Embed Size (px)
DESCRIPTION
Laboratorio
Citation preview
UNIVERSIDAD DE LAS FUERZAS ARMADAS “ESPE”DEPARTAMENTO DE CIENCIAS DE LA ENERGIA Y MECÁNICA
LABORATORIO
DE
CIENCIA DE LOS MATERIALES I.
GRUPO #1:
CAÑAR O., E. Fabricio.
FIERRO M., Carlos A.
QUILUMBAQUíN L., César R
VELASCO T.,Gabriel S.
Tema: Trabajo en Caliente
1. Objetivos:
1.1. General: Determinar los cambios que suceden en la microestructura del acero 1018 al
deformarlo a altas temperaturas.
1.2. Específico: Determinar las propiedades antes y después del trabajo en caliente mediante la
deformación al 10%, 30% y 40% del acero. Comparar que la dureza del material se mantiene en relación a su estado de
adquisición. Observar que el cambio de tamaño de grano es mínimo o no sufre cambio
significativo.
2. Fundamentación Teórica:
Trabajo en Caliente: Deformación plástica del metal a una temperatura superior a la temperatura de re cristalización.
o Carencia de endurecimiento: En esta experiencia no hay endurecimiento, por lo tanto la deformación plástica es muy limitada. El primer paso se lo realiza a temperaturas más elevadas a la de re cristalización, el último se lo efectúa justo por encima de la temperatura de re cristalización a fin de producir el tamaño del grano más fino.
Este proceso es adecuado para el conformado de piezas grandes, debido a que a temperaturas elevadas el metal tiene un límite elástico bajo y alta ductilidad.
o Eliminación de las imperfecciones: Con el trabajo en caliente se pueden minimizar o eliminar sus imperfecciones. Las diferencias de composición en el metal también pueden reducirse, ya que el trabajo en caliente acerca la superficie hacia el centro de la placa.
o Comportamiento anisotrópico: Las propiedades finales de piezas trabajadas con este proceso no son isotrópicas. El tamaño de grano será más fino en la superficie que en el centro.
o Acabado superficial y precisión dimensional: Este acabado en este proceso es pobre comparado al del trabajo en frío. El oxígeno puede reaccionar con el metal de la superficie. La precisión dimensional es algo que no se puede controlar bien en el trabajo en caliente. Debe tomarse en consideración una
mayor deformación elástica y la contracción térmica. Es necesario un control preciso de la temperatura si se han de lograr dimensiones exactas.
Propiedades del trabajo en caliente:
o Se realiza por encima de la temperatura mínima de re cristalización o La deformación puede ser significativao Se requiere menor potencia para deformar el metalo Las propiedades de resistencia son isotrópicaso No produce endurecimiento de la piezao Precisión dimensional más bajao Mayor requerimiento de energíao Oxidación de la superficie de trabajoo El utillaje (útiles, herramientas, maquinaria, implementos e instrumental)
está sometido a elevados desgastes y consiguientes mantenimientos.
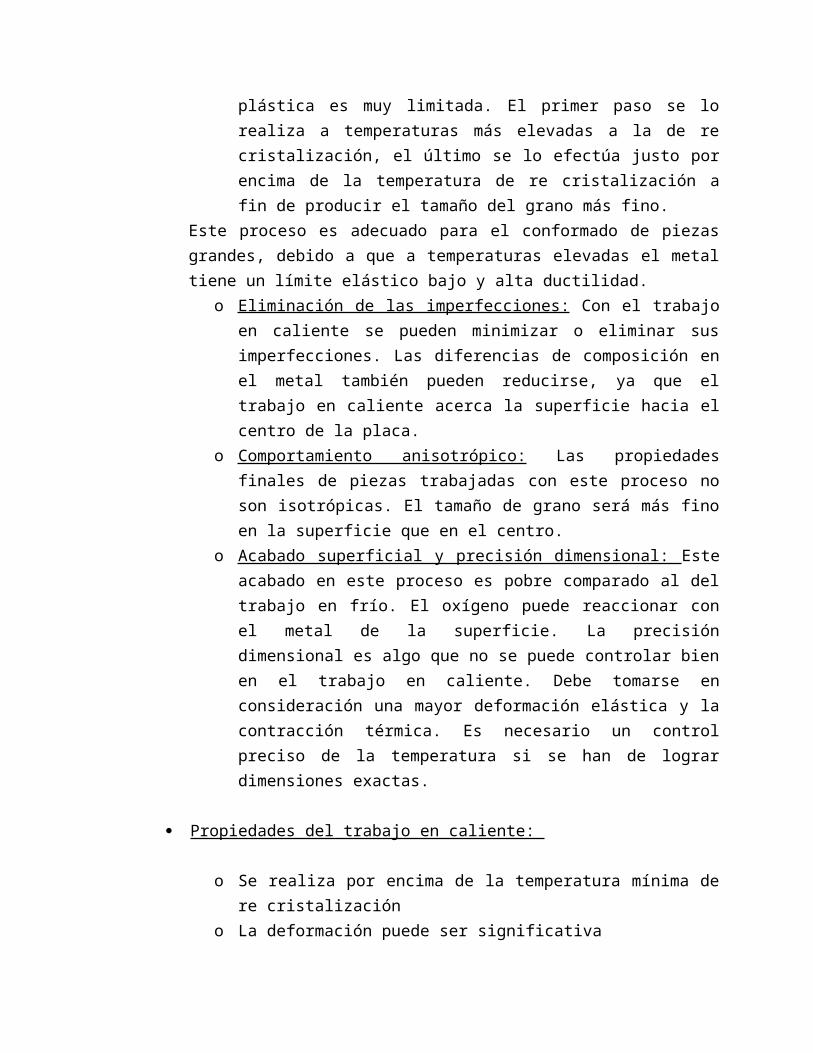
Recristalización: El proceso de formación de nuevos granos por tratamiento térmico de un material trabajado en frío se llama recristalización. La temperatura de recristalización depende de muchas variables y no es una temperatura fija como la temperatura de fusión de elementos o elementos componentes.
3. Materiales y Equipos:
3.1. Probeta de acero 1018 de 12.7 cm de diámetro.3.2. Microscopio Metalúrgico
3.3. Abrasivos3.4. Sierra3.5. Yunque3.6. Martillo3.7. Pulidora Manual3.8. Pulidora de disco Bühler3.9. Durómetro con medida en Rockwell B3.10. Alúmina3.10. Nital al 2%3.11. Guantes 3.12. Protectores para oídos.3.13. Calibrador3.14. Playo de presión 3.15. Horno horizontal Mufla
4. Procedimiento:
4.1. Buscamos los diámetros de acuerdo al porcentaje de trabajo (10%, 30% y 40).
4.2. Medimos la varilla para dividirla en 3 secciones para cada uno de los porcentajes de trabajo.
4.3. Colocamos las probetas en el horno y calentamos hasta que llegue a una temperatura de 600°C a 610 °C, dejamos las muestras durante una hora y cuarto; que es lo que le toma al horno en calentarse.
4.4. Tomamos las pinzas y sacamos del horno una de las probetas; mediante un playo de presión aseguramos la misma, llevamos al yunque para deformar de acuerdo al diámetro de 10%, sin embargo la probeta debe mantenerse caliente; después de 5 golpes se coloca nuevamente en el horno menos de 5 minutos, realizamos esto hasta conseguir el diámetro de 12.05 mm.
4.5. Sacamos las otras dos probetas y se realiza la deformación de acuerdo al 30% y 40%, manteniendo las probetas lo más calientes, es decir, introduciendo al horno y sacándolo para golpear hasta llegar al diámetro de 10. 63 mm y 9.84 mm, respectivamente.
4.6. Se realiza un devastado tosco con la lima en las muestras, entonces llevamos las 3 probetas a la pulidora manual y se somete los aceros a un devastado fino mediante abrasivos: 320, 500, 1000, 1200, 1500.
4.7. Cuando terminamos el devastado fino, colocamos alúmina en pulidora y llevamos las probetas a está.
4.7. Colocamos una pequeña cantidad de Nital al 2% en un plato de Petri y realizamos el ataque químico a cada probeta.
4.8. Colocamos las probetas en el microscopio y tomamos diferentes capturas de las microestructuras a diferente amplificación.
4.9. En el laboratorio de metrología medimos la dureza de las probetas y analizamos los datos tanto de microestructuras como dureza.
5. Análisis de Resultados:
di=12.7 mm
Con 10% de trabajo en frío
%trabajo en frio=A i−A fA i
x100
%tf=
π d i2
4−π d f
2
4π d i
2
4
x100
d f=√d i2−d i2∗%tf
d f=√12.72−12.72∗10100
d f=12.05mm
Antes del trabajo en frío Después del trabajo en fríoDiámetro 12.7 mm 12.05 mm
Área transversal 126.68 mm2 114.04 mm2
Con 30% de trabajo en frío
d f=√d i2−d i2∗%tf
d f=√12.72−12.72∗30100
d f=10.63mm
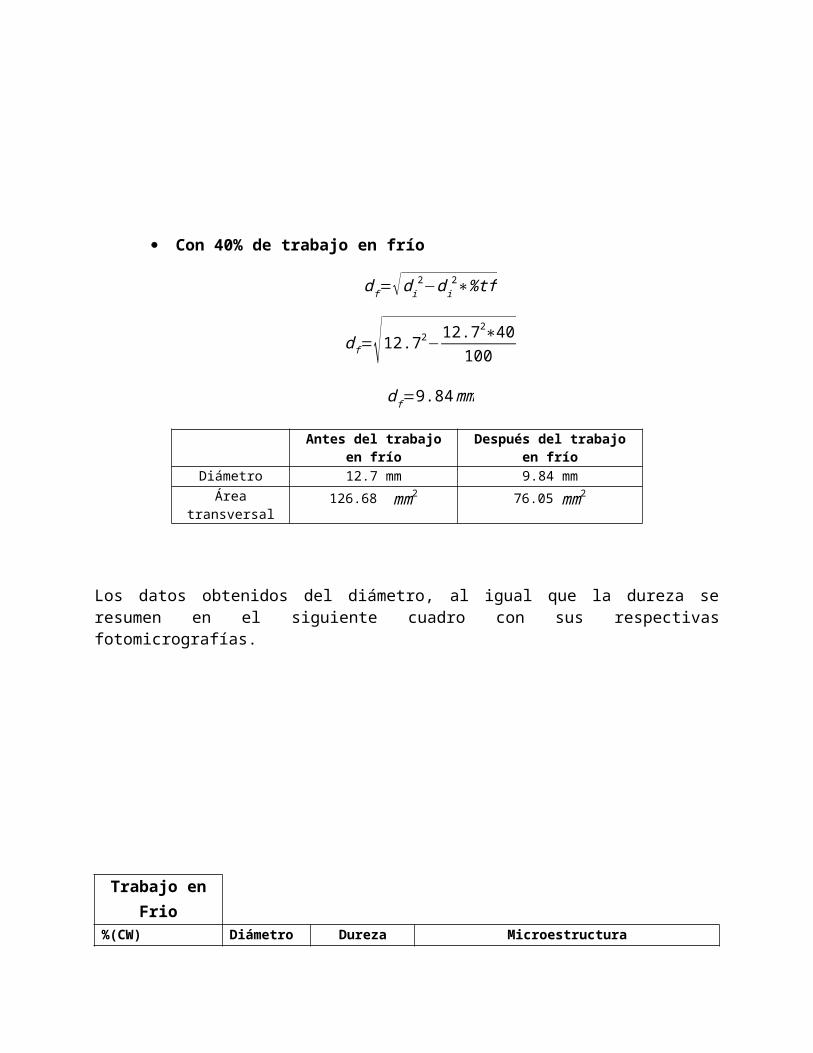
Con 40% de trabajo en frío
d f=√d i2−d i2∗%tf
d f=√12.72−12.72∗40100
d f=9.84mm
Los datos obtenidos del diámetro, al igual que la dureza se resumen en el siguiente cuadro con sus respectivas fotomicrografías.
Antes del trabajo en frío Después del trabajo en fríoDiámetro 12.7 mm 10.63 mm
Área transversal 126.68 mm2 88.75 mm2
Antes del trabajo en frío Después del trabajo en fríoDiámetro 12.7 mm 9.84 mm
Área transversal 126.68 mm2 76.05 mm2

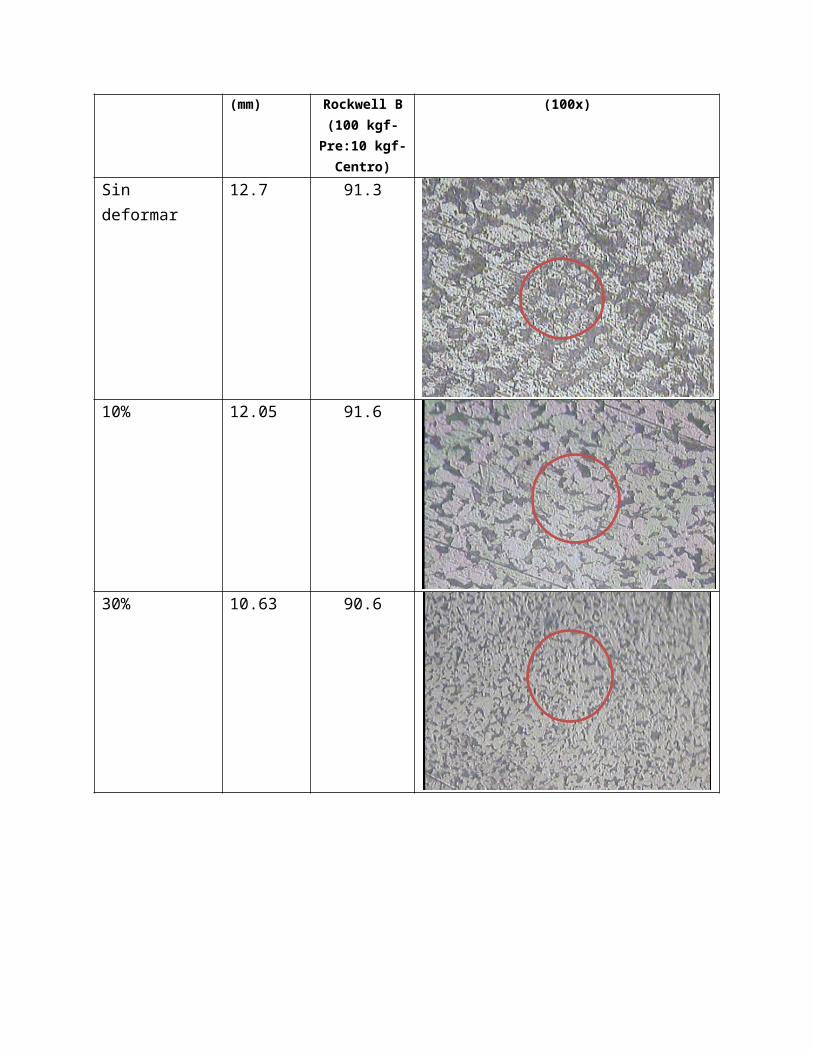
Trabajo en Frio%(CW) Diámetro
(mm)Dureza
Rockwell B (100 kgf-Pre:10
kgf-Centro)
Microestructura(100x)
Sin deformar 12.7 91.3
10% 12.05 91.6
30% 10.63 90.6
40% 9.84 91.3
6. Conclusiones:
La dureza del material se conserva y los granos no cambian, como sucedía en la práctica anterior debido a que no hay una dirección cristalográfica en la que se dirijan los granos debido a la recristalización.
Se puede realizar grandes deformaciones con menor esfuerzo, pero se necesita terminar el trabajo en caliente, con el trabajo en frio, debido a las tolerancias ya que el momento en que se en fría la probeta ocurre una dilatación, y cambian las dimensiones finales.
En las microestructuras del acero a 10% y 40% la forma y el tamaño de grano no varían respecto a la microestructura del acero sin deformar; como se puede observar en las imágenes del cuadro anterior confirmando lo que en teoría se indica.
De tiene una notable oxidación en la probeta, además requerimos mayor energía para deformarla.
7. Recomendaciones:
Es indispensable usar los aditamentos de seguridad tales como guantes, botas y protectores de oídos debido a que el manejo del martillo puede representar un riesgo durante su uso.
Al sacar las probetas del horno se hacer con las pinzas y asegurar las mimas con una pinza de presión para evitar que las muestras se suelten durante la deformación.
Es necesario evitar que la probeta se enfrié para lo cual después de realizar pocos golpes se la vuelve a introducir en el horno y repetir.
Los cortes y devastado ha de ser lo más preciso, así obtener caras paralelas para la medición de dureza.
8. Anexos:

9. Bibliografía:
DONALD ASKELAND, Ciencia e Ingeniería de los Materiales. http://www.upv.es/materiales/Fcm/Fcm04/Im%E1genes/Fig4_53.jpgCiencia de
los materiales_ Metalografía. Pdf http://www.upv.es/materiales/Fcm/Fcm04/pfcm4_4_2.htmlVander Voort, G.
“Metallography Principles and Practice”. MacGraw Hill. 1984. http://es.slideshare.net/perezurss79/trabajo-mecnico-en-caliente-y-en-fro.






