Embed Size (px)
Citation preview

LIMPEZA QUÍMICA E PASSIVAÇÃO
Em Sistemas Críticos de Alta Pureza

TIPOS DE CONTAMINAÇÃO (FONTES)
• Contaminação Orgânica
Sujidade oriunda de resíduos dos produtos, gorduras, proteínas, óleos, etc.
• Contaminação InorgânicaSujidade oriunda de resíduos de processo de fabricação por limpeza inadequada e sais provenientes de água dura.

• As sujidades aderem às superfícies em função de:1. Superfícies Rugosas
obtidas tipicamente de Processos de Acabamentos Mecânicos.
2. Poros, Reentrâncias e Microfissuras.
3. Ação de Forças de Ligação Eletrostática.
1 + 2 + 3 = Energia de Adesão

• Efeito do Lixamento Mecânico na Superfície
� Perfil da Superfície Rugosa (picos + vales).
� Aumento da área absoluta (80% da área efetiva).
� Propicia o ancoramento de sujidades e bactérias.
� Incrustação de produtos.
� Tensões de Tração Pt.
� Corrosão acentuada da superfície por pites em contato com produtos agressivos.
� Corrosão sob Tensão Fraturante (material exposto a meios contendo halogênios: Cl¯ , F¯ , I¯ , Br¯ ).
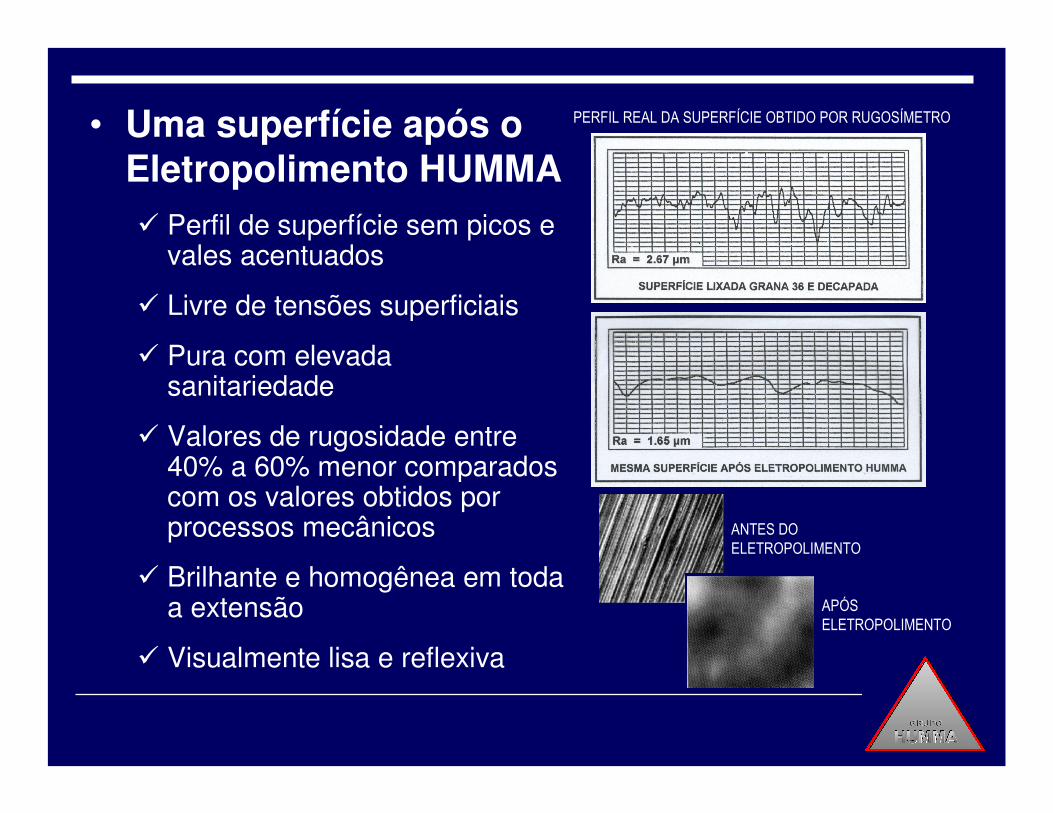
• Uma superfície após o Eletropolimento HUMMA� Perfil de superfície sem picos e
vales acentuados
� Livre de tensões superficiais
� Pura com elevada sanitariedade
� Valores de rugosidade entre 40% a 60% menor comparados com os valores obtidos por processos mecânicos
� Brilhante e homogênea em toda a extensão
� Visualmente lisa e reflexiva
PERFIL REAL DA SUPERFÍCIE OBTIDO POR RUGOSÍMETRO
ANTES DO ELETROPOLIMENTO
APÓS ELETROPOLIMENTO

�Quanto menor a rugosidade melhores são os resultados do processo de higienização.
EFEITO DO ACABAMENTO DE SUPERFÍCIE SOBRE O TEMPO DE LIMPEZA
COMPARAÇÃO ESQUEMÁTICA DA MICRO-RUGOSIDADE DE UMA CÉLULA MICROBIANA

MICROFOTO EM MEV MOSTRANDO MICROORGANISMOS ALOJADOS NOS MICROSULCOS DE UMA SUPERFÍCIE LIXADA MECANICAMENTE
LIMPEZA QUÍMICA DA SUPERFÍCIE
� Compostos de substâncias ácidas
� Compostos de substâncias neutras
� Compostos de substâncias alcalinas
HE = Energia Química X Energia Mecânica X Energia Térmica X Tempo

• Objetivo
�Remoção de contaminantes da superfície metálica.
�Garantir máxima resistência à corrosão do inox.
�Prevenção de contaminação de produto.
�Alcance da aparência desejada.

• Passividade: Propriedade que o aço inox apresenta de minimização de reatividade química sob certas condições especiais de ambiente.
• Passivação:Significa obter a condição eletroquímica de “Passividade” do aço inox através da estabilização da “Camada Passiva” ou “Filme Passivo”, realizado normalmente por aplicações químicas especiais.

• Camada Passiva: Resultado do processo da passivação.
Óxido de Cromo + Óxido de Ferro (2:1)(na prática Cr2O3).Espessura ± 10 a 30 Å
Fe ± 65%Cr ± 18%Ni ± 10%Mo ± 2%Restante C, Mn, Si, S, P, etc.
METAL BASE
ZONA DE TRANSIÇÃO
CAMADA PASSIVA

MECANISMOS DE CORROSÃO DO AÇO INOX EM SISTEMAS CRÍTICOS
• Em soluções ácidas: (H+) é reduzido a gás hidrogênio (H2)
�Reação de Oxidação: Fe0 Fe2+ + 2e-
�Reação de Redução: 2H+ + 2e- H2↑
�Reação Global: Fe0 + 2H+ Fe2+ + H2↑

• Em soluções neutras ou básicas, Oxigênio dissolvido (O2) é reduzido a Hidróxido (OH-)
�Reação de Oxidação: Fe0 Fe2+ + 2e-
�Reação de Redução: ½O2 + H2O + 2e- 2OH-
�Reação Global: Fe0 + ½O2 + H2O Fe2+ + 2OH-

• Podemos também expressar:
2Fe0 + 4H2O 2FeO(OH) + 3H2↑
Oxidação do Óxido Ferroso Hidratado para Óxido Férrico (Fe2O3) que produz a cor avermelhada.
2FeO(OH)3 Fe2O3 + 3H2O

• Fatores que influenciam a corrosão em sistemas críticos:
� Gases dissolvidos
� Oxigênio
� Gás carbônico
� Material em suspensão
� Sais dissolvidos
� Microrganismos
� Temperatura
� pH
� Velocidade

PONTOS A SEREM CONSIDERADOS PARA REALIZAÇÃO DE UMA LIMPEZA QUÍMICA
• Eliminação de elementos e compostos nocivos na matriz metálica.
• Impurezas adicionadas durante os processos mecânicos de acabamento.
• Resíduos de oxidação deixados na ZTA de soldas.
• Impurezas introduzidas pelo gás purgante durante o processo de soldagem.

• Material de preenchimento de solda usado na soldagem da unidade de geração de água.
• Impurezas introduzidas durante o teste hidrostático (contaminantes de água purificada, potável).
• O uso de metais desiguais às vezes encontrados nas unidades de geração e sistemas de distribuição.
• O uso de materiais de gaxeta inapropriados e manuseio inadequado de material.

METODOLOGIA CONVENCIONAL PARA REALIZAÇÃO DE LIMPEZA QUÍMICA E PASSIVAÇÃO (ASTM A380)
• Realizada em 3 etapas com ácidos inorgânicos minerais:
�1ª Etapa: Limpeza Alcalina.
�2ª Etapa: Decapagem Ácida (HF + HNO3)
�3ª Etapa: Passivação (HNO3)

• Problemas de se utilizar Limpeza Convencional
�Controle rígido do Processo de Limpeza (num pequeno descontrole mata-se o carrapato e o cavalo junto).
�Produtos químicos perigosos para manipulação (segurança do operador).
�Produtos tóxicos ao meio ambiente (Vazamento? Inapropriado para descarte).

METODOLOGIA ATUAL PARA REALIZAÇÃO DE LIMPEZA QUÍMICA E PASSIVAÇÃO (ASTM A380)
• Realização em 3 etapas por Quelação Complexa:
�1° Estágio: Quelação Complexa Alcalina.
�2 ° Estágio: Quelação Complexa Ácida.
�3 ° Estágio: Quelação Complexa Passivante.

• Vantagens da Limpeza Química por Quelação Complexa comparada com a Limpeza Química Convencional.
�Processo de limpeza mais eficiente.
�Efetividade na retirada dos contaminantes sem danificar a instalação.
�Produtos químicos de baixa agressividade não perigosos ao manuseio.
�Produto com baixa toxidade (pouco agressivo ao meio ambiente)

A IMPORTÂNCIA DA LIMPEZA CRÍTICA EM SISTEMAS DE ALTA PUREZA
• Ambientes críticos e corrosivos.
• Formação efetiva da camada passiva.• Maior resistência à corrosão (menor formação
de Rouge).• Superfícies extremamente limpas (pureza dos
produtos).
• Garantia contínua do sistema pela ausência de impurezas e contaminantes gerados na superfície de contato.

METODOLOGIA E PROCEDIMENTOS DE LIMPEZA CRÍTICA HUMMA EM CONFORMIDADE COM A NORMA ASME BPE 1997 V.2002
• Limpeza Química e Passivação por Quelação Complexa aplicado em sistemas novos para processo e água purificada. Tubulações e equipamentos (região interna).
• Limpeza Eletrolítica e Passivação aplicado em equipamentos e componentes para sistemas críticos (região interna e externa).
• Eletropolimento – Tecnologia EPL-H Process.