Embed Size (px)
DESCRIPTION
CAPÍTULO 6 CONTROL ESTADÍSTICO DE CALIDAD . © Derechos reservados. 129 F F c c C = Causas o defectos. F = Familia de causas. CAPÍTULO 6 CAPÍTULO 6 CONTROL ESTADÍSTICO DE CALIDAD . © Derechos reservados. Al término del estudio de este capítulo el lector: 130 CAPÍTULO 6 CONTROL ESTADÍSTICO DE CALIDAD . © Derechos reservados. 131 CAPÍTULO 6 CONTROL ESTADÍSTICO DE CALIDAD . © Derechos reservados. 132
Citation preview

CAPÍTULO 6 CONTROL ESTADÍSTICO DE CALIDAD. 129
© Derechos reservados.
CAPÍTULO 6 CONTROL ESTADÍSTICO DE CALIDAD
Fc
Fc
F
c
Suma de familia de causas
Efecto
F
c
C = Causas o defectos.F = Familia de causas.

CAPÍTULO 6 CONTROL ESTADÍSTICO DE CALIDAD. 130
© Derechos reservados.
CAPÍTULO 6
CONTROL ESTADISTICO DE CALIDAD
OBJETIVOS DEL CAPÍTULO
Al término del estudio de este capítulo el lector:
Comprenderá en forma general el origen de la estadística en la industria.
Conocerá el significado del control estadístico de calidad (SQC)
Identificará las herramientas necesarias para llevar a cabo en control
estadístico de calidad
Comprenderá como se estructura y maneja una tormenta de ideas.
Contenido
6.1 INTRODUCCIÓN ................................................................................................................ 131 6.2 EL CONTROL ESTADÍSTICO DE CALIDAD SQC .............................................................. 132 6.3 HERRAMIENTAS PARA EL CONTROL ESTADISTICO DE CALIDAD .............................. 133
6.3.1 Gráficos para generar ideas. .............................................................................................. 134 6.3.2 Gráficos para organizar datos. ........................................................................................... 136 6.3.3 GRÁFICOS PARA IDENTIFICAR PROBLEMAS ................................................................ 140
6.4 TORMENTA DE IDEAS ....................................................................................................... 143

CAPÍTULO 6 CONTROL ESTADÍSTICO DE CALIDAD. 131
© Derechos reservados.
6.1 INTRODUCCIÓN
De 1880 a 1920 se originó en la industria mundial una corriente de innovaciones tecnológicas que
dieron pie al descubrimiento de otras fuentes de energía como los hidrocarburos y la electricidad. A
esta corriente se le llama Segunda Revolución Industrial y en ella ya estaban presentes las ideas
revolucionarias y cosmopolitas de muchos hombres tales como Adam Smith, economista y filósofo
escocés, el cual publicó en 1759 su libro “La Teoría de los sentimientos Morales”. En esta obra
consideró que en el hombre desde su nacimiento existe el amor por sí mismo y como resultado, se
siente con la necesidad de auto controlar su egoísmo y busca ocasiones de ayudar a sus
semejantes aunque no consiga beneficio monetario; en otras palabras el egoísmo lo hace trabajar
por los demás aunque suponga que lo está haciendo en su provecho. En 1767 Smith regresó a su
pueblo natal Kirkcaldy Escocia en donde se encontró con sus amigos industriales y pudo comprobar
el desarrollo organizacional que adquirió la fábrica de alfileres situada en su tierra natal a la que
conocía desde niño. En este ambiente comprobó que cuando la fabricación alfileres era ejecutada
por obreros experimentados y hábiles en todas las labores necesarias cada uno hacía 50 alfileres
diarios. Pero si un obrero desenrolla el alambre, otro lo estira hasta lograr el diámetro deseado, otro
más lo corta al tamaño determinado y así sucesivamente se produce en promedio 20,000 alfileres
diarios por obrero. Después de 6 años, en 1776 Adam publicó su famosa obra “La Riqueza de las
Naciones” en el cual resalta la importancia que tiene la división del trabajo.
Otras ideas que por ese entonces formaron las bases de lo que en la actualidad es la aplicación de
la estadística en la industria fueron las del matemático inglés Charles Babbage quien diseñó y
avanzó sobre la elaboración de la “máquina diferencial” (1833) la cual se considera como los
cimientos de las actuales computadoras. Babbage fue auxiliado haciendo las instrucciones para
programar a la maquina diferencial, por la inglesa Ada Augusta Byron quien en 1843 publicó sus
notas sobre el mencionado ordenador constituyéndose en la precursora de la programación
informática.
Algunos años después el norteamericano Herman Hollerith en 1889 patentó su “Máquina Tabuladora
Eléctrica” que trabajaba por medio de tarjetas perforadas, la cual dio resultados prácticos en USA al
utilizarla para su censo de 1890 y en los Ferrocarriles Centrales de Nueva York. El desarrollo de la
empresa de Hollerith lo llevó a establecer a lo que en la actualidad es la International Business
Machine Corporation (IBM).
Con la publicación en 1911 del libro “Principios de la Administración Científica” escrito por Frederick
W. Taylor entró de lleno el cientificismo en la industria, empezando a proliferar los consultores y
asesores industriales resaltando Walter Andrew Shewhart quien hizo patente que todo proceso de
manufactura normalmente está acompañado de variaciones entre lo que deseamos que suceda y lo
que no deseamos, estableciendo los Principios de Control de Calidad e introdujo como primera
herramienta estadística el “Gráfico de Control”. Otro de los renombrados fue William Edwards
Deming quien desde 1918 trabajó como compañero de Shewhart en el departamento de ingeniería
de la Bell Telephone. Deming desarrolló técnicas para llevar los procesos industriales a lo que él

CAPÍTULO 6 CONTROL ESTADÍSTICO DE CALIDAD. 132
© Derechos reservados.
llamaba "control estadístico" y recomendaba que la búsqueda de la calidad debiera de hacerse
durante el proceso de manufactura y no solo medirse al terminar el producto como se estaba
haciendo mundialmente, en esa época. Joseph Moses Juran, un tercer personaje reconocido,
también trabajó en la misma época con Shewhart y Deming en la Bell Telephone utilizando técnicas
estadísticas por medio de las gráficas de control. En 1941 aplicó el principio de Wilfredo Pareto con
uso en el enfoque de calidad y además creó la "trilogía de Juran," que es una visión compuesta de
tres procesos, el de la “Planificación de la calidad”, el de “Control de la calidad” y el de “Mejora de la
calidad”.
El Dr. Waloddi Weibull de origen Sueco, quien hizo su doctorado en la Universidad de Uppsala en
1932, dedicó mucho tiempo de su vida al estudio de la fatiga y confiabilidad de materiales,
estructuras y sistemas biológicos; sus trabajos desde 1951 ayudaron fuertemente en la ingeniería
del diseño y al desarrollo de la estadística aplicada al trabajo, presentando su escrito “La Distribución
Weibull”, de la cual proviene el “Análisis Weibull”, una técnica muy utilizada para apreciar una
probabilidad registrada en datos medidos o supuestos.
El objetivo de este capítulo es introducir al estudioso en las bases de la estadística a fin de que
obtenga la preparación suficiente para emprender un estudio adecuado que lo lleve a dominar el
tema de acuerdo con las exigencias de sus labores.
6.2 EL CONTROL ESTADÍSTICO DE CALIDAD SQC
En 1951 con los conceptos que se tenían en esa época sobre La división del trabajo, La
Administración del Trabajo, El Principio de Pareto, El Muestreo del trabajo y El Análisis Weibull, fue
posible estudiar y poner en práctica lo necesario para mejorar tanto la productividad como la
calidad del producto. Estas herramientas estadísticas han sido utilizadas y mejoradas por los
consultores y las industrias consiguiendo la evolución que hasta la fecha tenemos.
Partiendo de que la Industria requiere de ejecutar procesos para obtener productos o servicios y de
que un proceso es el conjunto de fases sucesivas de las operaciones que nos proporcionan el
producto que deseamos, podemos corroborar que durante el proceso de trabajo, se dan las
Causas (Operaciones) que producen el Efecto (Producto) y que dicho efecto debe ser calificado con
la calidad que resulte con respecto a lo que deseamos, lo importante es que si cuidamos de que las
causas que existen en nuestro proceso sean las adecuadas para obtener un producto de calidad
esperada, y vigilamos que durante todo el proceso estas subsistan sin desviaciones, estaremos
seguros de que obtendremos la calidad deseada cuidándola desde antes que se susciten las
posibles desviaciones a las causas y nunca al final del proceso cuando ya todo está hecho.
La Estadística es la rama de las matemáticas que recurre a gran cantidad de datos numéricos
separados en grupos de propiedades comunes, para obtener deducciones basadas en el cálculo de
probabilidades.

CAPÍTULO 6 CONTROL ESTADÍSTICO DE CALIDAD. 133
© Derechos reservados.
Para aplicar el Control Estadístico de Calidad SQC (Siglas en inglés) requerimos:
Definir la calidad del producto que se desea obtener con el proceso de producción.
Determinar las operaciones verdaderas en número y forma que necesitamos llevar a cabo
marcando las que deseamos y las que no queremos.
Implementar los recursos físicos, humanos y técnicos encargados de llevar a efecto el
proceso para que esas operaciones se produzcan como deseamos.
Tomar notas adecuadas durante todo el proceso para ver el resultado de las operaciones a
fin de corregir cualquier defecto o falla que se suscite, modificando adecuadamente las
desviaciones al “debiera ser”.
Si todo resulta como queremos tendremos la oportunidad de volver a hacer análisis para mejorar
continuamente nuestro producto; esto es lo que llamamos Kaizen (Mejora Continua).
6.3 HERRAMIENTAS PARA EL CONTROL ESTADISTICO DE CALIDAD
El objetivo en la Conservación Industrial es estar comprobando continuamente que no existan
desviaciones en sus equipos de trabajo (Ver subtema 2.4.2). Cada desviación que se observe se le
debe catalogar como un problema y éste hay que corregirlo. La manera más eficiente, rápida y
duradera de hacerlo es con el uso de las herramientas del Control Estadístico de Calidad.
En la actualidad se tienen ocho herramientas o gráficos que se usan en tres enfoques esenciales:
1) Gráficos para generar ideas:
a. Hojas de verificación.
b. Diagrama de Dispersión
c. Diagrama de Causa y Efecto
2) Gráficos para organizar datos:
d) Graficas de Pareto,
e) Diagramas de flujo
3) Gráficos para identificar problemas:
f. Histograma
g. Grafico de control estadístico
h. Grafico de tendencia

CAPÍTULO 6 CONTROL ESTADÍSTICO DE CALIDAD. 134
© Derechos reservados.
6.3.1 Gráficos para generar ideas.
a). HOJA DE VERIFICACIÓN
Se la llama “Hoja de Verificación” al documento necesario para recabar los datos puntuales
que faciliten el conocimiento a fondo de algún problema que se quiera resolver utilizando
medios estadísticos. Como en el trabajo de conservación se suscitan una gran cantidad de
problemas, es indispensable tomar muchos tipos de datos considerando diferentes tiempos,
lugares y enfoques del problema. Por lo anterior se hace necesario que las hojas de
verificación sean construidas dependiendo del criterio que el responsable quiera darle a la
investigación. De ahí que sea imposible diseñar un machote o dibujo que la represente en
todos los casos. Aplicada a un sistema, la hoja de verificación relaciona sus entradas con
sus salidas facilitando en su intersección la calificación de su frecuencia o su relación. La
Figura 6.1 nos muestra una hoja de verificación diseñada para contrastar lo que le está
sucediendo al grupo electrógeno G-739-b (Objeto) y cuál es la anomalía observada
(Defecto) lo que nos orientará en el mejor de los casos a conocer la falla o nos orientará a
hacer una nueva hoja de verificación con mejores datos obtenidos de la primera.
HOJA DE VERIFICACIÓN
Problema: Falla en el grupo electrógeno G-739-b
Preguntas sobre
el objeto y el defecto
¿Qué sucede? ¿Que no sucede? Diferencia Modificación
OBJETO
¿Qué?
¿Dónde?
¿Cuándo?
¿Cuánto?
DEFECTO
¿Qué?
¿Dónde?
¿Cuándo?
¿Cuánto?
Figura 6.1 ejemplo de una hoja de verificación
b). DIAGRAMA DE DISPERSIÓN
El Diagrama de Dispersión es una gráfica que representa la relación que existe entre dos
variables (Ver Figura 6-2); por ejemplo conocer los efectos del grado de calidad de un
producto con respecto a las Quejas del usuario. Si estamos comprando un mismo tipo de
piezas a cuatro proveedores diferentes, y a cada entrega la registramos y verificamos el
comportamiento de las piezas durante su uso anotando cada tres meses las fallas
encontradas en las piezas de los cuatro proveedores encontraremos posiblemente una
dispersión como la mostrada en la figura 6.2, en donde cada punto negro indica una
muestra; y su posición la cantidad de fallas encontradas. Si analizamos lo que esto significa
para nosotros es que posiblemente el mejor proveedor sea el 2 por que es más bajo su

CAPÍTULO 6 CONTROL ESTADÍSTICO DE CALIDAD. 135
© Derechos reservados.
número de fallas y constante su calidad. Le sigue el 3 por que parece que desea hacer bien
su trabajo ya que su calidad es constante pero menor que la del 2. Por lo que respecta al 1 y
sobre todo al 4 obtienen resultados aleatorios posiblemente porque su maquinaria o
personal no tengan las características necesarias para lograr un buen producto. Pueden
salir otras muchas consideraciones pero para nuestro caso, con estas dos nos damos
cuenta cual puede ser nuestro proveedor apropiado para éste material y saber en qué lo
podemos ayudar para que cada vez nos entregue producto de la calidad que le hemos
solicitado.
Figura 6.2 Diagrama de Dispersión
c). DIAGRAMA CAUSA - EFECTO
El Diagrama Causa – Efecto también es conocido por su forma, como “Diagrama espina de
pescado” o como “Diagrama Ishikawa” en honor al hombre que le dio origen en 1952 (kaoru
ishikawa). Este diagrama parte del supuesto de que todo efecto tiene una o más causas).
Estudiemos la Figura 6.3 y observemos que la línea central en forma de flecha representa la
suma de las “familias de causas” (F) las que a su vez han sido formadas por cada causa o
defecto (C) encontrado en cada familia durante el análisis. Todo este conjunto de causas,
producen el efecto total al cual lo representamos como un pequeño círculo.
Figura 6.3 Diagrama Causa – Efecto
Este diagrama sirve para clasificar las causas en función a sus fuentes de variación y puede
intervenir en todos los recursos y entorno de la empresa (Hombres, Máquinas, Dinero,
Proveedor 1 Proveedor 2 Proveedor 3 Proveedor 4
50
25
0
F
A
L
L
A
S
Fc
Fc
F
c
Suma de familia de causas
Efecto
F
c
C = Causas o defectos.F = Familia de causas.

CAPÍTULO 6 CONTROL ESTADÍSTICO DE CALIDAD. 136
© Derechos reservados.
Materiales, Mercados, Métodos). Es muy útil cuando se necesitan conocer las causas que
producen un efecto (deseable o indeseable), cuando se busca la solución a un problema o a
una desviación a un proceso. Enriquece las juntas de “Tormenta de Ideas” porque le ayuda
al grupo a facilitar el análisis ya que lo hace activo, sinérgico y educativo. El ejercicio de
este Diagrama lo haremos más adelante cuando desarrollemos el tema 6.4 Tormenta de
Ideas.
6.3.2 Gráficos para organizar datos.
d) Diagrama de Pareto
Recordemos que Joseph Moses Juran (1904-) nacido en Rumania y el cual es considerado
otra de las grandes figuras de la calidad, en 1937 presentó la regla del 80/20 a la cual le
llamó “Ley de Pareto” en honor del economista italiano Wilfredo Pareto (1848-1923) quien
hizo un estudio sobre la distribución de la riqueza encontrando que la minoría de una
población poseía la mayor parte de la riqueza y según esto la desigualdad económica es
inevitable en cualquier sociedad, esto lo aplicó el Dr. J. Juran al concepto de Calidad
El Diagrama de Pareto aplicado a la solución de los problemas de calidad es la
representación grafica que muestra que en un efecto cualquiera, las causas que lo originan
tiene una tendencia bien definida, ya que el aproximadamente 20% de las causas originan el
80% del efecto y el 80% de las causas restantes son responsables del 20% del resto del
efecto. Este fenómeno que se repite con una frecuencia aceptable, es útil para aplicarlo a
fines prácticos al tratar de resolver algún problema y definir jerárquicamente cuales son las
causas Vitales, las Importantes y las Triviales que lo originan y proceder ordenadamente a
su arreglo. La Figura 6.4 nos proporciona el ejemplo gráfico de éste enunciado.
CAUSAS EFECTO
VITALES
20%
80%
TRIVIAL
ES
80%
20%

CAPÍTULO 6 CONTROL ESTADÍSTICO DE CALIDAD. 137
© Derechos reservados.
Figura 6.4 Bases del Diagrama de Pareto
Es necesario notar que a las causas responsables del 80% del efecto, se les llama CAUSAS
VITALES y a las restantes se les denomina CAUSAS TRIVIALES. Sin embargo existe entre
la frontera de ambas una pequeña zona de causas que sin ser vitales, no se les puede
tomar como Triviales por lo que se les llama causas de transición o CAUSAS
IMPORTANTES.
Pasos Para La Aplicación Del Principio De Pareto
1º. Identificar el efecto que deseamos analizar y el objetivo por alcanzar.
2º. Hacer una lista de causas que originan el efecto, dando el valor de contribución de cada
una.
3º. Asignar al efecto completo el valor del 100% y determinar el porcentaje relativo de
contribución de la causa, basándose en su valor individual.
4º. Ordenar las causas de mayor a menor basándose en su contribución y llenar la tabla de
datos.
5º. Elaborar el Diagrama de Pareto y con su apoyo analizar el problema.
6º. Identificar las causas vitales y tomar acción individual y correctiva en forma cuidadosa
7º. Identificar las causas importantes o de transición y tomar acciones globales.
8º. Identificar las causas triviales y dejar su solución para cuando exista oportunidad.
Ejercicio
Supongamos que al analizar nuestra estadística de fallas llenamos la lista mostrada en la
Figura 6.5 Lista de comprobación; con ayuda de ésta determine cuales son las causas
Vitales, Las de Transición y las Triviales, y diga que hacer en cada caso.

CAPÍTULO 6 CONTROL ESTADÍSTICO DE CALIDAD. 138
© Derechos reservados.
LISTA DE COMPROBACIÓN
CAUSAS DE FALLAS
FALLAS
REGISTRADAS
Llaves o palancas 785
Equipos de operador 82
Tolvas 112
Precalentadores 175
Operación deficiente en Máquinas 5806
Alarmas 187
Zumbadores 815
Baterías 26
Interruptores 3619
Collarines 84
Teclados 152
Contactos de marcha 149
Circuitos de quiebre 40
Contactos de seguridad 173
Cuchillas 165
Cremalleras 132
Pedales de seguridad 2836
Cadenas 35
TOTAL 15373
Figura 6.5 Lista de comprobación
e) EL DIAGRAMA DE FLUJO
El Diagrama de Flujo es la representación grafica que indica Quien debe hacer alguna tarea
Cual es ésta y muestra su curso o Flujo. Para facilitar la elaboración y comprensión de estos
diagramas existen símbolos predeterminados, que aunque ya son muy conocidos, en
ocasiones las empresas hacen los suyos propios. Los más usados están mostrados en la
Figura 6.6
Figura 6.6 Símbolos para Diagramas de Flujo
ACTIVIDAD
DECISION
DOCUMENTO
DOCUMENTOS
CONECTOR
CONECTOR FUERA DE
PAGINA
TERMINADOR

CAPÍTULO 6 CONTROL ESTADÍSTICO DE CALIDAD. 139
© Derechos reservados.
Los Diagramas de flujo sirven para describir procesos. Recordemos que un Proceso es el
conjunto de fases sucesivas de las operaciones necesarias para llevar a cabo la elaboración
de un producto.
Los Procesos se encuentran siempre presentes en nuestra vida. El simple hecho de que una
persona se levante y vaya al trabajo ya muestra un proceso muy claro pues dicha persona
está llevando a cabo operaciones sucesivas para obtener algo que desea (producto).
Si observamos cuidadosamente un proceso vemos que a su vez está constituido por
subprocesos, por ejemplo levantarse, bañarse, vestirse, desayunar, lavarse los dientes,
tomar el autobús, y llegar al trabajo. Cualquiera de estos subprocesos también puede
subdividirse en lo que llamaremos sub-subprocesos, por ejemplo el subproceso de lavarse
los dientes Es útil notar que durante el Proceso se dan las Causas (Operaciones) que
producen el Efecto (Producto o Servicio) y que algunos procesos son para nosotros más
importantes que otros dependiendo del satisfactorio que queremos obtener.
Ejemplo
En una industria se tienen infinidad de procesos de trabajo comúnmente llamados
“Procedimientos de trabajo” los cuales deben estar estudiados y graficados cuidadosamente
(Ver Figura 6.7) formando un manual. Deben existir copias de los manuales en cada uno de
los departamentos o gerencias de la empresa. Asimismo, dichos manuales ser revisados y
actualizados frecuentemente por personal especializado apoyado por las personas que
intervienen en él.
Los Procedimientos de trabajo son la base para elaborar los programas de adiestramiento
sobre todo para el personal de nuevo ingreso.
Estudiemos el diagrama de flujo abajo mostrado, que describe el procedimiento que se
desarrolla en una empresa dedicada a la elaboración de diferentes impresos (facturas,
recibos, remisiones etcétera)

CAPÍTULO 6 CONTROL ESTADÍSTICO DE CALIDAD. 140
© Derechos reservados.
Procedimiento
“ventas de reimpresiones
foliadas”
Figura 6.7 Diagrama de Flujo
Como ejercicio le recomendamos elaborar varios diagramas de flujo, tanto sobre sus
actividades personales como de las labores que usted desarrolle en la empresa en la cual
trabaja.
6.3.3 GRÁFICOS PARA IDENTIFICAR PROBLEMAS
f) El Histograma
También llamado Histograma de Distribución de Frecuencias es un dibujo que nos
muestra la frecuencia con que se presenta alguna variable que necesitamos conocer.
Supongamos que en una fábrica de cintas adhesivas para pintor (Masking tape), se ha
determinado que para que la cinta tipo 4Cp pueda lograr la calidad que el mercado exige,
tenga una capa de engomado, cuyo grueso varíe dentro de una tolerancia de 0.9 mm. a 1.2
mm. Además se determinó que cada tres meses se inspeccionará este suceso para tomar
medidas correctivas si fuera necesario. Las mediciones en las muestras del producto del
último trimestre nos dieron el Histograma mostrado en la Fig. 6.8 Histograma “Densidad de
capa de goma en la cinta 4Cp”.
ACCION CLIENTE VENDEDOR DISEÑO IMPRESOS
Solicita cotizacióndel trabajo.
El vendedor atiende personalmente a su
cliente y llena cuidadosamente (F 1) y la
solicitud de folios (F 2) aclarando y
registrando los cambios que el cliente haya
solicitado, enviándosela al cliente para su
firma de autorización
El cliente revisa que su cotización haya
sido bien interpretada y si acepta el
presupuesto regresa con su firma al
vendedor
El vendedor hace la orden de producción
(F 3) y la pasa al departamento de Diseño
para hacer los cambios.
Diseño lo pasa a Impresos para la
elaboracióndel nuevo formato.
Impresos envía el producto con la factura al
cliente para su entrega y cobro.
Cliente recibe trabajo de conformidad y
paga factura.
Inicio

CAPÍTULO 6 CONTROL ESTADÍSTICO DE CALIDAD. 141
© Derechos reservados.
Fig. 6.8 Histograma “Densidad de capa de goma en la cinta 4Cp”.
Analicemos el histograma y veremos que por lo que respecta al límite de especificación
inferior, se registró durante los tres meses una falla dejando el proceso una capa más
delgada de lo requerida (0.8 mm) y la mayor parte del tiempo el funcionamiento del sistema
estuvo dentro de especificación. El límite de especificación superior nos indica que se
originaron siete fallas que dejaron una capa más gruesa (1.3 mm).
Como vemos estos datos nos indican que durante esos tres meses existieron 8 fallas pero
no informan de su origen por lo que es necesario seguir investigando con la ayuda de más
gráficos hasta determinar el origen de las fallas y poder dar la solución adecuada para que
éste problema no se vuelva a repetir.
g) GRAFICO DE CONTROL
El gráfico de Control es un dibujo que nos muestra el comportamiento de un proceso por lo
que podemos verificar su actuación permitiéndonos tomar acciones preventivas para
conseguir que este continúe funcionando dentro de sus especificaciones.
El gráfico de control está constituido básicamente por una abscisa que representa el tiempo
y una ordenada que representa la calidad; y perpendiculares a ésta se trazan tres líneas
que representan el límite inferior de control, el valor promedio de los valores graficados
y el límite superior de control; (Para efectos del estudio los limites de control serán igual a
los limites de especificación lo que quiere decir que el comportamiento del proceso
normalmente cumple con las expectativas del cliente).
La flecha de raya gruesa muestra el avance y comportamiento del proceso, las variaciones
D son defectos que se han suscitado a través del tiempo pero que han sido atendidos y
arreglados. En síntesis éste proceso está bajo control y seguirá así mientras no se salga del
área dentro de especificación. Cuando el proceso se desvía arriba o abajo y toca el área
de fallas el proceso quedará fuera de control y el producto o servicio que está entregando
CAPÍTULO 6 CONTROL ESTADÍSTICO DE CALIDAD. 142
© Derechos reservados.
dicho proceso queda fuera de calidad y empieza a haber quejas y pérdida de mercado.
Recordemos que en la Fig. 2.6 ya hemos usado esta gráfica.
Figura 6.2.14 Gráfico de control
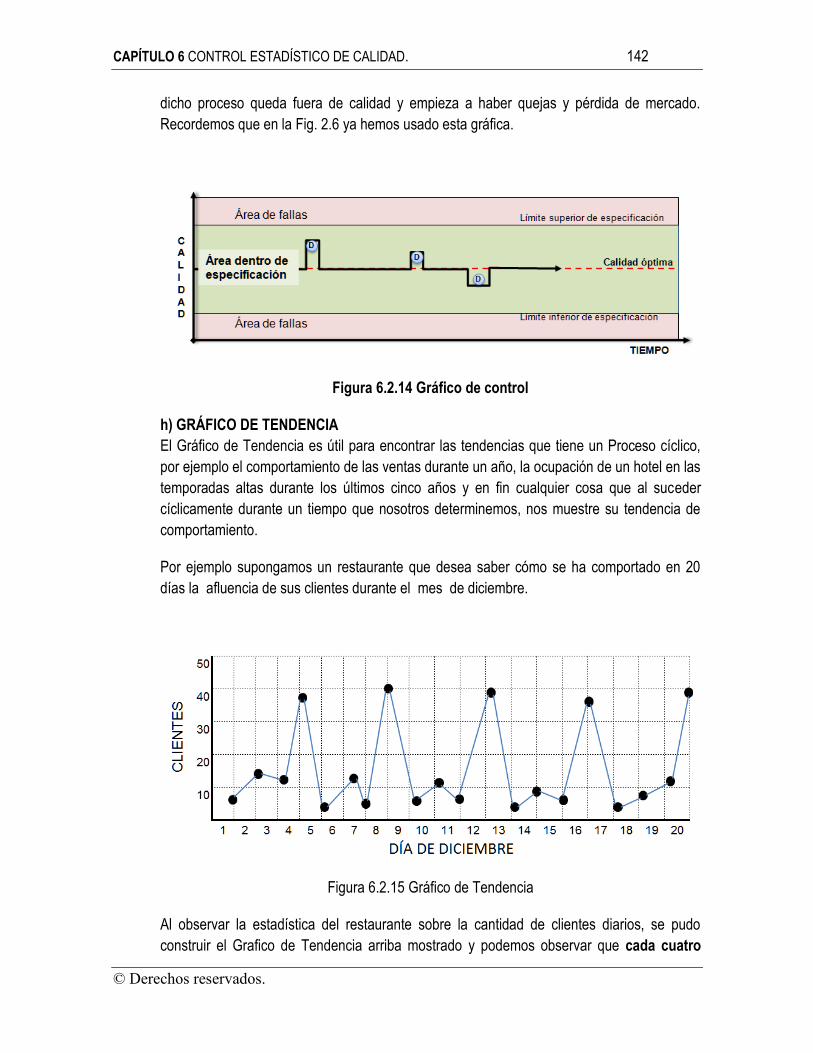
h) GRÁFICO DE TENDENCIA
El Gráfico de Tendencia es útil para encontrar las tendencias que tiene un Proceso cíclico,
por ejemplo el comportamiento de las ventas durante un año, la ocupación de un hotel en las
temporadas altas durante los últimos cinco años y en fin cualquier cosa que al suceder
cíclicamente durante un tiempo que nosotros determinemos, nos muestre su tendencia de
comportamiento.
Por ejemplo supongamos un restaurante que desea saber cómo se ha comportado en 20
días la afluencia de sus clientes durante el mes de diciembre.
Figura 6.2.15 Gráfico de Tendencia
Al observar la estadística del restaurante sobre la cantidad de clientes diarios, se pudo
construir el Grafico de Tendencia arriba mostrado y podemos observar que cada cuatro

CAPÍTULO 6 CONTROL ESTADÍSTICO DE CALIDAD. 143
© Derechos reservados.
días los clientes aumentan por alguna razón que aún desconocemos, pero que este
hallazgo nos puede ser muy útil para aumentar nuestra captación de clientes. Seguramente
citando a una Tormenta de Ideas y usando otros gráficos incluso uno “Causa Efecto”,
lograremos saber que origina este problema y como solucionarlo.
6.4 TORMENTA DE IDEAS
La tormenta de ideas, comúnmente llamada brainstorming, consiste en reunirse en grupo de 3 a 10
personas, para buscar soluciones a un problema. Es más efectiva en la medida en que los
integrantes se preparen con anticipación y profesionalismo pues deben tener pleno conocimiento
del problema, aunque discrepen del criterio de los demás; lo que aquí se espera es obtener
opiniones diferentes para encontrar nuevas soluciones, aunque éstas, por el momento, no
parezcan posibles de realizar.
Este tipo de junta es necesario hacerla cuando se tiene que resolver algún problema de importancia
y existen diferentes opiniones al respecto. Es preciso escuchar ponencias abiertas de compañeros
conocedores de la problemática, en una forma tal que las ideas fluyan sin reservas y en un ambiente
de cordialidad y deseos de encontrar en el análisis, soluciones al problema.
Para organizar y obtener una productiva tormenta de ideas, es muy importante tener un lugar de
reunión adecuado con asientos suficientes y cómodos, un pizarrón, rotafolio, equipo audiovisual o de
cómputo, y otros útiles que se consideren necesarios para llevar a cabo los siguientes pasos:
1º Informar con anticipación a los integrantes sobre el tema que se analizará, el objetivo de la junta
que debe ser claro y medible, así como el lugar, fecha y hora del evento, con el fin de que cada
uno concurra preparado con una “lista de causas” de cuál es su idea del problema y cual el
origen de la causa. Además debe llevar la información que juzgue necesaria tal como
estadísticas, documentos, gráficos, etcétera.
2º Durante la junta, el coordinador de ésta deberá explicar el objetivo de la reunión y nombrará un
responsable de tomar la minuta en donde sé anotarán los sucesos y acuerdos logrados. A
continuación explicará a los concurrentes las principales reglas que deben observarse las
cuales son las siguientes:
No se permite el negativismo (ser proactivos)
No dilucidar quejas o justificaciones
No criticar ideas de otros solo aclararlas
No existen ideas “locas”
No debe existir predominio de uno o dos individuos
Todos deben involucrarse
Las ideas deben ser sugeridas persona por persona.

CAPÍTULO 6 CONTROL ESTADÍSTICO DE CALIDAD. 144
© Derechos reservados.
3º Los integrantes, uno por uno expondrán la primer idea contenida en su “lista de causas” sin
explicarla muy a fondo. Se le dará un nombre a la idea y se anotará en el pizarrón para
analizarla posteriormente. El grupo repetirá este procedimiento hasta agotar todas las “listas de
causas”. Durante este paso se produce la sinergia en el equipo de trabajo, generándose más
ideas, desapareciendo o combinándose otras hasta obtener un juicio más preciso de cómo se
debe actuar para solucionar el problema.
4º A continuación las ideas deben ser evaluadas entre sí a fin de conocer las que tienen mayor
peso y asignarles la prioridad de atención correspondiente. Esto se consigue comparando la
importancia de la primera idea de la lista con la de la segunda y la que resulte más importante
se comparará con la tercera y así sucesivamente hasta terminar la lista, con esto se obtiene la
idea de mayor peso. Si es necesario se repite esta operación una y otra vez hasta terminar de
dar peso a cada una de las ideas estudiadas. La idea ganadora servirá de base para hacer
nuevos estudios utilizando otros tipos de diagramas hasta conocer la causa raíz del problema y
solucionar éste.
Lo visto en este subtema nos ha permitido constatar la importancia que para el análisis de
problemas y la toma de decisiones tiene la estadística en nuestras vidas, pero es necesario
estudiarlas a fondo para dominar su uso.





























