-
7/24/2019
laporan-praktikum-alat-bantu-dan-metrologi-industri(1).pdf
1/26
1
LAPORAN PRAKTIKUM ALAT BANTU DAN METROLOGI INDUSTRI
MODUL I
PENGUKURAN DIMENSI PANJANG DAN DIAMETER
SERTA KALIBRASI MISTAR INGSUT DAN MIKROMETER
Disusun oleh:
Theresa Lalita Handaruputri
11/319635/TK/398759
PROGRAM STUDI TEKNIK INDUSTRI
JURUSAN TEKNIK MESIN DAN INDUSTRI
UNIVERSITAS GADJAH MADA
YOGYAKARTA
2013
-
7/24/2019
laporan-praktikum-alat-bantu-dan-metrologi-industri(1).pdf
2/26
2
DAFTAR ISI
Daftar Isi
...............................................................................................................................................
2
Daftar Gambar
......................................................................................................................................
3
Daftar Tabel
...........................................................................................................................................
4
BAB I PENDAHULUAN
1.1. Latar Belakang
......................................................................................................................
5
1.2. Tujuan
..................................................................................................................................
5
BAB II LANDASAN TEORI
2.1. Metrologi
.............................................................................................................................
6
2.2. Mistar
...................................................................................................................................
6
2.3. Mistar Ingsut
.......................................................................................................................
7
2.4. Mistar Ingsut Dial
.................................................................................................................
8
2.5. Mistar Ingsut Digital
............................................................................................................
9
BAB III METODOLOGI PENELITIAN
3.1. Alat dan Bahan
....................................................................................................................
10
3.2. Waktu dan Tempat Praktikum
............................................................................................
10
3.3. Prosedur Praktikum
.............................................................................................................
10
BAB IV HASIL DAN PEMBAHASAN
4.1. Hasil Pengukuran
................................................................................................................
12
4.2. Pembahasan
........................................................................................................................
23
BAB V KESIMPULAN DAN SARAN
5.1. Kesimpulan
..........................................................................................................................
24
5.2. Saran
...................................................................................................................................
24
DAFTAR PUSTAKA
.................................................................................................................................
25
LAMPIRAN
............................................................................................................................................
26
-
7/24/2019
laporan-praktikum-alat-bantu-dan-metrologi-industri(1).pdf
3/26
3
DAFTAR GAMBAR
Gambar 2.1. Mistar ukur
.................................................................................................................
7
Gambar 2.2. Mistar ingsut dan bagiannya
.....................................................................................
7
Gambar 2.3. Cara membaca hasil pengukuran mistar ingsut
........................................................ 8
Gambar 2.4. Mistar ingsut dial dan bagiannya
..............................................................................
8
Gambar 2.1. Mistar ingsut digital dan bagiannya
..........................................................................
9
-
7/24/2019
laporan-praktikum-alat-bantu-dan-metrologi-industri(1).pdf
4/26
4
DAFTAR TABEL
Tabel 4.1. Tabel kerja Theresa Lalita
H............................................................................................
12
Tabel 4.2. Tabel kerja Naim Rohatun
.............................................................................................
13
Tabel 4.3. Tabel kerja Evan Rinaldi Winarto
...................................................................................
14
Tabel 4.4. Tabel kerja Dyto Agung D.N.
..........................................................................................
15
Tabel 4.5. Tabel kerja Muhammad Ridwan
....................................................................................
16
Tabel 4.6. Tabel kerja Teguh Prasetya
............................................................................................
17
Tabel 4.7. Tabel kerja Iim Hikmatush
.............................................................................................
18
Tabel 4.8. Tabel pengukuran benda kerja polimer rata-rata pada
mistar ..................................... 19
Tabel 4.9. Tabel pengukuran benda kerja polimer rata-rata pada
mistar ingsut .......................... 19
Tabel 4.10. Tabel pengukuran benda kerja polimer rata-rata pada
mistar ingsut dial .................. 20
Tabel 4.11. Tabel pengukuran benda kerja polimer rata-rata pada
mistar ingsut digital ............. 20
Tabel 4.12. Tabel pengukuran benda kerja logam rata-rata pada
mistar ....................................... 21
Tabel 4.13. Tabel pengukuran benda kerja logam rata-rata pada
mistar ingsut ........................... 21
Tabel 4.14. Tabel pengukuran benda kerja logam rata-rata pada
mistar ingsut dial .................... 22
Tabel 4.15. Tabel pengukuran benda kerja logam rata-rata pada
mistar ingsut digital ................ 22
-
7/24/2019
laporan-praktikum-alat-bantu-dan-metrologi-industri(1).pdf
5/26
5
BAB I
PENDAHULUAN
1.1 Latar Belakang
Pengukuran merupakan penentuan nilai ukuran, panjang, atau
derajat sesuatu dalam unit
standard. Pengukuran merupakan aktivitas yang penting untuk
dilakukan dalam industri, seperti
untuk pengawasan proses produksi dan quality control sebuah
produk. Meskipun terkesansederhana, pengukuran merupakan hal yang
vital, karena kesalahan pengukuran dapat
menyebabkan defect pada produk atau bahkan failure dalam proses
produksi. Maka, pengukuran
yang akurat merupakan syarat mutlak dalam industri supaya proses
produksi dapat berjalan secara
efektif dan efisien serta kualitas produk yang dihasilkan dapat
memuaskan ketentuan pasar.
Untuk mendapatkan pengukuran yang akurat dan sesuai unit
standard, pengukuran suatu
benda harus dilakukan dengan alat ukur yang memilki skala ukur
dalam unit pengukuran yang diakui
secara internasional. Dalam pengukuran, terdapat berbagai jenis
alat ukur yang memiliki tingkat
akurasi yang berbeda. Alat-alat ukur tersebut memiliki cara
pembacaan yang berbeda pula terhadap
hasil pengukuran, tergantung dari akurasi pengukurannya.
1.2 Tujuan
Tujuan dari praktikum ini adalah sebagai berikut.
1. Praktikan mampu bekerja dengan menggunakan alat ukur
sederhana (mistar) dan
berbagai jenis mistar ingsut (mistar ingsut nonius, mistar
ingsut dial indicator, dan
mistar ingsut digital) .
2. Praktikan mampu menentukan alat ukur yang paling tepat untuk
mengendalikan suatu
jenis besaran linier pada proses pengendalian kualitas
produksi.
-
7/24/2019
laporan-praktikum-alat-bantu-dan-metrologi-industri(1).pdf
6/26
6
BAB II
LANDASAN TEORI
2.1. Metrologi
Metrologi merupakan disiplin ilmu mengenai pengukuran. Menurut
UniEopa, metrologi
mencakup tiga aktivitas utama, yakni sebagai berikut.
1.
Definisi unit pengukuran yang diterima secara internasional,
seperti meter.2. Realisasi unit pengukuran melalui metode ilmiah,
seperti realisasi satu meter melalui
penggunaan laser.
3.
Penciptaan rangkaian yang dapat dilacak melalui penentuan dan
dokumentasi nilai dan
akurasi sebuah pengukuran dan penyebaran pengetahuan
tersebut.
Berdasarkan level kompleksitas dan akurasi, metrologi
dikelompokkan dalam beberapa
kategori, yakni sebagai berikut.
1.
Metrologi scientific, yakni metrologi yang berkaitan dengan
organisasi dan pembangunan
standard pengukuran dan dengan perawatan (dalam level
tertinggi).
2. Metrologi industri,yakni metrologi yang berkaitan dengan
penjaminan fungsi instrumen
pengukuran yang digunakan dalam industri,yang terutama berguna
dalam proses dan testing
instrumen.
3. Metrologilegal, yakni metrologi yang berkaitan dengan
pengukuran yang berkaitan dengan
peningkatan transparasi transaksi ekonomi, kesehatan, dan
keamanan.
4.1. Mistar
Mistar, atau secara umum dikenal dengan nama penggaris,
merupakan instrumen
pengukuran yang terbuat dari kayu, plastik, atau logam, yang
digunakan untuk membuat garis lurus
atau mengukur. Mistar memiliki panjang yang bervariasi, biasanya
berkisar antara 100-1000 mm.
Mistar dibagi dalam skala 0,5 atau 1,0 mm. Biasanya, hasil
pengukuran mistar dinyatakan dalam
satuan sentimeter (cm).
-
7/24/2019
laporan-praktikum-alat-bantu-dan-metrologi-industri(1).pdf
7/26
7
Mistar digunakan dengan cara menempelkan mistar ke atas
permukaan benda kerja,
kemudian mengukur benda kerja sesuai dari ujung benda kerja yang
satu ke ujung benda kerja yang
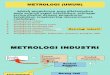
lainnya. Berikut ini adalah cara membaca hasil pengukuran
mistar.
Panjang= skala utama + (0,1 x skala terkecil)
Gambar 2.1. Mistar ukur
4.3. Mistar Ingsut
Gambar 2.2. Mistar ingsut dan bagiannya
Mistar ingsut termasuk alat ukur yang muda digunakan. Mistar
ingsut memiliki dua bagian:
sebuah mistar tetap dengan skala utama (cm, mm, dan inci) dan
mistar bergerak yang memiliki skala
sekunder, dapat bergerak di sepanjang mistar tetap dan berguna
dalam identifikasi ukuran yang lebih
mendetail dari skala utama. Pada mistar ingsut, terdapatjaw
untuk mencengkam benda kerja. Ketika
jaw mistar ingsut tertutup, garis nol mistar bergerak berhimpit
dengan garis nol mistar tetap. Dalam
mengukur dengan mistar ingsur,jaw harus mencengkam benda kerja
dengan tepat. Tempat di mana
garis nol mistar bergerak berada menunjukkan angka hingga satu
angka di belakang koma. Garis
mistar bergerak yang berhimpit dengan skala utama menunjukkan
nilai dua angka di belakang koma.
-
7/24/2019
laporan-praktikum-alat-bantu-dan-metrologi-industri(1).pdf
8/26
8
Mistar ingsut memiliki akurasi sebesar 0.05 mm. Berikut ini
merupakan ilustrasi dari pengukuran
dengan mistar ingsut.
Gambar 2.3. Cara membaca hasil pengukuran mistar ingsut
4.4. Mistar Ingsut Dial
Untuk mengakomodasi kebutuhan alat ukur yang lebih akurat, kita
bisa menggunakan mistar
ingsut dial. Mistar ingsut dial memiliki akurasi lebih besar
dari mistar ingsut biasa, yakni mencapai
0.01 mm. Berikut ini merupakan gambar bagian-bagian dari mistar
ingsut dial.
Gambar 2.4. Mistar ingsut dial dan bagiannya
-
7/24/2019
laporan-praktikum-alat-bantu-dan-metrologi-industri(1).pdf
9/26
9
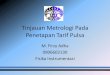
Dalam melakukan pengukuran dengan mistar ingsut dial, kita perlu
memperhatikan bagian
vernier dan bezel. Berikut adalah contoh pengukuran menggunakan
mistar ingsut dial.
Garis pada beam dan bagian kiri dari ujung vernier berada pada
area 1,2 ..................... = 1.2
Ujung jarum bezel berhimpit pada garis 18
...................................................................
= 0.018
_________________________________________________________________________________
Hasil pengukuran total
.................................................................................................
= 1.1218
2.5. Mistar Ingsut DigitalDi luar kedua jenis mistar ingsut yang
sudah dijelaskan sebelumnya, terdapat pula mistar
ingsut yang lebih akurat dan mudah digunakan, yakni mistar
ingsut digital. Mistar ingsut digital
memiliki akurasi hingga 0.001 mm. Berikut merupakan
bagian-bagian dari mistar ingsut digital.
Gambar 2.5. Mistar ingsut digital dan bagiannya
Berikut ini adalah toleransi yang dianjurkan untuk mistar ingsut
sesuai dengan ketentuan dari
DIN 862.
Kecermatan 0.01 mm adalah
Kecermatan 0.05 mm adalah
Kecermatan 0.02 mm adalah
-
7/24/2019
laporan-praktikum-alat-bantu-dan-metrologi-industri(1).pdf
10/26
10
BAB III
METODOLOGI PENELITIAN
3.1. Objek, Waktu dan Tempat Penelitian
Objek dari praktikum ini adalah model benda kerja dari logam dan
polimer gabus. Penelitian
dilakukan pada hari Kamis, 28 Februari 2013, pukul 07.00-09.30
WIB di Laboratorium Proses dan
Sistem Produksi, Jurusan Teknik Mesin dan Industri, Universitas
Gadjah Mada.
3.2. Alat dan Bahan
Pengukuran antropometri ini dilakukan dengan beberapa alat dan
bahan. Adapun alat dan
bahan yang diperlukan dalam pengukuran ini antara lain:
1. Model benda kerja
2.
Alat ukur linear dan diameter dalam
- Mistar
- Mistar ingsut
- Mistar ingsut dial
- Mistar ingsut digital
3.3. Prosedur Praktikum
Pengukuran dilakukan dengan beberapa prosedur kerja. Berikut
adalah prosedur pengukuran
dimensi panjang dan diameter.
1. Praktikan mengukur suhu ruangan tempat dilakukannya
pengukuran, kemudian mencatatnya
dalam lembar kerja.
2.
Praktikan mengukur benda kerja dengan menggunakan mistar ukur
sederhana (kecermatan
0.50 mm), kemudian mencatat hasil pengukuran dalam lembar
kerja.
3. Praktikan mengukur benda kerja dengan menggunakan mistar
ingsut nonius (kecermatan
0.05 mm), kemudian mencatat hasil pengukuran dalam lembar
kerja.
-
7/24/2019
laporan-praktikum-alat-bantu-dan-metrologi-industri(1).pdf
11/26
11
4.
Praktikan mengukur benda kerja dengan menggunakan mistar ingsut
dial indicator
(kecermatan 0.01 mm), kemudian mencatat hasil pengukuran dalam
lembar kerja.
5. Praktikan mengukur benda kerja dengan menggunakan mistar
ingsut digital (kecermatan
0.001 mm), kemudian mencatat hasil pengukuran dalam lembar
kerja.
6.
Praktikan menulis tanggal praktikum, menandatangani lembar
kerja, dan menyerahkan
lembar kerja untuk disahkan asisten praktikum.
-
7/24/2019
laporan-praktikum-alat-bantu-dan-metrologi-industri(1).pdf
12/26
12
BAB IV
HASIL DAN PEMBAHASAN
4.1. Hasil Pengukuran
Pengukuran Polimer Pengukuran Besi
Dimensi
Mistar
(0,5
mm)
(mm)
Mistar
Ingsut
Biasa
(0,05 mm)
(mm)
Mistar
Ingsut Dial
(0,01 mm)
(mm)
Mistar
Ingsut
Digital
(0,001 mm)
(mm)
Mistar
(0,5
mm)
(mm)
Mistar
Ingsut
Biasa
(0,05 mm)
(mm)
Mistar
Ingsut Dial
(0,01 mm)
(mm)
Mistar
Ingsut
Digital
(0,001 mm)
(mm)
d1 40,50 41,30 40,64 41,18 4,00 39,80 40,52 39,99
d2 40,50 41,70 41,64 40,59 4,00 39,90 39,00 39,98
P 200,00 - - - 19,90 - - -
P1 48,50 49,15 48,56 48,62 5,00 50,10 59,66 50,14
P2 100,00 100,00 99,38 100,22 10,00 100,05 99,96 100,17
P3 50,00 49,45 48,98 48,38 5,00 50,25 49,66 50,12
a 29,00 28,50 28,24 28,03 3,00 30,20 39,40 30,14
b 59,50 58,50 58,24 59,33 6,00 60,20 60,20 60,18
c 28,00 28,60 28,16 28,08 3,00 30,30 30,16 30,13
Lebar
(L) 99,50 99,45 99,96 99,22 10,00 100,50 100,00 100,00
l1 50,00 50,85 50,86 49,74 4,95 53,30 49,60 50,40
l2 49,00 50,10 50,84 48,80 5,00 50,15 50,00 50,06
E 20,00 29,25 30,02 28,50 3,00 30,20 30,50 30,07
F 29,50 30,00 30,04 29,44 2,95 33,35 30,10 30,41
Tabel 4.1. Tabel kerja Theresa Lalita H.
-
7/24/2019
laporan-praktikum-alat-bantu-dan-metrologi-industri(1).pdf
13/26
13
Pengukuran Polimer Pengukuran Besi
Dimensi
Mistar
(0,5mm)
(mm)
Mistar
Ingsut
Biasa
(0,05 mm)
(mm)
Mistar
Ingsut Dial(0,01 mm)
(mm)
Mistar
Ingsut
Digital
(0,001 mm)
(mm)
Mistar
(0,5mm)
(mm)
Mistar
Ingsut
Biasa
(0,05 mm)
(mm)
Mistar
Ingsut Dial(0,01 mm)
(mm)
Mistar
Ingsut
Digital
(0,001 mm)
(mm)
d1 42 41.9 42.82 42.27 41 44 46.9 39.69
d2 42.5 42.1 43.95 40.60 41.5 43 46.9 39.67
Panjang
(P)19.9 - - - 19.9 - - -
P1 50 44.41 54.31 49.825 49.5 57 54.74 49.995
P2 101.75 95.4 105.385 101.10 99.25 106.5 108.7 100.3
P3 50.75 51.05 54.975 49.99 49.75 55.5 57.45 49.955
a 29 23 32.9 28.69 29 35 31.29 30.11
b 59.5 53.4 62 59.67 58 63 61.8 60.62
c 29.5 30 33 29.69 29 34 34 30.11
Lebar (L) 100 99.7 100.1 99.04 98 101 102 100.60
I1 51 49.75 51.51 50.915 49 54 55.05 50.355
I2 50 49.65 51.81 50.235 49.5 53.5 58.85 50.045
e 29 28.7 30.4 29.10 29 32 35.4 30.20
f 30 28.8 30.1 29.78 28.5 32 31.6 30.51
Tabel 4.2. Tabel kerja Naim Rohatun
-
7/24/2019
laporan-praktikum-alat-bantu-dan-metrologi-industri(1).pdf
14/26
14
Pengukuran Polimer Pengukuran Besi
Dimensi
Mistar
(0,5
mm)
(mm)
Mistar
Ingsut
Biasa
(0,05
mm)
(mm)
Mistar
IngsutDial (0,01
mm)
(mm)
Mistar
IngsutDigital
(0,001
mm) (mm)
Mistar
(0,5
mm)
(mm)
Mistar
Ingsut
Biasa
(0,05
mm)
(mm)
Mistar
Ingsut
Dial
(0,01
mm)
(mm)
Mistar
Ingsut
Digital
(0,001
mm)
(mm)
d1 40.5 40.8 41.2 40.39 40 39.7 40.51 39.45
d2 40 40.3 41.4 40.15 40 39.7 40.51 39.24
Panjang
(P)
199.5 - - - 201 - - -
P1 47.25 49.9 50.18 49.555 50 50.1 50.515 50.195
P2 100.25 99.95 102 99.99 100 100.4 101.15 80.34
P3 48 49.35 51.23 49.375 50 50.35 51.055 50.07
a 27 29.5 29.58 29.36 30 30.25 30.26 30.47
b 60 59.4 60.7 59.72 60 60.7 60.64 60.72
c 28 29.2 30.53 29.3 30 30.5 30.8 30.45
Lebar (L) 100 100 100.76 100.52 100 100.5 100.54 100.55
l1 50.25 51.15 51.06 49.625 50 49.95 50.595 49.325
l2 50.25 49.8 48.82 48.985 50 49.98 50.895 48.245
E 30 30.75 30.46 29.43 30 30.1 30.34 29.6
F 30 29.4 28.22 28.79 30 30.4 30.64 28.52
Tabel 4.3. Tabel kerja Evan Rinaldi Winarto
-
7/24/2019
laporan-praktikum-alat-bantu-dan-metrologi-industri(1).pdf
15/26
15
Pengukuran Polimer Pengukuran Besi
Dimensi
Mistar
(0,5
mm)
(mm)
Mistar
Ingsut
Biasa
(0,05
mm)
(mm)
Mistar
Ingsut Dial
(0,01 mm)
(mm)
Mistar
Ingsut
Digital
(0,001 mm)
(mm)
Mistar
(0,5
mm)
(mm)
Mistar
Ingsut
Biasa
(0,05
mm)
(mm)
Mistar
Ingsut Dial
(0,01 mm)
(mm)
Mistar Ingsut
Digital
(0,001 mm)
(mm)
d1 41 41,2 41,2 40,81 40 40,9 39,62 40,9
d2 42 40,4 40,2 40,98 40 39,6 39,52 40,64
Panjang
(P)
199,5 200
P1 49 48,75 49,4 48,715 50 50,9 50,73 52,27
P2 102,5 101 101 101,195 100 101,05 99,79 101,03
P3 51 49 49,52 49,91 50 51 50,26 52,22
a 28,5 28,15 28,8 28,31 30 30,45 30,92 31,82
b 61 60,2 60,3 60,3 60 60,8 60,22 60,26
c 30 28,8 29,42 29,42 30 31,2 30,5 31,9
Lebar (L) 100 99,7 100,44 100,72 100 100,5 100,26 100,28
l1 29,6 29 28,98 28,98 30,5 30,8 30,92 30,66
l2 50,1 48,7 48,58 48,97 50 50,1 50,18 50,48
E 30 29,1 30,8 29,96 30 30 30,26 30,38
F 29,1 28,5 28,48 28,48 30 30,3 30,42 30,16
Tabel 4.4. Tabel kerja Dyto Agung D.N.
-
7/24/2019
laporan-praktikum-alat-bantu-dan-metrologi-industri(1).pdf
16/26
16
Pengukuran Polimer Pengukuran Besi
Dimensi
Mistar
(0,5
mm)
(mm)
Mistar
Ingsut
Biasa
(0,05 mm)
(mm)
Mistar
Ingsut
Dial
(0,01
mm)
(mm)
Mistar
Ingsut
Digital
(0,001
mm)
(mm)
Mistar
(0,5
mm)
(mm)
Mistar
Ingsut
Biasa
(0,05
mm)
(mm)
Mistar
Ingsut
Dial
(0,01
mm)
(mm)
Mistar
Ingsut
Digital
(0,001
mm)
(mm)
d1 41,5 41 42,02 40,87 39,5 39,9 39,47 39,67
d2 41 41,6 41,16 41,33 39,5 39,5 39,47 39,64
Panjang
(P)
199,5 - 199,5
P1 49,25 48,9 49,91 49,085 49,25 50,25 50,015 49,925
P2 100,25 100,7 101,29 100,05 99 100,3 99,87 99,835
P3 50 50,3 50,56 50,415 49,75 50,25 50,045 50,1
a 28,5 28,4 28,9 28,65 29,5 30,3 30,28 30,09
b 59 59,4 59,7 58,95 59,5 60,6 60,4 60,18
c 29,5 29,5 29,98 29,75 30 30,5 30,31 30,28
Lebar (L) 100 100 100,12 99,66 99,5 100,15 100,06 100,56
l1 50 51,1 50,92 50,295 50,75 49,95 51,155 49,98
l2 50 50,8 50,33 51,105 50,25 50,25 50,035 49,94
E 29,5 30 29,75 30,44 30,5 30,5 30,3 30,12
F 29,5 30,3 30,34 29,63 31 30,2 31,42 30,16
Tabel 4.5. Tabel kerja Muhammad Ridwan
-
7/24/2019
laporan-praktikum-alat-bantu-dan-metrologi-industri(1).pdf
17/26
17
Pengukuran Polimer Pengukuran Besi
Dimensi
Mistar
(0,5
mm)
(mm)
Mistar
Ingsut
Biasa
(0,05
mm)
(mm)
Mistar
Ingsut Dial
(0,01 mm)
(mm)
Mistar
Ingsut
Digital
(0,001 mm)
(mm)
Mistar
(0,5
mm)
(mm)
Mistar
Ingsut
Biasa (0,05
mm) (mm)
Mistar
Ingsut Dial
(0,01 mm)
(mm)
Mistar
Ingsut
Digital
(0,001 mm)
(mm)
d1 43,00 43,90 44,04 41,93 40,05 40,42 40,42 39,77
d2 42,00 41,50 41,30 39,92 40,05 40,00 40,76 39,63
Panjang
(P)
199,50 - 199,00
P1 50,00 49,45 50,48 49,31 49,52 50,51 50,39 50,23
P2 102,00 101,20 100,71 99,57 99,54 100,51 100,65 100,04
P3 50,50 50,25 49,67 49,48 49,54 50,20 50,52 49,94
a 28,50 27,50 28,46 28,35 29,50 30,30 30,18 30,35
b 59,50 58,50 58,04 58,65 59,50 60,30 60,06 60,35
c 29,50 29,50 29,02 29,52 29,50 30,20 30,14 30,13
Lebar
(L)98,50 100,20 99,08 98,74 100,00 100,40 99,96 100,14
l1 50,00 50,85 51,44 50,59 50,02 50,41 51,25 50,16
l2 52,00 52,65 52,76 52,41 50,02 50,41 50,75 50,05
E 30,50 30,70 30,74 31,45 30,00 30,20 30,54 30,17
F 28,50 28,90 29,42 29,63 30,00 30,20 31,04 30,28
Tabel 4.6. Tabel kerja Teguh Prasetya
-
7/24/2019
laporan-praktikum-alat-bantu-dan-metrologi-industri(1).pdf
18/26
18
Pengukuran Polimer Pengukuran Besi
Dimensi
Mistar
(0,5
mm)
(mm)
Mistar
Ingsut
Biasa
(0,05
mm)
(mm)
Mistar
Ingsut Dial
(0,01 mm)
(mm)
Mistar
Ingsut
Digital
(0,001
mm)
(mm)
Mistar
(0,5
mm)
(mm)
Mistar
Ingsut
Biasa
(0,05
mm)
(mm)
Mistar
Ingsut
Dial
(0,01
mm)
(mm)
Mistar
Ingsut
Digital
(0,001
mm)
(mm)
d1 41.5 41 42.02 40.87 39.5 39.9 39.47 39.67
d2 41 41.6 41.16 41.33 39.5 39.5 39.47 39.64
Panjang
(P)
199.5 - 199.5
P1 49.25 48.9 49.91 49.085 49.25 50.25 50.015 49.925
P2 100.25 100.7 101.29 100.05 99 100.3 99.87 99.835
P3 50 50.3 50.56 50.415 49.75 50.25 50.045 50.1
a 28.5 28.4 28.9 28.65 29.5 30.3 30.28 30.09
b 59 59.4 59.7 58.95 59.5 60.6 60.4 60.18
c 29.5 29.5 29.98 29.75 30 30.5 30.31 30.28
Lebar (L) 100 100 100.12 99.66 99.5 100.15 100.06 100.56
l1 50 51.1 50.92 50.295 50.75 49.95 51.155 49.98
l2 50 50.8 50.33 51.105 50.25 50.25 50.035 49.94
e 29.5 30 29.75 30.44 30.5 30.5 30.3 30.12
f 29.5 30.3 30.34 29.63 31 30.2 31.42 30.16
Tabel 4.7. Tabel kerja Iim Hikmatush
-
7/24/2019
laporan-praktikum-alat-bantu-dan-metrologi-industri(1).pdf
19/26
19
Pengukur
1 2 3 4 5 6 7RATA-
RATA
D
imensi
a 29,00 29 27 28,5 28,5 28,50 28,5 28,43
b 59,50 59,5 60 61 59 59,50 59 59,64
c 28,00 29,5 28 30 29,5 29,50 29,5 29,14
d1 40,50 42 40,5 41 41,5 43,00 41,5 41,43
d2 40,50 42,5 40 42 41 42,00 41 41,29
E 30,00 29 30 30 29,5 30,50 29,5 29,79
F 29,50 30 30 29,1 29,5 28,50 29,5 29,44
Panjang
(P)200,00 199 199,5 199,5 199,5 199,50 199,5 199,50
P
nominal197,50 202,5 195,5 202,5 199,5 202,50 199,5 199,93
Lebar (L) 99,5 100 100 100 100 98,50 100 99,71
L nominal 100,00 101,50 100,00 101,10 100,00 101,00 100,00
100,51
Tabel 4.8. Tabel pengukuran benda kerja polimer rata-rata pada
mistar
Pengukur
1 2 3 4 5 6 7 RATA-RATA
Dimensi
d2 41,70 42,1 40,3 42 41,6 41,50 41,6 41,54
E 29,25 28,7 30,75 30 30 30,70 30 29,91
F 30,00 28,8 29,4 29,1 30,3 28,90 30,3 29,54
Lebar (L) 99,45 99,7 100 100 100 100,20 100 99,91
L nominal 100,95 99,60 100,45 101,10 101,90 101,10 101,90
101,00
Tabel 4.9. Tabel pengukuran benda kerja polimer rata-rata pada
mistar ingsut
-
7/24/2019
laporan-praktikum-alat-bantu-dan-metrologi-industri(1).pdf
20/26
20
Pengukur
1 2 3 4 5 6 7RATA-
RATA
Dimensi
d2 41,64 43,95 41,4 40,4 41,16 41,30 41,16 41,57
E 30,02 30,4 30,46 29,1 29,75 30,74 29,75 30,03
F 30,04 30,1 28,22 28,5 30,34 29,42 30,34 29,57
Lebar
(L)99,96 100,1 100,76 99,7 100,12 99,08 100,12 99,98
L
nominal101,70 104,45 100,08 98,00 101,25 101,46 101,25
101,17
Tabel 4.10. Tabel pengukuran benda kerja polimer rata-rata pada
mistar ingsut dial
Pengukur
1 2 3 4 5 6 7RATA-
RATA
Dimensi
d2 40,59 40,6 40,15 40,98 41,33 39,92 41,33 40,70
E 28,50 29,1 29,43 29,96 30,44 31,45 30,44 29,90
F 29,44 29,78 28,79 28,48 29,63 29,63 29,63 29,34
Lebar
(L)99,22 99,04 100,52 100,72 99,66 98,74 99,66 99,65
L
nominal98,53 99,48 98,37 99,42 101,40 101,00 101,40 99,94
Tabel 4.11. Tabel pengukuran benda kerja polimer rata-rata pada
mistar ingsut digital
-
7/24/2019
laporan-praktikum-alat-bantu-dan-metrologi-industri(1).pdf
21/26
21
Pengukur
1 2 3 4 5 6 7 RATA-RATA
Dimensi
a 30,00 29 30 30 29,5 29,50 29,5 29,64
b 60,00 58 60 60 59,5 59,50 59,5 59,50
c 30,00 29 30 30 30 29,50 30 29,79
d1 40,00 41 40 40 39,5 40,05 39,5 40,01
d2 40,00 41,5 40 40 39,5 40,05 39,5 40,08
E 30,00 29 30 30 30,5 30,00 30,5 30,00
F 29,50 28,5 30 30 31 30,00 31 30,00
Panjang
(P) 199,00
19,9 201
200 199,5 199,00 199,5 173,99
P
nominal 259,50 256,00 260,00 260,00 259,50 258,60 259,50
259,01
Lebar (L) 100,00 98 100 100 99,5 100,00 99,5 99,57
L nominal 99,50 99,00 100,00 100,00 101,00 100,05 101,00
100,08
Tabel 4.12. Tabel pengukuran benda kerja logam rata-rata pada
mistar
Pengukur
1 2 3 4 5 6 7 RATA-RATA
Dimensi
d2 39,90 43 39,7 39,6 39,5 40,00 39,5 40,17
E 30,20 32 30,1 30 30,5 30,20 30,5 30,50
F 33,35 32 30,4 30,3 30,2 30,20 30,2 30,95
Lebar (L) 100,50 101 100,5 100,5 100,15 100,40 100,15 100,46
L nominal 103,45 107,00 100,20 99,90 100,20 100,40 100,20
101,62
Tabel 4.13. Tabel pengukuran benda kerja logam rata-rata pada
mistar ingsut
-
7/24/2019
laporan-praktikum-alat-bantu-dan-metrologi-industri(1).pdf
22/26
22
Pengukur
1 2 3 4 5 6 7 RATA-RATA
Dimensi
d2 39,00 46,9 40,51 39,52 39,47 40,76 39,47 40,80
E 30,50 35,4 30,34 30,26 30,3 30,54 30,3 31,09
F 30,10 31,6 30,64 30,42 31,42 31,04 31,42 30,95
Lebar (L) 100,00 102 100,54 100,26 100,06 99,96 100,06
100,41
L nominal 99,60 113,90 101,49 100,20 101,19 102,34 101,19
102,84
Tabel 4.14. Tabel pengukuran benda kerja logam rata-rata pada
mistar ingsut dial
Pengukur
1 2 3 4 5 6 7 RATA-RATA
Dimensi
d2 39,98 39,67 39,24 40,64 39,64 39,63 39,64 39,78
E 30,07 30,2 29,6 30,38 30,12 30,17 30,12 30,09
F 30,41 30,51 28,52 30,16 30,16 30,28 30,16 30,03
Lebar (L) 100,00 100,6 100,55 100,28 100,56 100,14 100,56
100,38
L nominal 100,46 100,38 97,36 101,18 99,92 100,08 99,92
99,90
Tabel 4.15. Tabel pengukuran benda kerja logam rata-rata pada
mistar ingsut digital
Catatan: P nominal merupakan ukuran P yang diukur dengan rumus a
+ d1 + b + d2 + c = p.
L nominal merupakan ukuran L yang diukur dengan rumus e + d2 + f
= l.
-
7/24/2019
laporan-praktikum-alat-bantu-dan-metrologi-industri(1).pdf
23/26
23
4.2. Pembahasan
Berdasarkan tabel-tabel di atas, dapat dilihat bahwa terdapat
perbedaan hasil pengukuran
benda kerja dari keempat alat ukur yang digunakan. Hal ini
terjadi karena ketelitian yang berbeda-
beda dari masing-masing alat ukur. Mistar memiliki ketelitian
0,5 mm, mistar ingsut manual memiliki
ketelitian 0,05 mm, mistar ingsut dial memiliki ketelitian 0,02
mm, dan mistar ingsut digital memiliki
ketelian 0,005 mm. Berdasarkan hasil pengukuran, didapatkan
bahwa mistar digital memberikan
hasil pengukuran yang lebih akurat dibandingkan dengan alat ukur
lainnya.
Selain itu, hasil pengukuran yang berbeda juga terjadi di antara
pengukur pertama hingga
pengukur ketujuh. Perbedaan hasil ini terjadi karena adanya
faktor human error. Pada saatpengukuran, pengukur tergesa-gesa
dalam mengukur sehingga tidak dapat membaca seluruh hasil
pengukuran dengan tepat. Selain itu, pengukur juga belum
terbiasa untuk menggunakan beberapa
alat ukur seperti mistal ingsut dial dan mistar ingsut digital,
sehingga pengukur belum bisa melakukan
pengukuran secara maksimal dengan alat-alat ukur tersebut.
Perbedaan hasil pengukuran yang
cukup signifikan terlihat pada hasil pengukuran benda kerja
polimer. Pengukur kesulitan untuk
mengukur benda kerja polimer karena benda kerja bersifat lunak
dan fleksibel, sehingga
kemungkinan error lebih besar dibandingkan dengan pengukuran
benda kerja logam.
Tabel 4.8. hingga Tabel 4.14. menunjukkan hasil bahwa hasil
perhitungan rumus a + d1 + b +
d2 + c = p tidak sesuai dengan P yang diukur, dan hasil
perhitungan rumus e+d2+f=l tidak sesuai
dengan L yang diukur. Hal ini terjadi karena pengukur tidak
akurat dalam melihat hasil pengukuran
dari keempat alat ukur yang ada. Selain itu, pengukur tidak
mengukur benda kerja tepat di titik-titk
pengukuran yang sesuai, sehingga terjadi kesalahan pengukuran.
Titik-titik pengukuran semakin sulit
dilakukan pada pengukuran benda kerja polimer karena sifatnya
yang lunak, sehingga penekanan
sedikit saja pada permukaan benda kerja polimer akan menyebabkan
perubahan bentuk benda kerja.
-
7/24/2019
laporan-praktikum-alat-bantu-dan-metrologi-industri(1).pdf
24/26
24
BAB V
KESIMPULAN
5.1. Kesimpulan
Pengukuran merupakan unsur yang penting dalam industri dalam
mengontrol kualitas
produk dan proses produksi. Untuk mendapatkan hasil pengukuran
yang standard, pengukuran harus
dilakukan dengan unit standard yang diakui secara internasional.
Dalam melakukan pengukuran,terdapat beberapa jenis alat ukur yang
berbeda-beda tingkat akurasinya. Untuk mengukur panjang
suatu benda, terdapat empat alat ukur, yakni mistar, mistar
ingsut, mistar ingsut dial, dan mistar
ingsut digital. Mistar memiliki akurasi 0,5 mm, mistar ingsut
memiliki akurasi 0,05 mm, mistar ingsut
dial memiliki akurasi 0,02 mm, dan mistar ingsut digital
memiliki akurasi 0,005 mm.
Berdasarkan hasil pengukuran, terdapat perbedaan hasil
pengukuran panjang dan lebar total
benda kerja dengan pengukuran panjang dengan rumus a+d1+b+d2+c=p
dan e+d2+f=l. Hal ini
disebabkan karena berbagai faktor, yakni human error, ketelitian
pengukuran yang berbeda dari
masing-masing alat ukur. Pada pengukuran benda kerja polimer,
perbedaan hasil pengukuran juga
diakibatkan faktor kesulitan penentuan titik-titik acuan
pengukuran karena sifat benda kerja yang
lunak dan fleksibel.
5.2. Saran
Untuk menghindari human error saat pengukuran, sebaiknya
pengukur membiasakan diri
dengan cara-cara pengukuran dengan alat-alat ukur yang berbeda.
Pada pengukuran benda kerja
yang bersifat lunak seperti polimer, sebaiknya pengukuran
dilakukan dengan lebih berhati-hati agar
hasil pengukuran tetap akurat dan tidak terganggu kelunakan
benda kerja tersebut.
-
7/24/2019
laporan-praktikum-alat-bantu-dan-metrologi-industri(1).pdf
25/26
25
DAFTAR PUSTAKA
FMS-DK, Caliper Accuracy Specifications and Calibration
Information [Diakses pada 24 Februari
2013], URL:http://www.f-m-s.dk/DIN862.pdf.
The Elsmar Cove. Caliper Operation Instructions [Diakses pada 24
Februari 2013], URL:
http://elsmar.com/pdf_files/Caliper%20Operation%20Instructions.pdf.
Trescal NV/SA, Metrology [Diakses pada 2 Maret 2013],
URL:http://www.trescal.com/en/calibration-
info/metrology.html.
University of California Davis Nuclear Physics Group,
Measurement and Error Analysis with
Calipers [Diakses pada 24 Februari 2013], URL:
http://nuclear.ucdavis.edu/~bhaag/WCC/Lab%201.2.pdf.
University of Zenica, Sample Calibration Procedures, [Diakses
pada 24 Februari 2013], URL:
http://www.pomacom.unze.ba/pdf/CDLM/Sample%20calibration%20procedures.pdf.
http://www.f-m-s.dk/DIN862.pdfhttp://elsmar.com/pdf_files/Caliper%20Operation%20Instructions.pdfhttp://www.trescal.com/en/calibration-info/metrology.htmlhttp://www.trescal.com/en/calibration-info/metrology.htmlhttp://nuclear.ucdavis.edu/~bhaag/WCC/Lab%201.2.pdfhttp://www.pomacom.unze.ba/pdf/CDLM/Sample%20calibration%20procedures.pdfhttp://www.pomacom.unze.ba/pdf/CDLM/Sample%20calibration%20procedures.pdfhttp://nuclear.ucdavis.edu/~bhaag/WCC/Lab%201.2.pdfhttp://www.trescal.com/en/calibration-info/metrology.htmlhttp://www.trescal.com/en/calibration-info/metrology.htmlhttp://elsmar.com/pdf_files/Caliper%20Operation%20Instructions.pdfhttp://www.f-m-s.dk/DIN862.pdf
-
7/24/2019
laporan-praktikum-alat-bantu-dan-metrologi-industri(1).pdf
26/26
LAMPIRAN