Embed Size (px)
DESCRIPTION
Lean Extended Enterprise
Citation preview
© 2004. Contents may be reproduced for internal use with permission from CEO. For additional information visit our web site at www.ceobreakthrough.com.
Special Research ReportSpecial Research ReportSpecial Research ReportThe Center forExcellence inOperations, Inc.15 Constitution Drive, Suite 128Bedford, New Hampshire 03110Tel.: (603) 471-0300Fax: (603) 471-1897
Building the Lean ExtendedEnterprise Through AdaptiveSupply Chain Networks
By:
Terence T. BurtonPresident
The Center for Excellence in Operations, Inc. (CEO)
Bedford, New Hampshire
www.ceobreakthrough.com
and
Thomas E. ShawExecutive Committee
Government Electronics and Information Technology Association,
A Sector of the Electronic Industries Alliance
In this issue:
Forward: 3
Executive Summary 3
The Lean Landscape 5
Lean Potential 9
Lean Enablers 10
Conclusions andRecommendations 13
About the Authors 14


www.ceobreakthrough.com S U M M E R 2 0 0 4 3
Special Research Report
Forward:
The most pervasive influence and
driver of US productivity during
the 1990’s and the economic
upsurge thru 2003 has been the
ubiquitous role of Information Technology.
This has been recognized by Federal
Reserve Board Chairman Alan Greenspan
in his testimony to Congress and in the
central bank’s interest rate actions.
Particularly significant has been the
contribution of integrated enterprise
systems such as the SAP business suite
of enterprise application solutions.
Concurrently, the recognition of the
contribution of the Toyota Production
System (TPS) towards significantly leaner
processes throughout the enterprise has
provided the tools and techniques to
refine the processes organic to these
integrated IT systems with a resultant
major gain in enterprise operational
performance.
We have observed the importance of
these developments through our personal
involvement with many companies’
Transformation to Lean process and have
recognized the value of embedding Lean
processes in enterprise systems.
Burton, in his book “The Lean Extended
Enterprise: Moving Beyond the Four
Walls to Value Stream Excellence”
highlights the role of ERP systems in
a Transformation to Lean undertaking;
Shaw, who chaired a major study by US
industry spotlighting the degree of Lean
implementations within the US
Aerospace and Defense Industry,
observed this firsthand. The findings
noted the critical role of IT systems in the
report to the industry and government.
The concepts presented in the book were
based on a research collaboration with
SAP in which many feature/functionality
tests were evaluated in support of the
Lean Extended Enterprise. This white
paper provides our view of the specific
actions that an organization can undertake
to achieve the benefits of the Lean
Extended Enterprise. In this white paper,
we showcase the SAP business suite of
products as a test case for the Lean
Extended Enterprise.
Terence T. Burton,President,
The Center for Excellence
in Operations, Inc. (CEO),
Bedford, New Hampshire
www.ceobreakthrough.com
Thomas E. Shaw,Executive Committee,
Government Electronics and
Information Technology Association,
a Sector of the Electronic Industries Alliance
The book, The Lean ExtendedEnterprise: Moving Beyond the FourWalls to Value Stream Excellenceby Terence T. Burton and Steven
L. Boeder (2003) is available from
J. Ross Publishing (jrosspub.com)
Executive SummaryOutstanding strategic, operational,
financial and market position gains have
been achieved by manufacturing industry
companies that have embedded the Lean
philosophy, principals, practices, tools
and methods of the Toyota Production
System (TPS) into their integrated
enterprise IT systems. Gains ranging
from factors of three or more in sales per
employee, profitability, free cash flow
and a superior market position, among
other performance indicators, have been
acknowledged in companies with revenues
from tens of millions to billions of dollars.
Companies such as Lockheed Martin
Commercial Space Systems, Goodrich,
Rockwell-Collins, Delphi, Honeywell
and LSI among others have achieved
and institutionalized these results
by extending Lean across the Total
Value Stream and by integrating
Lean and IT through one or more of
the components of the SAP Business
Suite solutions.
A significant enabler of this success
is the application of fully integrated
enterprise IT systems from SAP that
form the backbone for all interfaced
application programs. These systems
embed the results of Lean Value Stream
mapping actions which are the
fundamental component of Lean
transformation. The critical role of IT
systems assumes much greater significance
in the collaborative company relationships
demonstrated as a primary element of
today’s most competitive and aggressive
organizations. This ranges from highly
integrated supplier networks of both a
local and global nature to finely tuned,
internationally supported engineer-to-
order product development organizations.
As stated by Burton and Boeder in
“The Lean Extended Enterprise” (2003),
the objectives and goals of the Lean
Extended Enterprise cannot be realized
with the current state of information
typically interfaced with enterprise
systems; The further you migrate
Lean, Six Sigma, or any other strategic
improvement initiative beyond the four
walls, the more IT plays an enabling
role. A much higher level of agility and
adaptability is necessary to address the
realities of shortfalls even when working
with the best suppliers. The ability to
adjust literally in real time to changes
in supply is critical.
4 S U M M E R 2 0 0 4 www.ceobreakthrough.com
Special Research Report
Special Research Report
Such enterprise system adaptability
is now available with SAP Enterprise
Services Architecture, which includes
SAP NetWeaver as the key application
platform. SAP NetWeaver pulls data
from diverse applications and the mySAP
Business Suite. It is a complete, integrated
solution featuring web based portals and
applications for all size companies.
Demonstrations of its viability by diverse
companies such as Sasol, Zeiss, BG Group,
CheckPoint Software, and Goodrich have
established its significant advantage
over non-integrated, non-real time
operational data systems.
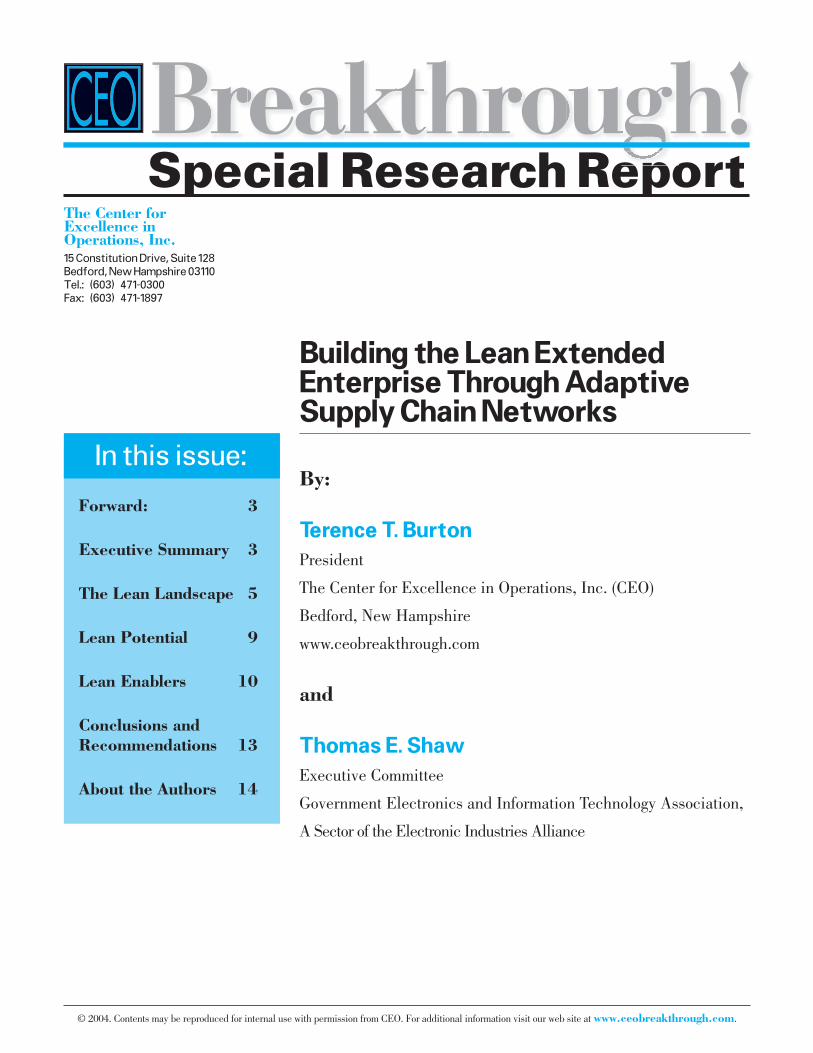
This white paper provides background
on the status of Lean implementations;
the empirical, academic and operational
status of Lean processes, and the specific
contribution of SAP business solutions to
the institutionalization of Lean processes.
It includes a summary of the key
characteristics, capabilities, management
actions and enablers of the salient Lean
entities viewed as representative of
the states of Lean implementation by
industry. Namely, it addresses Lean
Manufacturing, Lean Enterprise, Lean
Extended Enterprise and how they are
enabled with an adaptive Supply Chain
Networking Tool (Figure 1). This
summary is mapped to the technology
advancements and industry requirements
associated with each Lean entity definition.
This white paper also provides a forecast
of future improvements in adaptive IT
system technology, without which
management of the global operational
functions necessary for a company’s
market leading position are difficult
and/or non-competitive. It includes a
summary of steps and actions companies
can take to quickly and methodically
progress to a “state of the industry”
Lean and adaptive enterprise.
Figure 1. The Adaptive Supply Chain Network enables Lean
Lean Extended Enterprise
Lean Enterprise
LeanManufacturing
2nd TierSuppliers
2nd TierSuppliers
SAP ADAPTIVE SUPPLYCHAIN NETWORK
TODAY’S SEQUENTIALSUPPLY CHAIN SAP
TRANSFORMS
1st TierSupplier
1st TierSupplier
Manufacturer
Manufacturer
Distributor
Distributor
Enterprise
Retailer
Retailer
EndCustomer
EndCustomer
www.ceobreakthrough.com S U M M E R 2 0 0 4 5
Special Research Report
Technology Advancements
Pla
nt
Sa
les/
Pu
rch
/En
g
P
art
ne
rs
Adaptive Supply Chain- Coordinate Collaborative Adaptive Vision and Objectives- Require Network Lean Assessment (Internal/External)- Establish Network Lean Requirements Capability- Select Primery and Alternate Network Entities- Implement Collaborative Adaptive System- Architecture and Systems
Lean Extended Enterprise
Lean Enterprise
Lean Manufacturing
Adaptive Supply Chain
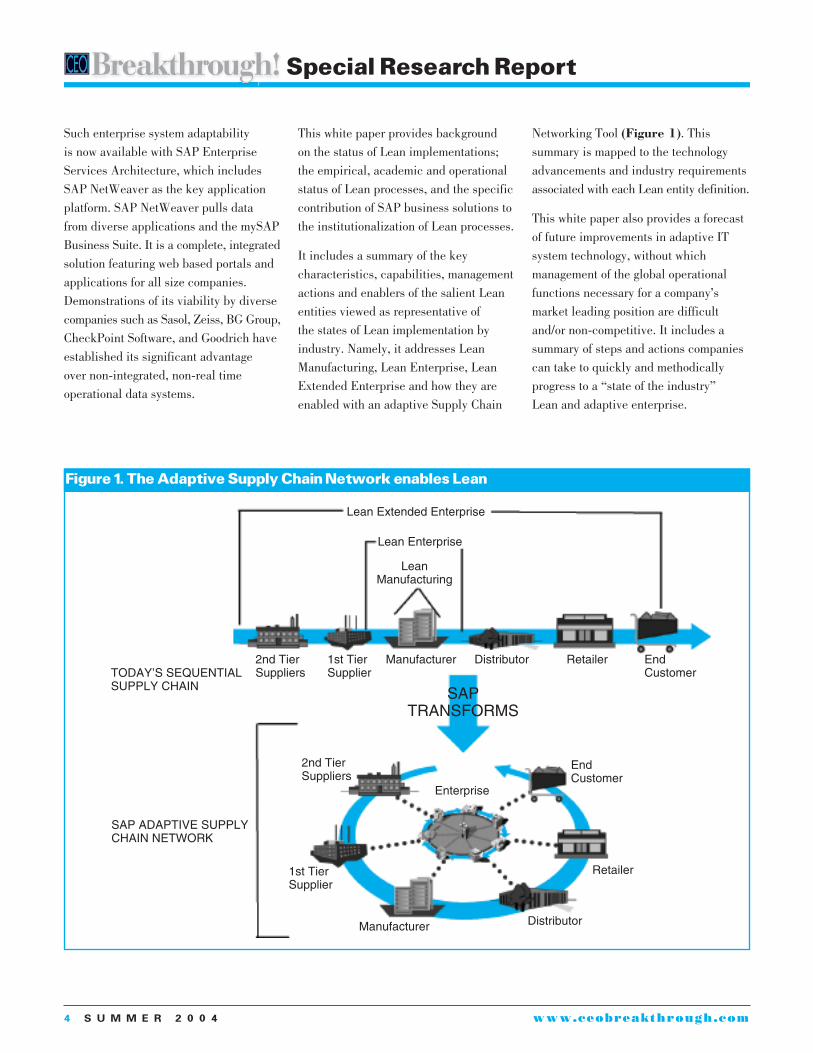
Technology advancements to meet these
growing and ever more demanding
customer requirements are summarized
in the graphic to the right (Figure 2).
These advancements are made possible
by SAP’s high (greater than 20 percent of
annual revenue) investment in IT systems
research and development and by the
intimate involvement of the multiple
SAP industry user groups.
The Lean Landscape“The Machine That Changed the World”
by Womack et al, (1990) was a landmark
assessment of the product development
and manufacturing processes of the
global automotive industry. The book
focuses on the “Toyota Production
System” (TPS), which is seen as the gold
standard of efficiency and quality. The
TPS philosophy, principles, practices,
tools and methods have increasingly
come under the “Lean” umbrella domain,
signifying continuous improvement, high
levels of process and product quality
(six sigma levels), and aggressive action
on eliminating waste of all forms.
By now a significant number of books,
workshops, conferences and consultancies
depicting all aspects of an organization’s
transformation to Lean have emerged
to encourage implementation of Lean
principles and practices to a broad
range of companies, with particular
emphasis on engineer-to-order discrete
manufacturing companies and their
supply networks. “Lean Thinking”
by Womack et al (1996 & updated in
2003) focuses primarily on the Lean
Manufacturing domain.
Lean Six Sigma (2000) is promoted by
George in both product and service.
Burton and Boeder in “The Lean
Extended Enterprise” (2003) move
beyond the four walls of the factory and
address partnering and supply chain
management with very quantitative
descriptions of Lean tools and processes.
A major research initiative led by MIT
(the Lean Aerospace Initiative) attempts
to translate the full spectrum of Lean to
the US aerospace industry and its suppliers
with a complete and comprehensive set
of resource and guidance documents to
enable any organization, company or
institution to transform itself to a high
level of Leanness.
Specialist Lean and Six Sigma consulting
firms, such as The Center for Excellence
in Operations, Inc. (CEO), Lean Horizons
Consulting, and MIT through the LAI
consortium, have been major contributors
to companies’ implementation of Lean
principles and practices with major
improvements in sales per employee,
space utilization, administrative cost
reduction, process cycle time reduction
and bottom line performance, among
many other operational processes.
Meanwhile the Toyota Motor Company
continues its dramatic increase in
world-wide automotive market share
emphasizing well established Lean
methodologies such as 5S, visual controls,
Kaizen (continuous improvement),
cellular manufacturing, pull systems
and kanban, total preventive maintenance,
and quick changeover, among others.
To these tools they’ve added Obea (an
integrated product development team,
Japanese style), CCC21 (Construction of
Cost Competiveness for the 21st century)
and GBL (Global Body Line, a technique
for body assembly with one fixture instead
of many). These initiatives all add up to
finding ways to eliminate all forms of
waste (people resources, space, time etc.).
Figure 2: The Lean Transformation

6 S U M M E R 2 0 0 4 www.ceobreakthrough.com
Special Research Report
Special Research Report
In the US a few very innovative companies
have leveraged the principles and practices
of Lean with advanced business models,
which have allowed them to clearly
dominate the markets they serve.
The number of companies which have
fully embraced Lean for all enterprise
processes is limited. A recent assessment
of the degree of Lean principles and
practices embedded within the US
Aerospace industry found that prime
contractors and OEM’s have approximately
50 percent of their operational processes
transformed and institutionalized to a
Lean state, while the majority of their
administrative and operational support
processes are largely untouched. Also,
only 10 to 15 percent of their suppliers,
many who supply both aerospace and
commercial customers, were transformed
to a Lean state.
Clearly the supply chain network
represents the “Achilles heel” of US
industry and must be transformed.
Otherwise the significant gains made
by those companies who have both
transformed and managed their supply
networks to a largely Lean state will
continue to enhance their market and
competitive positions while others will
become marginalized.
Underlying all of these Lean initiatives –
and the effort to embed and institutionalize
the Lean processes that have produced
the gains noted – has been the critical
enabling role of integrated, enterprise-
wide IT systems. This was a key finding
of the Aerospace industry assessment of
its Lean status and the success these
companies have had in improving their
operating results. The reasons are not
difficult to understand:
A Transformation to Lean means examining
every enterprise process, subjecting it to
a Value Stream Analysis, standardizing
this revised process, and embedding it
into the various IT programs that represent
the work of the organization and its
constituent functions. By incorporating
these Lean processes in an integrated
ERP system available from SAP’s suite
of enterprise management solutions, an
organization has taken a major step
toward a high level of Leanness. It also
positions itself to invest the benefits (both
staff and financial) into other strategic
and operational areas key to improving
market and competitive position.
While this action is a major step forward,
it does not address the issues of the
extended enterprise, both at the partner
and supply chain levels. There is a wide
diversity of IT systems at the lower level
of suppliers, and there are many enterprise
legacy systems which are interfaced
with some core system but not truly
interoperable on a real-time basis.
Today’s companies are highly competitive,
global operating environments where the
best suppliers are geographically dispersed.
In this world, instantaneous, real time
information regarding a supplier’s status
is critical to enabling the pull or flow
type of manufacturing, distribution,
and sales operations.
Two types of IT systems are needed to
meld together the various operational
programs and provide the adaptability
to change that today’s markets require.
Among those currently available is an
innovative integration architecture from
SAP, including SAP NetWeaver and its
associated mySAP Business Suite. Its
capability to pull data from diverse
applications and provide it to decision
makers individually or in multiple forms
of functional “dashboards” significantly
enhances the value of the well proven
mySAP suite of solutions. The SAP suite
of products is capable of moving to the
adaptive data and decision processes that
are viewed as the future direction of
companies’ business models. These
models require highly agile, adaptive,
fact-driven decisions.
It is important to realize that these
systems integrate all of the enterprise
life cycle functions necessary from new
product development, to production,
sales, distribution and service. A
significant focus on the early portion
of product development has been shown
to be critical in producing the type of
product at the quality levels and prices
expected by customers today. These
represent processes that can be further
value stream analyzed for the state of
Lean established by management, and
represent a head start on moving rapidly
to a high state of Lean operations.
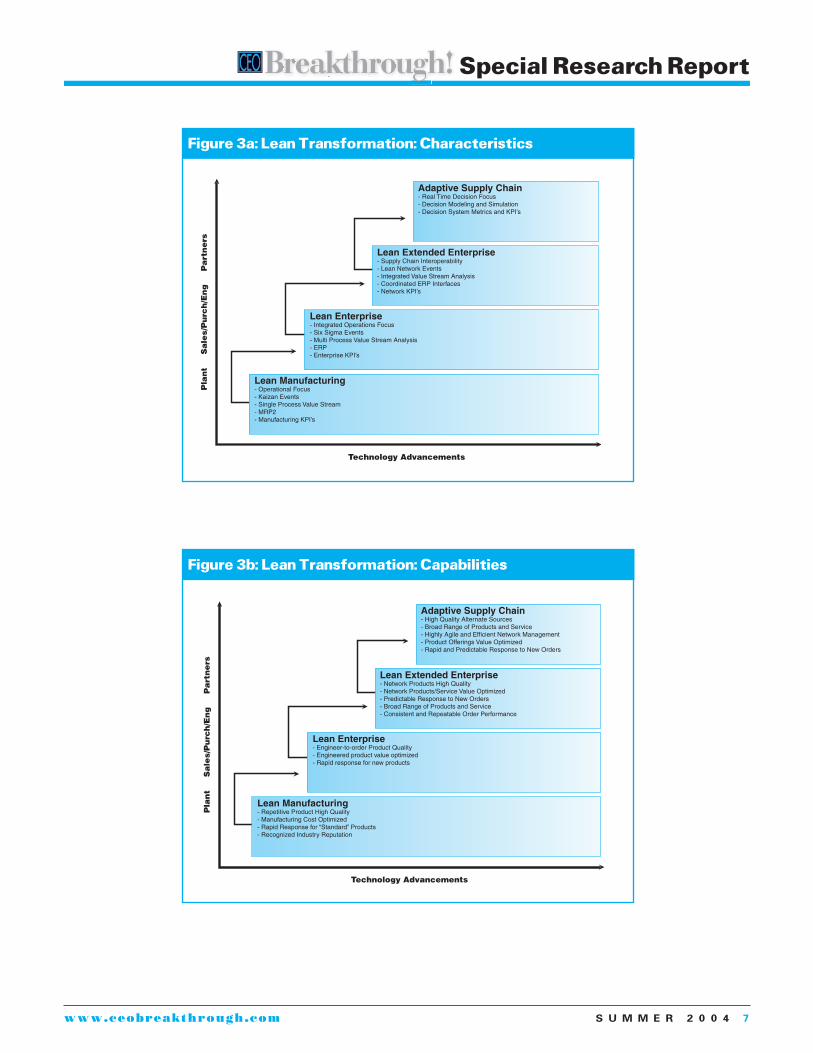
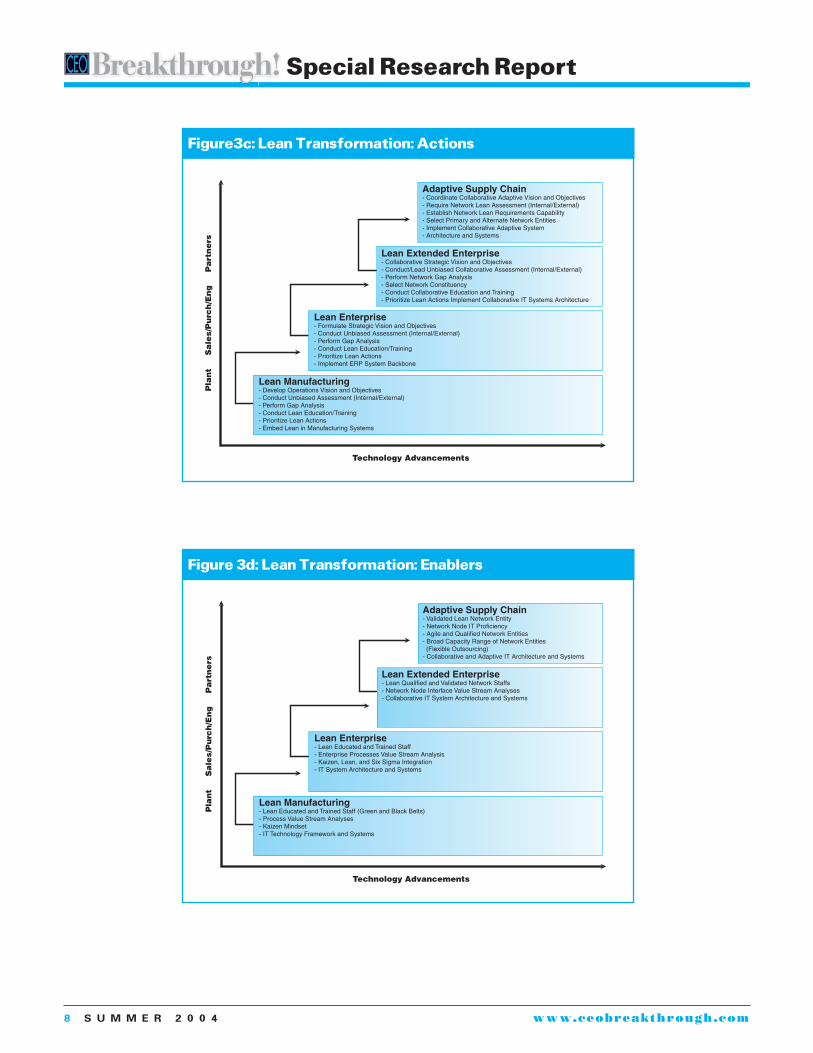
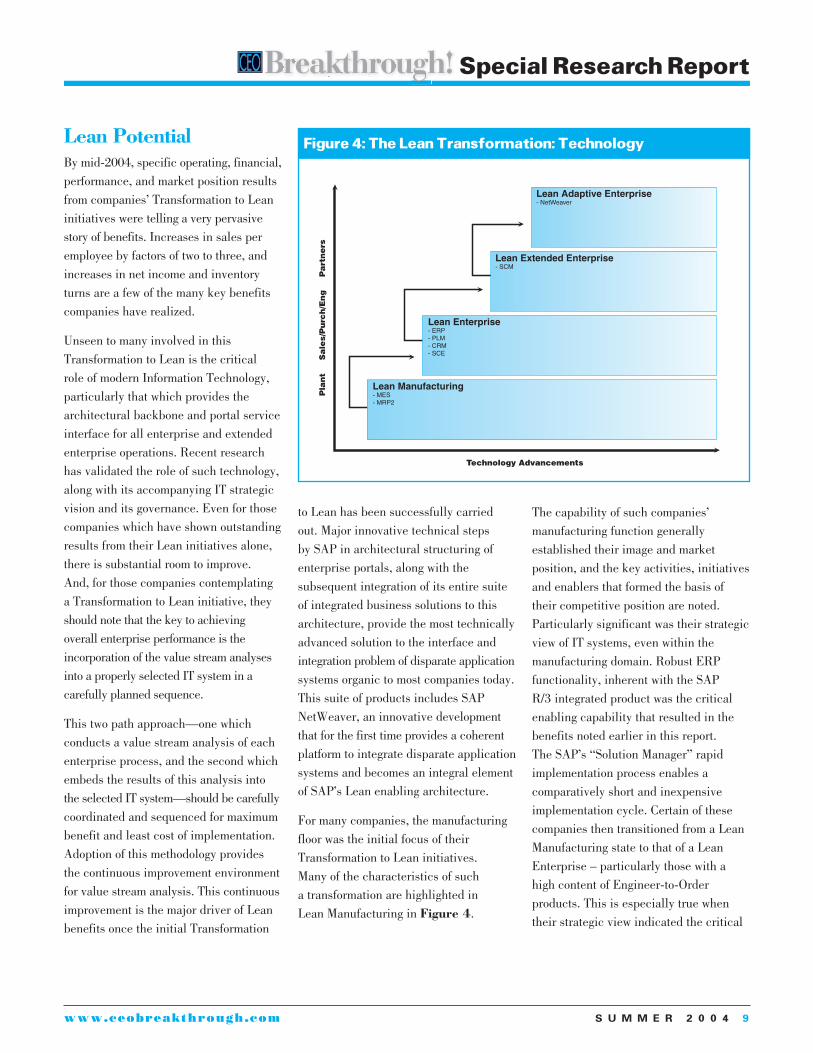
Figures 3a through d provide a
comprehensive summary of the
characteristics, capabilities, actions
and enablers of the progression from
Lean Manufacturing to Adaptive Supply
Chain. How best for any company or
institution to get started, assess its Lean
status or remain on a well chosen path
to a Lean status is highlighted in Figure3c. The key actions that should be taken
are noted; a summary of SAP solutions
consistent with the actions of 3c are
summarized in Figure 3d so that the
implementation of actions using available
SAP products provide a proven methodology
to rapidly and reliably achieve a high
level of Lean proficiency. The validity
of this approach is demonstrated by the
success of Lockheed Martin’s Commercial
Space Systems and Rockwell-Collins,
among others.
www.ceobreakthrough.com S U M M E R 2 0 0 4 7
Special Research Report
Technology Advancements
Pla
nt
Sa
les/
Pu
rch
/En
g
P
art
ne
rs
Lean Extended Enterprise- Supply Chain Interoperability- Lean Network Events- Integrated Value Stream Analysis- Coordinated ERP Interfaces- Network KPI’s
Lean Enterprise- Integrated Operations Focus- Six Sigma Events- Multi Process Value Stream Analysis- ERP- Enterprise KPI’s
Lean Manufacturing- Operational Focus- Kaizan Events- Single Process Value Stream- MRP2- Manufacturing KPI’s
Adaptive Supply Chain- Real Time Decision Focus- Decision Modeling and Simulation- Decision System Metrics and KPI’s
Figure 3a: Lean Transformation: Characteristics
Technology Advancements
Pla
nt
Sa
les/
Pu
rch
/En
g
P
art
ne
rs
Adaptive Supply Chain- Coordinate Collaborative Adaptive Vision and Objectives- Require Network Lean Assessment (Internal/External)- Establish Network Lean Requirements Capability- Select Primary and Alternate Network Entities- Implement Collaborative Adaptive System- Architecture and SystemsLean Extended Enterprise
- Network Products High Quality- Network Products/Service Value Optimized- Predictable Response to New Orders- Broad Range of Products and Service- Consistent and Repeatable Order Performance
Lean Enterprise- Engineer-to-order Product Quality- Engineered product value optimized- Rapid response for new products
Lean Manufacturing- Repetitive Product High Quality- Manufacturing Cost Optimized- Rapid Response for “Standard” Products- Recognized Industry Reputation
Adaptive Supply Chain- High Quality Alternate Sources- Broad Range of Products and Service- Highly Agile and Efficient Network Management- Product Offerings Value Optimized - Rapid and Predictable Response to New Orders
Figure 3b: Lean Transformation: Capabilities
8 S U M M E R 2 0 0 4 www.ceobreakthrough.com
Special Research Report
Special Research Report
Technology Advancements
Pla
nt
Sa
les/
Pu
rch
/En
g
P
art
ne
rs
Lean Extended Enterprise- Collaborative Strategic Vision and Objectives- Conduct/Lead Unbiased Collaborative Assessment (Internal/External)- Perform Network Gap Analysis- Select Network Constituency- Conduct Collaborative Education and Training- Prioritize Lean Actions Implement Collaborative IT Systems Architecture
Lean Enterprise- Formulate Strategic Vision and Objectives- Conduct Unbiased Assessment (Internal/External)- Perform Gap Analysis- Conduct Lean Education/Training- Prioritize Lean Actions- Implement ERP System Backbone
Lean Manufacturing- Develop Operations Vision and Objectives- Conduct Unbiased Assessment (Internal/External)- Perform Gap Analysis- Conduct Lean Education/Training- Prioritize Lean Actions- Embed Lean in Manufacturing Systems
Adaptive Supply Chain- Coordinate Collaborative Adaptive Vision and Objectives- Require Network Lean Assessment (Internal/External)- Establish Network Lean Requirements Capability- Select Primary and Alternate Network Entities- Implement Collaborative Adaptive System- Architecture and Systems
Figure3c: Lean Transformation: Actions
Technology Advancements
Pla
nt
Sa
les/
Pu
rch
/En
g
P
art
ne
rs
Lean Extended Enterprise- Lean Qualified and Validated Network Staffs- Network Node Interface Value Stream Analyses- Collaborative IT System Architecture and Systems
Lean Enterprise- Lean Educated and Trained Staff- Enterprise Processes Value Stream Analysis- Kaizen, Lean, and Six Sigma Integration- IT System Architecture and Systems
Lean Manufacturing- Lean Educated and Trained Staff (Green and Black Belts)- Process Value Stream Analyses- Kaizen Mindset- IT Technology Framework and Systems
Adaptive Supply Chain- Validated Lean Network Entity- Network Node IT Proficiency- Agile and Qualified Network Entities- Broad Capacity Range of Network Entities (Flexible Outsourcing)- Collaborative and Adaptive IT Architecture and Systems
Figure 3d: Lean Transformation: Enablers
www.ceobreakthrough.com S U M M E R 2 0 0 4 9
Special Research Report
to Lean has been successfully carried
out. Major innovative technical steps
by SAP in architectural structuring of
enterprise portals, along with the
subsequent integration of its entire suite
of integrated business solutions to this
architecture, provide the most technically
advanced solution to the interface and
integration problem of disparate application
systems organic to most companies today.
This suite of products includes SAP
NetWeaver, an innovative development
that for the first time provides a coherent
platform to integrate disparate application
systems and becomes an integral element
of SAP’s Lean enabling architecture.
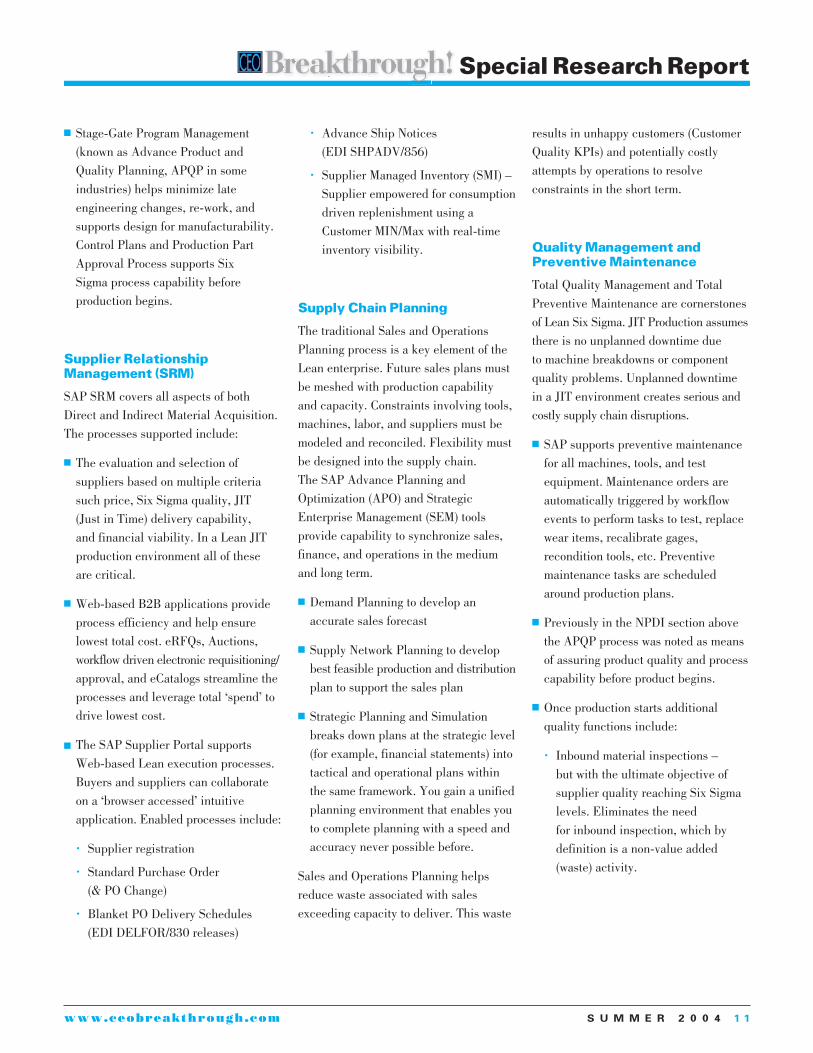
For many companies, the manufacturing
floor was the initial focus of their
Transformation to Lean initiatives.
Many of the characteristics of such
a transformation are highlighted in
Lean Manufacturing in Figure 4.
The capability of such companies’
manufacturing function generally
established their image and market
position, and the key activities, initiatives
and enablers that formed the basis of
their competitive position are noted.
Particularly significant was their strategic
view of IT systems, even within the
manufacturing domain. Robust ERP
functionality, inherent with the SAP
R/3 integrated product was the critical
enabling capability that resulted in the
benefits noted earlier in this report.
The SAP’s “Solution Manager” rapid
implementation process enables a
comparatively short and inexpensive
implementation cycle. Certain of these
companies then transitioned from a Lean
Manufacturing state to that of a Lean
Enterprise – particularly those with a
high content of Engineer-to-Order
products. This is especially true when
their strategic view indicated the critical
Technology Advancements
Pla
nt
Sa
les/
Pu
rch
/En
g
P
art
ne
rs
Adaptive Supply Chain- Coordinate Collaborative Adaptive Vision and Objectives- Require Network Lean Assessment (Internal/External)- Establish Network Lean Requirements Capability- Select Primery and Alternate Network Entities- Implement Collaborative Adaptive System- Architecture and SystemsLean Extended Enterprise
- SCM
Lean Enterprise- ERP- PLM- CRM- SCE
Lean Manufacturing- MES- MRP2
Lean Adaptive Enterprise- NetWeaver
Figure 4: The Lean Transformation: TechnologyLean PotentialBy mid-2004, specific operating, financial,
performance, and market position results
from companies’ Transformation to Lean
initiatives were telling a very pervasive
story of benefits. Increases in sales per
employee by factors of two to three, and
increases in net income and inventory
turns are a few of the many key benefits
companies have realized.
Unseen to many involved in this
Transformation to Lean is the critical
role of modern Information Technology,
particularly that which provides the
architectural backbone and portal service
interface for all enterprise and extended
enterprise operations. Recent research
has validated the role of such technology,
along with its accompanying IT strategic
vision and its governance. Even for those
companies which have shown outstanding
results from their Lean initiatives alone,
there is substantial room to improve.
And, for those companies contemplating
a Transformation to Lean initiative, they
should note that the key to achieving
overall enterprise performance is the
incorporation of the value stream analyses
into a properly selected IT system in a
carefully planned sequence.
This two path approach—one which
conducts a value stream analysis of each
enterprise process, and the second which
embeds the results of this analysis into
the selected IT system—should be carefully
coordinated and sequenced for maximum
benefit and least cost of implementation.
Adoption of this methodology provides
the continuous improvement environment
for value stream analysis. This continuous
improvement is the major driver of Lean
benefits once the initial Transformation

1 0 S U M M E R 2 0 0 4 www.ceobreakthrough.com
Special Research Report
Special Research Report
influence of the early engineering effort,
well characterized by the influence factors
depicted in Figure 3a.
Others, interested in moving more rapidly
to a Lean Enterprise, embarked on a
broader scope for their Lean Transformation
initiative and embraced a more complete
enterprise functionality. This was obtained
with an enterprise application of the
mySAP Business Suite, elimination of most
legacy systems and optimization of their
processes through the value stream
analysis noted earlier.
SAP recognized that the future for many
companies would be characterized by
broad collaborative partnerships and a
robust supply network. SAP also recognized
that this extensive collaboration would
require SAP solutions to interface and
interoperate with a diverse set of IT
systems. Although a partnership of IT
“equals,” all employing SAP solutions
would be the most straight-forward to
interface/integrate, it was realized that
such was unlikely in the near term
because of the large number of legacy
systems typical of most companies. In
addition, an innovative architecture and
enterprise portal design were necessary
to overcome this very real circumstance.
SAP’s Enterprise Services Architecture
and SAP NetWeaver represent the
innovative solution to this issue. Key to
many companies was the comparative
ease with which their supply networks
could interface and apply the portal
features of SAP Netweaver, enabling a
more adaptive and flexible approach to
managing the supply chain issue. For
the first time, a meaningful lean Adaptive
Supply Chain Network operation becomes
feasible and practical.
In the future, in a global supply chain
network companies need visibility into
potential disruptions and need robust
adaptive algorithms to recommend
alternative sources of supply and or
alternate modes of transportation. SAP
NetWeaver and mySAP Business Suite
solve these requirements.
Extensive additional benefits are
expected with this adaptive technology.
Most important will be recognition of
such companies as the market leaders
and competitive gold standards, such as
Rockwell-Collins and Lockheed Martin.
Lean EnablersA key enabling role of integrated robust
extended enterprise IT systems to the
Lean Transformation process has been
described and the specific capabilities
of the SAP portfolio of these products
illustrated earlier in this report. Inherent
within the products are numerous features
that enable Lean processes and represent
functionality that facilitates the actual
transformation process.
Highlights of such functionality which
support Lean concepts include:
n New Product Development
and Introduction
n Supplier Relationship Management
for Direct and Indirect
n Supply Chain Planning
n Total Preventive Maintenance (TPM)
n Shop Floor Control – Pull/Push
Planning (Kanban and MRP)
& Flow Manufacturing
n Transportation and Warehouse
Management
n Performance Management (SCOR
Model) – KPIs and Benchmarks for
Continuous Improvement
The SAP NPDI solution addresses the
entire engineering development process
from new production ideation management
to production launch.
n Product ideation management is
SAP’s methodology to evaluate new
product ideas, markets, the voice of
customer (Quality Function Deployment
or QFD), and design for value. This
process avoids waste by evaluating
new product feasibility and the
business case prior to any major
engineering investment.
n Collaborative and Concurrent
Engineering brings design, process,
tooling, and quality engineers together
to develop new products in the shortest
time. SAP tools such as Web based
program/project plans and sharing of
engineering CAD drawings and
documents allow geographically
dispersed engineers to work on
common projects concurrently. Also,
a portal-based cockpit provides senior
management with visibility and
control over all projects/programs
and resources.
If 80% of supply chaincosts are determined in the design phase of product definition, then better executionhere should have hugebusiness impact.
The Value of PLM and How To Get ItKevin O’Marah, Michael Burkett
AMR Research Report, April 2003
New Product Development and Introduction (NPDI)
www.ceobreakthrough.com S U M M E R 2 0 0 4 1 1
Special Research Report
n Stage-Gate Program Management
(known as Advance Product and
Quality Planning, APQP in some
industries) helps minimize late
engineering changes, re-work, and
supports design for manufacturability.
Control Plans and Production Part
Approval Process supports Six
Sigma process capability before
production begins.
Supplier RelationshipManagement (SRM)
SAP SRM covers all aspects of both
Direct and Indirect Material Acquisition.
The processes supported include:
n The evaluation and selection of
suppliers based on multiple criteria
such price, Six Sigma quality, JIT
(Just in Time) delivery capability,
and financial viability. In a Lean JIT
production environment all of these
are critical.
n Web-based B2B applications provide
process efficiency and help ensure
lowest total cost. eRFQs, Auctions,
workflow driven electronic requisitioning/
approval, and eCatalogs streamline the
processes and leverage total ‘spend’ to
drive lowest cost.
n The SAP Supplier Portal supports
Web-based Lean execution processes.
Buyers and suppliers can collaborate
on a ‘browser accessed’ intuitive
application. Enabled processes include:
• Supplier registration
• Standard Purchase Order
(& PO Change)
• Blanket PO Delivery Schedules
(EDI DELFOR/830 releases)
• Advance Ship Notices
(EDI SHPADV/856)
• Supplier Managed Inventory (SMI) –
Supplier empowered for consumption
driven replenishment using a
Customer MIN/Max with real-time
inventory visibility.
Supply Chain Planning
The traditional Sales and Operations
Planning process is a key element of the
Lean enterprise. Future sales plans must
be meshed with production capability
and capacity. Constraints involving tools,
machines, labor, and suppliers must be
modeled and reconciled. Flexibility must
be designed into the supply chain.
The SAP Advance Planning and
Optimization (APO) and Strategic
Enterprise Management (SEM) tools
provide capability to synchronize sales,
finance, and operations in the medium
and long term.
n Demand Planning to develop an
accurate sales forecast
n Supply Network Planning to develop
best feasible production and distribution
plan to support the sales plan
n Strategic Planning and Simulation
breaks down plans at the strategic level
(for example, financial statements) into
tactical and operational plans within
the same framework. You gain a unified
planning environment that enables you
to complete planning with a speed and
accuracy never possible before.
Sales and Operations Planning helps
reduce waste associated with sales
exceeding capacity to deliver. This waste
results in unhappy customers (Customer
Quality KPIs) and potentially costly
attempts by operations to resolve
constraints in the short term.
Quality Management andPreventive Maintenance
Total Quality Management and Total
Preventive Maintenance are cornerstones
of Lean Six Sigma. JIT Production assumes
there is no unplanned downtime due
to machine breakdowns or component
quality problems. Unplanned downtime
in a JIT environment creates serious and
costly supply chain disruptions.
n SAP supports preventive maintenance
for all machines, tools, and test
equipment. Maintenance orders are
automatically triggered by workflow
events to perform tasks to test, replace
wear items, recalibrate gages,
recondition tools, etc. Preventive
maintenance tasks are scheduled
around production plans.
n Previously in the NPDI section above
the APQP process was noted as means
of assuring product quality and process
capability before product begins.
n Once production starts additional
quality functions include:
• Inbound material inspections –
but with the ultimate objective of
supplier quality reaching Six Sigma
levels. Eliminates the need
for inbound inspection, which by
definition is a non-value added
(waste) activity.
1 2 S U M M E R 2 0 0 4 www.ceobreakthrough.com
Special Research Report
Special Research Report
SAP Transportation Managementprovides optimization logic for consolidating
deliveries and orders as shipments. Lean
Transportation also supports track and
trace with proactive electronic alerts
which tell the customer and the shipper
when a shipment is not progressing as
planned (e.g., sea container did not get
loaded on the expected ship).
Performance Management(SCOR Model) – KPIs andBenchmarks for ContinuousImprovement.
The SAP Enterprise Portal and Business
Warehouse are the basis for the SupplyChain Cockpit. The Supply Chain
Cockpit is based on the SCOR Model,which provides consistent benchmarks
and KPIs to drive Kaizen. Specific
support includes electronic exception
alerts (intuitive UI), benchmarking
and continuous improvement metrics
and KPIs.
SAP has also employed this SC Cockpit
to capture MES (manufacturing execution/
shop floor data) to connect the ‘shop floor
to the top floor’.
Combined with MES partner solutions,
the SC Cockpit provides real-time
production and quality data (noted
earlier as a key attribute or capability
of successfully implemented Lean
operations). Electronic alerts provide
proactive exception based shop floor control.
• Supplier Performance – quality
related statistics such as parts per
million (PPMs) are recorded and
available for both the customer and
the supplier via the Supplier Portal.
• Statistical process control – establish
control plans and parameters and
record actual results. SAP has
partnered with manufacturing
execution system providers to
automatically collect SPC data
in real-time and report exceptions
through a portal based cockpit.
Alerts are sent to drive ‘Management
by Exception’.
Shop Floor Control – Pull/PushPlanning (Kanban and MRP) &Flow Manufacturing
Lean manufacturing is based on shop
floor goals of on-time delivery with the
lowest possible inventory. Just in Time
(JIT) production strives to produce the
exact quantity ordered on the date
required by the customer. Purchased
materials are scheduled to be delivered
JIT to support production. Customer
orders ‘pull’ production and in turn
Kanban signals ‘pull’ supplier deliveries.
Lean processes enabled by SAP include:
n Electronic Kanban – Kanban control
cycles or loops can be established to
supply from a warehouse, an earlier
in-house production step, or a supplier.
Within the ‘four walls’ the ‘point of use’
and the ‘source of supply’ will each see
the same electronic Kanban board
showing the real-time status of Kanban
containers (full, empty, in transit). There
are no Kanban cards to pick up, deliver,
or lose. Outside suppliers can access
‘pull’ signals via EDI or via the Web based
Supplier Portal.
n Flow manufacturing embodies the
concepts of producing in small lot
sizes (ideal is lot size of one) and level
schedules (heijunka – Japanese term
for “make flat and level”). SAP supports
Flow Best Practices such as line design
and balancing, Takt-based scheduling,
and line hierarchies with feeder lines
as well as processes like repetitive
manufacturing and backflushing.
n SAP also has Advance Planning tools
to do finite and constraint based
scheduling in complex environments.
These tools can be leveraged when
standard Lean Flow scheduling
techniques need to be further
optimized to develop a model mix
schedule or sequenced schedule.
Transportation and Warehouse Management
Advanced Warehouse Managementincludes RF barcode or RFID enabled
tracking of all incoming and outgoing
items, which provides process efficiency
and fool-proofing (Poka Yoke) capability
by eliminating manual data entry.
Additional Lean processes include
cross docking, yard management and
task resource management.
www.ceobreakthrough.com S U M M E R 2 0 0 4 1 3
Special Research Report
Conclusions andRecommendationsQuality, reliability and predictability
of the supply chain at all tier levels is
critical to the agility and Lean operations
required in the current global competitive
market environment. Singular failure of
even one of the supply chain’s key
elements can be catastrophic to the just
in time, flow manufacturing processes
consistent with Lean operations.
Adaptability and agility of all elements
of this integrated OEM/supply chain
network are mandatory requirements
for an industry leading performer. The
institutionalization or embedding of Lean
operating processes into an integrated
enterprise IT system is observed to be
the optimum architecture to achieve the
full benefits of a Transformation to Lean
with the Toyota Production System
(Lean) precepts.
Outstanding enterprise performance
has resulted from this integrated Lean/IT
Transformation model. At present the
SAP business suite of enterprise
application solutions has been found
to be the “gold standard” of enterprise IT
system performance excellence and most
applicable to creating and managing an
adaptive supply chain complex.
Recommendations for those contemplating Transformation to Lean initiative include:
1) Organizations considering adoption of a Transformation to Lean operating state should invest upfront resources into theimplementation of lean techniques and methods in parallel withtheir selection of an enterprise architecture and application suite.
2) SAP NetWeaver and the mySAP Business Suite of solutions represent the current optimum enterprise IT system for incorporation of the lean process value stream analysis.
3) Primary attention should be given to a company supply chain and its degree of leanness, agility and adaptability.
4) Supply chain application IT systems that provide real time, actionable information and adaptability to chaining supplier performance issues represent the most important attributes of a global supply chain configuration.

1 4 S U M M E R 2 0 0 4 www.ceobreakthrough.com
Special Research Report
Special Research Report
About the AuthorsTerence T. Burton is founder and President of The Center for Excellence in Operations, Inc. (CEO). Terry has over thirty years ofexperience in Manufacturing, Quality Assurance, Engineering, Materials Management, Purchasing, Distribution, and ManagementConsulting. Terry is best known for his “hands-on” approach to consulting, focused on tangible improvements and measurable results.
Prior to his consulting career, Terry held several senior line management positions at Wang Labs, Polaroid, and Atlantic Richfield,and practice leadership positions with two other international consulting firms – KPMG Peat Marwick and Pittiglio, Rabin, Todd, &McGrath (PRTM). He has extensive management consulting experience with over 175 clients in North America and Europe rangingfrom large diversified international Fortune 500 corporations to small and mid-sized companies.
Terry holds a B.S. and M.S. in Industrial Engineering from the University of New Haven, and an MBA from Boston University. Terryis a certified Six Sigma Black Belt and Master Black Belt candidate; national LEAN SIG Chairman and CPIM certified member ofthe American Production and Inventory Control Society (APICS); a member of AME, ASQ, and PDMA. He is a frequent speaker formany industry and professional associations, and has written hundreds of articles for various trade publications. He is co-author offive books, his most recent being The Lean Extended Enterprise: Moving Beyond the Four Walls to Value Stream Excellence, was justreleased in June, 2003. Terry has a new book, Six Sigma for Small and Mid-Sized Organizations due out in September, 2004.
Thomas E. Shaw is a member of the GEIA (Government Electronics and Information Technology Association) a sector of theElectronic Industries Alliance (EIA) responsible for systems, standards and technology important to both industry and governmenteffective design, development and management of complex systems. His knowledge and background in enterprise IT systems andassociated application products, such as PDM and CM, was the basis for his selection by the DCMA (Defense Contract ManagementAgency) and the DCAA (Defense Contract Audit Agency) to be the sole industry participant in an integrated CMA/DCAA/industryassessment of various ERP systems in implementation or in selection planning stages by Aerospace and Defense contractors.
He and his industry/industry association team completed and distributed a major report to the Director, DCMA in February 2004 on the Degree of Implementation of Lean Aerospace Initiative Principles and Practices in the US aerospace and defenseindustry. Many of the findings of this major report are the basis of the content of this white paper and the conclusions and recommendations thereof.
He is a member of Accenture’s Executive Action Group, responsible for corrective action and leadership of certain key companyengagements. He previously was Vice President of Engineering for Lockheed Martin Sanders, Manager of Engineering forRaytheon’s Missile Systems Division and General Manager of Research and Engineering, General Electric company.


50 069 303 Printed in USA