Embed Size (px)
Citation preview

Kamishibai Board(Gemba Walk Issues Board)
Issues identified during gemba walks are
posted here for resolution. Issues not
resolved quickly can be addressed via the A3
process.
A3 Form(Issue Resolution Process)
Department issues are resolved using the A3
process which takes the identified problem,
drills down 5 levels to the root cause, and
manages tasks necessary to achieve the
desired future state. A3s can be launched
and executed by associates, leads,
supervisors or managers.
Schedule Attainment(Weekly Production Summary)
The Schedule Attainment form summarizes a
week’s production in number and chart form. Data
for this form comes from department takt boards.
Repeat issues recorded here can be addressed via
the A3 process or be handled as quick hits.
5S Daily Checklist(Today’s Score Against 5S Standards)
The department supervisor or lead
completes this scorecard daily to measure
how the department is performing against
the 5S standards set for al facility . Issues
can be resolved via the A3 process or as
quick hits.
5S Monthly Checklist(This Month’s Average Score Against 5S
Standards)
The monthly average of daily 5S scores are
recorded here to show the department’s
performance trend.
Gemba Walk
Notebooks(Standard Work Materials for Gemba
Walks)
Employees performing a gemba walk in this
department use these notebooks to
understand the standard work and walk
patterns for the area. Issues identified
during this process are moved to the
Kamishibai Board.
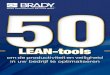
Value Stream Map(Detailed Current Process Map)
The value stream map communicates the key
steps in the process being supported by this
department from beginning to end. The
interval between each key step is measured
for value-added time, non-value added time,
cycle time, etc. Department employees use
this map to drive improvements.
Takt Board(Daily Production Measurement Tool)
The takt board may be posted on the kiosk or
near a work station. The takt board is where
associates report their progress against
production goals by hour, BOM or other unit
of measure. Issues identified here are moved
to the weekly Schedule Attainment form and
may be addressed via the A3 process or as a
quick hit.
Walk Pattern(Who does what in the department)
The walk pattern is a diagram of the actions
performed by each employee supporting a
process. Walk patterns are used along with
standard work documents to understand the
ideal state of work in a department or work
cell.
Lean Tools Used Up-To-Date
Standard Work(Sequential Work Steps)
Standard Work shows the sequential steps
involved in performing work in a department.
Standard work
CURRENT STATE – INBOUND PICKING
SUPPLIER DISTRIBUTOR
INBOUND Setup
Cluster Pick - OP
C/T= 3.75 min
per line
Shifts = 2
Ops = 9
C/T = 1.0
min/WKO
Shifts = 2
Ops = 1
Pick Desk
Value Added Time – 4.75 to 7.0 minNon-Value Added Time – 1110.0 min
Process Cycle Efficiency – 0.42 to 0.62%
Customer OrderSupplier Order
Date: 07/15/13
List Pick - Reach
C/T= 6 min per
line
Shifts = 2
Ops = 3
47 minutes 1063 minutes
1.0 minutes3.75 – 6.0 minutes
1110 minutes
4.75 – 7.0 minutes
MDC – Cummins GOMS* order en try* EDI* Invoicing* Financial Inventory Trans* Supp lier Returns* Customer Returns* Shipment Discrepancies* Purchase Orders* Work Orders* Core Processing* Core Management* Onan parts Management
EDI (IN) (OUT)* 850 Purchase Orders * 850 Cust. Orders* 810 Cust. Invoices * 810 Suppl ier Invoices* 870 Order Status * 856 Supp Shipments* 855 Order Ack and Cust. Returns* 856 ASN’s * 830 /862 Mat.Re l/Plans* 83E SuppMatPlan/Rel * 861 Ship D iscrepancies* 861 Core d iscrepancies * 864 Text* 832 Pricing* 841 Part Specs* 846 Inventory
XELUS (IN) (OUT)* Planning Data * PO releases * Work Orders
IMS (OUT)* Pricing* Parts* BOM’s* Super sessions* Customers* Supplie rs* Purchase Parts* Part Cost
ORACLEFinancial (IN)* AR Invoices* Converted Accounts* Purchase Receipts
WMS – RP (IN) (OUT)* Expt. Rece ipts * Inv. Adjustments* Pick Lists * Shipments* work Orders * Order B/O* BOM Changes * Order Cancellations* Parts * WO Comp/BO/Can* BOM’s * Rece ipt con fi rma tions * Part Dimensions
Supplier Scheduling (IN)* Materials Requ irements
47 min I
343 min
I
720 min
I
A utobag W alk Pat tern
Pay
to$
Sm
all
part
s co
nve
yor
Box
COM
PUTE R
Table
To
ols
C art
P rocess 1 for A utobaging Pa rts
1) Get box from s hopping cart 2) Organize m ateria l on table3) Place parts in autobag according to the B OM
4) Place fin ished parts in box
5) Identi fy quanti ty in R ed P rairie
6) Place com pleted box of parts on conveyor
Pa
y to
$S
ma
ll p
art
s c
on
veyo
r
Bo x
CO M
PUTE
R
Table
Too
ls
Cart
Pa
y to
$
Sm
all p
art
s co
nve
yor
Box
COM
PUTE
R
Table
To
ols
C art
1
2
3
4
5
6
P rocess 2 for C hanging B ags
1) Get bag ro ll from backside of tool board
2) Change bag from b ack side on m achine3) Run old bags out of machine
1
2
3
Process 3 Docum enting Work 1) Each hour write dow n plan and actual p acks on the TAK T board
2) At the end of shift to ta l up a ll hours of p roduction
3) Up-da te information on the schedule a ttainment sheets
P ay to$
Takt board
1
2
3
Cummins Inc., Memphis Distribution Center
Process Line: Date Prepared By: Rev.
Packaging AB01-06 4-Dec-12 ce257 3
1. Identify the next order to process. 2. Complete the information on the BOM: 3. Click File, Print.
a. Remove the BOM from the order. • Name, WWid, Quality Check. a. Select format for Cummins or Onan product:
b. Identify the Part Number(s). a. Complete the TAKT board: • Cummins_new_parts_7_03.lbl.
c. Verify the P/N to the product/supply label. • Part No., Activity Code, Goal Time. • Onan_7_03.lbl
d. Move the order to the processing table. b. Enter the label information from the BOM.
-- Use Andon lights to alert for issues. c. Click Preview. Ensure the label is correct.
-- Separate kit components (if any). d. Click Close. Click Print.
4. Check the bag size on the machine. Change 5. Review the BOM before processing: 6. Count and gather the part(s) needed:
to match the BOM (if needed). • Identify the Quantity Pack (if any). • Gather the piece(s) needed per bag, as
a. Press CYCLE repeatedly to remove • Review the Components & Qty Per. indicated on the BOM.
incorrect bags from the machine. • Identify the stocking container needed.
b. Press BAG COUNT. Press CLEAR. a. Read & follow the Packaging Instructions. - ENSURE piece count is correct - small, thin
c. Press '0'. Press ENTER. product may be stuck together.
d. Ensure BAG COUNT is 0 on the screen.
7. Drop the product in the opened bag. 8. Complete a split label. Put it on the container.9. Record the End Time on the BOM.
a. Press the foot pedal. a. Flow-thru: Put the LP on the container if a. Complete the TAKT Board:
it's NOT a split order ('1 of 1'). • (calculated) Actual Time, Exception
- Check the 1st pack for quality of the seal -- For a split order, put LP on the last container. Time, & Total Time.
and print accuracy. b. Work order: Identify the order in RP. • Issues (Exceptions, if any).
c. Place the container on the conveyor.
b. Return to (step 6) to continue processing. e. Get another container (if needed). -- Return to (step 1) for the next order.
f. Return to (step 6) to continue processing.
VERIFY PRODUCT AGAINST THE BOM. FILL OUT THE BOM AND TAKT BOARD. ENTER BAG / LABEL INFO ON PC.
Standard Work
Operation: Document #
Autobag MDCPC-01-1295
CHECK BAG SIZE; CHANGE IF NEEDED. REVIEW BOM & PACKAGING INST. GATHER THE PARTS.
DROP PRODUCT IN THE BAG. ORDER FINISHED (CONTAINER FULL): COMPLETE THE BOM / TAKT BOARD.
1 2 3
4 5 6
7 8 9