-
8/3/2019 Lesson 4 Air, Gas, Mist Drilling
1/82
PETE 689Underbalanced Drilling (UBD)
Harold Vance Department of Petroleum Engineering
Read: UDM - Chapter 2.1 - 2.4
Lesson 4Air, Gas and Mist Drilling.
-
8/3/2019 Lesson 4 Air, Gas, Mist Drilling
2/82
Air, Gas, and Mist DrillingGases used in UBD.
Dry air drilling. Nitrogen drilling.
Natural gas drilling.
Mist drilling.
Optimized hole cleaning.
Harold Vance Department of Petroleum Engineering
-
8/3/2019 Lesson 4 Air, Gas, Mist Drilling
3/82
Gases for UB Drilling
Air.
Cryogenic Nitrogen.Membrane Nitrogen.
Engine Exhaust.Natural gas.
Harold Vance Department of Petroleum Engineering
-
8/3/2019 Lesson 4 Air, Gas, Mist Drilling
4/82
Gases for UB Drilling
79% N2, 21% O
2.
Corrosion.
Fire.
US$3,000 Day.
Mod and Demob.
Harold Vance Department of Petroleum Engineering
Compressed Air
-
8/3/2019 Lesson 4 Air, Gas, Mist Drilling
5/82
Cryogenic Nitrogen40 year old technology.
Made as a by product of liquid
oxygen manufacture.
Air replacement.
No corrosion.
No downhole fires.
99.9% pure N27K-40K US$/day.
Harold Vance Department of Petroleum Engineering
-
8/3/2019 Lesson 4 Air, Gas, Mist Drilling
6/82
Delivery
Bottled gas.
Truck.
Storage tank ona ship.
Harold Vance Department of Petroleum Engineering
Cryogenic Nitrogen
-
8/3/2019 Lesson 4 Air, Gas, Mist Drilling
7/82
Stainless Steel
Liquid Nitrogen
(-320O
F)
Carbon Steel
Gaseous Nitrogento well
80OF, 0-10,000 psi
Pump
Vaporizer
Cryogen Nitrogen-PumpingEquipment
Harold Vance Department of Petroleum Engineering
-
8/3/2019 Lesson 4 Air, Gas, Mist Drilling
8/82
ProcedureDetermine Gas Volume Required.
Convert from Liquid Volume.
1 gallon liquid nitrogen produces93.12 ft3 of N2
at SCP.
1 m3 of N2
liquid produces 698 m3
of gas at SCP.
Harold Vance Department of Petroleum Engineering
-
8/3/2019 Lesson 4 Air, Gas, Mist Drilling
9/82
Nitrogen
Conversion Factors
1 gal of liquid nitrogen is
93.12 ft3 at STC.
1 gal of liquid nitrogen is0.1333 ft3.
1 liter of liquid nitrogen is698 litres of gas at STC.
Harold Vance Department of Petroleum Engineering
-
8/3/2019 Lesson 4 Air, Gas, Mist Drilling
10/82
Cryogenic Nitrogen CostWorld-wide
1-3 US $/gal. 0.10 US $/scf.
Canada
0.02 US $/scf.South America
1.00 US $/m3.Harold Vance Department of Petroleum
Engineering
-
8/3/2019 Lesson 4 Air, Gas, Mist Drilling
11/82
UB Drilling Gas AlternativesNitrogen Membranes
95% N2, 3-5% O2.
Corrosion considerations.
Combustion considerations.
Approximately 15,000 US $/day.Mob/demob costs.
Harold Vance Department of Petroleum Engineering
-
8/3/2019 Lesson 4 Air, Gas, Mist Drilling
12/82
Membrane NitrogenOn site manufacture.
Dependent on concentration.
Directly proportional topressure and rate.
Inversely proportional to gaspartial pressure.
Driven by dissolution anddiffusion.
Harold Vance Department of Petroleum Engineering
-
8/3/2019 Lesson 4 Air, Gas, Mist Drilling
13/82
Individual Hollow
Polmeric Gas Separation Fiber
Harold Vance Department of Petroleum Engineering
-
8/3/2019 Lesson 4 Air, Gas, Mist Drilling
14/82
Individual Hollow
Polmeric Gas Separation Fiber
Harold Vance Department of Petroleum Engineering
Oxygen and Water Vapor are Fast Gaseswhich quickly permeate the
membrane,allowing Nitrogen to flow through thefiber bores as the
product stream.
Nitrogen
Oxygen
Water VaporNitrogen
-
8/3/2019 Lesson 4 Air, Gas, Mist Drilling
15/82
HOLLOW FIBERMEMBRANE
FEED AIR
OXYGEN- ENRICHED AIR
NITROGEN
ENRICHEDGAS
N2 Generating
Unit A Bundle Of Fibers
Harold Vance Department of Petroleum Engineering
-
8/3/2019 Lesson 4 Air, Gas, Mist Drilling
16/82
Equipment RequiredCompressor.
Filters-fibers will plug ifthe air is not filtered.
NPU or NGU.
Controller.Booster(s).
Harold Vance Department of Petroleum Engineering
-
8/3/2019 Lesson 4 Air, Gas, Mist Drilling
17/82
Drilling
Rig
Optional BoosterCompressor
Filter andAir Separation
Membrane System
Feed Air
Compressor
Membrane
Nitrogen Production Unit
Harold Vance Department of Petroleum Engineering
-
8/3/2019 Lesson 4 Air, Gas, Mist Drilling
18/82
1997 Nitrogen Unit.
N2 units with
coolers.8x30x8 high
23,000 psi
1200 scfm N2 at5% 02
Harold Vance Department of Petroleum Engineering
-
8/3/2019 Lesson 4 Air, Gas, Mist Drilling
19/82
Skid-Mounted Nitrogen
Producing Unit (NPU)1998
Harold Vance Department of Petroleum Engineering
-
8/3/2019 Lesson 4 Air, Gas, Mist Drilling
20/82
Weatherford 2000
Nitrogen Generation Unit.
1. N2 500-600 scfm.
2. 2000 psi comp.
3. 27 gph diesel.
4. 8x20x16 high.
Nominal O2 5%
1.
2.3.
4.
Harold Vance Department of Petroleum Engineering
-
8/3/2019 Lesson 4 Air, Gas, Mist Drilling
21/82
Nitrogen Membrane System
1999
1
2 35
Harold Vance Department of Petroleum Engineering
-
8/3/2019 Lesson 4 Air, Gas, Mist Drilling
22/82
ProcedureDetermine volume requirement.
Determine maximum oxygenconcentration.
Determine effective volume fromunits.
Determine pressure requirement.
Harold Vance Department of Petroleum Engineering
-
8/3/2019 Lesson 4 Air, Gas, Mist Drilling
23/82
Oxygen Concentration
% Oxygen is only partially a
valid concept for fire. Ignition temperatures and
water content play a big part.
% Oxygen is important forcorrosion.
Harold Vance Department of Petroleum Engineering
-
8/3/2019 Lesson 4 Air, Gas, Mist Drilling
24/82
Recent Combustion Work
Testing:
Alberta Research Council.
Counter claims of increasedcorrosion and combustion with
membrane generated N2
Harold Vance Department of Petroleum Engineering
Mi i
-
8/3/2019 Lesson 4 Air, Gas, Mist Drilling
25/82
MinimumOxygen for Combustion
(with Methane)
Harold Vance Department of Petroleum Engineering
%OxygenR
equiredforCom
bustion
Pressure (psia)
12.00
11.50
11.00
10.50
10.00
9.50
9.00
8.50
8.00
0 500 1000 1500 2000 2500 3000
-
8/3/2019 Lesson 4 Air, Gas, Mist Drilling
26/82
Nitrogen Source SelectionCryogenic vs. Membrane
Location.
Job duration.
Volume requirement.
Pressure requirement.Purity requirement.
Harold Vance Department of Petroleum Engineering
-
8/3/2019 Lesson 4 Air, Gas, Mist Drilling
27/82
Operating Cost
Canada
USA Crossover between cryogenic costs
and membrane costs is generallyabout three days of
operation.
Transportation and mobilization arebig items.
Harold Vance Department of Petroleum Engineering
-
8/3/2019 Lesson 4 Air, Gas, Mist Drilling
28/82
Cryogenic
Nitrogen Operating Cost
Canada
10,000 US $/day minimum. 40,000 US $/day maximum.
(500-1800 scfm for 20 hrs/day).
Harold Vance Department of Petroleum Engineering
-
8/3/2019 Lesson 4 Air, Gas, Mist Drilling
29/82
Harold Vance Department of Petroleum Engineering
Flow Path
-
8/3/2019 Lesson 4 Air, Gas, Mist Drilling
30/82
Exhaust Gas
Generating Unit 1980
Harold Vance Department of Petroleum Engineering
-
8/3/2019 Lesson 4 Air, Gas, Mist Drilling
31/82
ExhaustGas System
Harold Vance Department of Petroleum Engineering
-
8/3/2019 Lesson 4 Air, Gas, Mist Drilling
32/82
Natural Gas for UB Drilling
Available.
No downhole fires.
No corrosion.
Low cost, long termcontracts.
Harold Vance Department of Petroleum Engineering
-
8/3/2019 Lesson 4 Air, Gas, Mist Drilling
33/82
Pressure
Determine requirement
as for air, but allow forlesser specific gravity.
Delivery pressure set atsource.
Harold Vance Department of Petroleum Engineering
-
8/3/2019 Lesson 4 Air, Gas, Mist Drilling
34/82
Fuel Gas & Group Gas Pipeline
Harold Vance Department of Petroleum Engineering
-
8/3/2019 Lesson 4 Air, Gas, Mist Drilling
35/82
Natural Gas Pipeline Hook Up(Lyons, 1984)
~500Psig
Pipeline
Flow
Choke/Controller
Flow to rig.
Auxiliary line
to rig.
Main Pipeline.
Harold Vance Department of Petroleum Engineering
-
8/3/2019 Lesson 4 Air, Gas, Mist Drilling
36/82
Natural Gas Concerns
May be pressure limited.
Heavier hydrocarbonsrepress foam so be surethat they are
stripped out.
Harold Vance Department of Petroleum Engineering
-
8/3/2019 Lesson 4 Air, Gas, Mist Drilling
37/82
Amoco Crossfield
Gas Recovery Project
Harold Vance Department of Petroleum Engineering
-
8/3/2019 Lesson 4 Air, Gas, Mist Drilling
38/82
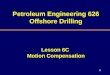
177.8 mm Casing @ 2403 m
155.6 mm Openhole
778 m
2350m
Target TMD = 3181 m
88.9 mm Drill Pipe
KOP = 2250 m
120.6mm PDM
Elkton: GasBHP = 7.0 MPaBHT = 80oC
Drilling FluidWater = 1000 kg/m3
Viscosity = 1cP
Amoco Crossfield 9-12 Well
Harold Vance Department of Petroleum Engineering
-
8/3/2019 Lesson 4 Air, Gas, Mist Drilling
39/82
Crossfield
Gas Recovery ProjectWhy it was done:
Increasing public concernsover flaring.
Increasing EUB requirements
for public consultation andnotification.
Harold Vance Department of Petroleum Engineering
-
8/3/2019 Lesson 4 Air, Gas, Mist Drilling
40/82
Perfect fit with Amocos goal of
reducing greenhouse gasemissions.
Try out new idea and technology.Great plumbing setup.
Crossfield
Gas Recovery Project
Harold Vance Department of Petroleum Engineering
-
8/3/2019 Lesson 4 Air, Gas, Mist Drilling
41/82
Gas Recovery Project
Gas Flare System
Horizontal Separator
Choke Manifold
RBOPTM
Produced GasCompressors
Feed Gas Line
Gas Gathering Line
Drilling Rig
Feed Gas Compressors
Gas Processing Unit
Flare KnockoutVessel
Harold Vance Department of Petroleum Engineering
-
8/3/2019 Lesson 4 Air, Gas, Mist Drilling
42/82
Compression
& Scrubber/Filter Units
Recovery Gas CompressorsScrubber/Filter Unit
Feed Gas Compressors
Harold Vance Department of Petroleum Engineering
-
8/3/2019 Lesson 4 Air, Gas, Mist Drilling
43/82
Flow Control Manifold
Harold Vance Department of Petroleum Engineering
-
8/3/2019 Lesson 4 Air, Gas, Mist Drilling
44/82
Gas Scrubber & Filter Unit
Harold Vance Department of Petroleum Engineering
-
8/3/2019 Lesson 4 Air, Gas, Mist Drilling
45/82
Gas Recovery Summary
Harold Vance Department of Petroleum Engineering
0
2
4
6
8
10
12
14
16
MMCFD
Gas Conserved Gas Flared
-
8/3/2019 Lesson 4 Air, Gas, Mist Drilling
46/82
Gas Recovery SummaryConserved 92%.
Inc. Cost 170k US $.
No need to optimizeGLRs.
75 MMCFD well.
Harold Vance Department of Petroleum Engineering
0
2
4
6
8
10
12
14
16
Gas Conserved Gas Flared
-
8/3/2019 Lesson 4 Air, Gas, Mist Drilling
47/82
Crossfield
Gas Recovery ProjectResults
Estimated costs were 250kUS $,actual cost was 170kUS $.
Conserved 92% of flow from thewell.
Eliminated need to optimize thegas/liquid ratios.
75 MMCFD storage well.
Harold Vance Department of Petroleum Engineering
-
8/3/2019 Lesson 4 Air, Gas, Mist Drilling
48/82
Hole CleaningOptimizing hydraulics with gasses is
primarily concerned with holecleaning - getting the cuttings
that
are generated by the bit out of thehole.
With gas, rheological properties have
very little to do with hole cleaning.Hole cleaning with gasses
is almost
entirely dependent on the annularvelocity.
Harold Vance Department of Petroleum Engineering
-
8/3/2019 Lesson 4 Air, Gas, Mist Drilling
49/82
Drag and Gravitational ForcesFlowing air exerts a drag force
on
cuttings.
Gravitational force on the cuttings
Therefore there is a thresholdvelocity in which the cuttings
will
be lifted from the wellbore.
Threshold velocity increases withsize of cuttings.
Harold Vance Department of Petroleum Engineering
-
8/3/2019 Lesson 4 Air, Gas, Mist Drilling
50/82
Hole CleaningCompressibility of air (or gas)
complicates matters.
Frictional pressure increasesdownhole pressure -
decreasesvelocity downhole.
Suspended cuttings increase thedensity of the air,
increasingdownhole pressure.
Harold Vance Department of Petroleum Engineering
-
8/3/2019 Lesson 4 Air, Gas, Mist Drilling
51/82
Hole Cleaning
Harold Vance Department of Petroleum Engineering
Temperature has an effect on
volumetric flow rate.
We must pump at a velocity
high enough to remove the
cuttings, but not too highwhere we waste energy.
-
8/3/2019 Lesson 4 Air, Gas, Mist Drilling
52/82
Hole Cleaning Criteria
Terminal Velocity Criteria.
Minimum Energy Criteria.
Minimum BHP Criteria.
Harold Vance Department of Petroleum Engineering
-
8/3/2019 Lesson 4 Air, Gas, Mist Drilling
53/82
Terminal Velocity CriteriaGray determined that the
minimum velocity of the gas
must be at least as high as theterminal velocity of the
cuttingin order to lift the cutting from
the wellbore.
Vc = Vf- Vt
Harold Vance Department of Petroleum Engineering
-
8/3/2019 Lesson 4 Air, Gas, Mist Drilling
54/82
g gravitational acceleration, 32.17 ft/sec2
dc characteristic particle diameter, ft.
Cd drag coefficient.
c density of cuttings, lbm / ft3
f density of fluid, lbm/ ft3
Terminal Velocity
Harold Vance Department of Petroleum Engineering
=Vt 4gdccf
3Cd f
-
8/3/2019 Lesson 4 Air, Gas, Mist Drilling
55/82
Terminal Velocity
Harold Vance Department of Petroleum Engineering
Vt = 3.369dcTc
P
For flat cuttings
Vt = 4.164dcTc
P
For sub-round cuttings, T and P are atbottom hole conditions in
0R and psia.
-
8/3/2019 Lesson 4 Air, Gas, Mist Drilling
56/82
Terminal Velocity
Terminal velocity in air drilling
is determined mainly by: cutting diameter, shape, and
density.
bottom hole temperature andpressure.
Harold Vance Department of Petroleum Engineering
-
8/3/2019 Lesson 4 Air, Gas, Mist Drilling
57/82
Factors Effecting Vt
Shape (roundness).
Increased Size.Increased Temperature.
Increased Density.
Increased Pressure.
Increases.
Increases. Increases.
Increases.
Decreases.
Harold Vance Department of Petroleum Engineering
-
8/3/2019 Lesson 4 Air, Gas, Mist Drilling
58/82
Terminal VelocityAs pressure increases Vt decreases.
As pressure increases Air velocity
decreases.
If the mass flow rate of gas remainsconstant the local air
velocity
decreases with increasing pressure.The air flow rate required to
lift the
cuttings increases with increasing BHP.Harold Vance Department
of Petroleum Engineering
-
8/3/2019 Lesson 4 Air, Gas, Mist Drilling
59/82
=m +dP fm mV
2m
dL 2g (Dh Dp)Eq. 2.5
fm Friction factor of the mixture
of air and cuttings.
m Mixture density, lbm/cu.ft.
Vm Mixture velocity, ft/s.g Acceleration due to gravity.
Dh Hole diameter, ft.
Dp Pipe diameter, ft.
Friction Pressure
Harold Vance Department of Petroleum Engineering
-
8/3/2019 Lesson 4 Air, Gas, Mist Drilling
60/82
Friction Pressure
Harold Vance Department of Petroleum Engineering
fm= a + c
a =
0.14
( Dh Dp)0.333
Weymouth quation.
Gou argued that Nikuradse is more correct.
1a
= 1.14 0.86ln 2
Dh - Dp
= absolute roughness of the pipe.
-
8/3/2019 Lesson 4 Air, Gas, Mist Drilling
61/82
Friction Pressure
Mixture density of air and cuttings inthe annulus is determined
by the massof the cuttings and the density of theair.
Air density is a function of the pressure.
Mass of the cuttings in the wellbore is afunction of:
ROP Hole cleaning efficiency.
Harold Vance Department of Petroleum Engineering
-
8/3/2019 Lesson 4 Air, Gas, Mist Drilling
62/82
Friction Pressure
Pressure drops down the drillstringand through the bit play a
part inBHP due to temperature effects.
Temperature is also effected by:
Formation temperature.
Influx of formation fluid (expansionof gas into the
wellbore).
Mechanical friction.
Pressure.Harold Vance Department of Petroleum Engineering
-
8/3/2019 Lesson 4 Air, Gas, Mist Drilling
63/82
Required injection rates?Relating downhole air velocities to
surface injection rates is quite
complex.We need cuttings shape and size
to determine terminal velocity.
Methods required knowledge ofthe cutting shape and size.
Harold Vance Department of Petroleum Engineering
-
8/3/2019 Lesson 4 Air, Gas, Mist Drilling
64/82
Minimum Energy CriteriaProbably the most widely used
criteria
was developed by Angel in 1957.
Angel assumed that, for efficientcuttings transport downhole,
thekinetic energy of the air striking each
cutting should be the same as that ofair giving efficient
cuttings transportat standard pressure andtemperature.
Harold Vance Department of Petroleum Engineering
-
8/3/2019 Lesson 4 Air, Gas, Mist Drilling
65/82
Minimum Energy Criteria
Harold Vance Department of Petroleum Engineering
1
2minV
2min= stpV
2stp
1
2
Pmin Density of air (or gas) at the minimumrequired downhole
injection rate, lbm/cuft.
Vmin Air (or gas) velocity downhole, ft/min.
Pstp Density of air (or gas) at standard temp andpressure,
lbm/cuft.
Vstp Air (or gas) velocity at standard Temp andpressure,
ft/min.
-
8/3/2019 Lesson 4 Air, Gas, Mist Drilling
66/82
Minimum Energy Criteria
Harold Vance Department of Petroleum Engineering
Vmin= Vstp
Pstp
Pmin
-
8/3/2019 Lesson 4 Air, Gas, Mist Drilling
67/82
Minimum Energy Criteria
Experience from shallow blast holes,drilled in limestone
quarryingoperations, indicated that cuttings were
transported efficiently if the air velocityequaled or exceeded
3,000 feet perminute.
This is equivalent to Grays terminalvelocity for flat cuttings
with a diameterof 0.46 in. and for sub-rounded particlesof 0.26
in.
Harold Vance Department of Petroleum Engineering
Minimum Energy Criteria
-
8/3/2019 Lesson 4 Air, Gas, Mist Drilling
68/82
Minimum Energy Criteria
Harold Vance Department of Petroleum Engineering
dP
dL= m+
mmV2
m
2g (Dh Dp)
m = a 1+Wc
Wa
Wc Mass of cuttings generated in a given time;the mass flow rate
of cuttings, lbm/min.
Wa Mass of air flowing past any point in the well ingiven time;
the mass flow rate of air, lbm/min.
Angel computed the downhole air pressure
with eq. 2.5
-
8/3/2019 Lesson 4 Air, Gas, Mist Drilling
69/82
Minimum Energy Criteria
Harold Vance Department of Petroleum Engineering
Pb = P2
s-abTs
2 T abT2
G a Ts G - a+
2aG
Ps Surface air pressure, lbf/sq.ft, absolute.
Ts Surface temperature,0F.
G Annular temperature gradient,0
F/100.T Downhole temperature = Ts+Gh
h Hole depth.
-
8/3/2019 Lesson 4 Air, Gas, Mist Drilling
70/82
Minimum Energy Criteria
Harold Vance Department of Petroleum Engineering
SQ + 28.8.
ROP.
Dh2
53.3Qa =
S Gas specific gravity (air=1)
Q Gas flow rate, scf/mROP Penetration rate, ft/hr
1.625 x 10-6Q2
(Dh Dp) 1.333 (Dh2 Dp2)2b=
Dh Hole diameter, ft.
D2 Drillpipe diameter, ft.
-
8/3/2019 Lesson 4 Air, Gas, Mist Drilling
71/82
Minimum Energy CriteriaThis was combined with the
cuttingstransport criterion defined in Eq 2.10to deduce the minimum
air flow rate
as a function of hole depth, annulargeometry, and penetration
rate.
Eq. 2.10
Harold Vance Department of Petroleum Engineering
Vmin = Vstp stpmin
-
8/3/2019 Lesson 4 Air, Gas, Mist Drilling
72/82
Minimum Energy Criteria
To simplify, the average downholetemperature can be used to
calculate BHP.
Harold Vance Department of Petroleum Engineering
6.61S(Ts + Gh) Q2
(D2
h D2
p)2
V2
stp
= (P2s + bT2
av) e2ah/Tav bT2av
-
8/3/2019 Lesson 4 Air, Gas, Mist Drilling
73/82
This was solved numerically for the gasinjection rate required
to give anannular velocity equivalent in cuttingslifting power to
air with a velocity of3000 ft/min.
A series of charts was generated fordifferent combinations of
hole size,drillpipe diameter and penetration rates
Minimum Energy Criteria
Harold Vance Department of Petroleum Engineering
-
8/3/2019 Lesson 4 Air, Gas, Mist Drilling
74/82
Qmin can be approximated by:
Qmin = Qo + NH
Qo Injection rate (scfm) at zerodepth that corresponds to
anannular velocity of 3000 ft/min
N Factor dependent on thepenetration rate (Appendix C)
H Hole depth, (thousands of feet).
Harold Vance Department of Petroleum Engineering
Minimum Energy Criteria
-
8/3/2019 Lesson 4 Air, Gas, Mist Drilling
75/82
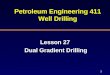
Data for calculating approximate circulation rates required
toproduce a minimum annular air velocity which is equivalent in
lifting power to standard air velocity of 3.000 ft/min.
(Angel, 1957).
Appendix C
Harold Vance Department of Petroleum Engineering
-
8/3/2019 Lesson 4 Air, Gas, Mist Drilling
76/82
Harold Vance Department of Petroleum Engineering
BottomholePress
ure(psia)
250
200
150
100
50
0
0 2000 4000 6000 8000 10000 12000
Depth (feet)
-
8/3/2019 Lesson 4 Air, Gas, Mist Drilling
77/82
Harold Vance Department of Petroleum Engineering
BottomholePress
ure(psia)
0 2000 4000 6000 8000 10000 12000
Depth (feet)
80
70
50
40
30
20
10
0
60
-
8/3/2019 Lesson 4 Air, Gas, Mist Drilling
78/82
7-7/8 hole 3-1/2 drillpipe
6 drill collars 3800 hole depth
Harold Vance Department of Petroleum Engineering
Annular Bottomhole Pressuresin An Air Drilled Hole-comparison
OfPredictions And Measurements Made While Circulating
Off-bottom
-
8/3/2019 Lesson 4 Air, Gas, Mist Drilling
79/82
Harold Vance Department of Petroleum Engineering
BottomholePressure(psia)
45
40
25
20
30
35
500 600 700 800 900 1000 1100 1200 1300
Flow Rate (scfm)
-
8/3/2019 Lesson 4 Air, Gas, Mist Drilling
80/82
Harold Vance Department of Petroleum Engineering
BottomholePress
ure(psia)
500 600 700 800 900 1000 1100 1200 1300
Flow Rate (scfm)
34
32
30
28
26
24
22
20
-
8/3/2019 Lesson 4 Air, Gas, Mist Drilling
81/82
Harold Vance Department of Petroleum Engineering
Comparison of air rates recommended by several different
cuttingstransport analyses (after Guo et al, 199412).
RequiredRateo
fAir(scfm)
3.5
3
2.5
2
1.5
1
0.5
00 2000 4000 6000 8000 10000 12000 14000 16000 18000
Depth ( feet)
Minimum BHP Criteria
-
8/3/2019 Lesson 4 Air, Gas, Mist Drilling
82/82
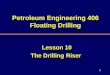
Minimum BHP Criteria
Angel analysisdoes not predict aminimum BHP, butgives a
pressure
that decreasesmonotonicallywith decreasingair flow rate.
The influence of air flow rate onannular pressure drop (after
Supon
and Adewumi 19915)
Annulus Air Velocity
AnnulusPressureDrop
AnnulusPressureDrop