Embed Size (px)
Citation preview
1
Luận vănQUY TRÌNH CÔNG NGHỆ
SẢN XUẤT ỐNG LUỒN DÂY ĐIỆN VÀ PHỤ KIỆN tại Công
ty Cổ phần Khải Toàn

2
3
TRƯỜNG ĐH CÔNG NGHIỆP TP.HCM
KHOA CÔNG NGHỆ HÓA HỌC
CỘNG HOÀ XÃ HỘI CHỦ NGHĨA VIỆT NAM
Độc lập – Tự do - Hạnh phúc
NHIỆM VỤ BÁO CÁO THỰC TẬP TỐT NGHIỆP
Họ và tên sinh viên: Đỗ Minh Côn MSSV: 09162301
Vũ Văn Đạt MSSV: 09070271
Chuyên ngành: Hóa hữu cơ
Lớp: DHHC5
Tên đồ án thực tập: QUY TRÌNH CÔNG NGHỆ SẢN XUẤT ỐNG LUỒN DÂY ĐIỆN VÀ
PHỤ KIỆN tại Công ty Cổ phần Khải Toàn
Nhiệm vụ của thực tập:
1. Tìm hiểu về nguyên liệu sản xuất ống luồn dây điện và phụ kiện
2. Tìm hiểu quy trình công nghệ sản xuất
3. Các sự cố xảy ra và cách khắc phục
4. Tìm hiểu một số phương pháp kiểm tra chất lượng sản phẩm
5. Các biện pháp an toàn lao động
Ngày giao nhiệm vụ: ngày 10 tháng 12 năm 2012
Ngày hoàn thành nhiệm vụ: ngày 10 tháng 01 năm 2013
Họ và tên giáo viên hướng dẫn: KS. Phạm Văn Phước
Tp. Hồ Chí Minh, ngày tháng 01 năm 2013
Chủ nhiệm bộ môn Giáo viên hướng dẫn
GIẤY XÁC NHẬN
Kính gửi: Ban chủ nhiệm Khoa Công Nghệ Hóa Học
4
Tôi tên là:......................................................................................................................
Chức vụ:........................................................................................................................
Thuộc Công Ty Cổ Phần Khải Toàn
Nay tôi xác nhận cho 2 sinh viên có tên dưới đây
1. Đỗ Minh Côn
2. Vũ Văn Đạt
Đã thực tập tại công ty chúng tôi từ ngày 10/12/2012 tới ngày 10/01/2013. Sau đây là
nhận xét của chúng tôi về nhóm sinh viên thực tập như sau:
.........................................................................................................................................
.........................................................................................................................................
.........................................................................................................................................
Tp. HCM, ngày…….tháng…….năm 2013
Ký tên

5
NHẬN XÉT CỦA CÁN BỘ HƯỚNG DẪN
.........................................................................................................................................
.........................................................................................................................................
.........................................................................................................................................
.........................................................................................................................................
.........................................................................................................................................
.........................................................................................................................................
.........................................................................................................................................
.........................................................................................................................................
.........................................................................................................................................
.........................................................................................................................................
.........................................................................................................................................
.........................................................................................................................................
.........................................................................................................................................
Tp. Hồ Chí Minh, ngày ..... tháng ..... năm 2013
Cán bộ hướng dẫn
NHẬN XÉT CỦA GIÁO VIÊN HƯỚNG DẪN

6
.........................................................................................................................................
.........................................................................................................................................
.........................................................................................................................................
.........................................................................................................................................
.........................................................................................................................................
.........................................................................................................................................
.........................................................................................................................................
.........................................................................................................................................
.........................................................................................................................................
.........................................................................................................................................
.........................................................................................................................................
Phần đánh giá:
• Ý thức thực hiện:..................................................................................................
• Nội dung thực hiện:.............................................................................................
• Hình thức trình bày:.............................................................................................
• Tổng hợp kết quả:................................................................................................
Điểm bằng số:.....................................Điểm bằng chữ:........................................
Tp. Hồ Chí Minh, ngày ..... tháng ..... năm 2013
Giáo viên hướng dẫn
7
NHẬN XÉT CỦA GIÁO VIÊN PHẢN BIỆN
.........................................................................................................................................
.........................................................................................................................................
.........................................................................................................................................
.........................................................................................................................................
.........................................................................................................................................
.........................................................................................................................................
.........................................................................................................................................
.........................................................................................................................................
.........................................................................................................................................
.........................................................................................................................................
Phần đánh giá:
• Ý thức thực hiện:..................................................................................................
• Nội dung thực hiện:.............................................................................................
• Hình thức trình bày:.............................................................................................
• Tổng hợp kết quả:................................................................................................
Điểm bằng số:.....................................Điểm bằng chữ:........................................
Tp. Hồ Chí Minh, ngày ..... tháng ..... năm 2013
Giáo viên phản biện
8
LỜI CÁM ƠN
Lời đầu tiên chúng em xin chân thành cảm ơn thầy cô trường Đại Học Công Nghiệp
Thành Phố Hồ Chí Minh đã tận tình chỉ bảo, trang bị cho nhóm em những kiến thức cơ bản
trong suốt quá trình học tập và có thể áp dụng vào thực tế trong tương lai. Nhóm em xin bày
tỏ sự biết ơn chân thành đến ban giám đốc và toàn thể anh chị em công nhâncông ty Khải
Toàn đã tạo mọi điều kiện tốt nhất để nhóm chúng em được thực tập tại nhà máy. Cảm ơn
anh Vũ Mạnh Cường quản đốc xưởng đã trực tiếp hướng dẫn, tận tình truyền đạt kiến thức
kinh nghiệm trong quá trình nhóm chúng em thực tập và giúp đỡ nhóm em hoàn thành tốt
bài báo cáo thực tập này.
Đặc biệt chúng em xin cảm ơn nhà trường và các thầy cô trong Khoa Công Nghệ Hóa
Học và đặc biệt là thầy Phạm Văn Phước đã tạo điều kiện thuận lợi cho chúng em hoàn
thành tốt bài báo cáo này.
Mặc dù đã có sự cố gắng của tất cả các thành viên trong nhóm, song trong quá trình
thực hiện không thể tránh khỏi những thiếu sót về nội dung lẫn hình thức, kính mong thầy,
cô và các cô chú anh chị đóng góp ý kiến để nhóm em có thể hoàn thành báo cáo được tốt
hơn.
Xin chân thành cảm ơn
Nhóm sinh viên thực hiện
Mục lục
9
Chương 1 : Giới thiệu...........................................................................................1
1.1. Giới thiệu về công ty cổ phần Khải Toàn....................................................2
1.1.1. Lịch sử hình thành và phát triển ..............................................................2
1.1.2. Qui mô sản xuất – liên doanh...................................................................4
1.1.3. Thị trường phân phối sản phẩm ..............................................................5
1.1.4. Các thương hiệu sở hữu............................................................................6
1.1.5. Các thành tựu đạt được.............................................................................6
1.1.6. Định hướng phát triển...............................................................................7
1.1.7. Sản phẩm...................................................................................................8
1.1.8. Bộ máy tổ chức.........................................................................................9
1.1.9. Sơ đồ công ty............................................................................................9
1.2. Giới thiệu về xưởng gia công sản xuất nhựa...............................................10
Chương 2 : Cơ sở lý thuyết gia công máy đùn....................................................12
2.1. Thiết bị đùn...................................................................................................12
2.2.1 Giới thiệu thiết bị đùn.....................................................................................12
2.2.2 Các loại thiết bị đùn........................................................................................12
2.2.3 Cấu trúc mày đùn............................................................................................13
2.2. Nguyên liệu sản xuất.....................................................................................19
2.2.1 Nhựa PVC.................................................................................................19
2.2.2 Nhựa HDPE..............................................................................................24
2.2.3 Chất độn....................................................................................................26
2.2.4 Chất hóa dẻo.............................................................................................26
2.2.5 Chất ổn định..............................................................................................27
2.2.6 Chất tạo màu.............................................................................................27
2.2.7 Chất bôi trơn.............................................................................................27
Chương 3 : Qui trình công nghệ...........................................................................28
3.1. Công nghệ sản xuất ống HDPE....................................................................28
3.1.1. Sơ đồ công nghệ.......................................................................................28
3.1.2. Qui trình sản xuất.....................................................................................28
3.1.2.1 Nguyên liệu........................................................................................28
3.1.2.2 Qui trình trộn......................................................................................29
10
3.1.2.3. Qui trình gia công máy đùn ..............................................................29
3.1.2.4 Định hình sản phẩm...........................................................................29
3.1.3 Đặc điểm của sản phẩm............................................................................30
3.2. Công nghệ sản xuất ống PVC......................................................................30
3.2.1. Qui trình sản xuất.....................................................................................31
3.2.1.1 Nguyên liệu........................................................................................31
3.2.1.2 Qui trình trộn......................................................................................31
3.2.13 Quá trình đùn.....................................................................................32
3.2.1.4 Định hình sản phẩm...........................................................................32
3.2.2 Đặc điểm sản phẩm ống tròn....................................................................33
3.3. Công nghệ sản xuất phụ kiện.......................................................................33
3.3.1. Sơ đồ công nghệ.......................................................................................33
3.3.2. Qui trình sản xuất.....................................................................................34
3.3.2.1. Nguyên liệu......................................................................................53
3.3.2.2. Qui trình ép phun.............................................................................34
Chương 4 : Máy móc sử dụng trong xưởng nhựa...............................................36
4.1. Dây chuyền sản xuất ống HDPE..................................................................36
4.1.1. Thiết bị trộn..............................................................................................36
4.1.2. Thiết bị sấy...............................................................................................37
4.1.3 Máy ép đùn 1 trục vít................................................................................37
4.1.3.1 Chức năng........................................................................................37
4.1.3.2 Cấu tạo.............................................................................................37
4.1.3.3 Các thông số làm việc của máy.......................................................39
4.1.3.4 Cơ chế làm việc...............................................................................39
4.1.4 Thiết bị định hình khí nén........................................................................39
4.1.5. Máy cắt.....................................................................................................41
4.2. Dây chuyền sản xuất ống PVC.....................................................................41
4.2.1 Hệ thống trộn nguyên liệu........................................................................42
4.2.2 Máy đùn 2 trục vít....................................................................................43
4.2.2.1 Chức năng........................................................................................44
4.2.2.2 Cấu tạo.............................................................................................45
11
4.2.2.3 Cơ chế làm việc của máy đùn..........................................................50
4.2.2.4 Các thông số làm việc......................................................................51
4.2.3 Thiết bị định hình chân không..................................................................51
4.2.3.1 Cấu tạo.............................................................................................51
4.2.3.2 Cơ chế làm việc...............................................................................52
4.2.4 Máy in chữ................................................................................................52
4.2.5 Máy kéo....................................................................................................52
4.2.6 Máy cắt.....................................................................................................53
4.3 Hệ thống máy ép phun sản xuất phụ kiện...................................................54
4.3.1 Cấu tạo......................................................................................................54
4.3.1.1 Hệ thống phun..................................................................................55
4.3.1.2 Hệ thống kẹp....................................................................................59
4.3.1.3 Hệ thống đóng mở khuôn................................................................60
4.3.1.4 Bộ phận khuôn.................................................................................61
4.3.1.5 Hệ thống hỗ trợ ép phun..................................................................64
4.3.1.6 Hệ thống điều khiển.........................................................................65
4.3.2 Các thông số làm việc của máy................................................................66
4.3.3 Cơ chế.......................................................................................................66
Chương 5. Qui trình kiểm tra chất lượng sản phẩm..........................................68
5.1 Bảng chỉ tiêu chất lượng sản phẩm.............................................................68
5.2 Các phương pháp kiểm tra chất lượng.......................................................69
5.2.1 Kiểm tra các tiêu chí cơ bản.....................................................................69
5.2.2. Kiểm tra độ bền va đập.............................................................................69
5.2.3. Kiểm tra độ bền phá vỡ............................................................................71
5.2.4. Kiểm tra độ uốn cong...............................................................................72
5.3. Một số lỗi thường gặp và cách khắc phục........................................................73
Chương 6. An toàn lao động.................................................................................75
6.1 Qui định chung..................................................................................................75
6.2 An toàn phòng cháy chữa cháy.........................................................................75
6.3 Qui định việc sử dụng điện trong sản xuất.......................................................76
6.4 An toàn lao động...............................................................................................76
12
6.5 An toàn thiết bị..................................................................................................77
Kết luận..................................................................................................................78
Tài liệu tham khảo.................................................................................................79
13
Danh mục hình ảnh và bảng biểu
Hình 1. Công ty cồ phần Khải Toàn...........................................................................1
Hình 2. Bộ máy tổ chức Công ty cổ phần Khải Toàn................................................9
Hình 3. Sơ đồ công ty.................................................................................................9
Hình 4. Sơ đồ quản lý xưởng nhựa............................................................................11
Hình 5. Sơ đồ bố trí xưởng nhựa...............................................................................11
Hình 6. Cấu trúc máy đùn..........................................................................................13
Hình 7. Sơ đồ qui trình sản xuất PVC.......................................................................23
Hình 8. Sơ đồ qui trình sản xuất ống gân..................................................................28
Hình 9. Sơ đồ công nghệ sản xuất ống tròn...............................................................30
Hình 10. Hệ thống trộn nguyên liệu..........................................................................31
Hình 11. Sơ đồ công nghệ ép phun............................................................................34
Hình 12. Chu kỳ ép phun...........................................................................................34
Hình 13. Dây chuyền sản xuất ống HDPE................................................................36
Hình 14. Đầu tạo hình................................................................................................38
Hình 15. Khuôn tạo hình............................................................................................39
Hình 16. Cấu trúc Downstream..................................................................................40
Hình 17. Khuôn..........................................................................................................40
Hình 18. Thanh cố định ống.......................................................................................40
Hình 19. Sơ đồ bố trí thiết bị của dây chuyền sản xuất ống tròn..............................42
Hình 20. Hệ thống trộn nguyên liệu..........................................................................43
Hình 21. Máy đùn bausano 2 vít 1 đầu đùn...............................................................44
Hình 22. Máy đùn titan 58 2 vít 2 đầu đùn................................................................44
Hình 23. Cấu trúc máy đùn titan58............................................................................45
Hình 24. Xylanh và các đai gia nhiệt.........................................................................46
Hình 25. Vít đùn máy titan58.....................................................................................47
Hình 26. Hệ thống quạt làm mát................................................................................48
14
Hình 27. Phễu cấp liệu...............................................................................................48
Hình 28. Đầu tạo hình máy tintan58..........................................................................49
Hình 29. Tấm chắn và lưới lọc...................................................................................50
Hình 30. Máy định hình chân không.........................................................................50
Hình 31 Sơ đồ máy kéo.............................................................................................53
Hình 32 Máy kéo và máy cắt.....................................................................................54
Hình 33. Máy ép phun................................................................................................54
Hình 34. Hệ thống máy ép phun................................................................................55
Hình 35 Hệ thống phun.............................................................................................55
Hình 36. Trục vít máy ép............................................................................................56
Hình 37. Bộ hồi tự hở hay van hồi tự mở.................................................................57
Hình 38. Vị trí vòi phun trong hệ thống phun...........................................................55
Hình 39. Hệ thống kẹp...............................................................................................59
Hình 40. Bộ phận kẹp khuôn (kết hợp thủy cơ học và pittong thủy lực)..................60
Hình 41. Bộ phận đóng mở – khuôn..........................................................................60
Hình 42. Khuôn cái....................................................................................................61
Hình 43. Khuôn đực...................................................................................................62
Hình 44. Hệ thống cấp nhựa.....................................................................................63
Hình 45. Hệ thống thủy lực.......................................................................................64
Hình 46. Hệ thống điện.............................................................................................65
Hình 47. Hệ thống làm mát.......................................................................................65
Hình 48. Phân bố nhiệt độ máy ép.............................................................................66
Hình 49. Dụng cụ kiểm tra độ bền va đập.................................................................70
Hình 50. Dụng cụ kiểm tra độ bền phá vỡ.................................................................71
Hình 51: Dụng cụ kiểm tra độ uốn cong....................................................................72
Danh mục bảng biểu
15
Bảng 1. Bảng tính chất của nhựa HDPE....................................................................25
Bảng 2 : Chỉ tiêu chất lượng ống tròn........................................................................68
Bảng 3 : Chỉ tiêu chất lượng ống đàn hồi..................................................................69
Bảng 4. Bảng tiêu chuẩn các tiêu chí ngoại quan......................................................59
Bảng 5. Một số lỗi thường gặp phải...........................................................................74

16
CHƯƠNG I : GIỚI THIỆU
Hình 1 : Công ty cổ phần khải toàn
17
1.1. Giới thiệu về công ty Khải Toàn
- Tên đầy đủ Công ty Cổ phần Khải Toàn
- Tên viết tắt KHAI TOAN JSC
- Logo
- Tên giao dịch( Anh-Việt) KTG
- Giấy phép kinh doanh số 4703000205
- Địa chỉ trụ sở chính Lô số 33, Khu Công nghiệp Tam
Phước, Xã Tam Phước,Long Thành, Tỉnh Đồng Nai
Số điện thoại 061-3511179
Số fax 061-3512005
- Văn phòng HCM Lầu 6, Tòa nhà Sông Đà, 14 Kỳ
Đồng, Phường 9, Quận 3, TP Hồ Chí Minh
Số điện thoại 08-62905578
Số fax 08-62676868
Địa chỉ email [email protected]
Website www.ktg.com.vn
1.1.1. Lịch sử hình thành, phát triển
Năm 1994:
KTG – tiền thân là Công ty TNHH thiết bị điện Hồng Phúc- được thành lập
năm 1994 với mục tiêu kinh doanh thiết bị điện và bước đi đầu tiên là làm Nhà phân
phối độc quyền phía Bắc Việt nam các sản phẩm Thiết bị điện của Clipsal – một
trong những nhà sản xuất hàng đầu thế giới về thiết bị điện.
Năm 1996:
Trở thành nhà phân phối độc quyền dây điện hạ thế của Pirelli - một nhãn hiệu
dây điện nổi tiếng của Italia và thế giới - tại khu vực phía Bắc.
18
Trở thành nhà phân phối độc quyền sản phẩm dây và cáp SEOUL của Hàn Quốc
(Korea) tại Việt Nam
Năm 1998:
Mua lại toàn bộ Công ty TNHH Điện khí AC (tại HCM) cùng với toàn bộ hệ
thống phân phối và sở hữu thương hiệu thiết bị điện cao cấp AC - một thương hiệu
thiết bị điện phổ biến tại thị trường phía Nam Việt Nam .
Trở thành nhà phân phối độc quyền toàn Việt Nam về các sản phẩm sau:
Cáp hạ thế Pirrelli;
Quạt thông gió Genuin – một nhãn hiệu tốt nhất về quạt thông gió cho đến nay;
Thiết bị đóng ngắt điện các loại (MCB, MCCB, RCD…) của hager (Cộng hòa
Pháp) – một trong những nhà sản xuất hàng đầu thế giới về thiết bị đóng ngắt;
Sáng tạo và đăng ký bản quyền nhãn hiệu Thiết bị điện COMET, và tập trung
phát triển thiết bị chiếu sáng cho phân khúc thị trường trung cấp;
Năm 2002:
Được UBND TP Hà Nội giao 5.414 m2 đất để xây dựng nhà máy sản xuất dây
& cáp điện tại Cụm công nghiệp vừa và nhỏ Từ Liêm – Hà Nội
Năm 2004:
Tháng 04/2004 được QUACERT đánh giá và cấp chứng nhận đạt tiêu chuẩn
quản lý chất lượng theo tiêu chuẩn ISO 9001: 2000 cho nhà máy sản xuất dây và
cáp điện.
Năm 2005:
Thành lập Công ty cổ phần Khải Toàn tại Đồng Nai.
Đầu tư xây dựng nhà máy sản xuất thiết bị điện và thiết bị chiếu sáng với diện
tích hơn 5.5 hecta tại lô 33 khu Công nghiệp Tam Phước, Huyện Long Thành, Tỉnh
Đồng Nai.
Năm 2007:
Tháng 03/2007 được tổ chức DNV của Na Uy đánh giá và cấp chứng nhận đạt
tiêu chuẩn quản lý chất lượng theo tiêu chuẩn ISO 9001: 2000 cho các sản phẩm
thiết bị điện công tắc ổ cắm, thiết bị chiếu sáng, ống luồn dây điện, thang máng cáp,
phụ kiện và tủ điện.
19
Mua lại phần vốn của Công ty Cổ phần Chế Tạo Máy Điện Việt Nam- Hungary
tại Liên doanh Hệ thống công nghiệp LS Vina (đối tác liên doanh là tập đoàn LG-
Hàn quốc nay đổi tên thành LS – Hàn Quốc) được thành lập và hoạt động từ năm
1997.
Liên kết với Công ty Cổ phần Nhựa Thiếu Niên Tiền Phong thành lập Công ty
Cổ phần Nhựa Thiếu Niên Tiền Phong Phía Nam tại Khu công nghiệp Đồng An 2,
tỉnh Bình Dương.
Liên kết với Công ty TNHH Nhà nước Một Thành Viên Cơ Điện Trần Phú
thành lập Công ty Cổ phần Dây Phích Cắm & Dây Điện Trần Phú tại Cụm công
nghiệp vừa và nhỏ Từ Liêm, TP Hà nội.
1.1.2. Quy mô sản xuất – liên doanh
Qua hơn 15 năm hình thành, hoàn thiện và phát triển, ngày nay KTG đã là Tập
Đoàn hàng đầu về thiết bị điện & chiếu sáng, thông qua việc sở hữu, sản xuất và
kinh doanh các nhãn hiệu thiết bị điện & chiếu sáng nổi tiếng, được thị trường rất
ưa chuộng và tín nhiệm, đó là: AC, COMET và SILEX. Bên cạnh đó, với khả năng,
kinh nghiệm, tiềm lực kinh doanh và phân phối trong ngành, KTG còn được các tập
đoàn nổi tiếng trên thế giới chọn lựa và bổ nhiệm làm nhà phân phối tại thị trường
Việt Nam như: hager, SEC, GENUIN,…
Hưởng ứng lời kêu gọi khuyến khích đầu tư và sử dụng nguồn nhân lực trong
nước của Chính Phủ, KTG đã đầu tư hệ thống nhà máy và được các đối tác nước
ngoài chuyển giao công nghệ sản xuất tiên tiến, chuyên sản xuất sản phẩm thiết bị
điện & chiếu sáng:
1. Nhà máy 1: Lô CN4, Cụm công nghiệp vừa và nhỏ Từ Liêm, Xã Minh Khai,
Huyện Từ Liêm, Tp. Hà Nội.
2. Nhà máy 2: Lô 33, Khu Công Nghiệp Tam Phước, Xã Tam Phước, Huyện
Long Thành, Tỉnh Đồng Nai.
Đồng thời, trong thời gian vừa qua, KTG đã liên doanh – liên kết với những
Công ty/Tập đoàn lớn trong và ngoài nước phát huy sức mạnh liên kết của toàn hệ
thống, nhằm chuyên môn hoá, nâng cao chất lượng sản phẩm và phục vụ khách
hàng ngày càng tốt hơn.
20
Hệ thống các công ty liên doanh – liên kết:
1.Công ty TNHH Hệ Thống Công Nghiệp LS Vina, tại Huyện Đông Anh, Tp.
Hà Nội.
2.Công ty Cổ Phần Nhựa Thiếu Niên Tiền Phong Phía Nam, tại KCN Đồng An,
Tỉnh Bình Dương.
3.Công ty Cổ Phần dây phích cắm & dây điện Trần Phú, tại Huyện Từ Liêm, Tp.
Hà Nội.
Hầu hết các sản phẩm phù hợp/hợp chuẩn các tiêu chuẩn chất lượng khắt khe
hàng đầu trong khu vực trên thế giới như:
1.IEC {của châu Âu}
2.EN {của châu Âu}
3.BS {của Vương Quốc Anh}
4.ECC {của Việt Nam – sản phẩm tiết kiệm năng lượng}
Cùng với lực lượng trên 500 Công Nhân Viên, tập hợp đội ngũ Lãnh Đạo, Quản
Lý, Chuyên Gia trẻ có tâm huyết, giỏi chuyên môn và kinh nghiệm từ các Tập đoàn
lớn trong và ngoài nước.
1.1.3. Thị trường phân phối sản phẩm
Hiện nay, KTG đã xây dựng được:
1.Hệ thống quản lý đạt tiêu chuẩn quản lý chất lượng ISO 9000:2001 do tổ chức
DNV của Na Uy cấp chứng nhận.
2.Hệ thống phân phối vững mạnh, sâu rộng trên toàn quốc:
+ 03 Chi nhánh trực thuộc công ty
+ Trên 100 Nhà phân phối
+ Trên 200 Đại lý
Trực tiếp quản lý trên 5.000 Cửa hàng/Tiệm điện trên toàn quốc.
3.Thông qua các chủ đầu tư, công ty tư vấn thiết kế, công ty xây dựng, nhà thầu,
… các sản phẩm của KTG đã có mặt tại hầu hết các dự án và công trình trung bình
và lớn ở khắp các tỉnh, thành tại Việt Nam.
4.Xuất khẩu sản phẩm sang các quốc gia trong khu vực: Campuchia, Lao,…
21
Với tiềm lực phát triển và định hướng đầu tư phù hợp, KTG đang ngày càng
khẳng định uy tín trên thị trường là Tập đoàn hàng đầu về thiết bị điện & chiếu sáng
và là đối tác đáng tin cậy của các tổ chức trong và ngoài nước.
1.1.4. Các thương hiệu sở hữu
- Comec( thương hiệu thuần Việt ) : Xuất hiện tại thị trường Việt Nam từ thập
niên 90, Comet là nhãn hiệu hàng đầu trong lĩnh vực thiết bị điện & chiếu sáng dân
dụng. Trong thời gian qua, nhãn hiệu Comet không ngừng nỗ lực đưa ra thị trường
các sản phẩm thiết bị điện & chiếu sáng chất lượng với nhiều tính năng ưu việt, kiểu
dáng đa dạng phù hợp với nhu cầu thị trường, đặc biệt luôn đảm bảo độ an toàn
tuyệt đối cho người sử dụng...
- AC là nhãn hiệu thiết bị điện cao cấp và lâu đời của Vương Quốc Anh, tất cả
các sản phẩm đều được sản xuất trên dây chuyền công nghệ hiện đại và tuân thủ
nghiêm ngặt các tiêu chuẩn khắc khe trong ngành điện của Châu Âu...
- SILEX
- ZEBERG ( thương hiệu xuất khẩu qua Thái Lan )
1.1.5. Các thành tựu đạt được
- Chứng nhận hệ thống quản lý theo tiêu chuẩn quốc tế ISO 9001:2000
- Chứng nhận chất lượng :
+ Tiêu chuẩn Anh – BSI
. BS 5486 – 13
. BS EN 50086-2-3
. EN 60598
. EN 60920
. BS 50086-21
. BS 4607-5
+ Tiêu chuẩn quốc tế - IEC (chứng nhận sự phù hợp tiêu chuẩn điện và hỗ
trợ cho thương hiệu quốc tế)
. IEC 60898
. IEC 61008-1
22
. IEC 669-1
. IEC 884-1
- Chứng nhận mang tính cộng đồng
+ Thương hiệu vàng do VATAP trao tặng năm 2007
+ Thương hiệu VIỆT - cúp Vàng chất lượng hội nhập 2007 - do Liên hiệp
các Hội Khoa học -Kỹ thuật Việt Nam cấp ngày 9/9/2007
+ Nhà cung cấp đáng tin cậy tại Việt Nam - 2007 do Mạng doanh nghiệp
VN bình chọn
+ Sản phẩm ưu điểm và tiết kiệm năng lượng do Sở KH và CN Tp.HCM
và trung tâm tiết kiệm năng lượng Tp.HCM cấp ngày 15/10/2007
+ Doanh nghiệp Việt Nam Uy tín-Chất lượng 2007 : Công ty Cổ phần Khải
Toàn đón nhận danh hiệu “Doanh nghiệp Việt Nam Uy tín-Chất lượng 2007”, cho
ngành kinh doanh sản xuất “Điện – Điện Tử”. Giải thưởng này do Mạng Doanh
nghiệp Việt nam (Vietnam Enterprises) tổ chức dưới sự bảo trợ của Cục xúc tiến
Thương mại - Bộ Thương Mại và các ban ngành liên quan.
1.1.6. Định hướng phát triển
Triết lý kinh doanh
- Khách hàng là sự tồn tại của Công ty.
- Trong sản xuất: Lấy chất lượng làm tiêu chí.
- Trong kinh doanh: Hợp tác đôi bên cùng có lợi.
- Về đối ngoại: Đặt tín nhiệm lên hàng đầu.
Những định hướng lâu dài cho tương lai
- Trở thành đơn vị dẫn đầu về sản phẩm thiết bị điện và chiếu sáng, là công ty
cung ứng hàng đầu về các loại thiết bị điện và chiếu sáng trong đời sống và sản
xuất.
- Dựa vào sức sáng tạo của đội ngũ CB – CNV để tạo ra sản phẩm có chất
lượng cao, đa dạng, phong phú, khẳng định thị trường trong nước và đẩy mạnh xuất
khẩu.
- Hướng tới thị trường tiêu thụ dân dụng,gần gũi hơn với tầng lớp tiêu dùng
bình dân.
23
1.1.7. Sản phẩm
- Nhóm chiếu sáng
+ Máng đèn tán quang
+ Máng đèn tán xạ
+ Máng đèn BATTEN
+ Máng đèn công nghệ
+ Bóng đèn compact
+ Đèn dowlight
+ Đèn đường
+ Đèn chiếu sâu HIBAY
+ Đèn sân vườn
+ Đèn cao áp
+ Đèn pha halogen
+ Đèn báo lối thoát
+ Đèn chiếu khẩn cấp
+ Đèn ốp trần
+ Phụ kiện
- Nhóm công tắc - ổ cắm
+ SLIMAX
+ Ổ cắm âm sàn
- Nhóm ống luồn dây điện
+ Ống luồn tròn
+ Ống luồn dẹt
+ Ống luồn đàn hồn
+ Phụ kiện ống luồn dây điện
- Nhóm thiết bị công nghệ
+ Thang cáp
+ Khay cáp
+ Máng cáp
- Nhóm dây cáp điện ( nhãn hiệu COMET )
24
1.1.8. Bộ máy tổ chức
Hình 2. Bộ máy tổ chức
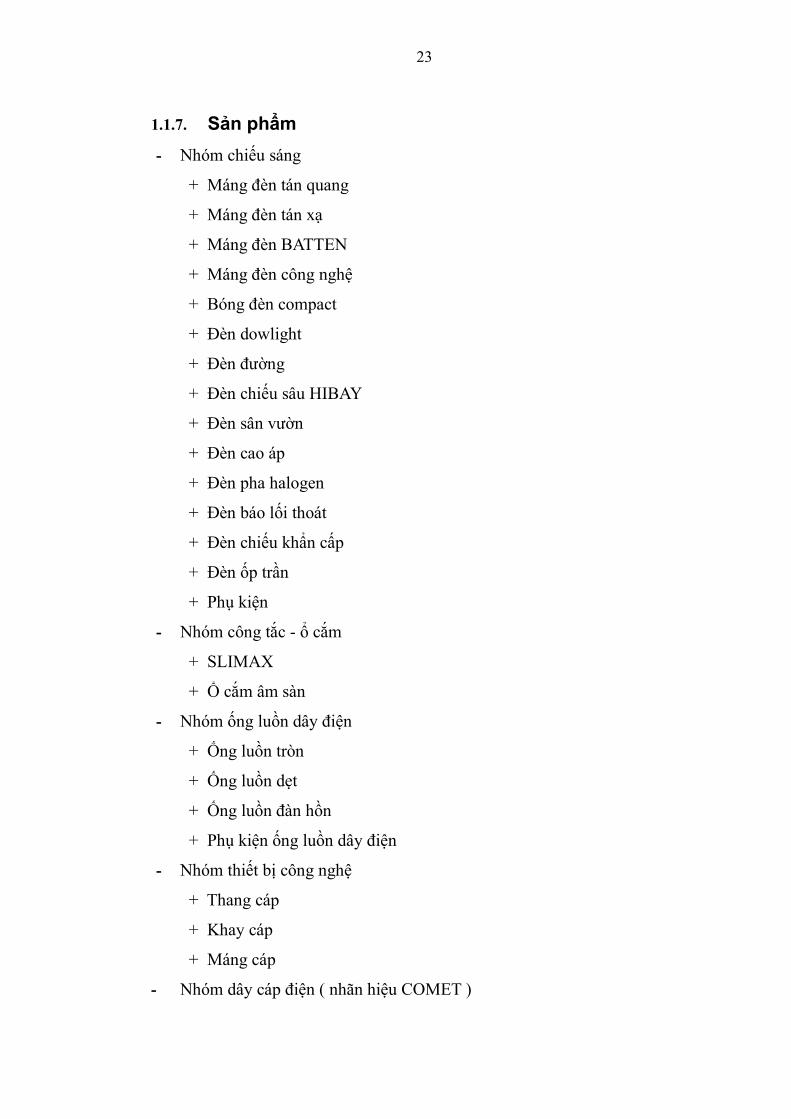
1.1.9. Sơ đồ công ty
Hình 3.Sơ đồ công ty
25
1.2. Giới thiệu về xưởng gia công sản xuất nhựa
- Diện tích 800m2
- Dây chuyền :
+ Dây chuyền sản xuất ống trơn
+ Dây chuyền sản xuất ống gân
+ Dây chuyền máy ép
- Đối tượng sản xuất
+ Ống tròn luồn dây điện
+ Ống luồn đàn hồi ( ống gân )
+ Phụ kiện ống luồn dây điện
- Quy mô
+ Chủng loại máy
. Máy đùn
. Máy ép
. Hệ thống máy trộn nguyên liệu
+ Số lượng
. Máy đùn 4 máy
. Máy ép 6 máy
+ Năng suất
. Máy đùn 10000 ống/máy/ca (120 cuộn/máy/ca đối với ống gân )
. Máy ép 7000 sản phẩm/máy/ca
- Ca làm việc + Ca 1: từ 6h sáng đến 6h tối
+ Ca 2: từ 6h tối đến 6h sáng
Giờ làm việc hành chánh từ 8h sáng đến 5h chiều
26
- Bộ máy tổ chức
Hình 4.Sơ đồ quản lý xưởng nhựa
Quản đốc xưởng Mr.Vũ Mạnh Cường
Phó quản đốc 1 Mr.Nguyễn Ty
Phó quản đốc 2 Mr.Trần Văn Nhân
Trưởng ca 1 Trần Văn Chiến
Trưởng ca 2 Phạm Tú
Phó ca 1 Trần Cao Phú
Phó ca 2 Nguyễn Cao Chính
- Sơ đồ xưởng

27
Hình 5: Sơ đồ bố trí xưởng nhựa
28
CHƯƠNG 2: CƠ SỞ LÝ THUYẾT GIA CÔNG MÁY ĐÙN
2.3. Thiết Bị Đùn
2.3.1. Giới thiệu thiết bị đùn
Thuộc nhóm định hình sản phẩm
Nhiệm vụ chính của thiết bị đùn là tạo nên áp suất đủ lớn để đẩy vật liệu qua
khuôn. Áp suất này phụ thuộc: cấu trúc hình học của khuôn, tính chất dòng chảy
của vật liệu và tốc độ chảy.
Máy đùn trục vít là một phương pháp gia công chủ yếu cho nhựa nhiệt dẻo,các
loại vật liệu đàn hồi như cao su,đôi khi cũng gia công cho nhựa nhiệt rắn,vật liệu
được đẩy lien tục qua một khe hở có tiết diện không đổi gọi là đầu tạo hình.
Sản phẩm được định hình theo hai chiều ( những sản phẩm có chiều dài liên
tục),độ chính xác của sản phẩm phụ thuộc vào nhiều yếu tố,chế độ gia công(nhiệt
độ,áp suất),sau khi ra khỏi đầu tạo hình,nhựa dẻo được kéo căng định hình hay có
bộ phận tiếp nhận hoặc kết hợp với nhiều bộ phận xử lý phôi đùn khác,khác với
dạng gia công máy ép phun là loại máy gia công có chu kì.
Máy đùn để sản xuất những sản phẩm như màng ( film ) ,tấm
( sheet ),sợi,ống,thanh,bọc cáp điện,các sản phẩm rỗng …cũng như các sản phẩm có
bề
rộng lên tới hơn 10m
2.3.2. Các loại thiết bị đùn
Máy đùn trục vít có thể phân làm nhiều loại
- Phân loại theo tính năng-công dụng : Gia công sản phẩm hay dùng để trộng
nguyên liệu.
- Phân loại theo số vít : mày đùn có thể có 1 vít hay nhiều vít,các vít có thể
quay cùng chiều hay ngược chiều nhau do cơ cấu truyền động.Máy đùn nhiều trục
vít thông thường không dùng để định hình mà dùng để trộn vật liệu.
- Phân loại theo công dụng : máy đùn trong gia công cao su ,máy đùn tạo
màng mỏng,máy đùn tạo hạt,máy trộn,… yêu cầu khi sử dụng máy đùn trục vít phải
29
có cấu tạo thích hợp với mục đích sử dụng để đảm bảo tính năng gia công ,hiệu suất
kinh tế cũng như an toàn lao động trong sản xuất.
- Trên thị trường phổ biến một số loại máy đùn sau :
Máy đùn đơn trục vít :3 loại
- Máy đùn trục vít
- Máy đùn pittông nhờ pitttông tạo một lực đẩy vật liệu đi qua khuôn .Loại này
có vùng đẩy liệu tốt, tạo được áp suất cao. Nhược điểm là khả năng làm nóng chảy
vật liệu thấp. Thiết bị có thể hoạt động liên tục, tốc độ dây chuyền rất thấp, từ 25-75
cm/h.
- Máy đùn trống ( hay đĩa )
Máy đùn trục vít đôi :4 loại
- Máy đùn 2 trục cùng chiều
- Máy đùn 2 vít song song
- Máy đùn 2 vit côn
- Máy đùn 2 trục ngược chiều có đặc tính vận chuyển và trộn đều nguyên liệu
tốt hơn so với loại cùng chiều. Một đặc tính khác để phân biệt máy đùn là mức độ
ăn khớp vào nhau (screws intermeshing) của cánh trục vít.
2.3.3. Cấu trúc máy đùn
Hình 6 : Cấu trúc máy đùn
30
1. Mô tơ
2. Hộp số
3. Phiễu nhập liệu
4. Xy lanh
5. Trục vít
6. Bộ phận cấp nhiệt
7. Đầu tạo hình
1.
Vít đùn
Đây là bộ phận riêng của máy, hình trụ dài, có các cánh xoắn xung quanh, quay
trong xy lanh, nhiệm vụ của nó là tiếp nhận nguyên liệu, tải nguyên liệu tới vùng
nhựa hóa, tạo ma sát trượt để nhựa hóa và trộn có tác dụng như bơm một nhựa lỏng
qua đầu tạo hình, trên chiều dài máy chia thành 3 vùng :
- Vùng vận chuyển hạt rắn (cấp liệu): Trong đó nguyên liệu thông thường ở
dạng rắn.
- Vùng nhựa hóa (nén ép): Gồm hỗn hợp lẫn lộn nhựa nóng chảy và các hạt rắn.
- Vùng phối liệu (định lượng): Ở đó vật liệu ở trạng thái chảy nhớt.
Các chức năng của trục vít - vận chuyển, gia nhiệt, nóng chảy và trộn vật liệu
nhựa.Độ ổn định của quá trình làm việc, chất lượng sản phẩm phụ thuộc nhiều vào
trục vít.
Từ khi nhập liệu di chuyển dần đến đầu tạo hình: Vật liệu sẽ biến đổi từ trạng
thái rắn rồi sang trạng thái mềm cao rồi sang trạng thái chảy nhớt, khối lượng riêng
thay đổi, vít xoắn cần một hệ số nén nào đó để tạo nén vật liệu di chuyển trong các
rãnh vít.
Phương pháp áp dụng là: Thay đổi bề sâu rãnh, thay đổi bước vít, hoặc kết hợp
cả hai phương pháp trên. Xét về tính năng kỹ thuật: Bước răng không đổi thì ổn
định kỹ thuật hơn, khi thay đổi bước răng thì sẽ thay đổi góc xoắn và thay đổi rất
nhiều thông số kỹ thuật và khó khăn trong chế tạo vít xoắn.
Kích thước của vít xoắn ảnh hưởng đến chất lượng của sản phẩm, chiều dài của
vít xoắn ảnh hưởng đến thời gian lưu của vật liệu trong máy.
Chiều dài các vùng phân chia trên trục vít rất quan trọng nhất là chiều dài vùng
phối liệu: Chiều dài vùng phối liệu ngắn thì máy làm việc rất biến động ở nhiệt độ,
áp suất, năng suất thay đổi nhiều, chiều dài vùng phối liệu dài thì làm việc ổn định
hơn.
31
Trục vít thông thường được chế tạo bằng thép không rỉ: Hệ số ma sát nguyên liệu
lên bề mặt trục vít nhỏ, để đảm bảo năng suất thì hệ số ma sát vật luệu trên trục vít
bé hơn hệ số ma sát của vật liệu trên thành xy lanh, thông thường phải làm nguội xy
lanh.
Các thông số quan trọng của vít đùn
- Tỉ số L/D ( chiều dài / đường kính ) thường từ 16 – 36 tuỳ theo vật liệu.Vít
xoắn ngắn chất lượng trộn kém, năng suất kém, nhựa hóa không ổn định. Nói chung
trục vít dài có chất lượng tốt hơn dễ đáp ứng được yêu cầu kỹ thuật. Nhưng trục vít
dài thì độ bền của trục vít yếu hơn và giá thành cao hơn. Như đối với PVC thì L/D =
30 – 40, cao su L/D = 5 -7.
- Tỷ lệ nén ép:: Là tỷ số giữa thể tích 1 bước vít phần cấp liệu với thể tích 1
bước vít phần định lượng
Tỉ lệ nén ép =
Với :
H1 là chiều sâu răng phần cấp liệu
H2 là chiều sâu răng phần định lượng
Tỷ lệ nén ép quá nhỏ thì sản phẩm không có kết cấu chặt chẽ, bề mặt sản phẩm
kém bóng, có thể tồn tại bóng khí.Tỷ lệ nén ép càng lớn thì sản phẩm kết cấu càng
chặt chẽ và sản phẩm càng có độ bóng cao. Song tỷ lệ nén ép quá lớn sẽ gây tồn tại
ứng suất dư nhiều gây hiện tượng sản phẩm có thể bị rạn nứt, các răng của trục vít
chịu áp suất lớn có thể bị hư hỏng. Đối với nhựa tỷ lệ nén ép từ 2,5 – 5, riêng đối
với cao su 1,3 – 1,5.
Theo thiết kế một số trục vít phổ biến:
Đường kính trục vít D 32 45 60 90 120 150
Chiều sâu cánh vít H1 4 6 8-10 16-18 22-25 30-35
Bước răng cánh vít: A = 0.8 :1.2 D ( theo kinh nghiệm ).
Bề dày cánh vít b = 0.1D (đối với cao su b = 0.2 D ).
Đường kính lõi vít: Do = D –2H
32
Mặt bên cánh vít: Thường vuông góc với trục vít là thích hợp nhất nhưng phần
tiếp giáp với chân của mặt bên vít với đường kính của lõi trục phải có góc lượn để
tăng độ bền vững cho vít .Góc nghiêng cánh vít: Hướng nghiêng có thể từ trái sang
phải.Khe hở giữa xy lanh và vít xoắn: Nhằm làm giảm dòng nhựa chảy ngược và
ma sát giữa vít xoắn với xylanh. Thường khe hởL = 0.003D.
Số gân cánh trục vít:là số khoảng cách các ô trống trên trục vít tính cho một bước
vít. Trục vít có thể có nhiều gân nhưng giá thành cao.
Đĩa nhựa hóa: Đó là môt bộ phận được đặt ở cuối trục vít (phần tiếp giáp với đầu
định hình). Phần này có thể chế tạo liền với trục vít hoặc chế tạo rời rồi ghép vào vít
xoắn, có đường kính nhỏ hơn xy lanh khoảng 1 cm, có cấu tạo như một bánh răng
hình trụ, chân răng bằng đường kính trục vít phần định lượng. Đĩa nhựa hóa có tác
dụng như một bộ phận cắt xé, đảo, nhựa hoá, tăng cao hiệu quả trộn.
- Vận tốc trục vít:
Vận tốc trục vít liên quan đến áp suất nhựa trong xy lanh, sản lượng, mức độ
trộn, thời gian giúp cho nhựa nóng chảy, nhiệt độ gia công (vận tốc trục vít càng cao
thì nhiệt độ càng cao do nhiệt ma sát).Vì vậy việc cài đặt tốc độ trục vít là rất quan
trọng phải đảm bảo được quá trình nhựa hóa, năng suất cao, vật liệu không bịp hân
hủy do quá nhiệt.
- Nhiệt độ: Do chuyển động của dòng nhựa đi lên phía trước nên ma sát của vật
liệu đối với trục vít phải cao hơn vật liệu đối với xy lanh, do đó phải tạo sự khác
biệt nhiệt độ giữa trục vít và xy lanh, nên thông thường phải làm nguội cho trục vít
trong quá trình gia công để gây sai biệt nhiệt độ. Nên thông thường phải làm nguội
trục vít ở vùng nhập liệu, như vậy nó ảnh hưởng đến năng suất, hiệu quả gia công
và hao nhiệt lượng.Thông thường dùng nước đề làm nguội cho trục vít, cóvan điều
chỉnh lượng nước để làm nguội xuống nhiệt độ mong muốn. Trong những máy hiện
đại ngày nay người ta thiết kế một hệ thống điều chỉnh tự động. (ở xy lanh có thể
làm nguội vùng nạp nguyên liệu để đảm bảo nhập liệu được thuận tiện).
Vật liệu làm trục vít: Thông thường dùng là thép chịu nhiệt, chịu mài mòn và
có độ cứng cao. Nhưng thép có độ cứng cao thì khó khăn trong việc chế tạo trục vít
33
và trục vít dễ bị gãy trong quá trình gia công (thép làm trục vít có độ cứng nhỏ hơn
thép làm xy lanh)
Để tăng cao hiệu quả gia công và khắc phục những nhược điểm của trục vít ngày
nay các nhà chế tạo đã nghiên cứu và đưa ra rất nhiều kiểu răng vít nhằm hoàn thiện
hơn cho công nghệ đùn.
- Xy lanh.: Xy lanh kết hợp với vít xoắn tạo thành cụm xy lanh vít xoắn làm dẻo
hóa nhựa trong quá trình gia công. Đây là bộ phận quan trọng nhất của máy đùn.
Bộ phận cấp nhiệt và giải nhiệt
- Gia nhiệt
Để cung cấp nhiệt cho xy lanh trong quá trình gia công có thể sử dụng dầu gia
nhiệt, hơi quá nhiệt, nhiệt điện (điện trở).
Nhiệt trên xy lanh được phân bố theo vùng nén ép, định lượng và cụm tạo hình,
còn phần cấp liệu không cần cấ p nhiệt (nếu nhiệt ở vùng này không cao).
Hệ thống gia nhiệt phải có khả năng đạt nhanh nhiệt độ mong muốn và phải được
kiểm soát một cách chặt chẽ và điều chỉnh được nhiệt độ từ 20 độ C đến 300 độ C.
Các thiết bị gia nhiệt bằng điện được đặt dọc theo thân máy đùn. Các máy đùn
thường có ít nhất 3 vùng nhiệt độ dọc theo chiều dài của thân máy đùn. Các máy
đùn dài hơn, có trên 8 vùng nhiệt độ. Mỗi vùng có hệ thống gia nhiệt và làm lạnh
riêng, có đầu dò đo nhiệt độ. Nhiệt độ thường đo bên trong thân máy. Khuôn có thể
có một hay nhiều vùng nhiệt độ phụ thuộc vào độ phức tạp của nó. Khuôn thường
được gia nhiệt, ít khi phải làm lạnh.
- Làm mát
Làm mát xy lanh: Sự làm mát xy lanh rất cần thiết để giảm nhiệt độ, tránh sự quá
nhiệt, nhất là do ma sát, hiện tượng cắt xé vật liệu bên trong gây ra làm phân hủy
vật liệu nhựa bên trong xylanh.
Người ta có thể làm mát xy lanh bằng nước (trường hợp nhiệt độ thấp hơn 100
độ C) và không khí (những máy hiện nay người ta thông thường làm nguội bằng 2
cách). Làm nguội bằng nước thường được bố trí ở vùng cấp liệu để tránh hiện tượng
nguyên liệu bám vào thành phiễu hoặc bám dính vào trục vít. Đồng thời khống chế
nhiệt không cho lan ra phần sau làm hư hỏng phần ổ bi và dầu mỡ bên trong ổ bi.
34
Dùngnước làm mát thường có van để khống chế lượng nước và đường ống nước
được chế tạo là một đường ống xoắn ốc quanh xy lanh. Không khí nguội được hệ
thống quạt gió thổi qua khi nhiệt độ trên xy lanh vượt quá giới hạn cho phép, đồng
thời hệ thống cung cấp nhiệt được ngắt ngay.
Máy đùn hoạt động tốt nhất khi trục vít cấp đủ năng lượng cho quá trình, gia
nhiệt hoặc làm lạnh cũng sẽ ít đi. Do vậy, với máy đùn trục vít đơn, làm lạnh bằng
không khí là đủ. Nước làm lạnh quá nhanh sẽ gây khó khăn cho việc khống chế
đúng nhiệt độ.
- Đầu tạo hình
Giúp cho nguyên vật liệu đang nóng chảy có hình dạng cuối cùng khi qua máy
đùn, là một bộ phận quan trọng nhất trong sản xuất vì nó liên quan rất lớn đến chất
lượng sản phẩm.Mọi khuyết tật của đầu định hình gây ra không thể sửa chữa được ở
các công đoạn sau. Có rất nhiều loại đầu tạo hình tuỳ theo loại sản phẩm.
Đầu định hình dạng ống : sản xuất các sản phẩm hình trụ hay màng mỏng hình
trụ.
Đầu định hình dạng lỗ :cho các sản phẩm dạng sợi với các hình dạng khác nhau
(sợi tròn, sợi dẹt…)
Đầu định hình dạng khe :cho các sản phẩm tấm phẳng, màng phẳng.
Đầu định hình dạng :Profile phức tạp (cho khung cửa sổ, cửa ra vào, nẹp các
loại…)
Đầu định hình dạng ống cho sản phẩm cuối cùng dạng sản phẩm thổi (chai lọ,
thùng chứa các loại).Thiết kế đầu tạo hình khác nhau cho năng suất khác nhau, chất
lượng sản phẩm khác nhau và giá thành sản phẩm khác nhau.Việc thiết kế đầu tạo
hình có thể quyết định sự thành công của sản phẩm xuất ra.
Để đáp ứng các yêu cầu về kỹ thuật và thị trường đầu định hình có 3 phần: Đầu
vào,cánh đỡ trụ và phần định hình sản phẩm. Thành dẫn các dòng nóng chảy trong
đầu định hình phẩi có độ bóng cao và là các đường cong trơn phẳng, không phát
sinh chỗ chặn và giữ nguyên liệu lại, dòng nhựa nóng chảy phải liên tục thì cho ra
sản phẩm có độ bóng bề mặt cao. Trong trường hợp sản phẩm thổi, lõi trong của
35
đầu định hình được gắn thêm bộ phận dẫn khí nén hoặc dẫn vật liệu khác vào (đối
với sản phẩm bọc dây cáp điện).
Xy lanh
Để đảm bảo tính kinh tế và kỹ thuật, xy lanh bao giờ cũng có hai phần :
- Phần nòng xy lanh làm bằng thép có độ cứng cao vật liệu làm nòng xy lanh
phải cứng hơn vật liệu làm trục xy lanh phần này thường dày từ10 đến 15mm.
- Phần thân xy lanh dày hơn nòng xy lanh là thép chịu nhiệt cao và ăn mòn hóa
học phát sinh trong quá trình gia công. Khi chế tạo xy lanh người ta đặc biệt quan
tâm đến độ ổn định nhiệt.
Cửa nhập liệu: Có kích thước 1D x 2D có kèm theo tấm đóng mở cửa để điều
chỉnh lượng nguyên liệu vào xy lanh (D: đường kính trục vít). Ở phần cấp liệu
nhằm tăng năng suất cho máy đùn người ta chỉ tạo một số rãnhtrong xy lanh, các
rãnh này chiếm khoảng 3D.Các rãnh này có nhiệm vụ ngăn cản sự quay quẩn của
nguyên liệu làm cho các cánh vít có tác dụng đẩy tốt hơn (ở vùng này phải được
làm nguội tốt). Xy lanh có lỗ thoát hơi: Dùng để lấy đi hơi ẩm hoặc hơi của các vật
liệu dễ bay hơi hoặc hơi phát sinh trongquátrình gia công.Để quá trình thoát hơi
nhanh người ta tạo xung quanh vùng thoát hơi một vùng áp suất chân không.
Đường thoát hơi gồm các lỗ nhỏ có đường kính khoảng 0,2mm để tránh sự rò rỉ của
nguyên liệu hoặc người ta phảm giảm áp suất đùn ở vùng thoát hơi. Cấu tạo của vít
xoắn: vật liệu được vận chuyển và cấ p nhiệt đến trạng thái nóng chảy sau đó giảm
áp suất xuống thấp nhất ở vùng thoát hơi và áp lực lại tăng lên đến vùng định lượng
thì áp suất lại ổn định.
2.4. Nguyên Liệu Sản Xuất
2.4.1. Nhựa PVC
PVC được tổng hợp từ CH2=CHCl (vinylclorua). Ở điều kiện thường vinylclorua
(VC) là khí có mùi khó chịu như ete. Ở -13,9oC, VC hoá lỏng, có khối lượng riêng
là 0,969 (g/cm3). Nhiệt độ nóng chảy của VC là -159oC.
Là một chất khí độc, khi bảo quản cần chú ý để không bị rò rỉ. VC tan tốt trong
clorofom, rượu, các hydrocacbon mạch vòng thơm,…không tan trong nước.
Trong công nghiệp PVC được tổng hợp từ axetylen
36
C2H2 + HCl → CH2=CHCl
Quá trình diễn ra trong pha lỏng hoặc pha khí, xúc tác Ag kim loại. Khi điều chế
cần chú ý loại bỏ hơi nước trong nguyên liệu đầu, phản ứng diễn ra ở 120 oC –
200oC.Hỗn hợp sản phẩm sau đó cần được tinh chế ở nhiệt độ thấp.
Vinylclorua được chế tạo lần đầu tiên từ etylen
CH2=CH2 + Cl2→ ClCH2 - CH2Cl → CH2=CHCl + HCl
Phương pháp này có ưu điểm là nguyên liệu dễ kiếm, dễ tìm, sản phẩm thu được
có độ tinh khiết cao hơn
Polyvinylclorua được điều chế bằng phương pháp trùng hợp nhũ tương
vinylclorua nhờ chất nhũ hóa gelatin và chất khơi mào peroxit ở nhiệt độ khoảng
50oC, áp suất 6 atm
Theo các dữ kiện nghiên cứu cấu trúc hóa học, các nguyên tử clo trong phân
tử polyvinylclorua cũng nằm ở vị trí 1, 3
Polyme có cấu tạo phân tử mạch thẳng, rất ít nhánh.
Khối lượng phân tử của Polyvinylclorua kĩ thuật từ 18.000 – 30.000 đơn vị.
Cấu trúc của PVC có 2 dạng chủ yếu
Kết hợp đầu nối đuôi
Kết hợp đầu nối đầu
37
Quan sát bằng quang học cho thấy PVC chủ yếu có cấu tạo kiểu liên kết đầu nối
đuôi.
- Tính chất vật lý
PVC ở dạng bột màu trắng, tồn tại ở hai dạng là huyền phù (PVC.S – PVC
suspension) và nhũ tương (PVC.E – PVC Emulsion)
PVC.S có kích thước hạt lớn từ 20 – 150 µm.
PVC.E nhũ tương có độ mịn cao.
PVC không độc, nó chỉ độc bởi phụ gia, hàm lượng monome còn lại và khi gia
công cơ khí,... PVC chịu va đập kém. Để tăng cường tính va đập cho PVC thường
cho thêm chất phụ gia.
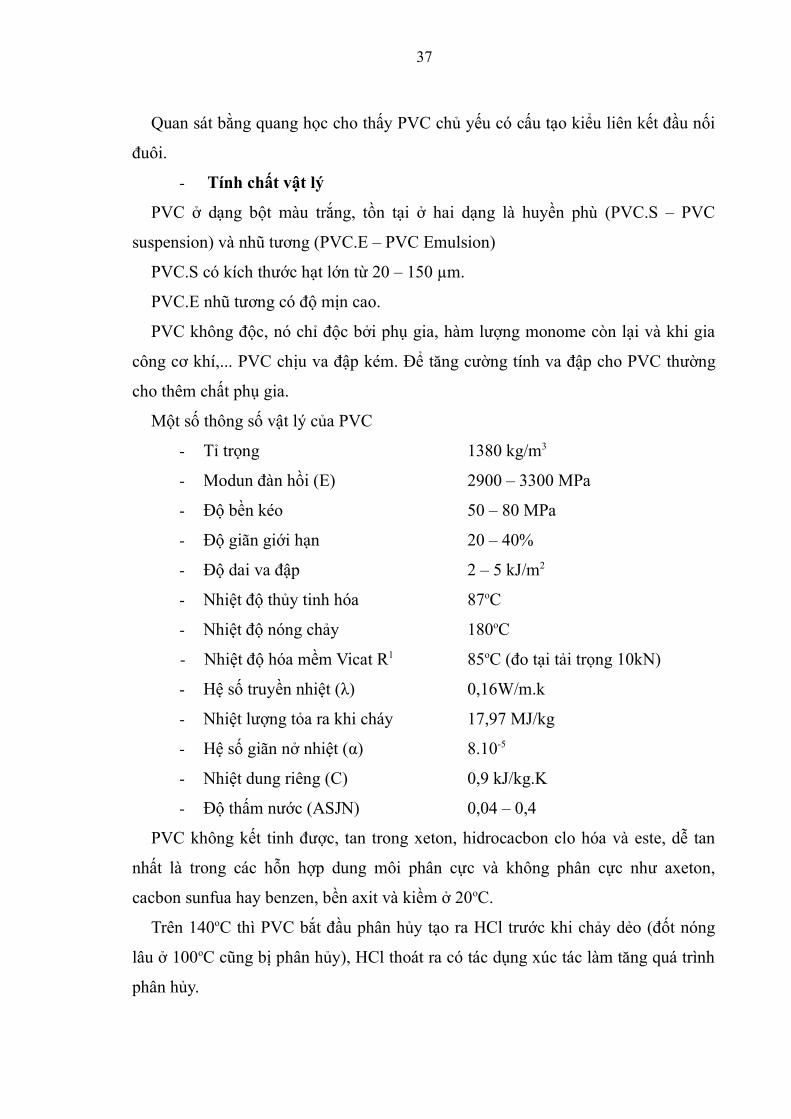
Một số thông số vật lý của PVC
- Tỉ trọng 1380 kg/m3
- Modun đàn hồi (E) 2900 – 3300 MPa
- Độ bền kéo 50 – 80 MPa
- Độ giãn giới hạn 20 – 40%
- Độ dai va đập 2 – 5 kJ/m2
- Nhiệt độ thủy tinh hóa 87oC
- Nhiệt độ nóng chảy 180oC
- Nhiệt độ hóa mềm Vicat R1 85oC (đo tại tải trọng 10kN)
- Hệ số truyền nhiệt (λ) 0,16W/m.k
- Nhiệt lượng tỏa ra khi cháy 17,97 MJ/kg
- Hệ số giãn nở nhiệt (α) 8.10-5
- Nhiệt dung riêng (C) 0,9 kJ/kg.K
- Độ thấm nước (ASJN) 0,04 – 0,4
PVC không kết tinh được, tan trong xeton, hidrocacbon clo hóa và este, dễ tan
nhất là trong các hỗn hợp dung môi phân cực và không phân cực như axeton,
cacbon sunfua hay benzen, bền axit và kiềm ở 20oC.
Trên 140oC thì PVC bắt đầu phân hủy tạo ra HCl trước khi chảy dẻo (đốt nóng
lâu ở 100oC cũng bị phân hủy), HCl thoát ra có tác dụng xúc tác làm tăng quá trình
phân hủy.
38
Ở nhiệt độ cao và khi bị chưng khô PVC phân hủy hoàn toàn tạo thành HCl và
hỗn hợp thấp phân tử, không tạo ra monome vinylclorua ban đầu.
PVC có nhiều tính chất cơ lý khá tốt, các tính chất này phụ thuộc vào trọng
lượng phân tử polyme và phương pháp gia công, mức độ đồng đều của trọng lượng
phân tử.
PVC có khả năng cách điện tốt nhưng khả năng cách điện phụ thuộc vào nhiệt
độ.
• Phân loại PVC
+ PVC cứng là PVC có thành phần chủ yếu là bột PVC, chất ổn định
nhiệt, chất bôi trơn, chất phụ gia,… (không có chất hóa dẻo). Hỗn hợp của chúng
được trộn trong máy trộn, sau đó được làm nhuyễn trong máy đùn, máy cán ở 160 -
180oC. PVC cứng được dùng làm ống dẫn nước, xăng dầu và khí ở nhiệt độ không
quá 60oC, các thiết bị thông gió, dùng lọc các kim loại làm việc trong môi trường ăn
mòn.
+ PVC mềm là PVC được trộn thêm chất hóa dẻo. Người ta sử dụng PVC
mềm để sản xuất ra hàng loạt sản phẩm có tính chất mềm mại, có độ dẻo khi hạ
nhiệt độ, phù hợp trong gia công các sản phẩm như màng mỏng, lớp phủ, bột nhão,
nhựa xốp, vải giả da…
- Tính chất hóa học
PVC khá trơ về mặt hóa học, tuy nhiên PVC có một số phản ứng tiêu biểu
sau:
+ Phản ứng đề hydroclo hóa:
+ Phản ứng thế nguyên tử clo bằng nhóm axetat
39
+ Phản ứng oxi hóa PVC: PVC bị phân hủy nhiệt hoặc bị oxi hóa quang
trong không khí tự nhiên hoặc trong môi trường giàu oxi có nhiệt độ cao.
+ Trong môi trường axit, kiềm: PVC bền với H2SO4, HNO3, CH3COOH,
không bị biến đổi dưới tác dụng của kiềm, các khí công nghiệp như NO2, Cl2, SO3.
- Phương pháp sản xuất: Trong công nghiệp, PVC chủ yếu được sản xuất
theo hai phương pháp: trùng hợp huyền phù và trùng hợp nhũ tương.
- Quy trình sản xuất:
.
Hình 7.Sơ đồ qui trình sản xuất PVC
- Ứng dụng
40
- PVC không hoá dẻo (PVC cứng): màng và tấm PVC cứng dùng để bọc lót
thùng điện phân, làm thùng chứa axit, kiềm, chi tiết trong máy bơm, màng ngăn
trong thùng ắc quy,…Ống PVC cứng dùng chuyên chở các chất lỏng ăn mòn.
- PVC hoá dẻo: dùng làm ống dẫn nước, dẫn khí, băng tải. Trong xây dựng
dùng để sản xuất tấm lợp.Chế tạo các sản phẩm sử dụng trong dân dụng và y tế.
Khi clo hóa PVC tạo thành perclovinyl, có thể clo hoá đến 65 - 68% clo
trong PVC. Perclovinyl hòa tan trong nhiều dung môi như axeton, clobenzen,...
Perclovinyl dùng để sản xuất ra một loại sợi tổng hợp rất tốt gọi là tơ clorin
dùng để sản xuất vải lọc, băng chuyền và quần áo bảo hộ lao động. Ngoài ra
perclovinyl có khả năng hoà tan trong một số dung môi, lại có khả năng bám dính
tốt nên được dùng để làm sơn bảo vệ thời tiết tốt.
PVC là chất dẻo đa dạng và được xếp thứ 2 sau polyetylen (PE) về mức độ
tiêu thụ, PVC sử dụng nhiều nhất trong ngành xây dựng và kết cấu.
2.4.2. Nhựa HDPE
HDPE (PE tỷ trọng cao)được sản xuất đưới áp suất thấp với các hệ xúc tác
như crom/silic catalysts, Ziegler-Natta hay metanloxen.
Được ứng dụng lần đầu tiên vào năm 1955,Cho đến nay,HDPE vẫn là lựa chọn
hàng đầu trong sản xuất ống thoát nước,ống bọc dây điện…
- Tính chất
- Có mật độ phân tử cao nên rất dai và chắc
- Bền áp suất,chịu lực cơ học tốt
- Bền hoá học
- Giá rẻ
- Dễ gia công
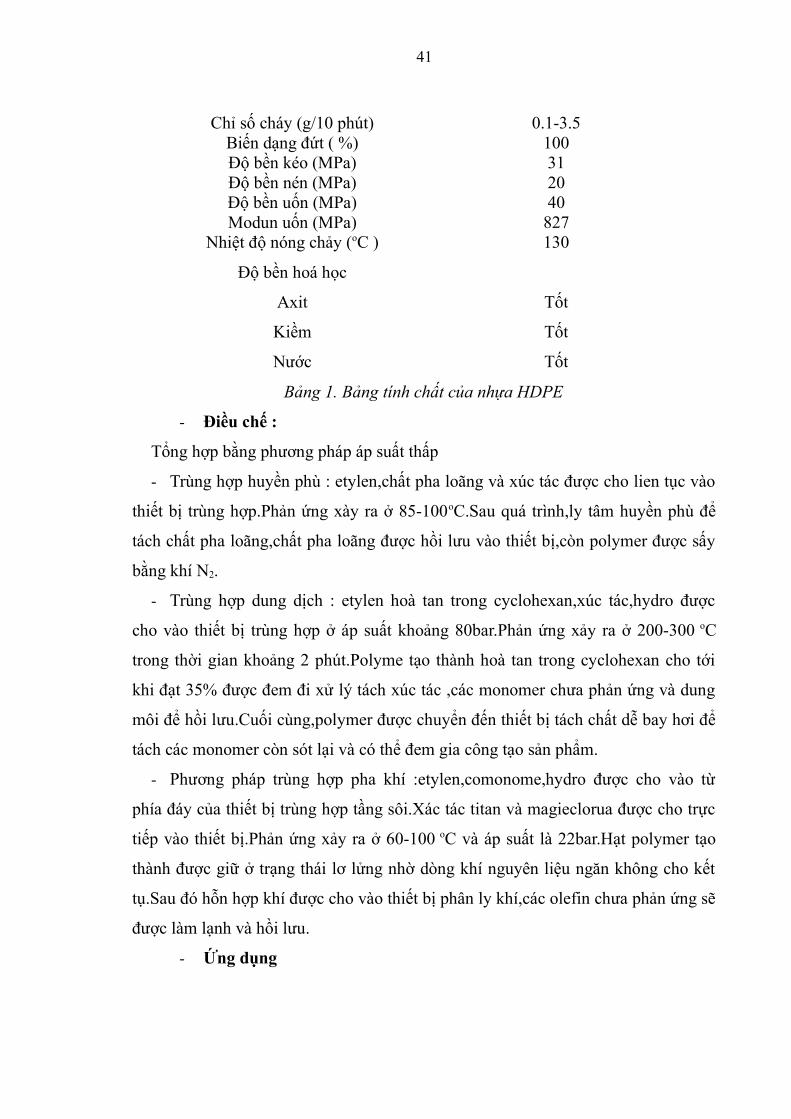
Tính chất HDPEKhối lượng riêng ( g/cm3) >0.941
41
Chỉ số cháy (g/10 phút) 0.1-3.5Biến dạng đứt ( %) 100Độ bền kéo (MPa) 31Độ bền nén (MPa) 20Độ bền uốn (MPa) 40Modun uốn (MPa) 827
Nhiệt độ nóng chảy (oC ) 130
Độ bền hoá học
Axit
Kiềm
Nước
Tốt
Tốt
Tốt
Bảng 1. Bảng tính chất của nhựa HDPE
- Điều chế :
Tổng hợp bằng phương pháp áp suất thấp
- Trùng hợp huyền phù : etylen,chất pha loãng và xúc tác được cho lien tục vào
thiết bị trùng hợp.Phản ứng xày ra ở 85-100oC.Sau quá trình,ly tâm huyền phù để
tách chất pha loãng,chất pha loãng được hồi lưu vào thiết bị,còn polymer được sấy
bằng khí N2.
- Trùng hợp dung dịch : etylen hoà tan trong cyclohexan,xúc tác,hydro được
cho vào thiết bị trùng hợp ở áp suất khoảng 80bar.Phản ứng xảy ra ở 200-300 oC
trong thời gian khoảng 2 phút.Polyme tạo thành hoà tan trong cyclohexan cho tới
khi đạt 35% được đem đi xử lý tách xúc tác ,các monomer chưa phản ứng và dung
môi để hồi lưu.Cuối cùng,polymer được chuyển đến thiết bị tách chất dễ bay hơi để
tách các monomer còn sót lại và có thể đem gia công tạo sản phẩm.
- Phương pháp trùng hợp pha khí :etylen,comonome,hydro được cho vào từ
phía đáy của thiết bị trùng hợp tầng sôi.Xác tác titan và magieclorua được cho trực
tiếp vào thiết bị.Phản ứng xảy ra ở 60-100 oC và áp suất là 22bar.Hạt polymer tạo
thành được giữ ở trạng thái lơ lửng nhờ dòng khí nguyên liệu ngăn không cho kết
tụ.Sau đó hỗn hợp khí được cho vào thiết bị phân ly khí,các olefin chưa phản ứng sẽ
được làm lạnh và hồi lưu.
- Ứng dụng
42
HDPE được dùng cho những ứng dụng khác nhau,trong đó yêu cầu độ bền va
đập cao,độ bền tương đối cao,bền hoá chất và chống ăn mòn.
27 % HDPE được gia công bằng phương pháp thổi khuôn để tạo các sản phẩm
như chai lọ.
20% HDPE được gia công tạo màng tấm
18% HDPE được gia công bằng phương pháp ép phun tạo palet,thiết bị gia
dụng,đồ chơi … và một lượng lớn được dùng để tạo các sản phẩm ống,bọc dây và
cáp điện.
- Tạo màng : túi đựng
- Ép phun : thùng xô,đồ dủng gia đình,đồ chơi,hộp,két bia…
- Thổi khuôn : chai lọ đựng hoá chất,thùng chứa công nghiệp…
- Tấm và tạo hình nhiệt : thùng rác,tấm che
- Đùn ống : ống dẫn nước,dẫn khí,ống gân ...
2.4.3. Chất độn
Có công dụng làm hạ giá thành sản phẩm,tăng độ cứng,tăng khả năng chịu lực và
chịu được áp suất lớn.Nhưng bù lại nó làm cho ống nhựa dòn hơn , khó thổi thành
ống hơn và tốn nhiều điện năng hơn để đẩy nó ra khỏỉ nòng trục ,khuôn.Chính vì
vậy phải cho thêm chất hóa dẻo vào hỗn hợp nguyên liệu.
2.4.4. Chất hóa dẻo
Vì pha quá nhiều bột đá ( chất độn ) nên rất giòn. Đồng thời PVC là nguyên liệu
cứng, chỉ ở nhiệt độ cao ( lớn hơn nhiệt độ thuỷ tinh tức là trên 70 đến 80 0C ) mới
có đàn hồ. Do đó không thể gia công nhựa PVC ở nhiệt độ thường, khi gia công
phải nâng nhiệt độ của nhựa PVC nên trên nhiệt độ hoá thuỷ tnh như vậy quá trnh
gia công rất phức tạp và tốn kém. Do đó để khắc phục nhược điểm trên ta đem trộn
thêm chất hóa dẻo vào nhựa PVC trong quá trnh gia công.Chính vì vậy,khi thêm
chất độn nhất định phải cho thêm chất hóa dẻo.Chất hóa dẻo có tác dụng làm liền bề
mặt tạo độ trơn,sang bóng cho sản phẩm.
2.4.5. Chất ổn định
Dưới tác dụng của nhiệt đô và ánh sáng : Polyme thường bị phân huỷ giải
phóng HCl, HCl sinh ra do quá trnh phân huỷ là chất xúc tác cho quá trnh đề
43
hydroclorua do đó quá trnh phân huỷ xảy ra càng mạnh hơn. Quá trnh phân huỷ hnh
thành nên các liến kết đôi trong mạch polyme và các liên kết đôi này tăng khi sự
phân huỷ nhiệt tăng, số lượng liên kết đôi trong mạch polyme tăng làm màu của
PVC tối đi.Sự phân huỷ của PVC khi đun nóng cũng theo phản ứng chuỗi, trung
tâm bắt đầu phân huỷ là ở những phần mạch mà ở đó có liên kết C-H và C - Cl yếu.
Đó là những vị trí nguyên tử clo đính với nguyên tử cácbon bậc ba và nhóm nằm ở
cuối mạch.
Do đó nó đã làm chất lượng của nhựa PVC xấu đi, màu của chúng trở nên tối
hơn, làm giảm tính chất hoá học và lư học của nhựa đồng thời sinh ra HCl gây độc
hại và ô nhiễm môi trường. Vì vậy chúng ta phải thêm chất ổn định vào nhựa PVC.
2.4.6. Chất tạo màu : giúp sản phẩm có màu sáng,đẹp.
2.4.7. Chất bôi trơn
Chất bôi trơn kiểm soát đặc tính ma sát và bám dính của nhựa trong suốt quá
trình gia công và sử dụng. Chất bôi trơn cũng đồng thời cải thiện sự phân tán của
bột màu và chất độn trong nhựa, giúp sản phẩm có màu đồng nhất, không có các hạt
màu vón cục, kết tủa.Sự phân tán tốt hơn của chất độn giúp cải thiện giới hạn chảy
và đặc tính của vật liệu.Nó cũng cải thiện độ bóng, độ phẳng và sự đều đặn của bề
mặt sản phẩm
Chất bôi trơn được phân thành 2 loại: chất bôi trơn trong và chất bôi trơn ngoài.
Chất bôi trơn trong giúp giảm ma sát giữa các phân tử polime trong suốt quá trình
nóng chảy của nhựa và chuyển thành dạng nóng chảy. Như vậy, chúng giúp giảm
năng lượng tiêu thụ trong quá trình dẻo hóa, giảm độ nhớt nóng chảy, cải thiện đặc
tính chảy, cải thiện đầu ra của máy gia công và cho phép gia công ở các điều kiện
khó khăn.
CHƯƠNG 3. QUI TRÌNH CÔNG NGHỆ
3.1. Công nghệ sản xuất ống HDPE
3.1.1. Sơ đồ công nghệ
44
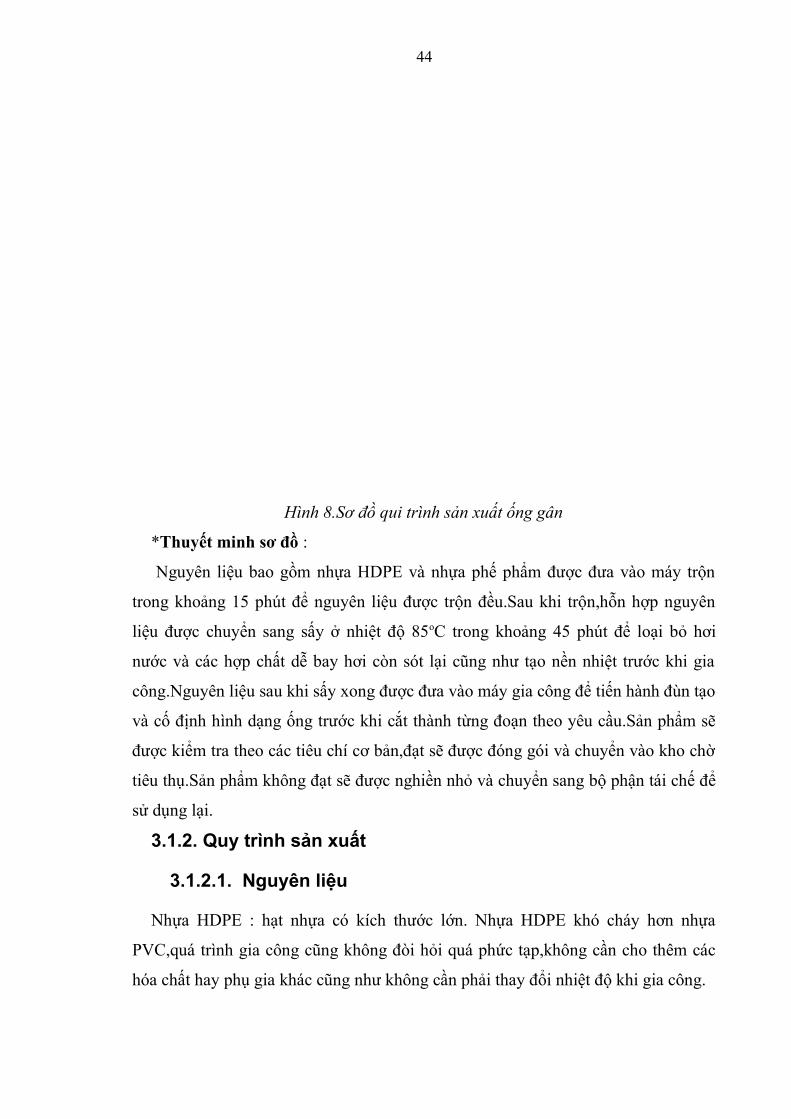
Hình 8.Sơ đồ qui trình sản xuất ống gân
*Thuyết minh sơ đồ :
Nguyên liệu bao gồm nhựa HDPE và nhựa phế phẩm được đưa vào máy trộn
trong khoảng 15 phút để nguyên liệu được trộn đều.Sau khi trộn,hỗn hợp nguyên
liệu được chuyển sang sấy ở nhiệt độ 85oC trong khoảng 45 phút để loại bỏ hơi
nước và các hợp chất dễ bay hơi còn sót lại cũng như tạo nền nhiệt trước khi gia
công.Nguyên liệu sau khi sấy xong được đưa vào máy gia công để tiến hành đùn tạo
và cố định hình dạng ống trước khi cắt thành từng đoạn theo yêu cầu.Sản phẩm sẽ
được kiểm tra theo các tiêu chí cơ bản,đạt sẽ được đóng gói và chuyển vào kho chờ
tiêu thụ.Sản phẩm không đạt sẽ được nghiền nhỏ và chuyển sang bộ phận tái chế để
sử dụng lại.
3.1.2. Quy trình sản xuất
3.1.2.1. Nguyên liệu
Nhựa HDPE : hạt nhựa có kích thước lớn. Nhựa HDPE khó cháy hơn nhựa
PVC,quá trình gia công cũng không đòi hỏi quá phức tạp,không cần cho thêm các
hóa chất hay phụ gia khác cũng như không cần phải thay đổi nhiệt độ khi gia công.
45
Nhựa tái chế : là những phế phẩm không đạt tiêu chuẩn được xay nhỏ và trộn với
nhựa mới tạo hỗn hợp nguyên liệu đưa vào sản xuất.
3.1.2.2. Qui trình trộn
Nguyên liệu sau khi tái chế và nguyên liệu mới được đưa vào máy trộn với tỉ lệ
80:20. Nguyên liệu được trộn đều và được đóng bao cất trữ hoặc được đưa sang
thiết bị sấy để đưa vào sản xuất.
Tại thiết bị sấy, hỗn hợp nhựa sẽ được sấy lên 85oc để tạo nền nhiệt và đuổi hết
hơi nước để tránh sự cố khi gia công máy đùn.
3.1.2.3. Quy trình gia công máy đùn
Nguyên liệu được bộ phân cấp liệu đưa vào máy.Dưới tác động của vít đùn và
các đai gia nhiệt,nguyên liệu được trộn lẫn và chuyển dần từ dạng rắn sang trạng
thái mềm cao,nóng chảy và được đẩy tới phía trước đi ra đầu định hình.Trước khi
qua khe của đầu tạo hình,nhựa ở trạng trái lỏng được đi tấm chắn và lưới lọc,vừa để
lọc lại các hạt nhựa chưa được nóng chảy,vừa tạo ra lực nén ép và định hướng dòng
chảy của nguyên liệu về phía đầu tạo hình.Khi đi ra khỏi đầu tạo hình,sản phẩm có
hình ống như mong muốn.Sau đó được chuyển qua Downstream để cố định hình
dạng và cắt đoạn theo yêu cầu.
3.1.2.4. Định hình sản phẩm
Mục đích :tạo và cố định hình dạng cho sản phẩm.
Cơ chế :Sau khi ra khỏi khuôn đùn nhựa có dạng ống dẻo sẽ được đẩy qua dây
chuyền chạy khuôn định hình.Trong lòng ống được bơm khí nén để tạo áp suất, lúc
này ống nhựa sẽ như 1 quả bong bóng được thổi căng lên để áp sát vào bề mặt
khuôn và được làm mát ngay lập tức bằng nước lạnh 17oC cho hình dạng ống gân
như mong muốn. . Độ dày hay mỏng của ống được quyết định bởi tốc độ kéo của
dây chuyền chạy khuôn, chạy nhanh thì ống mỏng và chạy chậm thì ống dày.
3.1.3. Đặc điểm sản phẩm
46
Ống luồn đàn hồi hiệu được làm từ nhựa HDPE và một số hóa chất khác, đạt tiêu
chuẩn BS EN 50086-2-2 nên có những ưu điểm sau:
-Chống ăn mòn: không bị ăn mòn điện hóa, chịu được độ ẩm cao, chống thấm
nước, chống axit ăn mòn và chịu được hầu hết các chất hóa học thông thường khác.
-Chống gặm mòn: Trong thành phần cấu tạo có các hóa chất đặc biệt để diệt trừ
mối mọt, chống sự cắn phá của các loại côn trùng.
-Chịu va đập, dễ dàng uốn cong và chịu được lực nén cao theo tiêu chuẩn, bảo vệ
dây điện an toàn.Cách điện an toàn khi lắp đặt, có khả năng chống cháy.
-Trọng lượng nhẹ, đóng gói thành từng cuộn dễ dàng trong vận chuyển và lắp
đặt. Độ uốn lượn cao, tròn đều, độ gợn sóng thích hợp làm giảm ma sát giúp cho
việc luồn dây điện trở nên dễ dàng hơn
3.2. Công nghệ sản xuất ống PVC
Sơ đồ công nghệ
Hình 9.Sơ đồ công nghệ sản xuất ống tròn
Giải thích sơ đồ :
47
Bột nhựa uPVC và phụ gia được cân theo công thức sản xuất của nhà
máy.Sau đó,hỗn hợp nguyên liệu được đưa vào bể trộn để tiến hành hai quá trình
trộn nóng và trộn nguội.Sau quá trình trộn,hỗn hợp nguyên liệu đồng nhất được
chuyển vào máy đùn để tiến hành gia công và cố định hình dạng sản phẩm.Kết thúc
quá trình,sản phẩm được cắt thành từng đoạn dài 2,9m và tiến hành kiểm tra tại chỗ
bằng các biện pháp ngoại quan.Sản phẩm đạt chất lượng thì được đóng gói và nhập
kho chờ tiêu thụ,sản phẩm không đạt yêu cầu sẽ bị cắt nhỏ và chuyển sang bộ phận
tái chế cho quá trình sản xuất sau.
3.2.1. Quy trình sản xuất
3.2.1.1. Nguyên liệu
- Nhựa uPVC
- Phụ gia
3.2.1.2. Qui trình trộn
Nguyên liệu được phối trộn với tỉ lệ đã được quy định sau đó được đưa vào hệ
thống trộn.
Quá trình trộn nguyên liệu được thực hiện 4 giai đoạn chính sau:
- Nạp liệu: Bột nhựa uPVC được cân theo tỉ lệ nhất định được cho vào máng cấp.
Sau đó bơm hút liệu sẽ hút bột với công suất 0.455kg/s lên bồn trộn nóng.Phụ gia
được cấp vào bằng phiễu cấp bên trên.
- Trộn nóng: nguyên liệu sau khi nạp sẽ được gia nhiệt lên 120oC vào trộn trong
thời gian 720s sau đó đưa xuống trộn nguội.
- Trộn nguội: tại đây nguyên liệu sẽ được trộn trong 730s ở nhiệt độ 55oC
- Xuất liệu: nguyên liệu sau khi trộn sẽ được hút vào cyclone chứa để đưa vào gia
công.
48
Hình 10.Sơ đồ qui trình trộn
3.2.1.3. Quy trình đùn
Nguyên liệu được bộ phân cấp liệu đưa vào máy.Dưới tác động của 2 vít đùn các
đai gia nhiệt,nguyên liệu được trộn lẫn chuyển dần từ dạng rắn sang trạng thái mềm
cao,nóng chảy và được đẩy tới phía trước đi ra đầu định hình.Trước khi qua khe của
đầu tạo hình,nhựa ở trạng trái lỏng được đi tấm chắn và lưới lọc,vừa để lọc lại các
hạt nhựa chưa được nóng chảy,vừa tạo ra lực nén ép và định hướng dòng chảy của
nguyên liệu về phía đầu tạo hình.Khi đi ra khỏi đầu tạo hình,sản phẩm có hình ống
như mong muốn.Sau đó được chuyển qua hệ thống máy định hình chân không.
Lưu ý :quá trình chuyển ống nhựa từ đầu định hình sang máy định hình chân
không là quá trình được thực hiện bằng tay.Do đó,cần phải có biện pháp bảo vệ
thích hợp trước nhiệt độ cao và đòi hỏi quá trình thao tác chính xác và cẩn thận để
tránh làm đứt ống.
3.2.1.4. Định hình sản phẩm
Ống nhựa được ép ra từ máy đùn ngay lập tức đi qua thiết bị định hình chân
không để định hình ống tạo sản phẩm có hình dạng mong muốn.
Ống nhựa nóng sẽ tiếp xúc với khuôn định hình ở đầu thiết bị định hình
trước.Khuôn định hình có chức năng điều chỉnh đường kính ống, phối hợp với tốc
độ kéo của máy kéo để điều chỉnh độ dày mong muốn.Sau khi được điều chỉnh
thành hình dạng mong muốn, ống nhựa sẽ được làm lạnh bằng hệ thống phun nước
49
lạnh trong khoang làm lạnh của thiết bị định hình.Sau đó được in chữ, cắt và đóng
gói nhập kho tiêu thụ.
3.2.2. Đặc điểm sản phẩm ống tròn
Màu sắc : màu trắng xanh
Đặc điểm bên ngoài : trơn,sáng.bóng
Chiều dài : 2,9m
Bề dày: tuỳ theo nhãn hiệu và đơn đặt hàng.
Ưu điểm của sản phẩm:
- Chịu được lực nén cao: Không bị nén vỡ khi gắn ống trong tường, âm sàn
bêtông hoặc chôn dưới đất.
- Chịu được va đập mạnh.
- Độ dẻo cao, sức bền, sức căng tốt, dễ dàng uốn cong và lắp đặt theo ý muốn.
- Cách điện tốt: chịu được điện áp đánh thủng cao.
- Chống cháy: không bốc cháy thành ngọn lửa khi đốt trực tiếp, ngọn lửa tự
dập tắt trong thời gian < 30 giây, tránh lây lan sang các bộ phận khác.
- Chống ăn mòn: không bị ăn mòn điện hóa, chịu được độ ẩm cao, chống thấm
nước, chống axit ăn mòn và chịu được hầu hết các chất hóa học thông thường khác.
- Chống gặm mòn: Trong thành phần cấu tạo có các hóa chất đặc biệt để diệt
trừ mối mọt, chống sự cắn phá của các loại côn trùng.
3.3. Công nghệ sản xuất phụ kiện
3.3.1. Sơ đồ công nghệ
50
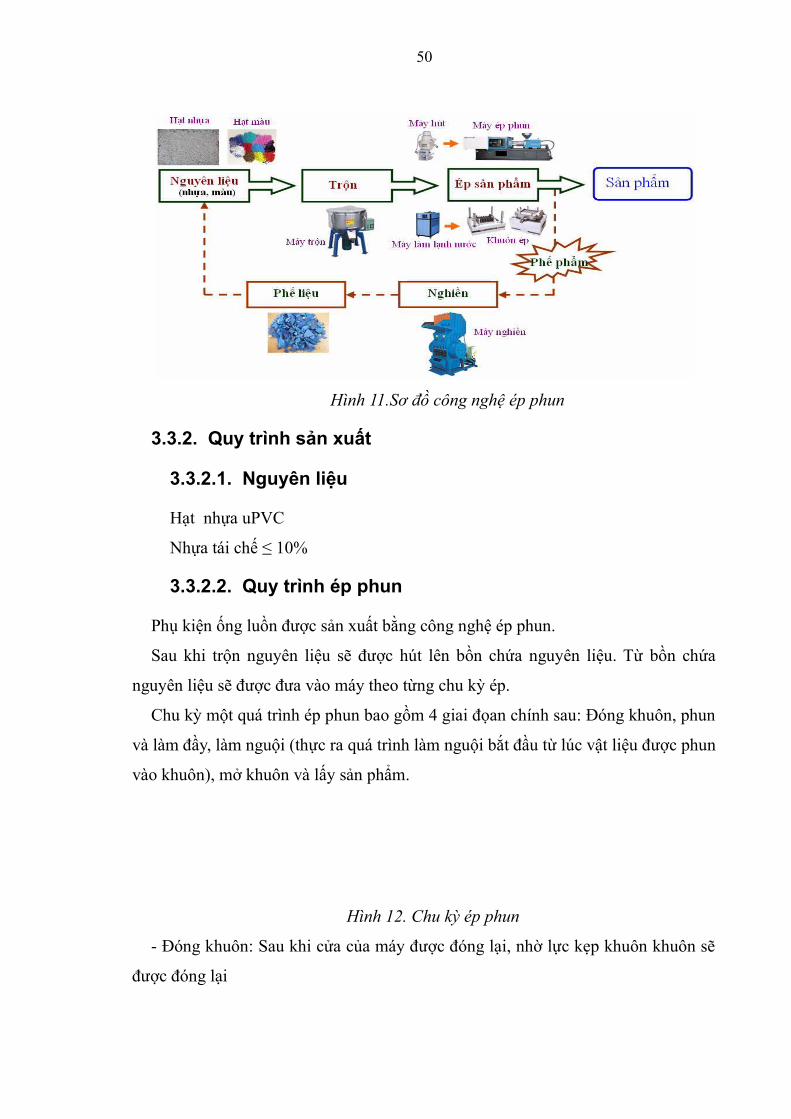
Hình 11.Sơ đồ công nghệ ép phun
3.3.2. Quy trình sản xuất
3.3.2.1. Nguyên liệu
Hạt nhựa uPVC
Nhựa tái chế ≤ 10%
3.3.2.2. Quy trình ép phun
Phụ kiện ống luồn được sản xuất bằng công nghệ ép phun.
Sau khi trộn nguyên liệu sẽ được hút lên bồn chứa nguyên liệu. Từ bồn chứa
nguyên liệu sẽ được đưa vào máy theo từng chu kỳ ép.
Chu kỳ một quá trình ép phun bao gồm 4 giai đọan chính sau: Đóng khuôn, phun
và làm đầy, làm nguội (thực ra quá trình làm nguội bắt đầu từ lúc vật liệu được phun
vào khuôn), mở khuôn và lấy sản phẩm.
Hình 12. Chu kỳ ép phun
- Đóng khuôn: Sau khi cửa của máy được đóng lại, nhờ lực kẹp khuôn khuôn sẽ
được đóng lại
51
- Phun – làm đầy: Sau khi khuôn đóng lại, trục vít sẽ chuyển động về phía trước
đẩy nhựa vào khuôn và điền đầy khuôn, nhựa trong khuôn bắt đầu nguội và hóa rắn
khi tiếp xúc với bề mặt nguội của khuôn. Sản phẩm cũng được làm nguội ngay từ
giai đoạn này, sử dung nước để làm nguội, nhiệt độ nước làm nguội là 170C.
- Nhựa hoá: Trục vít sẽ chuyển động xoay tròn và lùi về phía sau, lượng nhựa
lỏng sẽ chảy về phần đầu trục vít đồng thời hạt nhựa từ trên phễu đựng nguyên liệu
sẽ chảy xuống rơi vào rãnh vít. Hạt nhựa trong thời gian di chuyển tới đầu trục vít
sẽ được làm nóng chảy từ từ.
Trong thời gian này thì sản phẩm trong khuôn vẫn tiếp tục được làm nguội.
-Mở khuôn và lôi sản phẩm: Sau khi sản phẩm đã được làm nguội, khuôn sẽ
được mở ra và sản phẩm sẽ được lối ra ngoài. Sau khi sản phẩm được lấy ra, khuôn
sẽ lại được đóng lại bắt đầu một chu kỳ mới.
52
CHƯƠNG 4.MÁY MÓC SỬ DỤNG TRONG XƯỞNG
NHỰA
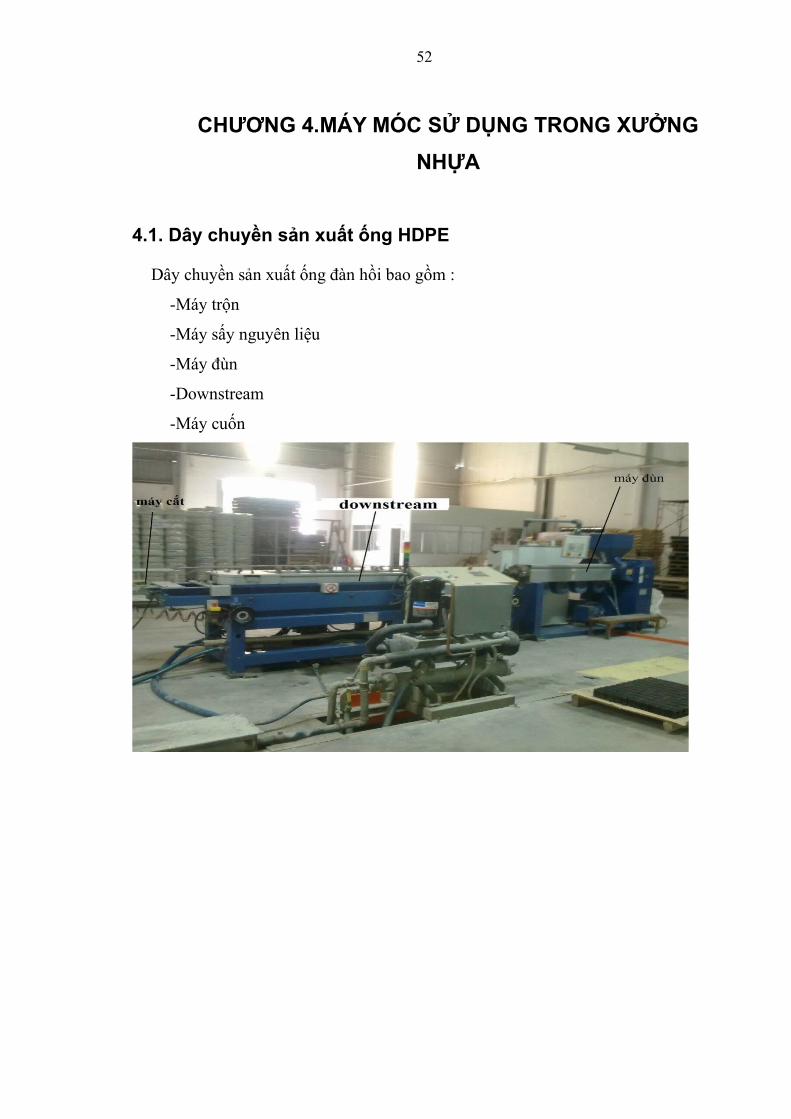
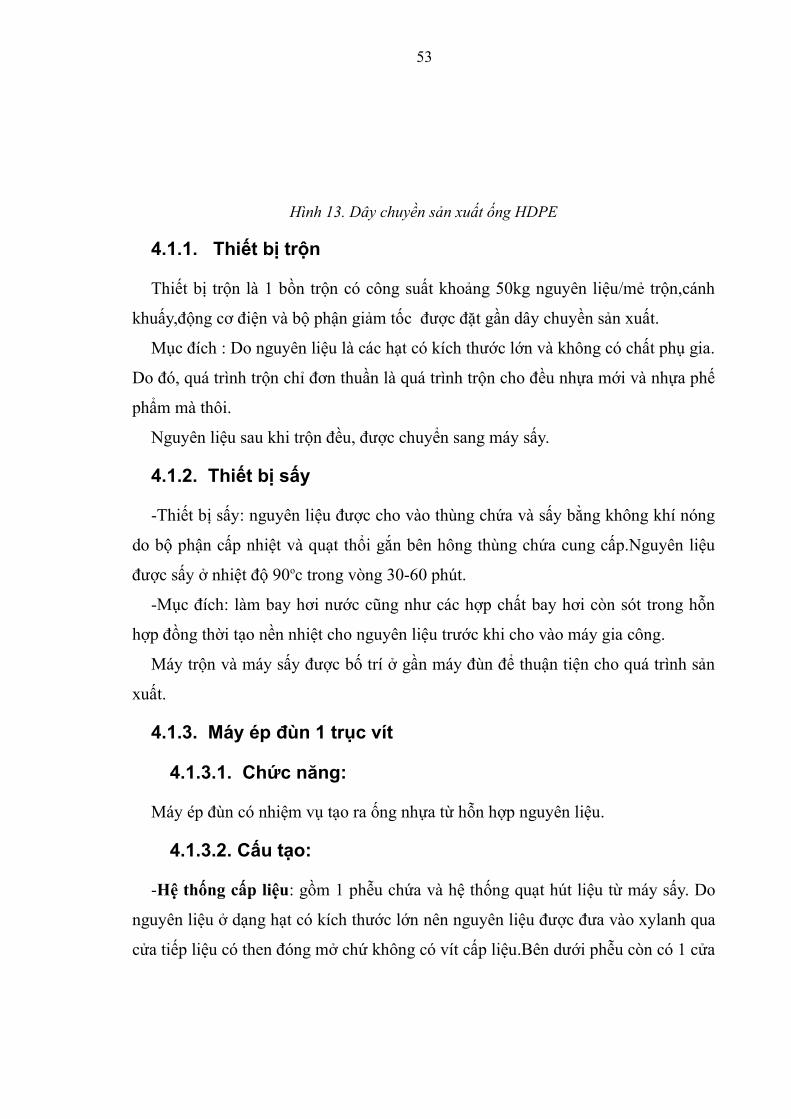
4.1. Dây chuyền sản xuất ống HDPE
Dây chuyền sản xuất ống đàn hồi bao gồm :
-Máy trộn
-Máy sấy nguyên liệu
-Máy đùn
-Downstream
-Máy cuốn
53
Hình 13. Dây chuyền sản xuất ống HDPE
4.1.1. Thiết bị trộn
Thiết bị trộn là 1 bồn trộn có công suất khoảng 50kg nguyên liệu/mẻ trộn,cánh
khuấy,động cơ điện và bộ phận giảm tốc được đặt gần dây chuyền sản xuất.
Mục đích : Do nguyên liệu là các hạt có kích thước lớn và không có chất phụ gia.
Do đó, quá trình trộn chỉ đơn thuần là quá trình trộn cho đều nhựa mới và nhựa phế
phẩm mà thôi.
Nguyên liệu sau khi trộn đều, được chuyển sang máy sấy.
4.1.2. Thiết bị sấy
-Thiết bị sấy: nguyên liệu được cho vào thùng chứa và sấy bằng không khí nóng
do bộ phận cấp nhiệt và quạt thổi gắn bên hông thùng chứa cung cấp.Nguyên liệu
được sấy ở nhiệt độ 90oc trong vòng 30-60 phút.
-Mục đích: làm bay hơi nước cũng như các hợp chất bay hơi còn sót trong hỗn
hợp đồng thời tạo nền nhiệt cho nguyên liệu trước khi cho vào máy gia công.
Máy trộn và máy sấy được bố trí ở gần máy đùn để thuận tiện cho quá trình sản
xuất.
4.1.3. Máy ép đùn 1 trục vít
4.1.3.1. Chức năng:
Máy ép đùn có nhiệm vụ tạo ra ống nhựa từ hỗn hợp nguyên liệu.
4.1.3.2. Cấu tạo:
-Hệ thống cấp liệu: gồm 1 phễu chứa và hệ thống quạt hút liệu từ máy sấy. Do
nguyên liệu ở dạng hạt có kích thước lớn nên nguyên liệu được đưa vào xylanh qua
cửa tiếp liệu có then đóng mở chứ không có vít cấp liệu.Bên dưới phễu còn có 1 cửa
54
phụ, dùng để xả nguyên liệu khi có trục trặc kĩ thuật hoặc thay đổi phương pháp sản
xuất.
- Thân máy: nâng đỡ và liên kết toàn bộ hệ thống.
- Động cơ hộp số và bộ phận giảm tốc :điều khiển quá trình làm việc của vit
- Xylanh: hình trụ gồm hai lớp kim loại: Bên trong là lớp kim loại có khả năng
chịu mài mòn cao. Bên ngoài: được chia thành các khoang nhiệt tại đó được bố trí
các băng nhiệt là các vòng dây điện trở lồng trong ống sứ, trên thân các băng nhiệt
có các lỗ giắc để cắm nhiệt ngẫu (thermocouple) để cảm biến và điều khiển giới hạn
nhiệt độ công tác.
- Vít đùn : vít đơn, trục vít được lai bởi động cơ 1 chiều kích từ độc lập thông
qua hộp số, các bánh răng trung gian. Trong lòng trục vít có đường dẫn dầu cân
bằngnhiệt trục vít trong trường hợp nhiệt độ tăng quá mức cho phép. Các trục vít
được định vị bằng các ổ đỡ đặt trong xilanh nhiệt.Khe hở giữa xilanh và trục vít là
rất nhỏ.Động cơ chính được làm mát bằng quạt gió trong điều kiện làm việc dài
hạn.
Thông số kỹ thuật của vít :
+ Tỉ lệ L/D = 25
+ Tỉ lệ nén ép : 3
+ Tốc độ quay 20 vòng/phút
Về mặt cơ khí: xilanh nhiệt và trục vít phối hợp với nhau như bơm trục vít bơm
hỗn hợp nhựa hoá lỏng tới cổ đùn (đầu ra) mà cửa hút (đầu vào) là chân phễu cấp
liệu.
Bên ngoài thành xilanh nhiệt còn bố trí thiết bị làm mát bằng dầu dùng để cân
bằng nhiệt cho xilanh trong trường hợp nhiệt độ tăng quá mức cho phép.
Máy ép đùn còn có cảm biến áp suất (hai mức) để cấp tín hiệu điều khiển báo
động, bảo vệ khi áp suất dòng nhựa tăng cao.Với các máy khác nhau thì giá trị áp
suất cần bảo vệ, báo động khác nhau.
Gần phía cổ đùn có lưới lọc bằng kim loại để nâng cao chất lượng của sản phẩm.
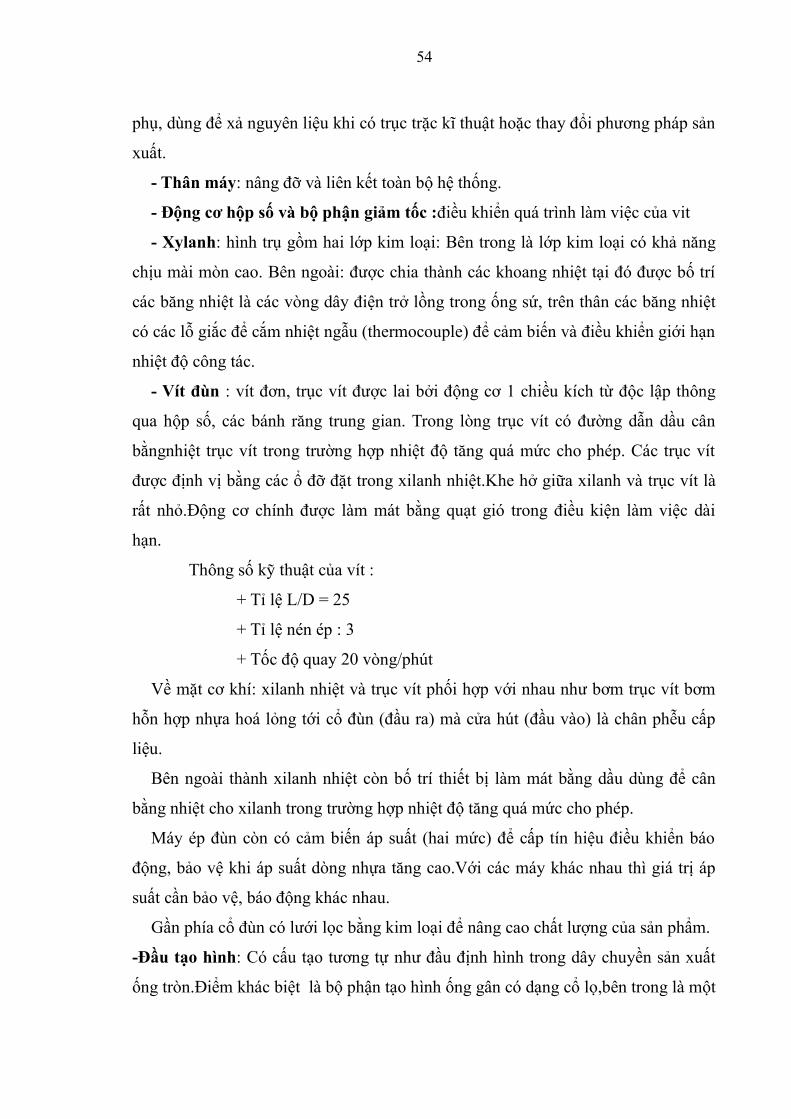
-Đầu tạo hình: Có cấu tạo tương tự như đầu định hình trong dây chuyền sản xuất
ống tròn.Điểm khác biệt là bộ phận tạo hình ống gân có dạng cổ lọ,bên trong là một
55
ống thép rỗng để tạo hình dạng ống.Ngoài bộ phận gia nhiệt và các đầu dò,trên đầu
tạo hình còn có hệ thống thổi khí nén vào trong ruột ống tạo hình tạo điều kiện cố
định hình dạng sản phẩm sau này
Hình 14.Đầu tạo hình
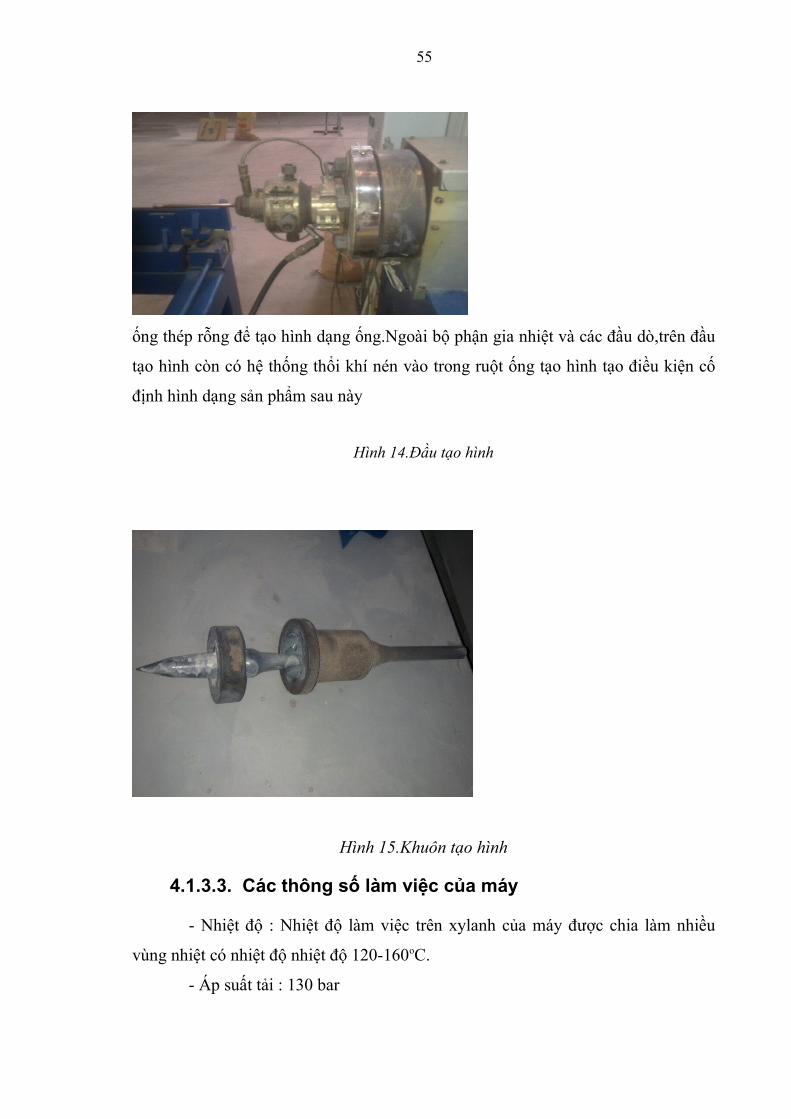
Hình 15.Khuôn tạo hình
4.1.3.3. Các thông số làm việc của máy
- Nhiệt độ : Nhiệt độ làm việc trên xylanh của máy được chia làm nhiều
vùng nhiệt có nhiệt độ nhiệt độ 120-160oC.
- Áp suất tải : 130 bar
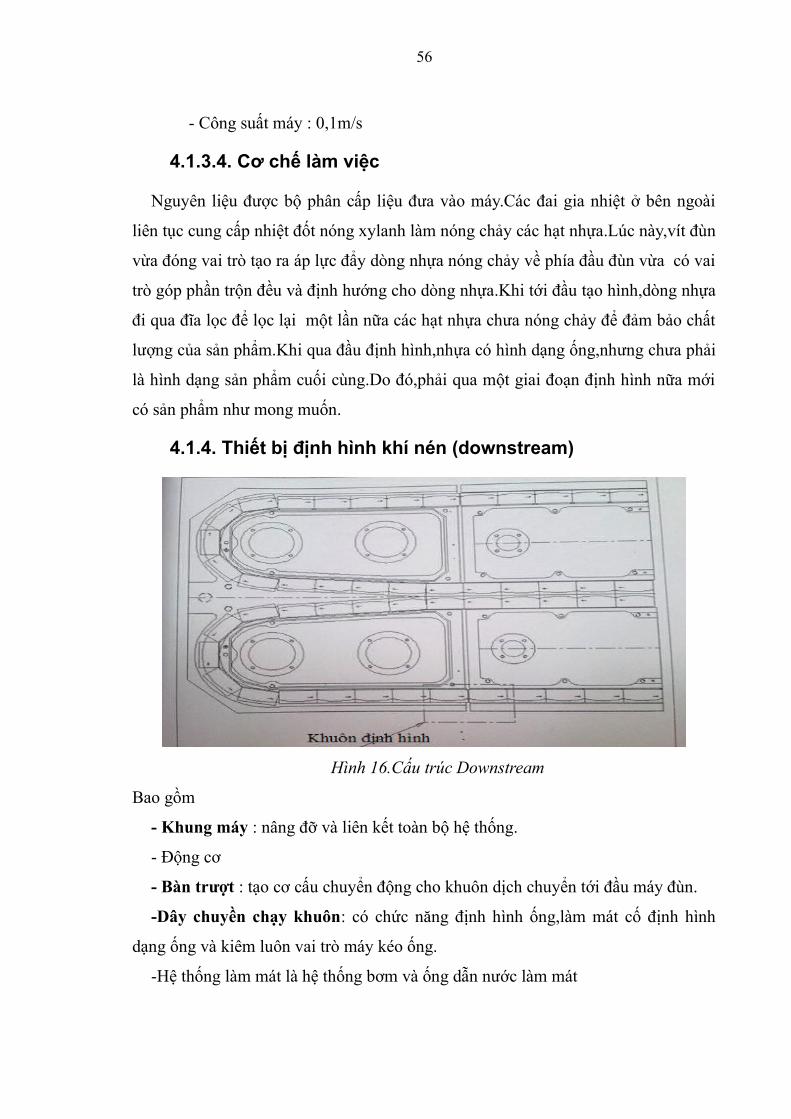
56
- Công suất máy : 0,1m/s
4.1.3.4. Cơ chế làm việc
Nguyên liệu được bộ phân cấp liệu đưa vào máy.Các đai gia nhiệt ở bên ngoài
liên tục cung cấp nhiệt đốt nóng xylanh làm nóng chảy các hạt nhựa.Lúc này,vít đùn
vừa đóng vai trò tạo ra áp lực đẩy dòng nhựa nóng chảy về phía đầu đùn vừa có vai
trò góp phần trộn đều và định hướng cho dòng nhựa.Khi tới đầu tạo hình,dòng nhựa
đi qua đĩa lọc để lọc lại một lần nữa các hạt nhựa chưa nóng chảy để đảm bảo chất
lượng của sản phẩm.Khi qua đầu định hình,nhựa có hình dạng ống,nhưng chưa phải
là hình dạng sản phẩm cuối cùng.Do đó,phải qua một giai đoạn định hình nữa mới
có sản phẩm như mong muốn.
4.1.4. Thiết bị định hình khí nén (downstream)
Hình 16.Cấu trúc Downstream
Bao gồm
- Khung máy : nâng đỡ và liên kết toàn bộ hệ thống.
- Động cơ
- Bàn trượt : tạo cơ cấu chuyển động cho khuôn dịch chuyển tới đầu máy đùn.
-Dây chuyền chạy khuôn: có chức năng định hình ống,làm mát cố định hình
dạng ống và kiêm luôn vai trò máy kéo ống.
-Hệ thống làm mát là hệ thống bơm và ống dẫn nước làm mát
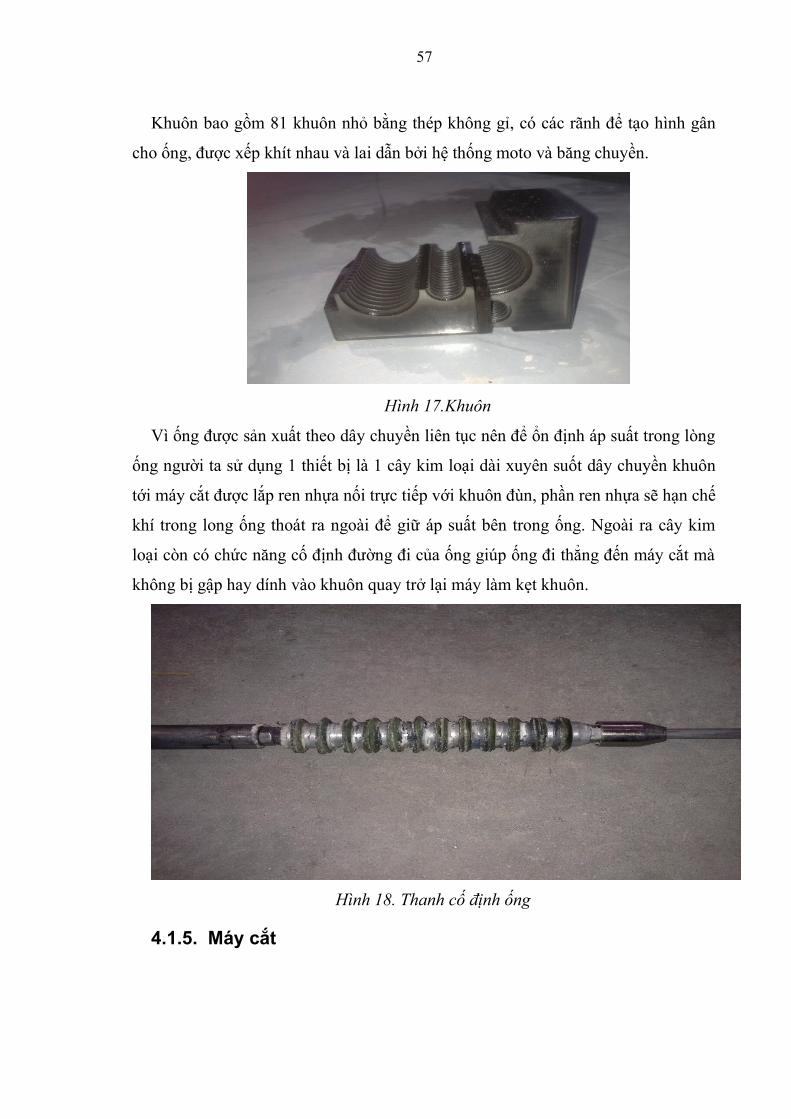
57
Khuôn bao gồm 81 khuôn nhỏ bằng thép không gỉ, có các rãnh để tạo hình gân
cho ống, được xếp khít nhau và lai dẫn bởi hệ thống moto và băng chuyền.
Hình 17.Khuôn
Vì ống được sản xuất theo dây chuyền liên tục nên để ổn định áp suất trong lòng
ống người ta sử dụng 1 thiết bị là 1 cây kim loại dài xuyên suốt dây chuyền khuôn
tới máy cắt được lắp ren nhựa nối trực tiếp với khuôn đùn, phần ren nhựa sẽ hạn chế
khí trong long ống thoát ra ngoài để giữ áp suất bên trong ống. Ngoài ra cây kim
loại còn có chức năng cố định đường đi của ống giúp ống đi thẳng đến máy cắt mà
không bị gập hay dính vào khuôn quay trở lại máy làm kẹt khuôn.
Hình 18. Thanh cố định ống
4.1.5. Máy cắt
58
Được đặt cuối qui trình.Gồm lưỡi dao cắt bằng khí nén và được điều khiển bởi
hệ thống sẽ cắt ống thành các đoạn có độ dài theo yêu cầu.Sản phẩm sau khi cắt sẽ
được quấn thành từng bó,dán nhãn và đem đi tiêu thụ.
4.2. Dây chuyền sản xuất ống PVC
Hệ thống máy móc sử dụng trong dây chuyền sản xuất ống tròn bao gồm
-Hệ thống trộn nguyên liệu
-Máy đùn
-Máy tạo hình chân không
-Máy in nhãn
-Máy kéo
-Máy cắt
Hình 19.Sơ đồ bố trí thiết bị của dây chuyền sản xuất ống tròn
4.2.1. Hệ thống trộn nguyên liệu
Mục đích chủ yếu của quá trình là trộn đều hạt nhựa và phụ gia, nghiền nguyên
liệu thành dạng hạt mịn (phụ gia ban đầu có kích thước lớn) sau đó đưa nguyên liệu
vào các cyclone chứa.
Ngoài ra quá trình trộn nóng còn giúp đuổi bớt hơi nước và các hợp chất bay hơi
tồn đọng trong hỗn hợp nguyên liệu có thể gây ảnh hương xấu tới quá trình gia công
cũng như chất lượng sản phẩm. Quá trình trộn cao tốc hỗn hợp nhựa PVC gần như
chỉ là quá trình trộn đều các chất với nhau (quá trình cơ lý).Nếu xét cặn kẽ, tường
tận các vấn đề nhỏ thì cũng có quá trình hóa học xảy ra nhưng là rất nhỏ.Quá trình
hoá học đó là phản ứng đứt mạch của phân tử nhựa và phản ứng ngăn cản sự đứt
mạch, sự cháy nhựa PVC của các chất ổn định nhiệt. (tuy nhiên ở nhiệt độ trộn
thường nhỏ hơn nhiệt độ gia công của nhựa pvc rất nhiều nên quá trình này rất nhỏ
gần như không có.)
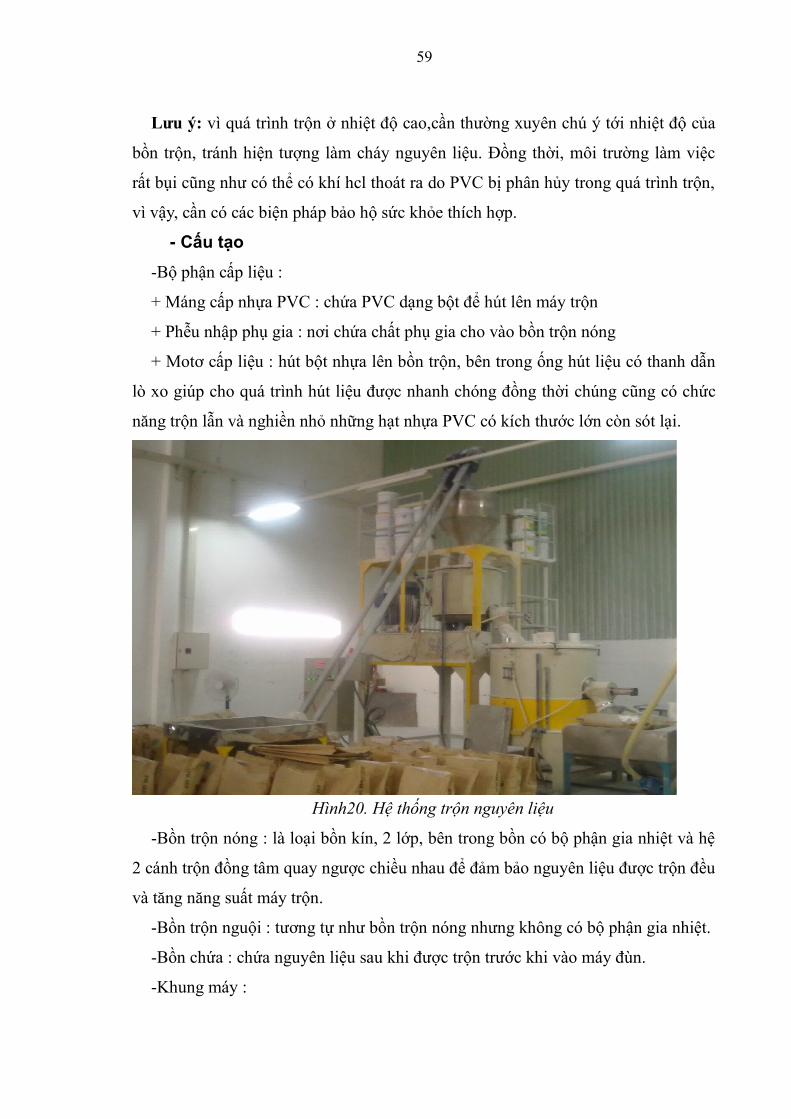
59
Lưu ý: vì quá trình trộn ở nhiệt độ cao,cần thường xuyên chú ý tới nhiệt độ của
bồn trộn, tránh hiện tượng làm cháy nguyên liệu. Đồng thời, môi trường làm việc
rất bụi cũng như có thể có khí hcl thoát ra do PVC bị phân hủy trong quá trình trộn,
vì vậy, cần có các biện pháp bảo hộ sức khỏe thích hợp.
- Cấu tạo
-Bộ phận cấp liệu :
+ Máng cấp nhựa PVC : chứa PVC dạng bột để hút lên máy trộn
+ Phễu nhập phụ gia : nơi chứa chất phụ gia cho vào bồn trộn nóng
+ Motơ cấp liệu : hút bột nhựa lên bồn trộn, bên trong ống hút liệu có thanh dẫn
lò xo giúp cho quá trình hút liệu được nhanh chóng đồng thời chúng cũng có chức
năng trộn lẫn và nghiền nhỏ những hạt nhựa PVC có kích thước lớn còn sót lại.
Hình20. Hệ thống trộn nguyên liệu
-Bồn trộn nóng : là loại bồn kín, 2 lớp, bên trong bồn có bộ phận gia nhiệt và hệ
2 cánh trộn đồng tâm quay ngược chiều nhau để đảm bảo nguyên liệu được trộn đều
và tăng năng suất máy trộn.
-Bồn trộn nguội : tương tự như bồn trộn nóng nhưng không có bộ phận gia nhiệt.
-Bồn chứa : chứa nguyên liệu sau khi được trộn trước khi vào máy đùn.
-Khung máy :
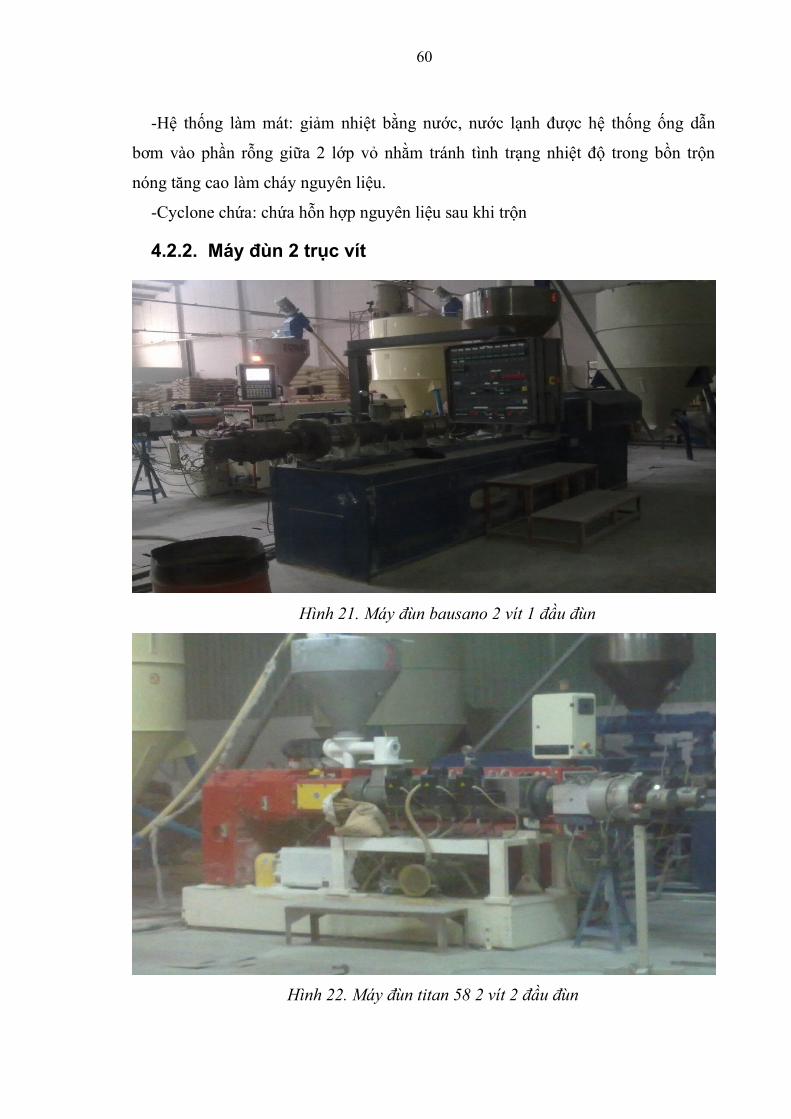
60
-Hệ thống làm mát: giảm nhiệt bằng nước, nước lạnh được hệ thống ống dẫn
bơm vào phần rỗng giữa 2 lớp vỏ nhằm tránh tình trạng nhiệt độ trong bồn trộn
nóng tăng cao làm cháy nguyên liệu.
-Cyclone chứa: chứa hỗn hợp nguyên liệu sau khi trộn
4.2.2. Máy đùn 2 trục vít
Hình 21. Máy đùn bausano 2 vít 1 đầu đùn
Hình 22. Máy đùn titan 58 2 vít 2 đầu đùn
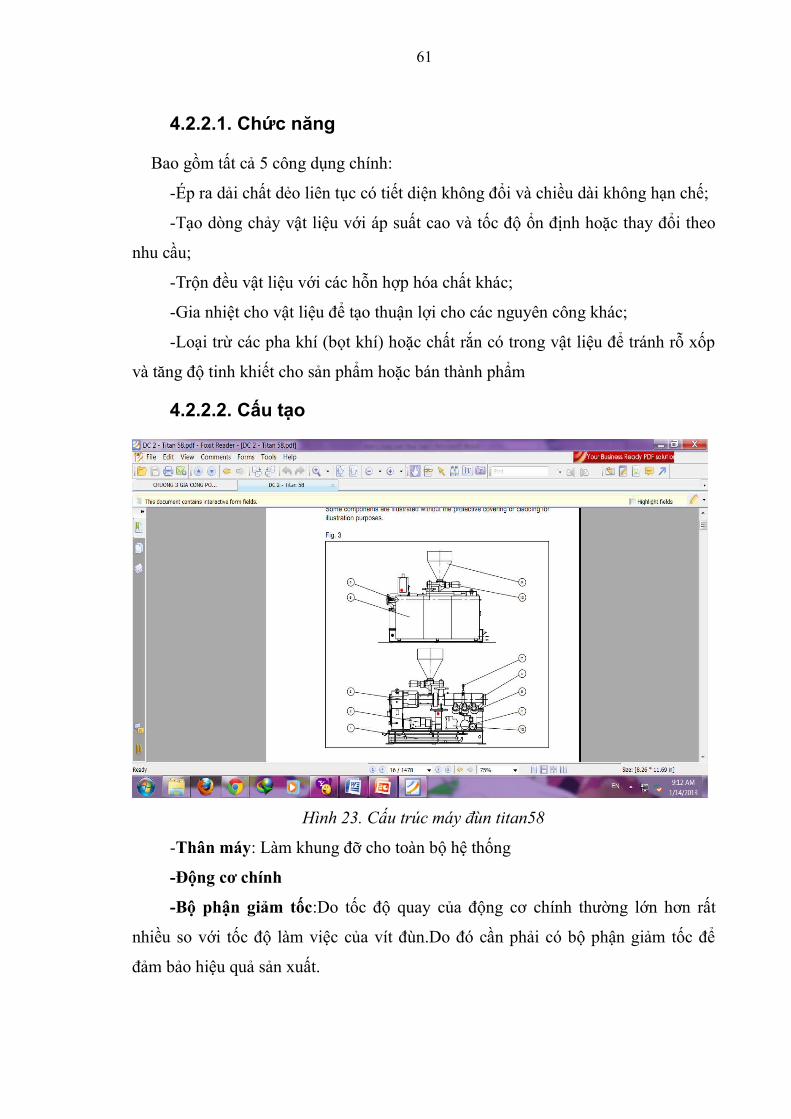
61
4.2.2.1. Chức năng
Bao gồm tất cả 5 công dụng chính:
-Ép ra dải chất dẻo liên tục có tiết diện không đổi và chiều dài không hạn chế;
-Tạo dòng chảy vật liệu với áp suất cao và tốc độ ổn định hoặc thay đổi theo
nhu cầu;
-Trộn đều vật liệu với các hỗn hợp hóa chất khác;
-Gia nhiệt cho vật liệu để tạo thuận lợi cho các nguyên công khác;
-Loại trừ các pha khí (bọt khí) hoặc chất rắn có trong vật liệu để tránh rỗ xốp
và tăng độ tinh khiết cho sản phẩm hoặc bán thành phẩm
4.2.2.2. Cấu tạo
Hình 23. Cấu trúc máy đùn titan58
-Thân máy: Làm khung đỡ cho toàn bộ hệ thống
-Động cơ chính
-Bộ phận giảm tốc:Do tốc độ quay của động cơ chính thường lớn hơn rất
nhiều so với tốc độ làm việc của vít đùn.Do đó cần phải có bộ phận giảm tốc để
đảm bảo hiệu quả sản xuất.
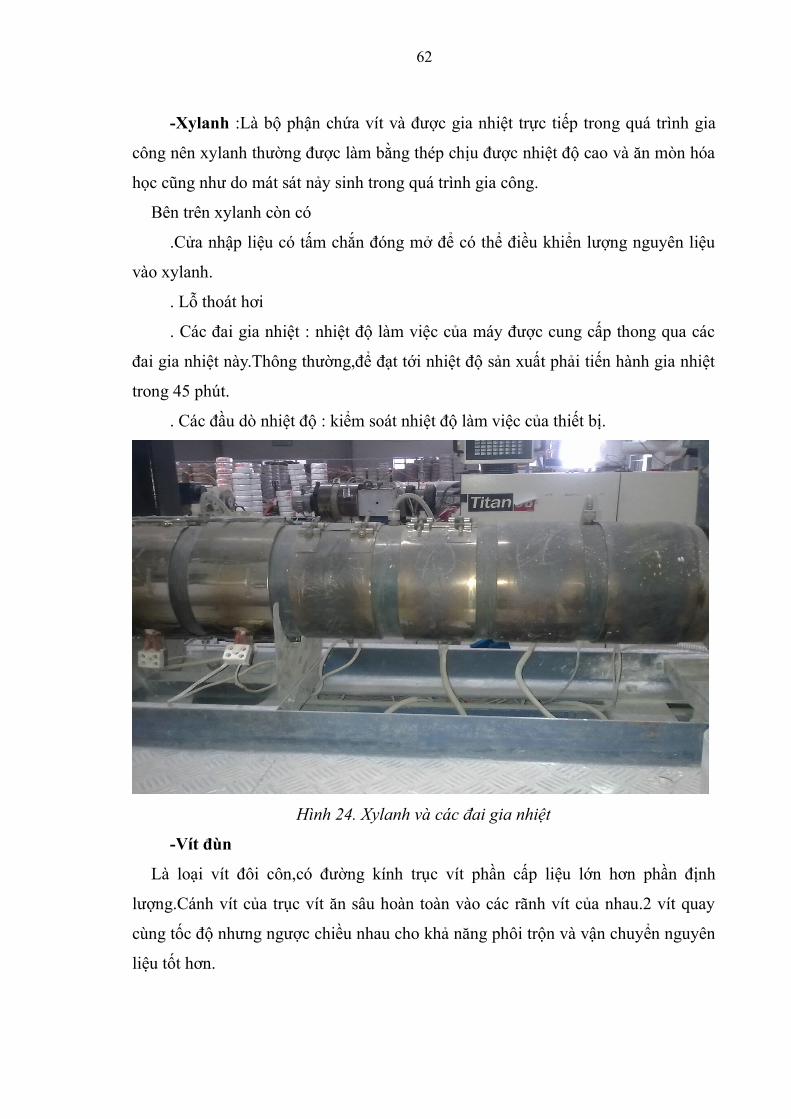
62
-Xylanh :Là bộ phận chứa vít và được gia nhiệt trực tiếp trong quá trình gia
công nên xylanh thường được làm bằng thép chịu được nhiệt độ cao và ăn mòn hóa
học cũng như do mát sát nảy sinh trong quá trình gia công.
Bên trên xylanh còn có
.Cửa nhập liệu có tấm chắn đóng mở để có thể điều khiển lượng nguyên liệu
vào xylanh.
. Lỗ thoát hơi
. Các đai gia nhiệt : nhiệt độ làm việc của máy được cung cấp thong qua các
đai gia nhiệt này.Thông thường,để đạt tới nhiệt độ sản xuất phải tiến hành gia nhiệt
trong 45 phút.
. Các đầu dò nhiệt độ : kiểm soát nhiệt độ làm việc của thiết bị.
Hình 24. Xylanh và các đai gia nhiệt
-Vít đùn
Là loại vít đôi côn,có đường kính trục vít phần cấp liệu lớn hơn phần định
lượng.Cánh vít của trục vít ăn sâu hoàn toàn vào các rãnh vít của nhau.2 vít quay
cùng tốc độ nhưng ngược chiều nhau cho khả năng phôi trộn và vận chuyển nguyên
liệu tốt hơn.
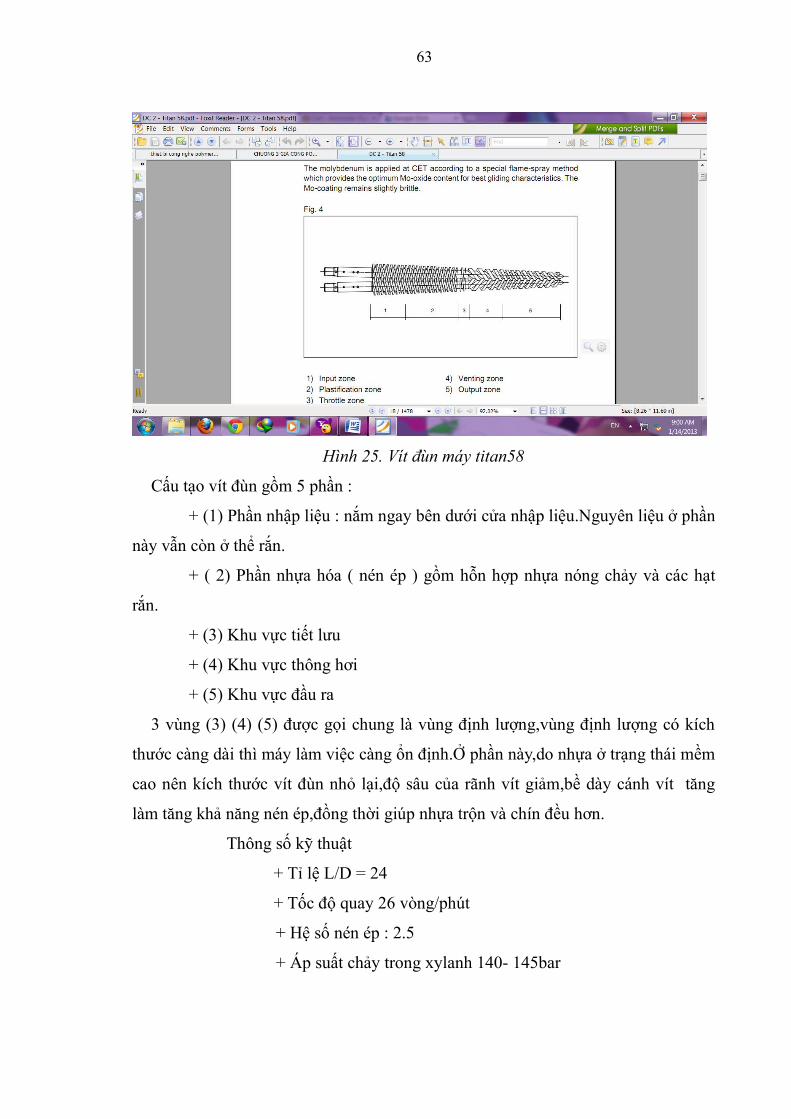
63
Hình 25. Vít đùn máy titan58
Cấu tạo vít đùn gồm 5 phần :
+ (1) Phần nhập liệu : nắm ngay bên dưới cửa nhập liệu.Nguyên liệu ở phần
này vẫn còn ở thể rắn.
+ ( 2) Phần nhựa hóa ( nén ép ) gồm hỗn hợp nhựa nóng chảy và các hạt
rắn.
+ (3) Khu vực tiết lưu
+ (4) Khu vực thông hơi
+ (5) Khu vực đầu ra
3 vùng (3) (4) (5) được gọi chung là vùng định lượng,vùng định lượng có kích
thước càng dài thì máy làm việc càng ổn định.Ở phần này,do nhựa ở trạng thái mềm
cao nên kích thước vít đùn nhỏ lại,độ sâu của rãnh vít giảm,bề dày cánh vít tăng
làm tăng khả năng nén ép,đồng thời giúp nhựa trộn và chín đều hơn.
Thông số kỹ thuật
+ Tỉ lệ L/D = 24
+ Tốc độ quay 26 vòng/phút
+ Hệ số nén ép : 2.5
+ Áp suất chảy trong xylanh 140- 145bar
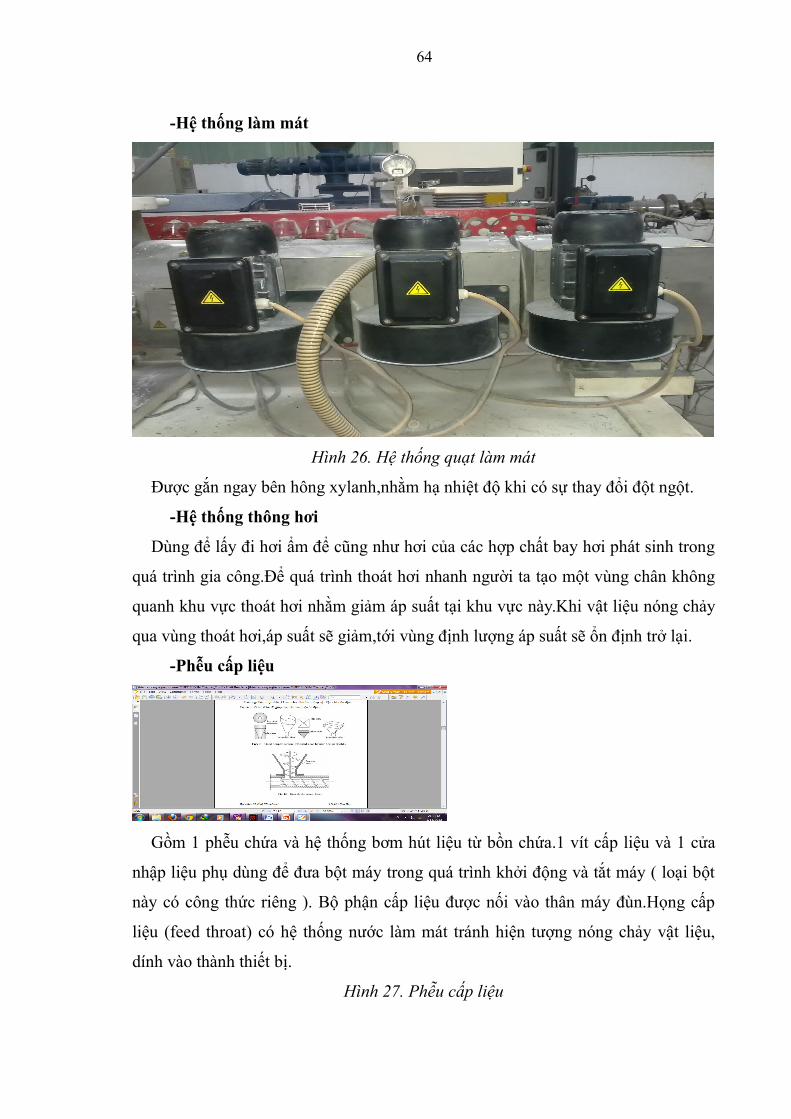
64
-Hệ thống làm mát
Hình 26. Hệ thống quạt làm mát
Được gắn ngay bên hông xylanh,nhằm hạ nhiệt độ khi có sự thay đổi đột ngột.
-Hệ thống thông hơi
Dùng để lấy đi hơi ẩm để cũng như hơi của các hợp chất bay hơi phát sinh trong
quá trình gia công.Để quá trình thoát hơi nhanh người ta tạo một vùng chân không
quanh khu vực thoát hơi nhằm giảm áp suất tại khu vực này.Khi vật liệu nóng chảy
qua vùng thoát hơi,áp suất sẽ giảm,tới vùng định lượng áp suất sẽ ổn định trở lại.
-Phễu cấp liệu
Gồm 1 phễu chứa và hệ thống bơm hút liệu từ bồn chứa.1 vít cấp liệu và 1 cửa
nhập liệu phụ dùng để đưa bột máy trong quá trình khởi động và tắt máy ( loại bột
này có công thức riêng ). Bộ phận cấp liệu được nối vào thân máy đùn.Họng cấp
liệu (feed throat) có hệ thống nước làm mát tránh hiện tượng nóng chảy vật liệu,
dính vào thành thiết bị.
Hình 27. Phễu cấp liệu
65
-Tủ điều khiển
Điều khiển toàn bộ quá trình gia công
-Bộ phận cấp liệu
Gồm 1 hệ môtơ và vít cấp liệu vừa có chức năng cung cấp và điều khiển lượng
nguyên liệu vào máy còn góp phần trộn đều nguyên liệu trước khi tiến hành gia
công.
-Bơm chân không
Hợp với hệ thống thông khí tạo môi trường chân không tại khu vực thoát hơi của
vit đùn.
-Bộ điều nhiệt: gồm các đai gia nhiệt có tác dụng gia nhiệt và duy trì nhiệt độ
để gia công nhựa.
-Đầu tạo hình
Đầu tạo hình được đặt ở đầu ra của máy đùn,bên trong mạ crom nhằm tạo bề
mặt trơn bóng cho sản phẩm
Chức năng : Giúp cho nguyên vật liệu đang nóng chảy có hình dạng cuối cùng
khi qua máy đùn, là một bộ phận quan trọng nhất trong sản xuất vì nó liên quan rất
lớn đến chất lượng sản phẩm.Mọi khuyết tật của đầu định hình gây ra không thể sửa
chữa được ở các công đoạn sau.
Hình 28. Đầu tạo hình máy tintan58
Cấu tạo gồm 3 phần :
+ Đầu vào
+Cánh đỡ
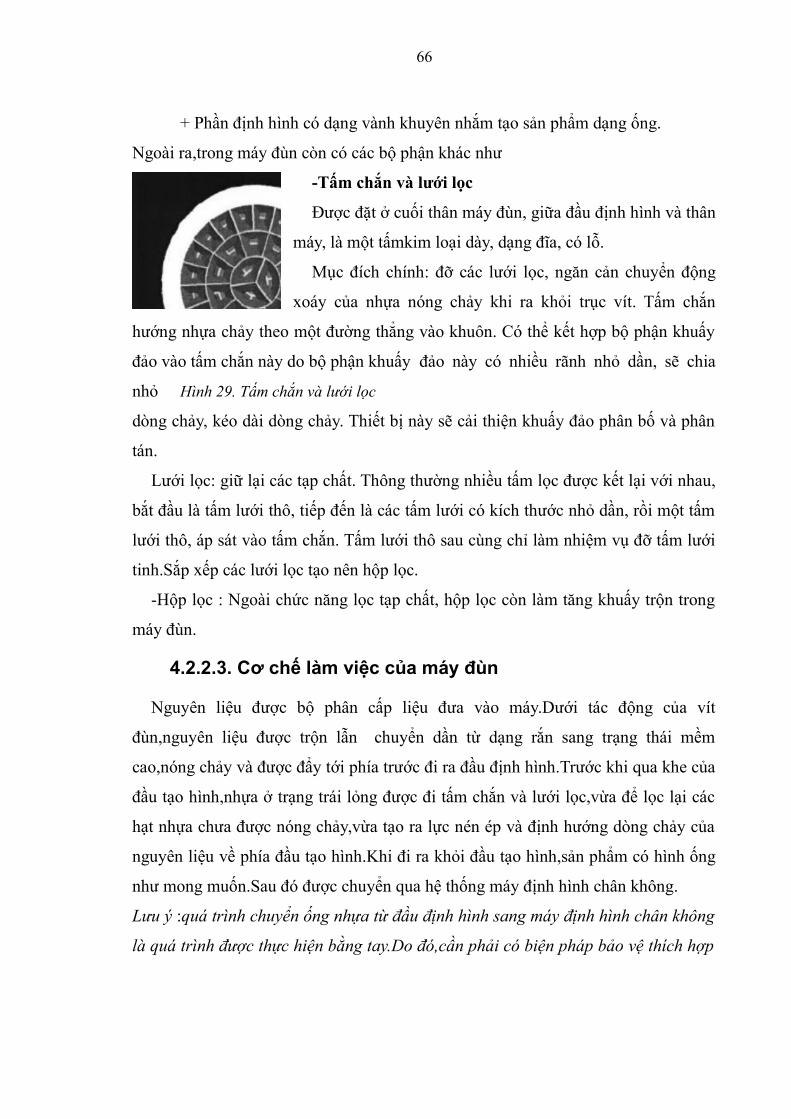
66
+ Phần định hình có dạng vành khuyên nhắm tạo sản phẩm dạng ống.
Ngoài ra,trong máy đùn còn có các bộ phận khác như
-Tấm chắn và lưới lọc
Được đặt ở cuối thân máy đùn, giữa đầu định hình và thân
máy, là một tấmkim loại dày, dạng đĩa, có lỗ.
Mục đích chính: đỡ các lưới lọc, ngăn cản chuyển động
xoáy của nhựa nóng chảy khi ra khỏi trục vít. Tấm chắn
hướng nhựa chảy theo một đường thẳng vào khuôn. Có thể kết hợp bộ phận khuấy
đảo vào tấm chắn này do bộ phận khuấy đảo này có nhiều rãnh nhỏ dần, sẽ chia
nhỏ Hình 29. Tấm chắn và lưới lọc
dòng chảy, kéo dài dòng chảy. Thiết bị này sẽ cải thiện khuấy đảo phân bố và phân
tán.
Lưới lọc: giữ lại các tạp chất. Thông thường nhiều tấm lọc được kết lại với nhau,
bắt đầu là tấm lưới thô, tiếp đến là các tấm lưới có kích thước nhỏ dần, rồi một tấm
lưới thô, áp sát vào tấm chắn. Tấm lưới thô sau cùng chỉ làm nhiệm vụ đỡ tấm lưới
tinh.Sắp xếp các lưới lọc tạo nên hộp lọc.
-Hộp lọc : Ngoài chức năng lọc tạp chất, hộp lọc còn làm tăng khuấy trộn trong
máy đùn.
4.2.2.3. Cơ chế làm việc của máy đùn
Nguyên liệu được bộ phân cấp liệu đưa vào máy.Dưới tác động của vít
đùn,nguyên liệu được trộn lẫn chuyển dần từ dạng rắn sang trạng thái mềm
cao,nóng chảy và được đẩy tới phía trước đi ra đầu định hình.Trước khi qua khe của
đầu tạo hình,nhựa ở trạng trái lỏng được đi tấm chắn và lưới lọc,vừa để lọc lại các
hạt nhựa chưa được nóng chảy,vừa tạo ra lực nén ép và định hướng dòng chảy của
nguyên liệu về phía đầu tạo hình.Khi đi ra khỏi đầu tạo hình,sản phẩm có hình ống
như mong muốn.Sau đó được chuyển qua hệ thống máy định hình chân không.
Lưu ý :quá trình chuyển ống nhựa từ đầu định hình sang máy định hình chân không
là quá trình được thực hiện bằng tay.Do đó,cần phải có biện pháp bảo vệ thích hợp
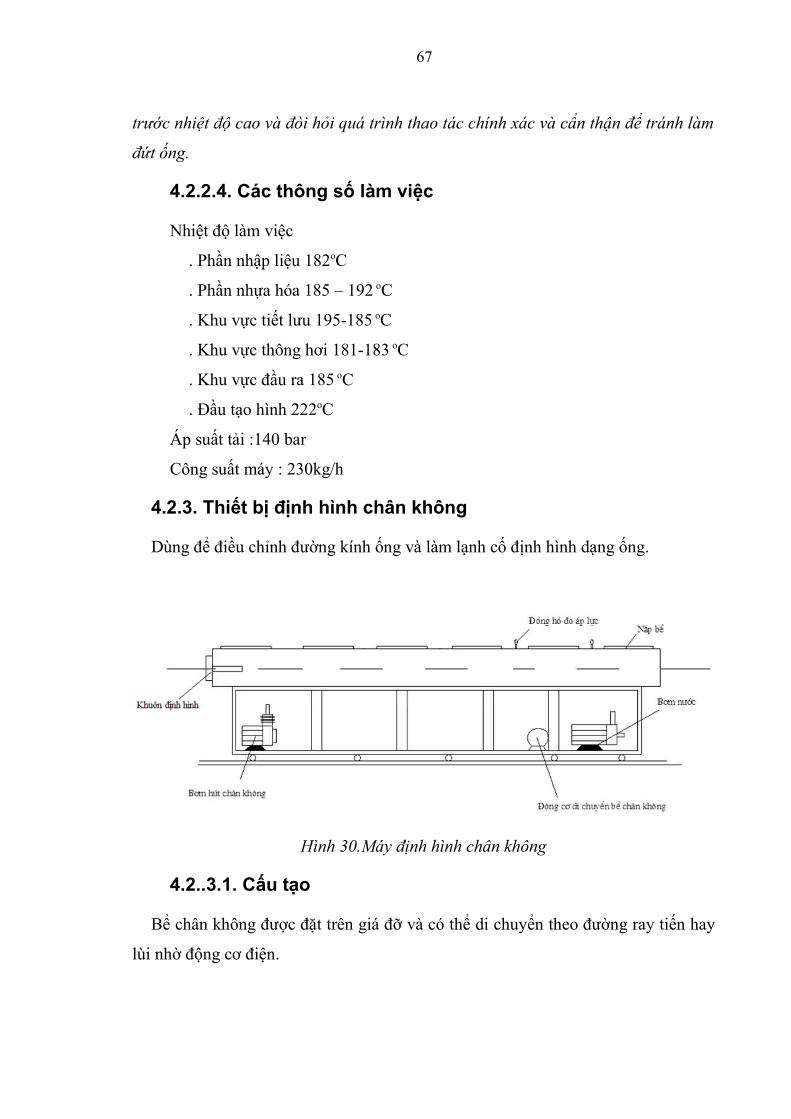
67
trước nhiệt độ cao và đòi hỏi quá trình thao tác chính xác và cẩn thận để tránh làm
đứt ống.
4.2.2.4. Các thông số làm việc
Nhiệt độ làm việc
. Phần nhập liệu 182oC
. Phần nhựa hóa 185 – 192 oC
. Khu vực tiết lưu 195-185 oC
. Khu vực thông hơi 181-183 oC
. Khu vực đầu ra 185 oC
. Đầu tạo hình 222oC
Áp suất tải :140 bar
Công suất máy : 230kg/h
4.2.3. Thiết bị định hình chân không
Dùng để điều chỉnh đường kính ống và làm lạnh cố định hình dạng ống.
Hình 30.Máy định hình chân không
4.2..3.1. Cấu tạo
Bể chân không được đặt trên giá đỡ và có thể di chuyển theo đường ray tiến hay
lùi nhờ động cơ điện.
68
Phía đầu tiếp giáp với máy đùn của bể là bộ phận khuôn định hình với cấu tạo là
1 ống thép dài khoảng 30cm được mạ crom có đường kính tùy theo kích thước sản
phẩm. Trên ống các lỗ hút chân không có tác dụng trong định hình sản phẩm.
Bể gồm có 6 khoang có nắp đậy được đệm gioăng để đảm bảo kín khi hút chân
không. Nắp bể được mở ra khi bể có sự cố hay bắt đầu quá trình làm việc của dây
chuyền có tác dụng tạo điều kiện cho người vận hành dẫn ống qua bể chân không
tới giàn kéo. Sau khi đậy nắp làm mát, hút chân không định hình sản phẩm phế
phẩm được loại bỏ bằng thao tác cưa cắt.
Trên thành bể bố trí hai đồng hồ đo áp suất hút chân không.
Trong thành bể bố trí hệ thống ống dẫn và đầu phun tia nước làm mát, nhiệt độ
nước làm mát vào khoảng 170C, trong bể có bố trí các con lăn đỡ ống.
Bể được trang bị một bơm nước làm mát và bơm hút chân không để duy trì áp
suất trong bể là 340mmhg.
4.2.3.2. Cơ chế làm việc
Ống sau khi ra khỏi đầu tạo hình của máy đùn được đưa vào ống định hình.Tại
đây,dưới áp lực của bơm chân không,nhựa sẽ bị hút chặt vào thành ống và được làm
lạnh ngay lập tức bằng nước lạnh 17oc.Từ đó cho sản phẩm có hình dạng cố định và
có kích thước theo yêu cầu.
Lưu ý : trong quá trình hoạt động,cần lưu ý đảm bảo khoang định hình phải kín và
tránh mở nắp khoang khi không cần thiết.Điều này ảnh hưởng rất lớn đến hình
dạng sản phẩm sau này.
4.2.4. Máy in chữ
In các thông tin như nhãn hiệu,kích thước,chỉ tiêu chất lượng,thời gian sản xuất
và dây chuyền sản xuất lên sản phẩm.
Hoạt động nhờ một bộ phận cảm biến và được cài đặt đồng bộ với hệ thống sản
xuất.
4.2.5. Máy kéo
Dµn kÐo
69
Dàn kéo ống gồm hai băng xích tải được lai bằng 1 động cơ 1 chiều
kích từ độc lập thông qua hệ thống truyền động cơ khí ( hộp số, xích, trục
các- đăng ).
Hình 31.Sơ đồ máy kéo
Băng xích là xích tải đặc biệt có các mã để bắt các má cao su làm nhiệm vụ kẹp
ống. Băng xích phía dưới được đặt cố định. Băng xích phía trên có thể di chuyển lên
xuống nhờ tác động tay quay (khi kích thước ống thay đổi ). Kết hợp với kích khí
nén ép băng tải phía trên xuống vói áp xuất 4kg / 1cm2 để đảm bảo kẹp chặt ống.
Tốc độ của đông cơ lai giàn kéo được cài đặt theo thông số chuẩn định sẵn đồng
bộ với tốc độ của động cơ chính. Tốc độ của động cơ lai giàn kéo tăng hay giảm so
với tốc độ chuẩn sẽ ảnh hưởng tới chất lượng của ống dầy hay mỏng.
4.2.6. Máy cắt
Máy cắt có nhiệm vụ cắt ống nhựa theo kích thước tiêu chuẩn ( 2.9m với ống
PVC ) hay theo đơn đặt hàng.
Máy cắt bao gồm : các trục ban đưa ống vào và ra;hệ thống dao cắt gồm 1 dao
tròn răng cưa gắn với 1 động cơ;hệ thống quạt hút các vụn nhựa thừa.
Máy cắt hoạt động theo chế độ tự động hoặc tác động bằng tay.
Chiều dài của ống theo yêu cầu đơn đặt hang, sau khi cắt thì ống được lật xuống
giá hay băng chuyền.
70
Hình 32. Máy kéo và máy cắt
4.3. Hệ thống máy ép phun sản xuất phụ kiện
Hinh 33. Máy ép phun
4.3.1. Cấu tạo
Máy ép phun gồm có các hệ thống cơ bản như trong hình vẽ:
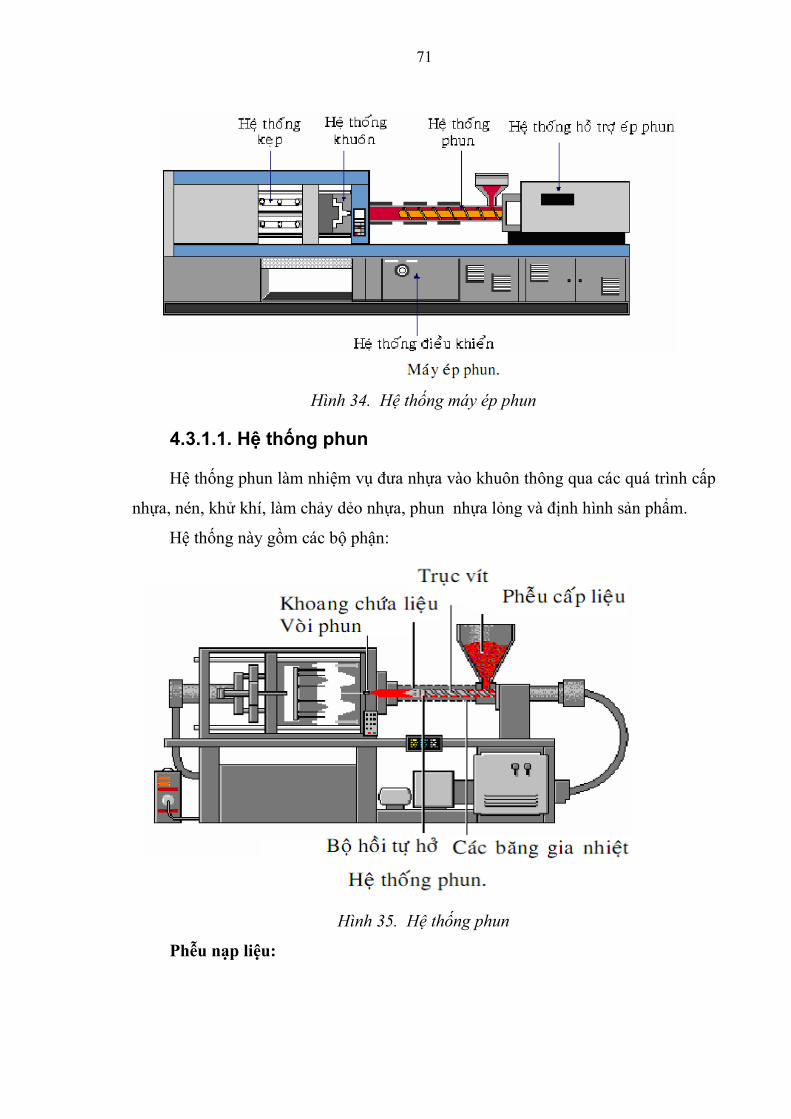
71
Hình 34. Hệ thống máy ép phun
4.3.1.1. Hệ thống phun
Hệ thống phun làm nhiệm vụ đưa nhựa vào khuôn thông qua các quá trình cấp
nhựa, nén, khử khí, làm chảy dẻo nhựa, phun nhựa lỏng và định hình sản phẩm.
Hệ thống này gồm các bộ phận:
Hình 35. Hệ thống phun
Phễu nạp liệu:
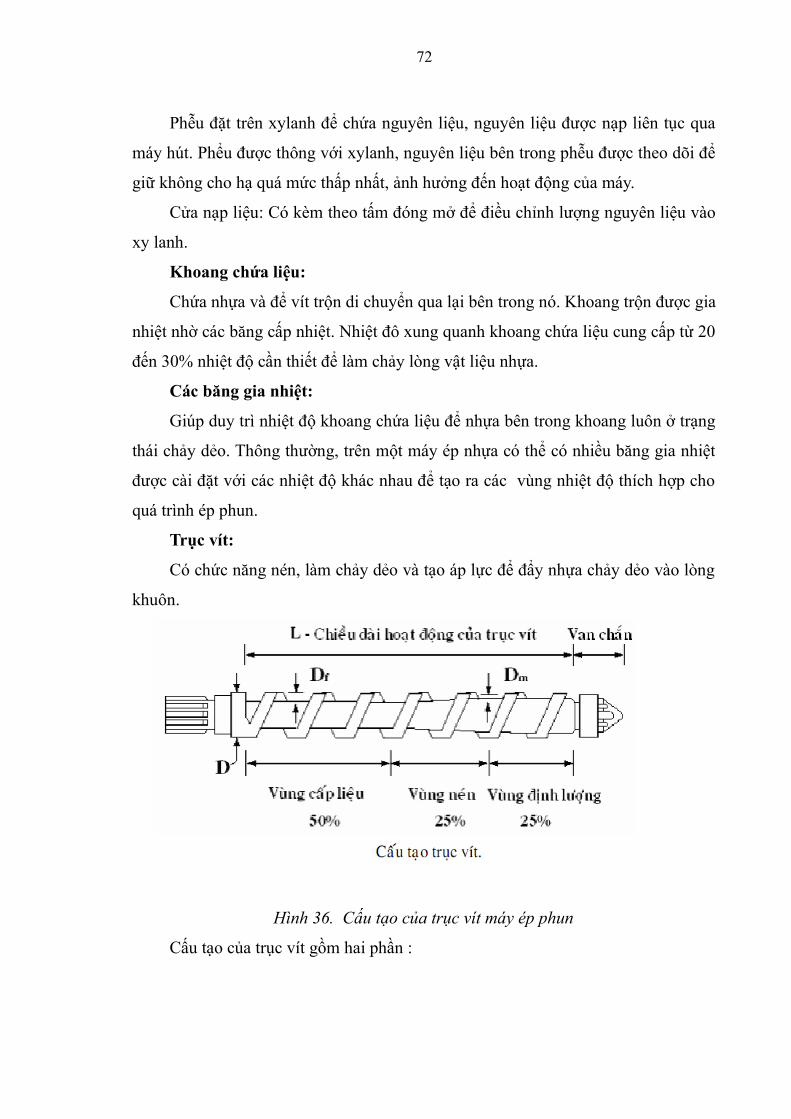
72
Phễu đặt trên xylanh để chứa nguyên liệu, nguyên liệu được nạp liên tục qua
máy hút. Phểu được thông với xylanh, nguyên liệu bên trong phễu được theo dõi để
giữ không cho hạ quá mức thấp nhất, ảnh hưởng đến hoạt động của máy.
Cửa nạp liệu: Có kèm theo tấm đóng mở để điều chỉnh lượng nguyên liệu vào
xy lanh.
Khoang chứa liệu:
Chứa nhựa và để vít trộn di chuyển qua lại bên trong nó. Khoang trộn được gia
nhiệt nhờ các băng cấp nhiệt. Nhiệt đô xung quanh khoang chứa liệu cung cấp từ 20
đến 30% nhiệt độ cần thiết để làm chảy lòng vật liệu nhựa.
Các băng gia nhiệt:
Giúp duy trì nhiệt độ khoang chứa liệu để nhựa bên trong khoang luôn ở trạng
thái chảy dẻo. Thông thường, trên một máy ép nhựa có thể có nhiều băng gia nhiệt
được cài đặt với các nhiệt độ khác nhau để tạo ra các vùng nhiệt độ thích hợp cho
quá trình ép phun.
Trục vít:
Có chức năng nén, làm chảy dẻo và tạo áp lực để đẩy nhựa chảy dẻo vào lòng
khuôn.
Hình 36. Cấu tạo của trục vít máy ép phun
Cấu tạo của trục vít gồm hai phần :
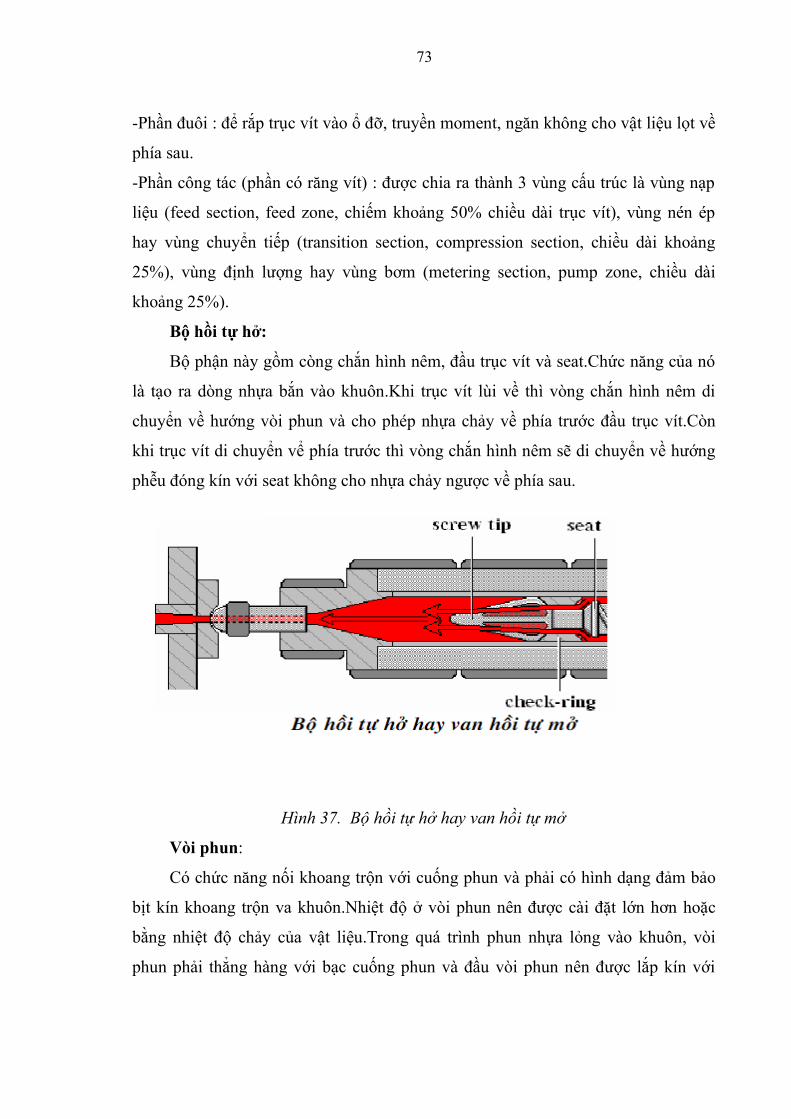
73
-Phần đuôi : để rắp trục vít vào ổ đỡ, truyền moment, ngăn không cho vật liệu lọt về
phía sau.
-Phần công tác (phần có răng vít) : được chia ra thành 3 vùng cấu trúc là vùng nạp
liệu (feed section, feed zone, chiếm khoảng 50% chiều dài trục vít), vùng nén ép
hay vùng chuyển tiếp (transition section, compression section, chiều dài khoảng
25%), vùng định lượng hay vùng bơm (metering section, pump zone, chiều dài
khoảng 25%).
Bộ hồi tự hở:
Bộ phận này gồm còng chắn hình nêm, đầu trục vít và seat.Chức năng của nó
là tạo ra dòng nhựa bắn vào khuôn.Khi trục vít lùi về thì vòng chắn hình nêm di
chuyển về hướng vòi phun và cho phép nhựa chảy về phía trước đầu trục vít.Còn
khi trục vít di chuyển vể phía trước thì vòng chắn hình nêm sẽ di chuyển về hướng
phễu đóng kín với seat không cho nhựa chảy ngược về phía sau.
Hình 37. Bộ hồi tự hở hay van hồi tự mở
Vòi phun:
Có chức năng nối khoang trộn với cuống phun và phải có hình dạng đảm bảo
bịt kín khoang trộn va khuôn.Nhiệt độ ở vòi phun nên được cài đặt lớn hơn hoặc
bằng nhiệt độ chảy của vật liệu.Trong quá trình phun nhựa lỏng vào khuôn, vòi
phun phải thẳng hàng với bạc cuống phun và đầu vòi phun nên được lắp kín với
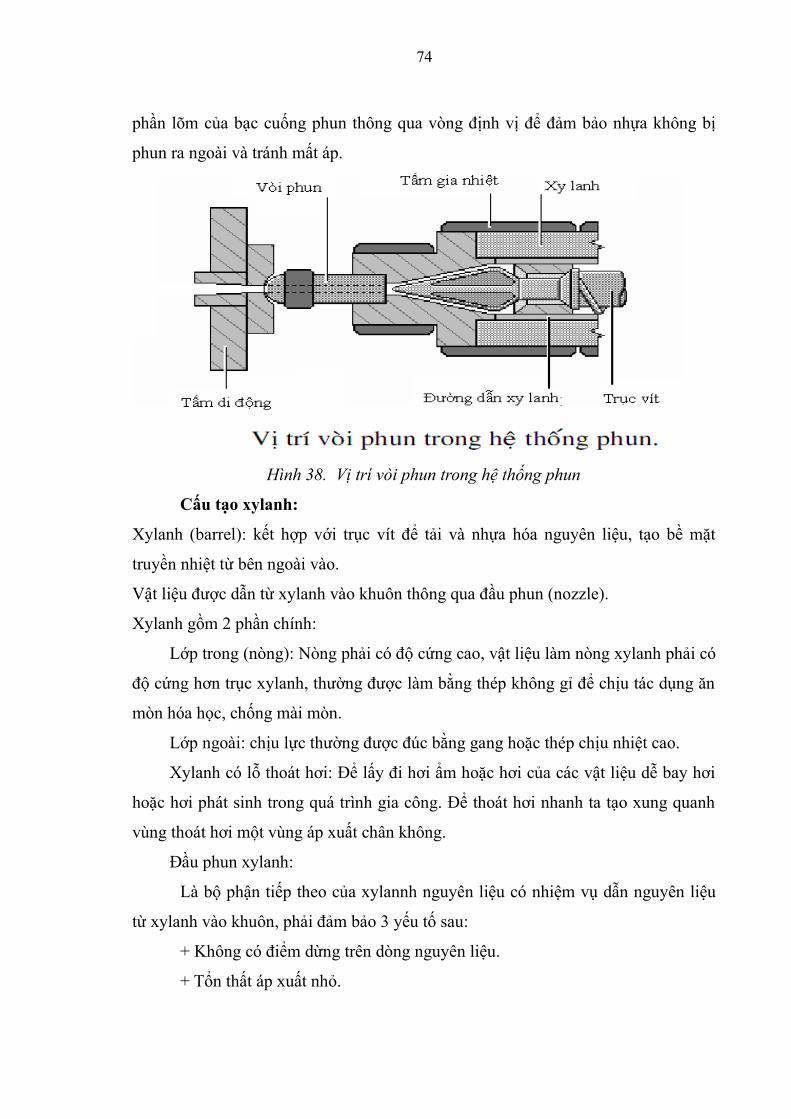
74
phần lõm của bạc cuống phun thông qua vòng định vị để đảm bảo nhựa không bị
phun ra ngoài và tránh mất áp.
Hình 38. Vị trí vòi phun trong hệ thống phun
Cấu tạo xylanh:
Xylanh (barrel): kết hợp với trục vít để tải và nhựa hóa nguyên liệu, tạo bề mặt
truyền nhiệt từ bên ngoài vào.
Vật liệu được dẫn từ xylanh vào khuôn thông qua đầu phun (nozzle).
Xylanh gồm 2 phần chính:
Lớp trong (nòng): Nòng phải có độ cứng cao, vật liệu làm nòng xylanh phải có
độ cứng hơn trục xylanh, thường được làm bằng thép không gỉ để chịu tác dụng ăn
mòn hóa học, chống mài mòn.
Lớp ngoài: chịu lực thường được đúc bằng gang hoặc thép chịu nhiệt cao.
Xylanh có lỗ thoát hơi: Để lấy đi hơi ẩm hoặc hơi của các vật liệu dễ bay hơi
hoặc hơi phát sinh trong quá trình gia công. Để thoát hơi nhanh ta tạo xung quanh
vùng thoát hơi một vùng áp xuất chân không.
Đầu phun xylanh:
Là bộ phận tiếp theo của xylannh nguyên liệu có nhiệm vụ dẫn nguyên liệu
từ xylanh vào khuôn, phải đảm bảo 3 yếu tố sau:
+ Không có điểm dừng trên dòng nguyên liệu.
+ Tổn thất áp xuất nhỏ.
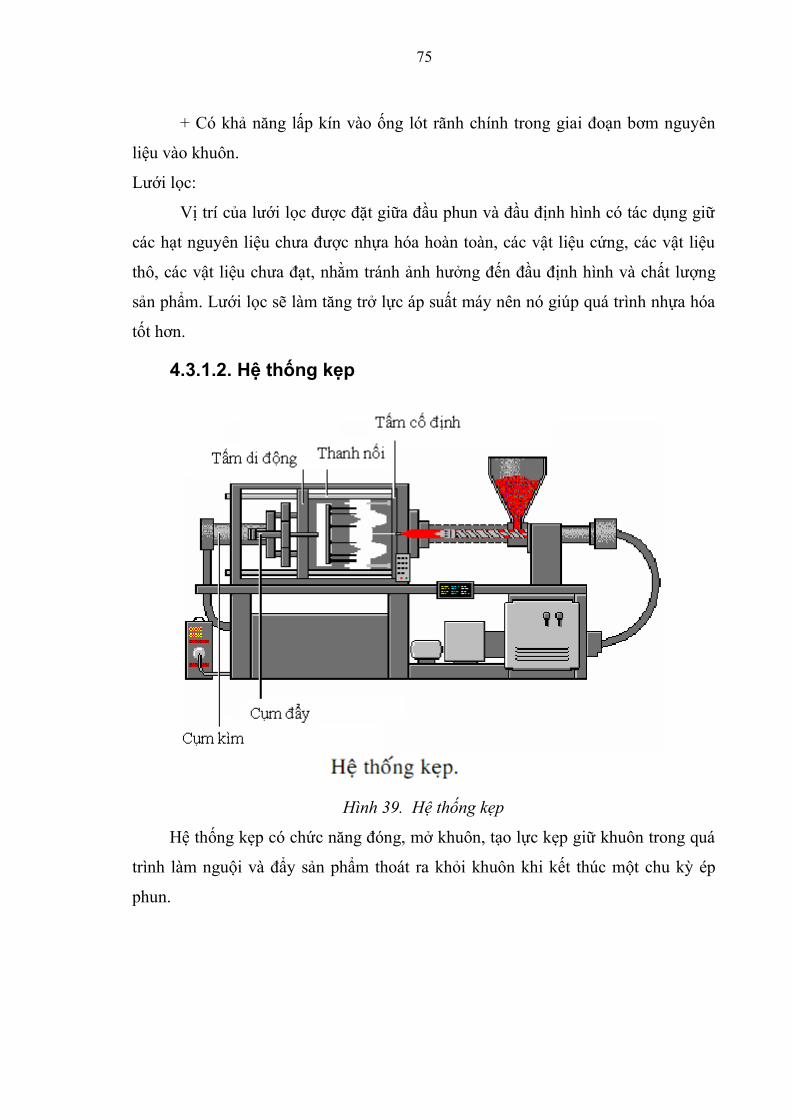
75
+ Có khả năng lấp kín vào ống lót rãnh chính trong giai đoạn bơm nguyên
liệu vào khuôn.
Lưới lọc:
Vị trí của lưới lọc được đặt giữa đầu phun và đầu định hình có tác dụng giữ
các hạt nguyên liệu chưa được nhựa hóa hoàn toàn, các vật liệu cứng, các vật liệu
thô, các vật liệu chưa đạt, nhằm tránh ảnh hưởng đến đầu định hình và chất lượng
sản phẩm. Lưới lọc sẽ làm tăng trở lực áp suất máy nên nó giúp quá trình nhựa hóa
tốt hơn.
4.3.1.2. Hệ thống kẹp
Hình 39. Hệ thống kẹp
Hệ thống kẹp có chức năng đóng, mở khuôn, tạo lực kẹp giữ khuôn trong quá
trình làm nguội và đẩy sản phẩm thoát ra khỏi khuôn khi kết thúc một chu kỳ ép
phun.
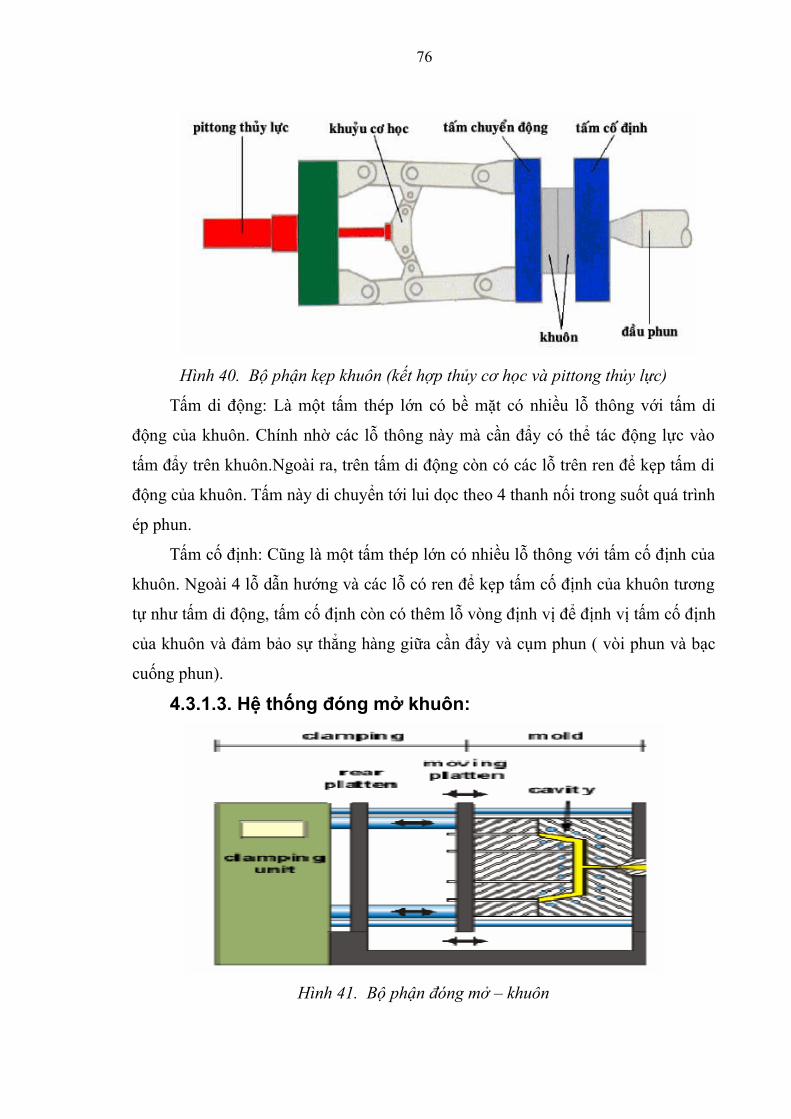
76
Hình 40. Bộ phận kẹp khuôn (kết hợp thủy cơ học và pittong thủy lực)
Tấm di động: Là một tấm thép lớn có bề mặt có nhiều lỗ thông với tấm di
động của khuôn. Chính nhờ các lỗ thông này mà cần đẩy có thể tác động lực vào
tấm đẩy trên khuôn.Ngoài ra, trên tấm di động còn có các lỗ trên ren để kẹp tấm di
động của khuôn. Tấm này di chuyển tới lui dọc theo 4 thanh nối trong suốt quá trình
ép phun.
Tấm cố định: Cũng là một tấm thép lớn có nhiều lỗ thông với tấm cố định của
khuôn. Ngoài 4 lỗ dẫn hướng và các lỗ có ren để kẹp tấm cố định của khuôn tương
tự như tấm di động, tấm cố định còn có thêm lỗ vòng định vị để định vị tấm cố định
của khuôn và đảm bảo sự thẳng hàng giữa cần đẩy và cụm phun ( vòi phun và bạc
cuống phun).
4.3.1.3. Hệ thống đóng mở khuôn:
Hình 41. Bộ phận đóng mở – khuôn
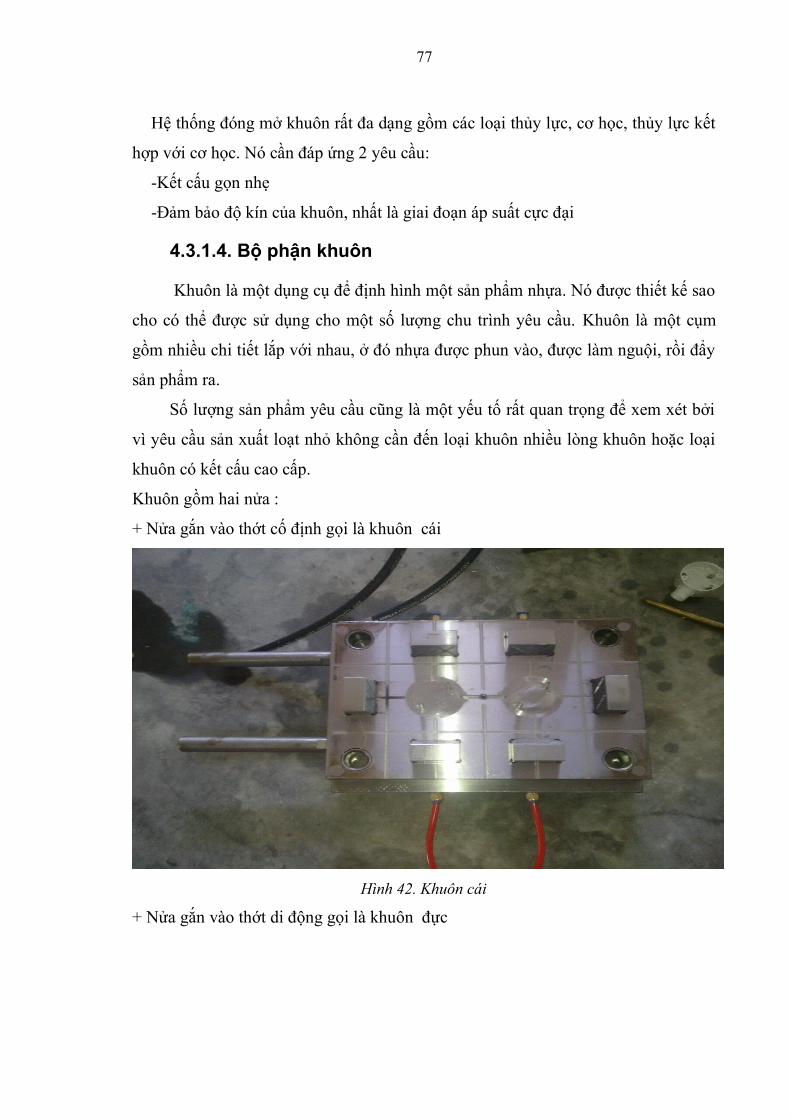
77
Hệ thống đóng mở khuôn rất đa dạng gồm các loại thủy lực, cơ học, thủy lực kết
hợp với cơ học. Nó cần đáp ứng 2 yêu cầu:
-Kết cấu gọn nhẹ
-Đảm bảo độ kín của khuôn, nhất là giai đoạn áp suất cực đại
4.3.1.4. Bộ phận khuôn
Khuôn là một dụng cụ để định hình một sản phẩm nhựa. Nó được thiết kế sao
cho có thể được sử dụng cho một số lượng chu trình yêu cầu. Khuôn là một cụm
gồm nhiều chi tiết lắp với nhau, ở đó nhựa được phun vào, được làm nguội, rồi đẩy
sản phẩm ra.
Số lượng sản phẩm yêu cầu cũng là một yếu tố rất quan trọng để xem xét bởi
vì yêu cầu sản xuất loạt nhỏ không cần đến loại khuôn nhiều lòng khuôn hoặc loại
khuôn có kết cấu cao cấp.
Khuôn gồm hai nửa :
+ Nửa gắn vào thớt cố định gọi là khuôn cái
Hình 42. Khuôn cái
+ Nửa gắn vào thớt di động gọi là khuôn đực
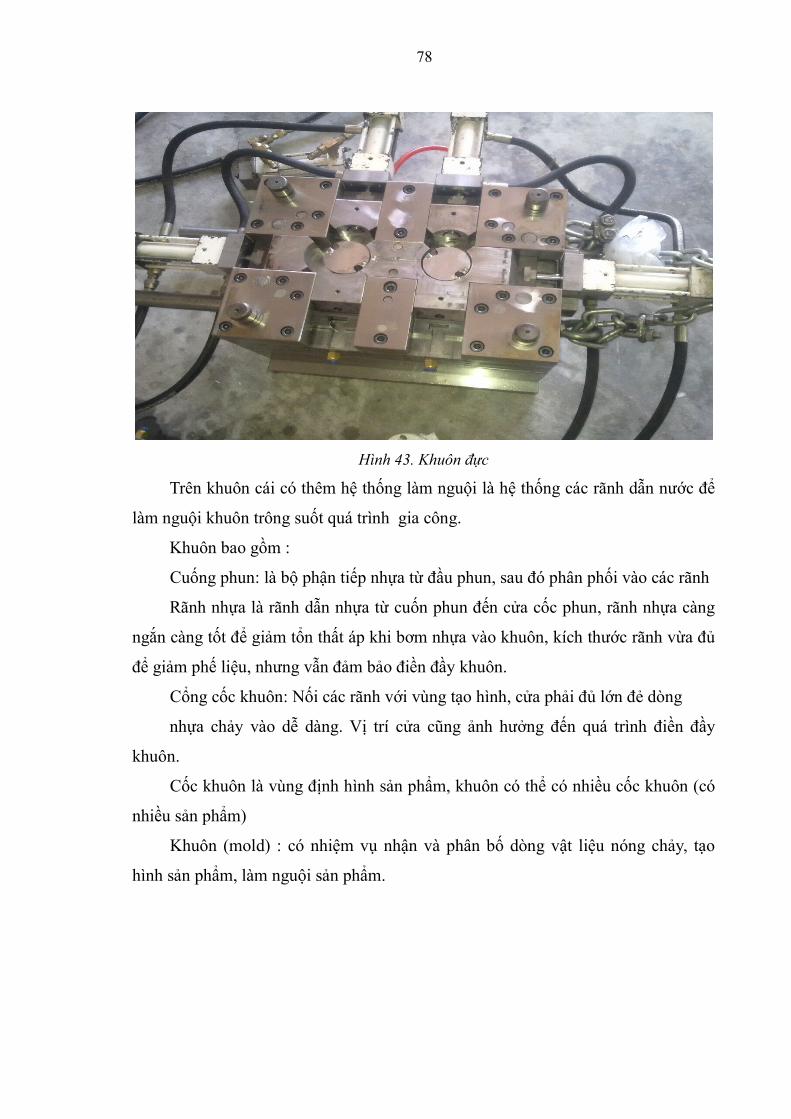
78
Hình 43. Khuôn đực
Trên khuôn cái có thêm hệ thống làm nguội là hệ thống các rãnh dẫn nước để
làm nguội khuôn trông suốt quá trình gia công.
Khuôn bao gồm :
Cuống phun: là bộ phận tiếp nhựa từ đầu phun, sau đó phân phối vào các rãnh
Rãnh nhựa là rãnh dẫn nhựa từ cuốn phun đến cửa cốc phun, rãnh nhựa càng
ngắn càng tốt để giảm tổn thất áp khi bơm nhựa vào khuôn, kích thước rãnh vừa đủ
để giảm phế liệu, nhưng vẫn đảm bảo điền đầy khuôn.
Cổng cốc khuôn: Nối các rãnh với vùng tạo hình, cửa phải đủ lớn đẻ dòng
nhựa chảy vào dễ dàng. Vị trí cửa cũng ảnh hưởng đến quá trình điền đầy
khuôn.
Cốc khuôn là vùng định hình sản phẩm, khuôn có thể có nhiều cốc khuôn (có
nhiều sản phẩm)
Khuôn (mold) : có nhiệm vụ nhận và phân bố dòng vật liệu nóng chảy, tạo
hình sản phẩm, làm nguội sản phẩm.
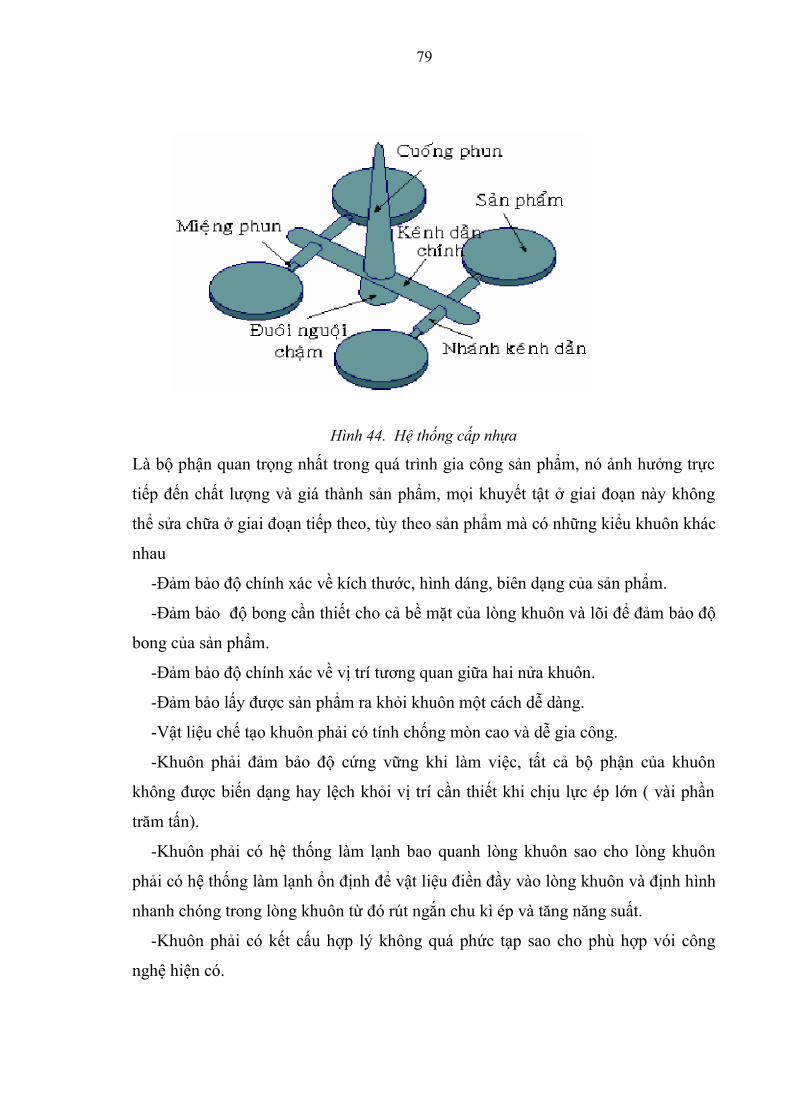
79
Hình 44. Hệ thống cấp nhựa
Là bộ phận quan trọng nhất trong quá trình gia công sản phẩm, nó ảnh hưởng trực
tiếp đến chất lượng và giá thành sản phẩm, mọi khuyết tật ở giai đoạn này không
thể sửa chữa ở giai đoạn tiếp theo, tùy theo sản phẩm mà có những kiểu khuôn khác
nhau
-Đảm bảo độ chính xác về kích thước, hình dáng, biên dạng của sản phẩm.
-Đảm bảo độ bong cần thiết cho cả bề mặt của lòng khuôn và lõi để đảm bảo độ
bong của sản phẩm.
-Đảm bảo độ chính xác về vị trí tương quan giữa hai nửa khuôn.
-Đảm bảo lấy được sản phẩm ra khỏi khuôn một cách dễ dàng.
-Vật liệu chế tạo khuôn phải có tính chống mòn cao và dễ gia công.
-Khuôn phải đảm bảo độ cứng vững khi làm việc, tất cả bộ phận của khuôn
không được biến dạng hay lệch khỏi vị trí cần thiết khi chịu lực ép lớn ( vài phần
trăm tấn).
-Khuôn phải có hệ thống làm lạnh bao quanh lòng khuôn sao cho lòng khuôn
phải có hệ thống làm lạnh ổn định để vật liệu điền đầy vào lòng khuôn và định hình
nhanh chóng trong lòng khuôn từ đó rút ngắn chu kì ép và tăng năng suất.
-Khuôn phải có kết cấu hợp lý không quá phức tạp sao cho phù hợp vói công
nghệ hiện có.
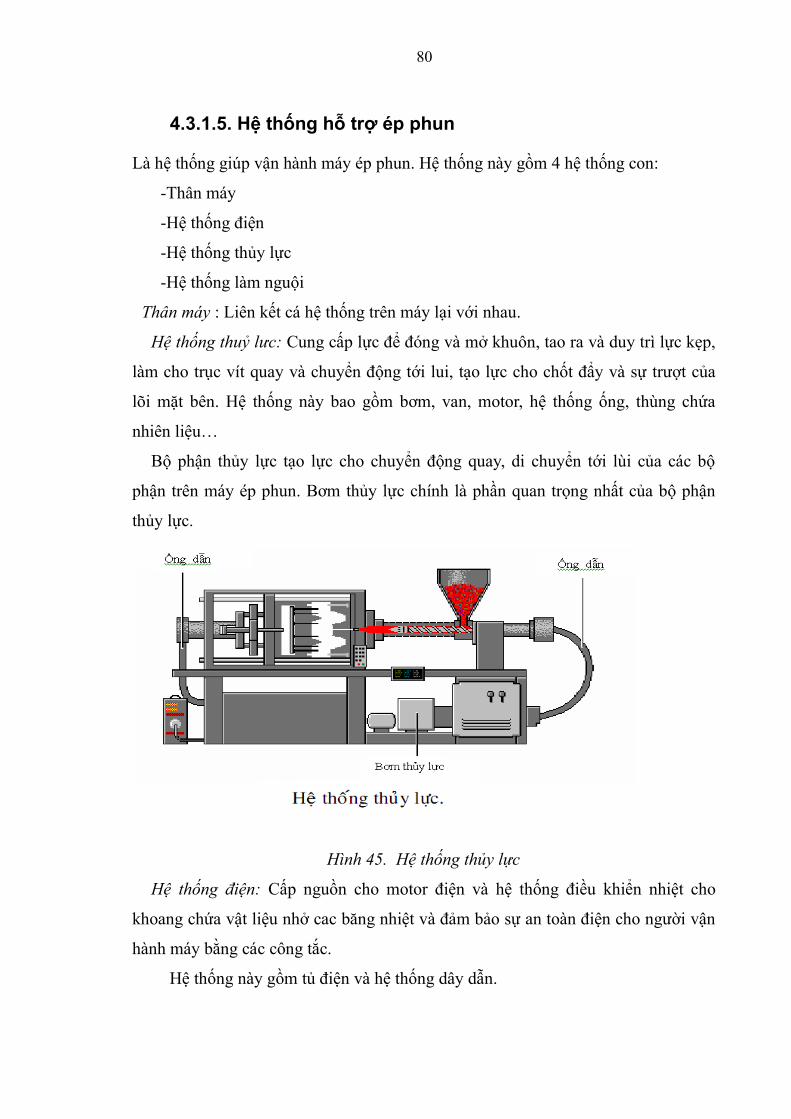
80
4.3.1.5. Hệ thống hỗ trợ ép phun
Là hệ thống giúp vận hành máy ép phun. Hệ thống này gồm 4 hệ thống con:
-Thân máy
-Hệ thống điện
-Hệ thống thủy lực
-Hệ thống làm nguội
Thân máy : Liên kết cá hệ thống trên máy lại với nhau.
Hệ thống thuỷ lưc: Cung cấp lực để đóng và mở khuôn, tao ra và duy trì lực kẹp,
làm cho trục vít quay và chuyển động tới lui, tạo lực cho chốt đẩy và sự trượt của
lõi mặt bên. Hệ thống này bao gồm bơm, van, motor, hệ thống ống, thùng chứa
nhiên liệu…
Bộ phận thủy lực tạo lực cho chuyển động quay, di chuyển tới lùi của các bộ
phận trên máy ép phun. Bơm thủy lực chính là phần quan trọng nhất của bộ phận
thủy lực.
Hình 45. Hệ thống thủy lực
Hệ thống điện: Cấp nguồn cho motor điện và hệ thống điều khiển nhiệt cho
khoang chứa vật liệu nhở cac băng nhiệt và đảm bảo sự an toàn điện cho người vận
hành máy bằng các công tắc.
Hệ thống này gồm tủ điện và hệ thống dây dẫn.
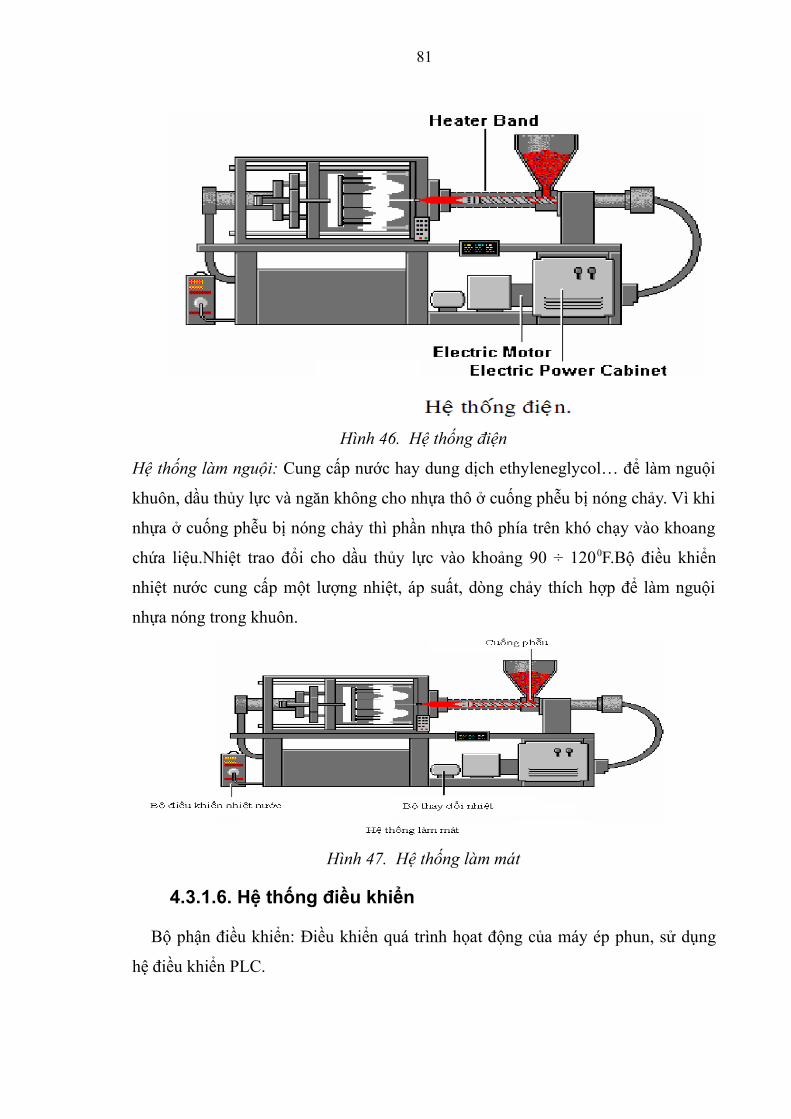
81
Hình 46. Hệ thống điện
Hệ thống làm nguội: Cung cấp nước hay dung dịch ethyleneglycol… để làm nguội
khuôn, dầu thủy lực và ngăn không cho nhựa thô ở cuống phễu bị nóng chảy. Vì khi
nhựa ở cuống phễu bị nóng chảy thì phần nhựa thô phía trên khó chạy vào khoang
chứa liệu.Nhiệt trao đổi cho dầu thủy lực vào khoảng 90 ÷ 1200F.Bộ điều khiển
nhiệt nước cung cấp một lượng nhiệt, áp suất, dòng chảy thích hợp để làm nguội
nhựa nóng trong khuôn.
Hình 47. Hệ thống làm mát
4.3.1.6. Hệ thống điều khiển
Bộ phận điều khiển: Điều khiển quá trình họat động của máy ép phun, sử dụng
hệ điều khiển PLC.
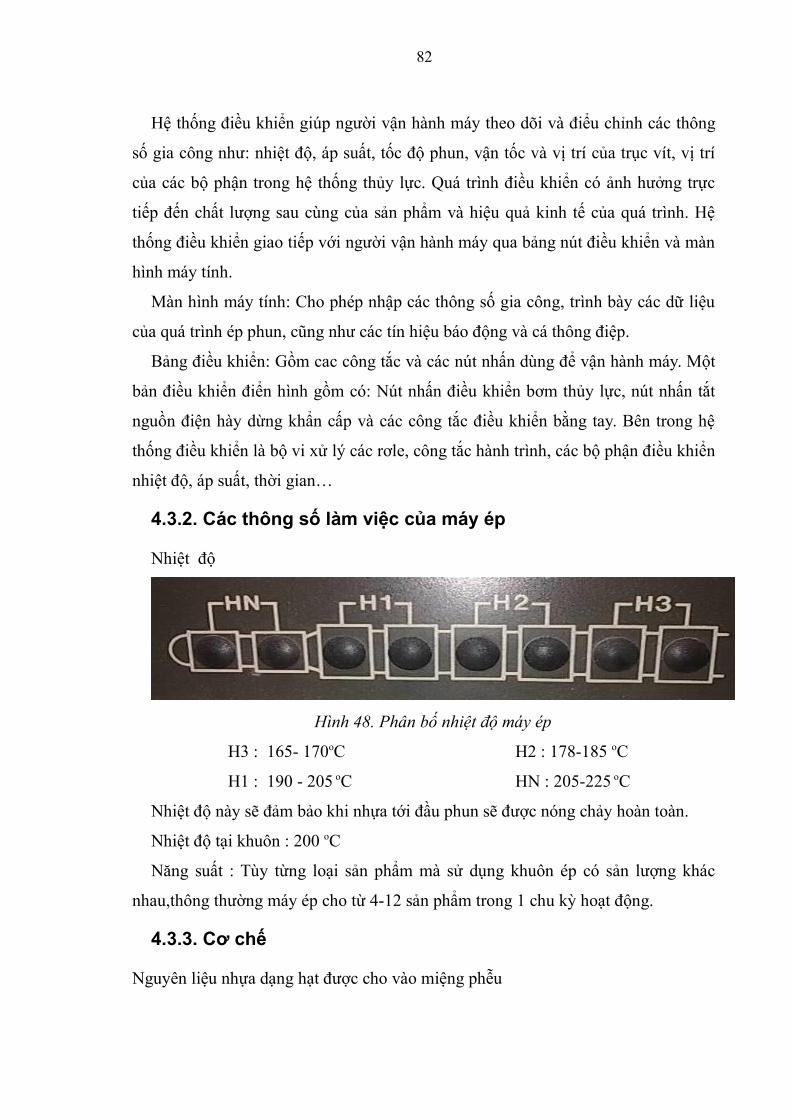
82
Hệ thống điều khiển giúp người vận hành máy theo dõi và điểu chỉnh các thông
số gia công như: nhiệt độ, áp suất, tốc độ phun, vận tốc và vị trí của trục vít, vị trí
của các bộ phận trong hệ thống thủy lực. Quá trình điều khiển có ảnh hưởng trực
tiếp đến chất lượng sau cùng của sản phẩm và hiệu quả kinh tế của quá trình. Hệ
thống điều khiển giao tiếp với người vận hành máy qua bảng nút điều khiển và màn
hình máy tính.
Màn hình máy tính: Cho phép nhập các thông số gia công, trình bày các dữ liệu
của quá trình ép phun, cũng như các tín hiệu báo động và cá thông điệp.
Bảng điều khiển: Gồm cac công tắc và các nút nhấn dùng để vận hành máy. Một
bản điều khiển điển hình gồm có: Nút nhấn điều khiển bơm thủy lực, nút nhấn tắt
nguồn điện hày dừng khẩn cấp và các công tắc điều khiển bằng tay. Bên trong hệ
thống điều khiển là bộ vi xử lý các rơle, công tắc hành trình, các bộ phận điều khiển
nhiệt độ, áp suất, thời gian…
4.3.2. Các thông số làm việc của máy ép
Nhiệt độ
Hình 48. Phân bố nhiệt độ máy ép
H3 : 165- 170oC H2 : 178-185 oC
H1 : 190 - 205 oC HN : 205-225 oC
Nhiệt độ này sẽ đảm bảo khi nhựa tới đầu phun sẽ được nóng chảy hoàn toàn.
Nhiệt độ tại khuôn : 200 oC
Năng suất : Tùy từng loại sản phẩm mà sử dụng khuôn ép có sản lượng khác
nhau,thông thường máy ép cho từ 4-12 sản phẩm trong 1 chu kỳ hoạt động.
4.3.3. Cơ chế
Nguyên liệu nhựa dạng hạt được cho vào miệng phễu
83
Dầu được đưa vào bên cạnh búa thuỷ động để làm di chuyển bảng di động,
đóng khuôn. Áp suất được tăng lên dần đến khi đủ lực để giữ khuôn đóng trong suốt
quá trình phun. Nếu áp lực trong nguyên liệu nhựa lớn hơn lực giữ khuôn, khuôn sẽ
mở ra, điều này không được chấp nhận lý do nhựa chảy ra ngoài theo đường phân
chia trên bề mặt của khuôn sẽ tạo ra bavia, khi đó sản phẩm sẽ bị loại và phải điều
chỉnh lại.
Giai đoạn nhựa hóachủ yếu được tiến hành trong xylanh nguyên liệu
Trục vít bắt đầu chuyển động xoay tròn và lùi về phía sau.Khi vít bắt đầu quay
và lùi về phía sau, hỗn hợp nhựa vận chuyển về phía trước nên chiều dài rãnh vít
chứa đầy nhựa giảm dần, đồng thời hạt nhựa từ phiễu nạp liệu rơi vào rãnh vít. Do
đầu kín nên phần nhựa lỏng ở đầu vít sẽ đẩy vít một đoạn về phía sau và dừng lại.
Trong quá trình nhựa chuyển dần về đầu trục vít, quá trình gia nhiệt được thực hiện
trong xylanh, nhiệt ma sát nội và sự trộn lẫn bởi các dòng chảy trong rãnh vít khối
vật liệu nóng lên và chuyển dần sang trạng thái chảy nhớt khi đi đến đầu trục vít.
Hệ thống thủy lực làm việc đẩy vít về phía trước, khép kín đầu phun vào ống
lót rãnh chính, đồng thời tạo áp suất đẩy nhựa lỏng thoát ra đầu phun vào rãnh và đi
đến vùng tạo hình của khuôn.
Sau khi nhựa đã lấp đầy vùng tạo hình, áp suất duy trì không đổi, (tương ứng
đầu vít sát đầu phun nhất) để quá trình làm nguội trong khuôn diễn ra, khối vật liệu
trong đó tăng dần độ nhớt đến khi nào đủ để giữ nhựa không thoát ngược lại khi đầu
phun thoát ra khỏi ống lót rãnh chính.
Đến thời gian cần thiết, vít lùi về sau, tách đầu phun ra khỏi ống lót rãnh chính
(tránh sự truyền nhiệt của cụm nhựa hóa vào khuôn).Sau đó quá trình nhựa hóa
được tiến hành. Khuôn sau khi được đóng lại xilanh tiến đến và bơm keo, đầu phun
tiến hành phun keo vào khuôn sau một khoảng thời gian lấy keo, sản phẩm được
làm nguội và định hình trong khuôn, sau thời gian làm nguội khuôn mở ra các lói
đẩy sản phẩm ra, lói rút về, khuôn đóng lại bắt đầu một chu kỳ mới.
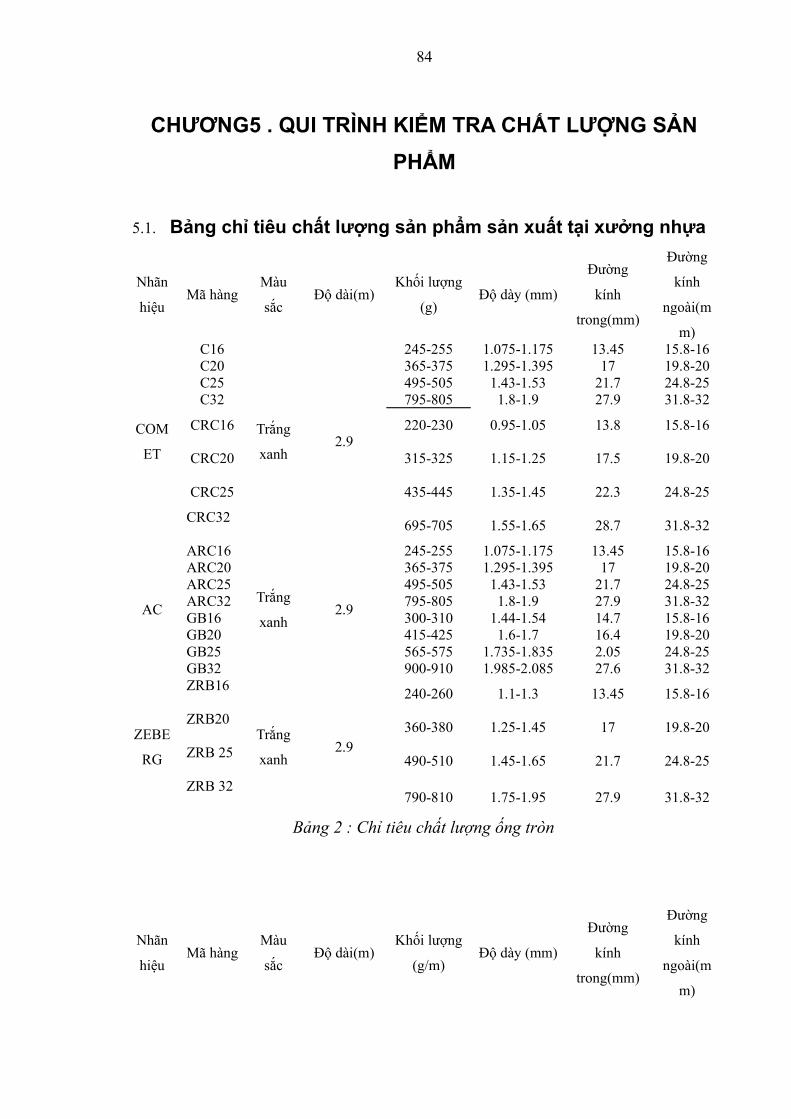
84
CHƯƠNG5 . QUI TRÌNH KIỂM TRA CHẤT LƯỢNG SẢN
PHẨM
5.1. Bảng chỉ tiêu chất lượng sản phẩm sản xuất tại xưởng nhựa
Nhãn
hiệuMã hàng
Màu
sắcĐộ dài(m)
Khối lượng
(g)Độ dày (mm)
Đường
kính
trong(mm)
Đường
kính
ngoài(m
m)
COM
ET
C16
Trắng
xanh2.9
245-255 1.075-1.175 13.45 15.8-16C20 365-375 1.295-1.395 17 19.8-20C25 495-505 1.43-1.53 21.7 24.8-25C32 795-805 1.8-1.9 27.9 31.8-32
CRC16 220-230 0.95-1.05 13.8 15.8-16
CRC20 315-325 1.15-1.25 17.5 19.8-20
CRC25 435-445 1.35-1.45 22.3 24.8-25
CRC32695-705 1.55-1.65 28.7 31.8-32
AC
ARC16
Trắng
xanh2.9
245-255 1.075-1.175 13.45 15.8-16ARC20 365-375 1.295-1.395 17 19.8-20ARC25 495-505 1.43-1.53 21.7 24.8-25ARC32 795-805 1.8-1.9 27.9 31.8-32GB16 300-310 1.44-1.54 14.7 15.8-16GB20 415-425 1.6-1.7 16.4 19.8-20GB25 565-575 1.735-1.835 2.05 24.8-25GB32 900-910 1.985-2.085 27.6 31.8-32
ZEBE
RG
ZRB16
Trắng
xanh2.9
240-260 1.1-1.3 13.45 15.8-16
ZRB20360-380 1.25-1.45 17 19.8-20
ZRB 25490-510 1.45-1.65 21.7 24.8-25
ZRB 32790-810 1.75-1.95 27.9 31.8-32
Bảng 2 : Chỉ tiêu chất lượng ống tròn
Nhãn
hiệuMã hàng
Màu
sắcĐộ dài(m)
Khối lượng
(g/m)Độ dày (mm)
Đường
kính
trong(mm)
Đường
kính
ngoài(m
m)
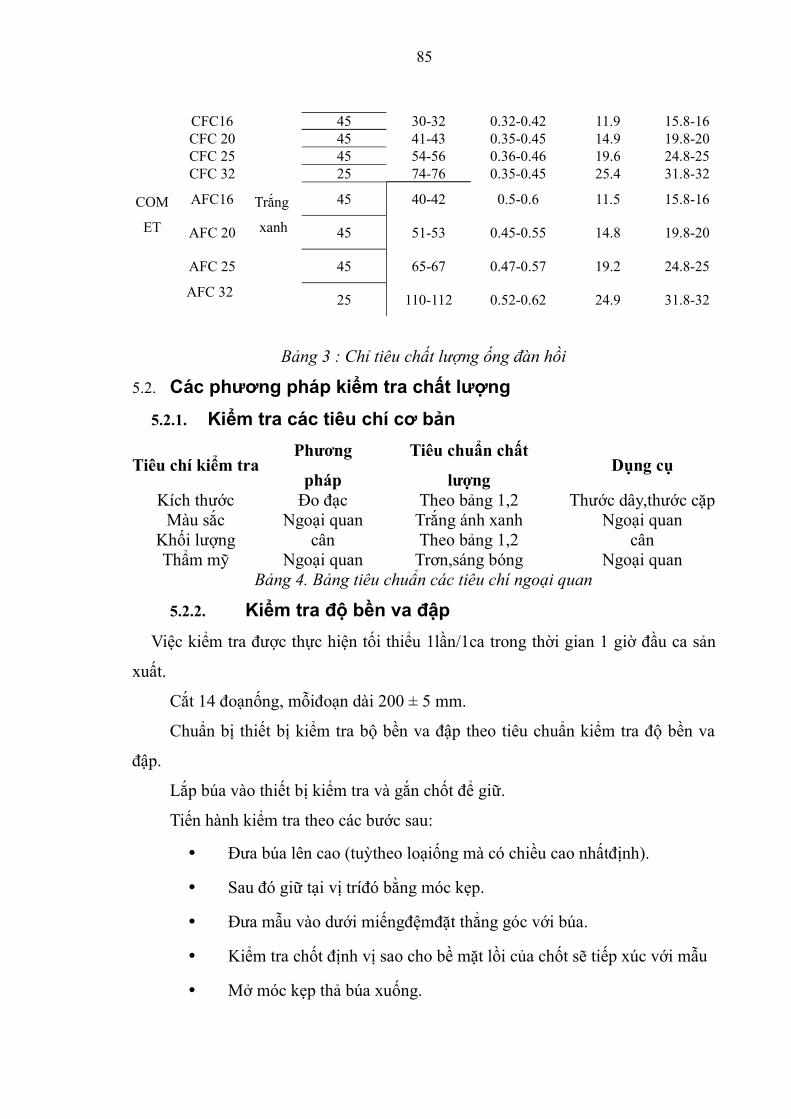
85
COM
ET
CFC16
Trắng
xanh
45 30-32 0.32-0.42 11.9 15.8-16CFC 20 45 41-43 0.35-0.45 14.9 19.8-20CFC 25 45 54-56 0.36-0.46 19.6 24.8-25CFC 32 25 74-76 0.35-0.45 25.4 31.8-32
AFC16 45 40-42 0.5-0.6 11.5 15.8-16
AFC 20 45 51-53 0.45-0.55 14.8 19.8-20
AFC 25 45 65-67 0.47-0.57 19.2 24.8-25
AFC 32 25 110-112 0.52-0.62 24.9 31.8-32
Bảng 3 : Chỉ tiêu chất lượng ống đàn hồi
5.2. Các phương pháp kiểm tra chất lượng
5.2.1. Kiểm tra các tiêu chí cơ bản
Tiêu chí kiểm traPhương
pháp
Tiêu chuẩn chất
lượngDụng cụ
Kích thước Đo đạc Theo bảng 1,2 Thước dây,thước cặpMàu sắc Ngoại quan Trắng ánh xanh Ngoại quan
Khối lượng cân Theo bảng 1,2 cânThẩm mỹ Ngoại quan Trơn,sáng bóng Ngoại quan
Bảng 4. Bảng tiêu chuẩn các tiêu chí ngoại quan
5.2.2. Kiểm tra độ bền va đập
Việc kiểm tra được thực hiện tối thiểu 1lần/1ca trong thời gian 1 giờ đầu ca sản
xuất.
Cắt 14 đoạnống, mỗiđoạn dài 200 ± 5 mm.
Chuẩn bị thiết bị kiểm tra bộ bền va đập theo tiêu chuẩn kiểm tra độ bền va
đập.
Lắp búa vào thiết bị kiểm tra và gắn chốt để giữ.
Tiến hành kiểm tra theo các bước sau:
• Đưa búa lên cao (tuỳtheo loạiống mà có chiều cao nhấtđịnh).
• Sau đó giữ tại vị tríđó bằng móc kẹp.
• Đưa mẫu vào dưới miếngđệmđặt thẳng góc với búa.
• Kiểm tra chốt định vị sao cho bề mặt lồi của chốt sẽ tiếp xúc với mẫu
• Mở móc kẹp thả búa xuống.
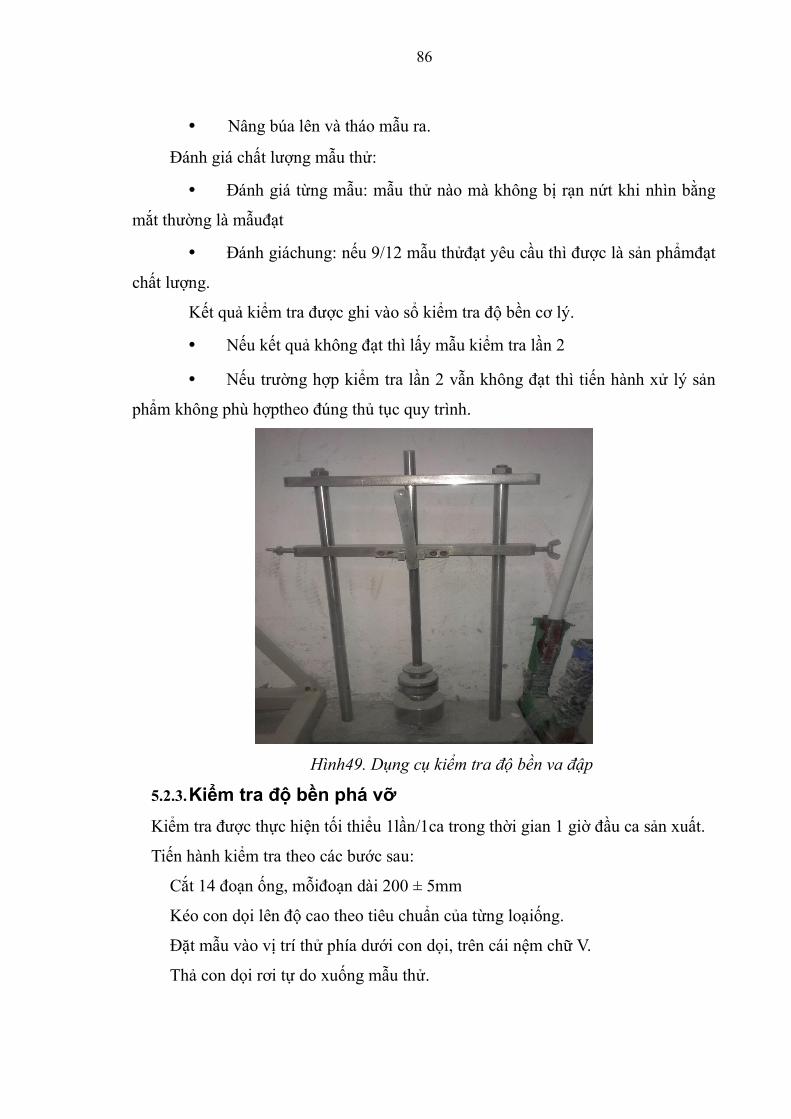
86
• Nâng búa lên và tháo mẫu ra.
Đánh giá chất lượng mẫu thử:
• Đánh giá từng mẫu: mẫu thử nào mà không bị rạn nứt khi nhìn bằng
mắt thường là mẫuđạt
• Đánh giáchung: nếu 9/12 mẫu thửđạt yêu cầu thì được là sản phẩmđạt
chất lượng.
Kết quả kiểm tra được ghi vào sổ kiểm tra độ bền cơ lý.
• Nếu kết quả không đạt thì lấy mẫu kiểm tra lần 2
• Nếu trường hợp kiểm tra lần 2 vẫn không đạt thì tiến hành xử lý sản
phẩm không phù hợptheo đúng thủ tục quy trình.
Hình49. Dụng cụ kiểm tra độ bền va đập
5.2.3.Kiểm tra độ bền phá vỡ
Kiểm tra được thực hiện tối thiểu 1lần/1ca trong thời gian 1 giờ đầu ca sản xuất.
Tiến hành kiểm tra theo các bước sau:
Cắt 14 đoạn ống, mỗiđoạn dài 200 ± 5mm
Kéo con dọi lên độ cao theo tiêu chuẩn của từng loạiống.
Đặt mẫu vào vị trí thử phía dưới con dọi, trên cái nệm chữ V.
Thả con dọi rơi tự do xuống mẫu thử.
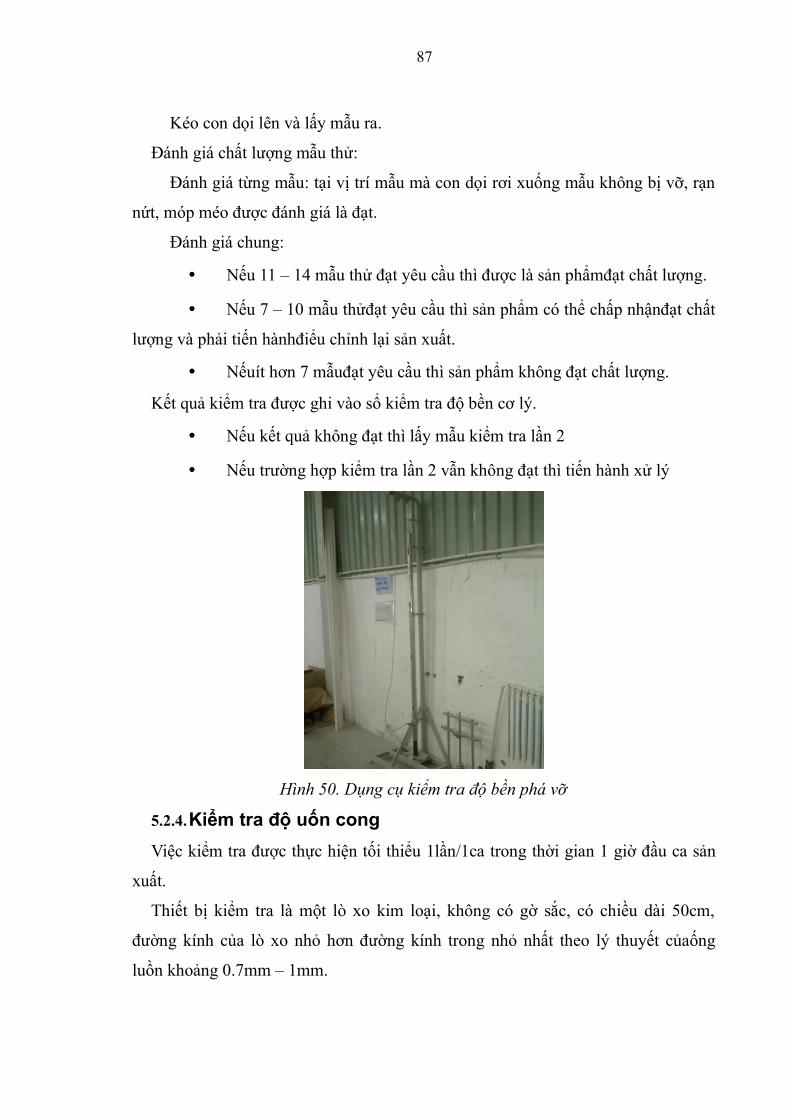
87
Kéo con dọi lên và lấy mẫu ra.
Đánh giá chất lượng mẫu thử:
Đánh giá từng mẫu: tại vị trí mẫu mà con dọi rơi xuống mẫu không bị vỡ, rạn
nứt, móp méo được đánh giá là đạt.
Đánh giá chung:
• Nếu 11 – 14 mẫu thử đạt yêu cầu thì được là sản phẩmđạt chất lượng.
• Nếu 7 – 10 mẫu thửđạt yêu cầu thì sản phẩm có thể chấp nhậnđạt chất
lượng và phải tiến hànhđiểu chỉnh lại sản xuất.
• Nếuít hơn 7 mẫuđạt yêu cầu thì sản phẩm không đạt chất lượng.
Kết quả kiểm tra được ghi vào sổ kiểm tra độ bền cơ lý.
• Nếu kết quả không đạt thì lấy mẫu kiểm tra lần 2
• Nếu trường hợp kiểm tra lần 2 vẫn không đạt thì tiến hành xử lý
Hình 50. Dụng cụ kiểm tra độ bền phá vỡ
5.2.4.Kiểm tra độ uốn cong
Việc kiểm tra được thực hiện tối thiểu 1lần/1ca trong thời gian 1 giờ đầu ca sản
xuất.
Thiết bị kiểm tra là một lò xo kim loại, không có gờ sắc, có chiều dài 50cm,
đường kính của lò xo nhỏ hơn đường kính trong nhỏ nhất theo lý thuyết củaống
luồn khoảng 0.7mm – 1mm.
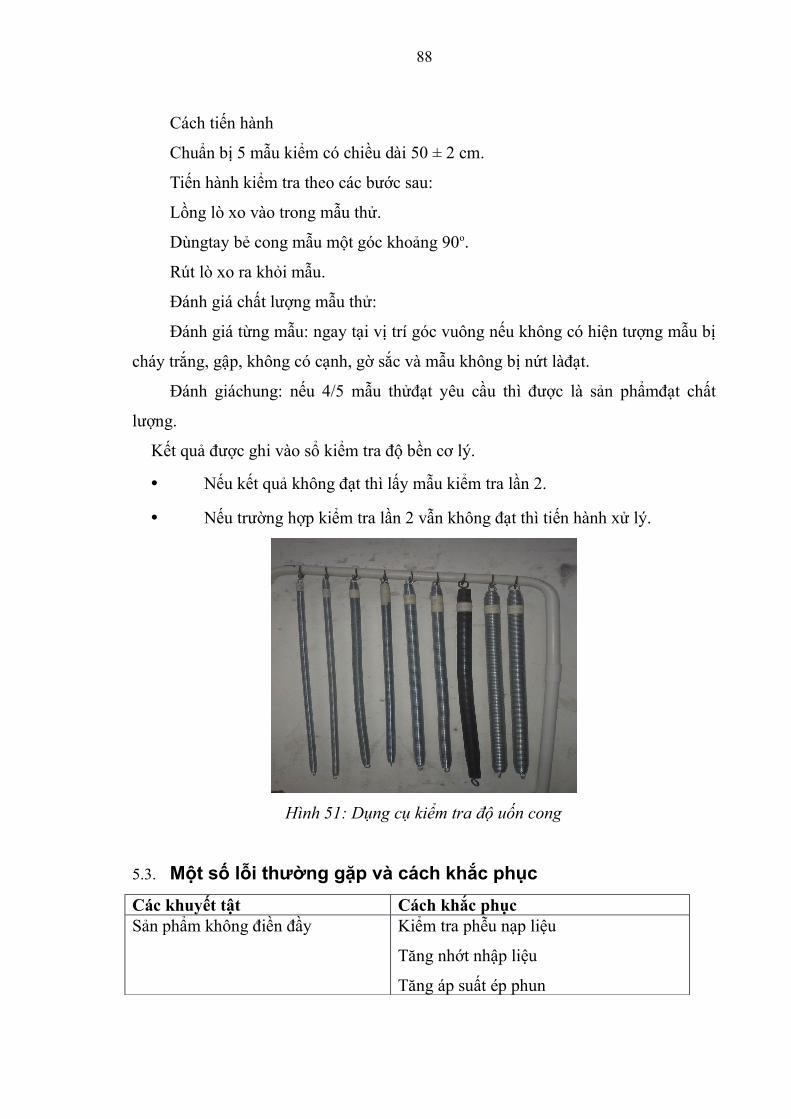
88
Cách tiến hành
Chuẩn bị 5 mẫu kiểm có chiều dài 50 ± 2 cm.
Tiến hành kiểm tra theo các bước sau:
Lồng lò xo vào trong mẫu thử.
Dùngtay bẻ cong mẫu một góc khoảng 90o.
Rút lò xo ra khỏi mẫu.
Đánh giá chất lượng mẫu thử:
Đánh giá từng mẫu: ngay tại vị trí góc vuông nếu không có hiện tượng mẫu bị
cháy trắng, gập, không có cạnh, gờ sắc và mẫu không bị nứt làđạt.
Đánh giáchung: nếu 4/5 mẫu thửđạt yêu cầu thì được là sản phẩmđạt chất
lượng.
Kết quả được ghi vào sổ kiểm tra độ bền cơ lý.
• Nếu kết quả không đạt thì lấy mẫu kiểm tra lần 2.
• Nếu trường hợp kiểm tra lần 2 vẫn không đạt thì tiến hành xử lý.
Hình 51: Dụng cụ kiểm tra độ uốn cong
5.3. Một số lỗi thường gặp và cách khắc phục
Các khuyết tật Cách khắc phụcSản phẩm không điền đầy Kiểm tra phễu nạp liệu
Tăng nhớt nhập liệu
Tăng áp suất ép phun
89
Giảm phần nhựa hư trước đầu vít sau khi
ép
Kiểm tra việc sấy nhiên liệu
Tăng kích thước cổng nhựa
Sản phẩm có vết chảy nhựa dính
Giảm tốc độ phun ép
Tăng nhiệt độ ép phun
Tăng kích thước cổng nhựa
Tăng nhiệt vùng cổng nhựa
Bec phun bị nhiễu giọt nhựa nóng
chảy
Giảm nhiệt độ xylanh
Giảm nhiệt độ bec phun
Giảm thời gian mở khuôn
Giảm phần nhựa dư trước trục vít sau
khi ép
Giảm kích thước lỗ bec phun
Sản phẩm bị vênh và biến dạng
Xem xét nhiệt độ hai nửa khuôn
Kiểm tra ảnh hưởng của bộ phận lõi và
điểm lõi trên sản phẩm
Tăng áp suất ép phun
Giảm nhiệt độ khuôn
Tăng thời gian đóng khuôn
Sản phẩm bị bọng
Tăng áp suất ép phun
Tăng thời gian giữ áp suất ép phun
Tăng hoặc giảm phần nhựa dư trước đầu
trục vít sau khi ép phun
Tăng nhiệt độ khuôn
Sản phẩm bị tách lớpKiểm tra độ tinh khiết của nguyên liệu
Tăng kích thước cổng nhựaSản phẩm bị bavia Điều chỉnh khuôn cho thích hợp hoặc
sửa lại các chỗ hư hỏng
Cài lại lực kẹp khuôn cao hoặc máy lớn
hơn
Áp suất phun thấp, tốc độ phun hoặc áp
90
suất nhỏ hơn, chuyển qua áp suất duy trì
sớm hơn
Giảm nhiệt độ chảy và nhệt độ khuôn
Sản phẩm có màu lạ
Kiểm tra nguyên liệu
Điều chỉnh nhiệt độ gia công
Sản phẩm mỏng và nhẹ hơn so với
tiêu chuẩn
Điều chỉnh tốc độ máy kéo
Kiểm tra nguyên liệu
Kiểm tra đầu định hình của máy đùn
Sản phẩm bị móp méo-sần sùi
Kiểm tra áp suất làm việc của máy định
hình.
Kiểm tra lại khuôn định hình
CHƯƠNG 6 : AN TOÀN LAO ĐỘNG
6.1. Qui định chung
Tất cả phải đảm bảo an toàn cho cán bộ, công nhân được làm việc trong điều
kiện tốt nhất, an toàn vệ sinh tạo mỹ quan cho xí nghiệp.
Giám đốc Công ty Khải Toàn quy định:
− Chỉ đạo trực tiếp và bố trí việc làm cho công nhân khi công nhân đã được
đào tạo
− Công nhân chỉ vào ca khi sức khỏe tốt, trong quá trình làm việc không được
đùa giỡn trong khu vực sản xuất, nơi có bản cấm hay nơi không có nhiệm vụ vào
− Phải sử dụng đầy đủ các dụng cụ bảo hộ được trang bị ở nơi làm việc khi vào
nơi sản xuất
− Ăn mặc gọn gàng khi đi vào khu vực sản xuất
91
− Không được hút thuốc trong khu vực sản xuất nơi có bảng cấm
− Tuân thủ đúng những quy định công nghệ, quy trình vận hành máy, quy định
an toàn trong phòng cháy chữa cháy
− Trong suốt quá trình sản xuất, máy móc không hoạt động bình thường thì
phải ngưng hoạt động, báo ngay cho phòng kỹ thuật hay phòng cơ khí sữa chữa,
không trực tiếp vận hành để gây ra tai nạn làm thiệt hại cho bản thân, người xung
quanh và thiệt hại tài sản chung cho xí nghiệp.
− Chỉ có cán bộ cơ khí mới được sửa chữa, bảo trì máy, công nhân tuyệt đối
không được làm thay
− Không được ăn trong khi vận hành máy
6.2. An toàn phòng cháy chữa cháy
Để đảm bảo an toàn tài sản, tính mạng của mọi người và trật tự an ninh trong cơ
quan. Công ty quy định về việc phòng cháy chữa cháy như sau:
Điều 1: Phòng cháy chữa cháy là nhiệm vụ của toàn thể CB – CNV và kể cả
khách hàng đến liên hệ công tác.
Điều 2: Cấm không được sử dụng lửa, củi, đun nấu, hút thuốc trong kho nơi
sản xuất và nơi cấm lửa.
Điều 3: Cấm không được câu, mắc, sử dụng điện, đèn, quạt, bếp điện…trước
khi ra về.
Không dùng dây đồng, giấy bạc thay cho cầu chì.
Không dùng dây điện cắm trực tiếp vào ổ cắm điện.
Không để các chất dễ cháy gần cầu chì, bằng điện và đường dây dẫn
điện.
Không dùng khóa mở nắp phuy xăng bằng sắt thép.
Điều 4: Sắp xếp vật tư, hàng hóa trong kho phải gọn gàng, sạch sẽ, xếp riêng
từng loại có khoảng cách ngăn cháy, xa mái, xa tường để tiện việc kiểm tra hàng và
cứu chữa khi cần thiết.
Điều 5: Khi xuất nhập hàng, xe không được nổ máy trong kho nơi sản xuất
và khi đậu phải hướng đầu xe ra ngoài.
92
Điều 6: Không để chướng ngại vật trên các lối đi lại.
Điều 7: Phương tiện dụng cụ chữa cháy phải để nơi dễ thấy, dễ lấy, không
được sử dụng vào việc khác.
Điều 8: Ai thực hiện tốt quy định này sẽ được khen thưởng, ai vi phạm sẽ tùy
theo mức độ mà xử lý cảnh báo đến truy tố trước pháp luật.
6.3. Quy định việc sử dụng điện trong sản xuất
Điều 1: Kiểm tra an toàn thiết bị trước khi đóng cầu dao chính.
Điều 2: Tuyệt đối không đóng điện khi có biển báo cấm.
Điều 3: Cấm câu móc điện.
Điều 4: Cấm sửa chữa hoặc tự ý mở các tủ điện.
Điều 5: Cấm để hàng hóa, vật dụng hoặc treo móc quần áo nơi tủ điện.
Điều 6: Không được sờ vào các cơ phận máy đang hoạt động.
Điều 7: Không được tự ý lấy, di chuyển các dụng cụ phòng cháy chữa cháy
và dụng cụ sửa chữa điện.
Điều 8: Phải trang bị đầy đủ bảo hộ lao động trong khi công tác.
Điều 9: Phải báo ngay cho nhân viên kỹ thuật điện xử lý khi phát hiện các
dấu hiệu mất an toàn về điện.
6.4. An toàn lao động
Công nhân phải nắm vững nguyên lý vận hành máy, chấp hành đúng nội quy lao
động.
Thận trọng khi làm việc tại các bộ phận nguy hiểm như: khuôn ép, thay đổi các
trên bàn ép điện, khuôn có nhiệt độ làm việc cao...
Khi có sự cố xảy ra phải báo ngay cho người có trách nhiệm đến xử lý, không
được tự ý thay đổi thông số làm việc hoặc sửa chữa.
Công nhân được vận hành máy trong trạng thái sức khỏe bình thường.
Chỉ có công nhân được phân công và đã qua đào tạo, hướng dẫn thì mới được
vận hành máy.
Vận hành máy đúng theo hướng dẫn, nếu xảy ra sự cố bất thường, dừng máy báo
ngay cho tổ trưởng để có biện pháp xử lý kịp thời.
93
Công nhân không được ăn hoặc xả rác bừa bãi, cuối giờ phải vệ sinh sạch sẽ khu
vực sản xuất.
6.5. An toàn thiết bị
Nắm vững nguyên tắc vận hành (tắt, mở máy đúng trình tự)
Trước khi mở máy phải kiểm tra các bộ phận của máy, nếu có trục trặc gì thì báo
ngay với trưởng bộ phận kiểm tra và sửa chữa. Khi cho máy chạy để tạo ra sản
phẩm phải kiểm tra cho thật chính xác rối mới chuyển sang chế độ tự động.
Luôn chú ý theo dõi các thông số trên máy để tránh trục trặc và làm hư sản phẩm,
máy. Khi có báo sai thông số phải điều chỉnh để khắc phục.
Lau chùi máy, quét dọn sau thời gian làm việc.
KẾT LUẬN
Công ty Cổ Phần Khải Toàn là một trong những doanh nghiệp cung cấp các sản
phẩm thiết bị điện hàng đầu tại Việt Nam. Được thành lập từ năm 1994 đến nay, các
thương hiệu của tập đoàn Khải Toàn đã khẳng định được vị trí của mình trên thị
trường và đặc biệt nhận được rất nhiều sự tin yêu của người tiêu dùng trên cả nước.
Ban lãnh đạo cùng toàn thể cán bộ công nhân viên của công ty không ngừng
phấn đấu, nỗ lực đổi mới trang thiết bị máy móc cũng như cung cách quản lý để từng
bước đưa công ty đi lên, đạt được những thành tựu nhất định trong hoạt động sản
xuất kinh doanh của mình đáp ứng nhu cầu của khách hàng, tăng nguồn ngân sách
nhà nước, góp phần phát triền kinh tế nước nhà trong giai đoạn kinh tế hội nhập hiện
nay.
94
Tuy nhiên công ty cũng không tránh khỏi những khó khăn nhất định, nhưng với
sự lãnh đạo của ban lãnh đạo và sự nỗ lực của từng thành viên trong công ty sẽ khắc
phục được những khó khăn, luôn đứng vững và ngày càng phát triển hơn nữa.
Phần chúng em, sau đợt thực tập quý báu tại công ty, chúng em đã có được
những kiến thức nhất định về các loại máy móc, các quy trình hoạt động và vận hành
các loại máy trong nhà xưởng, biết được các quy định trong nhà máy, các nội quy về
vận hành máy và an toàn lao động. Từ đó chúng em rút được những kinh nghiệm
quý báu và kỹ năng cần thiết cho quá trình lao động và học tập sau này.
Một lần nữa,chúng em xin chân thành cám ơn Ban giám đốc và anh chị em cán
bộ công nhân viên xưởng nhựa cũng như cách riêng tới anh Vũ Mạnh Cường quản
đốc xưởng đã nhiệt tình giúp đỡ và hướng dẫn chúng em thực hiện tốt thời gian thực
tập của mình.Cám ơn thầy Phạm Văn Phước đã có những chỉ bảo tận tình cũng như
những định hướng chính xác cho chúng em hoàn thành bài báo cáo này.
95
Tài liệu tham khảo
Đỗ Thành Thanh Sơn,Bài giảng kỹ thuật gia công polymer,Nhà xuất bản Đại học
Quốc Gia,2007
Trần Thanh Đại,Gia công polymer,Nhà xuất bản đại học Công Nghiệp Tp.Hồ Chí
Minh,2009.





























