Embed Size (px)
Citation preview
L.1
Lampiran 1 Uji keseragaman data setiap workstation
- Workstation 2
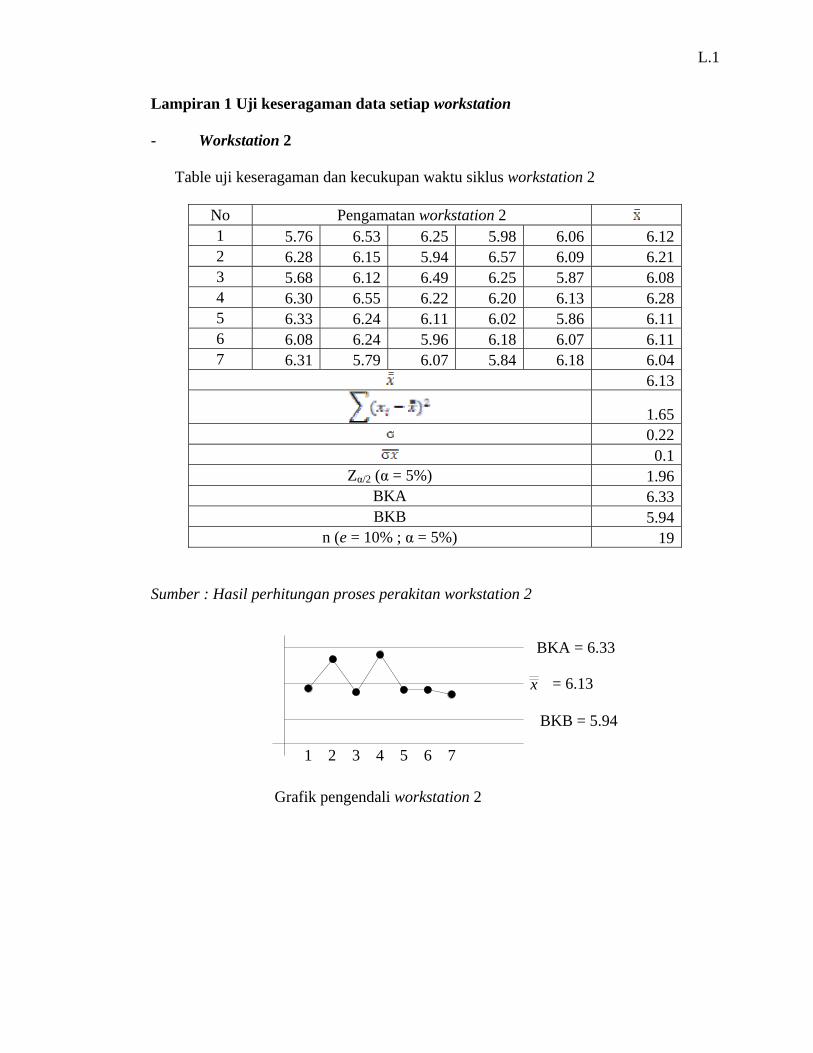
Table uji keseragaman dan kecukupan waktu siklus workstation 2
No Pengamatan workstation 2 1 5.76 6.53 6.25 5.98 6.06 6.122 6.28 6.15 5.94 6.57 6.09 6.213 5.68 6.12 6.49 6.25 5.87 6.084 6.30 6.55 6.22 6.20 6.13 6.285 6.33 6.24 6.11 6.02 5.86 6.116 6.08 6.24 5.96 6.18 6.07 6.117 6.31 5.79 6.07 5.84 6.18 6.04
6.13
1.65 0.22 0.1
Zα/2 (α = 5%) 1.96BKA 6.33BKB 5.94
n (e = 10% ; α = 5%) 19
Sumber : Hasil perhitungan proses perakitan workstation 2
1 2 3 4 5 6 7
x
BKA = 6.33
BKB = 5.94
= 6.13
Grafik pengendali workstation 2
L.2
- Workstation 3
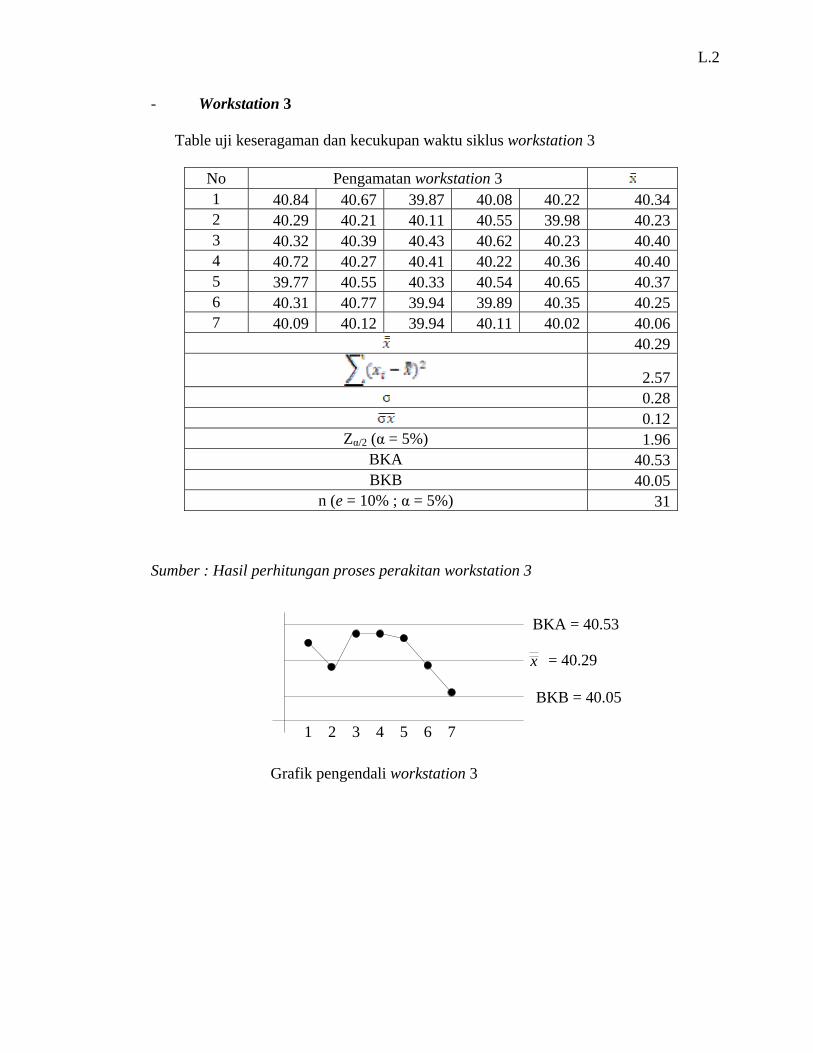
Table uji keseragaman dan kecukupan waktu siklus workstation 3
No Pengamatan workstation 3 1 40.84 40.67 39.87 40.08 40.22 40.342 40.29 40.21 40.11 40.55 39.98 40.233 40.32 40.39 40.43 40.62 40.23 40.404 40.72 40.27 40.41 40.22 40.36 40.405 39.77 40.55 40.33 40.54 40.65 40.376 40.31 40.77 39.94 39.89 40.35 40.257 40.09 40.12 39.94 40.11 40.02 40.06
40.29
2.57 0.28 0.12
Zα/2 (α = 5%) 1.96BKA 40.53BKB 40.05
n (e = 10% ; α = 5%) 31
Sumber : Hasil perhitungan proses perakitan workstation 3
1 2 3 4 5 6 7
x
BKA = 40.53
BKB = 40.05
= 40.29
Grafik pengendali workstation 3
L.3
- Workstation 4
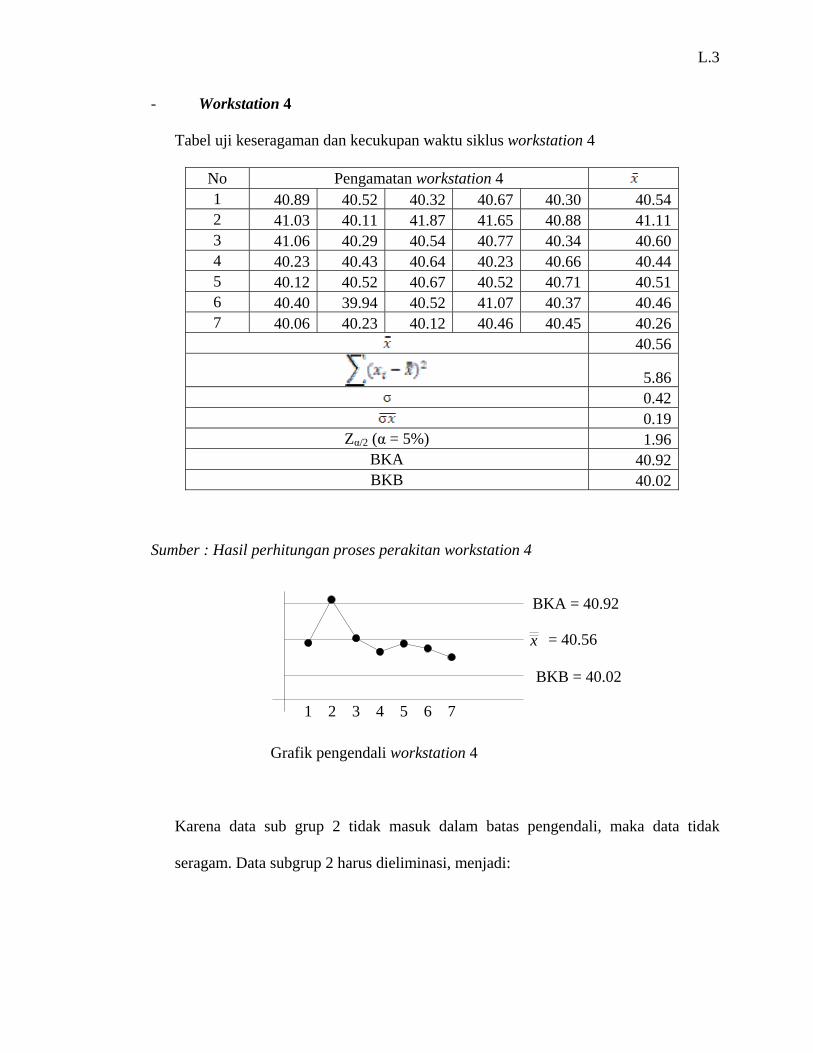
Tabel uji keseragaman dan kecukupan waktu siklus workstation 4
No Pengamatan workstation 4 1 40.89 40.52 40.32 40.67 40.30 40.542 41.03 40.11 41.87 41.65 40.88 41.113 41.06 40.29 40.54 40.77 40.34 40.604 40.23 40.43 40.64 40.23 40.66 40.445 40.12 40.52 40.67 40.52 40.71 40.516 40.40 39.94 40.52 41.07 40.37 40.467 40.06 40.23 40.12 40.46 40.45 40.26
40.56
5.86 0.42 0.19
Zα/2 (α = 5%) 1.96BKA 40.92BKB 40.02
Sumber : Hasil perhitungan proses perakitan workstation 4
1 2 3 4 5 6 7
x
BKA = 40.92
BKB = 40.02
= 40.56
Grafik pengendali workstation 4
Karena data sub grup 2 tidak masuk dalam batas pengendali, maka data tidak
seragam. Data subgrup 2 harus dieliminasi, menjadi:
L.4
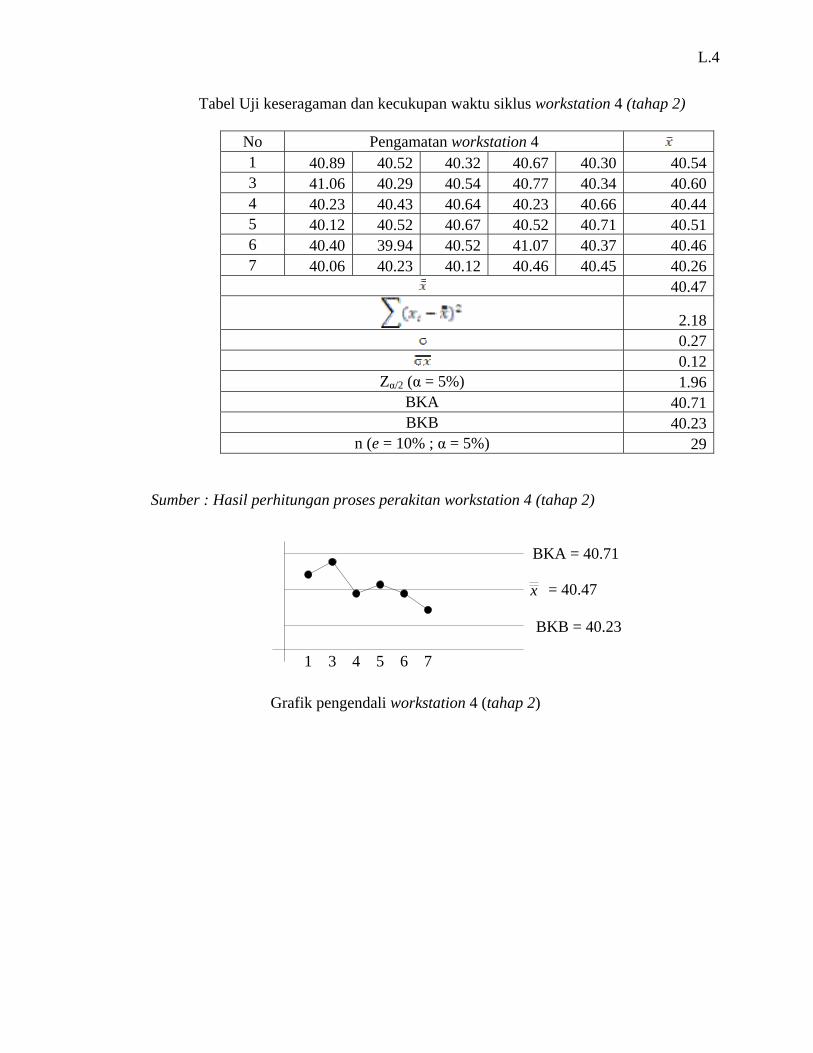
Tabel Uji keseragaman dan kecukupan waktu siklus workstation 4 (tahap 2)
No Pengamatan workstation 4 1 40.89 40.52 40.32 40.67 40.30 40.543 41.06 40.29 40.54 40.77 40.34 40.604 40.23 40.43 40.64 40.23 40.66 40.445 40.12 40.52 40.67 40.52 40.71 40.516 40.40 39.94 40.52 41.07 40.37 40.467 40.06 40.23 40.12 40.46 40.45 40.26
40.47
2.18 0.27 0.12
Zα/2 (α = 5%) 1.96BKA 40.71BKB 40.23
n (e = 10% ; α = 5%) 29
Sumber : Hasil perhitungan proses perakitan workstation 4 (tahap 2)
1 3 4 5 6 7
x
BKA = 40.71
BKB = 40.23
= 40.47
Grafik pengendali workstation 4 (tahap 2)
L.5
- Workstation 5
Tabel uji keseragaman dan kecukupan waktu siklus workstation 5
No Pengamatan workstation 5 1 2.34 2.47 2.11 2.09 2.23 2.252 1.98 2.36 2.47 2.50 2.51 2.363 2.51 2.44 2.34 2.21 2.08 2.324 2.45 2.32 2.36 2.41 1.98 2.305 2.33 2.06 2.24 2.13 2.17 2.196 2.18 2.20 2.19 2.06 2.10 2.157 2.28 2.16 2.22 2.16 2.02 2.17
2.25
0.87 0.16 0.07
Zα/2 (α = 5%) 1.96BKA 2.39BKB 2.11
n (e = 10% ; α = 5%) 10
Sumber : Hasil perhitungan proses perakitan workstation 5
1 2 3 4 5 6 7
x
BKA = 2.39
BKB = 2.11
= 2.25
Grafik pengendali workstation 5
L.6
- Workstation 6
Tabel Uji keseragaman dan kecukupan waktu siklus workstation 6
No Pengamatan workstation 6 1 9.64 8.96 8.94 9.24 9.51 9.262 8.85 8.93 9.34 9.03 9.54 9.143 8.79 9.25 9.47 9.12 9.66 9.264 9.24 9.15 8.82 9.64 9.27 9.225 9.17 9.66 8.54 9.43 8.84 9.136 9.06 9.23 8.86 8.97 9.27 9.087 9.23 8.88 9.24 8.91 9.42 9.14
9.17
2.82 0.29 0.13
Zα/2 (α = 5%) 1.96BKA 9.43BKB 8.92
n (e = 10% ; α = 5%) 33
Sumber : Hasil perhitungan proses perakitan workstation 6
Grafik pengendali workstation 6
.
L.7
Lampiran 2 Uji normalitas data setiap workstation
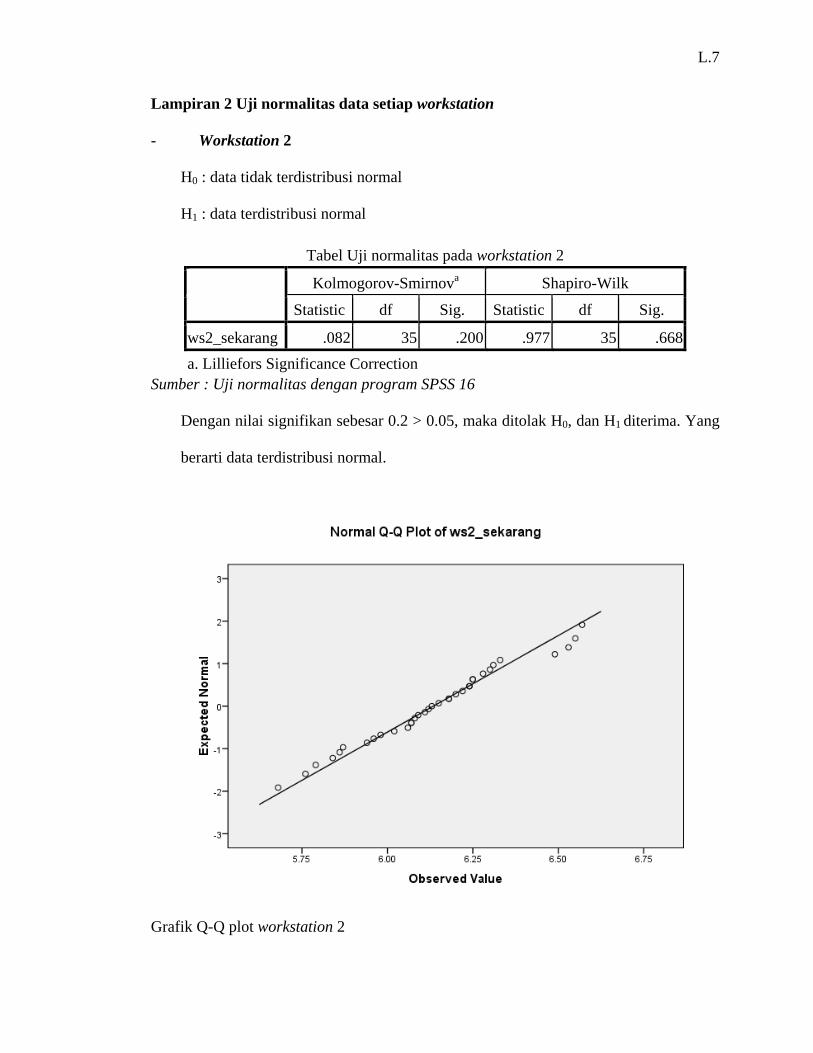
- Workstation 2
H0 : data tidak terdistribusi normal
H1 : data terdistribusi normal
Tabel Uji normalitas pada workstation 2 Kolmogorov-Smirnova Shapiro-Wilk Statistic df Sig. Statistic df Sig.
ws2_sekarang .082 35 .200 .977 35 .668a. Lilliefors Significance Correction
Sumber : Uji normalitas dengan program SPSS 16
Dengan nilai signifikan sebesar 0.2 > 0.05, maka ditolak H0, dan H1 diterima. Yang
berarti data terdistribusi normal.
Grafik Q-Q plot workstation 2
L.8
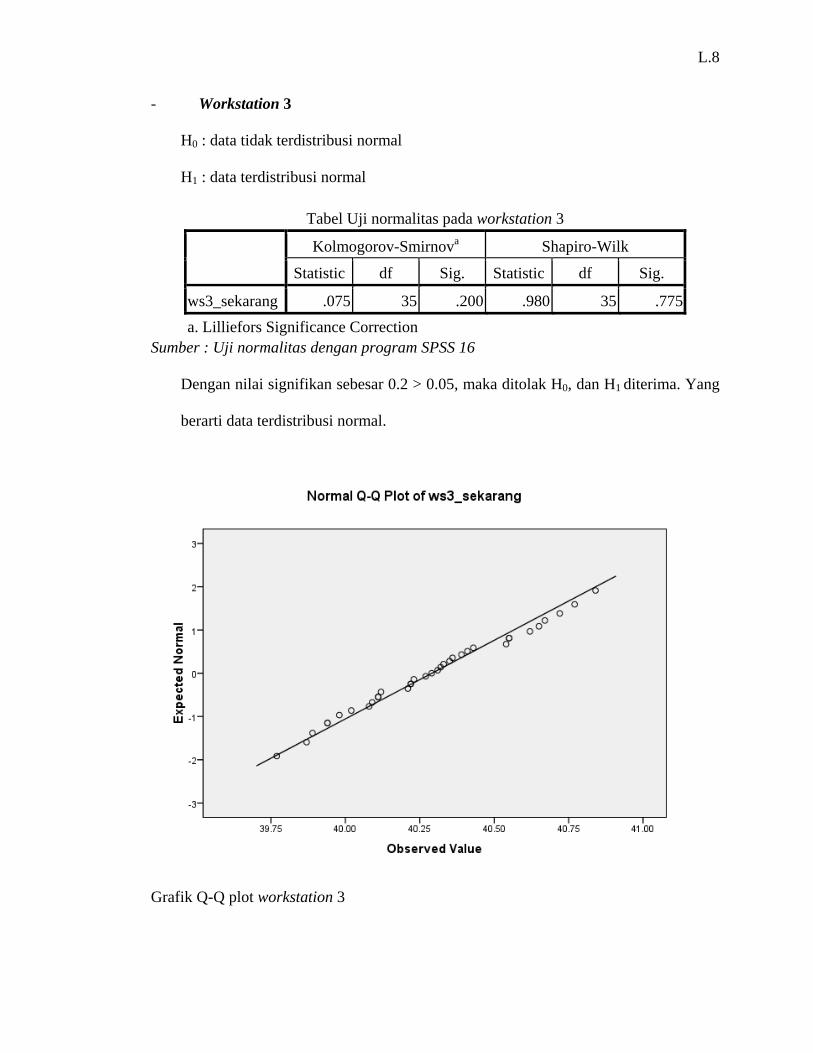
- Workstation 3
H0 : data tidak terdistribusi normal
H1 : data terdistribusi normal
Tabel Uji normalitas pada workstation 3 Kolmogorov-Smirnova Shapiro-Wilk Statistic df Sig. Statistic df Sig.
ws3_sekarang .075 35 .200 .980 35 .775a. Lilliefors Significance Correction
Sumber : Uji normalitas dengan program SPSS 16
Dengan nilai signifikan sebesar 0.2 > 0.05, maka ditolak H0, dan H1 diterima. Yang
berarti data terdistribusi normal.
Grafik Q-Q plot workstation 3
L.9
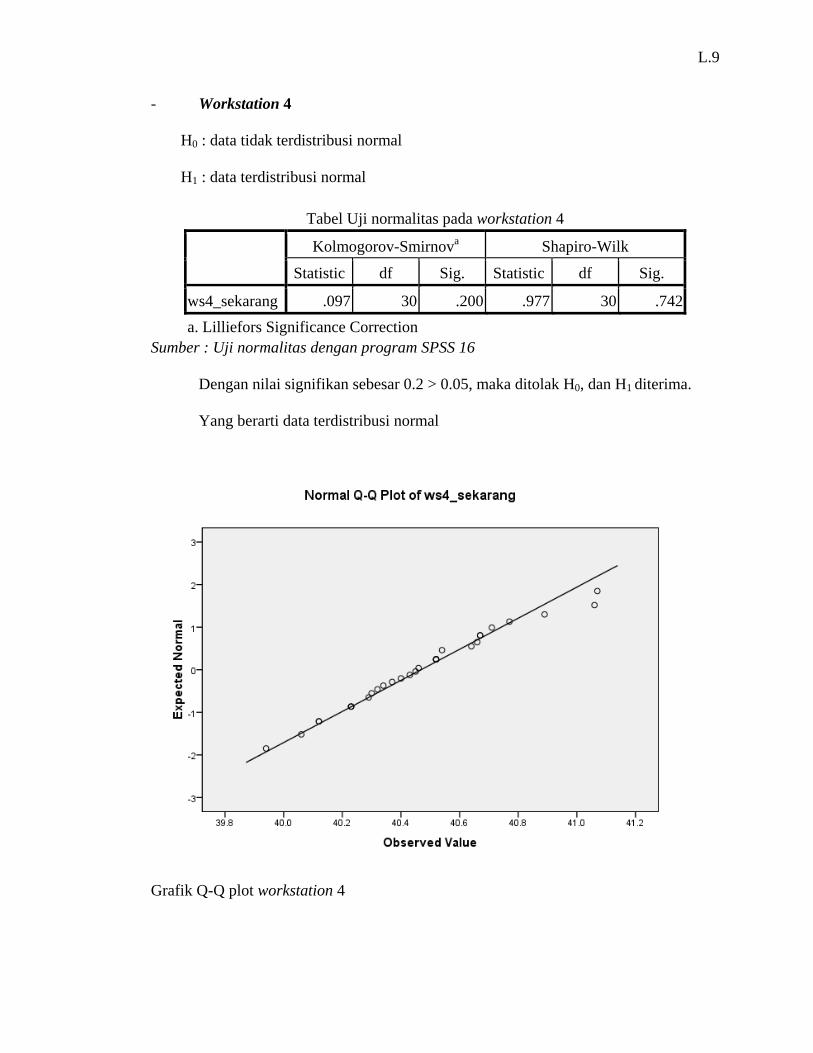
- Workstation 4
H0 : data tidak terdistribusi normal
H1 : data terdistribusi normal
Tabel Uji normalitas pada workstation 4 Kolmogorov-Smirnova Shapiro-Wilk Statistic df Sig. Statistic df Sig.
ws4_sekarang .097 30 .200 .977 30 .742a. Lilliefors Significance Correction
Sumber : Uji normalitas dengan program SPSS 16
Dengan nilai signifikan sebesar 0.2 > 0.05, maka ditolak H0, dan H1 diterima.
Yang berarti data terdistribusi normal
Grafik Q-Q plot workstation 4
L.10
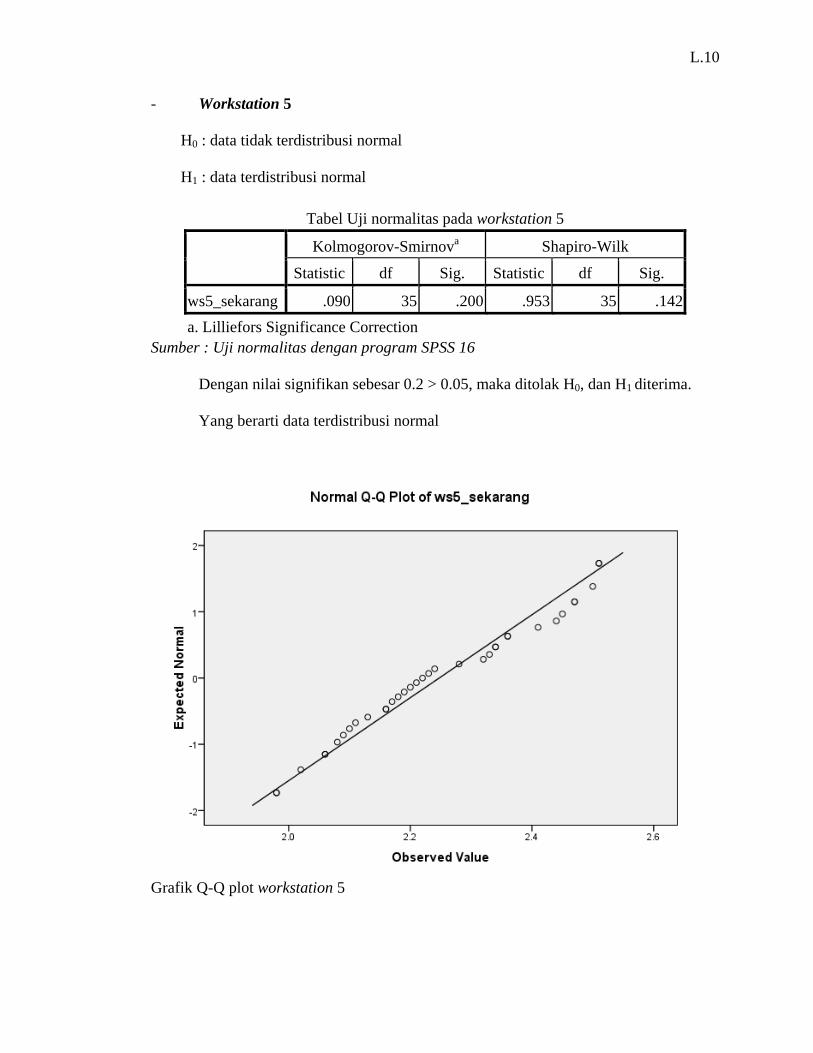
- Workstation 5
H0 : data tidak terdistribusi normal
H1 : data terdistribusi normal
Tabel Uji normalitas pada workstation 5 Kolmogorov-Smirnova Shapiro-Wilk Statistic df Sig. Statistic df Sig.
ws5_sekarang .090 35 .200 .953 35 .142a. Lilliefors Significance Correction
Sumber : Uji normalitas dengan program SPSS 16
Dengan nilai signifikan sebesar 0.2 > 0.05, maka ditolak H0, dan H1 diterima.
Yang berarti data terdistribusi normal
Grafik Q-Q plot workstation 5
L.11
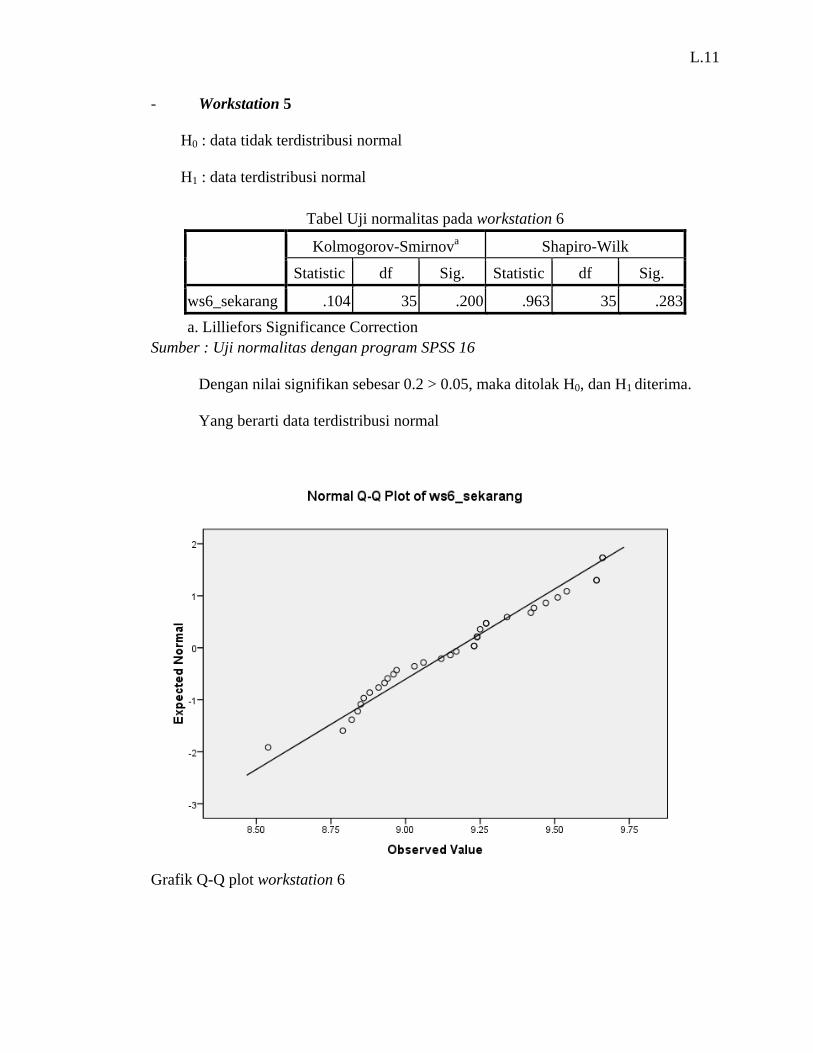
- Workstation 5
H0 : data tidak terdistribusi normal
H1 : data terdistribusi normal
Tabel Uji normalitas pada workstation 6 Kolmogorov-Smirnova Shapiro-Wilk Statistic df Sig. Statistic df Sig.
ws6_sekarang .104 35 .200 .963 35 .283a. Lilliefors Significance Correction
Sumber : Uji normalitas dengan program SPSS 16
Dengan nilai signifikan sebesar 0.2 > 0.05, maka ditolak H0, dan H1 diterima.
Yang berarti data terdistribusi normal
Grafik Q-Q plot workstation 6
L.12
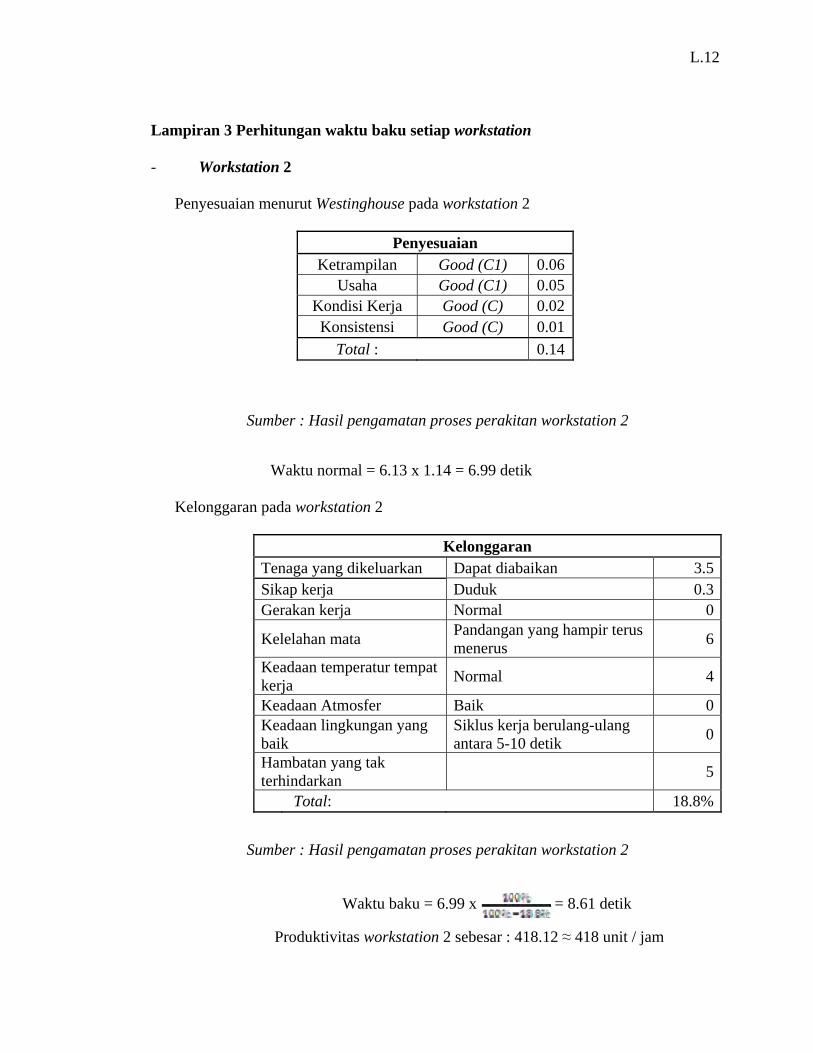
Lampiran 3 Perhitungan waktu baku setiap workstation
- Workstation 2
Penyesuaian menurut Westinghouse pada workstation 2
Penyesuaian Ketrampilan Good (C1) 0.06
Usaha Good (C1) 0.05Kondisi Kerja Good (C) 0.02Konsistensi Good (C) 0.01
Total : 0.14
Sumber : Hasil pengamatan proses perakitan workstation 2
Waktu normal = 6.13 x 1.14 = 6.99 detik
Kelonggaran pada workstation 2
Kelonggaran Tenaga yang dikeluarkan Dapat diabaikan 3.5Sikap kerja Duduk 0.3Gerakan kerja Normal 0
Kelelahan mata Pandangan yang hampir terus menerus 6
Keadaan temperatur tempat kerja Normal 4
Keadaan Atmosfer Baik 0Keadaan lingkungan yang baik
Siklus kerja berulang-ulang antara 5-10 detik 0
Hambatan yang tak terhindarkan 5
Total: 18.8%
Sumber : Hasil pengamatan proses perakitan workstation 2
Waktu baku = 6.99 x = 8.61 detik
Produktivitas workstation 2 sebesar : 418.12 ≈ 418 unit / jam
L.13
- Workstation 3
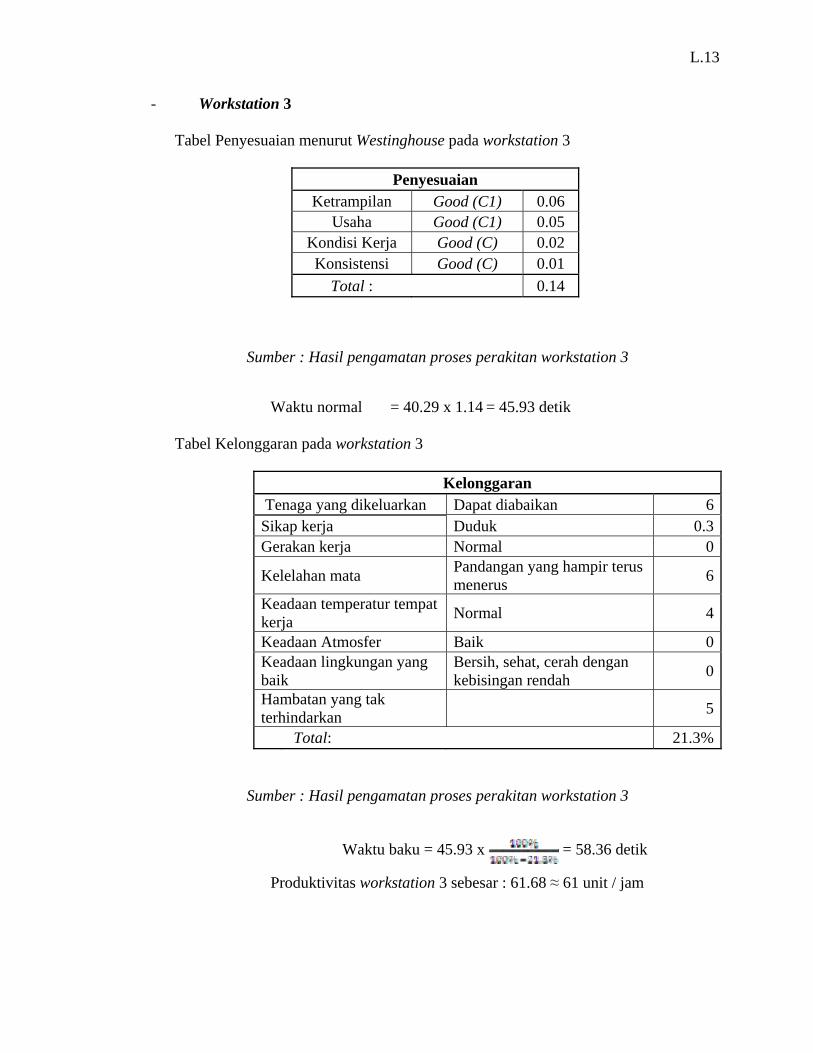
Tabel Penyesuaian menurut Westinghouse pada workstation 3
Penyesuaian Ketrampilan Good (C1) 0.06
Usaha Good (C1) 0.05 Kondisi Kerja Good (C) 0.02 Konsistensi Good (C) 0.01
Total : 0.14
Sumber : Hasil pengamatan proses perakitan workstation 3
Waktu normal = 40.29 x 1.14 = 45.93 detik
Tabel Kelonggaran pada workstation 3
Kelonggaran Tenaga yang dikeluarkan Dapat diabaikan 6Sikap kerja Duduk 0.3Gerakan kerja Normal 0
Kelelahan mata Pandangan yang hampir terus menerus 6
Keadaan temperatur tempat kerja Normal 4
Keadaan Atmosfer Baik 0Keadaan lingkungan yang baik
Bersih, sehat, cerah dengan kebisingan rendah 0
Hambatan yang tak terhindarkan 5
Total: 21.3%
Sumber : Hasil pengamatan proses perakitan workstation 3
Waktu baku = 45.93 x = 58.36 detik
Produktivitas workstation 3 sebesar : 61.68 ≈ 61 unit / jam
L.14
- Workstation 4
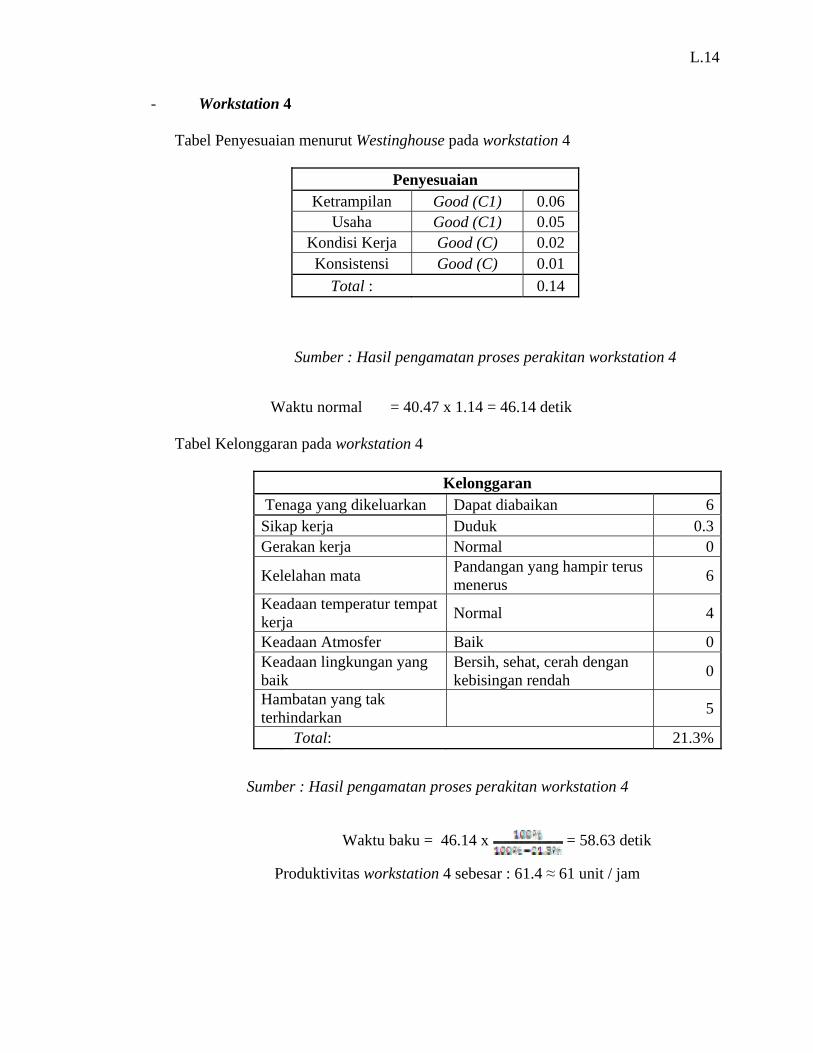
Tabel Penyesuaian menurut Westinghouse pada workstation 4
Penyesuaian Ketrampilan Good (C1) 0.06
Usaha Good (C1) 0.05 Kondisi Kerja Good (C) 0.02 Konsistensi Good (C) 0.01
Total : 0.14
Sumber : Hasil pengamatan proses perakitan workstation 4
Waktu normal = 40.47 x 1.14 = 46.14 detik
Tabel Kelonggaran pada workstation 4
Kelonggaran Tenaga yang dikeluarkan Dapat diabaikan 6Sikap kerja Duduk 0.3Gerakan kerja Normal 0
Kelelahan mata Pandangan yang hampir terus menerus 6
Keadaan temperatur tempat kerja Normal 4
Keadaan Atmosfer Baik 0Keadaan lingkungan yang baik
Bersih, sehat, cerah dengan kebisingan rendah 0
Hambatan yang tak terhindarkan 5
Total: 21.3%
Sumber : Hasil pengamatan proses perakitan workstation 4
Waktu baku = 46.14 x = 58.63 detik
Produktivitas workstation 4 sebesar : 61.4 ≈ 61 unit / jam
L.15
- Workstation 5
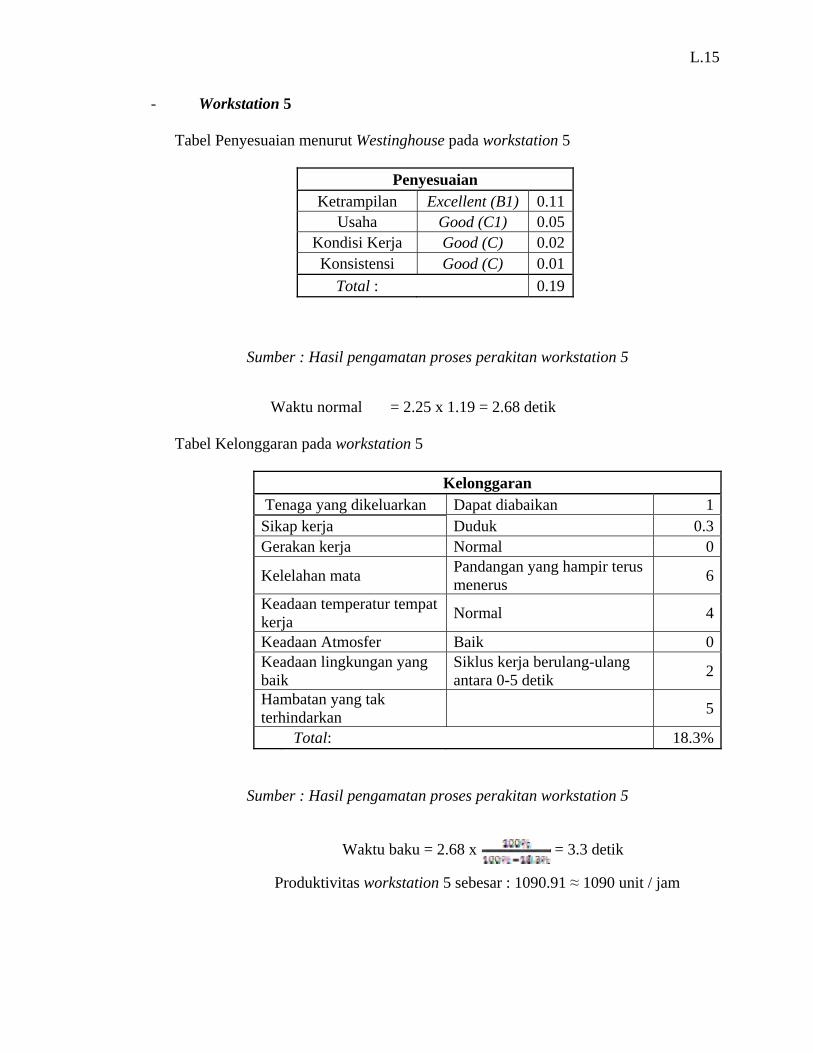
Tabel Penyesuaian menurut Westinghouse pada workstation 5
Penyesuaian Ketrampilan Excellent (B1) 0.11
Usaha Good (C1) 0.05Kondisi Kerja Good (C) 0.02Konsistensi Good (C) 0.01
Total : 0.19
Sumber : Hasil pengamatan proses perakitan workstation 5
Waktu normal = 2.25 x 1.19 = 2.68 detik
Tabel Kelonggaran pada workstation 5
Kelonggaran Tenaga yang dikeluarkan Dapat diabaikan 1Sikap kerja Duduk 0.3Gerakan kerja Normal 0
Kelelahan mata Pandangan yang hampir terus menerus 6
Keadaan temperatur tempat kerja Normal 4
Keadaan Atmosfer Baik 0Keadaan lingkungan yang baik
Siklus kerja berulang-ulang antara 0-5 detik 2
Hambatan yang tak terhindarkan 5
Total: 18.3%
Sumber : Hasil pengamatan proses perakitan workstation 5
Waktu baku = 2.68 x = 3.3 detik
Produktivitas workstation 5 sebesar : 1090.91 ≈ 1090 unit / jam
L.16
- Workstation 6
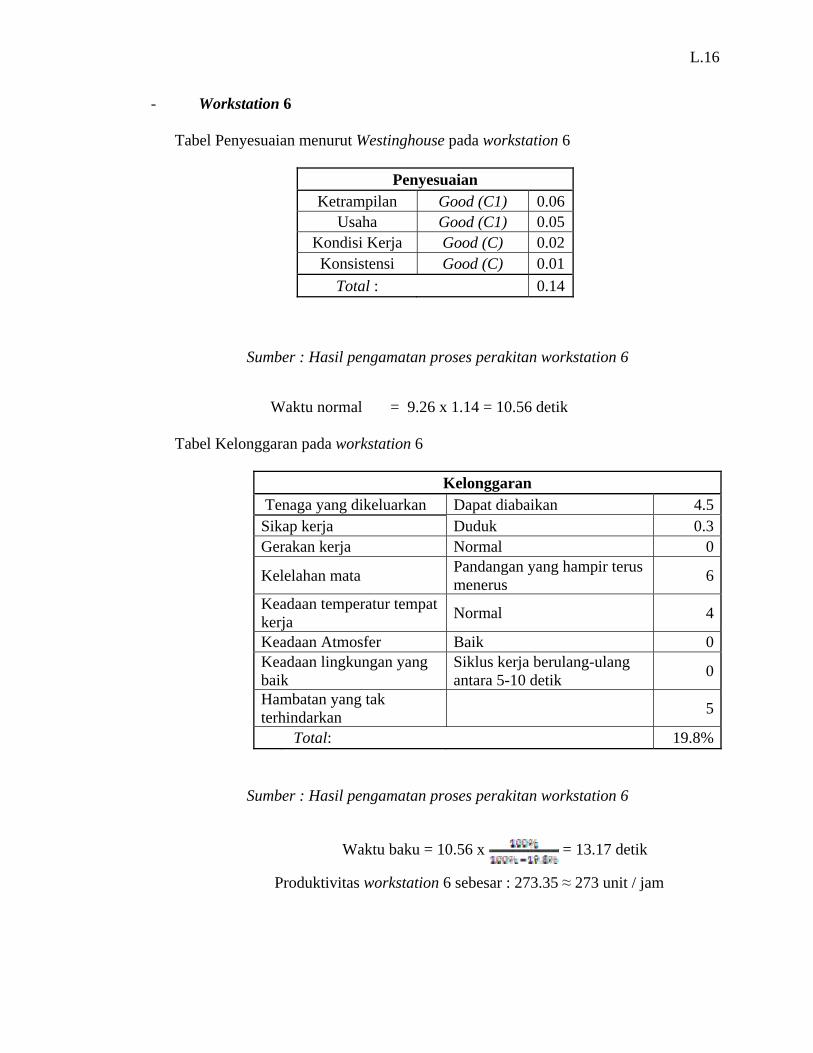
Tabel Penyesuaian menurut Westinghouse pada workstation 6
Penyesuaian Ketrampilan Good (C1) 0.06
Usaha Good (C1) 0.05Kondisi Kerja Good (C) 0.02Konsistensi Good (C) 0.01
Total : 0.14
Sumber : Hasil pengamatan proses perakitan workstation 6
Waktu normal = 9.26 x 1.14 = 10.56 detik
Tabel Kelonggaran pada workstation 6
Kelonggaran Tenaga yang dikeluarkan Dapat diabaikan 4.5Sikap kerja Duduk 0.3Gerakan kerja Normal 0
Kelelahan mata Pandangan yang hampir terus menerus 6
Keadaan temperatur tempat kerja Normal 4
Keadaan Atmosfer Baik 0Keadaan lingkungan yang baik
Siklus kerja berulang-ulang antara 5-10 detik 0
Hambatan yang tak terhindarkan 5
Total: 19.8%
Sumber : Hasil pengamatan proses perakitan workstation 6
Waktu baku = 10.56 x = 13.17 detik
Produktivitas workstation 6 sebesar : 273.35 ≈ 273 unit / jam
L.17
Lampiran 4 Peta tangan kiri tangan kanan sekarang
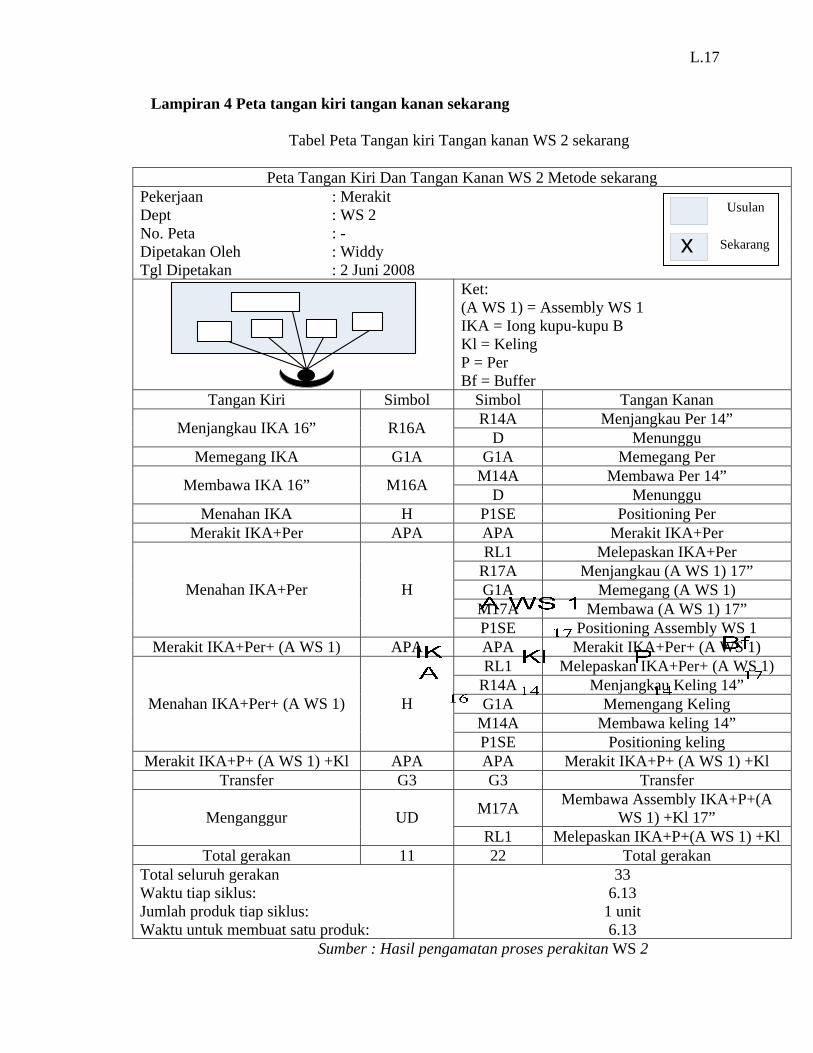
Tabel Peta Tangan kiri Tangan kanan WS 2 sekarang
Peta Tangan Kiri Dan Tangan Kanan WS 2 Metode sekarang Pekerjaan : Merakit Dept : WS 2 No. Peta : - Dipetakan Oleh : Widdy Tgl Dipetakan : 2 Juni 2008
Ket: (A WS 1) = Assembly WS 1 IKA = Iong kupu-kupu B Kl = Keling P = Per Bf = Buffer
Tangan Kiri Simbol Simbol Tangan Kanan R14A Menjangkau Per 14” Menjangkau IKA 16” R16A D Menunggu
Memegang IKA G1A G1A Memegang Per M14A Membawa Per 14” Membawa IKA 16” M16A D Menunggu
Menahan IKA H P1SE Positioning Per Merakit IKA+Per APA APA Merakit IKA+Per
RL1 Melepaskan IKA+Per R17A Menjangkau (A WS 1) 17” G1A Memegang (A WS 1)
M17A Membawa (A WS 1) 17” Menahan IKA+Per H
P1SE Positioning Assembly WS 1 Merakit IKA+Per+ (A WS 1) APA APA Merakit IKA+Per+ (A WS 1)
RL1 Melepaskan IKA+Per+ (A WS 1) R14A Menjangkau Keling 14” G1A Memengang Keling
M14A Membawa keling 14” Menahan IKA+Per+ (A WS 1) H
P1SE Positioning keling Merakit IKA+P+ (A WS 1) +Kl APA APA Merakit IKA+P+ (A WS 1) +Kl
Transfer G3 G3 Transfer
M17A Membawa Assembly IKA+P+(A WS 1) +Kl 17” Menganggur UD
RL1 Melepaskan IKA+P+(A WS 1) +Kl Total gerakan 11 22 Total gerakan
Total seluruh gerakan Waktu tiap siklus: Jumlah produk tiap siklus: Waktu untuk membuat satu produk:
33 6.13
1 unit 6.13
Sumber : Hasil pengamatan proses perakitan WS 2
x
Usulan
Sekarang
L.18
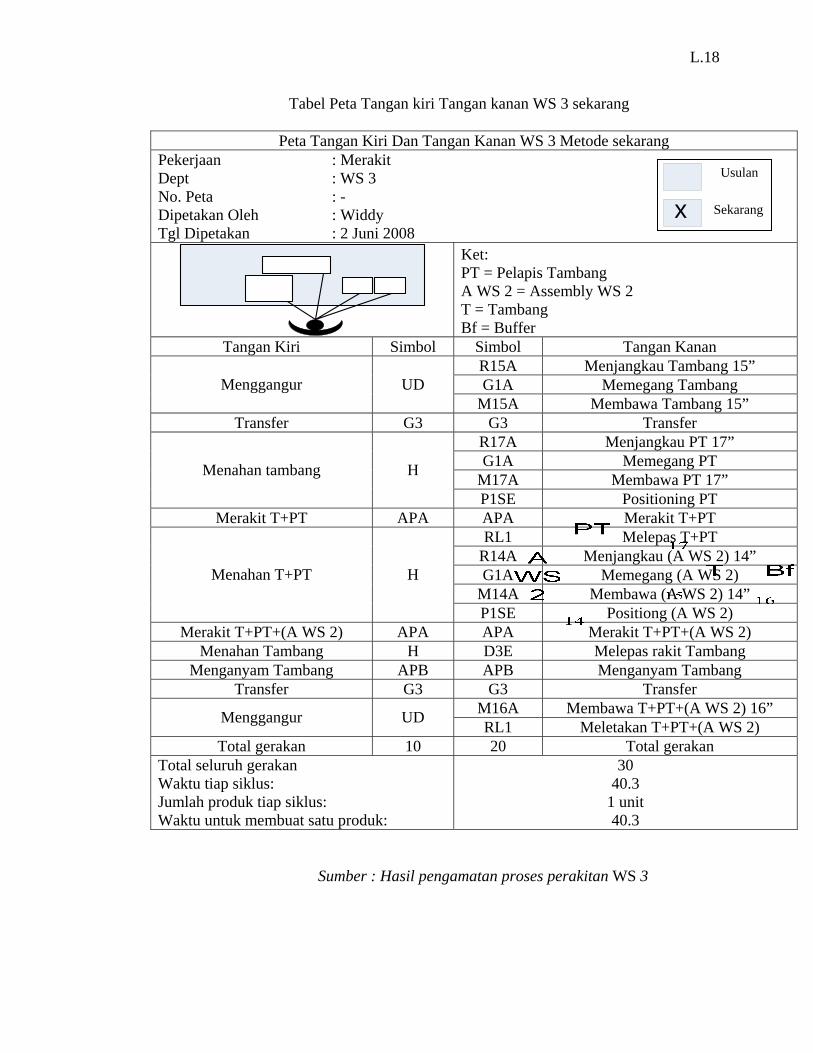
Tabel Peta Tangan kiri Tangan kanan WS 3 sekarang
Peta Tangan Kiri Dan Tangan Kanan WS 3 Metode sekarang Pekerjaan : Merakit Dept : WS 3 No. Peta : - Dipetakan Oleh : Widdy Tgl Dipetakan : 2 Juni 2008
Ket: PT = Pelapis Tambang A WS 2 = Assembly WS 2 T = Tambang Bf = Buffer
Tangan Kiri Simbol Simbol Tangan Kanan R15A Menjangkau Tambang 15” G1A Memegang Tambang Menggangur UD
M15A Membawa Tambang 15” Transfer G3 G3 Transfer
R17A Menjangkau PT 17” G1A Memegang PT
M17A Membawa PT 17” Menahan tambang H
P1SE Positioning PT Merakit T+PT APA APA Merakit T+PT
RL1 Melepas T+PT R14A Menjangkau (A WS 2) 14” G1A Memegang (A WS 2)
M14A Membawa (A WS 2) 14” Menahan T+PT H
P1SE Positiong (A WS 2) Merakit T+PT+(A WS 2) APA APA Merakit T+PT+(A WS 2)
Menahan Tambang H D3E Melepas rakit Tambang Menganyam Tambang APB APB Menganyam Tambang
Transfer G3 G3 Transfer M16A Membawa T+PT+(A WS 2) 16” Menggangur UD RL1 Meletakan T+PT+(A WS 2)
Total gerakan 10 20 Total gerakan Total seluruh gerakan Waktu tiap siklus: Jumlah produk tiap siklus: Waktu untuk membuat satu produk:
30 40.3
1 unit 40.3
Sumber : Hasil pengamatan proses perakitan WS 3
x
Usulan
Sekarang
L.19
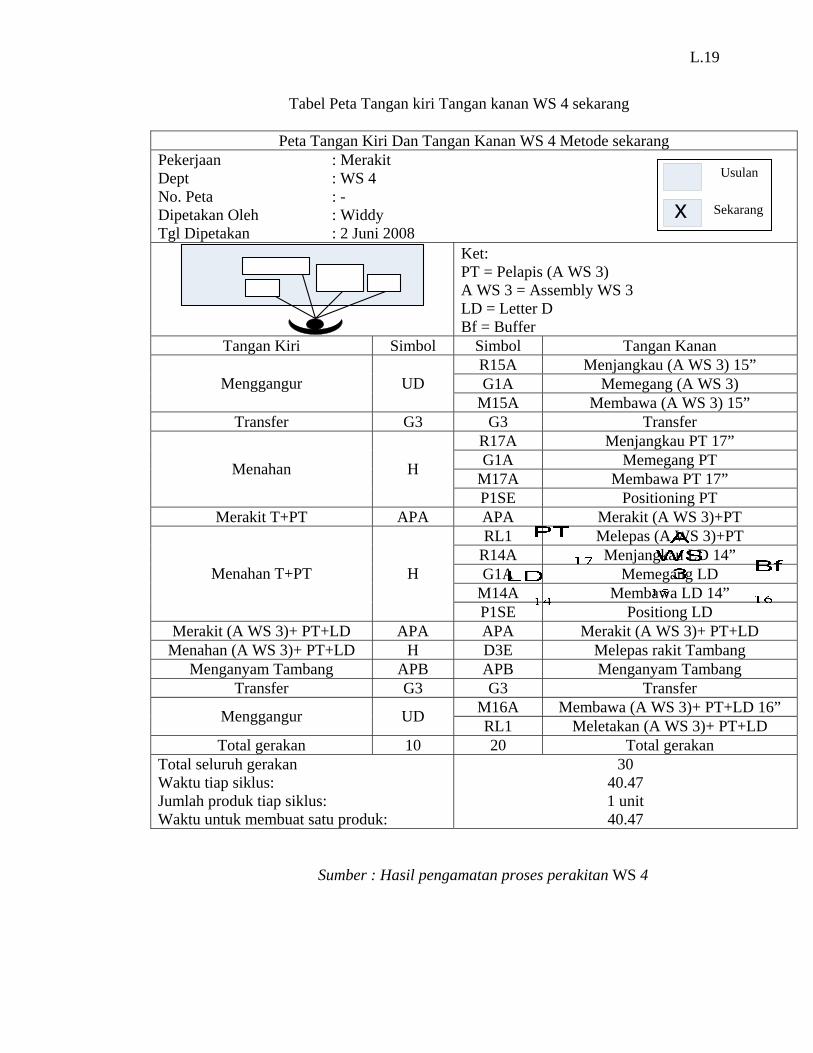
Tabel Peta Tangan kiri Tangan kanan WS 4 sekarang
Peta Tangan Kiri Dan Tangan Kanan WS 4 Metode sekarang Pekerjaan : Merakit Dept : WS 4 No. Peta : - Dipetakan Oleh : Widdy Tgl Dipetakan : 2 Juni 2008
Ket: PT = Pelapis (A WS 3) A WS 3 = Assembly WS 3 LD = Letter D Bf = Buffer
Tangan Kiri Simbol Simbol Tangan Kanan R15A Menjangkau (A WS 3) 15” G1A Memegang (A WS 3) Menggangur UD
M15A Membawa (A WS 3) 15” Transfer G3 G3 Transfer
R17A Menjangkau PT 17” G1A Memegang PT
M17A Membawa PT 17” Menahan H
P1SE Positioning PT Merakit T+PT APA APA Merakit (A WS 3)+PT
RL1 Melepas (A WS 3)+PT R14A Menjangkau LD 14” G1A Memegang LD
M14A Membawa LD 14” Menahan T+PT H
P1SE Positiong LD Merakit (A WS 3)+ PT+LD APA APA Merakit (A WS 3)+ PT+LD
Menahan (A WS 3)+ PT+LD H D3E Melepas rakit Tambang Menganyam Tambang APB APB Menganyam Tambang
Transfer G3 G3 Transfer M16A Membawa (A WS 3)+ PT+LD 16” Menggangur UD RL1 Meletakan (A WS 3)+ PT+LD
Total gerakan 10 20 Total gerakan Total seluruh gerakan Waktu tiap siklus: Jumlah produk tiap siklus: Waktu untuk membuat satu produk:
30 40.47 1 unit 40.47
Sumber : Hasil pengamatan proses perakitan WS 4
x
Usulan
Sekarang
L.20
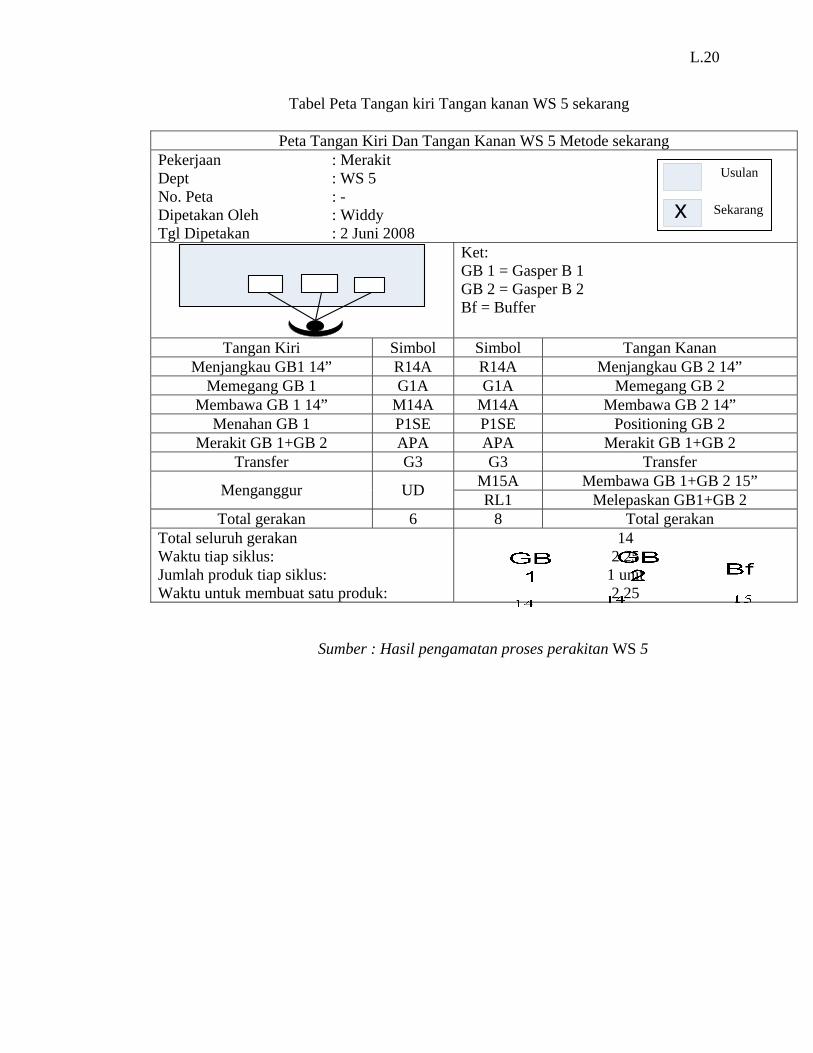
Tabel Peta Tangan kiri Tangan kanan WS 5 sekarang
Peta Tangan Kiri Dan Tangan Kanan WS 5 Metode sekarang Pekerjaan : Merakit Dept : WS 5 No. Peta : - Dipetakan Oleh : Widdy Tgl Dipetakan : 2 Juni 2008
Ket: GB 1 = Gasper B 1 GB 2 = Gasper B 2 Bf = Buffer
Tangan Kiri Simbol Simbol Tangan Kanan Menjangkau GB1 14” R14A R14A Menjangkau GB 2 14”
Memegang GB 1 G1A G1A Memegang GB 2 Membawa GB 1 14” M14A M14A Membawa GB 2 14”
Menahan GB 1 P1SE P1SE Positioning GB 2 Merakit GB 1+GB 2 APA APA Merakit GB 1+GB 2
Transfer G3 G3 Transfer M15A Membawa GB 1+GB 2 15” Menganggur UD RL1 Melepaskan GB1+GB 2
Total gerakan 6 8 Total gerakan Total seluruh gerakan Waktu tiap siklus: Jumlah produk tiap siklus: Waktu untuk membuat satu produk:
14 2.25
1 unit 2.25
Sumber : Hasil pengamatan proses perakitan WS 5
x
Usulan
Sekarang
L.21
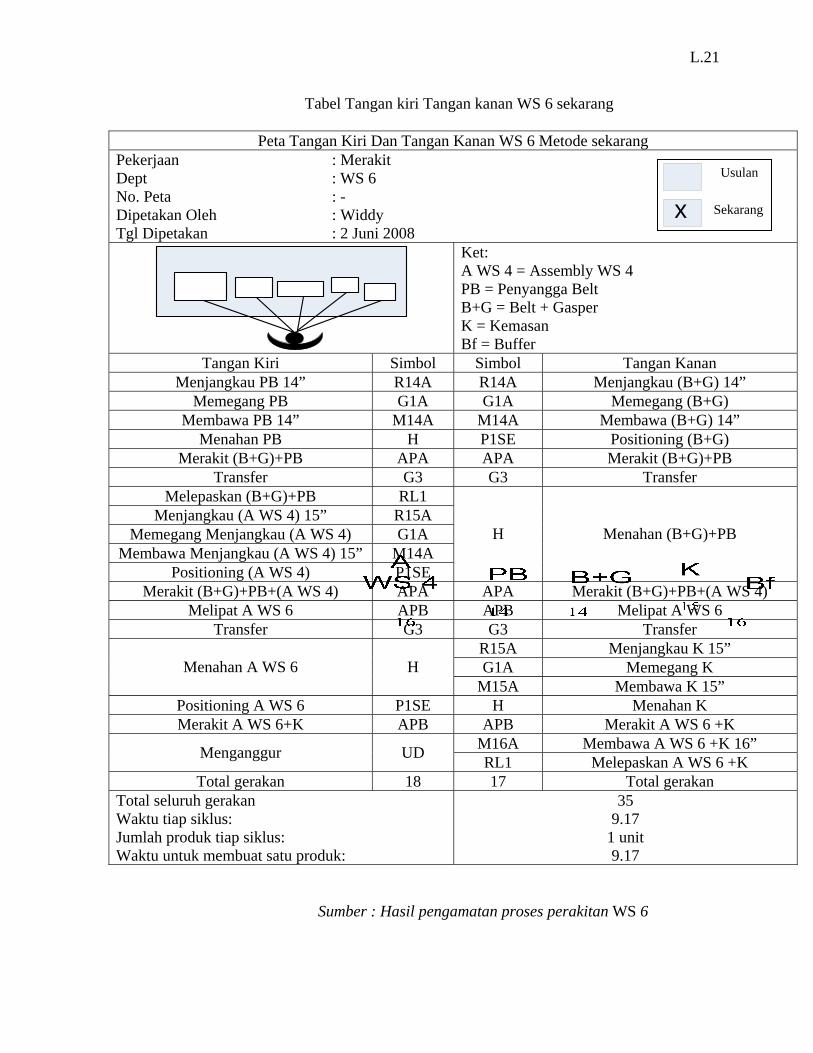
Tabel Tangan kiri Tangan kanan WS 6 sekarang
Peta Tangan Kiri Dan Tangan Kanan WS 6 Metode sekarang Pekerjaan : Merakit Dept : WS 6 No. Peta : - Dipetakan Oleh : Widdy Tgl Dipetakan : 2 Juni 2008
Ket: A WS 4 = Assembly WS 4 PB = Penyangga Belt B+G = Belt + Gasper K = Kemasan Bf = Buffer
Tangan Kiri Simbol Simbol Tangan Kanan Menjangkau PB 14” R14A R14A Menjangkau (B+G) 14”
Memegang PB G1A G1A Memegang (B+G) Membawa PB 14” M14A M14A Membawa (B+G) 14”
Menahan PB H P1SE Positioning (B+G) Merakit (B+G)+PB APA APA Merakit (B+G)+PB
Transfer G3 G3 Transfer Melepaskan (B+G)+PB RL1
Menjangkau (A WS 4) 15” R15A Memegang Menjangkau (A WS 4) G1A
Membawa Menjangkau (A WS 4) 15” M14A Positioning (A WS 4) P1SE
H Menahan (B+G)+PB
Merakit (B+G)+PB+(A WS 4) APA APA Merakit (B+G)+PB+(A WS 4) Melipat A WS 6 APB APB Melipat A WS 6
Transfer G3 G3 Transfer R15A Menjangkau K 15” G1A Memegang K Menahan A WS 6 H
M15A Membawa K 15” Positioning A WS 6 P1SE H Menahan K Merakit A WS 6+K APB APB Merakit A WS 6 +K
M16A Membawa A WS 6 +K 16” Menganggur UD RL1 Melepaskan A WS 6 +K Total gerakan 18 17 Total gerakan
Total seluruh gerakan Waktu tiap siklus: Jumlah produk tiap siklus: Waktu untuk membuat satu produk:
35 9.17
1 unit 9.17
Sumber : Hasil pengamatan proses perakitan WS 6
x
Usulan
Sekarang
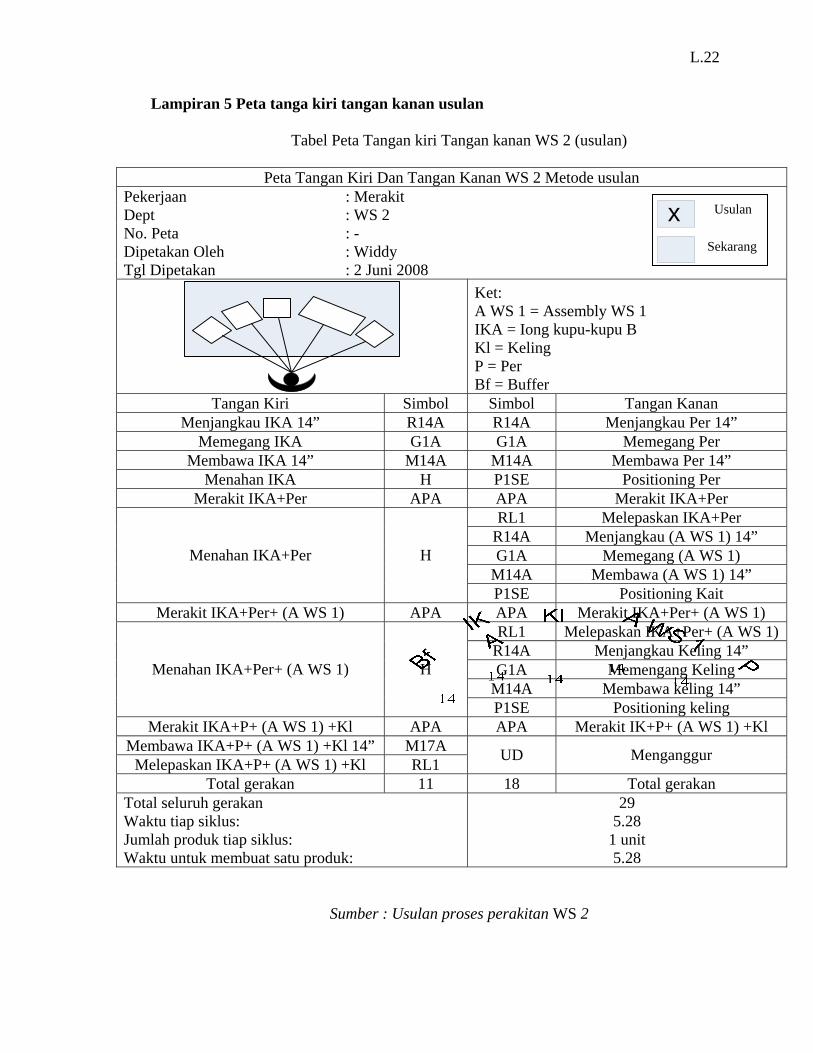
L.22
Lampiran 5 Peta tanga kiri tangan kanan usulan
Tabel Peta Tangan kiri Tangan kanan WS 2 (usulan)
Peta Tangan Kiri Dan Tangan Kanan WS 2 Metode usulan Pekerjaan : Merakit Dept : WS 2 No. Peta : - Dipetakan Oleh : Widdy Tgl Dipetakan : 2 Juni 2008
Ket: A WS 1 = Assembly WS 1 IKA = Iong kupu-kupu B Kl = Keling P = Per Bf = Buffer
Tangan Kiri Simbol Simbol Tangan Kanan Menjangkau IKA 14” R14A R14A Menjangkau Per 14”
Memegang IKA G1A G1A Memegang Per Membawa IKA 14” M14A M14A Membawa Per 14”
Menahan IKA H P1SE Positioning Per Merakit IKA+Per APA APA Merakit IKA+Per
RL1 Melepaskan IKA+Per R14A Menjangkau (A WS 1) 14” G1A Memegang (A WS 1)
M14A Membawa (A WS 1) 14” Menahan IKA+Per H
P1SE Positioning Kait Merakit IKA+Per+ (A WS 1) APA APA Merakit IKA+Per+ (A WS 1)
RL1 Melepaskan IKA+Per+ (A WS 1) R14A Menjangkau Keling 14” G1A Memengang Keling
M14A Membawa keling 14” Menahan IKA+Per+ (A WS 1) H
P1SE Positioning keling Merakit IKA+P+ (A WS 1) +Kl APA APA Merakit IK+P+ (A WS 1) +Kl
Membawa IKA+P+ (A WS 1) +Kl 14” M17A Melepaskan IKA+P+ (A WS 1) +Kl RL1 UD Menganggur
Total gerakan 11 18 Total gerakan Total seluruh gerakan Waktu tiap siklus: Jumlah produk tiap siklus: Waktu untuk membuat satu produk:
29 5.28
1 unit 5.28
Sumber : Usulan proses perakitan WS 2
x Usulan
Sekarang
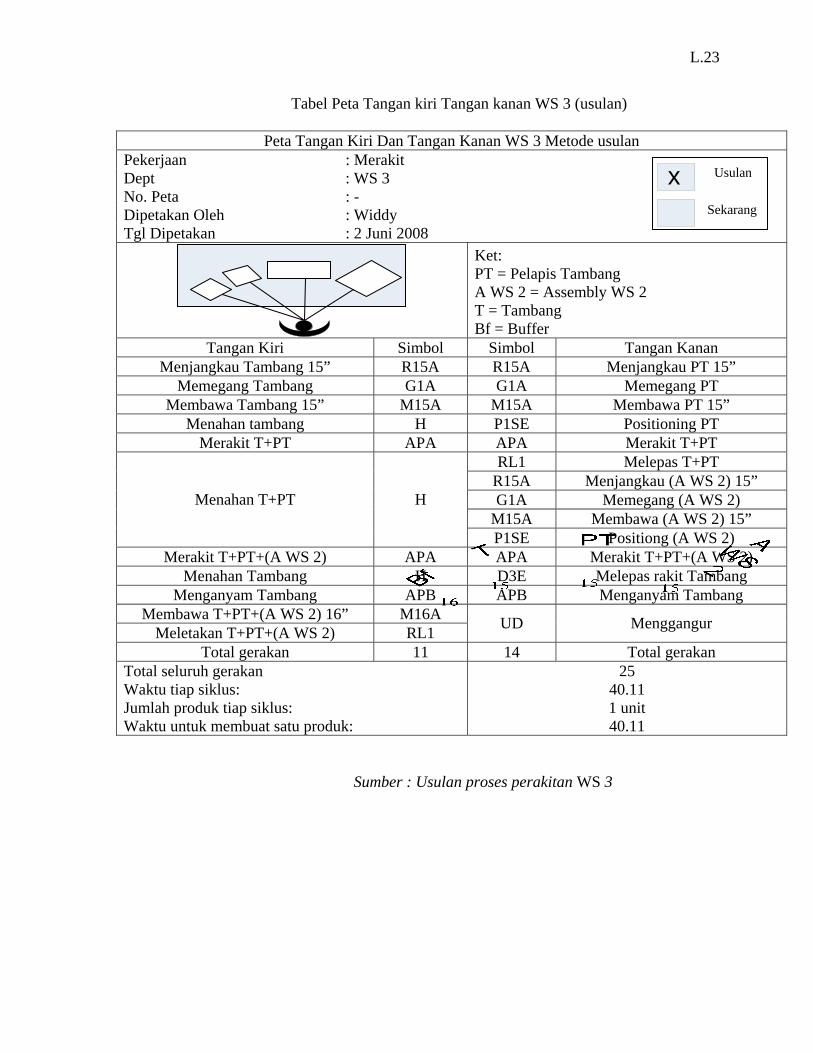
L.23
Tabel Peta Tangan kiri Tangan kanan WS 3 (usulan)
Peta Tangan Kiri Dan Tangan Kanan WS 3 Metode usulan Pekerjaan : Merakit Dept : WS 3 No. Peta : - Dipetakan Oleh : Widdy Tgl Dipetakan : 2 Juni 2008
Ket: PT = Pelapis Tambang A WS 2 = Assembly WS 2 T = Tambang Bf = Buffer
Tangan Kiri Simbol Simbol Tangan Kanan Menjangkau Tambang 15” R15A R15A Menjangkau PT 15”
Memegang Tambang G1A G1A Memegang PT Membawa Tambang 15” M15A M15A Membawa PT 15”
Menahan tambang H P1SE Positioning PT Merakit T+PT APA APA Merakit T+PT
RL1 Melepas T+PT R15A Menjangkau (A WS 2) 15” G1A Memegang (A WS 2)
M15A Membawa (A WS 2) 15” Menahan T+PT H
P1SE Positiong (A WS 2) Merakit T+PT+(A WS 2) APA APA Merakit T+PT+(A WS 2)
Menahan Tambang H D3E Melepas rakit Tambang Menganyam Tambang APB APB Menganyam Tambang
Membawa T+PT+(A WS 2) 16” M16A Meletakan T+PT+(A WS 2) RL1 UD Menggangur
Total gerakan 11 14 Total gerakan Total seluruh gerakan Waktu tiap siklus: Jumlah produk tiap siklus: Waktu untuk membuat satu produk:
25 40.11 1 unit 40.11
Sumber : Usulan proses perakitan WS 3
x Usulan
Sekarang
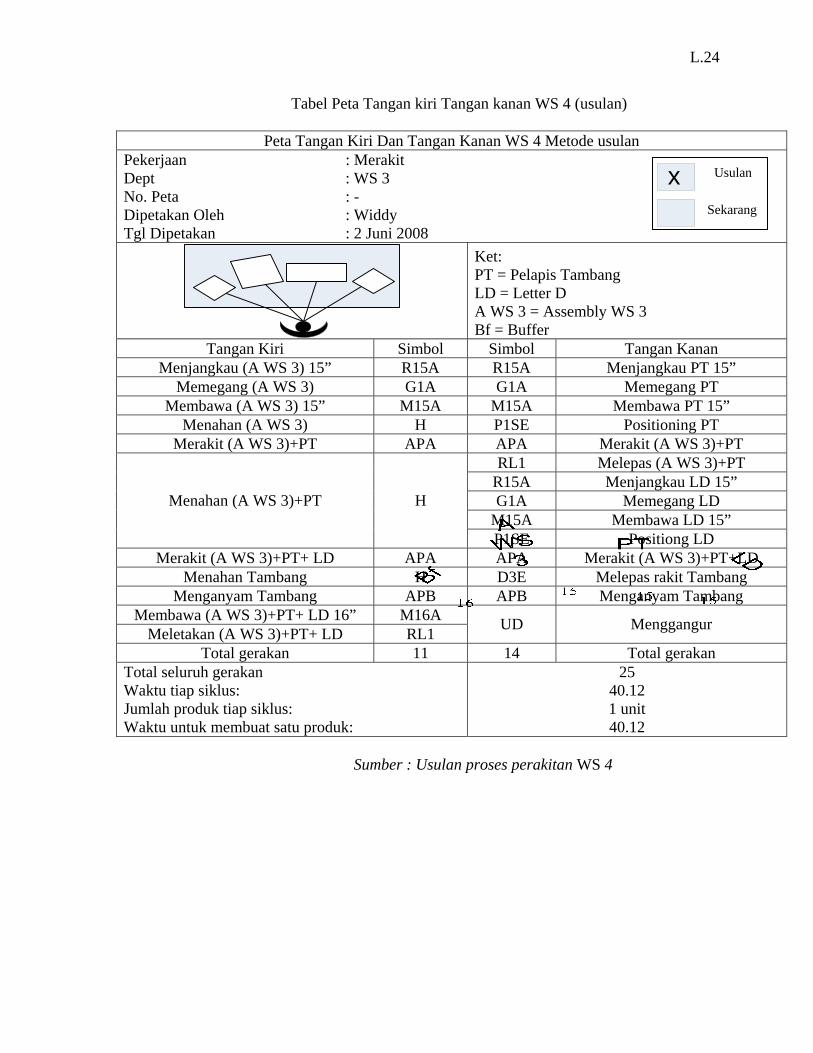
L.24
Tabel Peta Tangan kiri Tangan kanan WS 4 (usulan)
Peta Tangan Kiri Dan Tangan Kanan WS 4 Metode usulan Pekerjaan : Merakit Dept : WS 3 No. Peta : - Dipetakan Oleh : Widdy Tgl Dipetakan : 2 Juni 2008
Ket: PT = Pelapis Tambang LD = Letter D A WS 3 = Assembly WS 3 Bf = Buffer
Tangan Kiri Simbol Simbol Tangan Kanan Menjangkau (A WS 3) 15” R15A R15A Menjangkau PT 15”
Memegang (A WS 3) G1A G1A Memegang PT Membawa (A WS 3) 15” M15A M15A Membawa PT 15”
Menahan (A WS 3) H P1SE Positioning PT Merakit (A WS 3)+PT APA APA Merakit (A WS 3)+PT
RL1 Melepas (A WS 3)+PT R15A Menjangkau LD 15” G1A Memegang LD
M15A Membawa LD 15” Menahan (A WS 3)+PT H
P1SE Positiong LD Merakit (A WS 3)+PT+ LD APA APA Merakit (A WS 3)+PT+LD
Menahan Tambang H D3E Melepas rakit Tambang Menganyam Tambang APB APB Menganyam Tambang
Membawa (A WS 3)+PT+ LD 16” M16A Meletakan (A WS 3)+PT+ LD RL1 UD Menggangur
Total gerakan 11 14 Total gerakan Total seluruh gerakan Waktu tiap siklus: Jumlah produk tiap siklus: Waktu untuk membuat satu produk:
25 40.12 1 unit 40.12
Sumber : Usulan proses perakitan WS 4
x Usulan
Sekarang
L.25
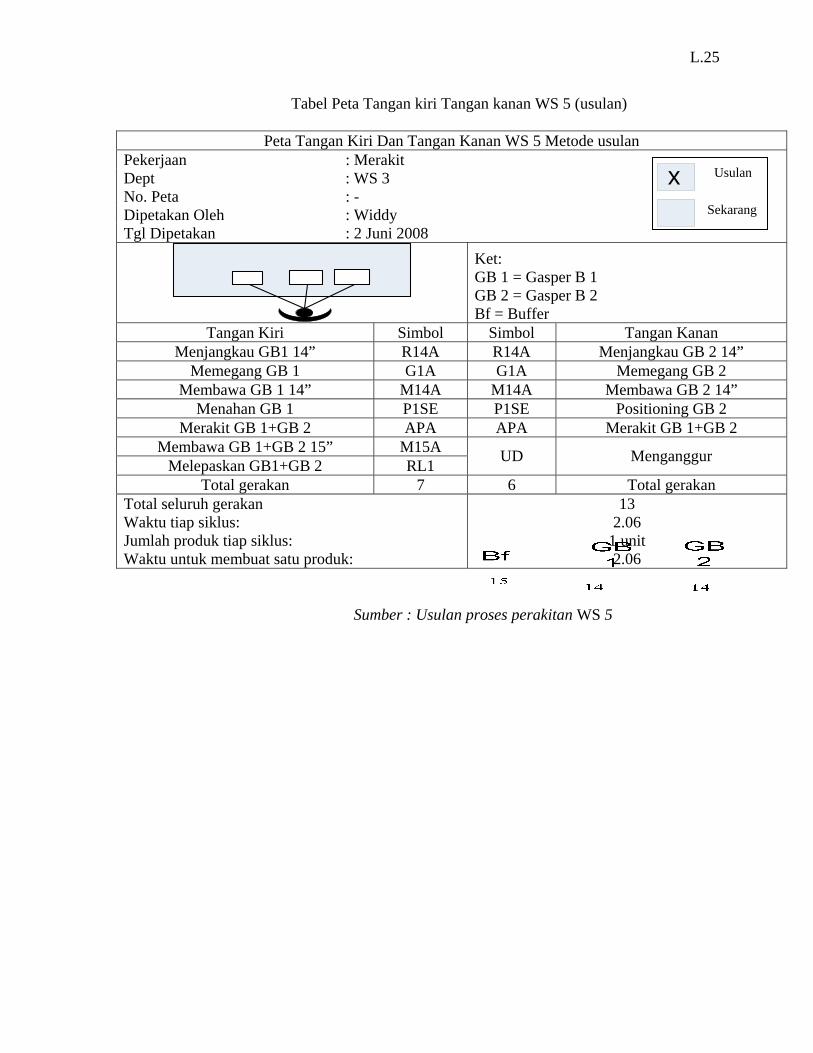
Tabel Peta Tangan kiri Tangan kanan WS 5 (usulan)
Peta Tangan Kiri Dan Tangan Kanan WS 5 Metode usulan Pekerjaan : Merakit Dept : WS 3 No. Peta : - Dipetakan Oleh : Widdy Tgl Dipetakan : 2 Juni 2008
Ket: GB 1 = Gasper B 1 GB 2 = Gasper B 2 Bf = Buffer
Tangan Kiri Simbol Simbol Tangan Kanan Menjangkau GB1 14” R14A R14A Menjangkau GB 2 14”
Memegang GB 1 G1A G1A Memegang GB 2 Membawa GB 1 14” M14A M14A Membawa GB 2 14”
Menahan GB 1 P1SE P1SE Positioning GB 2 Merakit GB 1+GB 2 APA APA Merakit GB 1+GB 2
Membawa GB 1+GB 2 15” M15A Melepaskan GB1+GB 2 RL1 UD Menganggur
Total gerakan 7 6 Total gerakan Total seluruh gerakan Waktu tiap siklus: Jumlah produk tiap siklus: Waktu untuk membuat satu produk:
13 2.06
1 unit 2.06
Sumber : Usulan proses perakitan WS 5
x Usulan
Sekarang
L.26
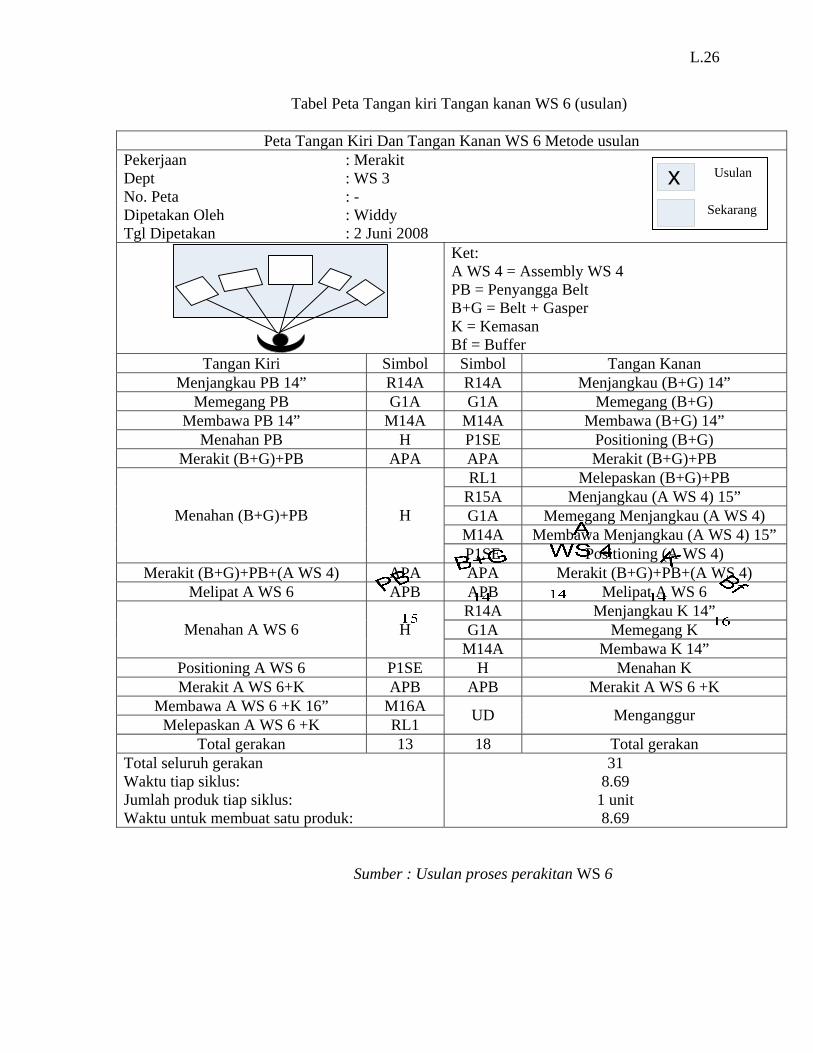
Tabel Peta Tangan kiri Tangan kanan WS 6 (usulan)
Peta Tangan Kiri Dan Tangan Kanan WS 6 Metode usulan Pekerjaan : Merakit Dept : WS 3 No. Peta : - Dipetakan Oleh : Widdy Tgl Dipetakan : 2 Juni 2008
Ket: A WS 4 = Assembly WS 4 PB = Penyangga Belt B+G = Belt + Gasper K = Kemasan Bf = Buffer
Tangan Kiri Simbol Simbol Tangan Kanan Menjangkau PB 14” R14A R14A Menjangkau (B+G) 14”
Memegang PB G1A G1A Memegang (B+G) Membawa PB 14” M14A M14A Membawa (B+G) 14”
Menahan PB H P1SE Positioning (B+G) Merakit (B+G)+PB APA APA Merakit (B+G)+PB
RL1 Melepaskan (B+G)+PB R15A Menjangkau (A WS 4) 15” G1A Memegang Menjangkau (A WS 4)
M14A Membawa Menjangkau (A WS 4) 15” Menahan (B+G)+PB H
P1SE Positioning (A WS 4) Merakit (B+G)+PB+(A WS 4) APA APA Merakit (B+G)+PB+(A WS 4)
Melipat A WS 6 APB APB Melipat A WS 6 R14A Menjangkau K 14” G1A Memegang K Menahan A WS 6 H
M14A Membawa K 14” Positioning A WS 6 P1SE H Menahan K Merakit A WS 6+K APB APB Merakit A WS 6 +K
Membawa A WS 6 +K 16” M16A Melepaskan A WS 6 +K RL1 UD Menganggur
Total gerakan 13 18 Total gerakan Total seluruh gerakan Waktu tiap siklus: Jumlah produk tiap siklus: Waktu untuk membuat satu produk:
31 8.69
1 unit 8.69
Sumber : Usulan proses perakitan WS 6
x Usulan
Sekarang
L.27
Lampiran 6 Uji keseragaman data setiap workstation (usulan)
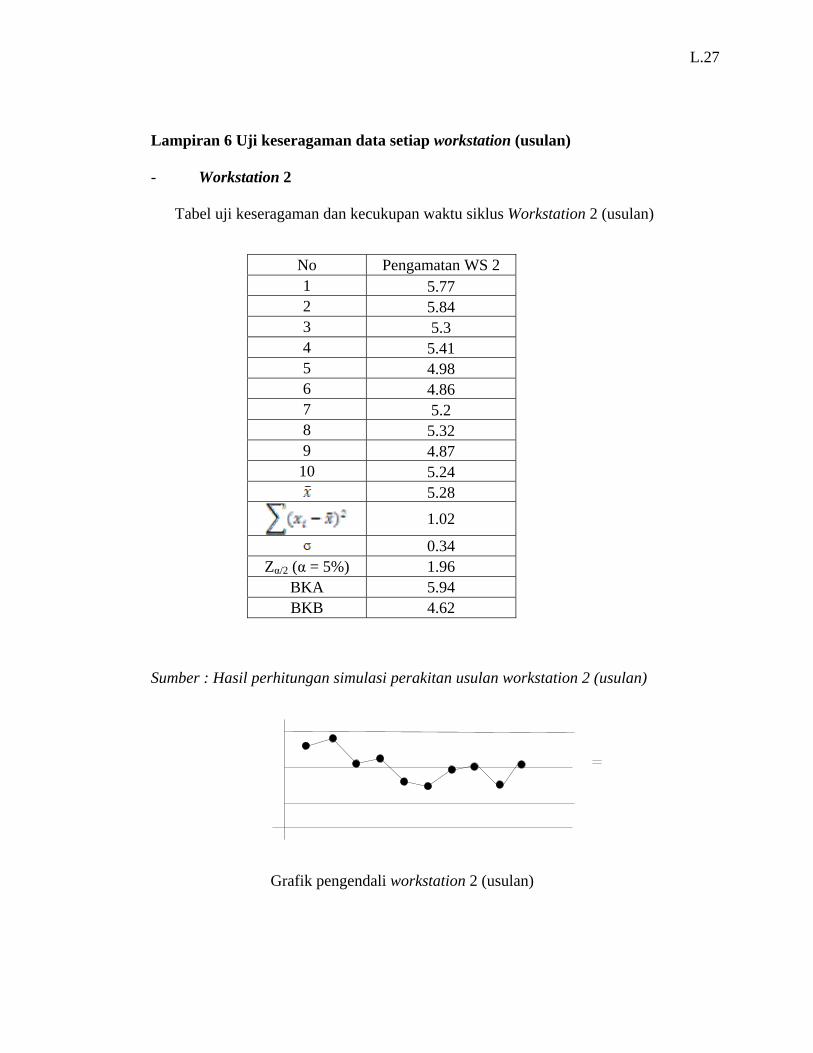
- Workstation 2
Tabel uji keseragaman dan kecukupan waktu siklus Workstation 2 (usulan)
No Pengamatan WS 2 1 5.77 2 5.84 3 5.3 4 5.41 5 4.98 6 4.86 7 5.2 8 5.32 9 4.87 10 5.24
5.28
1.02
0.34 Zα/2 (α = 5%) 1.96
BKA 5.94 BKB 4.62
Sumber : Hasil perhitungan simulasi perakitan usulan workstation 2 (usulan)
Grafik pengendali workstation 2 (usulan)
L.28
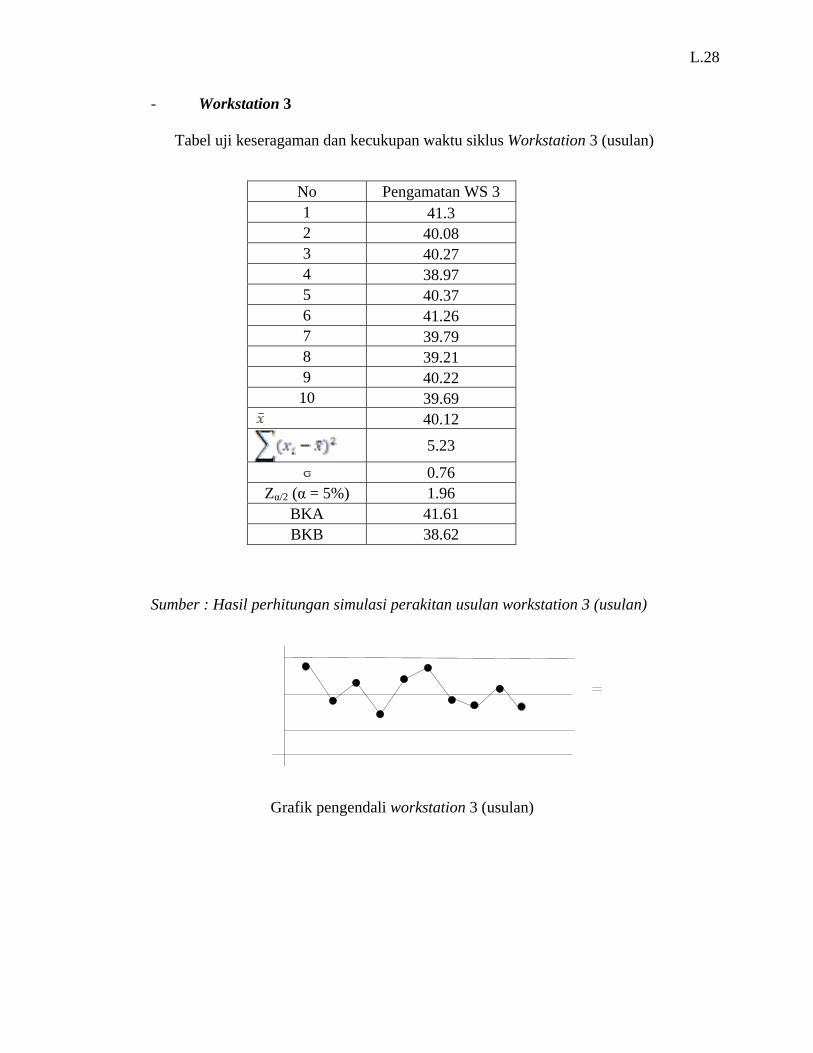
- Workstation 3
Tabel uji keseragaman dan kecukupan waktu siklus Workstation 3 (usulan)
No Pengamatan WS 3 1 41.3 2 40.08 3 40.27 4 38.97 5 40.37 6 41.26 7 39.79 8 39.21 9 40.22 10 39.69
40.12
5.23
0.76 Zα/2 (α = 5%) 1.96
BKA 41.61 BKB 38.62
Sumber : Hasil perhitungan simulasi perakitan usulan workstation 3 (usulan)
Grafik pengendali workstation 3 (usulan)
L.29
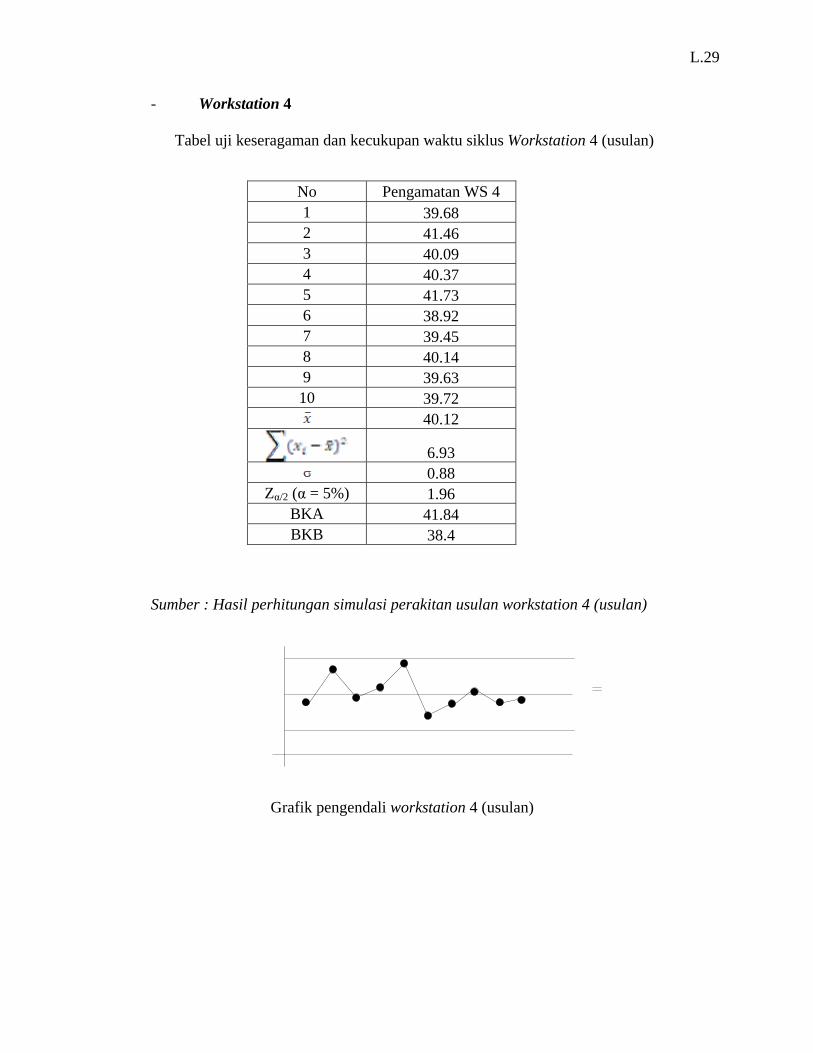
- Workstation 4
Tabel uji keseragaman dan kecukupan waktu siklus Workstation 4 (usulan)
No Pengamatan WS 4 1 39.68 2 41.46 3 40.09 4 40.37 5 41.73 6 38.92 7 39.45 8 40.14 9 39.63 10 39.72
40.12
6.93 0.88
Zα/2 (α = 5%) 1.96 BKA 41.84 BKB 38.4
Sumber : Hasil perhitungan simulasi perakitan usulan workstation 4 (usulan)
Grafik pengendali workstation 4 (usulan)
L.30
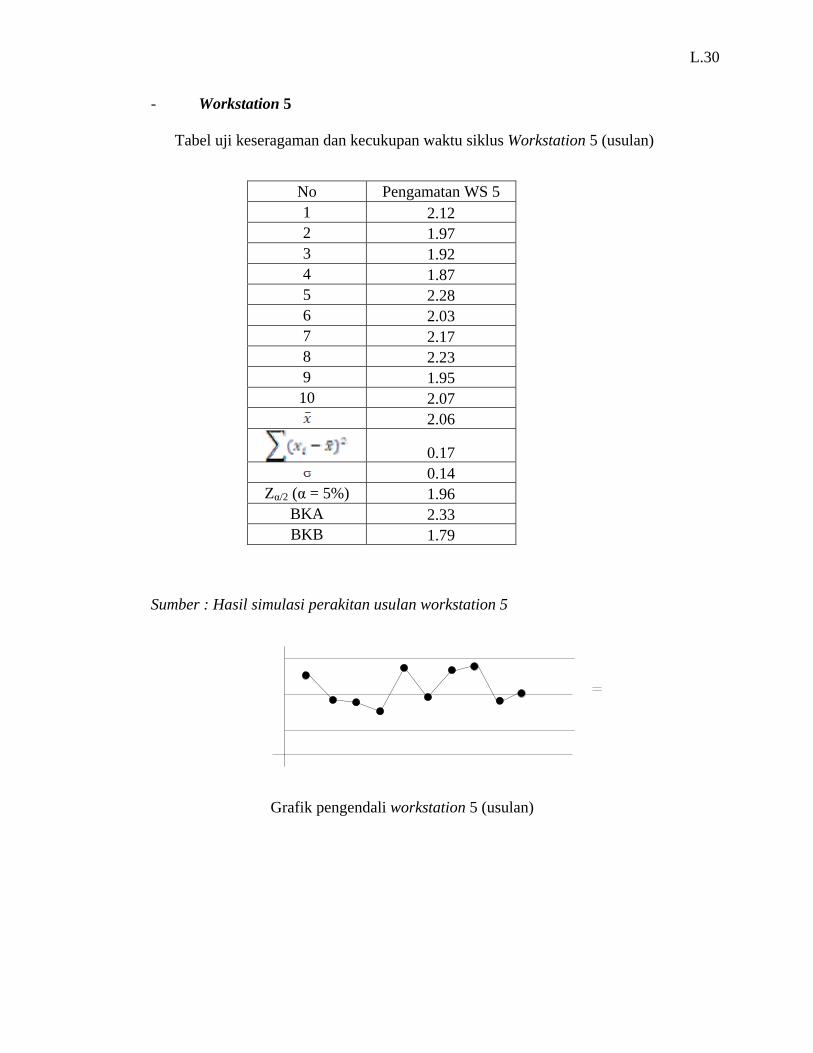
- Workstation 5
Tabel uji keseragaman dan kecukupan waktu siklus Workstation 5 (usulan)
No Pengamatan WS 5 1 2.12 2 1.97 3 1.92 4 1.87 5 2.28 6 2.03 7 2.17 8 2.23 9 1.95 10 2.07
2.06
0.17 0.14
Zα/2 (α = 5%) 1.96 BKA 2.33 BKB 1.79
Sumber : Hasil simulasi perakitan usulan workstation 5
Grafik pengendali workstation 5 (usulan)
L.31
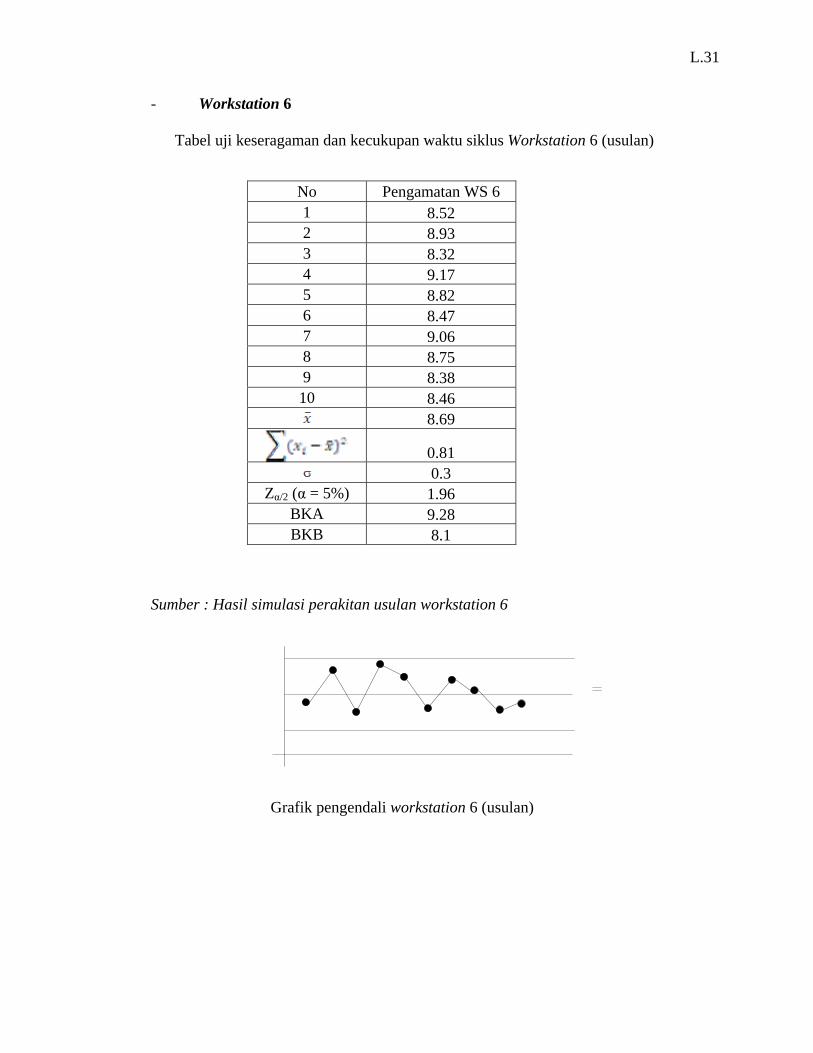
- Workstation 6
Tabel uji keseragaman dan kecukupan waktu siklus Workstation 6 (usulan)
No Pengamatan WS 6 1 8.52 2 8.93 3 8.32 4 9.17 5 8.82 6 8.47 7 9.06 8 8.75 9 8.38 10 8.46
8.69
0.81 0.3
Zα/2 (α = 5%) 1.96 BKA 9.28 BKB 8.1
Sumber : Hasil simulasi perakitan usulan workstation 6
Grafik pengendali workstation 6 (usulan)
L.32
Lampiran 7 Uji normalitas data setiap workstation (usulan)
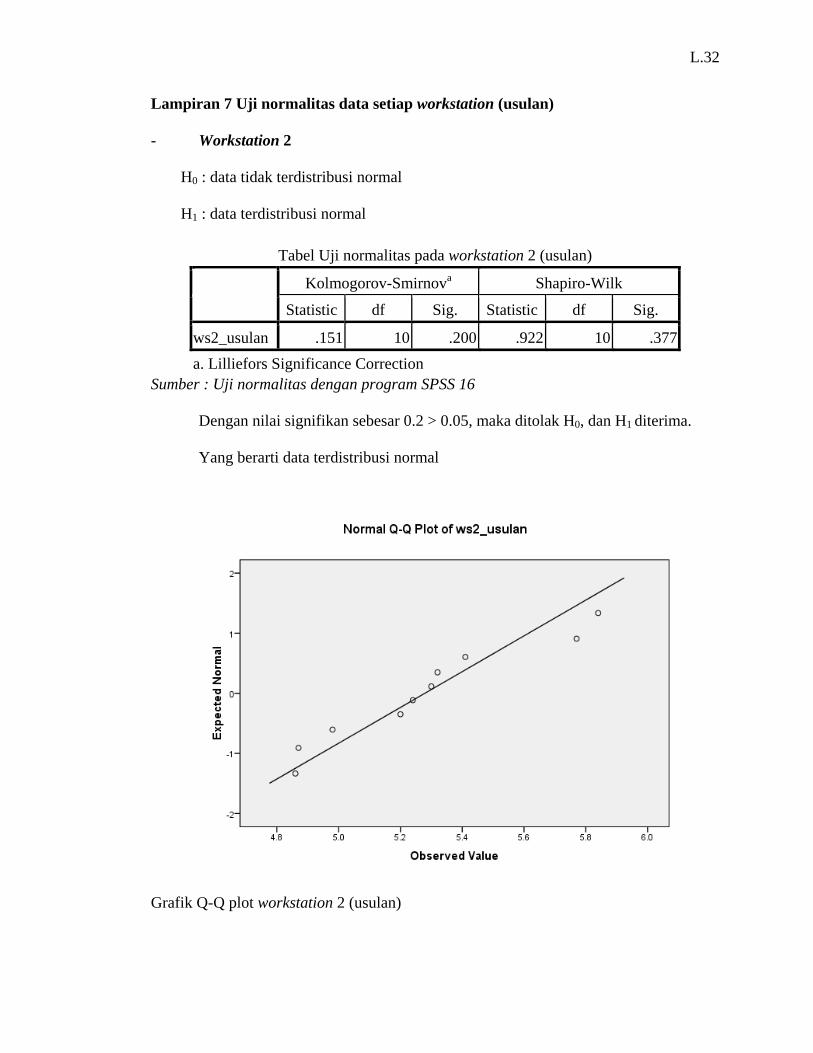
- Workstation 2
H0 : data tidak terdistribusi normal
H1 : data terdistribusi normal
Tabel Uji normalitas pada workstation 2 (usulan) Kolmogorov-Smirnova Shapiro-Wilk Statistic df Sig. Statistic df Sig.
ws2_usulan .151 10 .200 .922 10 .377a. Lilliefors Significance Correction
Sumber : Uji normalitas dengan program SPSS 16
Dengan nilai signifikan sebesar 0.2 > 0.05, maka ditolak H0, dan H1 diterima.
Yang berarti data terdistribusi normal
Grafik Q-Q plot workstation 2 (usulan)
L.33
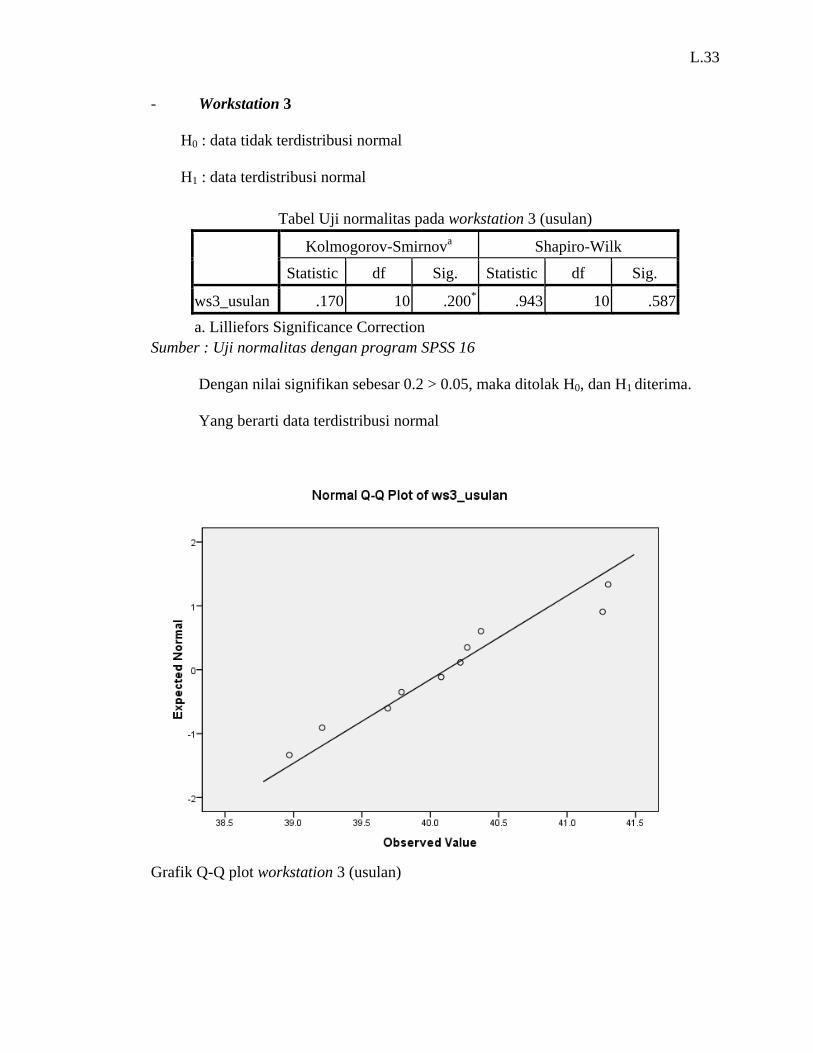
- Workstation 3
H0 : data tidak terdistribusi normal
H1 : data terdistribusi normal
Tabel Uji normalitas pada workstation 3 (usulan) Kolmogorov-Smirnova Shapiro-Wilk Statistic df Sig. Statistic df Sig.
ws3_usulan .170 10 .200* .943 10 .587a. Lilliefors Significance Correction
Sumber : Uji normalitas dengan program SPSS 16
Dengan nilai signifikan sebesar 0.2 > 0.05, maka ditolak H0, dan H1 diterima.
Yang berarti data terdistribusi normal
Grafik Q-Q plot workstation 3 (usulan)
L.34
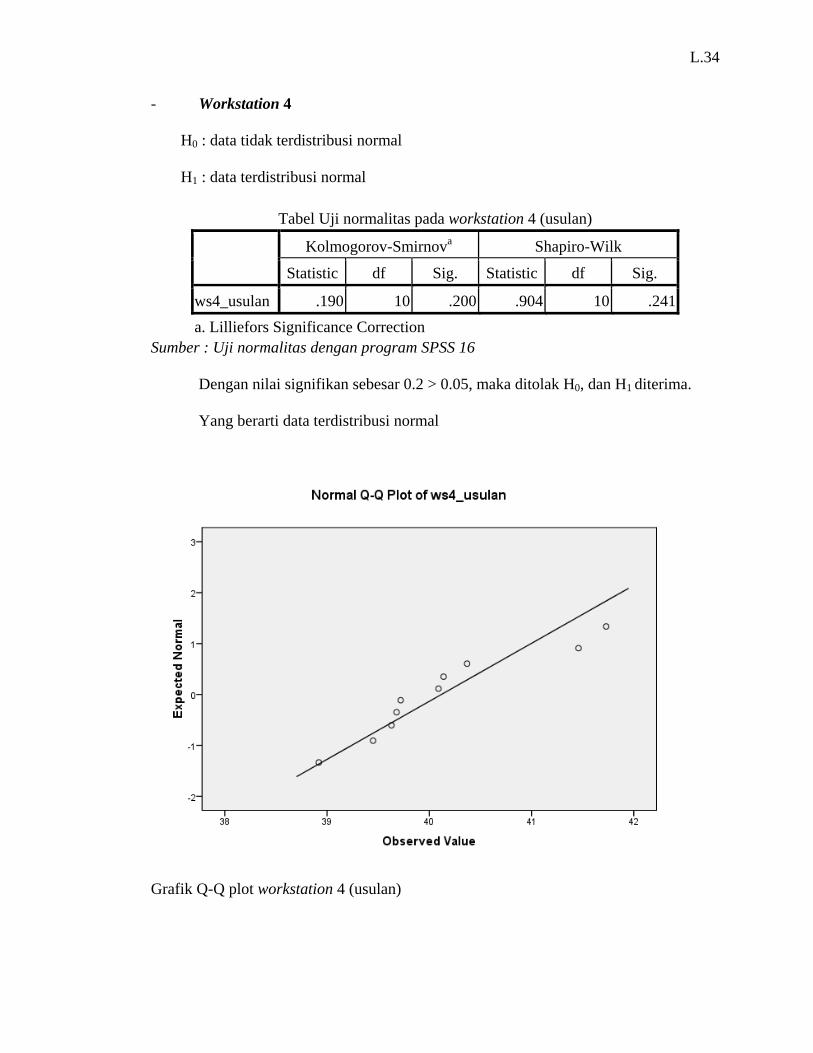
- Workstation 4
H0 : data tidak terdistribusi normal
H1 : data terdistribusi normal
Tabel Uji normalitas pada workstation 4 (usulan) Kolmogorov-Smirnova Shapiro-Wilk Statistic df Sig. Statistic df Sig.
ws4_usulan .190 10 .200 .904 10 .241a. Lilliefors Significance Correction
Sumber : Uji normalitas dengan program SPSS 16
Dengan nilai signifikan sebesar 0.2 > 0.05, maka ditolak H0, dan H1 diterima.
Yang berarti data terdistribusi normal
Grafik Q-Q plot workstation 4 (usulan)
L.35
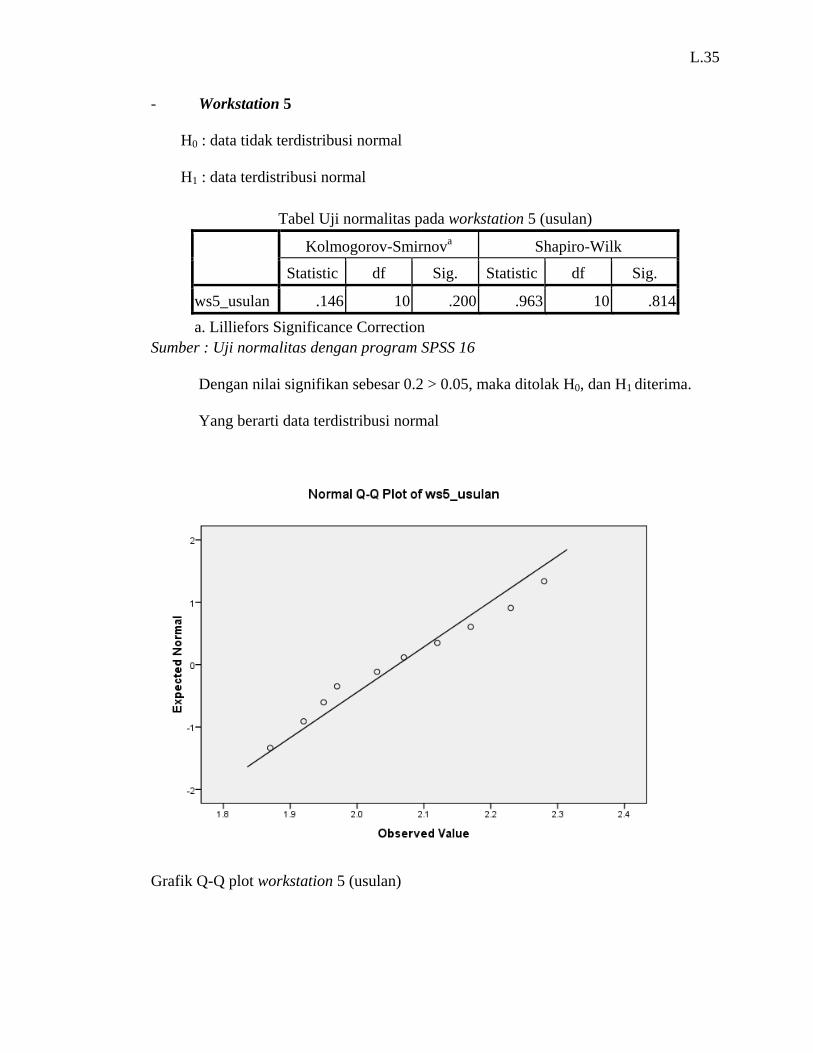
- Workstation 5
H0 : data tidak terdistribusi normal
H1 : data terdistribusi normal
Tabel Uji normalitas pada workstation 5 (usulan) Kolmogorov-Smirnova Shapiro-Wilk Statistic df Sig. Statistic df Sig.
ws5_usulan .146 10 .200 .963 10 .814a. Lilliefors Significance Correction
Sumber : Uji normalitas dengan program SPSS 16
Dengan nilai signifikan sebesar 0.2 > 0.05, maka ditolak H0, dan H1 diterima.
Yang berarti data terdistribusi normal
Grafik Q-Q plot workstation 5 (usulan)
L.36
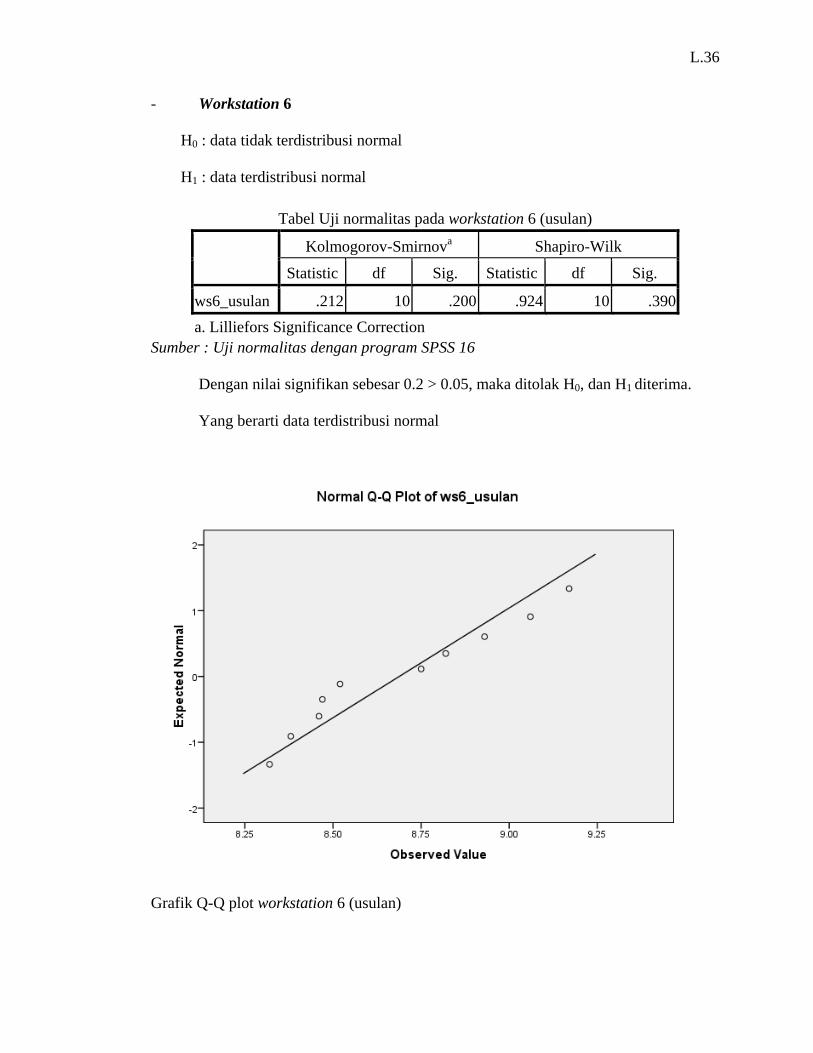
- Workstation 6
H0 : data tidak terdistribusi normal
H1 : data terdistribusi normal
Tabel Uji normalitas pada workstation 6 (usulan) Kolmogorov-Smirnova Shapiro-Wilk Statistic df Sig. Statistic df Sig.
ws6_usulan .212 10 .200 .924 10 .390a. Lilliefors Significance Correction
Sumber : Uji normalitas dengan program SPSS 16
Dengan nilai signifikan sebesar 0.2 > 0.05, maka ditolak H0, dan H1 diterima.
Yang berarti data terdistribusi normal
Grafik Q-Q plot workstation 6 (usulan)

L.37
Lampiran 8 Uji nilai tengah setiap workstation
- Workstation 2
H0 : µ0 ≤ µ1
H1 : µ0 > µ1
Dengan
Dengan α = 5%, maka wilayah kritik : t > 1.796
thitung =
Grafik uji nilai tengah workstation 2
Maka H0 ditolak, dan H1 diterima, dapat disimpulkan bahwa metode usulan
memiliki nilai rata-rata yang lebih kecil atau lebih cepat dan baik dibandingkan
dengan metode sekarang.
- Workstation 3
H0 : µ0 ≤ µ1
H1 : µ0 > µ1
L.38
Dengan
Dengan α = 5%, maka wilayah kritik : t > 1.833
thitung =
Grafik uji nilai tengah workstation 3
Maka H0 diterima, dan disimpulkan bahwa rata-rata metode usulan sama atau
lebih besar dari metode sekarang.
- Workstation 4
H0 : µ0 ≤ µ1
H1 : µ0 > µ1
Dengan
Dengan α = 5%, maka wilayah kritik : t > 1.833
thitung =
L.39
Grafik uji nilai tengah workstation 4
Maka H0 diterima, dan disimpulkan bahwa rata-rata metode usulan sama atau
lebih besar dari metode sekarang.
- Workstation 5
H0 : µ0 ≤ µ1
H1 : µ0 > µ1
Dengan
Dengan α = 5%, maka wilayah kritik : t > 1.746
thitung =
L.40
Grafik uji nilai tengah workstation 5
Maka H0 ditolak, dan H1 diterima, dapat disimpulkan bahwa metode usulan
memiliki nilai rata-rata yang lebih kecil atau lebih cepat dan baik dibandingkan
dengan metode sekarang.
- Workstation 6
H0 : µ0 ≤ µ1
H1 : µ0 > µ1
Dengan
Dengan α = 5%, maka wilayah kritik : t > 1.761
thitung =
Grafik uji nilai tengah workstation 6
Maka H0 ditolak, dan H1 diterima, dapat disimpulkan bahwa metode usulan
memiliki nilai rata-rata yang lebih kecil atau lebih cepat dan baik dibandingkan
dengan metode sekarang.
L.41
Lampiran 9 Perhitungan waktu baku setiap workstation (usulan)
- Workstation 2
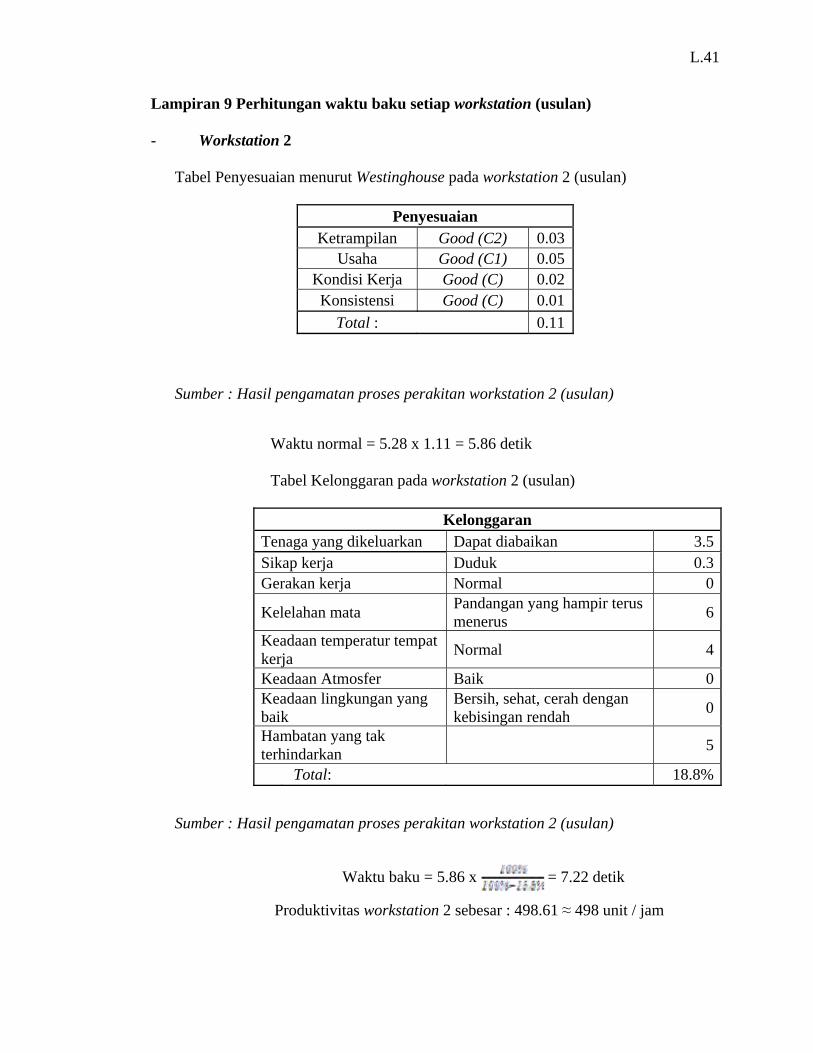
Tabel Penyesuaian menurut Westinghouse pada workstation 2 (usulan)
Penyesuaian Ketrampilan Good (C2) 0.03
Usaha Good (C1) 0.05Kondisi Kerja Good (C) 0.02Konsistensi Good (C) 0.01
Total : 0.11
Sumber : Hasil pengamatan proses perakitan workstation 2 (usulan)
Waktu normal = 5.28 x 1.11 = 5.86 detik
Tabel Kelonggaran pada workstation 2 (usulan)
Kelonggaran Tenaga yang dikeluarkan Dapat diabaikan 3.5Sikap kerja Duduk 0.3Gerakan kerja Normal 0
Kelelahan mata Pandangan yang hampir terus menerus 6
Keadaan temperatur tempat kerja Normal 4
Keadaan Atmosfer Baik 0Keadaan lingkungan yang baik
Bersih, sehat, cerah dengan kebisingan rendah 0
Hambatan yang tak terhindarkan 5
Total: 18.8%
Sumber : Hasil pengamatan proses perakitan workstation 2 (usulan)
Waktu baku = 5.86 x = 7.22 detik
Produktivitas workstation 2 sebesar : 498.61 ≈ 498 unit / jam
L.42
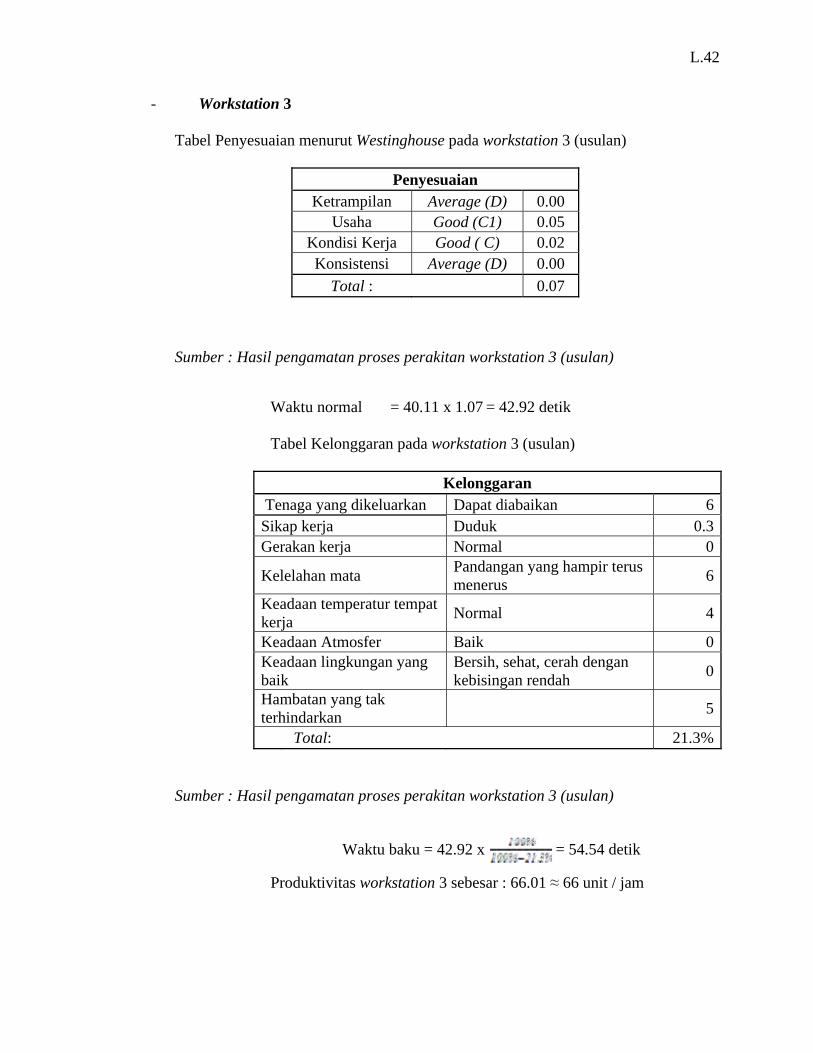
- Workstation 3
Tabel Penyesuaian menurut Westinghouse pada workstation 3 (usulan)
Penyesuaian Ketrampilan Average (D) 0.00
Usaha Good (C1) 0.05 Kondisi Kerja Good ( C) 0.02 Konsistensi Average (D) 0.00
Total : 0.07
Sumber : Hasil pengamatan proses perakitan workstation 3 (usulan)
Waktu normal = 40.11 x 1.07 = 42.92 detik
Tabel Kelonggaran pada workstation 3 (usulan)
Kelonggaran Tenaga yang dikeluarkan Dapat diabaikan 6Sikap kerja Duduk 0.3Gerakan kerja Normal 0
Kelelahan mata Pandangan yang hampir terus menerus 6
Keadaan temperatur tempat kerja Normal 4
Keadaan Atmosfer Baik 0Keadaan lingkungan yang baik
Bersih, sehat, cerah dengan kebisingan rendah 0
Hambatan yang tak terhindarkan 5
Total: 21.3%
Sumber : Hasil pengamatan proses perakitan workstation 3 (usulan)
Waktu baku = 42.92 x = 54.54 detik
Produktivitas workstation 3 sebesar : 66.01 ≈ 66 unit / jam
L.43
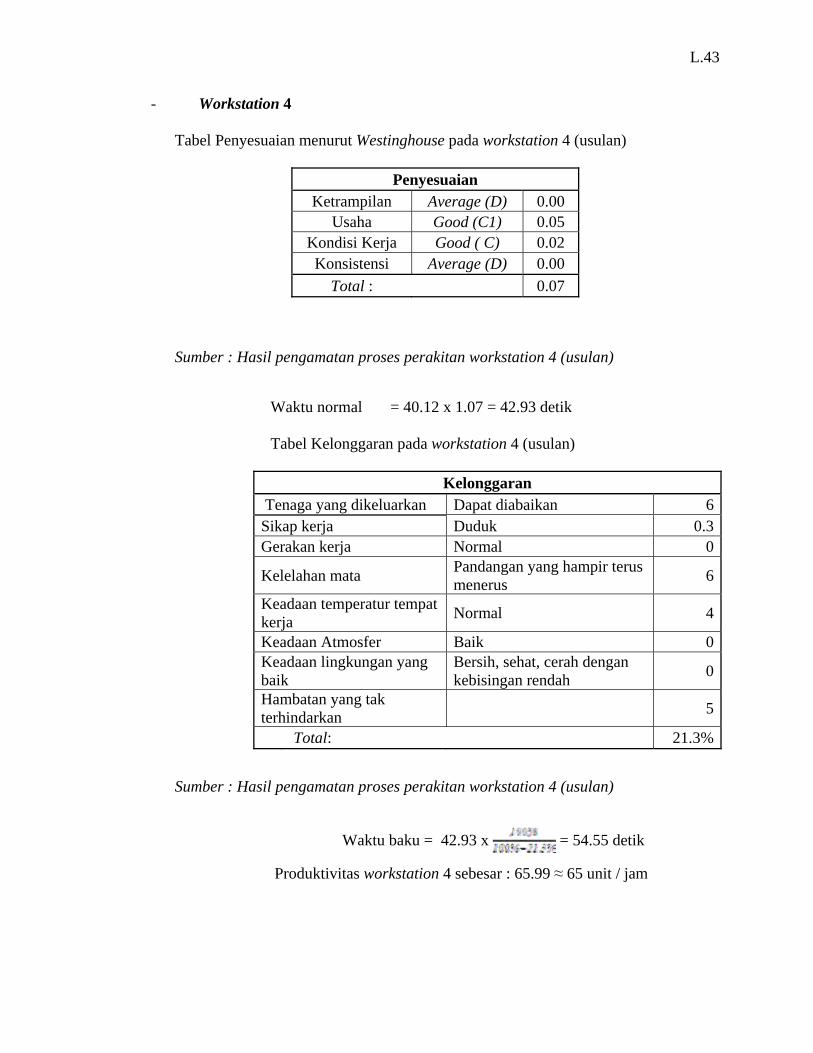
- Workstation 4
Tabel Penyesuaian menurut Westinghouse pada workstation 4 (usulan)
Penyesuaian Ketrampilan Average (D) 0.00
Usaha Good (C1) 0.05 Kondisi Kerja Good ( C) 0.02 Konsistensi Average (D) 0.00
Total : 0.07
Sumber : Hasil pengamatan proses perakitan workstation 4 (usulan)
Waktu normal = 40.12 x 1.07 = 42.93 detik
Tabel Kelonggaran pada workstation 4 (usulan)
Kelonggaran Tenaga yang dikeluarkan Dapat diabaikan 6Sikap kerja Duduk 0.3Gerakan kerja Normal 0
Kelelahan mata Pandangan yang hampir terus menerus 6
Keadaan temperatur tempat kerja Normal 4
Keadaan Atmosfer Baik 0Keadaan lingkungan yang baik
Bersih, sehat, cerah dengan kebisingan rendah 0
Hambatan yang tak terhindarkan 5
Total: 21.3%
Sumber : Hasil pengamatan proses perakitan workstation 4 (usulan)
Waktu baku = 42.93 x = 54.55 detik
Produktivitas workstation 4 sebesar : 65.99 ≈ 65 unit / jam
L.44
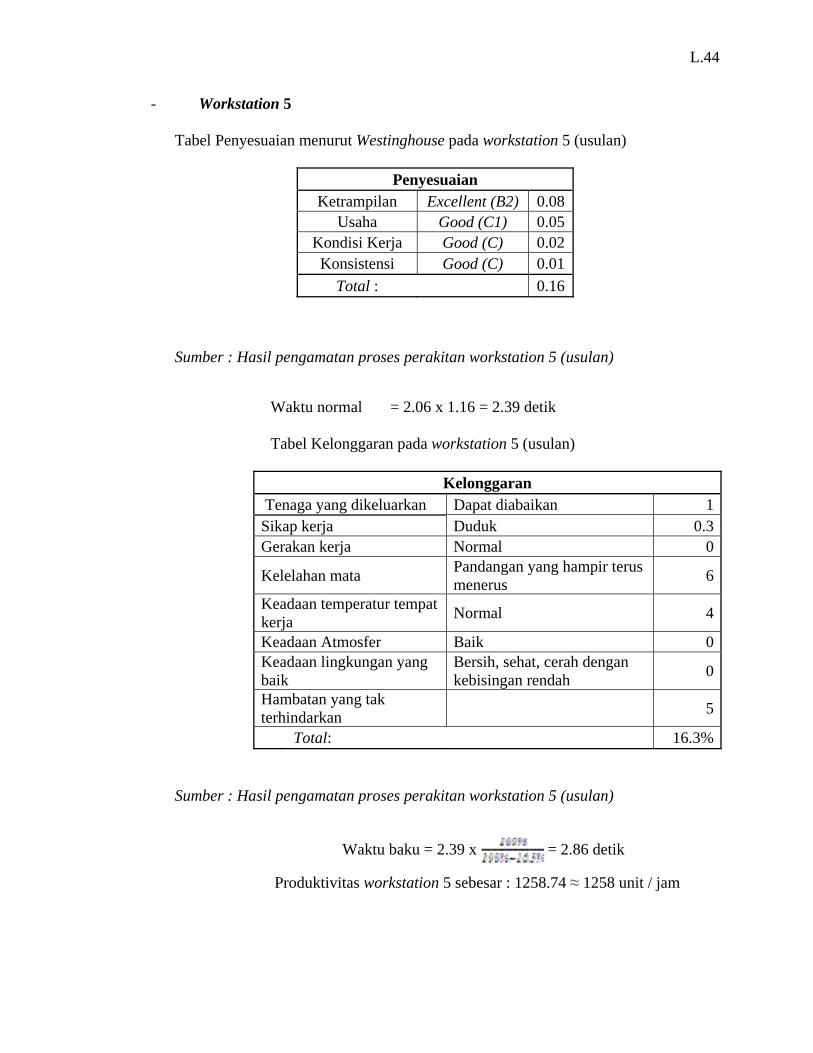
- Workstation 5
Tabel Penyesuaian menurut Westinghouse pada workstation 5 (usulan)
Penyesuaian Ketrampilan Excellent (B2) 0.08
Usaha Good (C1) 0.05Kondisi Kerja Good (C) 0.02Konsistensi Good (C) 0.01
Total : 0.16
Sumber : Hasil pengamatan proses perakitan workstation 5 (usulan)
Waktu normal = 2.06 x 1.16 = 2.39 detik
Tabel Kelonggaran pada workstation 5 (usulan)
Kelonggaran Tenaga yang dikeluarkan Dapat diabaikan 1Sikap kerja Duduk 0.3Gerakan kerja Normal 0
Kelelahan mata Pandangan yang hampir terus menerus 6
Keadaan temperatur tempat kerja Normal 4
Keadaan Atmosfer Baik 0Keadaan lingkungan yang baik
Bersih, sehat, cerah dengan kebisingan rendah 0
Hambatan yang tak terhindarkan 5
Total: 16.3%
Sumber : Hasil pengamatan proses perakitan workstation 5 (usulan)
Waktu baku = 2.39 x = 2.86 detik
Produktivitas workstation 5 sebesar : 1258.74 ≈ 1258 unit / jam
L.45
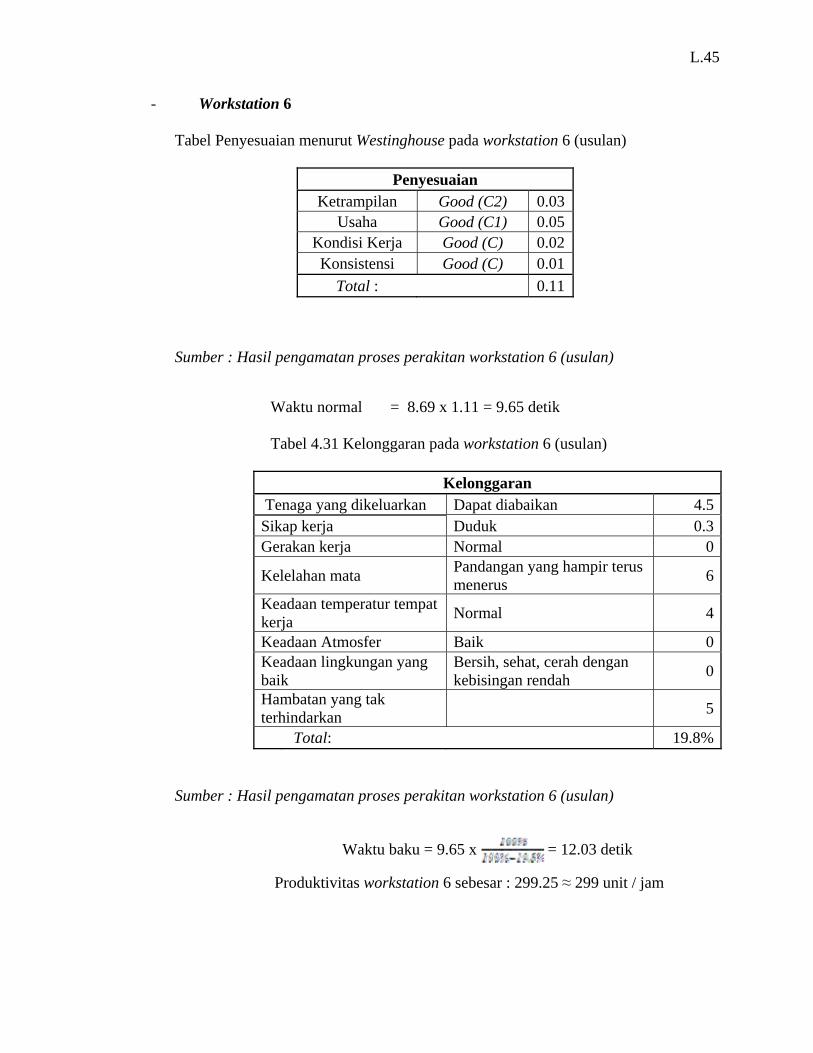
- Workstation 6
Tabel Penyesuaian menurut Westinghouse pada workstation 6 (usulan)
Penyesuaian Ketrampilan Good (C2) 0.03
Usaha Good (C1) 0.05Kondisi Kerja Good (C) 0.02Konsistensi Good (C) 0.01
Total : 0.11
Sumber : Hasil pengamatan proses perakitan workstation 6 (usulan)
Waktu normal = 8.69 x 1.11 = 9.65 detik
Tabel 4.31 Kelonggaran pada workstation 6 (usulan)
Kelonggaran Tenaga yang dikeluarkan Dapat diabaikan 4.5Sikap kerja Duduk 0.3Gerakan kerja Normal 0
Kelelahan mata Pandangan yang hampir terus menerus 6
Keadaan temperatur tempat kerja Normal 4
Keadaan Atmosfer Baik 0Keadaan lingkungan yang baik
Bersih, sehat, cerah dengan kebisingan rendah 0
Hambatan yang tak terhindarkan 5
Total: 19.8%
Sumber : Hasil pengamatan proses perakitan workstation 6 (usulan)
Waktu baku = 9.65 x = 12.03 detik
Produktivitas workstation 6 sebesar : 299.25 ≈ 299 unit / jam
L.46
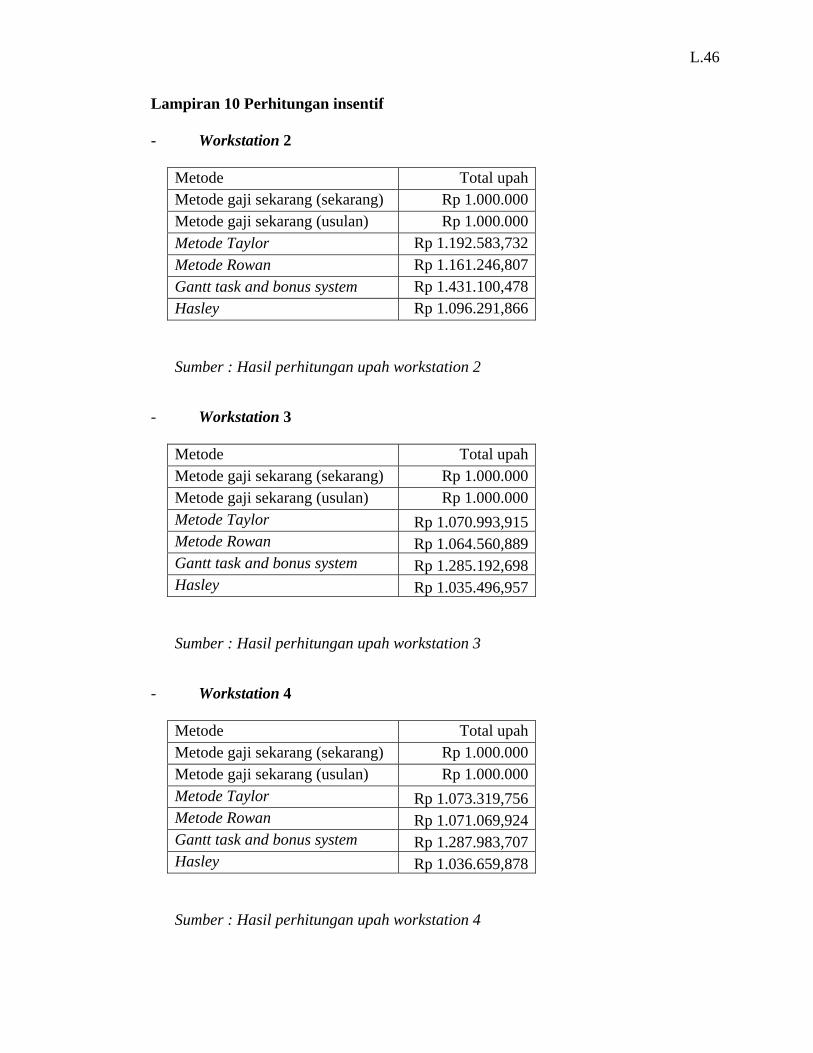
Lampiran 10 Perhitungan insentif
- Workstation 2
Metode Total upahMetode gaji sekarang (sekarang) Rp 1.000.000Metode gaji sekarang (usulan) Rp 1.000.000Metode Taylor Rp 1.192.583,732Metode Rowan Rp 1.161.246,807Gantt task and bonus system Rp 1.431.100,478Hasley Rp 1.096.291,866
Sumber : Hasil perhitungan upah workstation 2
- Workstation 3
Metode Total upahMetode gaji sekarang (sekarang) Rp 1.000.000Metode gaji sekarang (usulan) Rp 1.000.000Metode Taylor Rp 1.070.993,915Metode Rowan Rp 1.064.560,889Gantt task and bonus system Rp 1.285.192,698Hasley Rp 1.035.496,957
Sumber : Hasil perhitungan upah workstation 3
- Workstation 4
Metode Total upahMetode gaji sekarang (sekarang) Rp 1.000.000Metode gaji sekarang (usulan) Rp 1.000.000Metode Taylor Rp 1.073.319,756Metode Rowan Rp 1.071.069,924Gantt task and bonus system Rp 1.287.983,707Hasley Rp 1.036.659,878
Sumber : Hasil perhitungan upah workstation 4
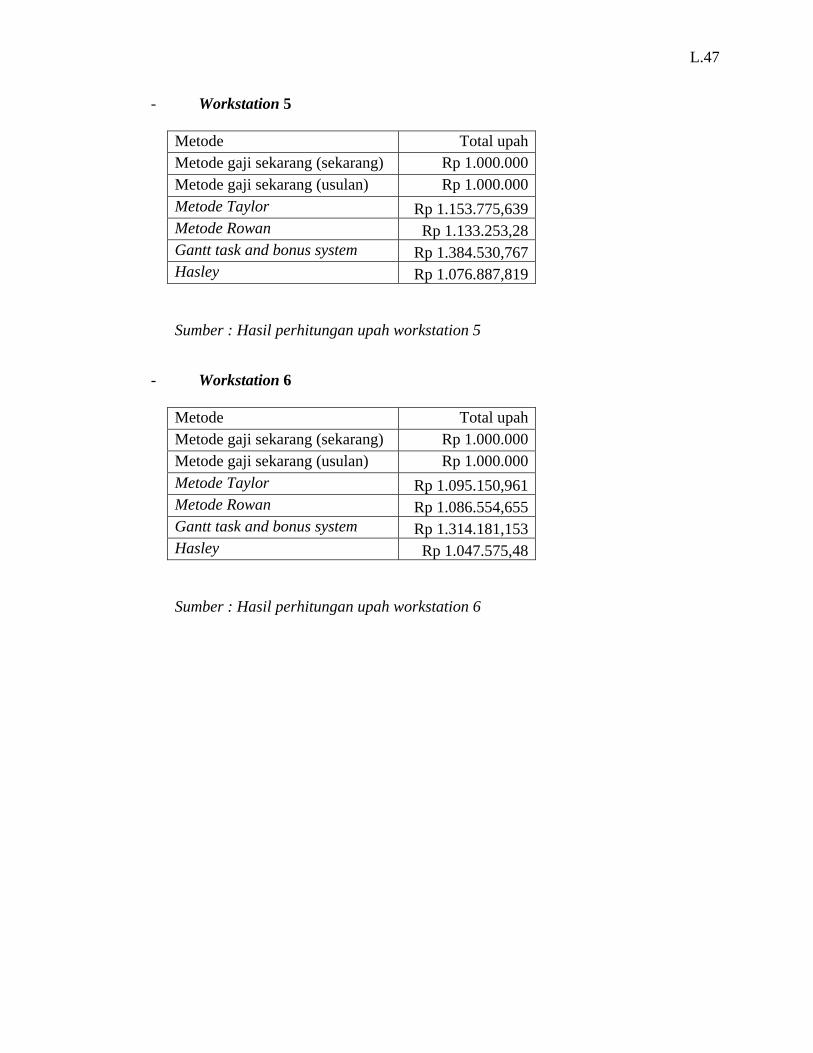
L.47
- Workstation 5
Metode Total upahMetode gaji sekarang (sekarang) Rp 1.000.000Metode gaji sekarang (usulan) Rp 1.000.000Metode Taylor Rp 1.153.775,639Metode Rowan Rp 1.133.253,28Gantt task and bonus system Rp 1.384.530,767Hasley Rp 1.076.887,819
Sumber : Hasil perhitungan upah workstation 5
- Workstation 6
Metode Total upahMetode gaji sekarang (sekarang) Rp 1.000.000Metode gaji sekarang (usulan) Rp 1.000.000Metode Taylor Rp 1.095.150,961Metode Rowan Rp 1.086.554,655Gantt task and bonus system Rp 1.314.181,153Hasley Rp 1.047.575,48
Sumber : Hasil perhitungan upah workstation 6
L.48
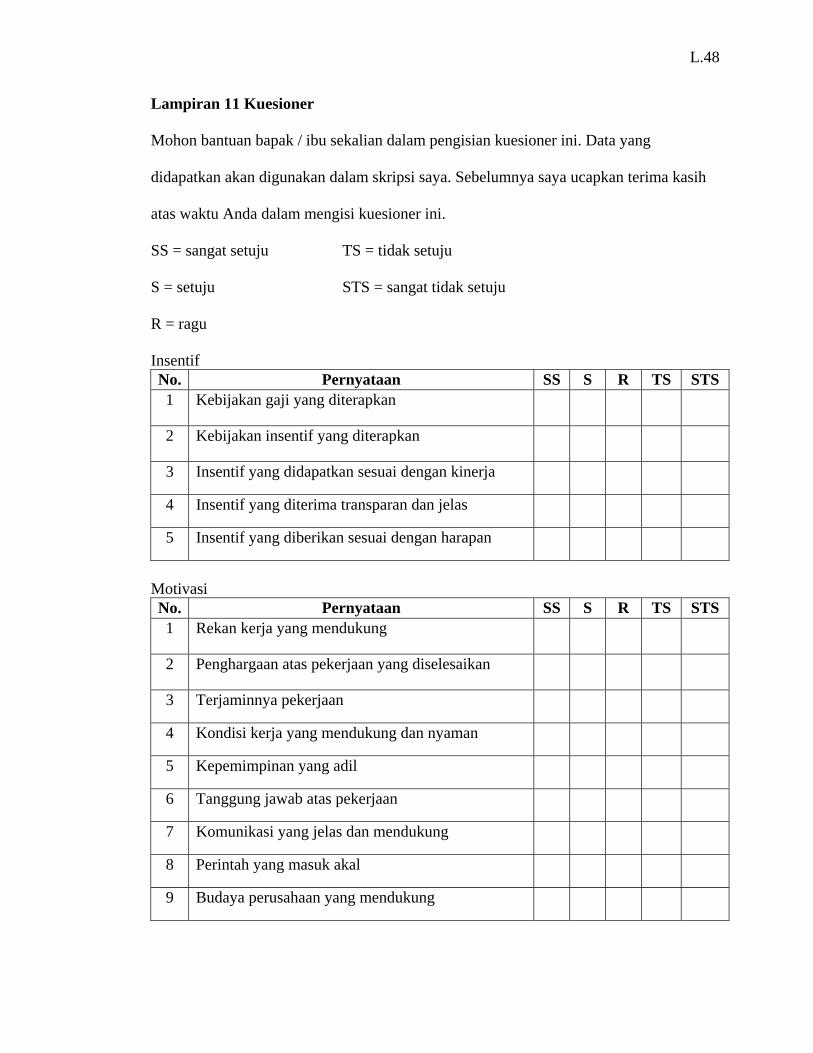
Lampiran 11 Kuesioner
Mohon bantuan bapak / ibu sekalian dalam pengisian kuesioner ini. Data yang
didapatkan akan digunakan dalam skripsi saya. Sebelumnya saya ucapkan terima kasih
atas waktu Anda dalam mengisi kuesioner ini.
SS = sangat setuju TS = tidak setuju
S = setuju STS = sangat tidak setuju
R = ragu
Insentif No. Pernyataan SS S R TS STS 1 Kebijakan gaji yang diterapkan
2 Kebijakan insentif yang diterapkan
3 Insentif yang didapatkan sesuai dengan kinerja
4 Insentif yang diterima transparan dan jelas
5 Insentif yang diberikan sesuai dengan harapan
Motivasi No. Pernyataan SS S R TS STS 1 Rekan kerja yang mendukung
2 Penghargaan atas pekerjaan yang diselesaikan
3 Terjaminnya pekerjaan
4 Kondisi kerja yang mendukung dan nyaman
5 Kepemimpinan yang adil
6 Tanggung jawab atas pekerjaan
7 Komunikasi yang jelas dan mendukung
8 Perintah yang masuk akal
9 Budaya perusahaan yang mendukung
L.49
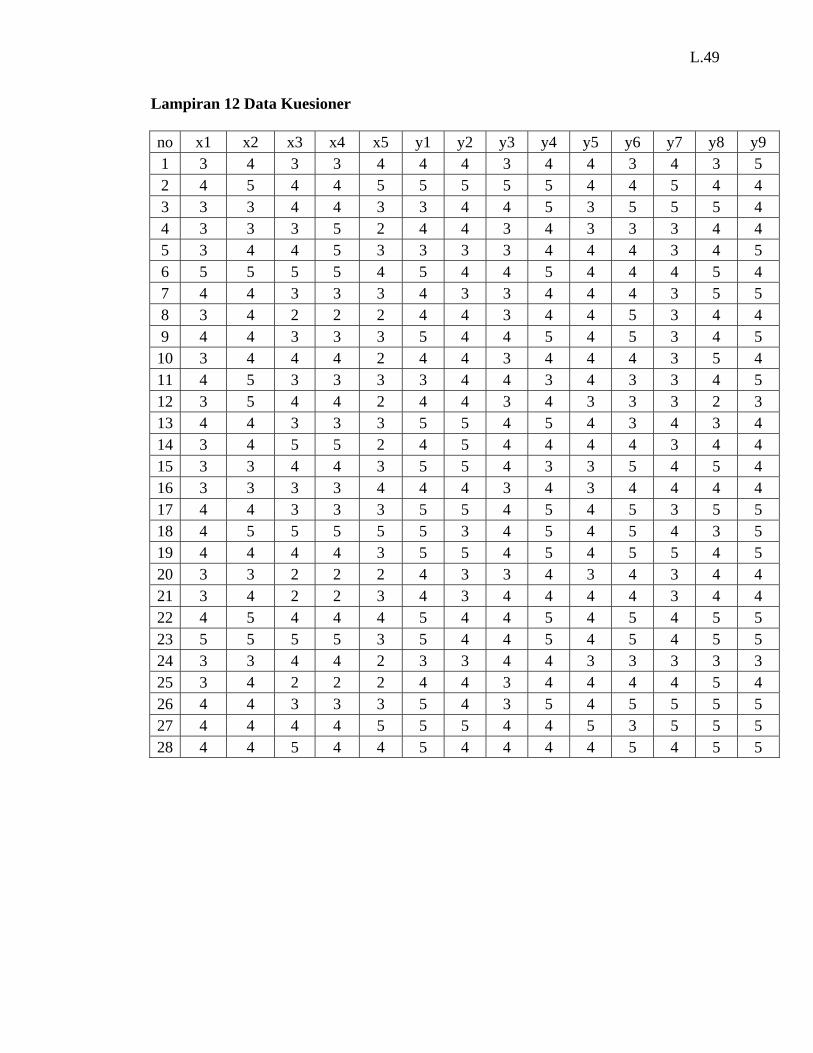
Lampiran 12 Data Kuesioner
no x1 x2 x3 x4 x5 y1 y2 y3 y4 y5 y6 y7 y8 y9 1 3 4 3 3 4 4 4 3 4 4 3 4 3 5 2 4 5 4 4 5 5 5 5 5 4 4 5 4 4 3 3 3 4 4 3 3 4 4 5 3 5 5 5 4 4 3 3 3 5 2 4 4 3 4 3 3 3 4 4 5 3 4 4 5 3 3 3 3 4 4 4 3 4 5 6 5 5 5 5 4 5 4 4 5 4 4 4 5 4 7 4 4 3 3 3 4 3 3 4 4 4 3 5 5 8 3 4 2 2 2 4 4 3 4 4 5 3 4 4 9 4 4 3 3 3 5 4 4 5 4 5 3 4 5 10 3 4 4 4 2 4 4 3 4 4 4 3 5 4 11 4 5 3 3 3 3 4 4 3 4 3 3 4 5 12 3 5 4 4 2 4 4 3 4 3 3 3 2 3 13 4 4 3 3 3 5 5 4 5 4 3 4 3 4 14 3 4 5 5 2 4 5 4 4 4 4 3 4 4 15 3 3 4 4 3 5 5 4 3 3 5 4 5 4 16 3 3 3 3 4 4 4 3 4 3 4 4 4 4 17 4 4 3 3 3 5 5 4 5 4 5 3 5 5 18 4 5 5 5 5 5 3 4 5 4 5 4 3 5 19 4 4 4 4 3 5 5 4 5 4 5 5 4 5 20 3 3 2 2 2 4 3 3 4 3 4 3 4 4 21 3 4 2 2 3 4 3 4 4 4 4 3 4 4 22 4 5 4 4 4 5 4 4 5 4 5 4 5 5 23 5 5 5 5 3 5 4 4 5 4 5 4 5 5 24 3 3 4 4 2 3 3 4 4 3 3 3 3 3 25 3 4 2 2 2 4 4 3 4 4 4 4 5 4 26 4 4 3 3 3 5 4 3 5 4 5 5 5 5 27 4 4 4 4 5 5 5 4 4 5 3 5 5 5 28 4 4 5 4 4 5 4 4 4 4 5 4 5 5
L.50
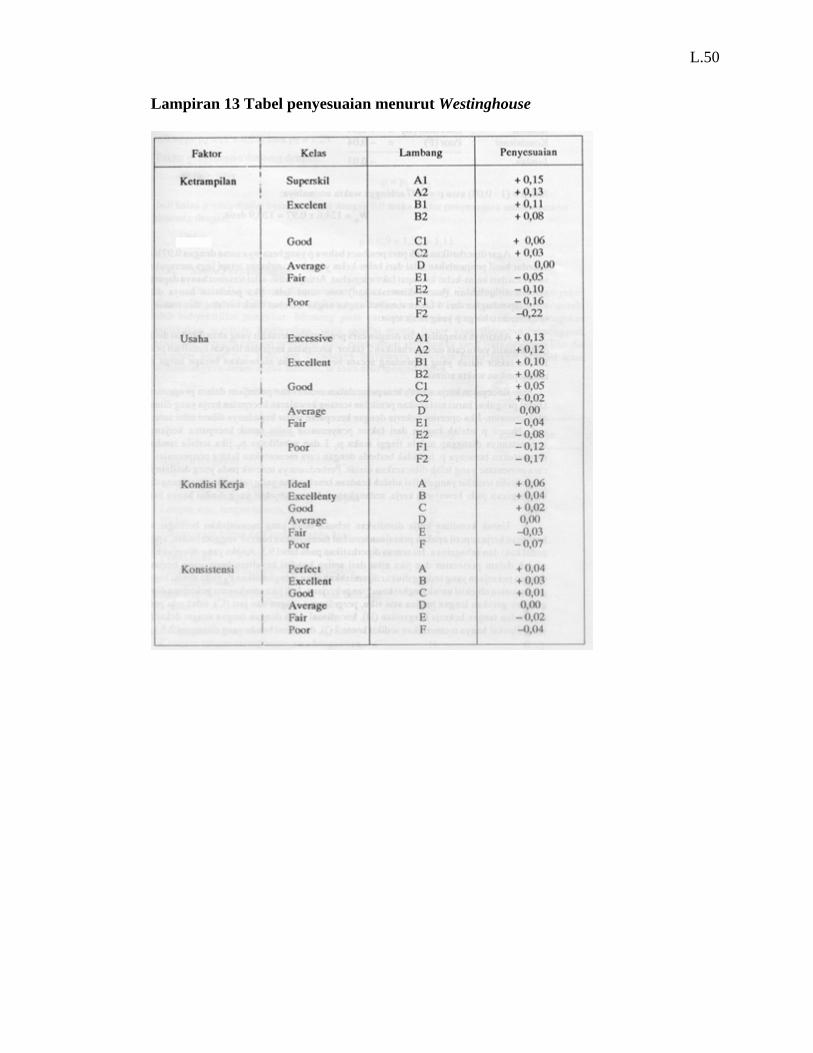
Lampiran 13 Tabel penyesuaian menurut Westinghouse
L.51
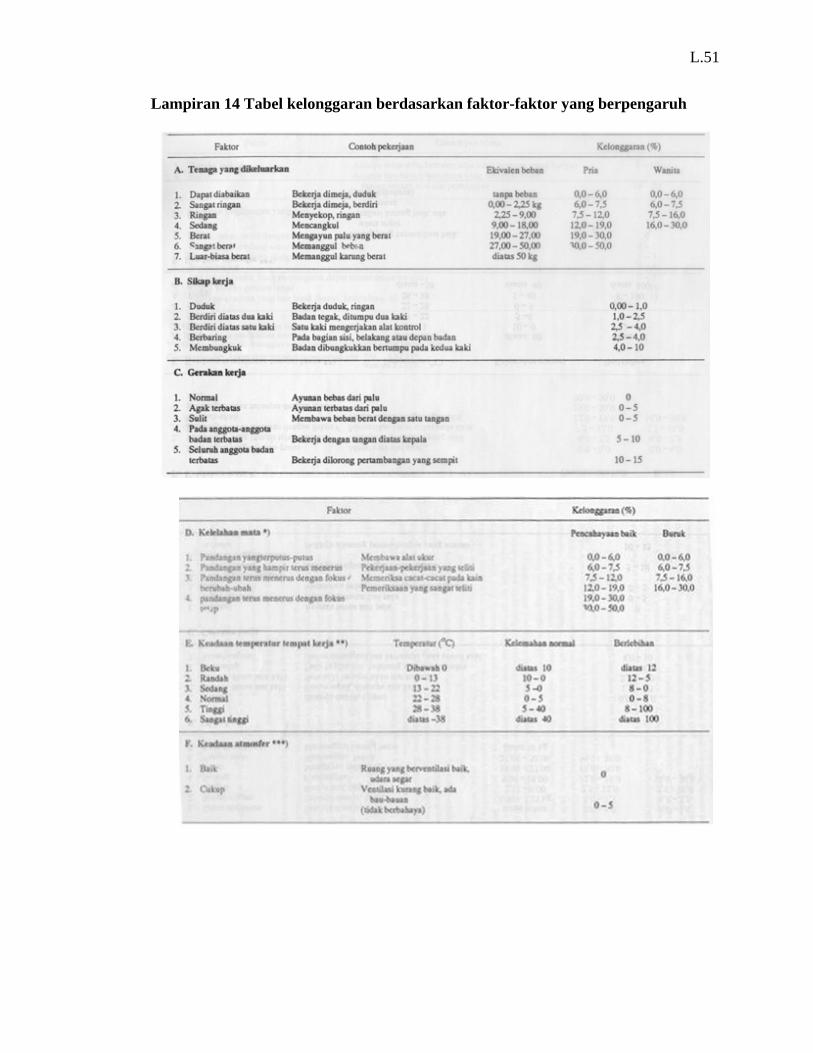
Lampiran 14 Tabel kelonggaran berdasarkan faktor-faktor yang berpengaruh
L.52
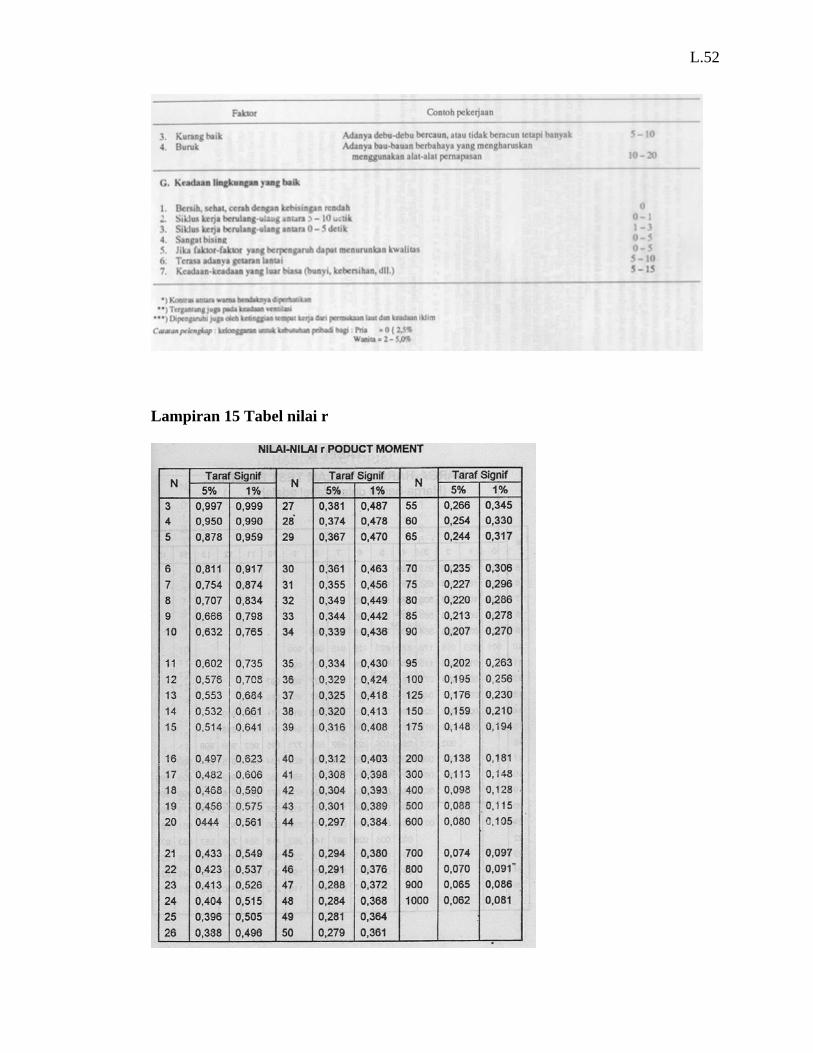
Lampiran 15 Tabel nilai r





























