Embed Size (px)
Citation preview

LR Verification Guidelines for the application of the Performance
Standard for Protective Coatings (PSPC) for Dedicated Seawater Ballast Tanks
Version 05 Date: January 2013

2013 Version 05 1
MARINE SERVICES
Contents 1. Introduction. 2 2. Verification Requirements by the LR Surveyor
1. Before coating application is started 3 2. During coating application 7 3. After coating completion and prior to ship delivery 8
3. Procedural Flow Chart 9
APPENDIX 1 - CTF Check List. 10
APPENDIX 2
A1 – Shop Priming Application 11 A2 – Shop Priming Verification 12 B1 – Verification Procedures PSPC- BWT 13
APPENDIX 3 - Example Working Records (for the Approved Inspector) Coating Log – Primary Surface Preparation. 16 Coating Log – Edge and Weld Condition. 17 Coating Log – Coating Application. 18 Coating Log – DFT Measurement 19
2013 Version 05 2
MARINE SERVICES
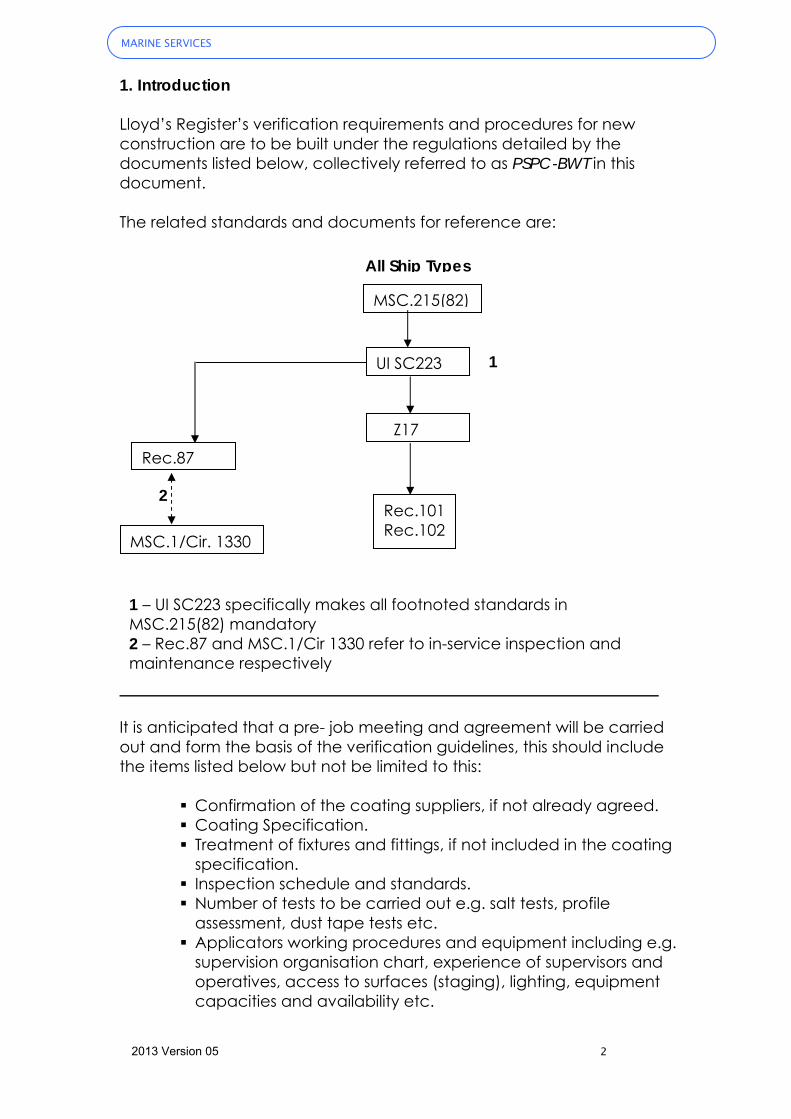
1. Introduction Lloyd’s Register’s verification requirements and procedures for new construction are to be built under the regulations detailed by the documents listed below, collectively referred to as PSPC-BWT in this document. The related standards and documents for reference are:
It is anticipated that a pre- job meeting and agreement will be carried out and form the basis of the verification guidelines, this should include the items listed below but not be limited to this:
Confirmation of the coating suppliers, if not already agreed. Coating Specification. Treatment of fixtures and fittings, if not included in the coating
specification. Inspection schedule and standards. Number of tests to be carried out e.g. salt tests, profile
assessment, dust tape tests etc. Applicators working procedures and equipment including e.g.
supervision organisation chart, experience of supervisors and operatives, access to surfaces (staging), lighting, equipment capacities and availability etc.
All Ship Types
UI SC223
Z17
Rec.101 Rec.102
Rec.87
MSC.215(82)
MSC.1/Cir. 1330
2
1
1 – UI SC223 specifically makes all footnoted standards in MSC.215(82) mandatory 2 – Rec.87 and MSC.1/Cir 1330 refer to in-service inspection and maintenance respectively
2013 Version 05 3
MARINE SERVICES
Applicator’s QC procedures (e.g. monitoring of ambient conditions / ventilation and pre-official inspections for surface preparation, cleaning, DFT etc.)
Communications including procedures for calling inspections (e.g. minimum acceptable advance notice and acceptable hours, including weekends evenings, holidays). Also procedures for informing LR of forthcoming inspections.
Reporting procedures and report formats (see Appendix 3 for recommended reporting templates).
Procedures for reporting non-conformances and resolving their satisfactory repair.
Appointment of the inspection body or bodies (i.e. shipyard, coating supplier, ship owner, independent or a combination of two or more).
Clarification of how many inspectors will be required. Assistance to be given to the inspectors. Names and qualifications of inspectors (copies of current
certificates including information to allow traceability and confirmation will be required).
Procedures for the settlement of disputes. Health and safety.
The Lloyd’s Register PSPC-BWT new building verification process for surveyors can be broken into three stages:
i. Before coating application is started.
ii. During coating application.
iii. After coating completion and prior to ship delivery. Any deviation should be raised to the shipyard, or the Approved Inspector, as deemed appropriate by LR. In the event of corrective action a Class Certificate will not be issued until all corrective actions have been closed out. 2. Verification Requirements by the LR Surveyor 2.1 Before coating application is started The minimum PSPC-BWT requirements are included in the CTF check list (see appendix 1). The CTF is to be compiled by the shipyard before work is started. Notes:
The minutes of the pre – job agreement are to be reviewed by LR.

2013 Version 05 4
MARINE SERVICES
Selection of coating System - See MSC 215(82) Table 1.1. The criteria for selection are to be confirmed by the shipyard, ship owner and coating supplier.
PSPC Type Approval Certificate or Statement of Compliance. Details are held at LR London.
The PTDS will comply with The Type Approval Certificate. The Coating Specification will include at least the following:
Shop primer.
Manufacturer. Name of Product. Code of Product. Type. Specified DFT. Surface Preparation. Compatibility with the main coating.
Main Coating Manufacturer. Name of Product. Code of Product. Type. Number, sequence and colour of Full coats. Method of Application (Airless Spray). NDFT of Each Coat. NDFT of the Total System. Number, sequence and colour of Stripe coats including
method of application.
Surface preparation requirements will include Intact shop primer. Corrosion. Broken down and damaged shop primer. Block pre-erection (if applicable). Erection welds. Main ballast coating damages.
The MSC.215(82) specifies minimum surface preparation and application standards.
Any additional requirements of the coating supplier, Flag, Class or Owner should also be included into the specification.
All interpretations shall be in compliance with SC223.
The inspection and coating procedure stages should be agreed between the ship-owner, shipyard and coating manufacturer.

2013 Version 05 5
MARINE SERVICES
Bodies responsible for inspection are required to provide the names of their respective Approved Inspectors, together with verified copies of the inspector’s certificates. Evidence will be available to confirm that all certificates are current. If there is to be more than one inspection body, there must be a clear line of authority.
Typical examples of the builder’s quality control documentation include the following:
Shop Priming Plant Verification and Daily Record. Daily Log - To list all inspections for each working day. Preparation & Application Progress Report. Block Report - Secondary Surface Preparation & Cleaning
Inspection Report. Pre-Erection joint Report -Secondary Surface Preparation &
Cleaning Inspection Report. Hull Stage Erection Joint & Damages Report -Secondary
Surface. Preparation & Cleaning Inspection Report. Block Report- Coating Inspection Report. Block Pre-erection / Hull Stage Coating Inspection Report. Pre-Delivery Inspection Report - (Completion Report). Non Conformity Report.
The format of reports may vary as agreed between the shipyard, ship-owner and the Approved Inspector but must comply with the requirements of the PSPC-BWT. Note: The shop priming plant QC procedures will normally be subject to a separate audit by the Approved Inspector. The minimum QC Working Report contents for the PSPC-BWT (See MSC.215(82) 3.4.2) are:
Applied Actual Space and area (in square metres) for each compartment.
Applied coating system. Time of coating, thickness, number of layers. Ambient conditions during coating. Method of surface preparation. Statement by the Approved Coating Inspector that the
coating was applied in accordance with the specifications and to the satisfaction of the coating supplier representative. Deviations from the specifications and their correction will be reported.
LR will confirm the relevant boxes in the CTF Check List and the Shop-priming Plant Verification as appropriate before work is started.
2013 Version 05 6
MARINE SERVICES
Verification Requirements: All documentation required to satisfy the terms of the PSPC-BWT has been prepared by the ship-yard as listed in the CTF Check List. LR will complete a CTF Check List for each vessel to which the PSPC-BWT regulations apply.
Inspection procedures have been agreed between the shipyard, the ship owner and the main coating supplier before work is started. These are most likely to be discussed and agreed at a pre-job meeting or meetings. The pre-job agreement must satisfy all of the requirements of the PSPC-BWT and the shipyard is to present the minutes of the agreement to LR for review. LR may also request to participate in the pre-job agreement process.
That the Shop Priming Plant Verification Report (see Appendix
2) is available for the pre-job agreement process and that the standards achieved are acceptable to the shop primer supplier, the main coating supplier and the Approved Inspector.
If the shop primed steel is purchased from a location or
supplier different from the shipyard, the steel shall have all the relevant quality control documents from that supplier or location, and that the local LR surveyor has witnessed and also supplied the relevant completed forms. This also includes finished or semi-finished blocks supplied from a different site or manufacturer.
The shop primer must be approved in accordance with PSPC-
BWT otherwise it must be removed.
The Approved Inspector should participate in the shop primer verification process as early as possible after being appointed. The Approved Inspector will then be included as a signatory in the verification process. It may also be decided that the main coating supplier participates in the verification process.
The shop-priming plant documentation may require modification depending upon the agreed inspection bodies.
The date of the verification must be valid from the start of plate processing.
2013 Version 05 7
MARINE SERVICES
2.2 During coating application For ‘Approved Inspectors’ unknown to Lloyds Register, verification will be required as early as possible in the contract. For inspectors known to LR or when acceptable standards have been established, spot check verification is acceptable. LR will record their monitoring verification details in the LR Form1215.
For automatic shop primer application regular audits of QC records, without a physical check of the plants operations is acceptable. Note: LR is to confirm that the ship yard’s QC system ensures that all calibration certificates for inspection instruments are maintained up to date. If not, LR will require all current certificates for review. All sections of the form 1215 pertaining to the relevant sections of MSC.215 (82) section 6.2 and SC223 shall be completed on a regular basis and be retained for future reference. Details will include:
Area inspected. Date & time. Official report number. Block or location on the vessel. Approved Inspector’s findings. Any unresolved disagreements between inspection bodies
and the eventual outcome. NCR details, if applicable.
Verification Requirements: Through document audits and / or physical spot checks, that all the requirements of the PSPC-BWT are fulfilled.
Monitoring of the coating inspection requirements, as required by the MSC.215(82) (Section 7.5) means checking, on a representative sampling basis, that the inspectors are using correct equipment, techniques and reporting methods, as described in SC223. This will require that the Approved Inspector physically demonstrates to the LR Surveyor that inspection procedures are properly carried out and are accurately recorded in the appropriate reports. Examples of these reports are shown in Appendix 3.
An appropriate level of inspection should be agreed within the pre-job agreement, for example:
2013 Version 05 8
MARINE SERVICES
Approximately 10% of block inspections. A minimum of two hull stage tank inspections. A minimum of two pre-delivery tank inspections.
The Approved Inspector should be able to show compliance to items listed in Appendix 1 and Appendix 2.
Note:
Non-conformances are to be documented in a Non - Conformance Report (NCR) and closed off by the Approved Inspector after correction.
Non-conformances are considered non-compliances, if the
shipyard or contractor refuses to repair, or where the repair is to be carried out later in the contract, when the NCR will remain in place to act as a reminder.
Routine requirements for repair after inspection will not be subject
to an NCR if repair is to be carried out immediately. Inspections resulting in rejection should be detailed in the Preparation & Application Progress Report.
2.3 After coating completion and prior to ship delivery Verification Requirements:
The shipyard has completed the CTF in accordance with the PSPC-BWT and that all relevant documentation required for the CTF is included.
That the Approved Inspector(s) has signed all the relevant
reports confirming that standards complied with the MSC.215(82) and all other agreed documentation, the PTDS and were carried out to the satisfaction of the coating supplier's representative.
That the owner has been given a copy of the CTF for
placement onboard.
Note: The CTF should include the maintenance specification.
2013 Version 05 9
MARINE SERVICES
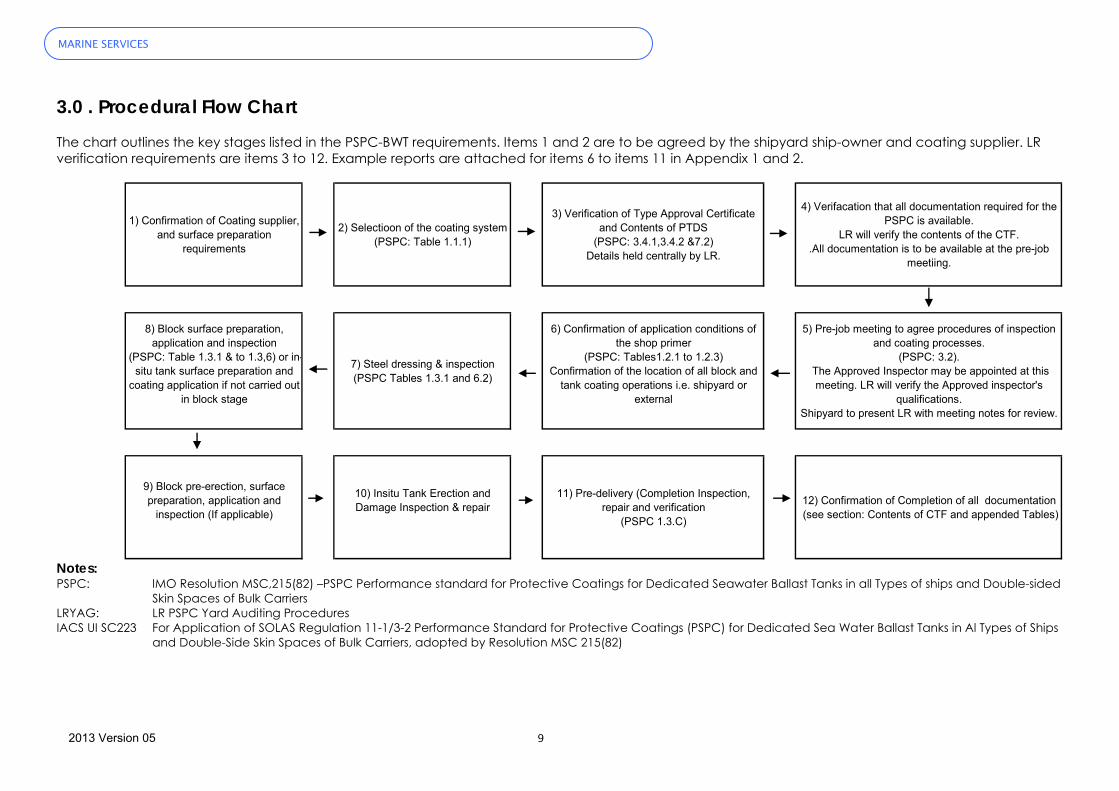
3.0 . Procedural Flow Chart The chart outlines the key stages listed in the PSPC-BWT requirements. Items 1 and 2 are to be agreed by the shipyard ship-owner and coating supplier. LR verification requirements are items 3 to 12. Example reports are attached for items 6 to items 11 in Appendix 1 and 2.
1) Confirmation of Coating supplier, and surface preparation
requirements
2) Selectioon of the coating system(PSPC: Table 1.1.1)
3) Verification of Type Approval Certificate and Contents of PTDS
(PSPC: 3.4.1,3.4.2 &7.2)Details held centrally by LR.
4) Verifacation that all documentation required for the PSPC is available.
LR will verify the contents of the CTF..All documentation is to be available at the pre-job
meetiing.
8) Block surface preparation, application and inspection
(PSPC: Table 1.3.1 & to 1.3,6) or in-situ tank surface preparation and
coating application if not carried out in block stage
7) Steel dressing & inspection(PSPC Tables 1.3.1 and 6.2)
6) Confirmation of application conditions of the shop primer
(PSPC: Tables1.2.1 to 1.2.3) Confirmation of the location of all block and
tank coating operations i.e. shipyard or external
5) Pre-job meeting to agree procedures of inspection and coating processes.
(PSPC: 3.2). The Approved Inspector may be appointed at this
meeting. LR will verify the Approved inspector's qualifications.
Shipyard to present LR with meeting notes for review.
9) Block pre-erection, surface preparation, application and
inspection (If applicable)
10) Insitu Tank Erection and Damage Inspection & repair
11) Pre-delivery (Completion Inspection, repair and verification
(PSPC 1.3.C)
12) Confirmation of Completion of all documentation (see section: Contents of CTF and appended Tables)
Notes: PSPC: IMO Resolution MSC,215(82) –PSPC Performance standard for Protective Coatings for Dedicated Seawater Ballast Tanks in all Types of ships and Double-sided
Skin Spaces of Bulk Carriers LRYAG: LR PSPC Yard Auditing Procedures IACS UI SC223 For Application of SOLAS Regulation 11-1/3-2 Performance Standard for Protective Coatings (PSPC) for Dedicated Sea Water Ballast Tanks in Al Types of Ships
and Double-Side Skin Spaces of Bulk Carriers, adopted by Resolution MSC 215(82)

Shipyard: Project/NB No:Location: Shipowner:
BuilderApproved Inspector
Owner SupplierDocumentincluded
ConformanceAgreed
i Ballast tank description and drawings P P P(1)
ii Selection of Coating System P P P(1)
Coating supplier to be aware of service conditions.
iii Type Certificate of Approval P P (1) P Compatibility of primer
v Product Technical Data Sheet (PTDS) P P(1)
PLR will verify it coplies with the current Type Approval Certificate.
v Coating specification P (4) P P (1) See coating specification requirements.
vi Product Safety Data Sheet (PSDS ) P P (1)
vii Pre-job agreement and job specification P
(4)
P P
(3)
P
The participation of the ship yard, owner and coating supplier is mandatory. LR may participate in the pre-job meeting at their discretion.Shipyard to present LR with meeting notes for review.
viiInspection procedures for surface preparation and application
P(4)
P P(3)
P To be agreed at the pre-job meeting.
ix Inspection bodies P P P(1)
To be agreed at the pre-job meeting.
xName(s) of Approved Inspector(s) and verified copies of their certificates(s)
P P P(1)
P To be agreed at the pre-job meeting.
xi Shop Primer Application PP: Shop-primer
Supplier
x(1)(2)(5)See attached tables - Shop Promer Plant Daily Record and Audit Check List. Shipyard to confirm Ballast/DSS supplier is copied with all updated audits.
xii Preparation & Application P X(1)(2)
See attached tables for recommended contents.
xiii Block/Hull Preparation & Application P X(1)(2) Details of manufactures technical assistance (if given) to
be included.
xiv Pre-delivery Inspection and Repair Reports P X(1)(2)
xv Non Conformance and Correction Reports P X(1)(2)
xvi Maintance procedures for in-service repair P POwner to acknowledge receipt and agreement to the maintenance programme.
Names of LR Signatories:P Parties to indicate their agreement to the
document subject matter.
XCompleted reports to be signed by the ApprovedInspector as work progressess and included in the finalised CTF before delivery. See also section 2.A - Shop Primer Verification.
Reports
Lloyd's Verification RequirementDocument
Coating Selection & Specification
Inspection
Appendix 1. CONTENTS OF THE CTF
Comment
(1) To be signed by LR as available for the pre-job agreement(2) To be signed by LR as completed by the Approved Inspector prior to delivery.(3) Agreement to be presented to LR for review before work is started(4) There should be scope for review. -See also LR Document Contents of CTF- Section 4(5) Shipyard to present verification of the main coating supplier's acceptance of application conditions
Shipyard to supply all necessary documents for the CTF
Mandatory Signatories
Examples to be available at the pre-job meeting. Prior to delivery LR will verify that the Approved Inspector(s) has signed confirmation that standards comply with PSPC, the PTDS and have been carried out to the satisfaction of the coating supplier's representitive
LR will verify all neccessary documents are included in the CTF
See also LR Document - Contents of the CTFThe completed CTF is to be kept permanently on-board and copied to Lloyd's Register, London.

2013 Version 05 11
Appendix 2 – A1
SHOP PRIMING PLANT VERIFICATION AT
Shop Primer Manufacturer: ___________________________ Shop primer Name and Code: _________________________ The shipyard has copied Ballast/DSS coating suppliers the attached audit. The Ballast/DSS coating suppliers have indicated their agreement to the following standards for:
o Blasting and Profile o Salt removal. o Ambient application conditions o Measured DFT’s
The Ballast / DSS coating suppliers accept the primer and the conditions of its application as the substrate for spaces where their coatings are to be applied is in compliance with MSC.215(82). The yard shall ensure that primers used are LR approved prefabrication primers and their compatibility with intended top coating systems has been approved On behalf of the ship-yard __________________________________________ __________________________________ __________________________________ ________________ Signature Name Position Date
2013 Version 05 12
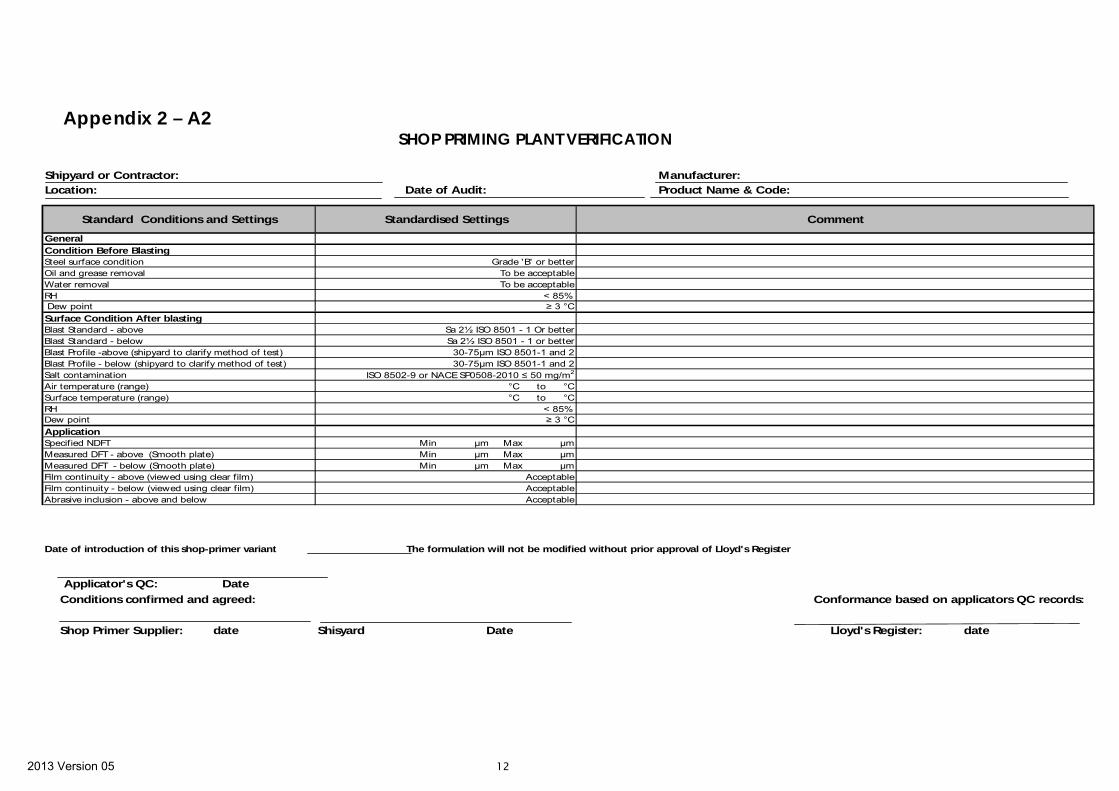
Appendix 2 – A2
SHOP PRIMING PLANT VERIFICATION
Shipyard or Contractor: Manufacturer:Location: Date of Audit: Product Name & Code:
Standard Conditions and Settings Standardised Settings Comment
GeneralCondition Before BlastingSteel surface condition Grade 'B' or betterOil and grease removal To be acceptableWater removal To be acceptableRH < 85% Dew point ≥ 3 °C
Surface Condition After blastingBlast Standard - above Sa 2½ ISO 8501 - 1 Or betterBlast Standard - below Sa 2½ ISO 8501 - 1 or betterBlast Profile -above (shipyard to clarify method of test) 30-75μm ISO 8501-1 and 2Blast Profile - below (shipyard to clarify method of test) 30-75μm ISO 8501-1 and 2Salt contamination ISO 8502-9 or NACE SP0508-2010 ≤ 50 mg/m2
Air temperature (range) °C to °CSurface temperature (range) °C to °CRH < 85%Dew point ≥ 3 °C
ApplicationSpecified NDFT Min μm Max μmMeasured DFT - above (Smooth plate) Min μm Max μmMeasured DFT - below (Smooth plate) Min μm Max μmFilm continuity - above (viewed using clear film) AcceptableFilm continuity - below (viewed using clear film) AcceptableAbrasive inclusion - above and below Acceptable
Date of introduction of this shop-primer variant The formulation will not be modified without prior approval of Lloyd's Register
Applicator's QC: Date
Conditions confirmed and agreed: Conformance based on applicators QC records:
Shop Primer Supplier: date Shisyard Date Lloyd's Register: date

2013 Version 05 13
Appendix 2 – B1 . PSPC-BWT VERIFICATION PROCEDURES
These Guidelines are intended to assist in the LR verification and should be used together with the working Procedures agreed in the Pre-job Meeting and the LR Shipyard Auditing/Gap Analysis Guidelines. LR is to check, on a sampling basis, that the Approved Inspector uses correct equipment, techniques & reporting methods
Item
PSPC Requirement Comment
Before Start
Steel dressing & Pre-Cleaning
Removal of sharp edges ISO 8501-3 Grade P2 (2mm radius)
All sharp edges should be rounded to a minimum of 2 mm radius. The PSPC requires 3 pass grinding however, other methods will be acceptable to LR provided the required standard is achieved.
Removal of undercuts/laminations/ spatter/other steel defects
ISO 8501-3 Grade P2
Removal of oil and grease To be removed Visual or Water droplet test - Water must wet out surface to be tested. (UV lamp may be proposed but this method will only be effective with certain types of oil and grease)
Surface Preparation Welds and corroded areas
Damaged Shop primer
Sa 2½ ISO 8501 – 1 Profile 30μm to 75μm ISO 8503-1 and 2
The ISO 8503 Comparator method does not include grade 30μm to 75 μm. The profile will therefore be judged using the appropriate medium grade comparator. Note that there are two types of comparator, one for grit and one for shot.
Bloc
ks
Intact shop primer See the coating’s Type Approval Certificate The ‘Type Approval Certificate’ PTDS and the PSPC will indicate the minimum required standard of preparation.
Erection Joints St 3 ISO 8501 - 1 or Sa 2½ ISO 8501 - 1 Blast profile as above
The coating supplier may require a minimum surface profile after grinding / discing (see PTDS). If areas are to be blasted suitable procedures should be place to avoid over blast damage.
Damages St 3 ISO 8501 - 1 or Sa 2½ ISO 8501 - 1 -Blast profile as above
If damages >2 % of the total area then blasting to Sa 2½ is mandatory. The Hull Stage Tank report requires that the damaged area be estimated and recorded If damages are to be blasted, a minimum area per damaged spot must be agreed prior to the start of blasting and steps taken to avoid over blast damage. Small isolated areas of damage should be mechanically repaired. If widespread small damages are present then the entire affected area should be blasted to avoid unnecessary over blast damage. Note over blast damage can be very difficult to see, hence the importance taking adequate steps for its prevention. .B
lock
pre
-ere
ctio
n &
Ta
nks
Areas >25 m2 Sa 2½ ISO 8501 - 1 Blast profile as above For areas greater than 25 m2 blasting to Sa 2½ is mandatory.
Overlap areas
- The agreed method of abrasive cleaning must be acceptable to coating supplier and ensure acceptable inter-coat adhesion.
Soluble Salt test - Surfaces ISO 8502-9 or NACE SP0508-2010 ≤ 50 mg/m2 (250 μS/cm)
The minimum number of tests per block or tank should have been agreed at the pre - job meeting. Additional tests may be necessary depending on conditions at the time of verification. PSPC requires a minimum of one test per block. Sampling should be by Bresle Patch or similar (Size A-1250 i.e. 1250 ± 13 mm2) and conductivity measured in accordance with ISO 8502 – 9. Tests areas should focus on areas most likely to be contaminated or on areas likely to have been 'missed' during the cleaning process e.g. behind bars, tank floors, areas of corrosion etc.
2013 Version 05 14
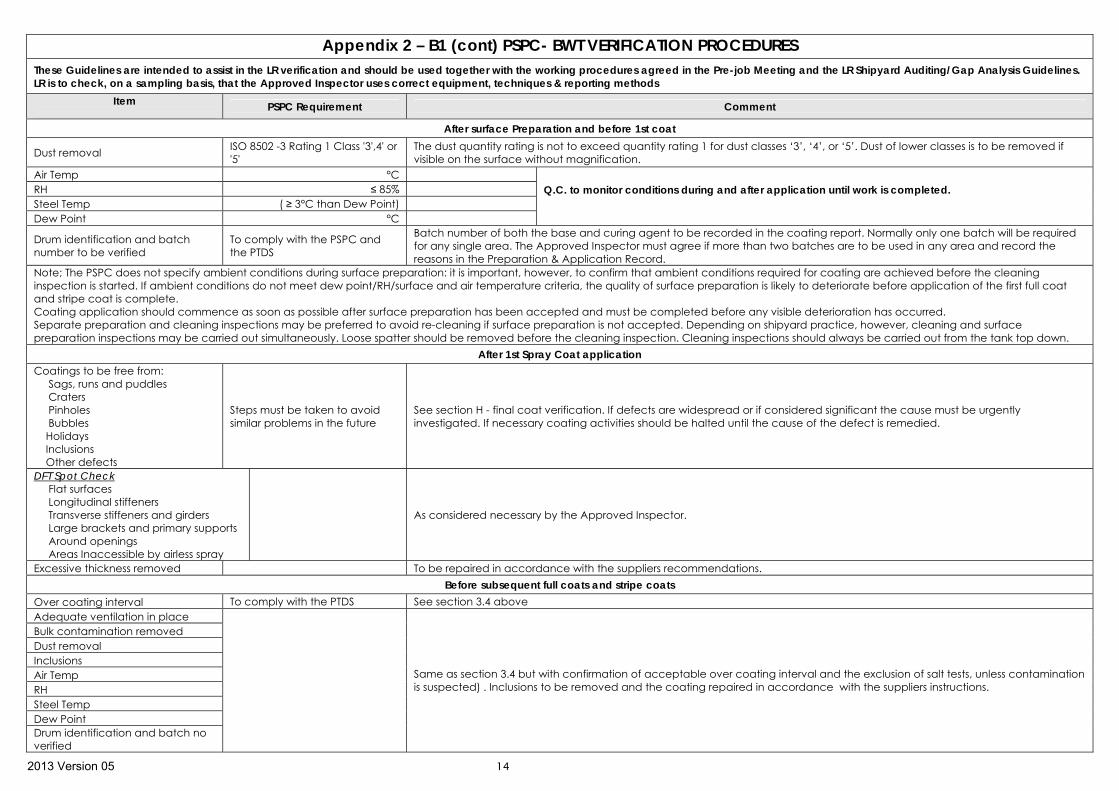
Appendix 2 – B1 (cont) PSPC- BWT VERIFICATION PROCEDURES
These Guidelines are intended to assist in the LR verification and should be used together with the working procedures agreed in the Pre-job Meeting and the LR Shipyard Auditing/Gap Analysis Guidelines. LR is to check, on a sampling basis, that the Approved Inspector uses correct equipment, techniques & reporting methods
Item PSPC Requirement Comment
After surface Preparation and before 1st coat
Dust removal ISO 8502 -3 Rating 1 Class '3',4' or '5'
The dust quantity rating is not to exceed quantity rating 1 for dust classes ‘3’, ‘4’, or ‘5’. Dust of lower classes is to be removed if visible on the surface without magnification.
Air Temp °C RH ≤ 85% Steel Temp ( ≥ 3°C than Dew Point) Dew Point °C
Q.C. to monitor conditions during and after application until work is completed.
Drum identification and batch number to be verified
To comply with the PSPC and the PTDS
Batch number of both the base and curing agent to be recorded in the coating report. Normally only one batch will be required for any single area. The Approved Inspector must agree if more than two batches are to be used in any area and record the reasons in the Preparation & Application Record.
Note; The PSPC does not specify ambient conditions during surface preparation: it is important, however, to confirm that ambient conditions required for coating are achieved before the cleaning inspection is started. If ambient conditions do not meet dew point/RH/surface and air temperature criteria, the quality of surface preparation is likely to deteriorate before application of the first full coat and stripe coat is complete. Coating application should commence as soon as possible after surface preparation has been accepted and must be completed before any visible deterioration has occurred. Separate preparation and cleaning inspections may be preferred to avoid re-cleaning if surface preparation is not accepted. Depending on shipyard practice, however, cleaning and surface preparation inspections may be carried out simultaneously. Loose spatter should be removed before the cleaning inspection. Cleaning inspections should always be carried out from the tank top down.
After 1st Spray Coat application Coatings to be free from:
Sags, runs and puddles Craters Pinholes Bubbles Holidays Inclusions Other defects
Steps must be taken to avoid similar problems in the future
See section H - final coat verification. If defects are widespread or if considered significant the cause must be urgently investigated. If necessary coating activities should be halted until the cause of the defect is remedied.
DFT Spot Check Flat surfaces Longitudinal stiffeners Transverse stiffeners and girders Large brackets and primary supports Around openings Areas Inaccessible by airless spray
As considered necessary by the Approved Inspector.
Excessive thickness removed To be repaired in accordance with the suppliers recommendations. Before subsequent full coats and stripe coats
Over coating interval To comply with the PTDS See section 3.4 above Adequate ventilation in place Bulk contamination removed Dust removal Inclusions Air Temp RH Steel Temp Dew Point Drum identification and batch no verified
Same as section 3.4 but with confirmation of acceptable over coating interval and the exclusion of salt tests, unless contamination is suspected) . Inclusions to be removed and the coating repaired in accordance with the suppliers instructions.
2013 Version 05 15
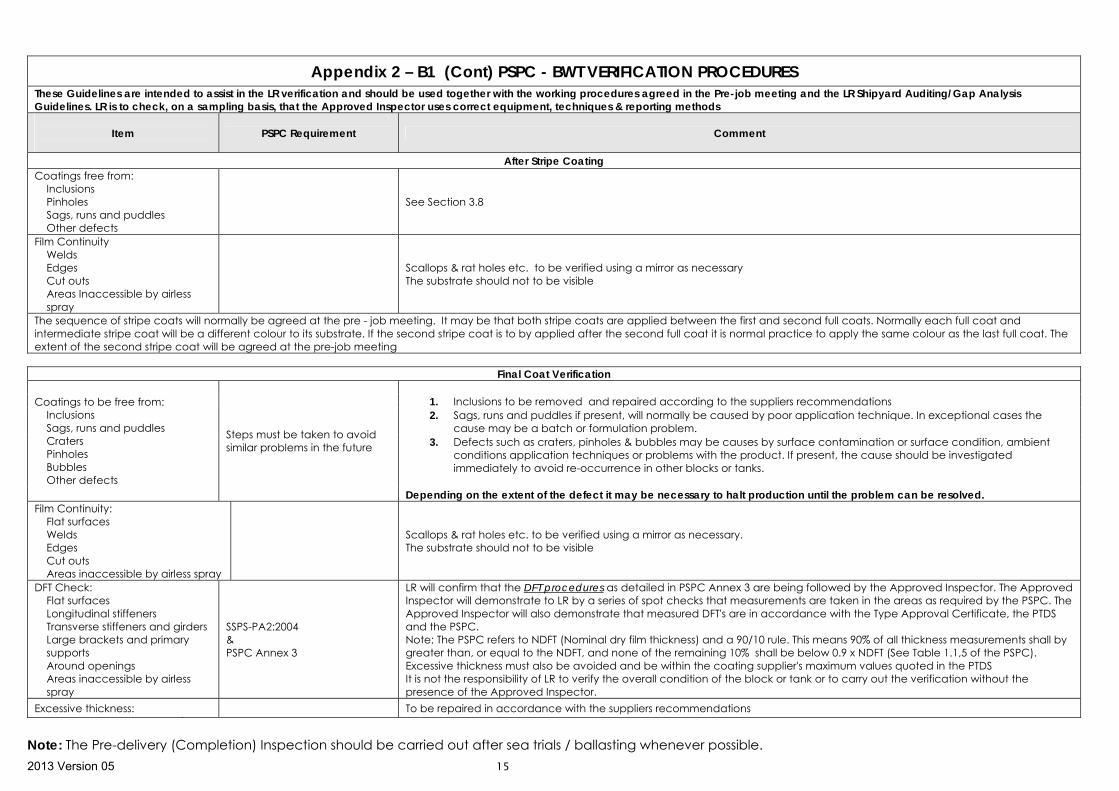
Appendix 2 – B1 (Cont) PSPC - BWT VERIFICATION PROCEDURES These Guidelines are intended to assist in the LR verification and should be used together with the working procedures agreed in the Pre-job meeting and the LR Shipyard Auditing/Gap Analysis Guidelines. LR is to check, on a sampling basis, that the Approved Inspector uses correct equipment, techniques & reporting methods
Item
PSPC Requirement Comment
After Stripe Coating Coatings free from:
Inclusions Pinholes Sags, runs and puddles Other defects
See Section 3.8
Film Continuity Welds Edges Cut outs Areas Inaccessible by airless spray
Scallops & rat holes etc. to be verified using a mirror as necessary The substrate should not to be visible
The sequence of stripe coats will normally be agreed at the pre - job meeting. It may be that both stripe coats are applied between the first and second full coats. Normally each full coat and intermediate stripe coat will be a different colour to its substrate. If the second stripe coat is to by applied after the second full coat it is normal practice to apply the same colour as the last full coat. The extent of the second stripe coat will be agreed at the pre-job meeting
Final Coat Verification
1. Inclusions to be removed and repaired according to the suppliers recommendations 2. Sags, runs and puddles if present, will normally be caused by poor application technique. In exceptional cases the
cause may be a batch or formulation problem. 3. Defects such as craters, pinholes & bubbles may be causes by surface contamination or surface condition, ambient
conditions application techniques or problems with the product. If present, the cause should be investigated immediately to avoid re-occurrence in other blocks or tanks.
Coatings to be free from: Inclusions Sags, runs and puddles Craters Pinholes Bubbles Other defects
Steps must be taken to avoid similar problems in the future
Depending on the extent of the defect it may be necessary to halt production until the problem can be resolved. Film Continuity:
Flat surfaces Welds Edges Cut outs Areas inaccessible by airless spray
Scallops & rat holes etc. to be verified using a mirror as necessary. The substrate should not to be visible
DFT Check: Flat surfaces Longitudinal stiffeners Transverse stiffeners and girders Large brackets and primary supports Around openings Areas inaccessible by airless spray
SSPS-PA2:2004 & PSPC Annex 3
LR will confirm that the DFT procedures as detailed in PSPC Annex 3 are being followed by the Approved Inspector. The Approved Inspector will demonstrate to LR by a series of spot checks that measurements are taken in the areas as required by the PSPC. The Approved Inspector will also demonstrate that measured DFT's are in accordance with the Type Approval Certificate, the PTDS and the PSPC. Note; The PSPC refers to NDFT (Nominal dry film thickness) and a 90/10 rule. This means 90% of all thickness measurements shall by greater than, or equal to the NDFT, and none of the remaining 10% shall be below 0.9 x NDFT (See Table 1.1,5 of the PSPC). Excessive thickness must also be avoided and be within the coating supplier's maximum values quoted in the PTDS It is not the responsibility of LR to verify the overall condition of the block or tank or to carry out the verification without the presence of the Approved Inspector.
Excessive thickness: To be repaired in accordance with the suppliers recommendations
Note: The Pre-delivery (Completion) Inspection should be carried out after sea trials / ballasting whenever possible.

2013 Version 05 16
COATING LOG (PRIMARY SURFACE PREPARATION)
Sheet No.
NAME/NO. OF SHIP
PLATE NUMBERS
INSPECTION DATE
ENVIRONMENT
BEFORE WEATHER CHANGES MEASURED TIME DRY TEMP. (C) RELATIVE HUMIDITY (%) DEW POINT (%) SURFACE TEMP. (C)
REMARKS:
SURFACE PREPARATION SURFACE PROFILES
WATER SOLUBLE SALTS (mg/m2 of NaCl)
REMARKS:
SHOP PRIMER MANUFACTURER
PRODUCT NAME IDENTIFICATION MARK/NUMBER MANUFACTURE’S RECOMMENDED D.F.T. MEASURED D.F.T.
CURING
REMARKS:
COATING INSPECTOR’S NAME:
SIGNATURE
Form PSP
Appendix 3 – Example Reporting
2013 Version 05 17
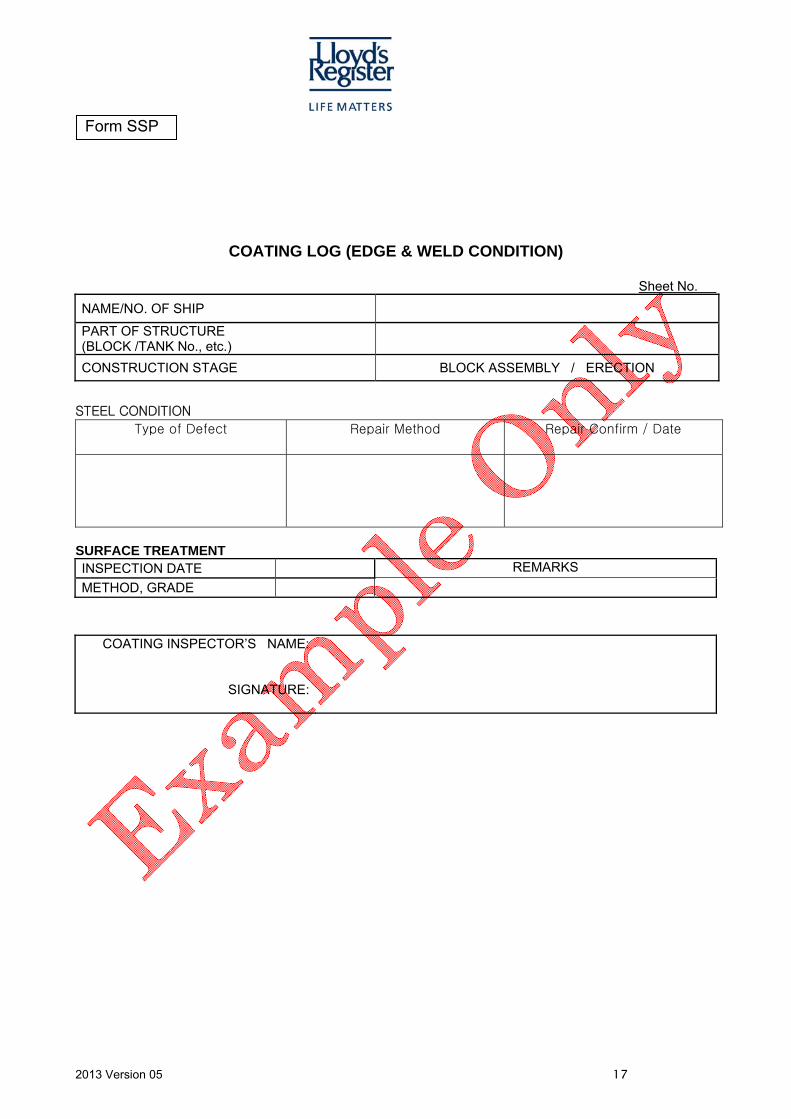
COATING LOG (EDGE & WELD CONDITION)
Sheet No.
NAME/NO. OF SHIP
PART OF STRUCTURE (BLOCK /TANK No., etc.)
CONSTRUCTION STAGE BLOCK ASSEMBLY / ERECTION
STEEL CONDITION
Type of Defect Repair Method Repair Confirm / Date
SURFACE TREATMENT INSPECTION DATE REMARKS
METHOD, GRADE
COATING INSPECTOR’S NAME:
SIGNATURE:
Form SSP

2013 Version 05 18
COATING LOG (COATING APPLICATION)
Sheet No.
FIRST COAT SECOND COAT
BEFORE AFTER BEFORE AFTER
INSPECTION DATE
ENVIRONMENT
DRY TEMP. (C)
RELATIVE HUMIDITY (%)
DEW POINT (%)
SURFACE TEMP. (C)
WATER SOLUBLE SALTS (mg/m2
of NaCl) X X X
DUST X X X
OIL CONTAMINATION X X
ABRASIVE INCLUSION X X
STRIPE COATS
MANUFACTURER
PRODUCT NAME OF COATING
PRODUCT IDENTIFICATION MARK/ NUMBER
REMARKS:
COATING INSPECTOR’S NAME:
SIGNATURE:
Form CA
2013 Version 05 19
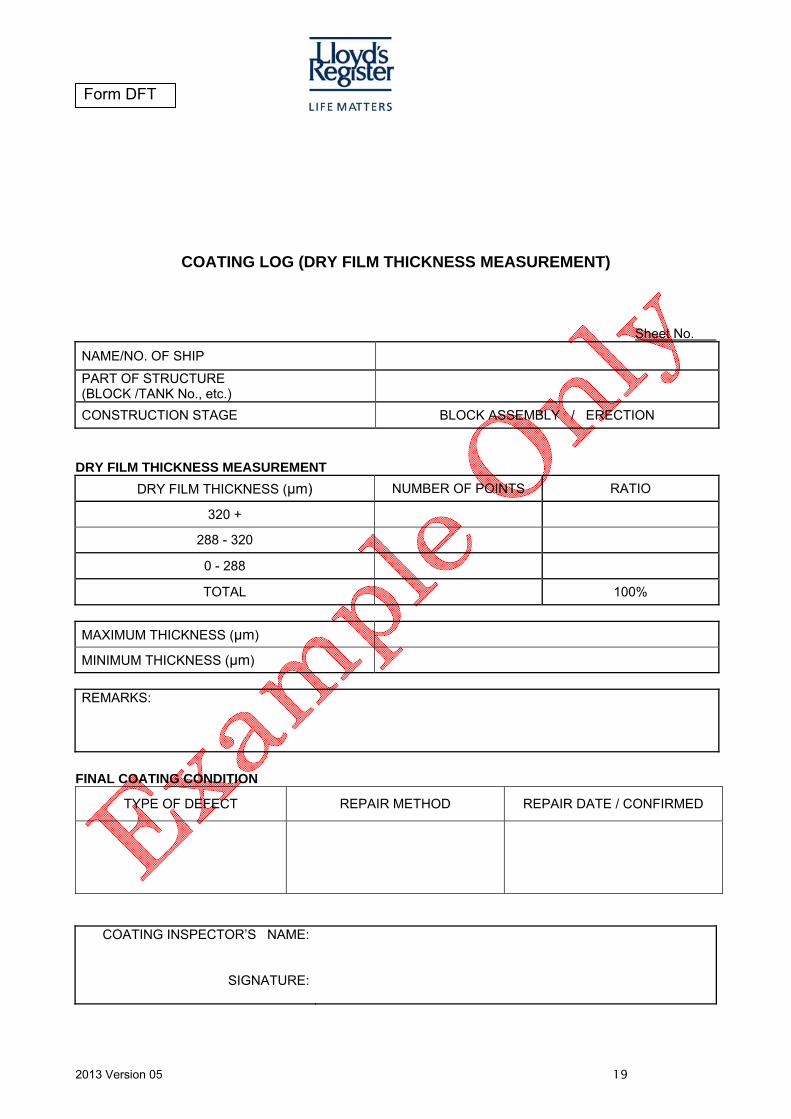
COATING LOG (DRY FILM THICKNESS MEASUREMENT)
Sheet No.
NAME/NO. OF SHIP
PART OF STRUCTURE (BLOCK /TANK No., etc.)
CONSTRUCTION STAGE BLOCK ASSEMBLY / ERECTION
DRY FILM THICKNESS MEASUREMENT
DRY FILM THICKNESS (µm) NUMBER OF POINTS RATIO
320 +
288 - 320
0 - 288
TOTAL 100%
MAXIMUM THICKNESS (µm)
MINIMUM THICKNESS (µm)
REMARKS:
FINAL COATING CONDITION
TYPE OF DEFECT REPAIR METHOD REPAIR DATE / CONFIRMED
COATING INSPECTOR’S NAME:
SIGNATURE:
Form DFT
Lloyd's Register Group Limited, its affiliates and subsidiaries and their respective officers, employees or agents are, individually and collectively, referred to in this clause as ‘Lloyd's Register’. Lloyd's Register assumes no responsibility and shall not be liable to any person for any loss, damage or expense caused by reliance on the information or advice in this document or howsoever provided, unless that person has signed a contract with the relevant Lloyd's Register entity for the provision of this information or advice and in that case any responsibility or liability is exclusively on the terms and conditions set out in that contract. © Lloyd’s Register 2013




















![Guidelines Features OC NACD 2012-8-12(Lr)[2]](https://img.pdfslide.net/doc/110x75/577cc4d51a28aba7119a997d/guidelines-features-oc-nacd-2012-8-12lr2.jpg)








