesuit (fig. 23):– Desserrer la poignée G et régler le
presseur E transversalement, enfonction de la largeur du bois àusiner.
– Une fois le réglage effectué,resserrer la poignée.
– Desserrer les pommeaux L et M,puis placer le presseur vertical Fsur le bois en le maintenant le plusprès possible de la fraise.
– Une fois le réglage effectué,resserrer les pommeaux L et M.
Régler les presses de sorte que lebois qui doit être travaillé puisse glisserfacilement.
– Die beiden Griffe D (Abb. 22) lösenund die beiden Führungen A und Ban das Werkzeug annähern.
– Die Griffe D anziehen.
Die Führungen müssen immer soreguliert sein, daß sie so nahe wie
möglich an der Fräse sind.
Die Position des horizontalenNiederhalter E und des vertikalenNiederhalter F wie folgt auf dasWerkstück einstellen (Abb.23):– Den griff G lockern und den
Niederhalter E in Abhängigkeit vonder Länge des zu bearbeitendenHolzstücks in Querrichtungverschieben.
– Den Griff nach der Einstellungwieder festziehen.
– Die Knäufe L und M lockern undden vertikalen Niederhalter F aufdas Holz einstellen, dass so nahewie möglich an die Fräse gehaltenwird.
– Nach der Einstellung die Knäufe Lund M einstellen.
Die Niederhalter so einstellen, dassdas zu bearbeitende Holz sich leichtbewegen kann.
– Aflojar las dos manillas D (fig.22) yacercar las dos guías A y B a laherramienta.
– Ajustar las manillas D.
Las guías deben estar siemprereguladas de modo que estén lo
más cerca posible de la fresa.
Regular la posición de la prensahorizontal E y vertical F hasta queapoyen sobre la pieza a trabajar. Paraello, proceder de la siguiente manera(fig. 23):– Aflojar la manilla G y regular
transversalmente la prensa E segúnel ancho de la madera a trabajar.
– Una vez efectuada la regulación,ajustar la manilla.
– Aflojar las perillas L y M y colocarla prensa vertical F sobre la madera,manteniéndola lo más cercanaposible a la fresa.
– Una vez efectuada la regulación,ajustar las perillas L y M.
Regular las prensas de manera quela madera a trabajar se deslice confacilidad.

5.NORME DI MESSA A PUNTO • SET-UP PROCEDURES
ENGLISHITALIANO
– 96 –
60008000
3500
70009000
4000
5.6 MOULDER SHAFTSPEED CHANGING
To change the speed, operate asfollows:– Open the door P (fig.24).– Loosen the handle A.– Push the motor . The belt C is
now loosened and, if it isnecessary, it can be replaced.
– Change the seat of the belt,positioning it depending on thespeed to be obtained, referringto the plate in Fig. 25.
– Operate the motor, moving thetwo pulleys away and tighteningthe handle A.
Do not overstretch the belt not tooverload the bearings.
To display the speed, look at theposition of the belt through door P(fig. 24).
Positions and speed values areshown on the data plate (fig. 25):
T1 - 50 Hz motor versionT2 - 60 Hz motor version
Tenoning must exclusively becarried out with a spindle
rotation speed of 3500/4000rpm.
021_041.TIF / 21_025_1.CGM
P
24
CA
21_107_0.TIF.25
5.6 CAMBIO VELOCITÀALBERO TOUPIE
Per il cambio della velocita agirenel modo seguente;– Aprire lo sportello P (fig.24).– Allentare la maniglia a ripresa A.– Spingere il motore . La cinghia C
è ora allentata e, quando neces-sita, si può sostituire.
– Cambiare sede alla cinghia po-sizionandola in funzione dellavelocita' che si vuole ottenerefacendo riferimento alla targhettadi fig.25.
– Agire sul motore allontanando ledue pulegge e serrare la mani-glia A.
Non eccedere nel tensionamentodella cinghia per non
sovraccaricare i cuscinetti.
Per visualizzare la velocita', guar-dare la posizione della cinghia at-traverso lo sportello P (fig.24).
Posizioni e relative velocità sonoillustrate sulla targhetta (fig.25):
T1 - Versione motorizzazione 50 HzT2 - Versione motorizzazione 60 Hz.
La lavorazione di tenonatura vaeseguita esclusivamente con lavelocità di rotazione dell'albero
di 3500/4000 giri/min.

– 97 –
5.ESPAÑOLFRANÇAISDEUTSCH
ANSETZUNG DER MASCHINE • NORMES POUR LA MISE AU POINTNORMAS PARA LA PUESTA A PUNTO
5.6 ÄNDERUNG DERGESCHWINDIGKEIT DERHOLZFRÄSENWELLE
Gehen Sie beim Wechsel derGeschwindigkeit wie folgt vor;– Die vordere Tür öffnen P (Abb.24).– Den Griff A lockern.– Auf den Motor drücken.Der Riemen
C ist jetzt gelockert und man kannihn auswechseln.
– Den Sitz des Riemens wechseln undmit Bezug auf das Schild von Abb.25 auf den gewünschten Werteinstellen.
– Auf den Motor einwirken zum Ent-fernen der beiden Riemenscheibenund den Handgriff A anziehen.
Den Riemen nicht übermäßigspannen, um die Lager nicht
überzubelasten.
Zur Feststellung der Geschwindigkeitdie Riemenposition durch die KlappeP beobachten (Abb. 24).
Die Positionen mit den entsprechen-den Geschwindigkeiten sind auf demSchild (Abb. 25):
T1 - Version mit Motorantrieb zu 50 HzT2 - Version mit Motorantrieb zu 60 Hz
Das Zapfen wird ausschließlichmit einer Rotationsgeschwindig-
keit der Welle von3500/4000 U/min durchgeführt.
5.6 CHANGEMENT DE LAVITESSE DE L’ARBRETOUPIE
Pour le changement de la vitesse fairede la façon suivante;– Ouvrir la porte P (fig.24).– Desserrer la poignée A .– Pousser le moteur . La courroie C
n’est maintenant plus en tension et,si cela est nécessaire, on peut laremplacer.
– Changer le logement de la courroieen la plaçant en fonction de lavitesse qu’on veut obtenir et en seréférant à la plaque de la fig.25.
– Actionner le moteur en éloignant lesdeux poulies et serrer la poignée A.
La courroie ne devra pas être miseexcessivement sous tension, pour ne
pas surcharger les paliers.
Pour visualiser la vitesse, regarder laposition de la courroie par la porte P(fig. 24).
Les positions et les vitesses y relati-ves sont indiquées dans la plaque (fig.25):
T1 - Modèle avec moteur 50 HzT2 - Modèle avec moteur 60 Hz
Le tenonnage doit être effectuéexclusivement avec la vitesse de
rotation de l’arbreà 3500/4000 tours/min.
5.6 CAMBIO DE VELOCIDADÁRBOL TUPÍ
El cambio de la velocidad se efectúade la siguiente manera:– Abrir la puerta P (fig.24).– Aflojar la manija A.– Empujar el motor . La correa C está
aflojada; sustituirla cuandonecesario.
– Cambiar alojamiento a la correasituándola en función de la velocidadque se desea obtener, tomandocomo referencia la placa de fig. 25.
– Accionar en el motor alejando lasdos poleas y apretar la manija A.
No excederse en la tensión de lacorrea para no sobrecargar los
cojinetes.
Para visualizar la velocidad, mirar laposición de la correa a través de laportezuela P (Fig. 24).
Posiciones y velocidadescorrespondientes se ilustran en laplaqueta (fig. 25):
T1 - Versión motorización 50 HzT2 - Versión motorización 60 Hz.
El espigado debe ser efectuadoexclusivamente con una velocidad de
rotación del árbolde 3500/4000 rev/min.

6.NORME DI FUNZIONAMENTO • OPERATING PROCEDURES
ENGLISHITALIANO
- 98 -
6.1. QUADRO COMANDI(fig. 1)
Il quadro elettrico é costituito daiseguenti dispositivi:
6.1.1 Funzioni di comando
A - Interruttore generalelucchettabile(Versione USA e CANADA)
Inserisce e disinserisce latensione di alimentazione.O - la macchina non è alimenta-
ta;I - la macchina è alimentata.
B - Magnetotermico
Inserisce e disinserisce la ten-sione di alimentazione ai grup-pi operatori .Con il selettore in posizione I igruppi sono alimentati.Con ilselettore in posizione 0 i grup-pi si arrestano.
C - Selettore a 5 posizioni
Abilita e arresta il motore delgruppo operatore selezionato:
-gruppo sega abilitato-gruppo pialla abilitato-gruppo toupie abilitato
O -gruppi operatoridisabilitati.
D - Pulsante di emergenza
Disinserisce immediatamentela tensione di alimentazione insituazioni di emergenza.Il pulsante è a ritenuta mecca-nica. Per il ripristino ruotare ilpulsante in senso orario.
6.1. CONTROL BOARD(fig. 1)
The electric board consists of thefollowing devices:
6.1.1 Control functions
A - Padlocked main switch(U.S.A. and CANADAversion)It connects and disconnectsinput power.O - the machine is not pow-
ered;I - the machine is powered.
B - Thermal switch
It connects and disconnectsthe supply voltage to theworking units.When the selector is in positionI the units are powered. Whenthe selector is in position 0 theunits stop.
C - 5-positions selector switch
It operates and stops the motorof the selected working unit:
-saw assembly powered-planer unit powered-moulder unit powered
O -working unit disconnected.
D - Emergency pushbutton
It immediately disconnects in-put power in case of emer-gency.It is a mechanically-operatedpush-button. Reset this buttonby turning it clockwise.
D
21_097_0.tif
B
C
2
A

- 99 -
6.ESPAÑOLFRANÇAISDEUTSCH
BETRIEBSVORSCHRIFTEN • NORMES POUR LE FONCTIONNEMENTNORMAS DE FUNCIONAMIENTO
6.1 STEUERTAFEL(Abb.1)
Die elektrische Schalttafel besteht ausfolgenden Vorrichtungen:
6.1.1. Betriebsfunktionen
A - Abschließbarer Hauptschalter(USA und CANADA -Version )Zum Ein- und Ausschalten derZufuhrspannung.O - die Maschine wird nicht mit
Strom versorgt;I - die Maschine wird mit Strom
versorgt.
B - Wärmemagnet
Schaltet die Stromzufuhr zu denArbeitsgruppen ein oder aus.Mit Wahlschalter in Position Iwerden die Aggregate gespeist.Mit Wahlschalter in Position 0halten die Aggregate an.
C - 5-Stellungs-Wählschalter
Befähigt und hält den Motor dergewählten Arbeitsgruppe an:
-Sägegruppe befähigt-Hobelgruppe befähigt-Fräsengruppe befähigt
O -Arbeitsgruppen unbefähigt
D - Not-Aus-Schalter
Dieser Schalter unterbricht dieStromzufuhr im Falle einer Notsi-tuation sofort.Bei dem Schalter handelt es sichum einen Schalter mit mechani-schem Rückhalt. Um ihn wieder inseine Ursprungsstellung zu brin-gen, wird er im Uhrzeigersinngedreht.
6.1. TABLEAU DE COMMANDE(fig. 1)
Le tableau de distribution se composedes dispositifs suivants:
6.1.1 Fonctions de commande
A - Interrupteur généralverrouillable(version U.S.A. et CANADA)Branche et débranche la tensiond’alimentation.O - la machine n’est pas alimen-
tée;I - la machine est alimentée.
B - Déclencheurmagnétothermique
Il branche et débranche le courantaux groupes d'usinage.Avec le sélecteur sur la position Iles groupes sont alimentés. Avecle sélecteur sur la position 0 lesgroupes sont arrêtés.
C - Sélecteur à 5 positions
Il active et arrête le moteur dugroupe d’usinage sélectionné:
-ensemble scie activé-groupe rabot activé-groupe toupie activé
O -groupes d’usinagedesactivés.
D - Bouton d’urgence
Il déclenche immédiatement latension d’alimentation dans toutesituation d’urgence.Ce bouton est à retenue mécani-que. Pour la remise à l’état initial,tourner le bouton en sens horaire.
6.1. TABLERO DE MANDOS(fig. 1)
El cuadro eléctrico está constituidopor los siguientes dispositivos:
6.1.1 Funciones de control
A - Interruptor general concierre( versión U.S.A. y CANADA)Conecta y desconecta la tensiónde la red.O - la máquina no está
alimentada;I - la máquina está alimentada.
B - Magnetotérmico
Conecta y desconecta la tensióndealimentación a los gruposoperadores.Con el selector en la posición I losgrupos están alimentados. Con elselector en la posición 0 los gruposse paran.
C - Selector de 5 posiciones
Arranca y para el motor del grupooperador seleccionado:
-grupo sierra conectado-grupo cepillo conectado-grupo tupí conectado
O -grupos operadoresdesconectados
D - Pulsador de emergencia
Desconecta inmediatamente latensión de la red en caso deemergencia..Pulsador de retención mecánica.Para la reactivación girar elpulsador hacia el sentido de lasagujas del reloj.
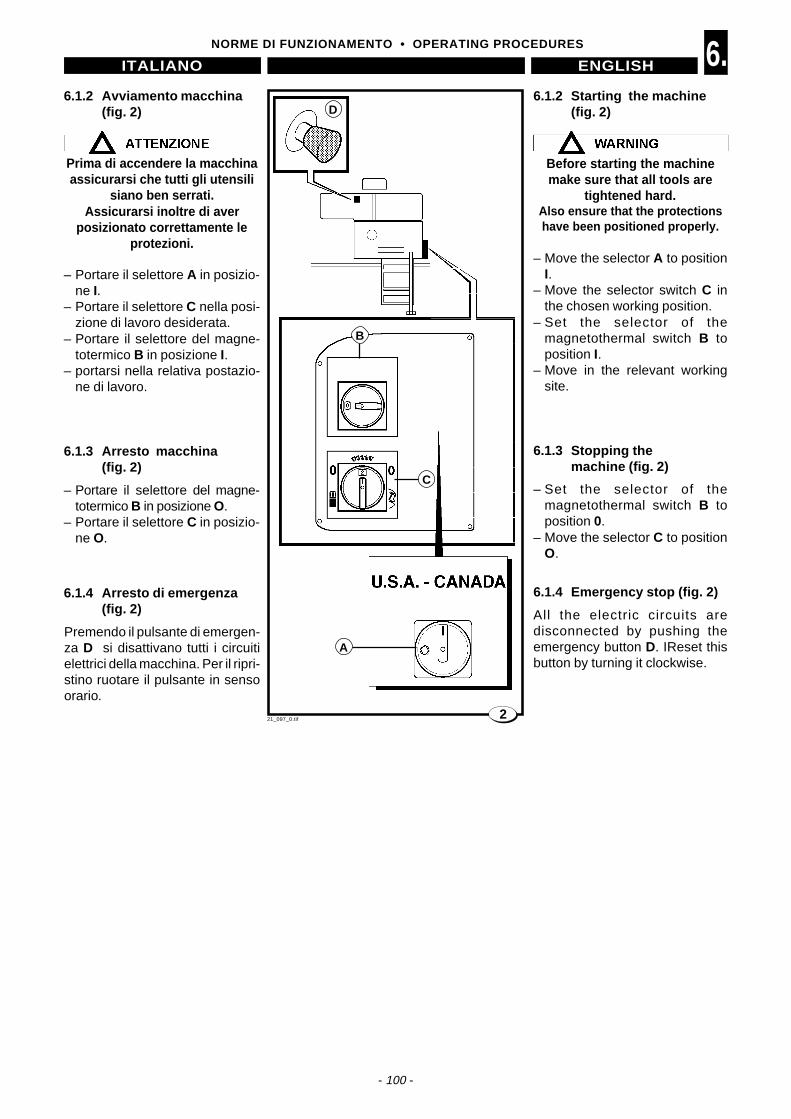
6.NORME DI FUNZIONAMENTO • OPERATING PROCEDURES
ENGLISHITALIANO
- 100 -
6.1.2 Avviamento macchina(fig. 2)
Prima di accendere la macchinaassicurarsi che tutti gli utensili
siano ben serrati.Assicurarsi inoltre di aver
posizionato correttamente leprotezioni.
– Portare il selettore A in posizio-ne I.
– Portare il selettore C nella posi-zione di lavoro desiderata.
– Portare il selettore del magne-totermico B in posizione I.
– portarsi nella relativa postazio-ne di lavoro.
6.1.3 Arresto macchina(fig. 2)
– Portare il selettore del magne-totermico B in posizione O.
– Portare il selettore C in posizio-ne O.
6.1.4 Arresto di emergenza(fig. 2)
Premendo il pulsante di emergen-za D si disattivano tutti i circuitielettrici della macchina. Per il ripri-stino ruotare il pulsante in sensoorario.
6.1.2 Starting the machine(fig. 2)
Before starting the machinemake sure that all tools are
tightened hard.Also ensure that the protectionshave been positioned properly.
– Move the selector A to positionI.
– Move the selector switch C inthe chosen working position.
– Set the selector of themagnetothermal switch B toposition I.
– Move in the relevant workingsite.
6.1.3 Stopping themachine (fig. 2)
– Set the selector of themagnetothermal switch B toposition 0.
– Move the selector C to positionO.
6.1.4 Emergency stop (fig. 2)
All the electric circuits aredisconnected by pushing theemergency button D. IReset thisbutton by turning it clockwise.
D
21_097_0.tif
B
C
2
A
- 101 -
6.ESPAÑOLFRANÇAISDEUTSCH
BETRIEBSVORSCHRIFTEN • NORMES POUR LE FONCTIONNEMENTNORMAS DE FUNCIONAMIENTO
6.1.2 Maschinenstart (Abb.2)
Bevor die Maschine eingeschaltetwird, muß man sich vergewissern,
daß alle Werkzeuge gutfestgezogen sind. Außerdem
sicherstellen, dass dieSchutzvorrichtungen richtig
positioniert worden sind.
– Wählschalter A auf Position Ibringen.
– Wählschalter C in die gewünschteArbeitsposition bringen.
– Den Wahlschalter des thermo-magnetischen Schutzschalters B inPosition I bringen.
– Sich in die entsprechendeArbeitsstellung begeben.
6.1.3 Maschinenhalt (Abb. 2)
– Den Wahlschalter des thermo-magnetischen Schutzschalters B inPosition 0 bringen.
– Wählschalter C auf Position 0bringen.
6.1.4 Nothalt (Abb. 2)
Durch Druck auf den Notschalter Dwerden alle Stromkreisläufe der Ma-schine unterbrochen. Um ihn wiederin seine Ursprungsstellung zu bringen,wird er im Uhrzeigersinn gedreht.
6.1.2 Mise en marche de lamachine (fig. 2)
Avant de démarrer la machines’assurer que tous les outils soient
bien serrés.S’assurer de plus que les protections
soient dans une position correcte.
– Amener le sélecteur A à la position I.– Mettre le sélecteur C dans la position
d’usinage voulue.– Placer le sélecteur de l’interrupteur
magnétique et thermique B sur laposition I.
– Se mettre dans la position de travail.
6.1.3 Arret de la machine(fig. 2)
– Placer le sélecteur de l’interrupteurmagnétique et thermique B sur laposition 0.
– Amener le sélecteur C à la position 0.
6.1.4 Arret d'urgence (fig. 2)
En appuyant le bouton d’urgence D,tous les circuit électriques de lamachine sont désactivés. Pour laremise à l’état initial, tourner le boutonen sens horaire.
6.1.2 Arranque maquina (fig. 2)
Antes de poner en marcha lamáquina, asegurarse de que todas
las herramientas estén bienapretadas.
Controlar también que lasprotecciones hayan quedado
correctamente colocadas.
– Colocar el selector A en posición I.– Llevar el selector C a la posición de
trabajo deseada.– Poner el selector del
magnetotérmico B en la posición I.– Llevarse al relativo puesto de trabajo.
6.1.3 Parada de la maquina(fig.2)
– Poner el selector delmagnetotérmico B en la posición0.
– Colocar el selector C en posición0.
6.1.4 Parada de emergencia (fig.2)Apretando el pulsador de emergenciaD se desactivan todos los circuitoseléctricos de la máquina. Para lareactivación girar el pulsador haciael sentido de las agujas del reloj.
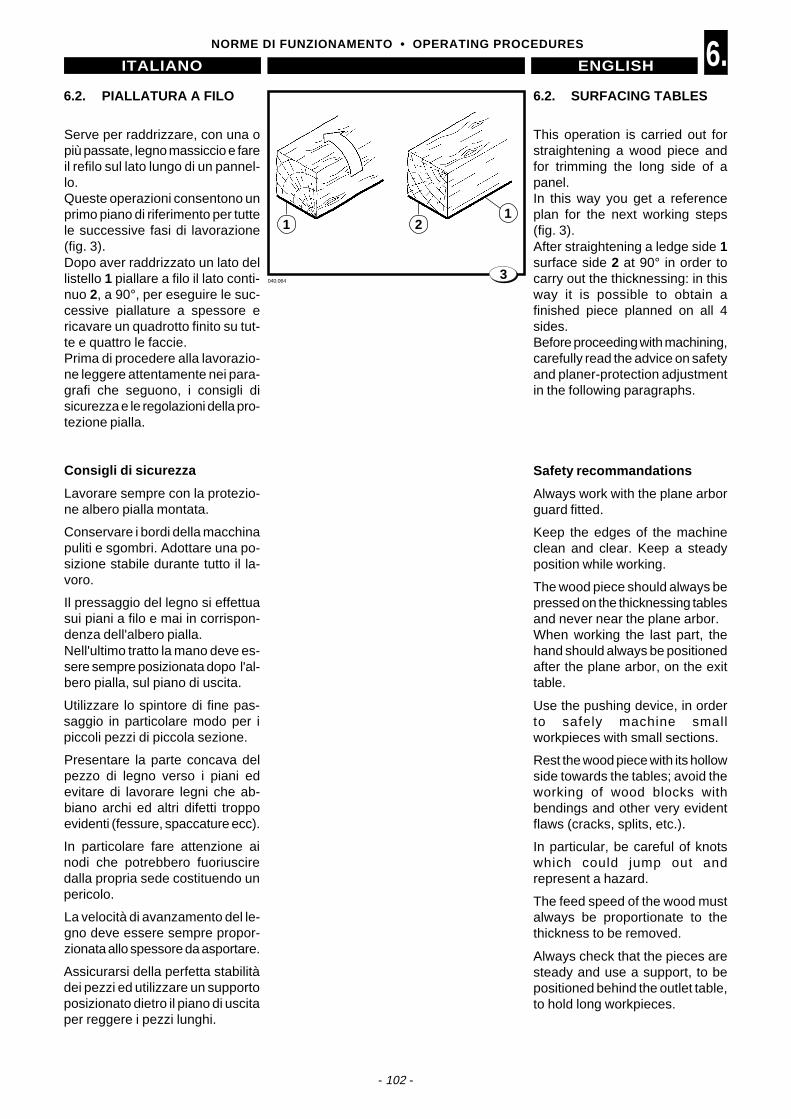
6.NORME DI FUNZIONAMENTO • OPERATING PROCEDURES
ENGLISHITALIANO
- 102 -
6.2. PIALLATURA A FILO
Serve per raddrizzare, con una opiù passate, legno massiccio e fareil refilo sul lato lungo di un pannel-lo.Queste operazioni consentono unprimo piano di riferimento per tuttele successive fasi di lavorazione(fig. 3).Dopo aver raddrizzato un lato dellistello 1 piallare a filo il lato conti-nuo 2, a 90°, per eseguire le suc-cessive piallature a spessore ericavare un quadrotto finito su tut-te e quattro le faccie.Prima di procedere alla lavorazio-ne leggere attentamente nei para-grafi che seguono, i consigli disicurezza e le regolazioni della pro-tezione pialla.
Consigli di sicurezza
Lavorare sempre con la protezio-ne albero pialla montata.
Conservare i bordi della macchinapuliti e sgombri. Adottare una po-sizione stabile durante tutto il la-voro.
Il pressaggio del legno si effettuasui piani a filo e mai in corrispon-denza dell'albero pialla.Nell'ultimo tratto la mano deve es-sere sempre posizionata dopo l'al-bero pialla, sul piano di uscita.
Utilizzare lo spintore di fine pas-saggio in particolare modo per ipiccoli pezzi di piccola sezione.
Presentare la parte concava delpezzo di legno verso i piani edevitare di lavorare legni che ab-biano archi ed altri difetti troppoevidenti (fessure, spaccature ecc).
In particolare fare attenzione ainodi che potrebbero fuoriusciredalla propria sede costituendo unpericolo.
La velocità di avanzamento del le-gno deve essere sempre propor-zionata allo spessore da asportare.
Assicurarsi della perfetta stabilitàdei pezzi ed utilizzare un supportoposizionato dietro il piano di uscitaper reggere i pezzi lunghi.
6.2. SURFACING TABLES
This operation is carried out forstraightening a wood piece andfor trimming the long side of apanel.In this way you get a referenceplan for the next working steps(fig. 3).After straightening a ledge side 1surface side 2 at 90° in order tocarry out the thicknessing: in thisway it is possible to obtain afinished piece planned on all 4sides.Before proceeding with machining,carefully read the advice on safetyand planer-protection adjustmentin the following paragraphs.
Safety recommandations
Always work with the plane arborguard fitted.
Keep the edges of the machineclean and clear. Keep a steadyposition while working.
The wood piece should always bepressed on the thicknessing tablesand never near the plane arbor.When working the last part, thehand should always be positionedafter the plane arbor, on the exittable.
Use the pushing device, in orderto safely machine smallworkpieces with small sections.
Rest the wood piece with its hollowside towards the tables; avoid theworking of wood blocks withbendings and other very evidentflaws (cracks, splits, etc.).
In particular, be careful of knotswhich could jump out andrepresent a hazard.
The feed speed of the wood mustalways be proportionate to thethickness to be removed.
Always check that the pieces aresteady and use a support, to bepositioned behind the outlet table,to hold long workpieces.
040.064
1 21
3

- 103 -
6.ESPAÑOLFRANÇAISDEUTSCH
BETRIEBSVORSCHRIFTEN • NORMES POUR LE FONCTIONNEMENTNORMAS DE FUNCIONAMIENTO
6.2. ABRICHTHOBELN
Diese Bearbeitung wird durchgeführtum Werkstücke aus Massivholzauszurichten und die lange Seite einerPlatte zu besäumen.Das Abrichthobeln erzeugt eineBezugfläche für die anderenArbeitsvorgänge (Abb. 3).Nach dem Abrichthobeln derLeistenseite 1 die Seite 2abrichthobeln um die Bearbeitung mitDickte vorzunehmen; auf diese Weisewird ein Holzkantel mit allen 4gehobelten Seiten erreicht.Vor der Bearbeitung sind die folgendenAbschnitte, Sicherheits-vorschriftenund Anweisungen zur Einstellung desHobelschutzes, aufmerksam zu lesen.
Ratschläge für die Sicherheit
Bei der Arbeit muß dieSchutzvorrichtung der Hobelwelleimmer montiert sein.
Maschinenränder frei und sauberhalten. Während der ganzen Arbeiteinen festen Standpunkt annehmen.
Die Holzpressung erfolgt auf denFlächen mit Kante und nie gegenüberder Hobelwelle.Auf dem letzten Streckenabschnittmuß die Hand immer hinter derHobelwelle liegen, auf derAusgangsfläche.
Das Schiebeholz besonders für dieBearbeitung von Endstücken undkleinen Stücken benutzen.
Den ausgehöhlten Teil des Holzstücksgegen den Tisch anlegen; die Bearbei-tung von Holzstücken mit Bogen undanderen zu deutlichen Fehlern vermei-den (Risse, Brüche usw.).
Man passe vor allem auf die Knotenauf, diese könnten herausspringen,was gefährlich sein kann.
Die Vorrückgeschwindigkeit desHolzes muß immer proportional zurDicke sein, die entfernt werden soll.
Sich versichern über die Haltbarkeitder Stücke und eine Stütze hinter demAusgangstisch anbringen zum Haltvon langen Stücken.
6.2. DEGAUCHISSAGE
Le dégauchissage est exécuté pourredresser une pièce de bois massif etpour exécutér le dressage sur le côtélong d’un panneau.Cette opération donne un plan derépère pour les autres phasesd’usinage (fig. 3).Après le dressage d’un côté de la pièce1 dégauchir le côté continu 2 à 90°pour obtenir avec le rabotage une pièceà section parfaitement carrée.Avant de commencer l’usinage lireattentivement, dans les paragraphessuivants, les consignes de sécurité etles réglages de la protection de laraboteuse.
Conseil de sécurité
Toujours travailler avec la protectionarbre porte-lames montée.
Conserver les abords de la machinepropres et dégagés. Adopter uneposition stable tout au long du travail.
Le pressage du bois s’effectue sur destables d’épaisseur et jamais à la hauteurde l’arbre porte-lames.Dans la dernière partie, la main doittoujours être positionnée après l’arbreporte-lames, sur la table de sortie.
Utiliser le poussoir de fin de passe no-tamment pour les pièces de petite sec-tion.
Appuyer la pièce à usiner avec son côtéconcave vers les tables et éviterl’usinage de pièces de bois avec desdéfauts très évidents (fentes, crevasses,etc.).
En particulier, faire attention aux loupesqui peuvent sortir de leur siège etreprésenter une source de danger.
La vitesse d’avance du bois doittoujours être proportionnée àl’épaisseur à tirer
Veiller à la borne stabilité des pièces etutiliser une servante pour soutenir lespièces longues derrière la table de sor-tie.
6.2. ACEPILLADURA CONTRAHILO
Sirve para enderezar mediante unao más pasadas, la madera maciza yrecortar a lo largo del lado largo deun panel.Estas operaciones permiten un primerplano de referencia para todas lasucesivas fases de trabajo (fig. 3).Después de haber enderezado unlado del listón 1, cepillar contra hilo ellado continuo 2, a 90°, para efectuarlas acepilladuras siguientes deespesor y obtener un cuadradoacabado en las cuatro caras.Antes de proceder al trabajo, leeratentamente los consejos deseguridad y las regulaciones de laprotección cepillo indicados en lossiguientes párrafos.
Consejos para la seguridad
Trabajar siempre con la proteccióndel eje del cepillo montada.
Mantener los bordes de la máquinalimpios y libres. Mantener unaposición estable durante todo eltrabajo.
El prensado de la madera se efectúaen los planos al mismo nivel y nuncaen correspondencia del eje del cepillo.En el último tramo, la mano debe estarposicionada siempre después del ejedel cepillo, en el plano de salida.
Utilizar el empujador de fin de pasada,en particular para las piezaspequeñas con secciones reducidas.
Situar la parte cóncava de la pieza demadera hacia los planos y evitar ela-borar las piezas de madera con arcosu otros defectos muy evidentes (porejemplo hendeduras, etc.).
Especialmente, prestar atención a losnudos, que podrían salirse y provo-car accidentes.
La velocidad de avance de la maderasiempre debe ser proporcional alespesor que debe quitarse.
Asegurarse de la estabilidad perfectade las piezas y utilizar un soporte aposicionar detrás del plano de salidapara soportar las piezas largas.
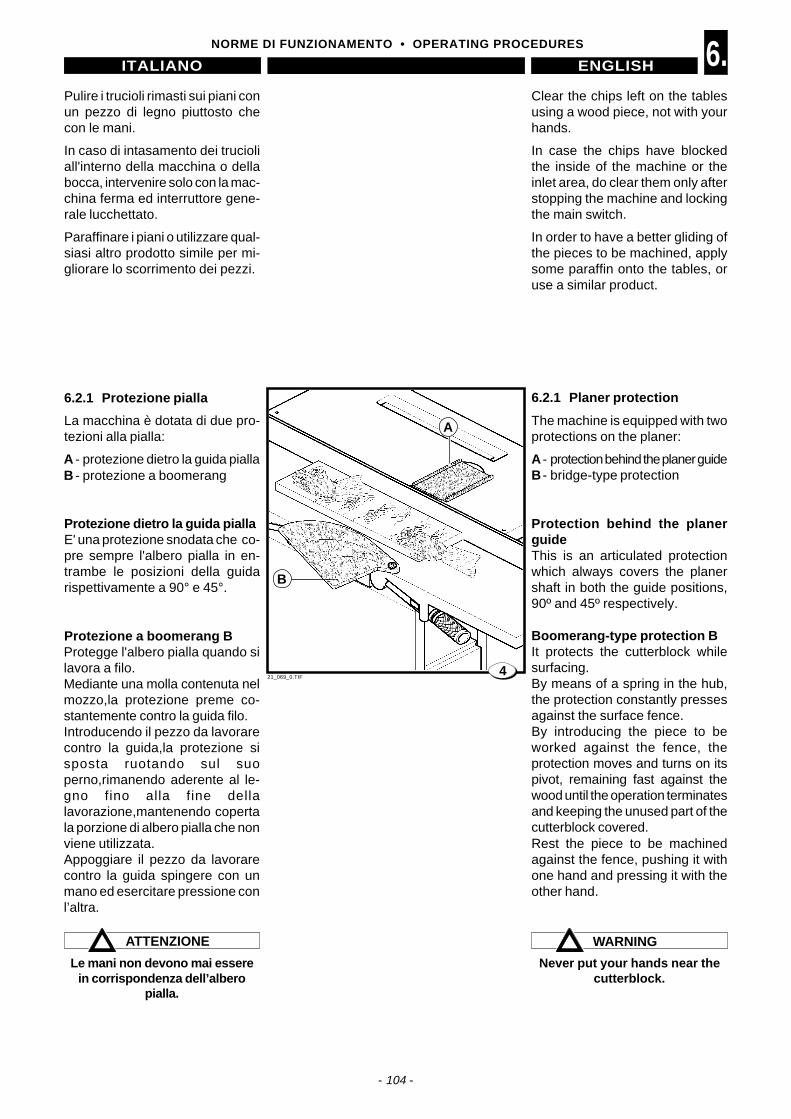
6.NORME DI FUNZIONAMENTO • OPERATING PROCEDURES
ENGLISHITALIANO
- 104 -
Pulire i trucioli rimasti sui piani conun pezzo di legno piuttosto checon le mani.
In caso di intasamento dei trucioliall'interno della macchina o dellabocca, intervenire solo con la mac-china ferma ed interruttore gene-rale lucchettato.
Paraffinare i piani o utilizzare qual-siasi altro prodotto simile per mi-gliorare lo scorrimento dei pezzi.
6.2.1 Protezione pialla
La macchina è dotata di due pro-tezioni alla pialla:
A - protezione dietro la guida piallaB - protezione a boomerang
Protezione dietro la guida piallaE' una protezione snodata che co-pre sempre l'albero pialla in en-trambe le posizioni della guidarispettivamente a 90° e 45°.
Protezione a boomerang BProtegge l'albero pialla quando silavora a filo.Mediante una molla contenuta nelmozzo,la protezione preme co-stantemente contro la guida filo.Introducendo il pezzo da lavorarecontro la guida,la protezione sisposta ruotando sul suoperno,rimanendo aderente al le-gno fino alla fine dellalavorazione,mantenendo copertala porzione di albero pialla che nonviene utilizzata.Appoggiare il pezzo da lavorarecontro la guida spingere con unmano ed esercitare pressione conl’altra.
ATTENZIONE
Le mani non devono mai esserein corrispondenza dell’albero
pialla.
Clear the chips left on the tablesusing a wood piece, not with yourhands.
In case the chips have blockedthe inside of the machine or theinlet area, do clear them only afterstopping the machine and lockingthe main switch.
In order to have a better gliding ofthe pieces to be machined, applysome paraffin onto the tables, oruse a similar product.
6.2.1 Planer protection
The machine is equipped with twoprotections on the planer:
A - protection behind the planer guideB - bridge-type protection
Protection behind the planerguideThis is an articulated protectionwhich always covers the planershaft in both the guide positions,90º and 45º respectively.
Boomerang-type protection BIt protects the cutterblock whilesurfacing.By means of a spring in the hub,the protection constantly pressesagainst the surface fence.By introducing the piece to beworked against the fence, theprotection moves and turns on itspivot, remaining fast against thewood until the operation terminatesand keeping the unused part of thecutterblock covered.Rest the piece to be machinedagainst the fence, pushing it withone hand and pressing it with theother hand.
WARNING
Never put your hands near thecutterblock.
21_069_0.TIF
B
A
4

- 105 -
6.ESPAÑOLFRANÇAISDEUTSCH
BETRIEBSVORSCHRIFTEN • NORMES POUR LE FONCTIONNEMENTNORMAS DE FUNCIONAMIENTO
Den Tisch nicht mit den Händen vonSpänen reinigen, sondern einHolzstück benutzen.
Falls eine Verstopfung der Maschineoder des Eingangs durch Spänevorliegt, nur bei Maschinenstillstandund bei verschlossenemHauptschalter eingreifen.
Den Tisch paraffinieren oder irgendeinanderes, ähnliches Mittel benutzen,um die Gleitfähigkeit der Stücke zuverbessern.
6.2.1 Hobelschutz
Die Maschine ist mit zwei Schutzvor-richtungen für den Hobel ausgestattet:
A - Schutz hinter der HobelführungB - Schutzbrücke
Schutz hinter der HobelführungDies ist eine Schutzvorrichtung mitGelenk, die die Hobelwelle in beidenPositionen abdeckt, sowohl bei 90°,als auch bei 45°.
Boomerangschutz B.Hobelwelle schützen, wenn man indirekter Nähe arbeitet.Mit der Feder in der Nabe drückt dieSchutzvorrichtung ständig gegen dieFührung.Wenn ein Werkstück gegen dieFührung geschoben wird, dreht dieSchutzvorrichtung sich um denBolzen, liegt bis zum Ende derBearbeitung stets auf dem Holz aufund deckt so den Teil der Hobelwelleab, der nicht verwendet wird.Werkstück an der Führung anlegen,mit einer Hand drückend und mit deranderen schiebend
ACHTUNG
Die Hände dürfen nie auf der Höheder Hobelwelle sein.
Nettoyer les copeaux restés sur lestables avec une chute de bois plutôtqu'avec les mains.
En cas de bourrage des copeaux à l'in-térieur de la machine où de la buse,n'intervenir que machine à l'arrêt et sec-tionneur cadenassé.Cette dernière précaution est à prendreégalement lors du remplacement deslames du porte-outils.
Utiliser des lames correctement affû-tées et veiller à leur bon réglage.Paraffiner les tables ou utiliser toutautre produit similaire afin d'améliorerle glissement des pièces.
6.2.1 Protection de la raboteuse
La machine est équipée de deuxprotections sur le rabot:
A - protection derrière la glissière rabot.B - protection a pont
Protection derrière la glissière rabotC’est une protection articulée quicouvre toujours l’arbre rabot pour lesdeux positions de la glissièrerespectivement à 90° et 45°.
Protection à boomerang B.Protège l’arbre porte-lames lors dudégauchissage.A l’aide d’un ressort, se trouvant dansle moyeu, la protection appuie enpermanence sur la glissière fil.En introduisant la pièce à usiner contrela glissière, la protection tourne surson pivot, tout en restant contre le boisjusqu’à la fin de l’usinage, et maintientla partie plane de l’arbre qui n’est pasutilisée.Appuyer la pièce à usiner contre leguide, en la poussant avec une mainet en exércitant une pression avecl’autre.
ATTENTION
Ne jamais tenir les mains près del’arbre rabot.
Eliminar las virutas que quedan sobrelos planos con una pieza de madera,y no con las manos.
En caso de atascamiento de las virutasen la parte interior de la máquina o dela boca, obrar solamente con máquinaparada y con interruptor generalcerrado con llave.
Parafinar los planos o bien utilizarcualquier otro producto parecido paramejorar el deslizamiento de laspiezas.
6.2.1 Protección cepillo
La máquina cuenta con dosprotecciones para el cepillo:
A - protección detrás de la guíacepillo.
B - protección a puente
Protección detrás de la guía cepilloSe trata de una protección articuladaque cubre siempre el eje cepillo enlas dos posiciones de la guía (a 90º y45º).
Protección a boomerang B .Proteger el árbol cepillo durante eltrabajo contra hilo.La protección aprieta constantementecontra la guía hilo gracias a un muellecontenido en el cubo.Colocando la pieza a elaborar contrala guía, la protección se desplaza ro-tando sobre su perno,permaneciendo adherida a la maderahasta el final de la elaboración,manteniendo cubierta la porción deeje del cepillo que no se utiliza.Apoyar la pieza a elaborar contra laguía, empujar con una mano yejecercer presión con la otra.
ATENCION
No poner nunca las manos cercadel árbol cepillo.

6.NORME DI FUNZIONAMENTO • OPERATING PROCEDURES
ENGLISHITALIANO
- 106 -
6.3. PIALLATURA ASPESSORE
Serve per portare allo spessore de-siderato dei listelli, dopo la piallaturaa filo.Controllare con un calibro la misu-ra del quadrotto da piallare .L’asportazione massima per ognipassata è di 4 mm.
Per eseguire la piallatura a spes-sore predisporre la macchina(fig.5) seguendo le istruzioni delcap. 5.
Utilizzare dei supporti per pezzilunghi.
Avviare la macchina e procederealla lavorazione seguendo atten-tamente le indicazioni del para-grafo che segue.
Prima di abbassare i piani a filo,ricordarsi di rimettere la cuffia D(fig. 5) nella posizione iniziale, diabbassare il piano spessore in
modo da non danneggiare alcunelemento e di riportare la leva Hin posizione di riposo per non
rovinare la frizione.
6.3. THICKNESSING
This operation is carried out forobtaining the required thickness ofa given workpiece after surfacing.Measure the workpiece thicknessby means of a gauge.Max. stock removal after eachstroke: 4 mm.
To execute thicknessing set up themachine (fig. 5) following theinstructions in Chap. 5.
Use supports for longerworkpieces.
Start the machine and proceedwith machining, carefully followingthe instructions in the paragraphbelow.
Before lowering the thicknessingtables, remember to return the
protection D (fig.6) to its originalposition, to lower the
thicknessing table in such a wayas to avoid damaging any part
and to return lever H to restposition so as not to damage the
clutch.
021_060_1.tif 5
D
H

- 107 -
6.ESPAÑOLFRANÇAISDEUTSCH
BETRIEBSVORSCHRIFTEN • NORMES POUR LE FONCTIONNEMENTNORMAS DE FUNCIONAMIENTO
6.3. DICKENHOBELN
Zum Erreichen der gewünschtenDicke eines Werkstückes nach demAbrichthobeln.Werkstückdicke mit Lehre messen.Max. Spanabtrag je Arbeitsgang4 mm.
Bei der Verwendung als Dicktenhobel(Abb. 5) wird die Maschine wie inKapitel 5 beschrieben vorbereitet.
Für lange Stücke Stützen benutzen.
Die Maschine anlassen und die Arbeitunter aufmerksamer Befolgung derAngaben des folgenden Abschnittseinstellen.
Bevor die Flächen mit Kante gesenktwerden, muß man die Haube Dwieder in ihrer Anfangsposition
aufsetzen (Abb. 6), die Dickenflächeso senken, daß keine Element
beschädigt wird und den Hebel H inRuhestellung bringen, damit die
Kupplung keinen Schaden nimmt.
6.3. RABOTAGE
Cette opération est exécutée pourobtenir l’épaisseur désirée de la pièceaprès le dégauchissage.Mesurer l’épaisseur de la pièce avecpied à coulisse .Enlèvement max pour chaque passe:4 mm.
Pour effectuer le rabotage del’épaisseur préparer la machine (fig.5) en suivant les instructions figurantau chap. 5.
Utiliser des supports pour pièceslongues.
Actionner la machine et effectuerl’usinage en suivant scrupuleusementles indications fournies dans leparagraphe suivant.
Avant d’abaisser les tablesd’épaisseur, remettre la calotte D(fig. 6) dans sa position initiale,
abaisser la table d’épaisseur de façonà ne pas endommager les éléments et
remettre le levier H en position derepos pour ne pas abîmer
l’embrayage.
6.3. ACEPILLADURA DEREGRUESAR
Sirve para definir el espesor de loslistones después de la acepilladuracontra hilo.Controlar mediante un calibre lamedida del cuadro a cepillar .El corte máximo por cada pasada esde 4 mm.
Para efectuar la cepilladura deregruesar, preparar la máquina (fig.5) siguiendo las instruciones que seencuentran en el cap.5.
Utilizar algunos soportes para laspiezas más largas.
Poner la máquina en funcionamientoy proceder al trabajo siguiendoatentamente las indicaciones delsiguiente punto.
Antes de bajar los planos al mismonivel, acordarse de volver a colocar
el sombrerete D (fig. 6) en la posicióninicial, de bajar el plano espesorpara no dañar ningún elemento y
poner nuevamente la palanca H enposición de reposo para no arruinar
el embrague.

6.NORME DI FUNZIONAMENTO • OPERATING PROCEDURES
ENGLISHITALIANO
- 108 -
Protezioni di sicurezza dellapiallatriceDei martelletti di ritenuta a funzio-namento automatico adeguabili aqualsiasi spessore di legno, evita-no che il pezzo in lavorazione pos-sa essere proiettato control’operatore, garantendo quindi unaprotezione attiva efficace.Prima di qualsiasi lavorazione,controllare che tutti i martelletti diritenuta possano muoversi conflessibilità intorno al proprio albe-ro di supporto e che ricadano cor-rettamente in posizione bassa.Per evitare l’eventuale indurimentoo bloccaggio dei martelletti di rite-nuta, è necessario mantenerli co-stantemente puliti, togliendotrucioli o pezzetti di legno con ungetto energico di aria compressa.Togliere i residui di resina, lavan-do tutto il gruppo con un pennelloe acqua ragia, asciugando suc-cessivamente con aria compres-sa.
Qualora il pezzo da lavorare sibloccasse, arrestare completa-mente l'albero pialla, abbassareil piano spessore ed estrarre il
pezzo.Evitare di trovarsi con l'albero piallain movimento, col viso di fronte alpiano dove potrebbero fuoriusciredei residui di legno.Evitare di lavorare legno con difet-ti troppo rilevanti (fessure,nodi......).Lavorare un solo pezzo per volta.Verificare periodicamente che i rullidi trascinamento abbiano sempreuna corretta sospensione (oscilla-zione verso l’alto). Pulire regolar-mente l’albero portautensili e i rullidi trascinamento legno (con ariacompressa-petrolio).Effettuare la pulizia della macchi-na facendo uso di un'aspiratore;usare l'aria compressa solo quan-do è strettamente necessario, fa-cendo uso di occhiali di protezionee mascherina.
Planer safety protectionsSome automatically workingpawls, which fit to wood pieces ofwhichever thickness, avoid that thepiece being machined may bethrown against the user, assuringin this way an active and effectivekind of protection.Before whichever kind ofmachining, check the correct andeasy movement of the pawlsaround its own support shaft, andthat they correctly fall down to theirlow position.To avoid any hardening or blockingof the pawls, it is necessary tokeep them constantly clean,clearing away chips and woodsplinters by means of a powerfuljet of compressed air.Remove any resine spot cleaningthe whole unit with some turpentine(to be applied with a brush) anddrying then it up with somecompressed air.
In case of jamming of theworkpiece, completely stop
the cutterblock, lower thethicknessing table and pull out
the workpiece.Never remain with your face in frontof the table when the plane arboris operating. Danger of woodshavings flying out.Do not machine wood pieces withtoo evident flaws (cracks, knots...).Machine one piece at a time.Periodically check that the drivingrollers are correctly suspended, i.e.that they oscillate in the right way.Regularly clean the shaft and thewood driving rollers (usingcompressed air or some oil).Clean the machine using a vacuumcleaner. Use compressed air onlywhen strictly necessary, usingprotective glasses and a mask.

- 109 -
6.ESPAÑOLFRANÇAISDEUTSCH
BETRIEBSVORSCHRIFTEN • NORMES POUR LE FONCTIONNEMENTNORMAS DE FUNCIONAMIENTO
Sicherheitsschutz der Hobel-maschineKleine Haltungshammer im automati-schen Betrieb jeder Holzdicke anpaß-bar, vermeiden, daß das Werkstückgegen den Bediener geschleudert wirdund garantieren somit wirksamenSchutz.Vor jederart von Bearbeitung kontrol-lieren, ob alle Haltungshammer sichbiegsam um ihre Halterungswelle be-wegen können und ob sie korrekt inihre untere Stellung zurückfallen.Um ein eventuelles Verhärten odereine Blockierung der Haltungs-hammer zu vermeiden, ist es nötig,sie ständig sauber zu halten durchEntfernen von Spänen oder Holz-stückchen mit einem nergischenDruckluftstrahl.Harzreste durch Waschen der gan-zen Gruppe mit einem Pinsel undTerpentin entfernen und anschlie-ßend mit Druckluft trocknen.
Falls sich das Arbeitsstückblockiert, die Hobelwelle ganz
anhalten, den Stärketisch senkenund das Arbeitsstück
herausziehen.Wenn die Hobelwelle in Bewegungist, darf man sich mit dem Gesichtnicht der Fläche nähern,dennHolzsplitter könnten heraus-springen.Vermeiden, Holz mit zu erheblichenFehlern (Rissen, Knoten...) zu bear-beiten.Jeweils nur ein Werkstück bearbeiten.Regelmäßig prüfen, ob die Schlepp-walzen immer die richtige Aufhängunghaben (Schwingung nach oben). Re-gelmäßig die Werkzeugwelle und dieHolzschleppwalzen säubern(mitDruckluft-Petrolium).Bei der Durchführung der Reinigungder Maschine einen Staubsaugerverwenden; Druckluft nur benutzen,wenn es unbedingt erforderlich ist unddabei Schutzbrille und –maske tragen.
Protections de sécurité de la rabo-teuseDes doigts anti-reculs à fonctionnementautomatique, qui peuvent être ajustés àn’importe quel épaisseur de bois, évitentque la pièce soit lancée vers l’opérateurpendant l’usinage, en assurant ainsi uneprotection active et efficace.Avant de toute usinage, vérifier quetous les doigts anti-recul bougentaisément autour de leur arbre desupport et qu’ils tombent en positionbaisse d’une façon correcte.Pour éviter tout durcissement oublocage des doigts anti-recul, il faut lesgarder toujours propres, en nettoyanttous coupeaux et morceaux de bois àl’aide d’un jet énergique d’air comprimé.Oter les résidus de résine, en nettoyanttout l’ensemble avec un pinceau et del’essence de térébenthine, et enl’essuyant ensuite avec de l’aircomprimé.
Si la pièce à usiner se bloque,arrêter complètement l’arbre rabot,
abaisser la table d’épaisseur ettirer la pièce.
Eviter de se tourner avec le visagevers la table, lorsque l’arbre porte-lames est en mouvement, étant donnéque des résidus de bois pourraient êtreprojetés.Eviter de travailler des bois présentantde trop gros défauts (fentes, noeuds...).N’usiner qu’une seule pièce à la fois.Vérifier périodiquement que le rou-leaux d'entraînement aient toujours unesuspension correcte (débat-tement enhauteur). Nettoyer régulièrement l'ar-bre porte-outils et les rouleaux d'en-traînement des bois (aircomprimé-pétrole.).Nettoyer la machine à l’aide d’unaspirateur. N’utiliser de l’air compriméque lorsque c’est strictementnécessaire et en portant des lunettesde protection et un masque.
Protecciones para la seguridad delcepilloLa presencia de algunos pestillos defuncionamiento automático ajustablesa cualquier espesor de madera, evitanque la pieza a elaborar puedaproyectarse contra el operador, garan-tizando por lo tanto una protección muyeficaz.Antes de efectuar cualquier trabajo,controlar que todos los pestillospuedan moverse fácilmentealrededor del eje de soporte y quepuedan caer correctamente enposición baja.Para evitar el endurecimiento obloqueo de los pestillos, es necesariomantenerlos constantemente limpios,sacando virutas o piezas de manderacon un chorro de aire comprimido.Eliminar los residuos de resina conun pincel y aguarrás, luego secar conaire comprimido.En caso de bloqueo de la pieza atrabajar, parar completamente el
árbol cepillo, bajar el planoespesor y sacar la pieza.
No aproximar el rostro frente al planodel eje del cepillo cuando está enmovimiento, ya que podrían salirvirutas de madera.Evitar elaborar la madera que tengadefectos muy visibles (fisuras, nu-dos, etc.).Elaborar las piezas de una en una.Controlar periódicamente la suspen-sión correcta de los rodillos de arras-tre (oscilación hacia arriba). Limpiarregularmente el árbolportaherramienta y los rodillos dearrastre madera (con aire comprimi-do - petróleo).Efectuar la limpieza de la máquinautilizando un aspirador; usar airecomprimido sólo cuando seaverdaderamente necesario, utilizandogafas de protección y mascarilla.
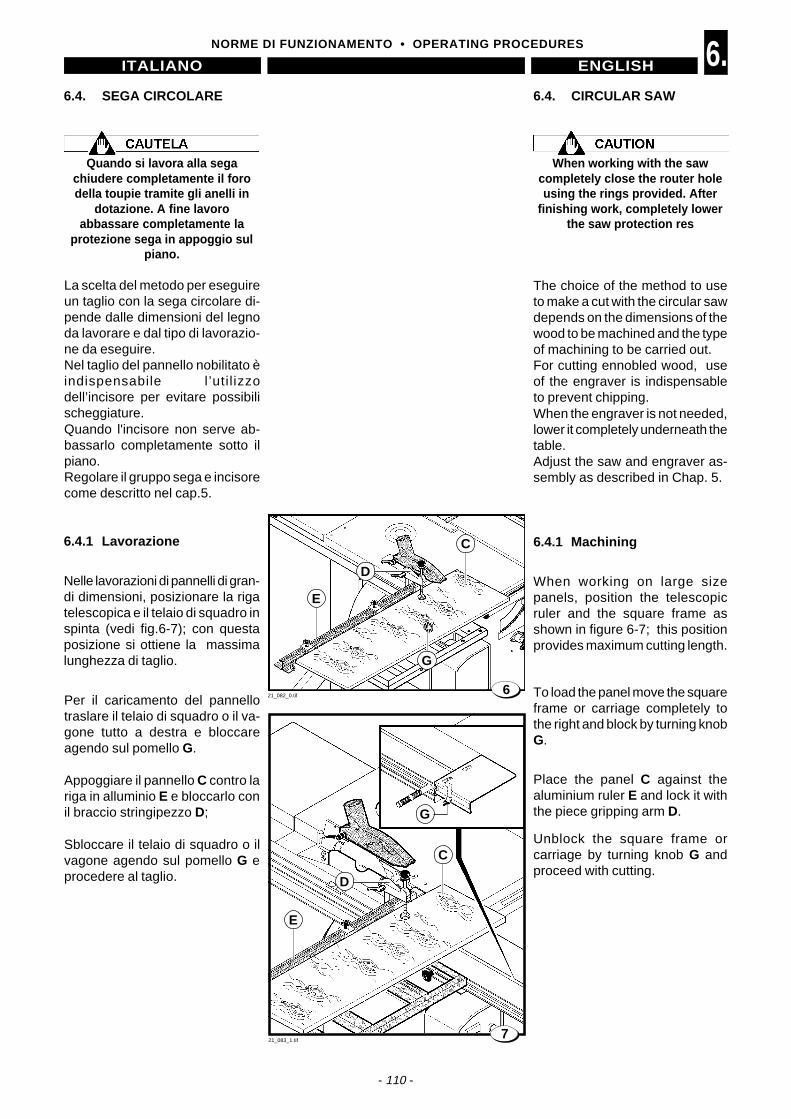
6.NORME DI FUNZIONAMENTO • OPERATING PROCEDURES
ENGLISHITALIANO
- 110 -
6.4. SEGA CIRCOLARE
Quando si lavora alla segachiudere completamente il forodella toupie tramite gli anelli in
dotazione. A fine lavoroabbassare completamente la
protezione sega in appoggio sulpiano.
La scelta del metodo per eseguireun taglio con la sega circolare di-pende dalle dimensioni del legnoda lavorare e dal tipo di lavorazio-ne da eseguire.Nel taglio del pannello nobilitato èindispensabile l’util izzodell’incisore per evitare possibilischeggiature.Quando l'incisore non serve ab-bassarlo completamente sotto ilpiano.Regolare il gruppo sega e incisorecome descritto nel cap.5.
6.4.1 Lavorazione
Nelle lavorazioni di pannelli di gran-di dimensioni, posizionare la rigatelescopica e il telaio di squadro inspinta (vedi fig.6-7); con questaposizione si ottiene la massimalunghezza di taglio.
Per il caricamento del pannellotraslare il telaio di squadro o il va-gone tutto a destra e bloccareagendo sul pomello G.
Appoggiare il pannello C contro lariga in alluminio E e bloccarlo conil braccio stringipezzo D;
Sbloccare il telaio di squadro o ilvagone agendo sul pomello G eprocedere al taglio.
6.4. CIRCULAR SAW
When working with the sawcompletely close the router holeusing the rings provided. After
finishing work, completely lowerthe saw protection res
The choice of the method to useto make a cut with the circular sawdepends on the dimensions of thewood to be machined and the typeof machining to be carried out.For cutting ennobled wood, useof the engraver is indispensableto prevent chipping.When the engraver is not needed,lower it completely underneath thetable.Adjust the saw and engraver as-sembly as described in Chap. 5.
6.4.1 Machining
When working on large sizepanels, position the telescopicruler and the square frame asshown in figure 6-7; this positionprovides maximum cutting length.
To load the panel move the squareframe or carriage completely tothe right and block by turning knobG.
Place the panel C against thealuminium ruler E and lock it withthe piece gripping arm D.
Unblock the square frame orcarriage by turning knob G andproceed with cutting.
E
7
21_082_0.tif6
21_083_1.tif
G
G
E
C
C
D
D

- 111 -
6.ESPAÑOLFRANÇAISDEUTSCH
BETRIEBSVORSCHRIFTEN • NORMES POUR LE FONCTIONNEMENTNORMAS DE FUNCIONAMIENTO
6.4. BEARBEITUNG MITKREISSÄGE
Bei der Arbeit an der Säge dieÖffnung der Oberfräse mit den
mitgelieferten Ringe vollständigverschließen. Bei Arbeitsende die
Schutzvorrichtung der Sägevollständig auf den Tisch aufsetzen.
Die Arbeitsweise zur Ausführung ei-nes Schnittes mit der Kreissäge hängtvon den Abmessungen des zu sä-genden Holzteiles und von der Artdes auszuführenden Schnittes ab.Beim Sägen einer Edelholzplatte istder Einsatz des Schneiders unerläß-lich, um ein Splittern des Holzes zuvermeiden.Wenn der Schneider nicht benutztwird, kann er vollständig unter die Ar-beitsfläche versenkt werden.Stellen Sie die Sägegruppe und denSchneider wie in Kap.5 beschriebenein.
6.4.1 Arbeiten
Bei den Bearbeitungen vongroßdimensionierten Platten dieTeleskoplinie und denBesäumrahmen vorgeschobenpositionieren (siehe Abb.6-7); mitdieser Position erhält man die größteSchnittlänge.
Zum Laden der Platte denBesäumrahmen oder denBesäumwagen vollständig nachrechts versetzen und durch Betätigendes Knopfes G blockieren.
Legen Sie das Paneel C an dieAluminiumschiene E an und blockie-ren Sie es mit dem Preßarm D.
Den Besäumrahmen oder denBesäumwagen durch Betätigen desKnopfes G lösen und zum Schneidenübergehen.
6.4. USINAGE AVEC SCIECIRCULAIRE
Quand on travaille sur la scie fermercomplètement l’orifice de la toupie à
l’aide des bagues fournies enéquipement. Après l’usinage
descendre complètement la protectionscie en appui sur le plan.
Le choix de la modalité, pour exécuterune coupe avec la scie circulaire, dé-pend des dimensions du bois à usineret du type d’usinage à effectuer.Dans la coupe du panneau en stratifié,il est indispensable d’utiliser le dispo-sitif de coupe pour éviter des éclats.Lorsque le dispositif de coupe ne sertpas le baisser complètement sous leplan.Régler le groupe scie et le dispositif decoupe comme indiqué au chap.5.
6.4.1 Usinage
Pour traiter des panneaux de grandesdimensions, placer le rang téléscopiqueet le châssis équerre en poussée (voirfig. 6-7) ; dans cette position on obtientune longueur de coupe maximum.
Pour charger le panneau déplacer lechâssis équerre ou le wagoncomplètement à droite et bloquer àl'aide de la poignée G.
Poser le panneau C contre la règle enaluminium E et le bloquer avec le brasserre-pièce D.
Débloquer le châssis équerre ou lewagon à l'aide de la poignée G eteffectuer la coupe.
6.4. SIERRA CIRCULAR
Cuando se trabaja con la sierracerrar completamente el agujero tupímediante los anillos en dotación. Al
terminar el trabajo hacer que laprotección de la sierra descienda
completamente hasta que se apoyeal plano.
La elección del método para efectuarun corte con la sierra circular depen-de de las dimensiones de la maderaa elaborar y del tipo de elaboración aefectuar.Cuando se cortan de paneles reves-tidos, es indispensable el empleo deltallador para evitar posibles astilla-dos.Cuando el tallador no sirve, bajarlocompletamente debajo del plano.Regular el grupo sierra y talladorcomo se indica en el capítulo 5.
6.4.1 Elaboraciones
En los trabajos de paneles de grantamaño, es necesario situar la reglatelescópica y el bastidor de escuadraen empuje (véase fig. 6-7); con estaposición se obtiene la máximalongitud de corte.
Para la carga del panel transportar elbastidor de escuadra o el vagón com-pletamente hacia la derecha ybloquear accionando la perilla G.
Apoyar el panel C contra la regla dealuminio E y trabarlo con el brazo deajuste pieza D.
Desbloquear el bastidor de escuadrao el vagón accionando la perilla G ycortar.

6.NORME DI FUNZIONAMENTO • OPERATING PROCEDURES
ENGLISHITALIANO
- 112 -
Per tagli di pannelli con dimensio-ni più contenute, è più agevole la-vorare con la riga telescopica inappoggio (vedi fig.8-9).
Il taglio di pannelli di piccole di-mensioni si puo' effettuare anchecon il dispositivo tagli angolati illu-strato in fig.8 (fornibile a richie-sta).
Per tagli inclinati rispetto alla cor-sa del carro, occorre posizionarela guida telescopica D (fig. 9) o ildispositivo tagli angolati E in fun-zione dell’inclinazione desideratafacendo riferimento rispettivamen-te alla scala G o H.
Bloccare sempre il pezzoutilizzando il pressore quando si
usa il carro scorrevole.Quando si lavorano pannelli di
notevoli dimensioni utilizzare deisupporti di sostegno.
La lavorazione in appoggio sullaguida, con incisore inserito, deveessere eseguita con particolarecautela in quanto la rotazione
dell'incisore concide conl'avanzamento del pezzo
provocandone il trascinamento.
Quando la macchina è dotata diincisore,posizionarlo (vedi capito-lo 5) in modo che produca un ta-glio di 1-1,5 mm in profondità(fig.10).
Quando l'incisore non serve ab-bassarlo completamente sotto ilpiano.
To cut smaller panels it is easierto work with the telescopic rulerpositioned for bearing machining(see Fig. 8-9).
Small panels may also be cut withthe device for angled cuts illus-trated in Fig. 8 (supplied on re-quest).
For cuts at an angle with respectto slide stroke, position thetelescopic fence D (fig. 9) or thedevice for angled cuts E accordingto the required tilt (refer to thescales G or H - respectively).
Always secure the workpiece bymeans of the presser when a
sliding wagon is used.Always use supports when
machining panels having greatdimensions.
Working against the fence,with the scorer on, should be
carried out with the utmost carebecause scorer rotation is
executed at the same time asworkpiece feeding which causes
it to be carried along.
When the machine is equippedwith an engraver, position it (seeChapter 5) so that it produces acut of 1-1.5 mm deep (Fig. 10).
When the engraver is not used,lower it completely underneath thetable.
295.040.045 Ec. 0
E10
821.085.0 tif
E
H
921.084.1.tif
D
G

- 113 -
6.ESPAÑOLFRANÇAISDEUTSCH
BETRIEBSVORSCHRIFTEN • NORMES POUR LE FONCTIONNEMENTNORMAS DE FUNCIONAMIENTO
Beim Sägen von kleineren Platten istes angebracht, mit der aufgelegtenTeleskopschiene zu arbeiten (sieheAbb.8-9).
Kleinere Platten können auch mit derin Abb.8 gezeigten Winkelsägevor-richtung (auf Anfrage lieferbar) ge-sägt werden.
Für Schnitte mit Schrägstellung be-züglich des Schlittenlaufs ist dieTeleskopführung D (Abb. 9) oder dieWinkelschnittvorrichtung E je nachgewünschtem Neigungsgrad anzu-bringen. Hierzu sind auch die SkalenG oder H zu benutzen.
Immer wenn man den Schiebewagenbenutzt das Arbeitsstück mit dem
Druckstück blockieren.Schutzträger benutzen, wenn Platten
beträchtlicher Größe bearbeitetwerden.
Die Bearbeitung miteingeschaltetem Vorritzer und
Auflage auf der Führung muß mitbesonderer Vorsicht durchgeführt
werden, da die Drehung desVorritzers mit dem Vorschub des
Stücks zusammenfällt und dessenMitnahme bewirkt.
Falls die Maschine mit einem Vorritzerausgestattet ist, so wird er soeingestellt (siehe Kapitel 5), dass erca. 1 – 1,5 mm tief einschneidet (Abb.10).
Wenn der Schneider nicht benötigtwird, ist er vollständig unter derArbeitsfläche zu versenken.
Pour les coupes de panneaux ayantdes dimensions plus petites, il est plusfacile d’usiner avec la règle télescopiqueen appui (voir fig.8-9).
La coupe de panneaux de petites di-mensions peut également s’effectueravec le dispositif de coupes d’anglesillustré à la fig.8 (peut être fourni enoption).
Pour des coupes inclinées par rapportà la course du chariot, il faut position-ner le guide télescopique D (fig. 9) oule dispositif des coupes d’angle E enfonction de l’inclinaison voulue et ense référant respectivement à l’échelleG ou H.
Bloquer toujours la pièce en utilisantle presseur lorsqu’on utilise le chariot
coulissant.Lorsqu’on travaille avec des panneaux
de grandes dimensions, utiliser lessupports spéciaux prévus.
L’usinage en appui sur le guide, avecinciseur inséré, doit être effectué avecprécaution particulière, car la rotationde l’inciseur coïncide avec l’avance de
la pièce en l’entraînant.
Quand la machine est munie d’uninciseur, le placer (voir chapitre 5) desorte qu’il produise une coupe de 1-1,5mm de profondeur (fig.10).
Lorsque le dispositif de coupe ne sertpas, le baisser complètement sous leplan.
Para cortes de paneles de medianasdimensiones, es más fácil trabajarcon la regla telescópica apoyada(véase fig. 8-9).
El corte de paneles de pequeñas di-mensiones puede ser efectuado tam-bién con el dispositivo de cortesangulares ilustrado en la fig.8 (acce-sorio opcional).
Para efectuar cortes inclinados res-pecto del recorrido del carro, es nece-sario ubicar la guía telescópica D (fig.9) o el dispositivo para cortes angula-res E en base a la inclinación desea-da, tomando como referencia la escalaG o H respectivamente.
Bloquear siempre la pieza, utilizandoel prensador, cuando se utilice el
carro corredizo.Durante el mecanizado de paneles
con dimensiones notables, usar lossoportes.
Durante el trabajo sobre la guía contallador activado es necesario tenerespecial cuidado, ya que la rotacióndel tallador coincide con el avancede la pieza causando el movimiento
de arrastre.
En el caso de máquina dotada detallador, situarlo (véase capítulo 5)de manera que efectúe un corte de1-1,5 mm de profundidad (fig. 10).
Cuando el tallador no sirve, bajarlocompletamente por debajo del pla-no.

6.NORME DI FUNZIONAMENTO • OPERATING PROCEDURES
ENGLISHITALIANO
- 114 -
6.4.2 Lavorazione con la gui-da parallela
Nell'esecuzione di tagli paralleliusare la guida A (fig.11).
Per il suo posizionamento e rego-lazioni seguire le istruzioni riporta-te nel cap.5.
Posizionare il carro vagone comein fig.11 e bloccarlo tramite il po-mello B.
Nel posizionamento del pezzo con-tro la guida A (fig. 11) l’operatorefa riferimento alla scala millimetrataC.
L'estremità della riga A (fig.12)deve essere posizionata
longitudinalmente lungo una lineaimmaginaria (B) che inizia a meta'della lama e scivola avanti di 45°Questo per evitare che i denti in
salita della sega afferrino il pezzoe lo lancino contro l'operatore.
Non mettere mai le mani inprossimità delle lame sega-incisore; usare sempre uno
spintore.
La macchina viene fornita con lospintore A (fig.13) e con la mano-pola B (fig.14).
La manopola B può essere appli-cata a spintori di diverse dimen-sioni avvitandola con le viti indotazione.
A seconda delle dimensioni delpezzo da lavorare scegliere il tipodi spintore più idoneo.
6.4.2 Working with theparallel guide
To perform parallel cuts use fenceA (fig.11).
To position and adjust, follow theinstructions in chap.5.
Position the wagon as shown inFig.11 and lock it with the knob B.
For positioning the workpieceagainst fence A (fig. 11) refer toscale C.
The end of fence A (fig. 12) mustbe positioned lengthwise along
an imaginary line (B) which startshalf way down the blade and slips
forward by 45°.This is to prevent that when thesaw lifts, the teeth grip the piece
and launch it against theoperator.
Never put the hands near the sawblade-engraver; always use a
pusher.
The machine is supplied with apusher A (Fig. 13) and with a knobB (Fig.14).
The knob B may be applied topushers of different size, screw-ing it on with the screws provided.
Depending on the dimensions ofthe piece to be machined, selectthe most suitable type of pusher.
021.098.0.tif 13
7
B
021.047.0.tif12
714
021.106.0.tif11
B
021.099.0.tif
A
C
45°
B
A
A

- 115 -
6.ESPAÑOLFRANÇAISDEUTSCH
BETRIEBSVORSCHRIFTEN • NORMES POUR LE FONCTIONNEMENTNORMAS DE FUNCIONAMIENTO
6.4.2 Arbeiten mit der Parallel-führung
Bei der Ausführung vonParallelschnitten die Führung Averwenden (Abb. 11)
Bei der Positionierung und derEinstellung die Anweisungen vonKapitel 5 beachten.
Positionieren Sie den Waggonschlittenwie in Abb.11 gezeigt und blockierenSie ihn mit dem Kugelgriff B.
Die Positionierung des Werk-stückesgegen Parallelanschlag A (Abb. 11)erfolgt mit Bezug auf Skala C.
Das Ende der Führung A (Abb. 12)muss in Längsrichtung entlang der
gedachten Linie (B) positioniertwerden, die von der Mitte des
Sägeblatts ausgeht und sich imWinkel von 45° nach vorne erstreckt.
Damit wird vermieden, daß dieaufsteigenden Sägezähne das
Werkstück erfassen und gegen denBediener schleudern.
Hände niemals an Sägeblatt/Schneider heranführen! Benutzen Sie
stets den Schieber.
Die Maschine wird mit dem SchieberA (Abb.13) und dem Drehknopf B(Abb.14) geliefert.Der Drehknopf B kann auf Schiebernunterschiedlicher Abmessungangebracht werden. Benutzen Siehierzu die mitgelieferten Schrauben.Je nach Größe des zu bearbeitendenWerkstückes ist der am besten ge-eignete Schieber zu verwenden.
6.4.2 Usinage avec guide parallèle
Lors des coupes parallèles utiliser leguide A (fig. 11).
Pour la mise en place et les réglagessuivre les instructions figurant auchapitre 5.
Positionner le chariot extractiblecomme indiqué sur la fig.11 et le blo-quer à l’aide du pommeau B.
Positionner la pièce contre le guide A(fig. 11) avec répère à l’échelle C.
L‘extrémité du guide A (fig. 12) doitêtre placée longitudinalement sur une
ligne imaginaire (B) partant de lamoitié de la lame et descendant en
avant de 45°.Ceci pour éviter que les dents de la
scie, en montée, n’accrochent lemorceau et le lancent contre l’ouvrier.
Ne jamais mettre les mains à proximitédes lames scie- dispositif de coupe; il
faut toujours utiliser un pousseur.
La machine est fournie avec le pous-seur A (fig.13) et avec la manette B(fig.14).
La manette B peut être appliquée surdes pousseurs de différentes dimen-sions en la vissant à l’aide des vis four-nies en équipement.
En fonction des dimensions de la pièceà usiner sélectionner le type de pous-seur le plus approprié.
6.4.2 Elaboración con guíaparalela
Para la realización de cortes paralelosutilizar la guía A (fig. 11).
Para su posicionamiento y regulaciónseguir las instrucciones del cap. 5.
Colocar el carro vagón como en lafig.11 y trabarlo mediante la perilla B.
Durante el posicionamiento de lapieza contra la guía A (fig. 11), eloperador hace referencia a la escalamilimétrica C.
El extremo de la guía A (fig. 12) debeubicada longitudinalmente respecto
de una línea imaginaria (B) quecomienza en la mitad de la cuchilla y
avanza a 45º.De este modo se evita que los
dientes de la sierra en subida aferrenla pieza y la lancen contra el
operador.
Nunca acercar las manos a las hojassierra-tallador; servirse siempre de
una pieza de empuje.
La máquina se suministra con la pie-za de empuje A (fig. 13) y con laperilla B (fig.14).
La perilla B puede ser aplicada a pie-zas de empuje de diferentes dimen-siones, atornillándola con los tornillosque se entregan con la máquina.
Seleccionar el tipo de pieza de em-puje más adecuada según las dimen-siones de la pieza.

6.NORME DI FUNZIONAMENTO • OPERATING PROCEDURES
ENGLISHITALIANO
- 116 -
6.4.3 Uso corretto delle lamecircolari
Assicurarsi che la macchina siaben piazzata in modo da evitaredannose vibrazioni.Evitare di ritirare il materiale quan-do il taglio è già iniziato; procede-re con un avanzamento continuosenza strappi.
La velocità di avanzamento delpezzo contro la lama, specialmen-te in corrispondenza dei nodi, nondeve essere veloce e deve essererapportata allo spessore dello stes-so.
Non fare sostare i pezzi fra guidasega e lama
Rimuovere sempre i rifili che sicreano durante la lavorazione inquanto potrebbero inserirsi fra lalama e il copriforo creando danni
alla macchina o pericolo perl'operatore.
Prima di eseguire la rimozionespegnere la macchina e attendere
che la lama sega sia ferma.
Non urtare le placchette contro og-getti metallici.Quando i taglienti perdono il filo,riaffilare subito la lama.Pulire spesso il corpo d’acciaio ele placchette dalle incrostazioniusando gli appositi liquidi in com-mercio. Lasciare a bagno la lama,poi pulire con spazzola vegetale.Non usare spazzole metalliche.
Scegliere la dentatura ricordandoche per avere un buon taglio è ne-cessario che almeno 2-3 taglientilavorino nello stesso tempo A (fig.15). Se lavora un solo tagliente B(fig.15) non si ottiene un buon ta-glio.
È inoltre importante, quando è pos-sibile, sollevare la lama fino a faresporgere dallo spessore del legnotutto il tagliente del dente.
024_057_0.tif 15
A
B
6.4.3 Correct use for circularsaw
First make sure that the machinedoes not vibrate.Do not try to take off the materialwhen the cut has already started;proceed with a continuous anduniform speed.
Workpiece feeding towards theblade (especially where there areknots) should not be too fast(feeding speed should be inaccordance with workpiecethickness).
Do not let workpieces stopbetween the saw fence and theblade.
Always remove any trimmingsproduced during machining
because trimmings interposedbetween the blade and the hole
covers might damage the machineor be a source of danger for the
operator.Turn off the machine and wait forthe cutting blade to stop before
removing.
Avoid contact of the tips againstmetallic objects.When necessary sharpen the sawblade.Often clean the steel body andthe tips with proper liquid products.Let the saw blade in the bath, thenclean it with brush: don’t usemetallic brushes.
As regards the toothing at least 2-3 teeth shall cut at the same timeA (fig. 15).If only one tooth cuts B (fig. 15)you don’t get a good cutting.
Whenever this is possible, it isalso critical to lift the blade untilthe whole tooth cutting partprotrudes from the woodthickness.

- 117 -
6.ESPAÑOLFRANÇAISDEUTSCH
BETRIEBSVORSCHRIFTEN • NORMES POUR LE FONCTIONNEMENTNORMAS DE FUNCIONAMIENTO
6.4.3 Verwendung der Kreissäge
Sich vergewissern, daß die Maschinevibrationsfrei arbeitet.Holzstück nicht entnehmen wenn derSchneidevorgang schon begonnen hat;mit einem gleichförmigen Vorschubund ruckfrei vorgehen
Die Vorschubgeschwindigkeit desStücks hin zum Sägeblatt darf vorallem bei Ästigkeiten nicht schnell seinund sie muß der Stärke des Stücksentsprechen.
Die Stücke nicht zwischen derSägeführung und dem Sägeblattanhalten.
Späne, die während der Bearbeitungentstehen, müssen immer entfernt
werden, denn sie können zuBeschädigungen an der Maschineführen oder den Benutzer in Gefahr
bringen, wenn sie zwischen dasSägeblatt und die Abdeckung der
Öffnung geraten.Vor dem Entfernen die Maschine
abschalten und warten bis die Klingestillsteht.
Die Plättchen der Kreissäge sollennicht auf metallische Gegenständestoßen. Nur mit scharfem Sägeblattarbeiten.Stammblatt und Plättchen mitgeeigneter Flüssigkeit reinigen.Sägeblatt in Bad lassen; dann diesesmit Bürste reinigen. NiemalsMetallbürste verwenden!
Was die Wahl der Verzahnung betrifft,sollen mindestens 2-3 Zähnegleichzeitig schneidenA (Abb. 15). Schneidet nur ein Zahn,so kann kein guter Schnitt erzieltwerden B (Abb. 15).
Es ist außerdem wichtig, daß, wenndies möglich ist, das Sägeblatt so weitangehoben wird, daß die gesamteKlinge des Zahnes aus dem Holzstückherausragt.
6.4.3 Utilisation correcte deslames
S’assurer de la bonne stabilité de lamachine, afin d’éviter toutes vibrations.Eviter d’enlever le matériau lorsque lesciage est en cours; l’avance doit êtrecontinue et exempte d’àcoup.
La vitesse d’avance de la pièce contrela lame, pariculièrement sur les noeuds,doit être modérée et comparée àl’épaisseur la pièce-même.
Ne jamais écarter les pièces entre gui-de scie et lame.
Toujours enlever les ébarburesformées pendant l’usinage, car ellespourraient s’introduire entre lame etdispositif de couverture du trou, cequi endommagerait la machine oucréerait des situations de danger
pour l’opérateur.Avant d'effectuer le retrait, éteindre lamachine et attendre l'arrêt complet de
la lame.
Les plaquettes ne doivent jamais veniren contact avec des objets métalliques.Lorsque les arrêtes tranchantesperdent le fil, réaffûter im-médiatementla lame.Débarasser la lame d’acier et lesplaquettes des incrustations avec desdissolvants vendus en commerce. Laissertremper la lame et la nettoyer à l’aide d’unebrosse végétale. Ne jamais utiliser debrosse métallique.
Choisir la denture en tenant compte quepour obtenir un bon sciage au moin 2-3tranchants doivent travaillersimultanément A (fig. 15).Si seule una arête tranchante travaille B(fig. 15) la coupe n’est pas bonne.
Il est aussi important, lorsque possible,de soulever la lame jusqu’à faire sortirde l’epaisseur du bois tout le tranchantde la dent.
6.4.3 Uso correcto de las hojascirculares
Asegurarse de que la máquina estéposicionada correctamente, con el finde evitar vibraciones peligrosas.Evitar el retiro del material durante laoperación de corte; es necesariò se-guir con un avance continuo sintirones.
La velocidad de avance de la piezacontra la hoja, especialmente dondese hallan los nudos, no debe serveloz, ni debe depender del espesorde la pieza.
No dejar las piezas detenidas entrela guía sierra y la hoja.
Eliminar siempre los recortes que seforman durante el trabajo, ya que
podrían colocarse entre la hoja y laprotección del agujero causando
daños a la máquina o situaciones depeligro para el operador.
Antes de retirar los paneles esnecesario apagar la máquina yesperar que la sierra se haya
detenido.
No chocar las placas con objetosmetálicos.Cuando los filos cortantes pierden elhilo, reafilar inmediatamente la hoja.Limpiar a menudo las incrustacionesdel cuerpo de acero y de las placasempleando los líquidos disponibles encomercio. Dejar la hoja en el líquido,luego limpiar con una escobilla vegetal.No utilizar escobillas de alambre.
Durante la elección del dentado,recordar que con el fin de obtener uncorte correcto, es necesario el trabajode 2-3 filos cortantes a la vez A (fig.15).En caso de trabajo de un sólo filocortante B (fig. 15), el corte no seráperfecto.
Además es muy importante, cuandosea posible, elevar la hoja hastacuando toda la parte cortante deldiente sobresale desde el espesorde la madera.

6.NORME DI FUNZIONAMENTO • OPERATING PROCEDURES
ENGLISHITALIANO
- 118 -
6.5. LAVORAZIONI ALLATOUPIE
Con l’albero toupie si eseguonooperazioni di:
- Tenonatura- Sbattentatura- Profilatura
Smontare la protezione sega eabbassare completamente la lama
sotto il piano.Montare sempre la protezione
toupie idonea per la lavorazioneda eseguire, come indicato nei
paragrafi che seguono.E' vietato montare utensili con
diametro superiore a quelloindicato nel cap.2.
Le lavorazioni con la cuffiaguida toupie devono essere
eseguite tenendo i due piani diappoggio il più chiusi possibile
per evitare che l'utensile sitrascini il pezzo.
Prima di procedere allalavorazione registrare la cuffia
toupie e i pressatori comeindicato nel cap.5.
Quando si eseguono lavoriripetitivi o di esecuzione
particolare si consiglia di crearsiuna controguida da fissare alla
cuffia toupie, aprendola incorrispondenza dell'utensile.La controguida deve essere
fissata ai due piani di appoggiomediante 2 viti testa bombata e 2
dadi M8 (fig.16).028.104.0.tif
16
6.5. WORKING WITHMOULDER UNIT
With the moulder it is possible tocarry out the following operations:
- Tenoning- Rabbeting- Profiling
Disassemble the saw protectionand completely lower the blade
underneath the table.Always mount the router guard
suited to the machining operationto be carried out, as indicated in
the following paragraphs.It is prohibited to mount tools witha diameter greater than indicated
in Chap. 2.Machining with the router fence
hood should be carried out whilekeeping the two support tables intheir closest possible position, toprevent the tool from carrying the
workpiece along.Before proceeding with
machining, adjust the router hoodand the pressers as indicated in
Chap. 5.When repetitive or special
operations must be carried out, itis recommended to make a
counterfence to be applied to therouter hood, opened to let the tool
through.The counterguide must be
secured to the two tables bymeans of the 2 convex-head
screws and 2 m8 nuts (fig. 16).

- 119 -
6.ESPAÑOLFRANÇAISDEUTSCH
BETRIEBSVORSCHRIFTEN • NORMES POUR LE FONCTIONNEMENTNORMAS DE FUNCIONAMIENTO
6.5. BEARBEITUNG MIT FRÄSE
Mit der Fräse können dieseBearbeitungen durchgeführt werden:- Zapfenschneiden- Umfälzen- Profilieren
Die Schutzvorrichtung der Sägeabbauen und das Sägeblattvollständig unter den Tisch
absenken.Die für die auszuführende
Bearbeitung geeigneteSchutzvorrichtung für die Toupie
immer wie in den folgendenAbschnitten aufgezeigt montieren.
Es dürfen keinesfalls Werkzeuge miteinem höheren als dem in Kap. 2
angegebenen Durchmesser montiertwerden.
Bei Bearbeitungen mit der Haube derFräsenführung muß darauf geachtetwerden, daß die zwei Auflagetische
so gut wie möglich geschlossensind, um zu vermeiden, daß dasWerkzeug das Stück mitnimmt.
Vor Beginn der Bearbeitung sind dieToupie-Haube und die Druckstücke
wie in Kap.5 angegeben einzustellen.Wenn Arbeiten wiederholt
durchgeführt werden oder beibesonderen Ausführungen, wirdempfohlen, eine Gegenführung
herzustellen, die auf derFräsenhaube befestigt und inÜbereinstimmungen mit dem
Werkzeug geöffnet wird.Die Gegenführung mit 2
Linsenschrauben und 2 Muttern M8an den beiden Auflageflächen
befestigen (Abb.16).
6.5. TRAVAIL AVEC TOUPIE
Avec l’arbre toupie on peut exécuterles opérations suivantes:- Ténonnage- Chantournement- Profilage
Démonter la protection scie etdescendre complètement la lame sous
le plateau.Toujours monter la protection toupieadaptée au travail à exécuter, comme
indiqué aux paragraphes suivants.Il est interdit de monter des outils
ayant un diamètre supérieur à celuiindiqué au chap.2.
Les usinages avec protecteur guidetoupie doivent être effectués en
gardant les deux surfaces d’appui lesplus fermés possible pour éviter que
l’outil entraîne la pièce.Avant d’effectuer l’usinage régler laprotection toupie et les presseurs
comme indiqué au chapitre 5.Lorsqu’on effectue des travaux
répétitifs ou demandant une exécutionparticulière, il est conseillé de créer un
contre-guide à fixer au protecteurtoupie, en l’ouvrant à la hauteur de
l’outil.Le contre-guide doit être fixè aux deuxplans d'appui au moyen des deux vis a
tête bombêe et des deux êcrous M8(fig. 16).
6.5. TRABAJOS EN LA TUPÍ
Mediante el árbol tupí se efectúan lasoperaciones de:- Ensamble de espiga y caja- Perfiladura exterior- Perfiladura
Desmontar la protección de la sierray hacer descender completamente la
cuchilla debajo del plano.Monte siempre la guía de la
buriladora correspondiente a laoperación de máquina que se va arealizar, tal y como se indica en los
siguientes párrafos.Se prohibe montar herramientas dediámetro superior al indicado en el
cap. 2.Cualquier trabajo con la envoltura
guía tupí se debe efectuarmanteniendo los dos planos de
apoyo cerrados lo más posible, conel fin de evitar que la herramienta
arrastre la pieza.Antes de proceder a la elaboración,
calibrar la protección tupí y lasprensas como se indica en el cap. 5.
En caso de trabajos repetitivos oparticulares, se aconseja prepararuna contra guía a sujetar sobre elcabezal tupí, abriéndola donde se
halla la herramienta.La contraguia debe fijarse a las dos
superficies de apoyo mediante 2tornillos de cabeza curva y 2 tuercas
M8 (fig. 16).

6.NORME DI FUNZIONAMENTO • OPERATING PROCEDURES
ENGLISHITALIANO
- 120 -
TenonaturaLa tenonatura è una fresatura ditesta (a traverso di vena) che vie-ne effettuata per ottenere incastrifra tenone maschio M (fig. 17) etenone femmina F.
Eseguire questa operazione con ilcarro scorrevole, montando l’ap-posito pianetto a tenonare A(fig. 18).Dopo aver posizionato la riga tele-scopica regolare la protezione G.Utilizzare l'apposita cuffia pertenonare C.Agire sui pomelli D e regolare leprotezioni E e F in modo da copri-re al massimo l'utensile.
Bloccare sempre il pezzoutilizzando il pressore in
dotazione.La lavorazione di tenonatura vaeseguita esclusivamente con lavelocità di rotazione dell'albero
di 3500/4000 giri/min.
Per un migliore assemblaggio nel-lo strettoio occorre:
– regolare la profondità dei tenonimaschio 0,5 mm inferiori alla lar-ghezza del montante (fig. 19);
– regolare la profondità dei tenonifemmina 0,5 mm inferiori alla lar-ghezza del traverso (fig. 19).
TenoningTenoning is a head mill ingoperation (against the grain) whichis carried out to obtain jointsbetween male tenons M (Fig. 17)and female tenons F.
Carry out this operation with slidingtable after fitting additional table A(fig. 18).
After positioning the telescopicruler, adjust the protection G.
Use the appropriate tenoning hoodC.Act on the knobs D and adjust theprotections E and F so that theycover the tool as much as possible.
Always lock the piece using thepresser provided.
Tenoning must exclusively becarried out with a spindle rotation
speed of 3500/4000 rpm.
For a better assembly:
– adjust the tenon depth 0,5 mmless than the jamb width (fig. 19);
– adjust the slot depth 0,5 mm lessthan the crosspiece width(fig. 19).
1963_067_0.tif
40_071_0.tif17
21_086.0 tif18
•
D C
A
F
G
E

- 121 -
6.ESPAÑOLFRANÇAISDEUTSCH
BETRIEBSVORSCHRIFTEN • NORMES POUR LE FONCTIONNEMENTNORMAS DE FUNCIONAMIENTO
ZapfenschneidenDas Zapfenschneiden ist eineKopffräsung (durch eine Ader), dieausgeführt wird, um Einspannungenzwischen dem Zapfenstecker M (Abb.17) und der Zapfenbuchse F zuerhalten.
Für diese Bearbeitung den Schiebetischverwenden: Zu diesem ZweckZusatztisch A (Abb. 18).Nach Positionierung des ausziehbarenMillimetermaß-stabes die AbdeckungG justieren.Zum Zapfenschneiden C dievorgesehene Haube benutzen.Die Knaufe D betätigen und dieSchutzabdeckungen E und F soeinstellen, daß sie das Werkzeugeinwandfrei abdecken.
Werkstück stets mit Hilfe dermitgelieferten Druckstücke
festklemmen.Das Zapfen wird ausschließlich mit
einer Rotationsgeschwindig-keit derWelle von 3500/4000 U/min
durchgeführt.
Zum Erleichtern der Montage in derRahmenpresse:
– Zapfentiefe 0,5 mm geringer als dieBreite des Fensterstiels(Abb. 19) einstellen;
– Schlitztiefe 0,5 mm geringer als dieBreite der Sprosse(Abb. 19) einstellen.
TénonnageLe tenonnage est un fraisage de tête(en travers le la veine) qui doit êtreeffectué pour obtenir desencastrements entre tenon mâle M (fig.17) et tenon femelle F.
Exécuter le ténonnage avec lechariot, la table à ténonner A (fig.18).Après avoir placé la règle télescopiquerégler la protection G.Utiliser le protecteur à tenonner Capproprié.Agir sur les pommeaux D et régler lesprotections E et F de manière àrecouvrir l’outil au maximum.
Bloquer toujours la pièce en utilisantle presseur fourni en équipement.Le tenonnage doit être effectué
exclusivement avec la vitesse derotation de l’arbre à 3500/4000
tours/min.
Pour faciliter l’assemblage:
– régler la profondeur du ténon 0,5 mm.inférieure à la largeur du montant(fig.19);
– régler la profondeur de la mortaise0,5 mm. inférieure à la largeur de la1.ère traverse (fig. 19).
Ensamble de espiga y cajaSacar espigas es una operación defresado principal (contra el grano) quese realiza para obtener articulacionesentre espigas macho M (Fig.17) yespigas hembra F.
Efectuar esta operación con el carrodeslizante, montando el planocorrespondiente a espigar A (fig. 18).Después de haber posicionado laregla telescópica, regular laprotección G.Usar la apropiada envoltura paraensamblar C.Servirse de las perillas D y regularlas protecciones E y F para cubrir laherramienta lo máximo posible.
Bloquear siempre la pieza utilizandola prensa que se entrega con la
máquina.El espigado debe ser efectuado
exclusivamente con una velocidadde rotación del árbol de 3500/4000
rev/min.
Para un mejor montaje en la prensa,hacer lo siguiente:
– regular la profundidad de lasespigas macho 0,5 mm inferiores ala anchura del montante (fig. 19);
– regular la profundidad de lasespigas hembra 0,5 mm inferioresa la anchura del través (fig. 19).
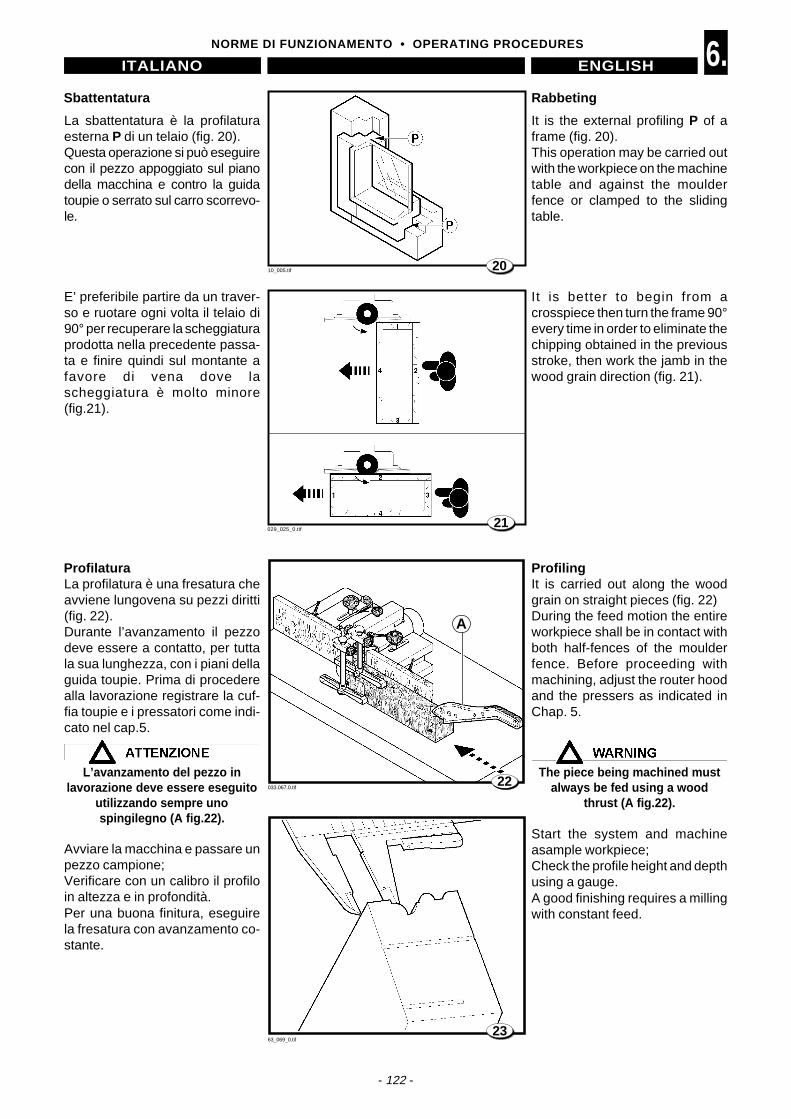
6.NORME DI FUNZIONAMENTO • OPERATING PROCEDURES
ENGLISHITALIANO
- 122 -
Sbattentatura
La sbattentatura è la profilaturaesterna P di un telaio (fig. 20).Questa operazione si può eseguirecon il pezzo appoggiato sul pianodella macchina e contro la guidatoupie o serrato sul carro scorrevo-le.
E’ preferibile partire da un traver-so e ruotare ogni volta il telaio di90° per recuperare la scheggiaturaprodotta nella precedente passa-ta e finire quindi sul montante afavore di vena dove lascheggiatura è molto minore(fig.21).
ProfilaturaLa profilatura è una fresatura cheavviene lungovena su pezzi diritti(fig. 22).Durante l’avanzamento il pezzodeve essere a contatto, per tuttala sua lunghezza, con i piani dellaguida toupie. Prima di procederealla lavorazione registrare la cuf-fia toupie e i pressatori come indi-cato nel cap.5.
L’avanzamento del pezzo inlavorazione deve essere eseguito
utilizzando sempre unospingilegno (A fig.22).
Avviare la macchina e passare unpezzo campione;Verificare con un calibro il profiloin altezza e in profondità.Per una buona finitura, eseguirela fresatura con avanzamento co-stante.
63_069_0.tif23
Rabbeting
It is the external profiling P of aframe (fig. 20).This operation may be carried outwith the workpiece on the machinetable and against the moulderfence or clamped to the slidingtable.
It is better to begin from acrosspiece then turn the frame 90°every time in order to eliminate thechipping obtained in the previousstroke, then work the jamb in thewood grain direction (fig. 21).
ProfilingIt is carried out along the woodgrain on straight pieces (fig. 22)During the feed motion the entireworkpiece shall be in contact withboth half-fences of the moulderfence. Before proceeding withmachining, adjust the router hoodand the pressers as indicated inChap. 5.
The piece being machined mustalways be fed using a wood
thrust (A fig.22).
Start the system and machineasample workpiece;Check the profile height and depthusing a gauge.A good finishing requires a millingwith constant feed.
10_005.tif 20
033.067.0.tif22
A
029_025_0.tif21

- 123 -
6.ESPAÑOLFRANÇAISDEUTSCH
BETRIEBSVORSCHRIFTEN • NORMES POUR LE FONCTIONNEMENTNORMAS DE FUNCIONAMIENTO
Umfälzen
Das ist das Außenprofilieren P einesRahmens (Abb. 20)Diese Bearbeitung kann mit demWerkstück auf dem Maschinentischund gegen den Fräsanschlagvorgenommen werden. DasWerkstück kann auf demSchiebetisch festgespannt werden.
Es ist ratsam aus einer Sprosse zubeginnen, dann jedesmal denRahmen um 90° drehen um dieSplitterung, die durch den vorherigenArbeitsgang erzeugt wurde, zubeseitigen. Die Bearbeitung auf demFensterstiel in der Richtung derHolzmaserung beenden (Abb. 21).
ProfilierenDiese Bearbeitung erfolgt in derRichtung der Holzmaserung aufgeraden Teilen (Abb. 22).Während des Vorschubs soll dieganze Werkstücklänge in Kontakt mitdem Fräsanschlag sein.Vor Beginn der Bearbeitung sind dieToupie-Haube und die Druckstückewie in Kap.5
Das zu bearbeitende Teil muß stetsunter Verwendung des
mitgelieferten Holzschiebers nachvorn geschoben werden (A Abb.22).
Die Maschine starten und einProbestück durchlaufen lassen;Mit einer Meßlehre die Höhe und dieTiefe des Profils überprüfen.Schiebestock immer verwenden.Das Fräsen mit konstantem Vorschubvornehmen.
Chantournement
Le chantournement est le profilageextérieur P d’un chassis (fig. 20).Cette opération peut être exécutéeavec la pièce sur la table de la machineet contre le guide toupie ou serrée surle chariot.
On recommande de commencer parune traverse, de tourner chaque fois lechassis 90° pour eliminer la brisureproduite pendant la passe précedenteet de finir sur le montant (fig. 21).
ProfilageLe profilage est un fraisage long de laveine du bois sur pièces droites(fig. 22).Pendant l’avance toute la pièce doit êtreen contact avec les 2 demi-guides de latoupie.Avant d’effectuer l’usinage régler laprotection toupie et les presseurscomme indiqué au chapitre 5.
Die Maschine starten und einEl avance de la pieza en
elaboración debe ser efectuadoutilizando siempre un elemento de
presión para madera (A fig.22).
Mettre en marche la machine et passerune pièce échantillon;Contrôler à l’aide d’une gauge lahauteur et la profondeur du profil.Utiliser toujours le poussoir.Exécuter le fraisage avec avance con-stante.
Perfiladura exterior
Es la perfiladura exterior P de unbastidor (fig. 20).La perfiladura exterior puedeefectuarse con una pieza apoyadasobre la mesa de la máquina y contrala guía tupí o bien sobre el carrodeslizante.
Se aconseja partir de un través y gi-rar cada vez el bastidor de 90° con elfin de recuperar el astillado que se haproducido en la pasada anterior yacabar sobre el montante en la vena,donde el astillado es menor (fig. 21).
PerfiladuraLa perfiladura es un fresado que seefectúa al costado de la vena sobrelas piezas derechas (fig. 22).Durante el avance, la pieza debe estaren contacto, por toda su longitud, conlas mesas de la guía tupí. Antes deproceder a la elaboración, calibrar laprotección tupí y las prensas comose indica en el cap. 5.
Poner en marcha la máquina yL’avancement de la pièce en
usinage doit toujours être effectuéen utilisant un pousse-bois
(A fig.22).
Poner en marcha la máquina y pasaruna pieza de muestra;Verificar con un calibre el perfil enaltura y en profundidad.Para un buen acabado, efectuar elfresado con avance constante.

6.NORME DI FUNZIONAMENTO • OPERATING PROCEDURES
ENGLISHITALIANO
- 124 -
Per fresature non passanti (H fig.24)e lavorazioni di pezzi corti, è indi-spensabile creare sulla guida in in-gresso e su quella in uscita, dellebattute antirigetto A e B (non in do-tazione).
Queste devono essere fissate conle viti C sulle guide D (fig. 25).
Per la lavorazione operare nel se-guente modo:– predisporre la macchina;– avviare l'albero toupie;– appoggiare il legno contro la bat-
tuta A e spingerlo contro la fresa;
– avanzare con il pezzo fino allabattuta B (fig. 26).
63_062_0.tif26
028_108_0.tif
C C AB
D
C
•
B
25
For dead milling cuts (H fig. 24)and the machining of short pieces,it is necessary to fit the stops Aand B (not supplied) onto the inputfence and the half–fence.
The stops must be fastenedontothe fences D by means of thescrews C (fig. 25).
To perform the machining,proceed as follows:– prepare the machine;– start the moulder shaft;– rest the wood piece against the
stops A and push it against themilling cutter ;
– move the piece forward to thestop B (fig. 26).
2463_061_0.tif
D

- 125 -
6.ESPAÑOLFRANÇAISDEUTSCH
BETRIEBSVORSCHRIFTEN • NORMES POUR LE FONCTIONNEMENTNORMAS DE FUNCIONAMIENTO
Für nicht durchgehendes Fräsen (HAbb. 24) und für die Bearbeitung vonkurzen Werkstücken müssen an derEinlauf - und Auslaufführung dieAbweisschutzanschläge A und B(nicht mitgeliefert) angebrachtwerden.
Diese Anschläge sind mit denSchrauben C an den Führungen D(Abb. 25) zu befestigen.
Bei der Bearbeitung ist wie folgtvorzugehen:– die Maschine vorbereiten;– die Holzfräse einschalten;– das Holzstück an den Anschlag A
legen und gegen die Fräse drücken;
– das Werkstück bis zum AnschlagB (Abb. 26) vorschieben.
Pour fraisages non débouchants (Hfig. 24) et usinage de pièces courtes, ilest indispensable de créer des butéesanti–rejet A et B soit sur le guide àl’entrée soit sur celui en sortie (nonfournies).
Celles–ci doivent être fixées par lesvis C sur les guides D (fig. 25).
Pour l’usinage, opérer de la façonsuivante:– préparer la machine;– démarrer l’arbre toupie;– appuyer le panneau contre les butées
A et le pousser contre la fraise;
– avancer la pièce jusqu’à la butée B(fig. 26).
Para fresados no pasantes (H fig. 24) yelaboraciones de piezas cortas, esindispensable preparar, sobre las guíasen entrada y en salida, algunos topesanti-rechazo A y B (no suministradosen el equipamiento de base).
Sujetar los topes con los tornillos Csobre las guías D (fig. 25).
Para el trabajo, obrar de la manerasiguiente:– preparar la máquina;– poner en funcionamiento el árbol
tupí;– apoyar la madera contra el tope A
y apretarla contra la fresa ;
– avanzar con la pieza hasta el topeB (fig. 26).
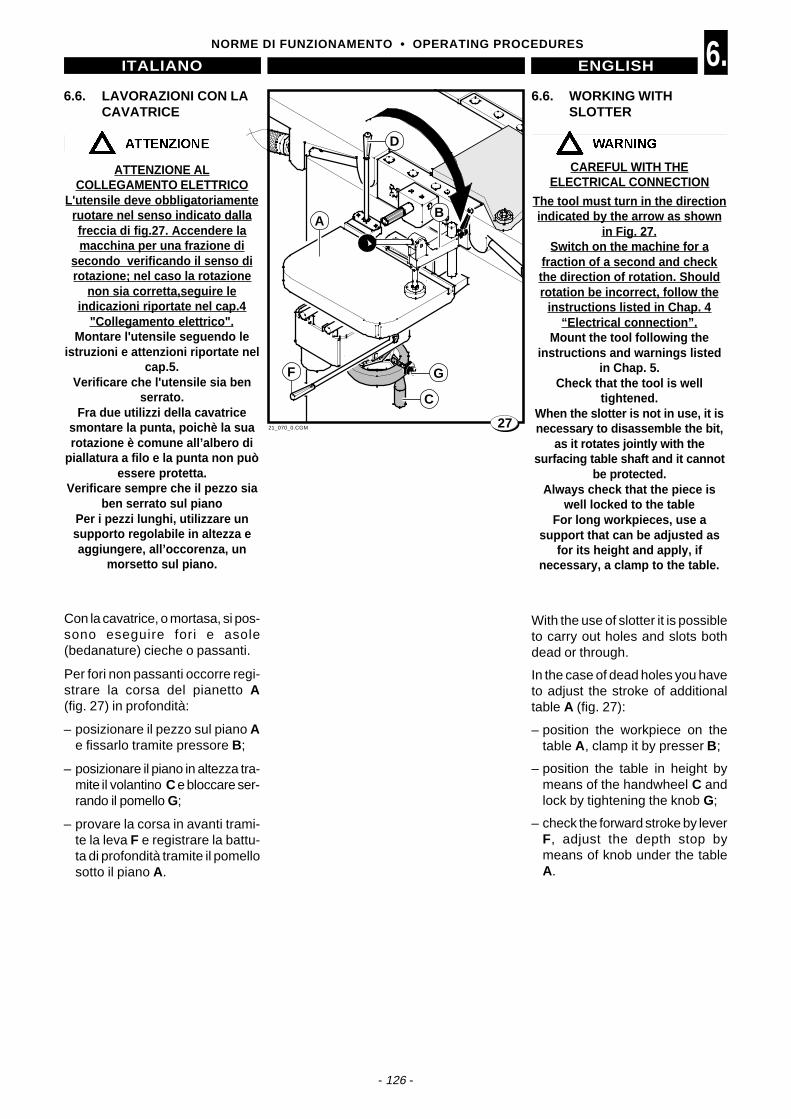
6.NORME DI FUNZIONAMENTO • OPERATING PROCEDURES
ENGLISHITALIANO
- 126 -
6.6. LAVORAZIONI CON LACAVATRICE
ATTENZIONE ALCOLLEGAMENTO ELETTRICO
L'utensile deve obbligatoriamenteruotare nel senso indicato dallafreccia di fig.27. Accendere lamacchina per una frazione di
secondo verificando il senso dirotazione; nel caso la rotazione
non sia corretta,seguire leindicazioni riportate nel cap.4
"Collegamento elettrico".Montare l'utensile seguendo le
istruzioni e attenzioni riportate nelcap.5.
Verificare che l'utensile sia benserrato.
Fra due utilizzi della cavatricesmontare la punta, poichè la suarotazione è comune all’albero di
piallatura a filo e la punta non puòessere protetta.
Verificare sempre che il pezzo siaben serrato sul piano
Per i pezzi lunghi, utilizzare unsupporto regolabile in altezza eaggiungere, all’occorenza, un
morsetto sul piano.
Con la cavatrice, o mortasa, si pos-sono eseguire fori e asole(bedanature) cieche o passanti.
Per fori non passanti occorre regi-strare la corsa del pianetto A(fig. 27) in profondità:
– posizionare il pezzo sul piano Ae fissarlo tramite pressore B;
– posizionare il piano in altezza tra-mite il volantino C e bloccare ser-rando il pomello G;
– provare la corsa in avanti trami-te la leva F e registrare la battu-ta di profondità tramite il pomellosotto il piano A.
6.6. WORKING WITHSLOTTER
CAREFUL WITH THEELECTRICAL CONNECTION
The tool must turn in the directionindicated by the arrow as shown
in Fig. 27.Switch on the machine for a
fraction of a second and checkthe direction of rotation. Shouldrotation be incorrect, follow the
instructions listed in Chap. 4“Electrical connection”.
Mount the tool following theinstructions and warnings listed
in Chap. 5.Check that the tool is well
tightened.When the slotter is not in use, it isnecessary to disassemble the bit,
as it rotates jointly with thesurfacing table shaft and it cannot
be protected.Always check that the piece is
well locked to the tableFor long workpieces, use a
support that can be adjusted asfor its height and apply, if
necessary, a clamp to the table.
With the use of slotter it is possibleto carry out holes and slots bothdead or through.
In the case of dead holes you haveto adjust the stroke of additionaltable A (fig. 27):
– position the workpiece on thetable A, clamp it by presser B;
– position the table in height bymeans of the handwheel C andlock by tightening the knob G;
– check the forward stroke by leverF, adjust the depth stop bymeans of knob under the tableA.
2721_070_0.CGM
A
G
C
F
B
D
- 127 -
6.ESPAÑOLFRANÇAISDEUTSCH
BETRIEBSVORSCHRIFTEN • NORMES POUR LE FONCTIONNEMENTNORMAS DE FUNCIONAMIENTO
6.6. TRAVAIL AVECLA MORTAISEUSE
ATTENTION AU BRANCHEMENTELECTRIQUE
L’outil doit obligatoirement tournerdans le sens indiqué par la flèche de la
fig. 27.Actionner la machine pendant unefraction de seconde en vérifiant le
sens de rotation: si la rotation n’estpas correcte, suivre les indications
figurant au chapitre 4 “Branchementélectrique”.
Monter l’outil en suivant lesinstructions et les consignes figurant
au chap. 5.Contrôler que l’outil est bien serré.
Entre deux utilisations de lamortaiseuse démonter la mèche, carsa rotation est comune à l'arbre de
dégauchisseuse et la mèche ne peutêtre protégée.
Vérifier toujours que la pièce soit bienbridée sur la table
Pour les pièces longues utiliser uneservante réglable en hauteur et ajouter
éventuellement un serre joint sur latable.
Avec la mortaiseuse on peut exécuterdes trous et mortaises debouchantesou borgnes.
Pour trous borgnes il faut régler lacourse de la table supplémentaire A(fig. 27 ) en profondeur:
– positionner la pièce sur la table A etla serrer par presseur B;
– Placer le plan en hauteur parl’intermédiaire du volant C et bloqueren serrant la poignée G;
– vérifier la course en avant par levierF, régler la butée de profondeur parpoignée sous la table A.
6.6. TRABAJOS CON LARANURADORA
CUIDADO CON LA CONEXIÓNELÉCTRICA
La herramienta tiene que girarobligatoriamente en sentido indicado
por la flecha de la figura 27.Encienda la máquina por una
fracción de segundo comprobandoel sentido de rotación: si la rotaciónno es correcta, siga las indicaciones
que encontrará en el capítulo 4“Conexión eléctrica”.
Montar la herramienta siguiendo lasinstrucciones y advertencias
indicadas en el cap. 5.Controlar que la herramienta se
encuentre bien ajustada.Entre dos ciclos de trabajo con la
mortajadora hace falta desmontar lapunta, ya que su rotación es comúnpara el árbol de acepilladura de eje
vertical y la punta no puede serprotegida.
Controlar siempre que la pieza esténbien apretada sobre el plano
Para las piezas largas, usar unsoporte regulable y añadir, cuando
necesario, una morsa sobre el plano.
Mediante la ranuradora o mortaja, esposible efectuar agujeros o ojalesciegos o pasantes.
Para los agujeros no pasantes hacefalta regular la carrera del plano A(fig. 27) en profundidad:
– colocar la pieza sobre la mesa A yfijarla mediante prensador B;
– regular la altura de la mesa me-diante el volante C y bloquearapretando el pomo G;
– intentar la carrera hacia adelantemediante la palanca F y ajustar eltope de profundidad a través delpomo bajo de la mesa A.
6.6. BEARBEITUNG MITLANGLOCHBOHRER
ACHTUNG BEIM ELEKTRISCHENANSCHLUSS
Das Werkzeug muss sich unbedingtin die von dem Pfeil auf Abb. 27angezeigte Richtung drehen. DieMaschine für den Bruchteil einer
Sekunde einschalten undüberprüfen, ob sie sich in die richtige
Richtung dreht; anderenfalls denAnweisungen von Kapitel 4
„Elektrischer Anschluss“ folgen.Das Werkzeug montieren und dabei den
in Kapitel 5 wiedergegebenenAnweisungen folgen.
Überprüfen, ob das Werkzeug gutfestgezogen ist.
Nach zweimaligem Benutzen derStoßmaschine Einsatz ausbauen, da
seine Drehung entsprechend demHobelwellenanstz vorgeht und die
Spitze nicht geschützt werden kann.Prüfen, ob das Stück immer gut
auf dem Tisch aufliegtFür lange Stücke höhenregulier-
bare Stützen und wenn nötig eineKlemme auf dem Tisch benutzen.
Zur Durchführung von blinden oderdurchgehenden Löchern undSchlitzenDurchführung von blinden Lö-chern.
Die Tiefe des Laufes desZusatztisches A (Abb. 27) einstellen:
– Werkstück auf den Tisch A durchSpannvorrichtung B festspannen;
– den Tisch mit dem Handrad C inder Höhe einstellen und durchAnziehen des Knaufes G sperren;
– Vorlauf durch Hebel F prüfen,Tiefenanschlag durch Kugelgriffunter dem Tisch A einstellen.

6.NORME DI FUNZIONAMENTO • OPERATING PROCEDURES
ENGLISHITALIANO
- 128 -
In the case of dead slots adjustthe stroke depth as already seenand the horizontal stroke of theadditional table:
– mark on the workpiece thearea where you want to carryout the slot (fig. 28);
– set the workpiece on the tableand clamp it with presser B;
– position the table in height bymeans of the handwheel C andlock by tightening the knob G;
– check horizontal stroke withlever D, adjust the stop by theknob under the table.
To carry out slots, it is necessaryto drill a row of holes, then,
moving the table by means of thelever (D), the inside of the slot is
thoroughly cleaned.
Per bedanature non passanti oc-corre registrare la corsa in profon-dità, come già visto, e la corsaorizzontale del pianetto:
– segnare a matita sul pezzo lazona della cava da eseguire(fig. 28);
– posizionare il pezzo sul piano efissarlo con pressore B;
– posizionare il piano in altezza tra-mite il volantino C e bloccare ser-rando il pomello G;
– provare la corsa orizzontale tra-mite leva D in funzione della cavada eseguire e registrare di con-seguenza la battuta laterale tra-mite il pomello sotto il piano.
Per le bedanatureoccorre eseguire una serie di fori
vicini, poi facendo traslare ilpiano tramite la leva (D), si
pulisce completamentel’interno della cava.
28011.048 Ed.0
2921_070_0.CGM
G
C
B
D

- 129 -
6.ESPAÑOLFRANÇAISDEUTSCH
BETRIEBSVORSCHRIFTEN • NORMES POUR LE FONCTIONNEMENTNORMAS DE FUNCIONAMIENTO
Durchführung von blinden Schlitzendie Tiefe des Laufes sowie denHorizontallauf des Zusatztischeseinstellen:
– den Bereich des durchzuführendenSchlitzes auf dem Werkstück mitBleistift markieren (Abb. 28);
– Werkstück auf dem Tisch durchSpannvorrichtung B festspannen;
– den Tisch mit dem Handrad C in derHöhe einstellen und durch Anziehendes Knaufes G sperren;
– Horizontallauf durch Hebel D prüfen,den Seitenanschlag durch denKugelgriff unter dem Tischeinstellen.
Für die Lochbeitelbearbeitungmüssen eine Reihe von
Bohrungslöchern in der Näheausgeführt werden, danach durch
Hebel (D) den Tisch versetzen und dieAushöhlung vervollständigen.
Para ojales no pasantes hace faltaajustar la carrera en profundidad,como ya explicado, y la carrerahorizontal del plano:
– marcar con un lápiz la zona la ranuraa efectuar sobre la pieza (fig. 28);
– colocar la pieza sobre la mesa yfijarla mediante prensador B;
– regular la altura de la mesa me-diante el volante C y bloquearapretando el pomo G;
– intentar la carrera horizontal me-diante palanca D según la ranura aefectuar y regular en consecuenciael tope lateral mediante el pomobajo la mesa.
Para los ojales hace falta efectuaruna serie de agujeros cercanos, y
luego limpiar completamente la parteinterior de la ranura dejando traslar
el plano mediante la palanca (D).
Pour mortaises debouchantes il fautrégler la profondeur de la course ainsique la course horizontale de la tablesupplémentaire:
– avec crayon marquer sur la pièce lazone ou on exécute la mortaise (fig.28);
– serrer la pièce sur la table parpresseur B;
– Placer le plan en hauteur parl’intermédiaire du volant C et bloqueren serrant la poignée G;
– vérifier la course horizontale parlevier D en fonction de la mortaise,régler la butée par la poignée sous latable.
Pour les mortaises il faut exécuter unesérie de trous , puis, en déplaçant latable à l’aide du levier (D), on nettoiecomplètement la mortaise au dedans.

7.ESIGENZE DI MANUTENZIONE • MAINTENANCE REQUIREMENTS
ENGLISHITALIANO
– 130 –
É obbligatorio prima di ogniintervento di manutenzione
mettere a O l'interruttoregenerale e scollegare la spina
dalla presa.
7.1. CINGHIE TRAPEZOIDALI -SOSTITUZIONE ETENSIONAMENTO
Verificare il grado di tensionamentodopo le prime 10 ore di funziona-mento della macchina.
Dei controlli periodici dovranno es-sere effettuati sulla cinghia alme-no ogni 6 mesi.
Non eccedere nel tensionamentodelle cinghie per non sovraccari-care i cuscinetti.
L’eccessivo tensionamento, pro-voca lo stiramento delle cinghie,surriscaldamento e la rapida di-struzione delle stesse.
Verificare almeno una volta almese il tempo di arresto dell'albe-ro pialla,della lama sega e dell'al-bero toupie con utensile e velocita'massima ammessa; se il tempo diarresto supera i 10 secondi inter-venire tensionando le cinghie osostituendole (vedi 7.1.1-7.1.2 e7.1.3).
A regolazione eseguita verificarenuovamente il tempo di arresto.
7.1.1 Cinghia di comando al-bero pialla (fig.1)
Aprire lo sportello toupie e proce-dere come descritto di seguito:
- Allentare i 4 dadi A di fissaggiodel supporto motore;
- Allentare la vite B di registrazio-ne e procedere alla sostituzionedella cinghia;
- Tensionare la cinghia avvitan-do la vite B.
A regolazione eseguita spingere ilmotore contro la battuta D e strin-gere i dadi A e il dado C.
Before starting any servicing,the main switch must be set toO and the plug disconnected
from socket.
7.1. V-BELT REPLACEMENTAND TIGHTENING
Check the belt tension after thefirst 10 hours of machine operation.
At least every 6 months,it isnecessary to perform a periodicalcheck on the belt.
Do not overstretch the belts not tooverload the bearings.
Overstretching may overheat anddestroy the belts.
At least once a month check thestopping times of the planerspindle, the saw blade and therouter spindle with tool andmaximum permitted speed; if thestopping time exceeds 10 secondstighten the belts or replace them(see 7.1.1 - 7.1.2 and 7.1.3).
After the adjustments have beenmade, again check the stoppingtime.
7.1.1 Cutterblock driving belt(fig.1)
Open the router door and proceedas described below:
– Loosen the 4 retaining nuts A ofthe motor support.
– Loosen the adjusting screw Band replace the belt.
– Tighten the belt screwing downthe screw B.
When the adjustment has beenmade, push the motor against thestop D and tighten the nuts A andthe nut C.
B C
A
D
22_016_0.CGM1

– 131 –
7.ESPAÑOLFRANÇAISDEUTSCH
WARTUNGSARBEITEN • NORMES POUR L'ENTRETIENEXIGENCIAS PARA EL MANTENIMIENTO
ESPAÑOL
Antes de efectuar cualquierregulación, es obligatorio ponerel interruptor general en pos. O y
desconectar el enchufe de latoma.
7.1. CORREAS TRAPEZOIDALES -SUSTITUCION Y TENSION(fig. 1)
Verificar el grado de tensión des-pués de las primeras 10 horas defuncionamiento de la máquina.
Cada 6 meses es necesariocontrolar periódicamente la correa.
No excederse en la tensión de lascintas para no sobrecargar los coji-netes.
La excesiva tensión provoca el esti-ramiento de las correas, el recalen-tamiento y la rápida destrucción delas mismas.
Comprobar por lo menos una vez almes el tiempo de parada del árbolcepillo, de la cuchilla de la sierra ydel árbol tupí con herramienta a lavelocidad máxima permitida; si eltiempo de parada supera los 10segundos intervenir tensando lascorreas o sustituyéndolas (véase7.1.1 - 7.1.2 y 7.1.3.).
Una vez efectuada la regulacióncomprobar de nuevo el tiempo deparada.
7.1.1 Correa de comando árbolcepillo (fig.1)
Abrir la puerta tupí y proceder comose describe a continuación:
- Aflojar las 4 tuercas A de fijacióndel soporte motor;
- Aflojar el tornillo B de ajuste ysustituir la correa;
- Tensar la correa enroscando eltornillo B.
Una vez efectuada la regulaciónempuje el motor contra el tope D yapriete las tuercas A y la tuerca C.
Il est obligatoire, avant de toutréglage, de mettre sur O
l’interrupteur général et dedébrancher la fiche de la prise.
7.1. COURROIES TRAPEZOIDA-LES - REMPLACEMENT ETMISE SOUS TENSION (fig. 1)
Contrôler la tension des courroiesaprès les dix premières heures defonctionnement de la machine.
Il faut vérifier la performance de lacourroie au moins tous les 6 mois.
La tension des courroies ne devrapas être excessive pour ne pas sur-charger les paliers.
Une tension excessive entraîne l’éti-rement des courroies, elles sesurchauffentet elles se détériorentrapidement.
Contrôler, au moins une fois parmois, le temps d’arrêt de l’arbrerabot, de la lame scie et de l’arbretoupie avec l’outil et la vitessemaximale admise. Si le temps d’arrêtdépasse les 10 secondes interveniren tendant les courroies ou en lesremplaçant (voir 7.1.1 - 7.1.2 et7.1.3).
Après le réglage contrôler denouveau le temps d’arrêt.
7.1.1 Courroie de commande del’arbre porte-fers (fig.1)
Ouvrir la porte toupie et procédercomme indiqué ci-après:– Desserrer les 4 écrous A de
fixation du support moteur.– Desserrer la vis B de réglage et
procéder au remplacement de lacourroie.
– Tendre la courroie en vissant lavis B.
Après avoir effectué le réglage,pousser le moteur contre la butée D etserrer les écrous A et l’écrou C.
Bevor man die Maschne einstellt,muß man den Hauptschalter aufO stellen und den Stecker von
der Steckdose abstecken.
7.1. KEILRIEMEN - AUSWECH-SELN UND SPANNEN(Abb. 1)
Die Riemenspannung nach den er-sten 10 Betriebsstunden überprüfen.
In regelmäßigen Zeitabständen vonhöchstens 6 Monaten sind dieRiemen zu überprüfen.
Die Riemen nicht übermäßig span-nen, so daß die Lager nicht zu starkbeansprucht werden.
Das übermäßige Spannen führt zumDehnen der Riemen, zur Überhitzungund zum raschen Verschleiß.
Zumindest einmal im Monat dieAnhaltezeit der Hobelwelle, desSägeblatts und der Fräswelle mitWerkzeug und max. zulässigerGeschwindigkeit kontrollieren fallsdiese Zeit 10 Sekundenüberschreitet die Riemen spannenoder ersetzen (siehe 7.1.1 - 7.1.2und 7.1.3);
Nach der Durchführung derEinstellung die Anhaltezeit erneutüberprüfen.
7.1.1 Steuerriemen für dieHobelwelle (Abb.1)
Die Klappe der Oberfräse öffnen undwie folgt vorgehen:
– Die 4 Befestigungsmuttern A derHalterung des Motors lösen.
– Die Registerschraube B lösen undden Riemen ersetzen.
– Den Riemen durch Anziehen derSchraube B spannen.
Nach der Einstellung den Motorgegen den Anschlag D drücken unddie Muttern A sowie die Mutter Cfestziehen.

7.ESIGENZE DI MANUTENZIONE • MAINTENANCE REQUIREMENTS
ENGLISHITALIANO
– 132 –
7.1.2 Cinghie trasmissionesega e incisore (fig.2)
– Smontare la lama sega come in-dicato nel cap.5.
– Smontare il carter frontale.– Smontare il convogliatrucioli E
svitando le tre viti F.– Abbassare completamente il
gruppo sega e inclinarlo a 45°.– Allentare i 4 dadi A di fissaggio
del supporto motore;– Allentare la vite B di registrazio-
ne e procedere alla sostituzionedella cinghia;
– Tensionare la cinghia avvitandola vite B.
Stringere i dadi A e il dado C aregolazione eseguita.Per cambiare la cinghiadell'incisore premere contro la staf-fa G e procedere al cambio.Il giusto tensionamento della cin-ghia dell'incisore è assicurato dal-la molla H fig.2 e non necessità dialcuna registrazione.
7.1.3 Cinghia di comando al-bero toupie (fig.3)
Aprire lo sportello toupie e proce-dere come descritto di seguito:Allentare la maniglia C e agire sulmotore per tensionare la cinghia.Stringere la maniglia a regolazioneeseguita.Per sostituire la cinghia fare riferi-mento alle istruzioni riportate nelpar. 5.7.
7.2. VERIFICA DISPOSITIVIDI SICUREZZA
La sicurezza della macchina è con-seguenza diretta dello stato di effi-cienza dei dispositivi di sicurezzautilizzati.Controllare ogni 2 settimane idispositivi seguenti :- verificare che i micro di sicurez-
za descritti nel cap. 2 funzioninocorrettamente (Versione USA eCANADA).
- verificare che premendo il pul-sante di emergenza (vedi cap.6)i motori si arrestino.
- accertarsi del buono stato delleprotezioni sega,toupie e pialla(vedi cap.6) verificando che fun-zionino correttamente e che as-sicurino una protezione efficace.
7.1.2 Saw and engraverdriving belts (Fig. 2)
– Remove the saw blade as shownin chap. 5
– Disassemble the front guard.– Remove chip conveyor E, by
unloosening the three screws F.– Completely lower the saw
assembly and incline it at 45°.– Loosen the 4 retaining nuts A of
the motor support.– Loosen the adjusting screw B
and replace the belt.– Tighten the belt screwing down
the screw B.Tighten the nuts A and the nut Cwhen the adjustment has beenmade.To change the scorer belts, pressagainst bracket G and go aheadand change.Correct scorer belt tensioning isensured by spring H fig. 2 andrequires no adjustment.
7.1.3 Moulder shaft drivingbelt (fig.3)
Open the router door and proceedas described below:Unloose handle C and act on themotor to stretch the belt. Tightenthe handle at completion of theadjustment.To replace the belt refer to theinstructions in Par. 5.7.
7.2. CHECKING THE SAFETYDEVICES
The safety of the machine is adirect consequence of the state ofefficiency of the safety devicesused.Every 2 weeks check the followingdevices:- Check that the safety
microswitches described inChap. 2 function properly (U.S.A.and CANADA version).
- Check that the motors stop whenthe emergency buttons ispressed (see Chap. 6).
- Check the good state of the saw,router and planer guards (seeChap. 6), checking that theyfunction properly and that theyassure efficient protection.
C
21_053_0.cgm
E
G H
F
B A
021_025_0.cgm
C
2
3

– 133 –
7.ESPAÑOLFRANÇAISDEUTSCH
WARTUNGSARBEITEN • NORMES POUR L'ENTRETIENEXIGENCIAS PARA EL MANTENIMIENTO
ESPAÑOL
7.1.2 Correas de transmisiónsierra y tallador (fig. 2)
– Desmontar la hoja sierra de lamanera ilustrada en el cap. 5.
– Desmontar el cárter frontal.– Desmontar el transportador de
virutas E destornillando los trestornillos F.
– Bajar completamente el grupo sierrae inclinarlo a 45°.
– Aflojar las 4 tuercas A de fijacióndel soporte motor;
– Aflojar el tornillo B de ajuste ysustituir la correa;
– Tensar la correa enroscando eltornillo B.
Apretar las tuercas A y la tuerca Cuna vez efectuada la regulación.Para cambiar la correa del entalladorejercer fuerza contra el soporte G yefectuar el cambio.El justo nivel de tensión de la correadel entallador es garantizado por elresorte H (fig. 2) y no requiere ningunaregulación.
7.1.3 Correa de comando árboltupí (fig.3)
Abrir la puerta tupí y proceder comose describe a continuación:Aflojar la manija C y regular el motorpara tensar la correa. Apretar lamanija después de efectuar la regu-lación.Para sustituir la correa tomar comoreferencia las instrucciones del parr.5.7.
7.2 COMPROBACIONDISPOSITIVOS DESEGURIDAD
La seguridad de la máquina es unaconsecuencia directa del estado deeficacia de los dispositivos deseguridad utilizados.Controlar cada dos semanas lossiguientes dispositivos:- comprobar que los microinterruptores
de seguridad descritos en el cap. 2funcionen correctamente (versiónU.S.A. y CANADA).
- comprobar que al pulsar el botónde emergencia (véase cap. 6) separen los motores.
- asegurarse del buen estado de lasprotecciones de la sierra, tupí ycepillo (véase cap. 6)comprobando que funcionencorrectamente y que aseguren unaprotección eficaz.
7.1.2 Courroies de transmissionscie et ciseleur (fig. 2)
– Démonter la lame scie commeindiqué au chapiter 5.
– Démonter le carter frontal.– Démonter le capot d’évacuation
de coupeaux E, en dévissant lestrois vis F.
– Descendre complètement legroupe scie, puis l’incliner à 45°.
– Desserrer les 4 écrous A defixation du support moteur.
– Desserrer la vis B de réglage etprocéder au remplacement de lacourroie:
– Tendre la courroie en vissant lavis B.
Après le réglage serrer les écrous Aet l’écrou C.Pour changer la courroie del’inciseur, appuyer sur l’étrier G eteffectuer le changement.La tension exacte de la courroie del’inciseur est assurée par le ressort Hfig.2 et n’a besoin d’aucun réglage.
7.1.3 Courroie de commande del’arbre de la toupie (fig.3)
Ouvrir la porte toupie et procédercomme indiqué ci-après:Desserrer la poignée C et agir sur ledu moteur pour tendre la courroie.Serrer la poignée une fois que leréglage a été effectué.Pour remplacer la courroie voir lesinstructions figurant au paragraphe5.7.
7.2. VERIFICATION DESDISPOSITIFS DESECURITE
La sécurité de la machine dépenddirectement du bon fonctionnementdes dispositifs de sécurité utilisés.Contrôler toutes les 2 semaines lesdispositifs suivants:- vérifier que les microcontacts de
sécurité décrits au chap. 2fonctionnent correctement(version U.S.A. et CANADA) ;
- vérifier qu’en appuyant sur lebouton d’urgence (voir chap. 6)les moteurs s’arrêtent;
- s’assurer du bon état desprotections de la scie, de la toupieet du rabot (voir chap. 6) encontrôlant qu’elles fonctionnentcorrectement et assurent uneprotection efficace.
7.1.2 Antriebsriemen Säge undVorritzer (Abb. 2)
– Das Sägeblatt gemäß Anleitung desKap.5 demontieren.
– Die vordere Schutzverkleidungabbauen.
– Den Späneförderer E abmontieren,indem die drei Schrauben Faufgeschraubt werden.
– Das Sägeaggregat vollständigabsenken und auf 45° neigen.
– Die 4 Befestigungsmuttern A derHalterung des Motors lösen.
– Die Registerschraube B lösen undden Riemen ersetzen.
– Den Riemen durch Anziehen derSchraube B spannen.
Die Muttern A und die Mutter C nachder Einstellung anziehen.Zum Wechsel des Vorritzer-riemensauf den Bügel G drücken und dannden Riemen austauschen.Der Vorritzerriemen bleibt durch dieFeder H Abb. 2 stets regelrechtgespannt und braucht daher nichtnachgespannt zu werden.
7.1.3 Steuerriemen für dieHolzfräswelle (Abb.3)
Die Klappe der Oberfräse öffnen undwie folgt vorgehen:Den Griff C lösen und den Motorverstellen, um den Riemen zu span-nen. Nach erfolgter Einstellung denGriff anziehen.Bei Ersetzen des Riemens auf die inAbschnitt 5.7 wiedergegebenenInformationen Bezug nehmen.
7.2. ÜBERPRÜFUNG DERSICHERHEITS-VORRICH-TUNGEN
Die Sicherheit der Maschine ist indirekter Weise von der Funktions-tauglichkeit der verwendetenSicherheitsvorrichtungen abhängig.Alle zwei Wochen die folgendenVorrichtungen kontrollieren:- überprüfen, ob die in Kapitel 2
beschriebenen Sicherheits-mikroschalter richtig funktionieren(USA und CANADA-Version).
- Überprüfen, ob die Motoren beimDrücken der Notaustaste anhalten(siehe Kapitel 6).
- Einen einwandfreien Zustand derSchutzvorrichtungen von Säge,Oberwelle und Hobel sicherstellen(siehe Kapitel 6), indem überprüft wird,ob sie ordnungsgemäß funktionierenund einen effizienten Schutzdarstellen.
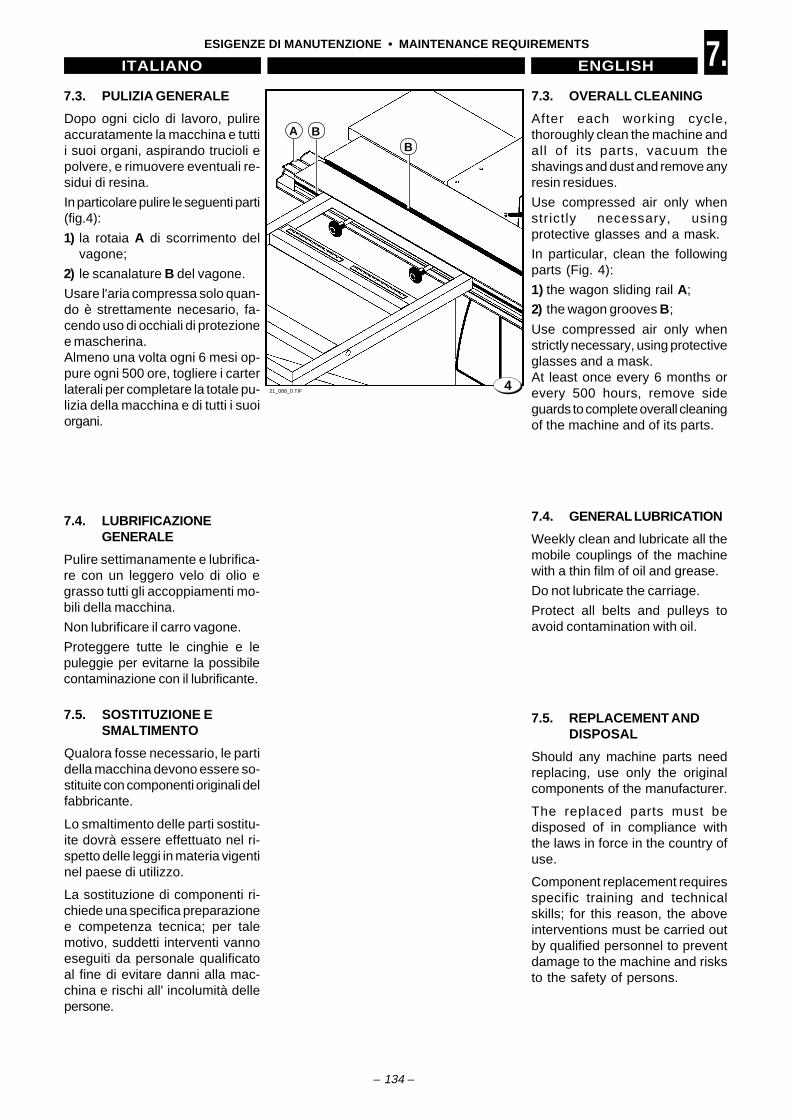
7.ESIGENZE DI MANUTENZIONE • MAINTENANCE REQUIREMENTS
ENGLISHITALIANO
– 134 –
7.3. OVERALL CLEANING
After each working cycle,thoroughly clean the machine andall of its parts, vacuum theshavings and dust and remove anyresin residues.
Use compressed air only whenstrictly necessary, usingprotective glasses and a mask.
In particular, clean the followingparts (Fig. 4):
1) the wagon sliding rail A;
2) the wagon grooves B;
Use compressed air only whenstrictly necessary, using protectiveglasses and a mask.At least once every 6 months orevery 500 hours, remove sideguards to complete overall cleaningof the machine and of its parts.
7.4. GENERAL LUBRICATION
Weekly clean and lubricate all themobile couplings of the machinewith a thin film of oil and grease.
Do not lubricate the carriage.
Protect all belts and pulleys toavoid contamination with oil.
7.5. REPLACEMENT ANDDISPOSAL
Should any machine parts needreplacing, use only the originalcomponents of the manufacturer.
The replaced parts must bedisposed of in compliance withthe laws in force in the country ofuse.
Component replacement requiresspecific training and technicalskills; for this reason, the aboveinterventions must be carried outby qualified personnel to preventdamage to the machine and risksto the safety of persons.
7.3. PULIZIA GENERALE
Dopo ogni ciclo di lavoro, pulireaccuratamente la macchina e tuttii suoi organi, aspirando trucioli epolvere, e rimuovere eventuali re-sidui di resina.
In particolare pulire le seguenti parti(fig.4):
1) la rotaia A di scorrimento delvagone;
2) le scanalature B del vagone.
Usare l'aria compressa solo quan-do è strettamente necesario, fa-cendo uso di occhiali di protezionee mascherina.Almeno una volta ogni 6 mesi op-pure ogni 500 ore, togliere i carterlaterali per completare la totale pu-lizia della macchina e di tutti i suoiorgani.
7.4. LUBRIFICAZIONEGENERALE
Pulire settimanamente e lubrifica-re con un leggero velo di olio egrasso tutti gli accoppiamenti mo-bili della macchina.
Non lubrificare il carro vagone.
Proteggere tutte le cinghie e lepuleggie per evitarne la possibilecontaminazione con il lubrificante.
7.5. SOSTITUZIONE ESMALTIMENTO
Qualora fosse necessario, le partidella macchina devono essere so-stituite con componenti originali delfabbricante.
Lo smaltimento delle parti sostitu-ite dovrà essere effettuato nel ri-spetto delle leggi in materia vigentinel paese di utilizzo.
La sostituzione di componenti ri-chiede una specifica preparazionee competenza tecnica; per talemotivo, suddetti interventi vannoeseguiti da personale qualificatoal fine di evitare danni alla mac-china e rischi all' incolumità dellepersone.
21_088_0.TIF 4
AB
B

– 135 –
7.ESPAÑOLFRANÇAISDEUTSCH
WARTUNGSARBEITEN • NORMES POUR L'ENTRETIENEXIGENCIAS PARA EL MANTENIMIENTO
ESPAÑOL
7.3. LIMPIEZA GENERAL
Tras cada ciclo de trabajo, limpiarbien la máquina y todas sus partes,aspirando las virutas y el polvo yeliminando también los eventualesresiduos de resina.
Usar aire comprimido sólo cuandosea verdaderamente necesario,utilizando gafas de protección ymascarilla.
En especial, limpiar las siguientespartes (fig. 4):
1) El carril A de deslizamiento delvagón.
2) Las ranuras B del vagón.
Usar aire comprimido sólo cuandosea verdaderamente necesario,utilizando gafas de protección ymascarilla.Al menos una vez cada 6 meses, ocada 500 horas, quitar los cártereslaterales para completar la limpiezatotal de la máquina y de todos susórganos.
7.4. LUBRICACION GENERAL
Limpiar semanalmente todos losacoplamientos móviles de la máqui-na y lubricarlos con una fina pelícu-la de aceite y grasa.
No lubrificar el carro vagón.
Proteger todas las correas y las po-leas para evitar una posible conta-minación con el lubricante.
7.5. SUSTITUCION YELIMINACION
Si fuera necesario sustituir las par-tes de la máquina, deben utilizarselos repuestos originales del fabri-cante.
La eliminación de las piezassustituidas debe ser efectuada con-forme a las leyes vigentes en mate-ria en el país de uso.
La sustitución de componentesrequiere preparación y competenciatécnica específicas; es por ello quedichas operaciones deben serrealizados por personal cualificado,con el fin de evitar daños a lamáquina y riesgos para laspersonas.
7.3. NETTOYAGE GENERAL
Après chaque cycle d’usinage,nettoyer minutieusement la machineet tous ses organes, en aspirant lescopeaux, la poussière et en éliminantles éventuels résidus de résine.N’utiliser de l’air comprimé quelorsque c’est strictement nécessaireet en portant des lunettes deprotection et un masque.En particulier, nettoyer les partiessuivantes (fig.4):1) le rail A de coulissement du cha-
riot;2) les cannelures B du chariot;N’utiliser de l’air comprimé quelorsque c’est strictement nécessaireet en portant des lunettes deprotection et un masque.Au moins une fois tous les 6 moisou toutes les 500 heures enlever lescarters latéraux pour effectuer unnettoyage complet de la machine etde tous ses organes.
7.4. GRAISSAGE GENERAL
Nettoyer chaque semaine et lubrifieravec un léger film d’huile et degraisse tous les accouplementsmobiles de la machine.
Ne pas lubrifier le chariot-wagon.
Protéger toutes les courroies et lespoulies pour ne pas les salir avec lelubrifiant.
7.5. REMPLACEMENT ETDESTRUCTION
Si nécessaire, remplacer les piècesde la machine par des composantsd’origine du fabricant.
La destruction des composantsremplacés doit être effectuéeconformément aux normes envigueur en la matière dans le paysd’utilisation de la machine.
Le remplacement des composantsexige une préparation spécifique etune compétence technique. C’estpour cela que ces interventionsdoivent être effectuées par unpersonnel qualifié, afin d’éviter desdétériorations à la machine et desrisques de blessures pour lespersonnes.
7.3. GENERALREINIGUNG
Nach jedem Arbeitszyklus ist dieMaschine samt allerMaschinenorgane sorgfältig zureinigen, wobei Späne und Staubabzusaugen und eventuelleHarzreste zu entfernen sind.
Druckluft nur benutzen, wenn esunbedingt erforderlich ist und dabeiSchutzbrille und –maske tragen.
Insbesondere sind folgende Teilezu reinigen (Abb.4):
1) Waggongleitschiene A;
2) Waggonrillen B;
Druckluft nur benutzen, wenn esunbedingt erforderlich ist und dabeiSchutzbrille und –maske tragen.Mindestens alle 6 Monate oder alle500 Stunden die seitlichen Verkleidun-gen entfernen, um die Reinigung derMaschine und der Maschinenteile zuvervollständigen.
7.4. GENERALSCHMIERUNG
Alle beweglichen Kupplungsteile derMaschine sind wöchentlich zu reini-gen und mit einer leichten Öl- undFettschicht zu schmieren.
Den Besäumwagen nicht schmieren.
Alle Riemen und Riemenscheibenschützen, um die mögliche Ver-schmutzung mit Schmieröl zuvermeiden.
7.5. ERSETZUNG UNDENTSORGUNG
Falls erforderlich sind dieMaschinenteile durchOriginalersatzteile des Herstellerszu ersetzen.
Die Entsorgung der ersetzten Bau-teile muss unter Beachtung der gel-tenden diesbezüglichen Gesetzedes Benutzungslands erfolgen.
Das Auswechseln der Komponen-ten erfordert eine spezielle Vorbe-reitung und technischenSachverstand; aus diesem Grundwerden diese Eingriffe von qualifi-ziertem Fachpersonal vorgenom-men, um Beschädigungen derMaschine sowie Gefahren für die Un-versehrtheit der Personen zu vermei-den.

8.GUIDA ALLA RICERCA DEI GUASTI • TROUBLE - SHOOTING GUIDE
ENGLISHITALIANO
- 136 -
8.1. EVENTUALI INCONVE-NIENTI, CAUSE, RIMEDI
Per qualsiasi informazione o pro-blema contattare il concessiona-rio di zona o il nostro centroassistenza (vedi recapito telefoni-co pag.3).
Gli interventi da eseguire devonoessere effettuati da personale
tecnico specializzato.Prima di accedere all'interno del
quadro elettrico, mettere a zero Ol'interruttore generale posto a
monte della macchina, e chiuderlocon l'aiuto di un lucchetto.
Inconveniente
ALL'ACCENSIONE LAMACCHINA NON PARTE O SI
FERMA DURANTE LALAVORAZIONE
Causa
1 - Mancanza di energia elettricasu una o più fasi.
2 - Emergenza inserita.
3 - Termico di protezione A (fig. 2)inserito a causa di:- un eccessivo assorbimento di
corrente dovuto ad un uso im-proprio della macchina (lavo-ro troppo pesante in rapportoalla potenza del motore).
- sezione del cavo insufficientein rapporto alla potenza delmotore (vedi riferimenti colle-gamento elettrico cap.4)
- caduta di tensione dovuta allaeccessiva lunghezza del cavodi alimentazione.
- parte elettrica in corto circuito
4 - Micro di sicurezza inserito (Ver-sione USA e CANADA).
8.1. TROUBLES - CAUSES -WHAT TO DO
For any information or problemcontact your area dealer or ourtechnical service centre (see tel-ephone number on Page 3).
The necessary interventions mustbe carried out by specialised
technical personnel.Before accessing the electric
panel, set the main switch at thetop of the machine to O and lock
it with a padlock.
Trouble
THE MACHINE DOES NOTSTART WHEN IT IS TURNED
ON OR STOPS DURING AMACHINING CYCLE
Cause
1 - Lack of line voltage.
2 - Emergency on
3 - Overload switch A (fig. 2) trig-gered because:- excessive current absorption
caused by improper machineuse (work too heavy in rela-tion to motor power).
- cable too small for motorpower (see electrical connec-tion specifications chap.4)
- drop in voltage due to exces-sive length of power supplycable.
- short circuit in the electric sys-tem.
4 - Safety microswitch on (U.S.A.and CANADA version).
21_015_1.tif
A
2
L1
L2
L3
025_008_0 / 026_036_0 .tif1
L1
L2
L3
N
USA - CANADA

- 137 -
8.ESPAÑOLFRANÇAISDEUTSCH
STÖRUNGSSUCHE • GUIDE POUR LA RECHERCHE DES ANOMALIESGUIA PARA BUSCAR LAS AVERIAS
8.1. STÖRUNGEN - URSACHEN -BESEITIGUNGEN
Für jede Information oder bei Auftre-ten irgendeines Problems setzen Siesich bitte mit dem Konzessionär odermit dem Kundendienstzentrum inVerbindung (Telefonnummer sieheSeite 3).
Die durchzuführenden Eingriffe müs-sen von spezialisierten Technikern
vorgenommen werden.Vor dem Öffnen des Schaltkastensist der der Maschine vorgeschalteteHauptschalter auf O (null) zu stellenund mittels eines Vorhängeschlos-
ses abzuschließen.
Störung
BEIM EINSCHALTEN STARTETDIE MASCHINE NICHT ODER SIEHÄLT WÄHREND DER BEARBEI-
TUNG AN
Ursache
1 - Mangel von Netzspannung.2 - Notaus eingeschaltet.3 - Wärmeschutzschalter A (Abb 2)
hat sich eingeschaltet wegen:- einer zu hohen Stromaufnahme
aufgrund einer unvorhergesehe-nen Anwendung der Maschine(zu schwere Arbeit im Verhältniszur Stärke des Motors)
- Kabelquerschnitt ungenügendim Verhältnis zur Stärke desMotors (siehe Bezugspunkte derelektrischen Anschlüsse Kap. 4).
- Spannungsabfall aufgrund einerzu großen Länge desVersorgungskabels.
- der elektrische Teil hat einenKurzschluss.
4 - Sicherheitsmikroschalter einge-schaltet (USA und CANADA-Ver-sion).
8.1. DEFAUTS, CAUSE,REMEDES
Pour toute information ou problème, con-tacter le concessionnaire de zone ounotre service après-vente (voir coordon-nées téléphonique page 3).
Les interventions à exécuter doiventêtre effectuées par un personnel tech-
nique spécialiséAvant d’accéder à l’intérieur de l’ar-
moire électrique, mettre à zéro O l’in-terrupteur général situé en amont de la
machine, et la verrouiller.
Defaut
LA MACHINE NE SE MET PAS ENMARCHE OU S'ARRETE PENDANT
L'USINAGE
Cause
1 - Manque de tension d’alimentation.2 - Poussoir d’urgence activé.3 - Thermique de protection A (fig. 2)
enclenché à cause de :- une absorption excessive de cou-
rant due à un usage impropre de lamachine (usinage trop lourd parrapport à la puissance du moteur).
- section du câble insuffisante parrapport à la puissance du moteur(voir informations branchementélectrique Ch 4)
- chute de tension due à la longueurexcessive du câble d’alimentation.
- partie électrique en court-circuit.4 - Microcontact de sécurité enclenché
(version U.S.A. et CANADA)
8.1. POSIBLES INCONVENIENTES,CAUSAS, REMEDIOS
Para cualquier tipo de información oproblema contacte con su distribui-dor en la zona o su centro de serviciotécnico (ver número de teléfono en laPágina 3).
Las operaciones a realizar deben serefectuadas por personal técnico es-
pecializado.Antes de acceder al interior del cua-dro eléctrico, llevar el interruptor ge-neral situado al inicio de la máquinaa la posición O y trabarlo con canda-
do.
Inconveniente
EN EL ENCENDIDO LA MAQUINANO ARRANCA
O SE PARA DURANTE EL TRA-BAJO
Causa
1 - Falta de tensión de alimentación.
2 - Emergencia activada.
3 - Térmico de protección A (fig. 2)activado por causa de:
- una excesiva absorción de co-rriente debido a un uso impropiode la máquina (trabajo demasia-do pesado con respecto a la po-tencia del motor).
- sección del cable insuficiente conrespecto a la potencia del motor(véanse las referencias conexióneléctrica cap.4)
- caída de tensión debida a la ex-cesiva longitud del cable de ali-mentación.
- parte eléctrica en cortocircuito.
4 - Microinterruptor de seguridad co-nectado (versión U.S.A. yCANADA).

8.GUIDA ALLA RICERCA DEI GUASTI • TROUBLE - SHOOTING GUIDE
ENGLISHITALIANO
- 138 -
028.069.0.tif
A
B
B
A
3
Rimedi
1 - Verificare con un tester che cisia tensione sulle tre fasi L (fig.1).
2 - Disinserire il pulsante d'emer-genza ruotandolo in senso ora-rio.
3 - Risolvere la causa, attendereche la termica si raffreddi eriavviare la macchina.
4 - Verificare il correttoposizionamento delle piane filo,cuffia lanciatruccioli, sportelloprotezione accesso lame esportello toupie come indicatonel cap.2.
Inconveniente
IL MOTORE GIRA MAL'UTENSILE SI FERMA
QUANDO È A CONTATTOCON IL PEZZO DA LAVORARE
Causa1 - La cinghia del motore si è al-
lentata o è rovinata.
Rimedi1 - Tensionare la cinghia o cam-
biarla seguendo le istruzioni delcap.7.
Inconveniente
LA RIGA TELESCOPICA NONSI POSIZIONA
CORRETTAMENTE A 90°.
Causa1 - Le battute nel telaio non sono
regolate.
Rimedi1 - Togliere i due tappi A e agire
sulle viti B di registrazione(fig. 3).
What to do
1 - With a tester check that thereis power on the three phases L(Fig. 1)
2 - Disconnect the emergency but-ton, by turning it clockwise.
3 -Put the problem right, wait forthe overload switch to cooldown and start the machine upagain.
4 - Wait for the thermal cutout tocool down and start the ma-chine.
Trouble
THE MOTOR TURNS BUT THETOOL STOPS WHEN IT
COMES INTO CONTACTWITH THE PIECE TO MA-
CHINE
Cause1 - The motor belt is loose or ru-
ined.
What to do1 - Tighten the belt or change it
following the instructions inChap. 7.
Trouble
THE TELESCOPIC RULERDOES NOT POSITION COR-
RECTLY AT 90°
Cause1 - The end-stops in the frame are
not adjusted.
What to do1 - Remove the two caps A and
turn the adjusting screws B(Fig. 3).

- 139 -
8.ESPAÑOLFRANÇAISDEUTSCH
STÖRUNGSSUCHE • GUIDE POUR LA RECHERCHE DES ANOMALIESGUIA PARA BUSCAR LAS AVERIAS
Behebung
1 - Prüfen, ob alle 3 Phasen L unterSpannung sind (Abb. 1).
2 - Notaus-Taste durch Drehen in denUhrzeigersinn freigeben.
3 - Die Ursache beheben, abwarten,bis alles abkühlt und die Maschi-ne neu starten.
4 - Korrekte Position der Anschlag-flächen, Spanauswurfhaube,Sägeblattzugangsschutzklappeund Toupieklappe wie in Kap. 2angegeben kontrollieren.
Störung
DER MOTOR LÄUFT, ABER DASWERKZEUG BLEIBT STEHEN,
WENN ES MIT DEM ZUBEARBEITENDEN WERKSTÜCK
IN KONTAKT KOMMT
Ursache1 - Der Riemen des Motors ist locker
oder abgenutzt.
Behebung
1 - Den Riemen spannen oder unterBefolgung der Anweisungen vonAbschnitt 7 auswechseln.
Störung
DAS TELESKOPLINEAL POSI-TIONIERT SICH NICHT RICHTIG
AUF 90°
Ursache1 - Die Anschläge des Rahmens sind
nicht eingestellt.
Behebung1 - Die beiden Stopfen A entfernen
und die Einstellschrauben B ein-stellen (Abb. 3).
Remedes
1 - Contrôler, avec un testeur, que latension se trouve bien sur les troisphases L (fig. 1).
2 - Désactiver le poussoir d’urgence enle tournant dans le sens horaire.
3 - Résoudre le problème, attendre quele thermique refroidisse et relancerla machine.
4 - Contrôler le positionnement exactdes tables d’épaisseur, de la pro-tection contre les copeaux, de laporte de protection d’accès aux la-mes et de la porte toupie commeindiqué au chap.2.
Defaut
LE MOTEUR TOURNE MAISL’OUTIL S’ARRETE LORSQU’IL
EST EN CONTACT AVECLA PIECE A USINER
Cause1 - La courroie du moteur s’est déten-
due ou est abîmée.
Remedes
1 - Tendre la courroie ou la remplacer ensuivant les instructions fournies au chap.7.
Defaut
LA REGLE TELESCOPIQUE NE SEPLACE PAS CORRECTEMENT
SUR 90°
Cause1 - Les taquets de butée dans le bâti ne
sont pas réglés.
Remedes1 - Enlever les deux bouchons A et agir
sur les vis B de réglage (fig. 3).
Remedios
1 - Mediante un comprobador contro-lar la presencia de tensión sobre lastres fases L (fig.1).
2 - Desactivar el pulsador de emergen-cia girándolo en el sentido de lasagujas del reloj.
3 - Solucionar la causa, esperar aque la térmica se enfríe y volver aarrancar la máquina.
4 - Controlar la correcta ubicación delas viguetas al ras, de la envolturalanzadora de virutas, del postigode protección acceso hojas y delpostigo del tupí, como se indicaen el Cap.2.
Inconveniente
EL MOTOR GIRA PERO LA HE-RRAMIENTA SE DETIENE CUAN-DO ENTRA EN CONTACTO CON
LA PIEZA A ELABORAR
Causa1 - La correa del motor está floja o
deteriorada.
Remedio
1 - Tensar la correa o cambiarla si-guiendo las instrucciones del pun-to 7.
Inconveniente
LA REGLA TELESCOPICA NOSE UBICA CORRECTAMENTE A
90°
Causa1 - Los topes del bastidor no han sido
regulados.
Remedio1 - Quitar las dos tapas A y regular
los tornillos de ajuste B (fig. 3).

8.GUIDA ALLA RICERCA DEI GUASTI • TROUBLE - SHOOTING GUIDE
ENGLISHITALIANO
- 140 -
Inconveniente
LA LAMA INCISORE SISPOSIZIONA.
Causa
1- Il grano di bloccaggio A (fig.4)è lento.
Rimedi
1- Registrare l'incisore come de-scritto nel cap. 5 e serrare ilgrano A (fig.4).
Inconveniente
IL PANNELLO SCORRE AFATICA DURANTE IL TAGLIO
(È STRETTO FRA GUIDA ELAMA)O NON VIENE
TAGLIATO CON I LATIPARALLELI.
Causa
1- La guida per tagli paralleli si èsregolata (deve essere paral-lela alla lama con una leggeraapertura di uscita di 0,10 mm).
Rimedi
1 - Rivolgersi al nostro centro as-sistenza (vedi recapito telefo-nico pag.3).
028.070.0.tif
A
4
Trouble
THE SCORER BLADE MOVESOUT OF POSITION.
Cause
1- The lock dowel A (fig. 4) is loose.
What to do
1 - Adjust the engraver as de-scribed in Chap. 5 and tightenthe grub screw A (Fig. 4).
Trouble
THE PANEL SLIDES WITH DIF-FICULTY DURING CUTTING (IT
IS TIGHT BETWEEN THEFENCE AND THE BLADE) ORIS NOT CUT WITH SIDES PAR-
ALLEL.
Cause
1- The parallel cutting fence isbadly positioned (this must beparallel with the blade with aslight opening exit of 0.10 mm).
What to do
1 - Contact our technical service(see telephone number onPage 3).
- 141 -
8.ESPAÑOLFRANÇAISDEUTSCH
STÖRUNGSSUCHE • GUIDE POUR LA RECHERCHE DES ANOMALIESGUIA PARA BUSCAR LAS AVERIAS
Störung
DAS VORRITZERMESSERBLEIBT NICHT IN ARBEITSGE-
RECHTER STELLUNG.
Ursache
1- Der Sperrstift A (Abb. 4) hat sichgelöst.
Behebung
1- Den Vorritzer einstellen, wie inKapitel 5 beschrieben, und denBolzen A (Abb. 4) anziehen.
Störung
HOLZPLATTENVORSCHUB WÄH-REND DES SCHNITTES STOK-
KEND (ZWISCHEN FÜHRUNG UNDSÄGEBLATT EINGEZWÄNGT), UN-
REGELMÄßIGER PARALLEL-SCHNITT.
Ursache
1- Führung für Parallelschnitt ver-stellt (diese muß parallel zum Sä-geblatt verlaufen und sich gegendas Ende wenigstens 0,10 mmöffnen).
Behebung
1- Wenden Sie sich bitte an unserKundendienstzentrum (Telefon-nummer siehe Seite 3).
Defaut
LA LAME DE L’INCISEUR SEDEPLACE.
Cause
1- La goupille de blocage A (fig.4) estdesserrée.
Remedes
1- Régler le ciseleur comme décrit auchap. 5, puis serrer la vis A (fig. 4).
Defaut
LE PANNEAU COULISSE DIFFICI-LEMENT PENDANT LA COUPE (ILEST SERRE ENTRE LA GLISSIERE
ET LA LAME) OU LA COUPE DESES COTES N’EST PAS
PARALLELE.
Cause
1- La glissière, pour les coupes paral-lèles, s’est déréglée (elle doit êtreparallèle à la lame avec une légèreouverture de sortie de 0,10 mm).
Remedes
1- Contacter notre service après-vente(voir coordonnées téléphoniquespage 3).
Inconveniente
LA HOJA ENTALLADOR PIERDESU POSICIÓN.
Causa
1- La espiga de bloqueo A (fig. 4)está floja.
Remedio
1- Ajustar el tallador como se des-cribe en el cap. 5 y apretar la tuer-ca A (fig.4).
Inconveniente
EL PANEL SE DESPLAZA CONDIFICULTAD DURANTE EL
CORTE (ESTÁ SITUADO ENTREGUÍA Y HOJA) O NO ES CORTA-DO CON LOS LADOS PARALE-
LOS.
Causa
1- La guía para cortes paralelos seha desregulado (debe estar para-lela a la hoja, con una ligera aper-tura de salida de 0,10 mm).
Remedio
1- Contacte con nuestro servicio téc-nico (ver número de teléfono enla Página 3).
























![Digital Logic LAB Manual KL-300 [Shorted]](https://img.pdfslide.net/doc/110x75/55cf93ef550346f57b9ed2c2/digital-logic-lab-manual-kl-300-shorted.jpg)




