Embed Size (px)
Citation preview

Large-Scale Sour-Service TestingRationale, Challenges and Experience
Todd A. ZahacyC-FER Technologies, Edmonton
2017 Pipeline Materials Workshop (5th Annual)Steels for Sour Service
June 1, 2017Edmonton, Alberta
University of Alberta8th Flr. Donadeo ICE Building, Fred Pheasey Commons
2017 Pipeline Materials Workshop – Steels for Sour Service – June 1, 2017 - University of Alberta, Edmonton, AB 1
• Why large-sale and full-scale sour service testing?– Benefits and Rationale– Challenges
• Experience - examples– Glycol separator– Coiled tubing (CT)– Threaded tubulars - pipe body and connection
• Observations OCTG by other Researchers• Current activity and near-term plans
– High-pressure, high-temperature wellbores, line pipe and subsea equipment
Outline
2017 Pipeline Materials Workshop – Steels for Sour Service – June 1, 2017 - University of Alberta, Edmonton, AB 2
June 1, 20172017 Pipeline Materials Workshop – Steels for Sour Service
University of Alberta, Edmonton, AB
©C-FER Technologies 2017 Page 1 / 14

Sour-service Testing OptionsStandard and Index Tests
• Standard and Index Tests– NACE TM0177 (Methods A, B, C & D)– Slow Strain-Rate Tests (SSRT) or
Constant Extension Rate Tensile (CERT) Tests
– Mini-pipe tests• Typical uses
– Certification of materials for sour service
– Ranking & identification of suitable materials
– Inputs for design – environmental, defect and load limits
• Generally need to consider the results of two or more different tests
• Advantages– Standard, repeatable test procedures – Broad acceptance– Relatively low cost– Broad applicability
• Challenges & potential shortcomings– Application to field service
• Manufactured, installed components under service-life environmental and load conditions
– Applicability to predicting long-term performance and service life
2017 Pipeline Materials Workshop – Steels for Sour Service – June 1, 2017 - University of Alberta, Edmonton, AB 3
SSRT Coiled Tubing SpecimenC-FER Technologies (2005) – C-FER Project D060
External 2° cracks Coiled Tubing post-SSRTC-FER Technologies (1998) – C-FER Project 98061
Why Large-scale Sour-Service Tests?Benefits and Rationale
2017 Pipeline Materials Workshop – Steels for Sour Service – June 1, 2017 - University of Alberta, Edmonton, AB 4
C-FER Technologies (1995) – C-FER Project 95029
• Examine combinations of key factors– Capture design, manufacturing and service
environment conditions and loading (combined loading, through-body stresses)
– Synergistic damage effects• Full-body test specimens
– Large material areas and volumes– Material variabilities (uniformity of strength
and hardness, inclusions, residual stress, stress relief)
– Surface finish, stress concentrations/risers, welds
– Manufacturing (welds, threaded connections)– Through-body dimensional irregularities (wall
thickness, eccentricity)• Examine impacts of use and ‘damage’
– Surface damage, dents and gouges– Examine post field and in-service effects
June 1, 20172017 Pipeline Materials Workshop – Steels for Sour Service
University of Alberta, Edmonton, AB
©C-FER Technologies 2017 Page 2 / 14

C-FER Technologies (2008) – C-FER Project C024
Why Large-scale Sour-Service Tests?Challenges
• Complex tests– Loading (mechanical loads, pressure,
temperature)– Instrumentation and control– Front-end systems engineering, setup and
commissioning– Time and cost– Safety
• Potential complications– Control of fluids, temperature, pressure –
generally remote– Sampling– Large volumes– Contamination– Number of tests for repeatability of results
• Data processing and interpretation– Comparison of results to index test results
2017 Pipeline Materials Workshop – Steels for Sour Service – June 1, 2017 - University of Alberta, Edmonton, AB 5
C-FER Technologies (2008) – C-FER Project C024
2017 Pipeline Materials Workshop – Steels for Sour Service – June 1, 2017 - University of Alberta, Edmonton, AB 6
12m
2.4m
Sour-service ‘Special Environments Lab’ (SEL)• Fume hoods
– Two conventional laboratory fume hoods– Used for smaller specimen test programs and low
pressure tests– e.g., Coiled Tubing SSRT, thermal plastic cyclic strain
and sour fluid mini-pipe tests• Containment vessels
– Two large Special Environments Chambers (SECs)– In-ground primary chamber 12 m (39.4_ft) deep by
2.5_m (8.2 ft) – Horizontal secondary chamber for containment and
to house test equipment, test source fluids and controls
– Working pressure of 1.4 MPa (200 psi) to contain releases
– All testing equipment inside the SECs is remotely operated with pressure rated feed-thrus through the vessel walls
• SEL room– Maintain two barriers at all times between toxic test
fluids and personnel– Room operated at vacuum– Self-Contained Breathing Apparatus (SCBA) system– Sensors and alarms, auto shut-off– Chemical scrubbers and ventilating systems
June 1, 20172017 Pipeline Materials Workshop – Steels for Sour Service
University of Alberta, Edmonton, AB
©C-FER Technologies 2017 Page 3 / 14
2017 Pipeline Materials Workshop – Steels for Sour Service – June 1, 2017 - University of Alberta, Edmonton, AB 7
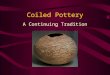
Example #1: Glycol Separator(1995-1996)
• Decommissioned sour glycol separator pulled from service (1.52_m_ _5.72 m, Gr 70 steel,1973 -1989) with ‘extensive cracking & blistering’
• Burst test to:– Conduct an ‘Engineering Critical Assessment’ of
effect of flaws relative to vessels in service• Included both service damage and manufactured thinned
wall section & a repaired ‘designer’ crack on ID– Predict failure pressure and mode (fracture
mechanics)– Measure crack propagation rates
• Monitored hydrogen permeation flux probes, strain & acoustics
– Better predict the probability of failure• Risk (insurance) and equipment & maintenance costs
• Several slow pressure ramp-up and hold periods, NACE_TM0177 soln A (pH 2.7 – 3.5, @RT)
• Principle learnings:– Vessel burst on the side opposite the identified
service-generated and manufactured flaws– Unable to accurately predict both the burst location
and load (?)
C-FER Technologies (1995) – C-FER Project 95029
C-FER Technologies (2008)2017 Pipeline Materials Workshop – Steels for Sour Service – June 1, 2017 - University of Alberta, Edmonton, AB 8
C-FER Technologies (2005) – C-FER Project D060
50 mm (2”) OD 305 mm (12”) long, 4.6 mm (0.180”) wall
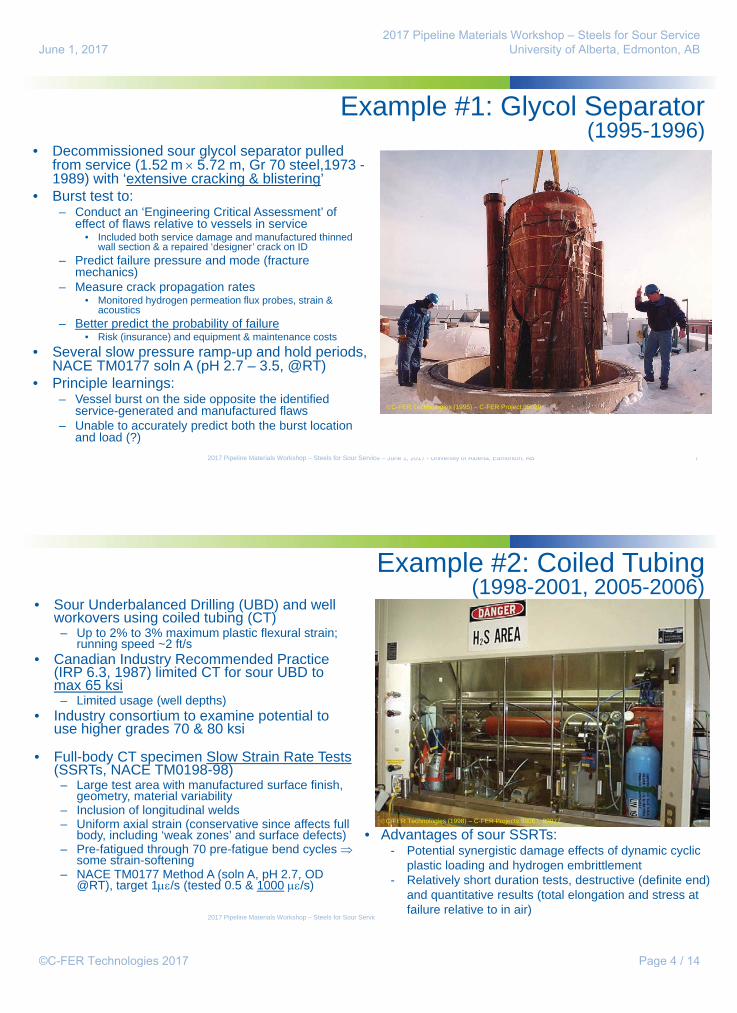
• Advantages of sour SSRTs:- Potential synergistic damage effects of dynamic cyclic
plastic loading and hydrogen embrittlement- Relatively short duration tests, destructive (definite end)
and quantitative results (total elongation and stress at failure relative to in air)
C-FER Technologies (1998) – C-FER Projects 98061, 99077
Example #2: Coiled Tubing(1998-2001, 2005-2006)
• Sour Underbalanced Drilling (UBD) and well workovers using coiled tubing (CT)– Up to 2% to 3% maximum plastic flexural strain;
running speed ~2 ft/s• Canadian Industry Recommended Practice
(IRP 6.3, 1987) limited CT for sour UBD to max 65 ksi– Limited usage (well depths)
• Industry consortium to examine potential to use higher grades 70 & 80 ksi
• Full-body CT specimen Slow Strain Rate Tests(SSRTs, NACE TM0198-98)– Large test area with manufactured surface finish,
geometry, material variability– Inclusion of longitudinal welds– Uniform axial strain (conservative since affects full
body, including ‘weak zones’ and surface defects)– Pre-fatigued through 70 pre-fatigue bend cycles
some strain-softening– NACE TM0177 Method A (soln A, pH_2.7, OD
@RT), target 1 /s (tested 0.5 & 1000 /s)
June 1, 20172017 Pipeline Materials Workshop – Steels for Sour Service
University of Alberta, Edmonton, AB
©C-FER Technologies 2017 Page 4 / 14

2017 Pipeline Materials Workshop – Steels for Sour Service – June 1, 2017 - University of Alberta, Edmonton, AB 9
80 ksi, Sour SSRT
80 ksi, Air SSRT
C-FER Technologies (1998) – C-FER Projects 98061Micrograph (500x) showing CT midsection with HIC cracks initiated and propagated along pearlite lamination lines
C-FER Technologies (1998) – NACE 2001-01080
Smuga-Otto et al 2001, NACE 2001-01080
Micrograph (320x) illustrating stress oriented HIC (SOHIC)
C-FER Technologies (1998) – NACE 2001-01080
Smuga-Otto et al 2001, NACE 2001-01080
C-FER Technologies (1998) – C-FER Projects 98061, NACE 2001-01080
2° Cracks Aligned with Surface Defects
Example #2: Coiled TubingSample Results
• Objective:– To obtain a comparative ranking of 70 and
80 grade CT materials based on reasonably close simulation of field conditions
– ‘Fit-for-purpose testing’• Observations:
– Nominal elongation 70 and 80 grade in air exceeded 30%
– Significantly reduced elongation @SSR in NACE A soln
– Sulfide Stress Cracking (SSC) plus some blistering, Hydrogen Induced Cracking (HIC) and stress-oriented (SOHIC) @mid-wall perlite laminations
– All 1° cracks were brittle, 2° cracks were @defects
• better control on defects and elimination of heavy mid-wall perlite laminations
2017 Pipeline Materials Workshop – Steels for Sour Service – June 1, 2017 - University of Alberta, Edmonton, AB 10
NACE 2001-010800
10,000
20,000
30,000
40,000
50,000
60,000
70,000
80,000
90,000
100,000
Stress(psi)
Strain
TEST 1 - GRADE 80, AIR
TEST 2 - GRADE 80, 100% H2S
TEST 3 - GRADE 80, 60%H2S, 40% CO2
TEST 4 - GRADE 80, 100% H2S, NO PREFATIGUE
TEST 5 - GRADE 70, AIR
TEST 6 - GRADE 70, 100% H2S, HALF STRAIN RATE
TEST 7 - GRADE 70, 100% H2S
TEST 8 - Grade 70, 100% H2S
TEST 9 - GRADE 70, 100% H2S, PRESOAK AT 0 STRESS
TEST 10 - GRADE 70, 100% H2S, PRESOAK AT YIELD
GRADE 70 H2S ENVIRONMENT
GRADE 80 H2S ENVIRONMENT
GRADE 70 AIR
GRADE 80AIR
Smuga-Otto et al 2001, NACE 2001-01080
Example #2: Coiled TubingSample Results (NACE 2001-01080)• SSRT Results
– Significant effect of strain rate• 1000 /s response exceeded
air total strain• 0.5 /s displayed significantly
reduced elongation (2/3 of 1_ /s)
– Grade 80 CT displayed significantly lower total relativeelongation at fracture (avg only 11.7% of air results) compared with Grade 70 CT material (avg 34% of air) three times that of Grade_80
• Potential use of Grade 70 CT material for sour UBD and well servicing– With considerations of exposure
time/cycles, material yield and hardness control HRC 22 (Luft et al 2002, NACE_2002-02054)
June 1, 20172017 Pipeline Materials Workshop – Steels for Sour Service
University of Alberta, Edmonton, AB
©C-FER Technologies 2017 Page 5 / 14

Example #2: Coiled TubingSample Results (SPE 97604)
2017 Pipeline Materials Workshop – Steels for Sour Service – June 1, 2017 - University of Alberta, Edmonton, AB 13
• Example of Low-Cycle Corrosion Fatigue (LCCF) test results– Decreasing pH reduces LCCF
cycle life– Inhibitor significantly increases
LCCF cycle life (~2/3 of air but ~4_times without inhibitor)
– Applied stress had almost no effect on LCCF cycle life
• For sour CT UBD applications– A higher pH and with the use of
inhibitor, expect to improve LCCF life of 70 and 80 Grade CT materials
• Additional research is required on CT steel chemistry, optimal SSRT strain rate, and additional LCCF tests for statistical results
Nowinka et al 2005, SPE 97604
• Full-scale combined load testing of integral premium connection– 5.5” OD, 23 lb/ft TenarisHydril
Wedge_513™, TN95SS grade (98_ksi_Sy, 25 HRC)
– Test connection sealability
• For sour service directional wellbores– Curvature of 40°/30m– 110°C (230°F), 22.75 MPa (3300 psi)
• Test– 30 day test with NACE TM0177-96 Soln A,
pH 2.6 - 2.8 @PH2S = 1.52 MPa, PCO2=_2.55_MPa
2017 Pipeline Materials Workshop – Steels for Sour Service – June 1, 2017 - University of Alberta, Edmonton, AB 14
Heseltine 2009; Herod et al 2009, Mat Sc & Tech
TenarisHydril Wedge 513™ (http://www.tenaris.com/en/Products/PremiumConnections/Geometries/IntegralFlush/Wedge513.aspx, May 2017)
Example #3: Casing with Premium Connection(2007 – 2008)
June 1, 20172017 Pipeline Materials Workshop – Steels for Sour Service
University of Alberta, Edmonton, AB
©C-FER Technologies 2017 Page 6 / 14

2017 Pipeline Materials Workshop – Steels for Sour Service – June 1, 2017 - University of Alberta, Edmonton, AB 15
Heseltine 2009; Herod et al 2009, Mat Sc & Tech
C-FER Technologies (2008) – C-FER Project C024; Heseltine 2009
Example #3: Casing with Premium Connection(2008)
• Pre-test hydrostatic test of connection passed @24.8 MPa (3600_psi)
• Difficulty saturating fluid and maintaining pressure – increasing pressure
– suspected off-gassing due to unknown reaction
– Two more saturation attempts before identified successful procedure to achieve stable pressure @22.0 - 23.4_MPa
• 30 day hold @110-120°C, pH increased to 3.77 passed 30 day sealability test
• @End of test:– Broke-out connection torque 18% higher
than make-up – acceptable– Internal surface coated with unknown corrosion
product (‘sludge’), some small pits, no cracking• Key learnings:
– Procedural• Saturate NACE soln with H2S at room
temperature, control pressure as raise temperature
• Maintain gas cap in specimen (e.g. 20%) to aid in control and saturation
– Consider condition of received large-scale test specimens (finish, coatings)
C-FER Technologies (2008) – C-FER Project C024; Heseltine 2008
2017 Pipeline Materials Workshop – Steels for Sour Service – June 1, 2017 - University of Alberta, Edmonton, AB 16
Heseltine 2009; Herod et al 2009, Mat Sc & Tech2013 Primrose, Wolf Lake, and Burnt Lake Annual Presentation to the AER - Subsurface Issues Related to the Resource, Evaluation and Recovery, January 2014C-FER Technologies
http://www.imperialoil.com/Canada-English/Investors/Operating/Natural_Resources/I_O_NaturalResourcesFig5.asp, June 2006.
Thermal & HP/HT Materials and Premium Connections
June 1, 20172017 Pipeline Materials Workshop – Steels for Sour Service
University of Alberta, Edmonton, AB
©C-FER Technologies 2017 Page 7 / 14

Thermal CycleAxially Confined
• Axially confined steel tubular (cemented casing) during heating develops compressive stresses (C)
• Depending on material, will eventually yield (exceed elastic limit)
• On cool-down, experience high tensile stresses (T) - may yield in tension
• C/T with each thermal cycle
Heavy Oil And Oil Sands Operations; IRP 3.2.1 WELL DESIGN, JUNE 2011 DRAFT, REV 09JUNE11 (modified)
2017 Pipeline Materials Workshop – Steels for Sour Service – June 1, 2017 - University of Alberta, Edmonton, AB 17
CT CH TT
thermal HxCx LL ,,Heat
Premium Connection in Thermal-cycle ResponseStress Profile
177.8 mm, 38.7 kg/m (7”, 26 lb/ft) L80 Generic Premium Connection
• Connection is subjected to axial compression during heating and axial tension during cooling
• Localized plastic stresses – compressive and tensile
2017 Pipeline Materials Workshop – Steels for Sour Service – June 1, 2017 - University of Alberta, Edmonton, AB 18
1. Xie, J. (2011). Analysis of Strain Rate Impact on Makeup of Oilfield Premium Casing Connections. 2011 SIMULIA Customer Conference, May. pp 610-621.2. Xie, J. and Tao, G. (2010). Analysis of Casing Connections Subjected to Thermal Cycle Loads. 2010 SIMULIA Customer Conference, Providence, RI, USA, May 125-27, pp. 679-694..
June 1, 20172017 Pipeline Materials Workshop – Steels for Sour Service
University of Alberta, Edmonton, AB
©C-FER Technologies 2017 Page 8 / 14

Different Strength Materials
• Low-strength (purple) and high-strength (blue) materials subjected to same thermal cycle
• Low-strength material– Lower peak stress (capacity) than
high-strength material– Experiences higher plastic strain
per cycle than high-strength material
2017 Pipeline Materials Workshop – Steels for Sour Service – June 1, 2017 - University of Alberta, Edmonton, AB 19
Drilling and Completions Committee (DACC). (2012). In Situ Heavy Oil Operations -An Industry Recommended Practice (IRP) for the Canadian Oil and Gas Industry, Vol. 03 – 2012. (modified)
Environmental CrackingIRP 3.2.1 (2012 ) Well Design, Appendix F
Sulfide Stress Cracking (SSC) Potential synergistic effects of elevated temperature, plasticity, and corrosive environment not well understood
– Experience has shown that controlling hardness <_22_HRC (Rockwell C) can alleviate SSC
– Mitigate by controlling wellbore environment and avoiding concurrent conditions (stress, temp, pH, gases)
* IRP 3 (2002) recommended minimum resistance to SSC > 90% of yield from NACE TM-0177-96 Method A test
Szklarz, K.E. (2011). Cracking and Corrosion Issues with In Situ Thermal Production of Heavy Oil. ATI Conference 2011 Proceedings, Lake Louise, AB. Sept. 28. Paper 5H. (presentation and paper - modified).
2017 Pipeline Materials Workshop – Steels for Sour Service – June 1, 2017 - University of Alberta, Edmonton, AB 20
June 1, 20172017 Pipeline Materials Workshop – Steels for Sour Service
University of Alberta, Edmonton, AB
©C-FER Technologies 2017 Page 9 / 14

• Motivation– To develop a qualification protocol for assessment of
OCTG materials under combined thermo-mechanical load cycles and environment-induced corrosion
• Additional objectives– Improve the understanding of key variables– Define Synergistic Representative Test (SRT)– Identify forms of standard or intermediate material
tests that correlate with complex combined thermo-mechanical (mini-pipe) test results
• Participants – Operating companies and OCTG suppliers
• Activities – Phases 1 and 2– Developed methodology & completed range of:
• ‘Simplified tests’ including thermal-mechanical tests and sour service tests (NACE TM0177 Methods A)
• ‘Complex’ thermo-mechanical sour SSR (mini-pipe) tests– Tested multiple materials using SRT at various levels
of severity with good repeatability– Demonstrated synergistic mechanisms & observed
consistent fracture surfaces
222017 Pipeline Materials Workshop – Steels for Sour Service – June 1, 2017 - University of Alberta, Edmonton, AB
Synergistic Thermo-mechanical Loading & Corrosion in Thermal Wells (2008 – Present – Noetic led JIP)
C047
C-FER Technologies (2013) – C-FER Projects C047
Synergistic ImpactsInterim Results from Mini-pipe Tests (2013)
Allen, M. (2013). Synergistic Damage: Combined impacts of sour exposure and mechanical loading on production casing. SPE Thermal Well Integrity ATW, Nov. 17-19, Banff, AB.
• L80 test results show significant loss in ductility– Reduction in plastic strain at parting
• Comments (Allen 2013):– Evidence of synergies– Damage mechanisms of combined
thermal-mechanical plastic strains and SSC are complex
– Operators should consider these impacts when selecting casing materials
2017 Pipeline Materials Workshop – Steels for Sour Service – June 1, 2017 - University of Alberta, Edmonton, AB 23
June 1, 20172017 Pipeline Materials Workshop – Steels for Sour Service
University of Alberta, Edmonton, AB
©C-FER Technologies 2017 Page 10 / 14

Observations OCTG by other ResearchersGreer et al (NACE 69,1996)(1)
• Conducted NACE TM0177 Method A tests and full-size pipe body tests on C110 (+ ‘upper C100’) and C90 casing– Casing test specimens placed in test holes– Included ‘proprietary’ (premium?) connections in 8_ft
(2.4 m) specimens– Believe were not confined axially or radially
• NACE TM0177 Method A most samples passed (exception was higher hardness C110 material)
• Casing body tests all C110 specimens failed <30 days @<= 80% of min yield stress with mix of HIC and SSC; C90 passed 90% ymin
• Found that the von Mises stress thresholds from the C110 pipe tests were consistently lessthan the threshold values (80% of min yield) from NACE Method A
• Concluded that NACE Method A (axial samples) did not provide a lower bound threshold stress compared to the pipe body tests (principally hoop)
2017 Pipeline Materials Workshop – Steels for Sour Service – June 1, 2017 - University of Alberta, Edmonton, AB 24
1. Greer, J.B., Elliott, G., and Shivers, R.M. (1996). Prototype Sulfide Stress Cracking Testing of High Strength Oil Country Tubular Goods. 1996 NACE International Annual Conference and Exposition, NACE 96-69.
“The fundamental advantage of prototype testing is that themanufacture and geometry of the test specimen and the field usedproduct are basically the same, and loading by capped end pressurecreates loads in the pipe and connection conducive to SSC. Thesignificant exposure area in the single prototype test is many ordersof magnitude greater than that of many extensive laboratoryspecimens, giving a meaningful lower bound to test results.
The methodology of the prototype test sample is superior to that ofthe NACE TM0177 Method A sample because many sulfide stresscracks initiate at metallurgical discontinuities in the pipe. Thepreponderance of such discontinuities are associated with theinternal and external surfaces of the pipe, and Method A samplesmachined from pipe result in the exclusion of such discontinuitiesbecause of the machining process. The larger surface area which isexposed in the prototype test allows a more accurate determinationof the true threshold stress of the material.” (Greer et al 1996)
Observations OCTG by other ResearchersKane 2006 (NACE 2006-06131) & Moore (SPE 97578 2005)
2017 Pipeline Materials Workshop – Steels for Sour Service – June 1, 2017 - University of Alberta, Edmonton, AB 26
SPE 97578
NACE 2006-06131
NACE 2006-06131
• API research program to evaluate:– ISO DIS 10400 Failure Assessment Diagram (FAD)
through large-scale testing– Which models best simulate the brittle burst of pipe in sour
environments?• Test program
– Full-scale burst testing of 95 grade 7.75” casing, 0.595” wall
– Manufactured seamless pipe containing longitudinal flaws (10.5-14.3% of through wall)
– No confinement @ambient temperature– Also conducted NACE TM0177 Method D DCB and Crack
Tip Opening Displacement (CTOD) tests• Air and non-H2S NACE Soln B on OD
– Failed at the imperfections– Failed at consistent burst pressure values (19.8_ksi_±0.2%)– Good match with FAD calculated burst pressure values
• NACE Soln A burst specimens (ID/OD or OD, held for varying times and pressure loading profiles)
– Burst at lower pressures with wide scatter (12.0_ksi_±37%)– Failed at location about 90-99° circumferentially away from
the flaw self-initiating cracks– Multiple cracking modes (HIC, SOHIC, SSC) observed
NACE 2006-06131
Sample 2H - Pipe Failure 99° from10.48% man-made flaw Test condition: H2S (OD) - Water (ID)
1. Kane, R.D. (2006). Full Scale Testing of Pipe Containing Surface Imperfections in H2S and Non-H2S Environments. 2006 NACE Corrosion NACExpo, 61st Annual Conference and Exposition, NACE 2006-06131.
2. Moore, P.W. and Maldonado, J.G. (2005). Review of the Recent API PRAC Project Attempt to Evaluate the ISO DIS 10400 Failure Assessment Diagram Through Full Scale Testing of Pipe Containing Surface Imperfections. SPE HP/HT Sour Well Design ATW, May 17-19, The Woodlands, TX. SPE 97578.
• Concluded that more full-scale testing in sour environments was needed
• Suggested may be possible to use intermediate mini-pipe tests (guide future full-body tests)
June 1, 20172017 Pipeline Materials Workshop – Steels for Sour Service
University of Alberta, Edmonton, AB
©C-FER Technologies 2017 Page 11 / 14

Near-term & Go-forward Plans
2017 Pipeline Materials Workshop – Steels for Sour Service – June 1, 2017 - University of Alberta, Edmonton, AB 29
• Large-scale tubular pipe body and connection sour service tests for HP/HT and thermal well applications– Combined loading– Pressure and thermal cycles– Plastic cyclic loading and sour environment– Compare results to standard NACE and
intermediate (mini-pipe) test results• Large-scale line pipe
– Assess relationship between standard test results and full-system behaviour
• Support for recent API HP/HT subsea design guidelines (API TR 17TR8)– e.g., validation testing/qualification of designs
• Interest has been received from the different groups (generally end-users) – On-going discussions
C-FER Technologies 2013C-FER Technologies (2015)
• Large or full-scale testing offers significant advantages for sour-service performance of manufactured components, including:– Large area/volume, material’s life-cycle path, surface finish and flaws– Inclusion of component design, manufacturing, handling and operational – Offers examination of combined loading and environmental effects– Useful for examining damage and failures under in-service conditions (fit-for-
purpose) and for model and design validation• Relative to standard material characterization, index or ranking tests,
large scale tests have several challenges– Complex loading, large volumes, large loads, complex instrumentation and
control, safety, and cost– Generally limited number of tests
Summary
2017 Pipeline Materials Workshop – Steels for Sour Service – June 1, 2017 - University of Alberta, Edmonton, AB 30
June 1, 20172017 Pipeline Materials Workshop – Steels for Sour Service
University of Alberta, Edmonton, AB
©C-FER Technologies 2017 Page 12 / 14

Acknowledgements• Thanks and recognition to:
– C-FER Technologies for its support and to my colleagues:• Kirk Hamilton, Tim Roth, Jonathan Heseltine, Chris Lam, Mark Cuglietta and Cam
Matthews, for their assistance toward the preparation of this presentation• Dr. Qishi Chen for identifying this opportunity to provide this presentation
– Industry end user and product supplier companies that have supported us in our tubulars and pipelines research over 30-plus years
– 2017 Pipeline Material Workshop organizers and Dr. J. Barry Wiskel for the opportunity to present and participate in this event
312017 Pipeline Materials Workshop – Steels for Sour Service – June 1, 2017 - University of Alberta, Edmonton, AB
Large-Scale Sour-Service TestingRationale, Challenges and Experience
Todd ZahacyC-FER Technologies, Canada
Thank you
322017 Pipeline Materials Workshop – Steels for Sour Service – June 1, 2017 - University of Alberta, Edmonton, AB
June 1, 20172017 Pipeline Materials Workshop – Steels for Sour Service
University of Alberta, Edmonton, AB
©C-FER Technologies 2017 Page 13 / 14

References1. Cayard, M.S. and Kane, R.D. (1997). Serviceability of Coiled Tubing for Sour Oil and Gas Wells. SPE/ICoTA North
American Coiled Tubing Roundtable, 1-3 April, Montgomery, Texas. SPE-38410-MS.2. Smuga-Otto, I., Nowinka, J., Wilde, G. and Skrzypek, H. (2000). Evaluation of Coiled Tubing Materials for Sour
Service Under Full Body Slow Strain Rate Test. Proceedings 2000 NACE NWAC, Feb. 29- Mar.2, Saskatoon, SK. Pp. 85-99.
3. Smuga-Otto, I., Nowinka, J., Wilde, G. and Luft, H.B. (2001). Coiled Tubing Performance Evaluation for Sour Service Under Variable Loading Conditions. CORROSION 2001, 11-16 March, Houston, Texas. NACE-01080.
4. Luft, H.B. and Wilde, G. (1999). Industry Guidelines for Underbalanced Coiled Tubing Drilling of Critical Sour Wells. SPE/ICoTA Coiled Tubing Roundtable, 25-26 May, Houston, Texas. SPE-54483-MS.
5. Luft, H.B., Szklarz, K.E., Nowinka, J. and Skrzypek, H. (2002). Evaluating the Fitness-for-Purpose of Coiled Tubing for Underbalanced Drilling of Sour Wells. CORROSION 2002, 7-11 April, Denver, Colorado. NACE-02054.
6. Luft, H.B. (2003). The Low Cycle Fatigue and Plastic Strain Response of Coiled Tubing in a Sour Environment With and Without Corrosion Inhibitor Protection. SPE/ICoTA Coiled Tubing Conference and Exhibition, 8-9 April, Houston, Texas. SPE-81723-MS.
7. Nowinka. J., Luft, B. and Szklarz, K. (2005). Qualification of Materials for Sour Wells with Various Test Methodologies. SPE High Pressure/High Temperature Sour Well Design Applied Technology Workshop, 17-19 May, The Woodlands, Texas. SPE-97604-PT.
8. Padron, T. (2010). Sour Serviceability of Higher-Strength Coiled Tubing: Final Results. SPE Projects, Facilities & Construction. Vol. 5, No. 04 (December). SPE-130279-PA.
9. Szklarz, K.E. (2011). Cracking and Corrosion Issues with In Situ Thermal Production of Heavy Oil. ATI Conference 2011 Proceedings, Lake Louise, AB. Sept. 28. Paper 5H.
10. Been, J. and Crozier, B. (2012). Evaluation of Sour Corrosion as a Function of Pressure, Temperature and Tensile Load Using Hydrogen Permeation in Mini-Pipe Specimens. CORROSION 2012, Mar. 11-15, Salt Lake City, Utah. NACE-2012-1161.
2017 Pipeline Materials Workshop – Steels for Sour Service – June 1, 2017 - University of Alberta, Edmonton, AB 33
References11. Allen, M. (2013). Synergistic Damage: Combined impacts of sour exposure and mechanical loading on
production casing. SPE Thermal Well Integrity ATW, Nov. 17-19, Banff, AB. 12. Greer, J.B., Elliott, G., and Shivers, R.M. (1996). Prototype Sulfide Stress Cracking Testing of High Strength Oil
Country Tubular Goods. 1996 NACE International Annual Conference and Exposition, NACE 96-69. 13. Cernocky, E.P., Aaron, V.D., Paslay, P.R. and Wink, R.E. (2005). Combined Axial Tension/Compression and
Internal Pressure Testing of Mini-Pipe Specimens in H2S Environment to Determine Three Dimensional (Triaxial) Stress States which Produce Crack Initiation Failure: Explanation of the New Test Fixture, Mini-Pipe Specimen, and Preliminary Test Results. SPE High Pressure/High Temperature Sour Well Design Applied Technology Workshop, 17-19 May, The Woodlands, Texas. SPE-97577-MS.
14. Moore, P.W. and Maldonado, J.G. (2005). Review of the Recent API PRAC Project Attempt to Evaluate the ISO DIS 10400 Failure Assessment Diagram Through Full Scale Testing of Pipe Containing Surface Imperfections. SPE HP/HT Sour Well Design ATW, May 17-19, The Woodlands, TX. SPE 97578.
15. Kane, R.D., Moore, P. and Maldonado, J.G. (2006). Full Scale Testing of Pipe Containing Surface Imperfections in H2S and Non-H2S Environments. CORROSION 2006, 12-16 March, San Diego, California. NACE-06131.
16. Herod, S., Sivley,R., Romero, A., Kis, P. and Heseltine, J. (2009). Full Scale Combined Load Premium Connection Testing in an H2S Environment. Materials Science & Technology 2009 Conference and Exhibition (MS&T Partner Societies), Oct. 01, pp. 1664 - 1675.
17. Urband, B.E. and Garrison, B.V. (2003). The Effects of OCTG Connection Swaging and Stress Relieving on SSC Resistance. CORROSION 2003, 16-20 March, San Diego, California. NACE-03111.
18. Huang, W. (2012). Sulfide Stress Cracking of Low Alloy Steels for Casing Application in Sour Environments. MSc. Thesis, Department of Chemical and Materials Engineering, University of Alberta, Edmonton, AB.
2017 Pipeline Materials Workshop – Steels for Sour Service – June 1, 2017 - University of Alberta, Edmonton, AB 34
June 1, 20172017 Pipeline Materials Workshop – Steels for Sour Service
University of Alberta, Edmonton, AB
©C-FER Technologies 2017 Page 14 / 14