Embed Size (px)
Citation preview

i
LAPORAN HASIL PENELITIAN (LHP)
TAHUN 2015
FORMULASI BAHAN IMPREGNAN DAN FINISHING
KAYU
1. Ir. Efrida Basri, M.Sc. 2. Ir. Jamal Balfas, M.Sc. 3. Djeni Hendra, MSi. 4. Karnita Yuniarti, S.Hut., MWoodSc., PhD 5. Prof. Riset. Dr.Adi Santoso, MSi
PUSAT PENELITIAN DAN PENGEMBANGAN HASIL HUTAN BADAN PENELITIAN, PENGEMBANGAN DAN INOVASI KEHUTANAN
KEMENTERIAN LINGKUNGAN HIDUP DAN KEHUTANAN BOGOR, DESEMBER 2015

ii
LEMBAR PENGESAHAN
LAPORAN HASIL PENELITIAN TAHUN 2015
FORMULASI BAHAN IMPREGNAN DAN
FINISHING KAYU
Bogor, Desember 2015
Mengetahui Ketua Kelti,
Ir. Efrida Basri, MSc. NIP. 19580224 198303 2 003
Ketua Tim Pelaksana,
Ir. Efrida Basri, MSc. NIP. 19580224 198303 2 003
Menyetujui Koordinator,
Ir. Jamal Balfas, MSc. NIP 19580604 198603 1 005
Mengesahkan Kepala Pusat,
Dr. Ir. Dwi Sudharto, MSi
NIP 19591117 198603 1 003

1
DAFTAR ISI
LEMBAR PENGESAHAN .................................................................. ii
DAFTAR ISI ....................................................................................... 1
DAFTAR TABEL ................................................................................ 3
DAFTAR GAMBAR ............................................................................ 5
DAFTAR LAMPIRAN ......................................................................... 6
Abstrak ............................................................................................... 7
BAB I .................................................................................................. 2
PENDAHULUAN ................................................................................ 2
A. Latar Belakang ......................................................................... 2
B. Tujuan dan Sasaran ................................................................. 3
C. Luaran ...................................................................................... 4
D. Hasil yang Telah Dicapai ......................................................... 4
E. Ruang Lingkup…………………………………………………….5
BAB II ................................................................................................. 6
TINJAUAN PUSTAKA ........................................................................ 6
A. Potensi Limbah Kayu Gergajian…………………………………. 6
B. Destilasi ................................................................................... 6
C. Impregnasi Kayu ...................................................................... 7
D. Bahan Finishing Kayu .............................................................. 7
E. Finishing Kayu Ramah Lingkungan .......................................... 8
BAB III ............................................................................................... 9
METODE PENELITIAN ...................................................................... 9
A. Lokasi Penelitian ...................................................................... 9
B. Bahan dan Peralatan ............................................................... 9
C. Prosedur Kerja ....................................................................... 10
D. Analisis Data .......................................................................... 17
BAB IV ............................................................................................. 19
HASIL DAN PEMBAHASAN ............................................................ 19
A. Formulasi Bahan Impregnan .................................................. 19
B. Formulasi Bahan Finishing ..................................................... 32

2
BAB V .............................................................................................. 47
KESIMPULAN DAN SARAN ............................................................ 47
A. Kesimpulan ............................................................................ 47
B. Saran ..................................................................................... 48
DAFTAR PUSTAKA ......................................................................... 50
LAMPIRAN....................................................................................... 48
3
DAFTAR TABEL
Tabel 1. Perlakuan pemberian asam, basa dan pelarut pada contoh
uji ..................................................................................... 22
Tabel 2. Karakteristik dan komponen kimia destilat murni………..19
Tabel 3. Karakteristik dan komponen kimia campuran destilat dan
kak 8 dan12%...................................................................20
Tabel 4. Nilai ASE kayu jabon tertinggi sampai yang terendah
setelah diimpregnasi secara rendaman panas ................ 29
Tabel 5. Kerapatan rata-rata kayu jabon yang diimpregnasi secara
rendaman panas ............................................................. 29
Tabel 6. Kristalinitas rata – rata kayu jabon yang diimpregnasi
dengan berbagai perlakuan ....................................... …25
Tabel 7. Penambahan berat kayu tusam akibat rendaman bahan
finishing ........................................................................... 27
Tabel 8. Penambahan berat kayu karet akibat rendaman bahan
finishing ........................................................................... 28
Tabel 9. Penambahan dimensi kayu tusam akibat rendaman bahan
finishing ........................................................................... 29
Tabel 10. Penambahan dimensi kayu karet akibat rendaman bahan
finishing .......................................................................... .29
Tabel 11.Pengembangan kayu tusam selama rendaman dalam
air …………………………………………………………….37
Tabel 12.Pengembangan kayu karet selama rendaman dalam
air ................................................................................. 391
Tabel 13. Pengembangan kayu tusam selama proses pembasahan
........................................................................................ 39
Tabel 14. Pengembangan kayu karet selama proses pembasahan
...................................................................................... ..39
Tabel 15. Hasil pengukuran warna kayu jati dan wood stain .......... 35
Tabel 16. Ketahanan film terhadap asam, basa dan pelarut ........... 36
Tabel 17. Ketahanan gores top coat organik dan komersil ............. 38

4
Tabel 18. Biaya produksi formula standar ekstrak jati dan sirlak…..40
Tabel 19. Estimasi harga larutan wood stain/ top coat ……………. 40

5
DAFTAR GAMBAR
Gambar 1. Pengujian pembasahan contoh uji dalam desikator ...... 21
Gambar 2. Produk kayu tusam dipolitur dengan formulasi organik
dan vaselin .................................................................... 36
Gambar 3. Produk kayu karet dipolitur dengan formulasi organik dan
vaselin ........................................................................... 37

6
DAFTAR LAMPIRAN
Lampiran 1. Analisis keragaman ASE kayu jabon 5 tahun ............. 48
Lampiran 2. Analisa keragaman kerapatan kayu jabon .................. 49
Lampiran 3. Hasil analisis GCMS ekstrak jati ................................. 50
Lampiran 4. Analisis keragaman penambahan berat basah dan
kering contoh uji .......................................................... 51
Lampiran 5. Analisis keragaman penambahan dimensi basah dan
kering contoh uji .......................................................... 58
Lampiran 6. Analisis keragaman pengembangan dimensi selama
rendaman .................................................................... 59
Lampiran 7. Analisis keragaman pengembangan dimensi selama
pembasahan ............................................................... 60

7
Abstrak
Produksi kayu gergajian menghasilkan limbah kayu berbentuk
serbuk, sebetan, dan kulit kayu yang berpotensi sebagai bahan
impregnan untuk meningkatkan kualitas kayu dan bahan finishing
alternatif karena kandungan senyawa aktif di dalamnya. Untuk
menghasilkan senyawa aktif dapat dilakukan dengan metode
ekstraksi maupun destilasi. Kegiatan tahun 2015 bertujuan
mendapatkan data dan informasi karakteristik destilat dari limbah
kayu sebagai bahan impregnan dan formulasi bahan finishing dari
bahan utama ekstrak serbuk kayu jati. Adapun sasaran penelitian
adalah diperolehnya data dan informasi karakteristik destilat sebagai
bahan impregnan organik dan uji pendahuluan pada kayu jabon,
serta formula wood stain dan top coat organik dari ekstrak kayu jati
maupun campurannya dan uji pendahuluan pada kayu karet dan
tusam. Karakteristik destilat meliputi warna, pH, viskositas, dan
komponen kimianya, sedangkan sifat kayu yang akan diuji mencakup
kerapatan dan pengembangan dimensi. Performa bahan finishing
diuji secara fisis, mekanis, dan kimia serta aplikasinya pada kayu
karet dan tusam.
Hasil penelitian menunjukkan: 1) Karakter destilat murni
berbeda dengan destilat yang sudah dicampurkan dengan kak,
terutama pada komponen kimianya, 2) Kestabilan dimensi dan
kerapatan kayu jabon tertinggi diperoleh pada formula campuran
destilat dengan kak konsentrasi 8%, 3) Bahan finishing yang memiliki
ketahanan gores tertinggi terdapat pada formula 5% sirlak dalam
larutan ekstrak jati konsentrasi duplo, 4) Formula 5% sirlak dalam
larutan ekstrak jati konsentrasi standar memberikan efek pewarnaan
jati terdekat pada kayu karet dan ekstrak jati konsentrasi duplo pada
kayu tusam.
Kata kunci: Limbah kayu gergajian, formula impregnan, formula
bahan finishing

8
BAB I
PENDAHULUAN
A. Latar Belakang
Ketersediaan kayu berkualitas tinggi di alam mulai terbatas
sementara kebutuhannya semakin meningkat. Kayu cepat tumbuh
banyak ditanam masyarakat dan dapat dipanen dalam waktu relatif
singkat. Meskipun begitu, kualitas kayu dari tanaman umur muda
sebagai bahan furnitur masih rendah karena memiliki dimensi yang
tidak stabil, tidak awet, serta kemungkinan mengalami pecah ujung
yang parah dalam proses pengolahan dan perubahan bentuk ketika
dikeringkan (Basri et al., 2012; Basri dan Wahyudi, 2013).
Peningkatan sifat dan kualitas kayu inferior (mutu rendah)
dapat dilakukan dengan berbagai macam cara. Pada tahun 2011-
2014 penyempurnaan sifat dan kualitas kayu dilakukan dengan cara
mengimpregnasi ekstrak serbuk kayu jati tua ke dalam struktur kayu
umur muda, sehingga performanya menyerupai kayu jati tua, baik
dari sifat maupun warna. Sedangkan pada tahun 2015,
penyempurnaan sifat dan kualitas kayu dicoba dengan
mengimpregnasi kayu dengan bahan impregnan utama adalah hasil
destilasi limbah kayu (sebetan dan kulit kayu) sengon. Dasar
pertimbangannya adalah pada proses destilasi akan terjadi
pengayaan komponen kimia yang bisa meningkatkan kualitas kayu.
Formula campuran destilat dengan bahan pengikat, seperti kak atau
gum, diharapkan mampu memperbaiki kualitas kayu umur muda.
Proses pengerjaan akhir kayu (wood finishing) adalah proses
pemberian lapisan pada permukaan produk kayu, terutama produk
furnitur, untuk tujuan penghalusan atau perlindungan pada
permukaan kayu. Dalam lima dekade terakhir pelapisan permukaan
kayu tersebut secara komersil didominasi oleh penggunaan resin
sintetis, seperti melamin dan nitroselulosa yang menggunakan
pelarut mineral (chemical solvent-based) dan pengeras
formaldehida. Kedua senyawa ini menggunakan pelarut mineral dan

9
pengeras formaldehida yang banyak melepas komponen volatil
(VOCs) dan komponen polutan udara beracun (HAPs) yang
mengganggu lingkungan maupun kesehatan manusia. Secara umum
hasil yang diperoleh dengan kategori ramah lingkungan
terkonsentrasi pada penggunaan bahan kelompok minyak (tung oil,
linseed oil, lilin), sirlak, dan bahan finishing larut air.
Upaya pengembangan produk bahan impregnan dan bahan
finishing alternatif tersebut harus dilakukan melalui eksplorasi riset
yang bersifat praktis dan efektif. Salah satu sumber material organik
yang memiliki potensi untuk dapat dimanfaatkan sebagai bahan
impregnan dan finishing alternatif adalah limbah kayu gergajian.
Selain dapat memaksimalkan pemanfaatan kayu (zero waste),
pemanfaatan limbah kayu gergajian tersebut juga dapat
menanggulangi masalah lingkungan, dan mengurangi
ketergantungan masyarakat dan industri pengolahan kayu terhadap
penggunaan bahan impregnan dan finishing kayu sintetis yang
selama ini diimpor.
B. Tujuan dan Sasaran
Tujuan penelitian tahun 2015 adalah mendapatkan data dan
informasi:
1) Karakteristik destilat dari sebetan dan kulit kayu sengon sebagai
bahan impregnan,
2) Formulasi bahan finishing dari bahan utama ekstrak serbuk
kayu jati tua.
Sasaran penelitian pada tahun 2015 adalah diperolehnya data
dan informasi mengenai:
1) Karakteristik destilat sebagai bahan impregnan organik dan data
uji pendahuluan impregnasi pada kayu jabon secara rendaman
panas.
2) Formula wood stain dan top coat dari ekstrak kayu jati dan
campurannya serta uji pendahuluan pada kayu karet dan tusam.
10
C. Luaran
Kegiatan tahun 2015 menghasilkan luaran, sebagai berikut:
1. Laporan hasil penelitian yang berisi: 1) karakteristik destilat dari
sebetan dan kulit kayu sengon sebagai bahan impregnan
organik, dan 2) formula produk finishing organik (wood stain dan
top coat) serta perbandingannya secara teknis dan ekonomis
dengan produk finishing konvensional.
2. Draft karya tulis ilmiah.
3. Produk destilat serta produk finishing organik.
D. Hasil yang Telah Dicapai
1. Formula bahan impregnan dari campuran ekstrak jati tua dan resin
organik (sirlak, damar mata kucing, resorsinol teknis) mampu
memperbaiki sifat-sifat inferior kayu kayu jati umur muda, jabon,
dan karet seperti peningkatan kerapatan dan kekuatan kayu, serta
kestabilan dimensi kayu.
2. Penelitian pemanfaatan destilat (cuka kayu) selama ini baru pada
tahap untuk menghambat pertumbuhan bakteri dan jamur pada
tanaman (Nurhayati, 2000) dan menahan kayu dari serangan
rayap (Hidayat, 2013), belum untuk memperbaiki sifat-sifat kayu
yang lain (modifikasi kayu).
3. Komponen dalam ekstrak kayu jati tua adalah senyawa dari
kelompok epoksi yang mencapai lebih dari 40%, diikuti oleh
tetrakosaheksan sebanyak 14%, hentiakontanon 7.93%, dan
antrakinon (2-methyl antraquinone) sekitar 13.54%. Antrakinon
termasuk senyawa tektokinon, merupakan zat ekstraktif penting
yang membuat kayu jati tahan terhadap organisme perusak
(Haupt et al., 2003) dan memberikan warna khas pada kayu
tersebut (Lukmandaru, 2009).
4. Bahan impregnan campuran ekstrak kayu jati dan resin organik
dengan proses tekanan telah mampu meningkatkan sifat dan
11
kualitas kayu jati umur muda, jabon, dan karet (Basri et al., 2013
dan 2014).
E. Ruang Lingkup
Lingkup kegiatan formulasi bahan impregnan adalah destilasi
bahan baku, analisa destilat murni dan campurannya, pengeringan,
impregnasi bahan impregnan secara rendaman panas, pengujian
stabilisasi dimensi dan kerapatan kayu. Ruang lingkup formulasi
bahan finishing adalah ekstraksi serbuk kayu, pembuatan formula,
pengujian bahan finishing, analisa biaya produksi.

12
BAB II
TINJAUAN PUSTAKA
A. Potensi Limbah Kayu Gergajian
Statistik Kementerian Kehutanan Tahun 2013 mencatat
kapasitas produksi kayu gergajian pada skala industri mencapai
3,330,530 m3 (Kementerian Kehutanan, 2013). Produksi kayu
gergajian sebesar itu tentu saja akan menghasilkan limbah kayu
berbentuk sebetan, kulit kayu, maupun serbuk yang cukup besar.
Produksi limbah yang tinggi tersebut akan berdampak negatif
terhadap lingkungan jika dibiarkan membusuk, ditumpuk, atau
dibakar.
Kandungan senyawa aktif yang terdapat dalam limbah kayu
gergajian memungkinkan limbah tersebut berpotensi digunakan
sebagai bahan impregnan dan finishing kayu. Hasil penelitian
Komarayati et al. (2011) menunjukkan komponen fenol dari hasil
destilasi sebetan dan kulit kayu sengon sebanyak 27,72%. Fenol
sejumlah itu bisa dimanfaatkan sebagai bahan pestisida
(biopestisida).
B. Destilasi
Destilasi atau penyulingan adalah suatu metode pemisahan
bahan kimia berdasarkan perbedaan kecepatan atau kemudahan
menguap (volatilitas) bahan atau teknik pemisahan kimia yang
berdasarkan perbedaan titik didih (Walangare et al., 2013). Jadi
prinsip destilasi adalah penguapan dan pengembunan kembali uap
yang dihasilkan pada tekanan dan suhu tertentu dengan tujuan
memurnikan zat cair pada titik didihnya dan memisahkan cairan dari
zat padat. Pemisahan zat-zat kimia dalam kayu dapat dilakukan
dengan destilasi kering (Nurhayati, 2000; Walangare et al., 2013).
Dalam proses ini, bahan padat dipanaskan sehingga menghasilkan
produk-produk berupa cairan atau gas (yang dapat berkondensasi
menjadi padatan). Produk-produk tersebut disaring, dan pada saat

13
yang bersamaan mereka berkondensasi dan dikumpulkan. Destilasi
kering biasanya membutuhkan suhu yang lebih tinggi dibanding
distilasi biasa. Uap atau gas yang diperoleh dengan metode destilasi
kering dapat didinginkan untuk menghasilkan destilat cair atau
destilat (Walangare et al., 2013). Kandungan dan kegunaan bahan
aktif yang terdapat dalam destilat ini sangat bermanfaat (Nurhayati,
2000).
C. Impregnasi Kayu
Impregnasi kayu merupakan salah satu teknik modifikasi kayu
secara kimia. Prinsip impregnasi adalah memastikan bahan
impregnan dapat berikatan dengan sel kayu (Balfas, 2007). Bahan
impregnan idealnya memiliki ukuran sekecil mungkin agar mampu
masuk ke dalam sel kayu sehingga fiksasi impregnan terjadi. Fiksasi
dapat diketahui ketika bahan impregnan tidak tercuci (nonleachable)
karena telah terjadi ikatan kimia antara impregnan tersebut dengan
konstituen polimerik dinding sel. Faktor penting yang perlu
diperhatikan dalam impregnasi adalah waktu (Basri et al., 2013)
karena terkait dengan kemampuan bahan impregnan berdifusi ke
ruang intraseluler (Hill, 2006). Oleh karena itu retensi bahan
impregnan menjadi parameter berhasilnya impregnasi.
Bahan impregnan dapat berupa monomer maupun polimer
(Hill, 2006). Bahan impregnan sintetis berupa monomer dapat
berupa methyl methacrylate (MMA) maupun dalam bentuk
polimer/ko-polimer seperti polyglycerol methacrylate/PGMA (Hill,
2006).
D. Bahan Finishing Kayu
Bahan finishing kayu dapat dikelompokkan pada dua tipe
bahan menurut mekanisme pengeringan atau proses “curing”.
Kelompok bahan finishing yang menggunakan pelarut mineral seperti
melamin dan nitroselulosa mengalami pengeringan filmnya pada
saat terjadi evaporasi pelarut mineral, sehingga kelompok ini disebut

14
kelompok bahan finishing evaporatif (Jewitt, 2014). Bahan finishing
tipe ini akan kembali terurai manakala terjadi kontak dengan pelarut
mineral. Kelompok bahan finishing, seperti kelompok minyak, sirlak
dan resin larut air tergolong pada kelompok bahan finishing reaksi,
karena umumnya mengalami pengeringan melalui reaksi bahan
dengan udara di ruangan. Kelompok bahan finishing tipe reaksi
pada umumnya lebih tahan terhadap gangguan panas atau kimia
dibandingkan dengan kelompok evapotif (Rowell, 2005).
Pelapisan permukaan kayu dengan bahan finishing pada
dasarnya memiliki dua manfaat penting, yaitu menghaluskan bagian
permukaan kayu, dan memberi perlindungan permukaan kayu dari
cairan, kotoran (termasuk zat kimia) serta serangan jamur atau
serangga (Pandey et.al., 2009; Guo, 2005). Penggunaan bahan
finishing kelompok evaporatif cenderung memberikan proteksi
permukaan kayu lebih tinggi terhadap air dan uap air daripada
kelompok bahan reaktif (Jewitt, 2014). Namun demikian, deposisi
resin organik seperti damar batu dan sirlak cukup efektif melindungi
kayu dari penetrasi air dan serangan serangga (Balfas, 2007).
E. Finishing Kayu Ramah Lingkungan
Menurut Li and Guo (2002) serta Jewitt (2014) penggunaan
resin sintetis komersil, seperti melamin dan nitroselulosa yang
menggunakan pelarut mineral (chemical solvent-based) dan
pengeras formaldehida tergolong pada kelompok jenis bahan yang
tidak ramah lingkungan serta mengganggu kesehatan manusia.
Kelompok resin ini melepas banyak polutan, baik dalam aplikasi
maupun dalam proses pembersihan peralatan finishing. Komponen
pelarut dan pengeras yang menguap ke udara antara lain adalah
xylen, toluen, keton, methylene chloride, formaldehyde, spiritus
mineral dan lain sebagainya. Bahan finishing alternatif yang dapat
digunakan secara aman bagi lingkungan maupun manusia adalah
kelompok bahan finishing reaktif, seperti minyak organik, resin
organik dan resin larut air (Jewitt, 2014).
15
BAB III
METODE PENELITIAN
A. Lokasi Penelitian
Pembuatan bahan impregnan dan bahan finishing, penyiapan
contoh uji, pengujian stabilitas dimensi kayu yang diberi perlakuan
bahan impregnan dan bahan finishing, uji kerapatan kayu yang
diimpregnasi dengan bahan impregnan, dan uji ketahanan lapisan
film bahan finishing terhadap senyawa asam dan basa dilakukan di
Puslitbang Hasil Hutan. Khusus untuk analisa kimia, pengujian
kerapatan, ketahanan gores pada lapisan film, dan emisi gas racun
dari contoh uji yang diberi perlakuan bahan finishing organik
dilakukan di Lembaga Pengembangan Pendidikan, Penelitian, dan
Pengabdian kepada Masyarakat (LP4M), Sekolah Tinggi Analis
Kimia Cilegon, Prov. Banten.
B. Bahan dan Peralatan
1. Kegiatan formulasi dan uji coba bahan impregnan
Bahan untuk pembuatan destilat pada kegiatan tahun ini
adalah limbah kayu gergajian berupa sebetan dan kulit kayu sengon,
sedangkan kayu yang akan diujicobakan adalah kayu jabon. Bahan
lain yang diperlukan, antara lain kak atau gum sebagai pengikat.
Kak dikenal sebagai perekat mini, dibuat dari kolagen (suatu protein
kulit binatang, tulang-tulang dan daging penyambung tulang). Bahan
ini larut dalam air panas, dan membeku ketika didinginkan. Kak
diperdagangkan dalam bentuk butiran, potongan, dan lempengan
Peralatan untuk formulasi bahan impregnan, antara lain: retort
destilasi kering, bejana gelas, gelas ukur, timbangan, dial caliper,
oven pengering, swellometer, GCMS pyrolisis, viscometer, dan pH
meter.

16
2. Kegiatan formulasi dan uji coba bahan finishing
Bahan untuk formulasi bahan finishing terdiri dari serbuk
gergajian jati tua, pelarut organik (metanol), sirlak, tepung dempul,
lilin organik, vaselin, tung oil, linseed oil, resin polyvinil, resin acrylic,
dan beberapa bahan pembantu lainnya. Sebagai pembanding
diperlukan bahan finishing komersil berupa wood filler, wood stain,
wood putty, dan top coat dari kelompok melamin dan nitrioselulosa
beserta pelarut thinner. Bahan kayu yang digunakan sebagai media
aplikasi adalah kayu karet dan tusam.
Peralatan yang akan digunakan untuk formulasi bahan
finishing, antara lain alat penggerus kayu (hammermill), koas,
amplas, spray gun, timbangan elektrik digital, alat ukur kadar air,
termometer, peralatan ekstraksi, bak penangas air (waterbath), dan
oven untuk pengeringan kayu uji coba.
C. Prosedur Kerja
1. Pembuatan formula dan uji performa bahan impregnan
a. Destilasi bahan baku
Limbah kayu berupa sebetan dan kulit kayu dimasukkan ke
dalam drum yang sudah dimodifikasi dan dilengkapi dengan
kondensor. Berikutnya dilakukan proses pembakaran. Asap dari
pembakaran tersebut dialirkan melalui pipa yang sudah dirancang
dengan proses pendinginan. Dari proses tersebut, dihasilkan destilat
cair atau destilatyang kemudian ditampung dalam wadah
penampung.
b. Analisis destilat
Analisis destilat meliputi warna destilat dan BJ. Analisis
komponen kimia dalam destilat seperti kadar asam asetat, fenol,
methanol menggunakan GCMS Pyrolisis.

17
c. Rendaman kayu
Rendaman dilakukan dengan memasukkan sampel kayu ke
dalam campuran destilat dan kak (kolagen dari protein hewani)
dengan skema perlakuan :
- Rendaman A: destilat cair : kak (92 : 8 b/b)
- Rendaman B: destilat cair : kak (88 : 12 b/b)
Perlakuan suhu untuk masing-masing perendaman sampel
kayu adalah 60oC dan 80oC. Setiap perlakuan dikerjakan dalam 5
ulangan.
d. Uji kualitas kayu
1) Persiapan contoh uji
Dolok panjang (L) 1,5 – 2 m digergaji untuk mendapatkan
papan tangensial (T) dan radial (R) dengan permukaan bebas cacat.
Dari papan-papan tersebut kemudian dibuat contoh uji dalam
beberapa ukuran. Contoh uji untuk pengeringan konvensional dibuat
dengan ukuran 10 cm (T) x 2 cm (R) x 80 cm (Longitudinal/L) dan 2
cm (T) x 10 cm (R) x 80 cm (L); stabilisasi dimensi dengan perlakuan
perendaman dalam larutan impregnan berukuran 1 cm (T) x 10 cm
(R) x 1 cm (L) dan 10 cm (T) x 1 cm (R) x 1 cm (L). Adapun contoh
uji untuk kerapatan kayu dibuat dengan ukuran 3 cm (T) x 3 cm (R)
x 3 cm (L), dan contoh uji kristalinitas kayu sebagai data penunjang
dibuat dalam bentuk serbuk.
Contoh uji untuk pengeringan konvensional dikeringkan
dalam dapur pengering kombinasi tenaga surya dan tungku (TS+T)
menggunakan bagan suhu 40 – 60oC secara bertahap hingga kayu
mencapai kadar air 12%. Contoh uji stabilisasi dimensi sebelum
direndam, dikeringkan dalam oven pada suhu ±60oC hingga kadar
airnya sekitar 12%. Jumlah contoh uji kayu untuk setiap perlakuan
dan kontrol (tanpa perlakuan) adalah 5 buah. Dimensi contoh uji
sesudah dikeringkan/sebelum direndam diukur dengan
menggunakan calliper.

18
2) Pengujian
a) Penyusutan dimensi (shringking)
Penyusutan dimensi pada arah radial dan tangensial contoh
uji dilakukan dengan mengamati perubahan dimensi contoh uji
sebelum dan sesudah dikeringkan dalam dapur TS+T. Persentase
penyusutan dimensi kayu dihitung menggunakan rumus berikut:
Ps = Sk – Su x 100% Su
Keterangan :
Ps = persentase penyusutan dimensi (%)
Sk = dimensi contoh uji kayu basah sebelum dikeringkan (cm)
Su = dimensi contoh uji kayu kering 12% (cm)
b) Pengembangan dimensi (swelling)
Pengembangan dimensi pada arah radial dan tangensial
contoh uji dilakukan dengan mengamati perubahan dimensi contoh
uji impregnasi yang direndam dalam swellometer pada periode
rendaman 5 menit, 10 menit, 30 menit, 1 jam, 4 jam, dan 24 jam
(Basri dan Balfas 2014). Persentase pengembangan dimensi kayu
mengacu pada Mantanis (1994 dalam Basri et al., 2013), sebagai
berikut :
Pg = Sd – Od x 100% Od
Keterangan :
Pg = persentase pengembangan dimensi (%)
Sd = dimensi contoh uji kayu yang direndam (mm)
Od = dimensi contoh uji kering oven (mm)
Efektifitas perlakuan stabilisasi dimensi pada kondisi tertentu
ditentukan melalui perhitungan nilai Anti Swelling Efficiency (ASE),
sebagai berikut:

19
ASE = Sc – St x 100% Sc
Keterangan:
Sc = nilai pengembangan pada contoh uji kontrol (%)
St = nilai pengembangan pada contoh uji perlakuan (%)
Data tersebut kemudian dibandingkan dengan data kayu hasil
pengeringan konvensional (kontrol/kayu tanpa perendaman).
c) Kerapatan kayu
Pengujian kerapatan kayu mengacu pada ASTM D143-94
(ASTM, 2012). Pengujian kristalinitas kayu menggunakan Difraksi
sinar X (XRD).
2. Formulasi bahan finishing
a. Persiapan percobaan
Serbuk jati dikeringkan dalam oven pada suhu sekitar 70°C
hingga mencapai kadar air kurang dari 10%. Serbuk kering
dihaluskan dengan hammermill hingga diperoleh serbuk ukuran 200
mesh.
b. Ekstraksi
Ekstraksi serbuk kayu gergajian kering dilakukan dengan
menggunakan pelarut metanol dengan perbandingan 1 : 8, atau
1.000 gr serbuk jati dalam 8 l metanol. Campuran bahan tersebut
dipanaskan pada temperatur 70 °C dalam waterbath selama 1 jam.
Setelah dingin, campuran bahan diperas dan disaring sehingga
diperoleh larutan ekstrak bersih. Ekstrak tersebut kemudian
ditampung dalam jerigen plastik. Terhadap larutan ekstraktif ini
dilakukan analisa kandungan padatan (solid content) secara fisis
melalui metode oven, serta analisis komponen kimia dengan metode
GCMS.

20
c. Pembuatan formula
Formulasi bahan finishing secara mendasar terdiri dari larutan
ekstrak jati yang dicampur dengan sirlak dengan variasi berikut:
a. 5% sirlak bobot/volume dalam larutan ekstrak jati standar
(E1S1).
b. 10% sirlak bobot/volume dalam larutan ekstrak jati standar
(E1S2).
c. 5% sirlak bobot/volume dalam larutan ekstrak jati konsentrasi
duplo (E2S1).
d. 10% sirlak bobot/volume dalam larutan ekstrak jati konsentrasi
duplo (E2S2).
e. 5% sirlak bobot/volume dalam larutan ekstrak jati konsentrasi
triplo (E3S1).
f. 10% sirlak bobot/volume dalam larutan ekstrak jati konsentrasi
triplo (E3S2).
Masing-masing komposisi diatas diaplikasikan sebagai wood
stain dan top coat pada contoh uji kayu karet dan tusam.
d. Pengujian bahan finishing
Pada penelitian ini dilakukan beberapa macam pengujian,
yaitu pengujian fungsi bahan dalam hal penolakan air (water
repellency) dengan pengukuran perubahan dimensi (swelling) pada
contoh uji kayu yang direndam dalam larutan finishing, pengujian
aspek mekanis, dan kimia. Pengujian kemampuan bahan finishing
dalam penolakan air dilakukan pada contoh uji berukuran 1cm (T) x
1cm (L) x 10 cm (R) dan 1cm (R) x 1cm (L) x 10 cm (T), baik kontrol
maupun perlakuan masing-masing dengan 5 buah ulangan. Semua
contoh uji diukur dimensi dan beratnya pada saat sebelum, setelah
perlakuan kondisi basah, dan kondisi setelah dioven selama 12 jam
pada suhu 65 oC. Perlakuan rendaman selama 5 menit dilakukan
pada masing-masing komposisi bahan finishing ekstrak jati maupun
bahan finishing komersil. Pengujian kemampuan proteksi bahan

21
finishing terhadap air dilakukan melalui dua cara, yaitu metode
rendaman dan metode pembasahan. Pengujian pengembangan
contoh uji dalam air dilakukan dengan menggunakan swellometer
pada periode rendaman 5 menit, 10 menit, 30 menit, 1 jam, 4 jam,
dan 24 jam sebagaimana diuraikan dalam Basri dan Balfas (2014).
Pengujian pembasahan contoh uji pada ruangan lembab dilakukan
dalam desikator tertutup berisi air yang kelembabannya dijaga antara
90-95% dan suhu antara 25 – 30 oC (Gambar 1). Monitoring suhu
dan kelembaban dalam desikator dilakukan dengan bantuan alat
thermohygrometer yang ditempatkan dalam desikator. Pengamatan
proses pembasahan dalam desikator dilakukan dengan mengukur
berat dan dimensi contoh uji setelah 30 menit, 1 jam, 4 jam dan 24
jam penempatannya dalam desikator.
Gambar 1. Pengujian pembasahan contoh uji dalam desikator
Pengujian aspek mekanis pada lapisan finishing dilakukan
berupa pengukuran ketahanan gores pada permukaan film dengan
prosedur pengujian mengikuti ASTM D4366-95 (ASTM, 1995).
22
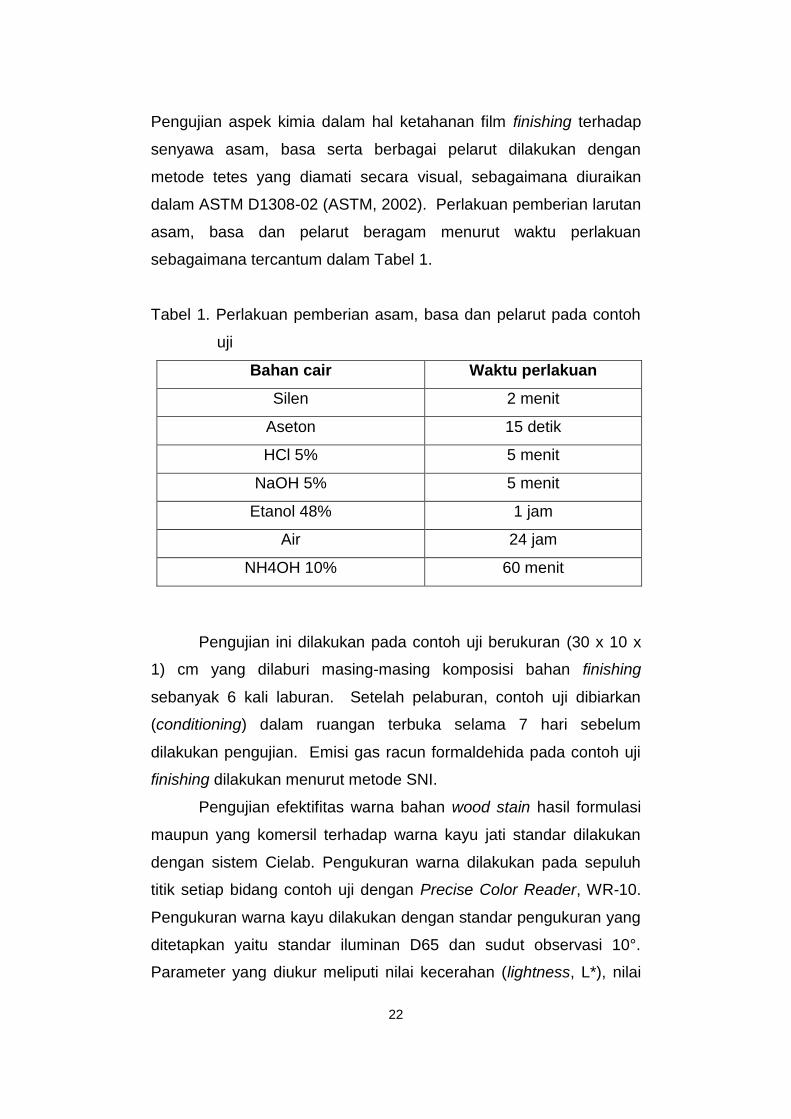
Pengujian aspek kimia dalam hal ketahanan film finishing terhadap
senyawa asam, basa serta berbagai pelarut dilakukan dengan
metode tetes yang diamati secara visual, sebagaimana diuraikan
dalam ASTM D1308-02 (ASTM, 2002). Perlakuan pemberian larutan
asam, basa dan pelarut beragam menurut waktu perlakuan
sebagaimana tercantum dalam Tabel 1.
Tabel 1. Perlakuan pemberian asam, basa dan pelarut pada contoh
uji
Bahan cair Waktu perlakuan
Silen 2 menit
Aseton 15 detik
HCl 5% 5 menit
NaOH 5% 5 menit
Etanol 48% 1 jam
Air 24 jam
NH4OH 10% 60 menit
Pengujian ini dilakukan pada contoh uji berukuran (30 x 10 x
1) cm yang dilaburi masing-masing komposisi bahan finishing
sebanyak 6 kali laburan. Setelah pelaburan, contoh uji dibiarkan
(conditioning) dalam ruangan terbuka selama 7 hari sebelum
dilakukan pengujian. Emisi gas racun formaldehida pada contoh uji
finishing dilakukan menurut metode SNI.
Pengujian efektifitas warna bahan wood stain hasil formulasi
maupun yang komersil terhadap warna kayu jati standar dilakukan
dengan sistem Cielab. Pengukuran warna dilakukan pada sepuluh
titik setiap bidang contoh uji dengan Precise Color Reader, WR-10.
Pengukuran warna kayu dilakukan dengan standar pengukuran yang
ditetapkan yaitu standar iluminan D65 dan sudut observasi 10°.
Parameter yang diukur meliputi nilai kecerahan (lightness, L*), nilai

23
kemerahan (green-red, a*) dan nilai kekuningan (blue-yellow, b*),
sebagaimana diuraikan oleh Krisdianto (2013).
e. Analisis biaya produksi
Total biaya yang diperlukan untuk produksi dan aplikasi setiap
komposisi dan jenis bahan finishing menurut ragam metode finishing
akan dianalisa. Hasilnya akan digunakan sebagai salah satu data
penunjang untuk evaluasi komposisi dan metode aplikasi bahan
finishing terbaik.
D. Analisis Data
1. Formulasi bahan impregnan
Pengolahan data, baik terhadap kerapatan ataupun nilai ASE
kayu jabon, menggunakan paket program SAS 1997. Untuk data
kerapatan kayu jabon, penelaahan dilakukan dengan rancangan
percobaan acak lengkap berfaktor tunggal (satu faktor). Sebagai
faktor adalah perlakuan (T) yang terdiri dari 5 macam yaitu: t1 =
kontrol; t2 = k-8%-60 (konsentrasi KAK 8%, pada suhu 60 oC); t3=k-
12%-60 (konsentrasa KAK 12%, pada suhu 60 oC): t4=k-8%-80
(konsentrasi KAK 8% pada suhu 80 oC); dan t5=k-12%-60
(konsentrasi KAK 8% pada suhu 80 oC). Setiap macam faktor
dilakukan ulangan sebanyak 5 kali. Apabila pengaruh faktor tersebut
nyata terhadap kerapatan, penelaahan lebih lanjut dilakukan dengan
uji beda nyata jujur (BNJ).
Untuk data anti-swelling efficiency (ASE) kayu jabon,
penelaahan dilakukan dengan rancangan acak lengkap berpola
faktorial. Sebagai faktor adalah perendaman dengan campuran
destilat dengan 2 konsentrasi KAK (A), yaitu a1 = 8% dan a2 = 12%;
2 suhu rendaman (B), yaitu b1 = 60oC dan b2 = 80oC; 2 arah serat
(C), yaitu c1 = tangensial dan c2 = radial; dan waktu pengamatan (D)
terdiri dari 6 taraf yaitu: d1 = 5 menit, d2 = 10 menit, d3 = 30 menit,
d4 = 1 jam, d5 = 4 jam, dan d6 = 24 jam. Jika faktor-faktor tersebut

24
baik dalam bentuk tunggal ataupun interaksinya nyata terhadap nilai
ASE, maka dilakukan penelaahan lebih lanjut dengan uji BNJ.
3. Formulasi bahan finishing
a. Analisa data sifat fisis, mekanis dan kimia
Penelitian ini memiliki dua faktor peubah, yaitu jenis kayu (2
taraf) dan komposisi bahan finishing (8 taraf). Masing-masing taraf
terdiri dari 5 buah contoh uji sebagai ulangan. Untuk mengetahui
efektivitas masing-masing bahan finishing (organik dan larut air)
terhadap sifat fisis, mekanis, dan kimia dilakukan analisis data
secara faktorial.
b. Analisis biaya bahan finishing
Aplikasi setiap komposisi dan jenis bahan finishing menurut
ragam metode finishing akan dianalisa secara finansial, sehingga
dapat ditentukan biaya yang diperlukan untuk setiap jenis bahan dan
metode finishing.

25
BAB IV
HASIL DAN PEMBAHASAN
A. Formulasi Bahan Impregnan
1. Karakteristik dan komponen kimia destilat
Karakteristik dan komponen kimia destilat murni dari limbah
kayu (sebetan dan kulit) sengon serta campurannya dengan kak,
disajikan dalam Tabel 2 dan 3.
Tabel 2. Karakteristik dan komponen kimia destilat murni
No Jenis analisis
Karakteristik
1. pH 3,32
2. Berat jenis 1,006
3. Warna Cokelat muda agak kekuningan
Komponen kimia Konsentrasi (%)
1. Acetic acid (CAS) ethylic acid 46,47
2. 1,6 – Anhydro – beta – D – Glucopyranose (Levoglucosan)
8,26
3. Phenol, 4 – methoxy – (CAS) H2mme 5,59
4. 2 – Furancarboxaldehyde (CAS) Furfural 3,72
5. Butanoic acid, phenylester (CAS) phenyl butirate
5,55
6. 2 – Furanmethanol (CAS) Furfuryl alkohol 3,27
7. 2 – Propanone, 1 – hydroxyl – (CAS) Aceton 2,97
8. Ethanone, 1 – (methylenecyclopropyl) 2,95
9. 2 – Butanol 1, 3 – methyl – (CAS) 3 – methyl – 2 – butanol
2,63
10. 2 – Furancarboxaldehyde,5 – methyl – (CAS) 5 – methyl – 2 – furfural
2,56
26
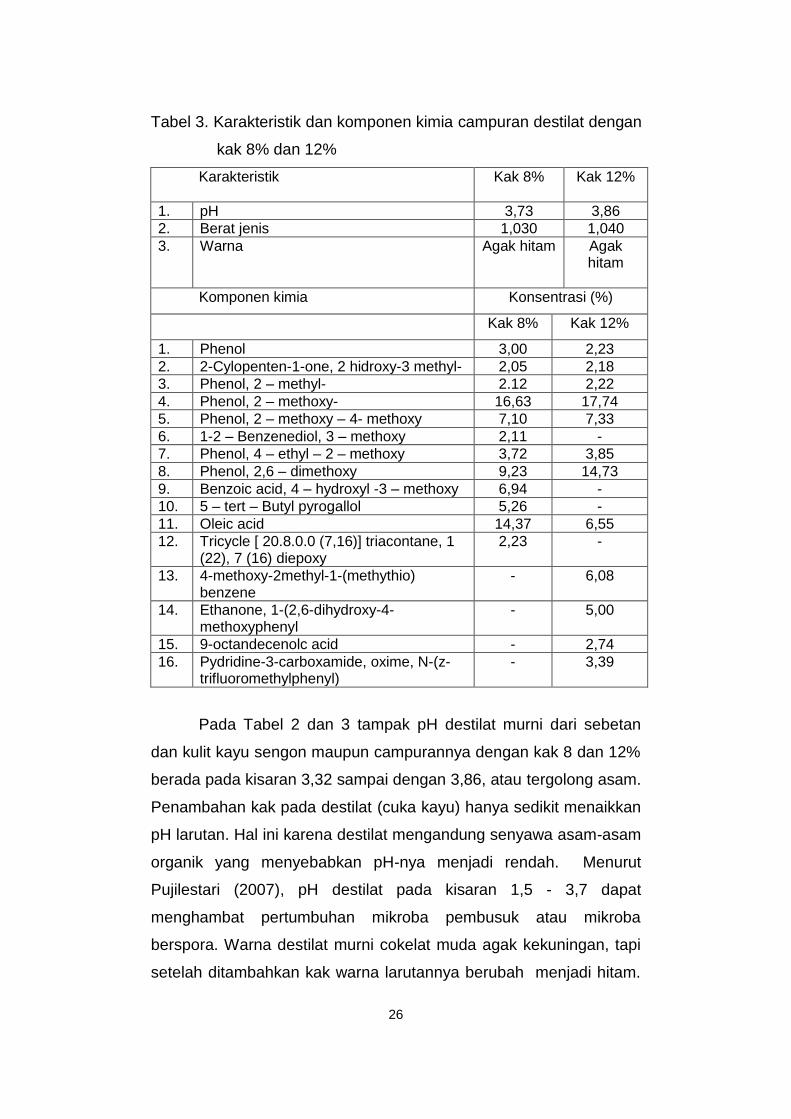
Tabel 3. Karakteristik dan komponen kimia campuran destilat dengan
kak 8% dan 12%
Karakteristik
Kak 8% Kak 12%
1. pH 3,73 3,86
2. Berat jenis 1,030 1,040
3. Warna Agak hitam
Agak hitam
Komponen kimia Konsentrasi (%)
Kak 8% Kak 12%
1. Phenol 3,00 2,23
2. 2-Cylopenten-1-one, 2 hidroxy-3 methyl- 2,05 2,18
3. Phenol, 2 – methyl- 2.12 2,22
4. Phenol, 2 – methoxy- 16,63 17,74
5. Phenol, 2 – methoxy – 4- methoxy 7,10 7,33
6. 1-2 – Benzenediol, 3 – methoxy 2,11 -
7. Phenol, 4 – ethyl – 2 – methoxy 3,72 3,85
8. Phenol, 2,6 – dimethoxy 9,23 14,73
9. Benzoic acid, 4 – hydroxyl -3 – methoxy 6,94 -
10. 5 – tert – Butyl pyrogallol 5,26 -
11. Oleic acid 14,37 6,55
12. Tricycle [ 20.8.0.0 (7,16)] triacontane, 1 (22), 7 (16) diepoxy
2,23 -
13. 4-methoxy-2methyl-1-(methythio) benzene
- 6,08
14. Ethanone, 1-(2,6-dihydroxy-4-methoxyphenyl
- 5,00
15. 9-octandecenolc acid - 2,74
16. Pydridine-3-carboxamide, oxime, N-(z-trifluoromethylphenyl)
- 3,39
Pada Tabel 2 dan 3 tampak pH destilat murni dari sebetan
dan kulit kayu sengon maupun campurannya dengan kak 8 dan 12%
berada pada kisaran 3,32 sampai dengan 3,86, atau tergolong asam.
Penambahan kak pada destilat (cuka kayu) hanya sedikit menaikkan
pH larutan. Hal ini karena destilat mengandung senyawa asam-asam
organik yang menyebabkan pH-nya menjadi rendah. Menurut
Pujilestari (2007), pH destilat pada kisaran 1,5 - 3,7 dapat
menghambat pertumbuhan mikroba pembusuk atau mikroba
berspora. Warna destilat murni cokelat muda agak kekuningan, tapi
setelah ditambahkan kak warna larutannya berubah menjadi hitam.

27
Meskipun demikian, kayu yang diimpregnasi dengan bahan
impregnan tersebut tidak menjadi hitam.
Komposisi kimia destilat setelah ditambahkan kak tidak sama
dengan komposisi kimia destilat murni. Asam asetat (acetic acid)
yang terdapat pada destilat murni (Tabel 2) tidak terdapat pada
campuran destilat dan kak (Tabel 3). Hal ini menunjukkan telah
terjadi reaksi kimia di antara kedua bahan campuran tersebut, yang
kemungkinan berpengaruh baik terhadap sifat kayu yang
diimpregnasi, karena asam asetat bersifat korosif (Mirwandhono,
2003).
Destilat yang ditambahkan kak juga memiliki komposisi kimia
yang lebih banyak daripada destilat murni, sehingga BJ-nya lebih
tinggi. Pada campuran destilat dan kak 8%, konsentrasi fenol dan
derivatnya 41,8%, sedangkan pada campuran destilat dan kak 12%
naik menjadi 48,1% (Tabel 3). Semakin tinggi konsentrasi kak
semakin tinggi BJ larutannya, dan semakin banyak senyawa fenol
(phenol) dan derivatnya yang dihasilkan. Fenol adalah senyawa
kimia yang bersifat racun dan bisa sebagai bahan inhibitor (Nurhayati
et al., 2009).
2. Penyempurnaan sifat kayu
a. Pengeringan konvensional
Hasil penelitian menunjukkan kayu jabon umur 5 tahun yang
dikeringkan secara konvensional menggunakan bagan suhu 40 – 60
oC memiliki rasio penyusutan arah tangensial terhadap arah radial
bervariasi antara 1,8% sampai dengan 2,8% (rata-rata 2,5%),
kerapatan bervariasi antara 0,34 g/cm3 sampai dengan 0,40 g/cm3
(rata-rata 0,35 g/cm3), dan BJ bervariasi antara 0,28 – 0,34 (0,31).
Menurut Bowyer et al. (2007), jika nilai T/R rasio suatu jenis kayu
lebih besar dari 2 (T/R ≥ 2), maka diindikasikan kayu tersebut tidak
stabil dimensinya.
28
Persyaratan BJ kayu untuk bahan mebel menurut SNI 01-
0608-1989 berada pada kisaran 0,40 – 0,60. Kayu dengan BJ di
bawah 0,40 tidak cukup kuat, dalam pengertian tidak mampu
memikul beban secara terus menerus. Hasil penelitian Prianto (2001)
pada 10 jenis kayu menunjukkan bahwa BJ memiliki hubungan erat
terhadap kerapatan dengan koefisien korelasi 0,98-0,99 dan
terhadap keteguhan tekan, kekerasan dan keteguhan patah dengan
koefisien korelasi di atas 0,70. Dengan mengamati pola hubungan
tersebut, Prianto (2001) berpendapat bahwa penggunaan BJ sebagai
indikator kunci dalam menentukan sifat mekanis kayu sudah tepat.
Dari kedua indikator tersebut menunjukkan penyempurnaan
sifat kayu jabon umur 5 tahun dengan pengeringan konvensional
belum berhasil. Hal ini karena dari hasil penelitian Utami (2013),
keseluruhan batang kayu jabon sampai umur 7 tahun masih berupa
kayu muda (juvenile wood), belum terbentuk kayu dewasa (mature
wood). Kayu dengan kondisi yang demikian memiliki dimensi yang
tidak stabil setelah berbentuk produk, terutama produk mebel atau
furnitur. Ketidakstabilan dimensi kayu tidak disukai untuk bahan
mebel atau furnitur karena akan menyebabkan distorsi setelah
menjadi produk, seperti renggang antar sambungan, delaminasi
pada komponen yang direkat, pintu lemari sulit untuk dibuka dan
ditutup, atau permukaan meja menjadi tidak datar dan tidak simetris.
Oleh karena itu modifikasi terhadap kayu jabon umur 5 tahun untuk
penyempurnaan sifatnya harus dilakukan agar kualitasnya setara
dengan kualitas kayu jabon umur panen.
b. Modifikasi dengan bahan kimia
Data nilai ASE yang mengindikasikan kestabilan dimensi kayu
jabon yang diimpregnasi dengan berbagai bahan impregnan
disajikan pada Tabel 4 dan analisa keragamannya pada Lampiran 1,
sedangkan data kerapatannya disajikan pada Tabel 5 dan analisa
keragamannya pada Lampiran 2.
29
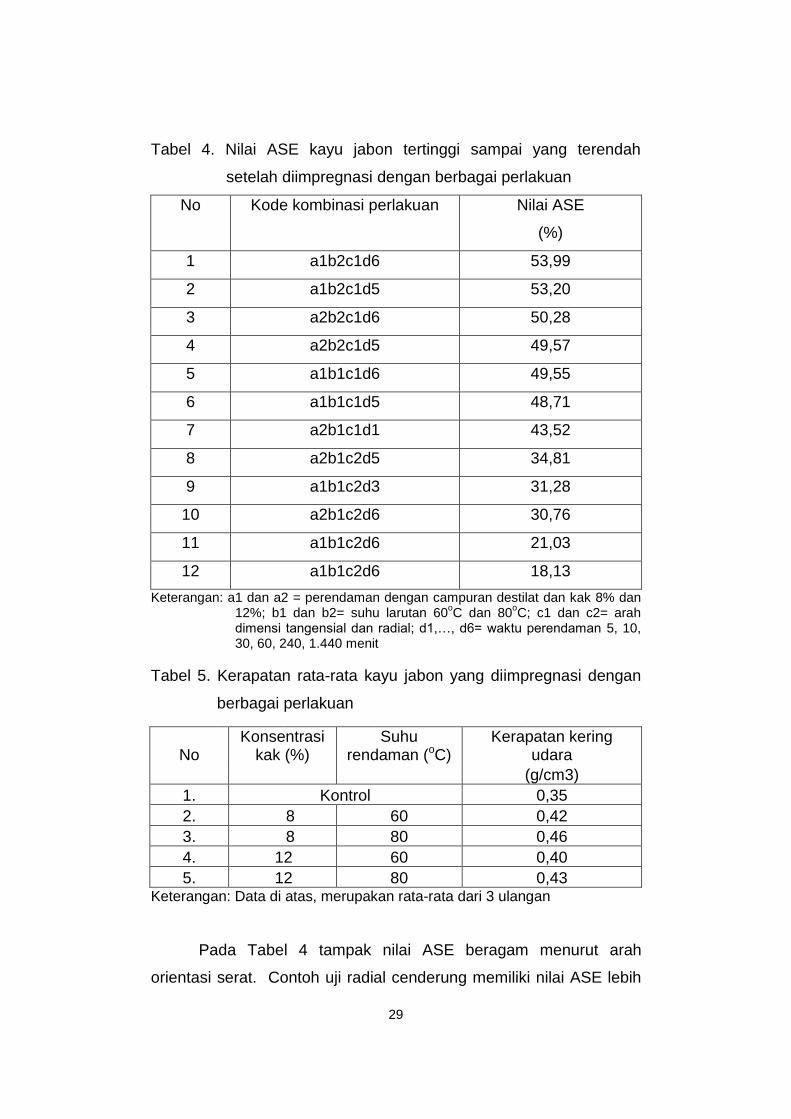
Tabel 4. Nilai ASE kayu jabon tertinggi sampai yang terendah
setelah diimpregnasi dengan berbagai perlakuan
No Kode kombinasi perlakuan Nilai ASE
(%)
1 a1b2c1d6 53,99
2 a1b2c1d5 53,20
3 a2b2c1d6 50,28
4 a2b2c1d5 49,57
5 a1b1c1d6 49,55
6 a1b1c1d5 48,71
7 a2b1c1d1 43,52
8 a2b1c2d5 34,81
9 a1b1c2d3 31,28
10 a2b1c2d6 30,76
11 a1b1c2d6 21,03
12 a1b1c2d6 18,13
Keterangan: a1 dan a2 = perendaman dengan campuran destilat dan kak 8% dan 12%; b1 dan b2= suhu larutan 60
oC dan 80
oC; c1 dan c2= arah
dimensi tangensial dan radial; d1,…, d6= waktu perendaman 5, 10, 30, 60, 240, 1.440 menit
Tabel 5. Kerapatan rata-rata kayu jabon yang diimpregnasi dengan
berbagai perlakuan
No Konsentrasi
kak (%) Suhu
rendaman (oC) Kerapatan kering
udara
(g/cm3)
1. Kontrol 0,35
2. 8 60 0,42
3. 8 80 0,46
4. 12 60 0,40
5. 12 80 0,43 Keterangan: Data di atas, merupakan rata-rata dari 3 ulangan
Pada Tabel 4 tampak nilai ASE beragam menurut arah
orientasi serat. Contoh uji radial cenderung memiliki nilai ASE lebih
30
rendah daripada contoh uji tangensial. Hal ini menunjukkan
impregnasi bahan impregnan ke dalam struktur kayu jabon tidak
efektif pada arah radial kayu. Faktor tersebut mungkin berhubungan
dengan kesulitan bahan impregnan untuk menembus struktur kayu
pada dimensi radial jika dilakukan tanpa menggunakan tekanan,
karena pada penelitian sebelumnya perlakuan impregnasi kayu
jabon menggunakan vakum tekan menghasilkan nilai ASE pada
dimensi radial lebih tinggi daripada dimensi tangensial (Basri et al.,
2014). Pada Tabel 4 juga tampak keragaman nilai ASE menurut
waktu rendaman contoh uji dalam air. Secara umum terjadi kenaikan
nilai ASE dengan pertambahan waktu rendaman dari menit ke 240
(4 jam) ke menit 1.440 (24 jam). Namun pada penelitian ini,
perlakuan impregnasi secara rendaman yang paling efektif adalah
pada formula campuran destilat dan kak 8% dengan suhu larutan 80
oC karena menunjukkan nilai ASE di atas 50%, sedangkan yang
terendah pada formula campuran destilat dengan kak 12% pada
suhu larutan 60oC (Tabel 4). Hal ini juga didukung dengan hasil uji
statistik (Lampiran 1). Jika dibandingkan dengan hasil penelitian
sebelumnya (Basri dan Balfas, 2014; Basri et al., 2014) yang
mendapatkan nilai ASE di atas 80%, maka nilai ASE yang diperoleh
pada penelitian ini lebih rendah. Hal ini mungkin karena pada
perlakuan sebelumnya impregnasi bahan impregnan ke dalam kayu
dilakukan secara tekanan, sehingga bahan impregnan yang masuk
ke dalam struktur kayu menjadi lebih banyak.
Pada Tabel 5, dan didukung dengan hasil uji statistik
(Lampiran 2) tampak faktor perlakuan suhu larutan dan konsentrasi
kak juga berpengaruh terhadap kenaikan kerapatan kayu jabon.
Perubahan konsentrasi bahan kak dari 8% menjadi 12% pada
berbagai suhu larutan, atau perubahan suhu larutan dari 60 oC ke
suhu 80 oC pada berbagai konsentrasi juga berpengaruh terhadap
kerapatan kayu jabon secara signifikan, yang mana nilai kerapatan

31
tertinggi diperoleh pada formula impregnan campuran destilat dan
kak 8%.
Sebagaimana diuraikan di atas, kestabilan dimensi dan
kerapatan kayu jabon yang diimpregnasi dengan formula campuran
destilat dan kak lebih tinggi dibandingkan dengan hanya
menggunakan destilat murni. Namun dari dua konsentrasi kak, nilai
kestabilan dimensi dan kerapatan tertinggi diperoleh pada formula
impregnan dengan penggunaan kak 8%. Naiknya kerapatan kayu
jabon pada penggunaan formula kak 8%, juga menaikkan derajat
kristalinitas kayu dari 22,9o ke 19,12o (Tabel 6). Ini menunjukkan
penetrasi larutan impregnan secara rendaman ke dalam struktur
kayu bergantung pada kekentalan larutan, sebagaimana
ditunjukkan dari viskositas (kekentalan) formula campuran destilat
dengan kak 12% (0,072 poise) lebih tinggi dibanding formula
campuran destilat dengan kak 8% (0,042 poise). Semakin tinggi
viskositas suatu larutan, semakin lemah pergerakan dari larutan
tersebut, sehingga lebih sulit menyerap ke dalam pori-pori kayu,
kecuali mungkin dengan proses tekanan.
Tabel 6. Kristalinitas rata-rata kayu jabon yang diimpregnasi dengan
berbagai perlakuan
No
Konsentrasi kak (%)
Suhu rendaman (oC)
Derajat kristalinitas (o)
1. 8 80 22,9
2. 12 80 19,2
Keterangan: Data di atas, merupakan rata-rata dari 3 ulangan
Kak atau gum dikenal sebagai lem mini, biasa digunakan
untuk membuat gelasan/pelapis beling tumbuk pada benang
layangan, juga untuk membuat lem cair (Anonim, 2015). Bahan ini
dibuat dari kolagen (suatu protein kulit binatang, tulang-tulang dan
daging penyambung tulang) serta larut dalam air panas (Rio, 2014).
32
Pada waktu pendinginan bahan ini membeku, sehingga dapat
menghasilkan daya rekat/ikatan yang cukup kuat, dan bertambah
kuat pada proses pengeringan selanjutnya. Penggunaan kak pada
formula impregnan di atas berfungsi sebagai pengikat, sehingga
kayu yang sudah diimpregnasi diharapkan tidak mengembang dan
menyusut kembali pada berbagai kondisi lingkungan.
B. Formulasi Bahan Finishing
1. Ekstraksi kayu jati
Hasil ekstraksi serbuk jati 200 mesh dalam metanol dengan
waktu ekstraksi 60 menit pada mesin ekstraktor menghasilkan
ekstrak jati beragam antara 2 sampai 4% dari berat kering serbuk.
Hasil ekstrak ini relatif lebih kecil dibandingkan dengan kelarutan
kayu jati dalam etanol-benzen yang dapat mencapai 4,6%
(Martawijaya et al., 2005). Perbedaan ini terutama berhubungan
dengan penggunaan pelarut yang berbeda, dimana etanol-benzen
bersifat lebih polar sehingga mampu melarutkan lebih banyak
ekstraktif daripada penggunaan metanol.
Hasil analisis GCMS pada ekstrak jati (Lampiran 3)
menunjukkan komponen dominan dalam ekstrak tersebut adalah
senyawa dari kelompok epoksi. Secara umum kelompok senyawa
epoksi yang mencapai lebih dari 40%, diikuti oleh tetrakosaheksan
sebanyak 14%, antrakuinon sebanyak 13,54%, dan hentriakontanon
sebanyak 7,93%.
2. Rendaman kayu
Perlakuan rendaman pada contoh uji kayu pinus dan kayu
karet dengan berbagai larutan bahan finishing menunjukkan
penambahan berat secara nyata (p>99%) menurut jenis kayu,
orientasi serat dan jenis bahan finishing, sebagaimana tampak pada
Tabel 7 dan 8, serta Lampiran 4A dan 4B. Penambahan berat basah
dan kering pada kayu tusam jauh lebih tinggi daripada penambahan
33
pada kayu karet. Perbedaan ini menunjukkan bahwa proses difusi
bahan finishing ke dalam struktur kayu tusam terjadi lebih mudah
daripada kayu karet. Penambahan berat akibat penetrasi bahan
finishing pada contoh kayu radial cenderung lebih besar daripada
contoh kayu tangensial. Hal ini terutama disebabkan oleh akomodasi
infiltrasi larutan yang lebih baik pada kayu radial dibandingkan
dengan kayu tangensial sebagaimana dijumpai sebelumnya pada
perlakuan impregnasi dengan bahan serupa (Basri dan Balfas, 2014).
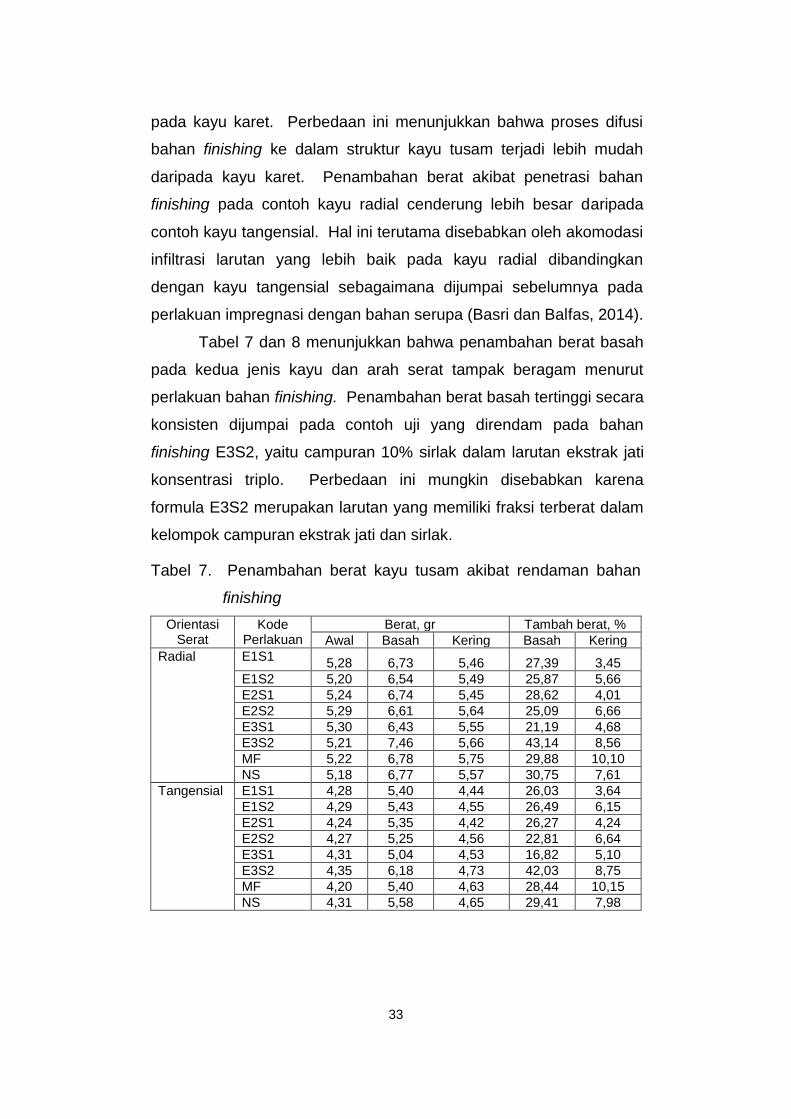
Tabel 7 dan 8 menunjukkan bahwa penambahan berat basah
pada kedua jenis kayu dan arah serat tampak beragam menurut
perlakuan bahan finishing. Penambahan berat basah tertinggi secara
konsisten dijumpai pada contoh uji yang direndam pada bahan
finishing E3S2, yaitu campuran 10% sirlak dalam larutan ekstrak jati
konsentrasi triplo. Perbedaan ini mungkin disebabkan karena
formula E3S2 merupakan larutan yang memiliki fraksi terberat dalam
kelompok campuran ekstrak jati dan sirlak.
Tabel 7. Penambahan berat kayu tusam akibat rendaman bahan
finishing
Orientasi Serat
Kode Perlakuan
Berat, gr Tambah berat, %
Awal Basah Kering Basah Kering
Radial E1S1 5,28 6,73 5,46 27,39 3,45
E1S2 5,20 6,54 5,49 25,87 5,66
E2S1 5,24 6,74 5,45 28,62 4,01
E2S2 5,29 6,61 5,64 25,09 6,66
E3S1 5,30 6,43 5,55 21,19 4,68
E3S2 5,21 7,46 5,66 43,14 8,56
MF 5,22 6,78 5,75 29,88 10,10
NS 5,18 6,77 5,57 30,75 7,61
Tangensial E1S1 4,28 5,40 4,44 26,03 3,64
E1S2 4,29 5,43 4,55 26,49 6,15
E2S1 4,24 5,35 4,42 26,27 4,24
E2S2 4,27 5,25 4,56 22,81 6,64
E3S1 4,31 5,04 4,53 16,82 5,10
E3S2 4,35 6,18 4,73 42,03 8,75
MF 4,20 5,40 4,63 28,44 10,15
NS 4,31 5,58 4,65 29,41 7,98

34
Tabel 8. Penambahan berat kayu karet akibat rendaman bahan
finishing
Orientasi Serat
Kode Perlakuan
Berat, gr Tambah berat, %
Awal Basah Kering Basah Kering
Radial E1S1 6,83 7,38 7,00 8,12 2,42
E1S2 6,82 7,59 7,04 11,32 3,30
E2S1 6,91 7,56 7,11 9,36 2,80
E2S2 6,98 7,61 7,23 9,09 3,61
E3S1 6,81 7,38 7,02 8,39 3,06
E3S2 6,81 7,63 7,07 12,20 3,88
MF 6,74 7,47 7,07 10,83 4,87
NS 6,98 7,60 7,13 8,88 2,12
Tangensial E1S1 7,17 7,86 7,34 9,73 2,38
E1S2 7,16 7,86 7,40 9,88 3,33
E2S1 6,99 7,64 7,18 9,37 2,69
E2S2 7,24 7,96 7,52 9,97 3,79
E3S1 7,14 7,72 7,35 8,14 3,03
E3S2 7,12 8,13 7,42 14,16 4,19
MF 7,33 8,12 7,49 10,79 2,18
NS 7,24 8,02 7,29 11,64 1,50
Tabel 7 dan 8 juga menunjukkan bahwa keragaman
penambahan berat kering pada contoh uji kedua jenis kayu
cenderung meningkat dengan pertambahan konsentrasi sirlak pada
formulasi campurannya dengan ekstrak jati dari 5% (S1) ke 10%
(S2). Namun demikian, pertambahan berat kering tertinggi secara
konsisten terjadi pada contoh uji yang direndam dalam bahan MF
(melamin formaldehida). Hal ini mungkin disebabkan karena bahan
ini memiliki berat fraksi padatan tertinggi di antara semua bahan
yang digunakan dalam penelitian ini.
Perlakuan rendaman contoh uji kayu pinus dan kayu karet
dengan berbagai larutan bahan finishing juga menunjukkan
perubahan dimensi secara nyata (p>99%) menurut jenis kayu,
orientasi serat dan jenis bahan finishing, sebagaimana tampak pada
Tabel 9 dan 10, serta Lampiran 5A dan 5B. Pertambahan dimensi
basah pada contoh uji kayu tusam lebih tinggi daripada pertambahan
dimensi pada kayu karet, baik pada arah radial maupun tangensial.
35
Tabel 9. Penambahan dimensi kayu tusam akibat rendaman bahan
finishing
Orientasi Serat
Kode Perlakuan
Dimensi, mm Tambah dimensi,
%
Awal Basah Kering Basah Kering
Radial E1S1 100,31 102,81 100,32 2,50 0,02
E1S2 100,73 103,39 101,01 2,64 0,27
E2S1 100,18 103,03 100,41 2,84 0,23
E2S2 99,96 102,82 100,18 2,86 0,22
E3S1 100,10 102,83 100,22 2,73 0,12
E3S2 100,30 102,90 100,64 2,59 0,35
MF 100,19 102,49 100,84 2,30 0,65
NS 100,13 102,65 100,78 2,52 0,65
Tangensial E1S1 100,68 103,80 100,92 3,10 0,24
E1S2 100,48 103,95 100,93 3,46 0,44
E2S1 100,63 103,91 100,95 3,26 0,31
E2S2 100,45 103,70 100,67 3,24 0,22
E3S1 100,60 103,43 101,04 2,82 0,44
E3S2 100,59 103,91 101,01 3,31 0,42
MF 100,62 103,02 101,44 2,38 0,82
NS 100,69 103,31 101,38 2,61 0,69
Tabel 10. Penambahan dimensi kayu karet akibat rendaman bahan
finishing
Orientasi Serat
Kode Perlakuan
Dimensi, mm Tambah dimensi, %
Awal Basah Kering Basah Kering
Radial E1S1 101,00 102,14 101,09 1,13 0,09
E1S2 100,95 101,99 101,11 1,02 0,15
E2S1 100,85 102,17 101,04 1,30 0,19
E2S2 101,01 102,07 101,09 1,04 0,08
E3S1 101,03 102,01 101,07 0,97 0,04
E3S2 100,76 102,27 101,19 1,50 0,43
MF 101,23 102,07 101,41 0,84 0,18
NS 101,23 102,15 101,37 0,91 0,14
Tangensial E1S1 100,78 103,19 101,03 2,39 0,24
E1S2 101,01 103,21 101,23 2,17 0,22
E2S1 100,54 103,26 101,02 2,70 0,48
E2S2 100,76 103,08 101,15 2,30 0,39
E3S1 100,70 102,59 100,98 1,88 0,27
E3S2 100,74 103,60 101,29 2,83 0,54
MF 100,73 102,35 101,31 1,61 0,58
NS 100,62 102,84 101,16 2,21 0,53
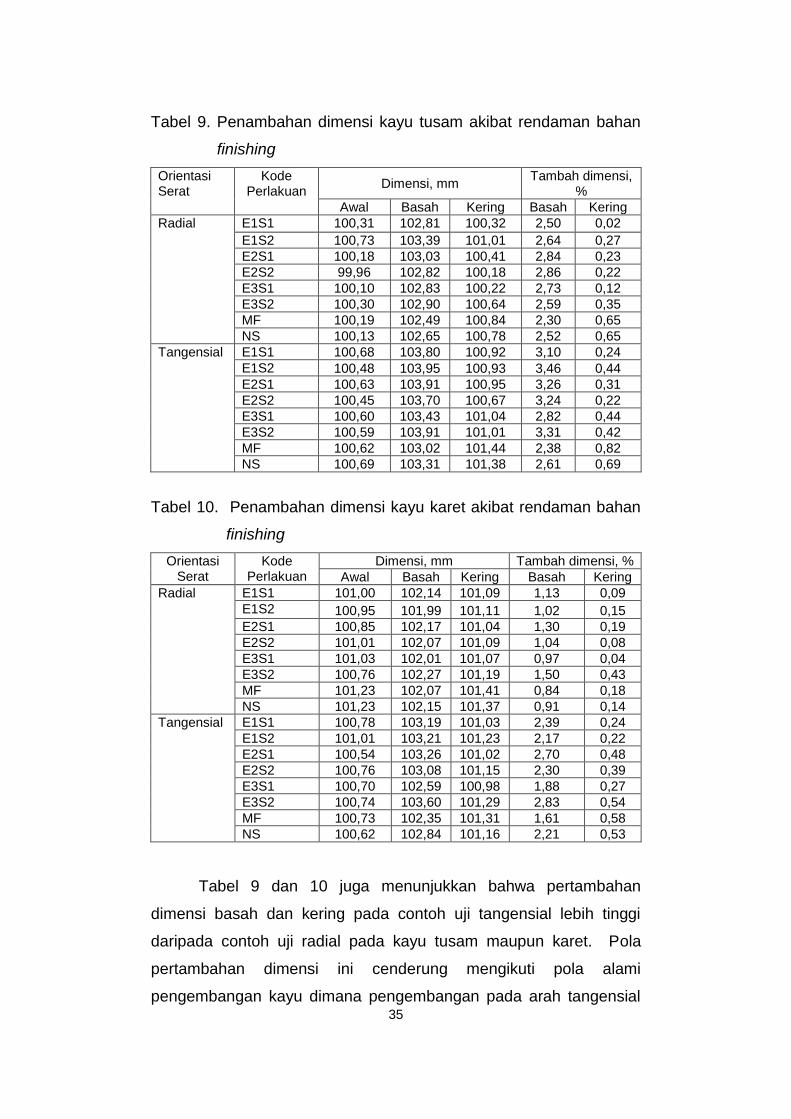
Tabel 9 dan 10 juga menunjukkan bahwa pertambahan
dimensi basah dan kering pada contoh uji tangensial lebih tinggi
daripada contoh uji radial pada kayu tusam maupun karet. Pola
pertambahan dimensi ini cenderung mengikuti pola alami
pengembangan kayu dimana pengembangan pada arah tangensial

36
memiliki skala lebih tinggi daripada arah radial (Panshin dan de
Zeuw, 1980). Pertambahan dimensi contoh uji tampak beragam
menurut perlakuan bahan finishing, dimana formula campuran
ekstrak jati dan sirlak yang menggunakan pelarut metanol cenderung
menyebabkan pertambahan dimensi lebih besar dibandingkan
dengan bahan MF dan NS yang menggunakan pelarut minyak
(thinner).
Salah satu manfaat penting dari pekerjaan finishing pada kayu
adalah proteksi kayu dari intrusi air, baik berupa kontak langsung
(rendaman) maupun ekspose pada kelembaban tinggi
(pembasahan). Hasil pengujian sifat pengembangan kayu selama
rendaman dalam air disajikan pada Tabel 11 dan 12. Hasil analisis
keragaman pada perubahan dimensi kayu selama perendaman
dalam air (Lampiran 6) menunjukkan keragaman yang nyata
(p>99%) menurut faktor jenis kayu dan orientasi serat, namun tidak
berbeda nyata menurut perlakuan bahan finishing. Pada kedua tabel
tersebut tampak bahwa pola pertambahan dimensi pada kayu karet
terjadi lebih lambat dibandingkan dengan pertambahan dimensi pada
kayu tusam. Selain itu, nilai pertambahan dimensi pada kayu karet
lebih rendah dibandingkan dengan pertambahan dimensi pada kayu
tusam. Sifat pengembangan contoh uji kontrol radial memiliki nilai
perubahan dimensi lebih rendah daripada contoh uji kontrol
tangensial baik pada kayu tusam maupun kayu karet. Menurut
Bowyer et al. (2007), perbedaan ini mungkin berhubungan dengan
adanya jaringan jari-jari pada penampang radial, terdapat
pernoktahan pada dinding radial, terdapat dominasi kayu summer
pada arah tangensial, serta perbedaan jumlah dinding sel pada
kedua arah orientasi serat tersebut.

37
Tabel 11. Pengembangan kayu tusam selama rendaman dalam air
Tabel 12. Pengembangan kayu karet selama rendaman dalam air
Orientasi Serat
Kode Perlakuan
Pengembangan pada periode rendaman, %
5 menit
10 menit
30 menit
1 jam 4 jam 24 jam
Radial Kontrol 0,86 1,36 1,88 1,92 1,94 2,02
E1S1 0,59 0,60 0,88 2,02 2,05 2,06
E1S2 0,13 0,23 0,73 1,97 2,01 2,03
E2S1 0,44 0,56 0,96 2,19 2,23 2,26
E2S2 0,74 0,56 1,12 1,83 1,85 1,87
E3S1 0,88 1,30 1,82 1,87 1,90 1,93
E3S2 0,84 1,43 2,21 2,32 2,38 2,40
MF 0,31 0,65 1,59 1,71 1,75 1,77
NS 0,73 1,13 1,54 1,57 1,58 1,59
Tangensial Kontrol 1,59 1,62 1,79 2,42 2,72 2,78
E1S1 1,59 2,18 2,40 2,47 2,49 2,52
E1S2 1,65 2,03 2,39 2,60 2,62 2,68
E2S1 1,53 1,76 2,03 2,08 2,08 2,11
E2S2 1,38 1,76 2,39 2,54 2,54 2,58
E3S1 1,64 2,34 2,58 2,62 2,66 2,71
E3S2 0,84 2,12 2,47 2,52 2,55 2,59
MF 0,18 0,58 1,86 2,11 2,14 2,17
NS 0,44 1,46 2,13 2,16 2,18 2,19
Orientasi Serat
Kode Perlakuan
Pengembangan pada periode rendaman, %
5 menit
10 menit
30 menit
1 jam 4 jam 24 jam
Radial Kontrol 0,08 0,14 0,32 0,55 0,84 0,90
E1S1 0,05 0,09 0,27 0,46 0,69 0,74
E1S2 0,10 0,14 0,32 0,52 0,81 0,86
E2S1 0,16 0,19 0,39 0,59 0,87 0,93
E2S2 0,04 0,06 0,22 0,43 0,63 0,69
E3S1 0,09 0,11 0,30 0,55 0,81 0,88
E3S2 0,44 0,11 0,31 0,56 0,82 0,87
MF 0,09 0,12 0,28 0,50 0,78 0,86
NS 0,08 0,14 0,30 0,55 0,76 0,90
Tangensial Kontrol 0,14 0,22 0,79 1,42 2,63 2,97
E1S1 0,13 0,24 0,78 1,35 2,60 3,00
E1S2 0,12 0,19 0,66 0,99 2,13 2,51
E2S1 0,08 0,16 0,68 1,52 2,00 2,30
E2S2 0,10 0,14 0,62 0,99 1,85 2,23
E3S1 0,10 0,18 0,63 1,48 2,15 2,53
E3S2 0,11 0,18 0,68 1,06 2,18 2,58
MF 0,10 0,29 0,55 5,75 2,16 2,59
NS 0,15 0,27 0,68 1,47 2,40 2,77

38
Pada Tabel 11 dan 12 juga tampak bahwa penggunaan bahan
finishing komersil (MF dan NS) mampu memberi proteksi pada kayu
tusam dan karet terhadap intrusi air dibandingkan dengan
penggunaan bahan formulasi organik. Perbedaan ini mungkin
disebabkan oleh porsi kandungan padatan yang lebih tinggi pada
resin komersil dibandingkan dengan resin organik. Selain itu kedua
bahan finishing tersebut menggunakan pelarut thinner yang bersifat
hidrofobik, sehingga memiliki daya tolak air lebih tinggi daripada
bahan formulasi organik yang menggunakan pelarut metanol yang
bersifat polar.
Hasil pengujian sifat pengembangan kayu selama
pembasahan dalam desikator disajikan pada Tabel 13 dan 14.
Hasil analisis keragaman pada perubahan dimensi kayu selama
pembasahan (Lampiran 7) menunjukkan keragaman yang nyata
(p>99%) hanya disebabkan faktor jenis kayu, sedangkan faktor
orientasi serat dan perlakuan bahan finishing tidak berpengaruh
nyata. Hasil pengujian pada Tabel 13 dan 14 juga menunjukkan pola
perubahan dimensi yang serupa dengan metode perendaman (Tabel
8 dan 9), dimana pola pertambahan dimensi pada kayu karet terjadi
lebih lambat dibandingkan dengan pertambahan dimensi pada kayu
tusam. Selain itu, nilai pertambahan dimensi pada kayu karet lebih
rendah dibandingkan dengan pertambahan dimensi pada kayu
tusam. Secara umum tampak bahwa melalui pengujian pembasahan
semua bahan finishing mampu memberikan proteksi terhadap
instrusi air pada contoh uji, meskipun nilai proteksi tertinggi tetap
dimiliki oleh bahan finishing komersil, yaitu MF dan NS.

39
Tabel 13. Pengembangan kayu tusam selama proses pembasahan
Tabel 14. Pengembangan kayu karet selama proses pembasahan
3. Karakteristik wood stain/top coat
Efektifitas larutan pewarna kayu (wood stain) pada dasarnya
ditentukan oleh kedekatan warna larutan tersebut terhadap warna
Orientasi Serat
Kode Perlakuan
Pengembangan pada periode perendaman , %
30 menit 1 jam 4 jam 24 jam
Radial Kontrol 0,20 0,39 0,87 2,18
E1S1 0,16 0,19 0,45 1,38
E1S2 0,12 0,21 0,47 1,21
E2S1 0,23 0,30 0,58 1,47
E2S2 0,16 0,23 0,64 1,66
E3S1 0,14 0,32 0,47 1,19
E3S2 0,26 0,33 0,39 1,06
MF 0,18 0,26 0,38 0,87
NS 0,26 0,36 0,46 1,07
Tangensial Kontrol 0,35 0,83 2,32 2,73
E1S1 0,17 0,27 0,32 1,14
E1S2 0,07 0,12 0,14 0,80
E2S1 0,11 0,15 0,17 0,62
E2S2 0,06 0,23 0,23 0,90
E3S1 0,37 0,40 0,42 1,22
E3S2 0,40 0,56 0,82 1,41
MF 0,11 0,15 0,23 0,68
NS 0,16 0,23 0,26 0,66
Orientasi Serat
Kode Perlakuan
Pengembangan pada periode pembasahan, %
30 menit 1 jam 4 jam 24 jam
Radial Kontrol 0,18 0,32 0,59 0,83
E1S1 0,09 0,13 0,23 0,52
E1S2 0,11 0,12 0,20 0,50
E2S1 0,08 0,11 0,17 0,55
E2S2 0,03 0,07 0,11 0,47
E3S1 0,03 0,06 0,10 0,48
E3S2 0,03 0,13 0,22 0,49
MF 0,05 0,06 0,16 0,47
NS 0,12 0,28 0,37 0,52
Tangensial Kontrol 0,28 0,52 0,79 1,53
E1S1 0,09 0,13 0,23 0,52
E1S2 0,11 0,12 0,20 0,50
E2S1 0,08 0,11 0,17 0,55
E2S2 0,03 0,07 0,11 0,47
E3S1 0,03 0,06 0,10 0,46
E3S2 0,03 0,13 0,22 0,49
MF 0,05 0,09 0,16 0,42
NS 0,14 0,18 0,36 0,44

40
kayu tujuan. Dalam penelitian ini digunakan wood stain hasil
formulasi ekstrak jati dan sirlak pada beberapa komposisi
dibandingkan dengan wood stain komersil yang lazim digunakan
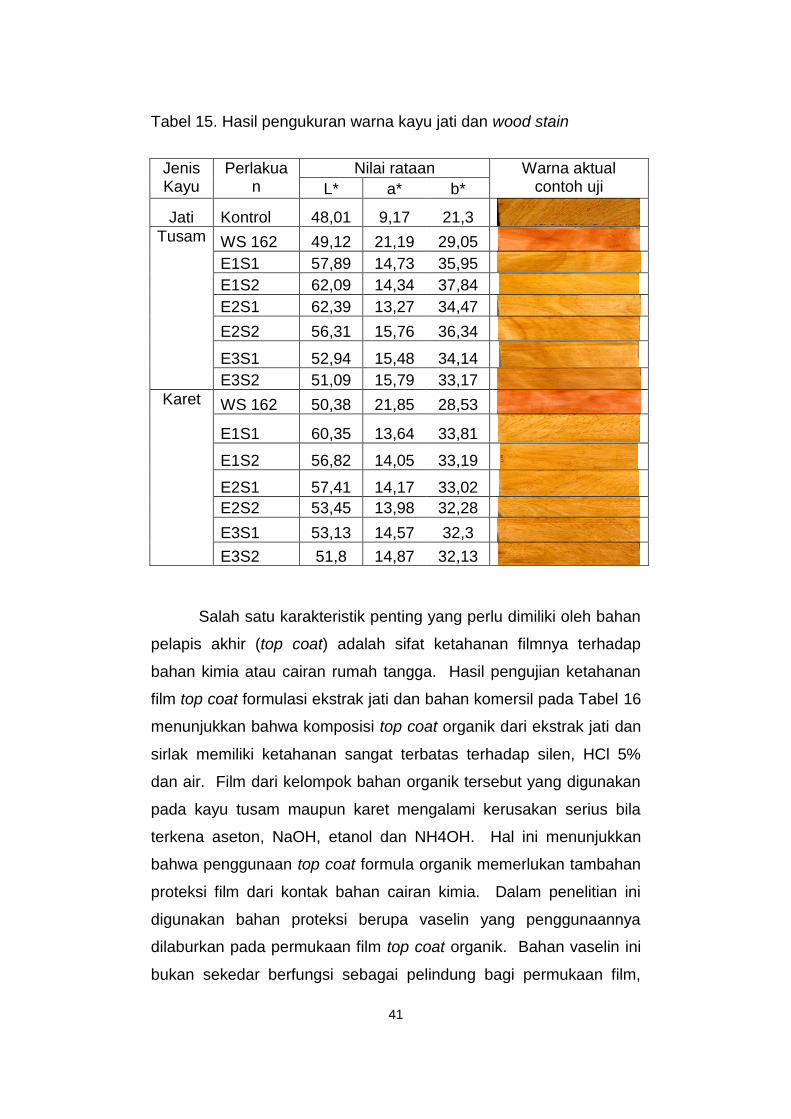
untuk pewarnaan kayu ke arah warna jati. Hasil pengukuran warna
kayu jati dan wood stain dengan sistem Cielab (Tabel 15)
menunjukkan bahwa nilai kecerahan (L*), kemerahan (a*) dan
kekuningan (b*) pada kayu jati sebagai kontrol adalah masing-
masing 48,01, 9,17 dan 21,3. Pada contoh uji kayu tusam dan karet
tampak keragaman nilai masing-masing parameter menurut
perlakuan pelaburan wood stain pada contoh uji. Penggunaan wood
stain komersil (WS 162) pada kayu tusam dan karet menunjukkan
nilai kecerahan (L*) dan kekuningan (b*) yang lebih dekat pada nilai
kontrol (jati) dibandingkan dengan wood stain komposisi campuran
ekstrak jati dan sirlak. Namun demikian, nilai kemerahan (a*) pada
wood stain komposisi campuran ekstrak jati dan sirlak secara
konsisten lebih dekat pada nilai kontrol. Parameter warna
kemerahan pada kayu jati tampak lebih dominan dibandingkan
dengan parameter kecerahan dan kekuningan, sehingga kedekatan
warna wood stain terhadap warna tujuan (kayu jati) lebih efektif
ditentukan berdasarkan parameter kemerahan. Tabel 15
menunjukkan bahwa efek pewarnaan jati dengan nilai kemerahan
terdekat pada kayu tusam adalah perlakuan E2S1 (5% sirlak dalam
larutan ekstrak jati konsentrasi duplo), sedangkan pada kayu karet
dimiliki oleh perlakuan E1S1 (5% sirlak dalam larutan ekstrak jati
konsentrasi standar).
41
Tabel 15. Hasil pengukuran warna kayu jati dan wood stain
Jenis Kayu
Perlakuan
Nilai rataan Warna aktual contoh uji L* a* b*
Jati Kontrol 48,01 9,17 21,3 Tusam WS 162 49,12 21,19 29,05
E1S1 57,89 14,73 35,95 E1S2 62,09 14,34 37,84 E2S1 62,39 13,27 34,47
E2S2 56,31 15,76 36,34
E3S1 52,94 15,48 34,14 E3S2 51,09 15,79 33,17
Karet WS 162 50,38 21,85 28,53
E1S1 60,35 13,64 33,81
E1S2 56,82 14,05 33,19
E2S1 57,41 14,17 33,02 E2S2 53,45 13,98 32,28
E3S1 53,13 14,57 32,3
E3S2 51,8 14,87 32,13
Salah satu karakteristik penting yang perlu dimiliki oleh bahan
pelapis akhir (top coat) adalah sifat ketahanan filmnya terhadap
bahan kimia atau cairan rumah tangga. Hasil pengujian ketahanan
film top coat formulasi ekstrak jati dan bahan komersil pada Tabel 16
menunjukkan bahwa komposisi top coat organik dari ekstrak jati dan
sirlak memiliki ketahanan sangat terbatas terhadap silen, HCl 5%
dan air. Film dari kelompok bahan organik tersebut yang digunakan
pada kayu tusam maupun karet mengalami kerusakan serius bila
terkena aseton, NaOH, etanol dan NH4OH. Hal ini menunjukkan
bahwa penggunaan top coat formula organik memerlukan tambahan
proteksi film dari kontak bahan cairan kimia. Dalam penelitian ini
digunakan bahan proteksi berupa vaselin yang penggunaannya
dilaburkan pada permukaan film top coat organik. Bahan vaselin ini
bukan sekedar berfungsi sebagai pelindung bagi permukaan film,

42
tetapi juga memberikan efek kilap (glossy) pada permukaan film
sebagaimana tampak pada contoh produk kayu tusam dan karet
(Gambar 2 dan 3).
Tabel 16. Ketahanan film terhadap asam, basa dan pelarut
Bahan Film
Asam/basa/pelarut
Silen Aseton HCl 5%
NaOH 5%
Etanol 48%
Air NH4OH
10%
E1S1 Baik Rusak Baik Rusak Rusak Baik Rusak
E1S2 Baik Rusak Baik Rusak Rusak Baik Rusak
E2S1 Baik Rusak Baik Rusak Rusak Baik Rusak
E2S2 Baik Rusak Baik Rusak Rusak Baik Rusak
E3S1 Baik Rusak Baik Rusak Rusak Baik Rusak
E3S2 Baik Rusak Baik Rusak Rusak Baik Rusak
MF Baik Baik Baik Baik Baik Baik Baik
NS Baik Rusak Baik Baik Baik Baik Baik
Gambar 2. Produk kayu tusam dipolitur dengan formulasi organik
dan vaselin

43
Gambar 3. Produk kayu karet dipolitur dengan formulasi organik dan
vaselin
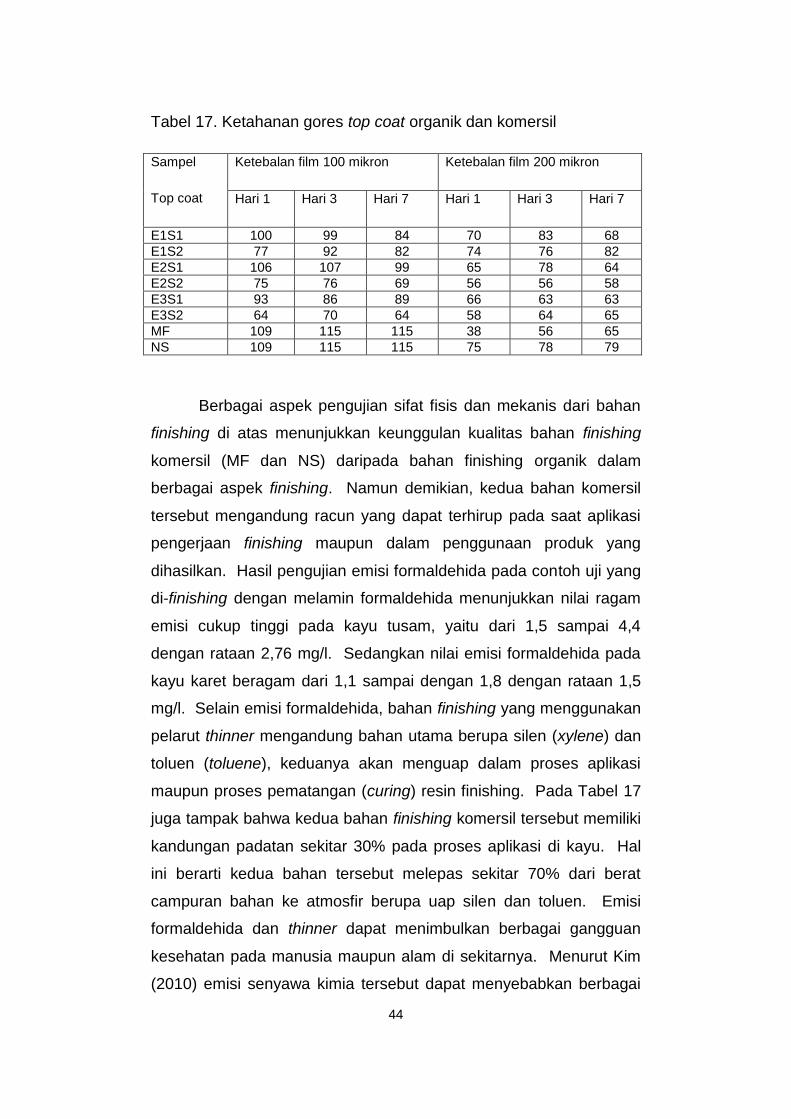
Hasil pengujian film top coat organik dan bahan komersil
terhadap ketahanan gores disajikan pada Tabel 17. Pada aplikasi
ketebalan film 100 mikron tampak bahwa baik top coat organik
maupun top coat komersil (MF dan NS) memiliki ketahanan gores
lebih tinggi daripada aplikasi film 200 mikron. Ketebalan film 100
mikron juga memiliki stabilitas lebih baik menurut waktu pengujian
dibandingkan dengan ketebalan film 200 mikron. Tabel 17 juga
menunjukkan bahwa ketahanan gores film organik lebih rendah
daripada film komersil pada aplikasi film 100 mikron. Pada kelompok
top coat formula organik tampak bahwa peningkatan konsentrasi
ekstrak jati maupun sirlak cenderung menurunkan nilai ketahanan
gores pada aplikasi film 100 maupun 200 mikron. Nilai ketahanan
gores tertinggi diperoleh pada aplikasi film 100 mikron dengan
komposisi E2S1, yaitu 5% sirlak dalam larutan ekstrak jati
konsentrasi duplo.
44
Tabel 17. Ketahanan gores top coat organik dan komersil
Sampel
Top coat
Ketebalan film 100 mikron Ketebalan film 200 mikron
Hari 1 Hari 3 Hari 7 Hari 1 Hari 3 Hari 7
E1S1 100 99 84 70 83 68
E1S2 77 92 82 74 76 82
E2S1 106 107 99 65 78 64
E2S2 75 76 69 56 56 58
E3S1 93 86 89 66 63 63
E3S2 64 70 64 58 64 65
MF 109 115 115 38 56 65
NS 109 115 115 75 78 79
Berbagai aspek pengujian sifat fisis dan mekanis dari bahan
finishing di atas menunjukkan keunggulan kualitas bahan finishing
komersil (MF dan NS) daripada bahan finishing organik dalam
berbagai aspek finishing. Namun demikian, kedua bahan komersil
tersebut mengandung racun yang dapat terhirup pada saat aplikasi
pengerjaan finishing maupun dalam penggunaan produk yang
dihasilkan. Hasil pengujian emisi formaldehida pada contoh uji yang
di-finishing dengan melamin formaldehida menunjukkan nilai ragam
emisi cukup tinggi pada kayu tusam, yaitu dari 1,5 sampai 4,4
dengan rataan 2,76 mg/l. Sedangkan nilai emisi formaldehida pada
kayu karet beragam dari 1,1 sampai dengan 1,8 dengan rataan 1,5
mg/l. Selain emisi formaldehida, bahan finishing yang menggunakan
pelarut thinner mengandung bahan utama berupa silen (xylene) dan
toluen (toluene), keduanya akan menguap dalam proses aplikasi
maupun proses pematangan (curing) resin finishing. Pada Tabel 17
juga tampak bahwa kedua bahan finishing komersil tersebut memiliki
kandungan padatan sekitar 30% pada proses aplikasi di kayu. Hal
ini berarti kedua bahan tersebut melepas sekitar 70% dari berat
campuran bahan ke atmosfir berupa uap silen dan toluen. Emisi
formaldehida dan thinner dapat menimbulkan berbagai gangguan
kesehatan pada manusia maupun alam di sekitarnya. Menurut Kim
(2010) emisi senyawa kimia tersebut dapat menyebabkan berbagai

45
iritasi pada saluran pernafasan, gangguan pada syaraf,
menyebabkan kanker paru, serta menyebabkan mutasi genetika.
4. Biaya Produksi
Biaya produksi formula bahan finishing ekstrak jati dan sirlak
disajikan pada Tabel 18 dan estimasi harga larutan pada Tabel 19.
Biaya produksi bahan finishing ini bernilai sekitar 30% dari
harga bahan finishing komersil. Perlakuan pelaburan bahan finishing
pada permukaan kayu tusam dan karet dengan berbagai komposisi
formula menyebabkan timbulnya biaya perlakuan yang beragam
menurut bahan yang digunakan. Perlakuan laburan permukaan kayu
dengan larutan campuran ekstrak jati dan sirlak memerlukan biaya
beragam dari Rp. 3.400 Sampai Rp. 6.000 per m2. Biaya ini jauh
lebih murah dibandingkan dengan biaya perlakuan laburan dengan
bahan komersil yang berkisar antara Rp. 11.000 hingga 12.000 per
m2. Penggunaan larutan campuran ekstrak jati dan sirlak sebagai
wood stain juga lebih murah daripada penggunaan wood stain
komersil (WS 162).

46
Tabel 18. Biaya produksi formula standar ekstrak jati dan sirlak
No. Jenis Biaya Biaya/Tahun Biaya/liter
(Rupiah) (Rupiah)
1 Bahan Baku (Serbuk jati, metanol dan sirlak)
510.000.000 14.167
2 Bahan Pembantu:
- Listrik 3.621.600 100
- Bahan Bakar dan Pelumas 300.000 8
3 Personalia (Gaji, Upah, Social Costs)
60.000.000 1.666
4 Pemeliharaan 300.000 8
5 Sewa tempat 10.000.000 277,78
6 Administrasi 1.000.000 27,8
7 Asuransi, Pajak, Fee, Royalty 3.000.000 83,4
8 Bunga (18,5%) 5.000.000 139
9 Penyusutan (10 tahun) 3.600.000 100,08
Biaya Pengolahan (2-9) 2.410,06
Biaya Produksi 16.577
Tabel 19. Estimasi harga larutan wood stain/ top coat dan aplikasi/m2
Formulasi wood stain/top coat
Konsentrasi (%w/v) Kandungan
padatan (Solid
content)
Harga/liter Aplikasi/m2
Ekstrak Sirlak
E1S1 3 5 11,2 16.600 3.400
E1S2 3 10 12,6 23.000 4.600
E2S1 6 5 11,8 18.700 3.500
E2S2 6 10 13,2 26.500 5.300
E3S1 9 5 14,3 22.200 4.500
E3S2 9 10 16,3 30.000 6.000
MF 31,5 60.000 12.000
NS 30,0 55.000 11.000
WS 162 12,2 50.000 10.000
Asumsi: Harga sirlak Rp 150.000/kg; Harga metanol Rp 5.000/l; Harga serbuk jati= Rp 2.000/kg; Rendemen metanol dalam ekstraksi jati=70%; Kelarutan ekstrak jati= 3%; Aplikasi bahan finishing 3 kali laburan (masing-masing tebal100 mikron).

47
BAB V
KESIMPULAN DAN SARAN
A. Kesimpulan
1. Formulasi bahan impregnan
- Tingkat keasaman (pH) destilat murni dari sebetan dan kulit kayu
sengon maupun campurannya dengan kak pada konsentrasi 8%
dan 12%, berturut-turut adalah 3,32, 3,73, dan 3,86 (tergolong
asam), sedangkan berat jenisnya berturut-turut 1,006, 1,030, dan
1,040.
- Komposisi kimia pada formula campuran destilat dan kak lebih
banyak dibanding komposisi kimia destilat murni. Semakin tinggi
konsentrasi kak, semakin banyak fenolnya. Konsentrasi fenol
destilat murni hanya 11,14%, sementara konsentrasi fenol dan
derivatnya pada campuran destilat dan kak 8% sebanyak 41,8%
dan campuran dengan kak 12% sebanyak 48,1%.
- Formula campuran destilat dan kak konsentrasi 8% pada suhu
larutan 80 oC memberikan performa terbaik untuk peningkatan
stabilisasi dimensi kayu jabon dengan nilai ASE (anti swelling
efficiency) di atas 50% dan kerapatan 0,46.
2. Formulasi dan uji bahan finishing
- Ekstraksi serbuk gergajian jati dengan menggunakan pelarut
metanol teknis menghasilkan ekstrak padatan dari jenis epoksi,
tetrakosaheksan, antrakuinon dan hentriakontanon sebesar 3%.
- Perlakuan rendaman contoh uji dalam larutan bahan finishing
memberikan pertambahan dimensi contoh uji tangensial yang
lebih tinggi daripada contoh uji radial. Contoh uji yang direndam
dalam bahan finishing dengan pelarut metanol memiliki perubahan
dimensi lebih besar daripada contoh uji yang direndam dengan
bahan pelarut thinner.

48
- Kelompok formula organik dengan komposisi E2S1 (5% sirlak
dalam larutan ekstrak jati pada konsentrasi duplo) memiliki
ketahanan gores tertinggi daripada komposisi lainnya.
- Komposisi bahan formulasi ekstrak jati dan sirlak sebagai
pewarna kayu (wood stain) memiliki nilai pewarnaan jati yang lebih
baik daripada bahan wood stain komersil. Efek pewarnaan jati
dengan nilai kemerahan terdekat pada kayu tusam adalah dengan
formula E2S1, sedangkan pada kayu karet dengan perlakuan
E1S1 (5% sirlak dalam larutan ekstrak jati pada konsentrasi
standar).
- Biaya penggunaan formulasi organik sebagai wood stain lebih
murah serta resiko kesehatan lebih aman bagi manusia
dibandingkan dengan penggunaan wood stain komersil.
B. Saran
1. Formulasi bahan impregnan
Penelitian ini menunjukkan bahwa perendaman kayu jabon
dalam campuran formulasi destilat (cuka kayu) dan kak dapat
menaikkan nilai ASE kayu tersebut walaupun hasil yang diperoleh
masih belum maksimal (nilai ASE masih di bawah 60%).
Penggunaan tekanan dalam proses impregnasi kayu dengan bahan
impregnan tersebut disarankan untuk meningkatkan nilai ASE kayu
jabon tersebut.
Berdasarkan hasil pengamatan, kak yang digunakan ternyata
larut dalam air. Fungsi kak dalam kayu adalah sebagai perekat,
pengisi, dan penguat kayu. Untuk mengurangi biaya produksi
modifikasi kayu, disarankan untuk menggantikan campuran kak
dengan dengan air.
2. Formulasi bahan finishing
Penelitian ini menunjukkan bahwa formulasi ekstrak jati dan
sirlak dapat digunakan dalam pewarnaan kayu (woodstaining) dan

49
pelapisan akhir (topcoating) pada kayu yang ingin diberi kesan warna
jati. Namun demikian, topcoating dengan resin formulasi organik
tidak dapat menandingi kualitas bahan finishing komersil dalam
banyak aspek. Dalam aplikasi komersil dapat disarankan
penggunaan formulasi campuran ekstrak jati dan sirlak sebagai wood
stain, dilanjutkan dengan top coat menggunakan resin komersil.

50
DAFTAR PUSTAKA
ASTM. 1995. Standard test methods for hardness of organic coatings
by pendulum damping tests. D4366. Annual Book of ASTM
Standards, Vol. 0610.
ASTM. 2002. Standard test methods for effect of household
chemicals on clear and pigmented organic finishes. D1308.
Annual Book of ASTM Standards, Vol. 0610
ASTM. 2012. Standard Method of Testing Small Clear Specimen of
Timber D143 (modification). Annual Book of ASTM Standards.
Volume 4.10 (Woods). ASTM International, West
Conshohocken.
Anonim. 2015. Bahan kimia untuk home industry. Diakses pada 30
Maret 2015 dari http://nizarnitisara.wordpress.com/2010/07/
01/bahan-kimia-untuk-home-industri/.
Balfas, J. 2007. Perlakuan resin pada kayu kelapa (Cocos nucifera).
Jurnal Penelitian Hasil Hutan, 25 (2), 108-118.
Basri, E., Prayitno, T.A. & Pari, G. 2012. Pengaruh umur pohon
terhadap sifat dasar dan kualitas pengeringan kayu waru
gunung (Hibiscus macrophyllus Roxb.). Jurnal Penelitian Hasil
Hutan 30 (4), 243-253.
Basri, E. & Wahyudi, I. 2013. Sifat dasar kayu jati plus perhutani
(JPP) dari berbagai umur dan kaitannya dengan sifat dan
kualitas pengeringan. Jurnal Penelitian Hasil Hutan 31 (2), 93-
102.
Basri, E., Balfas, J. & Dewi, L.M. 2013. Teknologi stabilisasi dimensi
kayu. Laporan Hasil Penelitian Tahun 2013. Pusat Litbang
Keteknikan Kehutanan dan Pengolahan Hasil Hutan.
Basri, E. & Balfas, J. 2014. Impregnasi ekstrak jati dan resin pada
kayu jati cepat tumbuh dan karet. Jurnal Penelitian Hasil
Hutan 32 (4), 283-296.

51
Basri, E., Balfas, J., Dewi, L.M., Jasni & Abdurahman 2014.
Teknologi stabilisasi dimensi kayu. Laporan Hasil Penelitian
Tahun 2014. Pusat Litbang Keteknikan Kehutanan dan
Pengolahan Hasil Hutan.
Bowyer, J.L., Shmulsky, R. & J.G. Haygreen. 2007. Forest products
& wood science: An introduction. (5th ed.). USA: Iowa State
Press.
Guo, M. 2005. Characterization of an environmentally safe wood
vanishes containing whey proteins. Non technical summary.
Burlington: University of Vermont.
Haupt, M., Leithoff, H., Meier, D., Puls, J., Richter, H.G. & Faix O.
2003. Heartwood extractives and natural durability of
plantation-grown teakwood (Tectona grandis L.) – a Case
study. Holz als Roh- und Werkstoff 61,473 – 474.
Hidayat, D.J. 2013. Pembuatan asap cair dengan metoda pirolisis
sebagai bahan pengawet makanan. Diakses dari
http://asapcairsebagaipengawet.blogspot.com/2013/02/pem-
buatan-asap-cair-dengan-metoda.html, tanggal 7 Januari,
2015.
Hill, C.A.S. 2006. Wood Modification: Chemical, Thermal, and Other
Processes. School of Agricultural & Forest Sciences,
University of Wales. England: John Wiley & Sons Ltd.
Jewitt, J. 2014. Selecting a Finish ; Before you start your next
furniture project, consider a finish's appearance, its method of
application and its durability.
Kementerian Kehutanan. 2013. Statistika Kementerian Kehutanan
Tahun 2013. Jakarta.
Kim, S. 2010. Control of formadehyde and TVOC emission from
wood-based flooring composites at various manufacturing
processes by surface finishing. Journal of Hazardous Material
176 (2010), 14-19.

52
Komarayati, S., Gusmailina & Pari, G. 2011. Produksi destilathasil
modifikasi tungku arang terpadu. Jurnal Penelitian Hasil
Hutan, 29 (3), 234-247.
Krisdianto. 2013. Pengukuran warna kayu dengan system Cielab.
FORPRO 2 (1), 28-31.
Li, J. & Guo, M. R. 2002. Develop an environmentally safe wood
finishing product using whey protein as a co-binding material.
J. Dairy Sci. 85 (Suppl.1), 380.
Lukmandaru, G. 2009. Perubahan warna pada kayu teras jati
(Tectona grandis Linn F) doreng melalui ekstraksi berturutan.
Jurnal Ilmu Pengetahuan dan Teknologi Hasil Hutan 2 (1),
15-20.
Martawijaya, A., Kartasujana, I., Mandang, Y.I., Prawira, S.A. &
Kadir, K. 2005. Atlas Kayu Indonesia Edisi I. Pusat Penelitian
dan Pengembangan Hasil Hutan. Bogor, Indonesia. Edisi
Revisi.
Mirwandhono, R. E. 2003. Berbagai usaha memintas rumenkan
asam lemak tak jenuh. Thesis untuk Program Pasca Sarjana
IPB, Program Studi Ilmu Ternak. Tidak diterbitkan.
Nurhayati, T. 2000. Sifat destilat hasil destilasi kering 4 jenis kayu
dan kemungkinan pemanfaatannya sebagai pestisida. Buletin
Penelitian Hasil Hutan 17 (3), 160-168.
Nurhayati, T., Jayanto, P. & Sumantoro, P. 2009. Respon destilat
terhadap pertumbuhan dan pengendalian penyakit bercak
daun bibit tusam. Buletin Hasil Hutan 15 (2), 101-116.
Pandey, K.K., Jayashree & Nagaveni, H.C. 2009. Study of
dimensional stability, decay resistance, and light stability of
phenylisothiocyanate modified rubberwood. Bioresources 4
(1), 257-267.
Panshin, A. J. & de Zeuw, C. 1980. Textbook of Wood Technology.
Iowa: McGraw-Hill Book Co. P. 209-272.

53
Prianto, A.H. 2001. Hubungan beberapa sifat fisis dan mekanis
sepuluh jenis kayu asal Jawa Barat untuk Rekayasa
Bangunan. Skripsi untuk Program Sarjana Kehutanan IPB.
Tidak diterbitkan.
Pujilestari, T. 2007. Pengaruh destilatgelam, akasia, dan karet
terhadap daya simpan ikan segar. Jurnal Industri 1 (3), 147-
154.
Rio, B. 2014. Cara mudah mengetahui jenis-jenis bahan perekat
kayu. Diakses dari http://www.jejaring.web.id/cara-mudah-
mengetahui-jenis-jenis-bahan-perekat-kayu/ pada 20 April
2014.
Rowell, R.M. 2005. Handbook of Wood Chemistry and Wood
Composites. Taylor and Francis Group. CRC Press.
Utami, N.G. 2013. Penentuan masa transisi kayu juvenil ke kayu
dewasa pada bagian tengah batang sengon (Falcataria
moluccana (Miq). B. Grimes) dan Jabon (Anthocephalus
cadanba Miq.). Skripsi. Untuk Program Sarjana IPB.
Walangare, K.B.A., Lumenta, A. S. M., Wuwung, J. O. & Sugiarso,
B.A. 2013. Rancang bangun alat konversi air laut menjadi air
minum dengan proses destilasi sederhana menggunakan
pemanas elektrik. E-Jurnal Teknik Elektro dan Komputer, 1-
11.

54
LAMPIRAN
Lampiran 1. Analisis keragaman ASE kayu jabon 5 tahun
Sumber Derajat bebas
Jumlah kuadrat F-hitung Nyata (Pr > F
A (Konsentrasi KAK) B (Suhu larutan)
A*B C (Arah serat)
A*C B*C
A*B*C D (Waktu rendaman)
A*D B*D
A*B*D C*D
A*C*D B*C*D
A*B*C*D
1 1 1 1 1 1 1 5 5 5 5 5 5 5 5
134,232494 2184,90659 3283,03714 163762,026 462,491046 1242,13635 31,2465790 40433,7619 2350,21643 4744,32292 5490,06380 92949,7899 914,074980 1590,36009 1565,55938
0,13 2,12sn 3,19sn
159,17sn 0,45
1,21sn 0,03
7,86sn 0,46
0,92sn 1,07sn
18,07sn 0,18 0,31 0,30
0,7183 0,1467 0,0756 0,0001 0,5034 0,2732 0,8618 0,0001 0,8080 0,4676 0,3799 0,0001 0,9707 0,9070 0,9099
Keterangan: sn= sangat nyata

55
Lampiran 2. Analisa keragaman kerapatan kayu jabon umur 5 tahun
Sumber Derajat bebas
Jumlah kuadrat F-hitung Nyata (Pr > F
T (perlakuan)
Error
Total koreksi
4
20
24
0,0283963
0,0281626
0,0565589
5,04sn 0,0056
Keterangan: sn= sangat nyata; T= perlakuan : t1. Kontrol; t2. KAK 8% pada suhu larutan 60oC; t3. KAK 12% pada suhu larutan 60oC; t4. KAK 8% pada suhu larutan 80oC; t5. KAK 12% pada suhu larutan 80oC
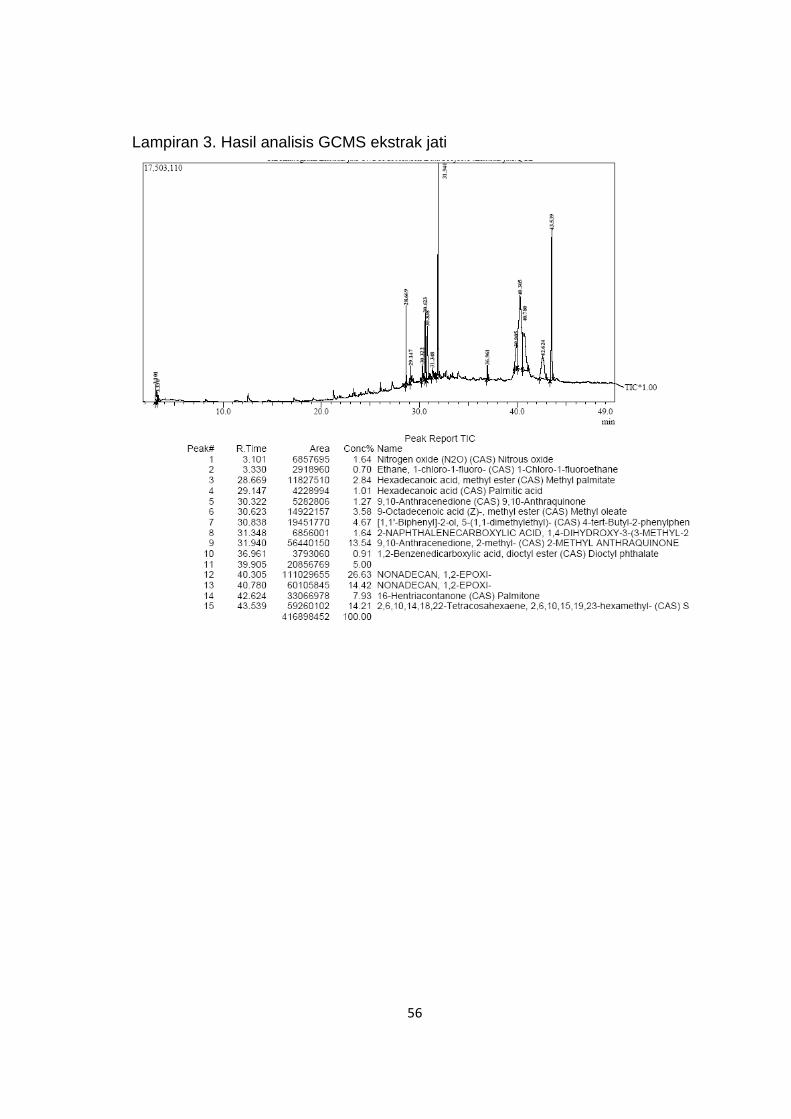
56
Lampiran 3. Hasil analisis GCMS ekstrak jati

57
Lampiran 4. Analisis keragaman penambahan berat basah dan kering contoh
uji
A. Analisis keragaman penambahan berat basah contoh uji
Sumber Derajad bebas Jumlah kuadrat Fhitung Nyata
Spesies (S) 1 3428 2,527sn 0,156
Arah serat (A) 1 760 3,182sn 0,118
Perlakuan (P) 7 144210 12,983sn 0,000
Interaksi S * A 1 31 3,769sn 0,093
Interaksi S * P 7 9495 164,312sn 0,000
Interaksi A * P 7 1671 28,917sn 0,000
Interaksi S * A * P 7 58 0,546 0,798
Galat 128 1933
B. Analisis keragaman penambahan berat kering contoh uji
Sumber Derajad bebas Jumlah kuadrat Fhitung Nyata
Spesies (S) 1 87 4,118sn 0,082
Arah serat (A) 1 5 1,135sn 0,322
Perlakuan (P) 7 58 2,338sn 0,115
Interaksi S * A 1 6,360 0,071 0,798
Interaksi S * P 7 21,163 23,498sn 0,000
Interaksi A * P 7 4,588 5,094sn 0,024
Interaksi S * A * P 7 0,901 1,849sn 0,083
Galat 128 0,487

58
Lampiran 5. Analisis keragaman penambahan dimensi basah dan kering contoh
uji
A. Analisis keragaman penambahan dimensi basah contoh uji
Sumber Derajad bebas Jumlah kuadrat Fhitung Nyata
Spesies (S) 1 51,950 231,204sn 0,000
Arah serat (A) 1 23,863 86,717sn 0,000
Perlakuan (P) 7 1,344 3,062sn 0,051
Interaksi S * A 1 6,261 102,811sn 0,000
Interaksi S * P 7 0,225 3,690sn 0,053
Interaksi A * P 7 0,275 4,519sn 0,032
Interaksi S * A * P 7 0,061 0,472 0,853
Galat 128 0,129
B. Analisis keragaman penambahan dimensi kering contoh uji
Sumber Derajad bebas Jumlah kuadrat Fhitung Nyata
Spesies (S) 1 0,315 2,187sn 0,183
Arah serat (A) 1 1,239 61,452sn 0,322
Perlakuan (P) 7 0,374 2,714sn 0,115
Interaksi S * A 1 0,150 5,672sn 0,798
Interaksi S * P 7 0,144 5,446sn 0,000
Interaksi A * P 7 0,026 0,762sn 0,024
Interaksi S * A * P 7 0,026 0,901sn 0,083
Galat 128 0,029

59
Lampiran 6. Analisis keragaman pengembangan dimensi selama rendaman
Sumber
keragaman
Derajat
bebas
F- Hitung pada masing-masing waktu rendaman
5menit 10menit 30menit 1jam 4jam 24jam
Spesies (S) 1 42,32 sn
60,558 sn
126,592 sn
10,930 sn
92,613 sn
13,495 sn
Arah serat (A) 1 3,039 sn
7,551 sn
15,067 sn
9,153 sn
154,599 sn
150,347 sn
Perlakuan (P) 7 0,910 tn
0,974 tn
0,881 tn 0,621
tn 0,878
tn 0,405
tn
Interaksi S * A 1 0,865 tn
4,396 sn
1,285 tn 3,183
sn 74,299
sn 51,987
sn
Interaksi S * P 7 0,222 tn
0,793 tn
0,653 tn 1,258
tn 1,614
tn 2,374
tn
Interaksi A * P 7 0,261 tn
0,917 tn
0,944 tn 1,030
tn 1,794
tn 1,135
tn
Interaksi S * A * P
7 4,37 sn
18,699 sn
8,681 sn
0,903 tn 1,099
tn 2,003
tn
Galat 128
Keterangan: sn = sangat nyata; tn = tidak nyata

60
Lampiran 7. Analisis keragaman pengembangan dimensi selama pembasahan
Sumber
keragaman
Derajat
bebas
F- Hitung pada masing-masing waktu pembasahan
30menit 1jam 4jam 24jam
Spesies (S) 1 14,173 sn 28,756 sn 1,623 tn 0,950 tn
Arah serat (A) 1 0,238 tn 0,567 tn 0,002 tn 0,003 tn
Perlakuan (P) 7 0,868 tn 1,355 tn 0,337 tn 0,806 tn
Interaksi S * A 1 0,676 tn 1,090 tn 16,144 sn 17,241 sn
Interaksi S * P 7 3,410 sn 2,927 tn 3,532 sn 1,414 tn
Interaksi A * P 7 2,435 tn 1,989 tn 3,123 tn 1,409 tn
Interaksi S * A * P 7 1,706 tn 1,153 tn 1,344 tn 6,919 sn
Galat 128
Keterangan: sn = sangat nyata; tn = tidak nyata





























