Embed Size (px)
Citation preview

F. Bassetti et al
2015 World of Coal Ash Conference (WOCA) - (May 4-7 2015) Nashville, Tennessee, USA
MAC® - MAGALDI ASH COOLER
Fully-dry bottom ash removal system
for elimination of ponds
Fulvio Bassetti1, Daniele Coppola1, Daniele Ricci1 1 Magaldi Power S.p.A., Via Irno 219, 84135 Salerno (Italy) KEYWORDS: bottom ash, Magaldi, dry extraction, boiler, efficiency, beneficiation, pond,
impoundment, landfill ABSTRACT Coal combustion residuals (CCRs), commonly referred to as coal ash, are the materials that remain after burning coal for electricity. CCRs include bottom ash that generally accounts for 10 to 20% of the total ash production. Following the coal ash disasters in the U.S. of 2008 and 2014, CCRs management has become a critical point for both the environment protection and sustainability of power generation from coal. In the U.S. bottom ash is commonly extracted using conventional wet systems, such as SCC systems (Submerged Scraper Conveyors) or WIH systems (Water Impounded Hoppers). This slurry of sludge is then hydraulically transported to a pond, that is a waste management facility consisting of an excavated, a dammed or diked reservoir in which coal bottom ash is disposed of. The coal bottom ash particles settle out and leave relatively clear water at the surface that is discharged through a designed and managed outlet structure to a nearby stream, surface water or plant process water system. This ash management demands high power, water and space for pond construction and maintenance. An alternative solution to conventional wet bottom ash handling systems is the MAC® system – Magaldi Ash Cooler – a “fully-dry” technology, using only ambient air instead of water for bottom ash cooling and handling. The MAC® system extracts bottom ash in a completely dry way from underneath the boiler and transports it to a temporary storage silo. The bottom ash can then be reused as a by-product in several applications or recycled back to the boiler and transformed into fly ash, eliminating the problematic and risky water systems completely. Moreover, the MAC® system provides the benefit of energy recovered from dry bottom ash removal back to the boiler, thus increasing the boiler efficiency. As a result, the MAC® “fully-dry” bottom ash removal technology supports operators and plant
2015 World of Coal Ash (WOCA) Conference in Nasvhille, TN - May 5-7, 2015http://www.flyash.info/

F. Bassetti et al
2015 World of Coal Ash Conference (WOCA) - (May 4-7 2015) Nashville, Tennessee, USA
manufacturers in their efforts to make conventional coal power plants more flexible and more efficient.
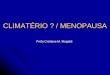
Figure 1: MAC® System - Typical Configuration.
1. INTRODUCTION: DISPOSAL OF COAL COMBUSTION RESIDUALS IN THE U.S. In the most prevalent type of electric utility coal-fired boiler, the so called dry-bottom boiler, about 80% of the total ash is fly ash and 20% is bottom ash. Coal ash is also referred to as coal combustion residuals or CCRs. In dry-bottom boilers the bottom ash falls through the furnace throat as solid particles. In most of the U.S. coal-fired power
Boiler
Storage Silo
Postcooler
MAC® Extractor
Crushing Stage
Bottom Hopper

F. Bassetti et al
2015 World of Coal Ash Conference (WOCA) - (May 4-7 2015) Nashville, Tennessee, USA
plants, the bottom ash falls into water-cooled bottom ash hoppers with sloping sides and crushers at the ash outlet. The bottom ash is combined with water to create an ash slurry (water to approx. 20% solids by weight), which simplifies its transport. This slurry is usually pumped into surface impoundments, where the coal ash settles and the water is recycled back to the plant or discharged into a nearby waterway. Conveying bottom ash in a water slurry is called wet sluicing. EPA has identified 870 units (345 plants) that use wet sluice system. In most cases, the fly ash and the bottom ash are sluiced separately to final disposal impoundments. For several years, this process has been attractive. In 2012, the power sector used only 40% of total coal combustion residuals beneficially and 60% sluiced and disposed in more than one thousand active landfills and surface impoundments. Therefore, the amount of CCRs stored in impoundments far exceeds its beneficial re-use demand. CCRs surface impoundments, also known as ash ponds, are similar to landfills in that both units are either a natural topographic depression, manmade excavation, or diked area. Surface impoundments can have natural clay liners or synthetic ones. Both help control leaching into groundwater. Ash ponds and landfills are, however, different in their use. Surface impoundments contain coal ash mixed with water and are generally used for temporary ash storage or treatment, whereas a landfill is an area designated for final CCRs disposal.
Picture 1: Top view of a CCRs surface impoundment.
Over the years, conventional ash disposal has been mostly ponds. The land requirements have increased with ash production. At many locations in the U.S., the availability of suitable disposal sites is becoming a problem that is complicated by the size of the site needed, its distance from the power plant, its soil conditions and topography, the sensitivity of the surroundings and the land cost. In recent years numerous ash ponds failures have led environmental groups, the general public and the courts to urge the Environmental Protection Agency (EPA)

F. Bassetti et al
2015 World of Coal Ash Conference (WOCA) - (May 4-7 2015) Nashville, Tennessee, USA
towards new regulations of CCRs. Six years after the massive coal ash spill at the Tennessee Valley Authority’s (TVA) Kingston Power Plant, on December 19th 2014, the EPA released the long-delayed first federal regulations for disposal of CCRs from Electric Utilities and Independent Power Producers. Final CCRs rule regulates coal ash as non-hazardous waste under Subtitle D of the Resource Conservation and Recovery Act and supports the responsible recycling of coal ash by distinguishing safe, beneficial use from disposal. Though CCRs is now regulated as non-hazardous waste, EPA has imposed nationally applicable minimum criteria for existing and new CCRs landfills and surface impoundments. Albeit the TVA incident was primary a structural containment failure after several vertical expansions, the main concerns driving the new CCRs rule are associated with contaminants leaching into groundwater or surface streams. New and existing CCRs landfills and surface impoundments, including any lateral expansion of these units, will be subject to location, design and operating restrictions, groundwater monitoring and other requirements. For existing unlined CCRs ponds that are contaminating groundwater above a regulated constituent’s groundwater protection standard to stop receiving CCRs and either retrofit or close, except in limited circumstances. Existing CCRs landfills and impoundments that cannot meet performance criteria also may need to be closed. CCRs surface impoundments that do not receive CCRs after the effective date of the rule, but still contain water and CCRs, will be subject to all applicable regulatory requirements, unless the owner or operator of the facility dewaters and installs a final cover system on these inactive units no later than three years from publication of the rule. All new landfills and ponds must include an impermeable liner to prevent CCRs contaminants from leaching into the ground (see next figure).
Figure 2: Schematic of typical CCRs landfill to conform to EPA’s rule.

F. Bassetti et al
2015 World of Coal Ash Conference (WOCA) - (May 4-7 2015) Nashville, Tennessee, USA
The new EPA rule requires that CCRs stored near water bodies must be managed responsibly. The public expects greater responsibility from power industry and is unwilling to continue to accept CCRs spills into the nation’s rivers. 2. OVERLAPPING BETWEEN CCRs AND ELG RULES In April 2013 the EPA proposed revision to the steam electric Effluent Limitation Guidelines (ELG) to account for technology improvements in the steam electric power industry over the last three decades and to address changes in wastewater composition resulting from the widespread installation of air pollution controls. The ELG rule focuses on regulation of leachate and wastewater streams from CCRs surface impoundments and landfills (Figure 3).
Figure 3: Diagram of key waste streams [source: EPA web site].
To that extent, the EPA presented eight regulatory options for new technology-based effluent limitations for flue gas desulphuration wastewater, bottom ash transport waters, combustion residual leachate, non-chemical metal cleaning wastes and wastewaters from gasification of fuels such as coal and pet-coke. Four options were identified as EPA’s preferred regulatory alternatives for existing sources. The regulatory options presented by EPA are primarily applicable to coal-fired plants and units with greater

F. Bassetti et al
2015 World of Coal Ash Conference (WOCA) - (May 4-7 2015) Nashville, Tennessee, USA
than 50 MW generation capacity and differ in terms of the number of waste streams covered, the size of the units controlled, and the stringency of the controls that would be imposed. Final rule is expected by September 2015. Concerning the bottom ash transport water, the next table identifies the treatment technologies for the four EPA’s preferred options for existing direct discharge, which increase in levels of control and pollutant reduction expected as the reader moves from left to right. Under option 4a, individual generating units having a nameplate capacity greater than 400 MW would be prohibited from discharging of bottom ash transport water.
Preferred options in EPA draft ELG for bottom ash transport water
Technology basis for ELG (existing direct discharge)
Option 3a Option 3b Option 3 Option 4a
Impoundment Impoundment Impoundment
Zero discharge >400 MW units; Impoundment
<400 MW units
Table 1: Preferred options in EPC draft ELG for Bottom Ash Water source.
For new direct and indirect sources, namely a new unit generating wastewater, the proposed rule requires no discharge for bottom ash transport water. With both CCRs and ELG regulations ultimately impacting ponds and landfills that store coal ash, there is a connection between the two rules and how coal-fired plants are affected by these two rules. CCRs rule is requiring change in storage of ash that will affect future handling of ash, whereas ELG rule will require change in handling of ash that will affect the future storage of ash. Plants need to consider both of these regulations together when deciding whether to convert ash transport systems from wet to dry, to close CCRs impoundments, or to retrofit existing impoundments with liners. 3. CHANGE IN THINKING: PHASE OUT WET BOTTOM ASH EXTRACTION AND
DISPOSAL SYSTEMS The EPA estimated that in 2009, power plants generated 255 billion gallons of bottom ash transport water, which amounts to 2.5 million gallons per day per plant, on average. These transport waters poison waterways with a host of toxic pollutants, including arsenic, cadmium, lead, mercury, and selenium. The legacy of contamination resulting from coal ash disposed in surface impoundments, along with the poor record of states in preventing this contamination and protecting human health and water resources, have been compelling arguments for enforceable federal standards to govern the disposal of coal ash.

F. Bassetti et al
2015 World of Coal Ash Conference (WOCA) - (May 4-7 2015) Nashville, Tennessee, USA
The push to eliminate any ash sluicing water discharge is nothing new for the power industry. The more stringent of the EPA’s proposed alternatives, along with the growing demand for reuse of ash, calls for zero-pollutant discharge from bottom ash and fly ash streams. Coal-fired power plants can shift away from leaking and unsafe surface impoundments to better and safer pollution controls, such as those Best Available Technology Economically Achievable (BAT) incorporated into options 4 and 5 of the proposed ELG rule. Wet bottom ash disposal facilities are more likely to have stability issues and leach contaminants than dry facilities. Therefore, the basic premise is that power units would be converted to dry forms of ash handling with the dry product being landfilled. In the case of bottom ash handling systems, the term ‘‘dry’’ is generally used to refer to a process that does not use water as the transport medium to sluice the bottom ash to a surface impoundment. In this paper we refer to a ‘‘dry’’ bottom ash system which is entirely dry and avoid all use of water. By proactively transitioning to “fully dry” ash management systems, in which ash never comes into contact with any transport water, it is possible to reduce pollution from coal plants by billions of tons each year, achieving zero liquid discharge. Removing any bottom ash water stream minimizes the risk that would otherwise exist when operating wet systems which require ash ponds. The fully-dry bottom ash handling system developed by Magaldi Power – the MAC® Magaldi Ash Cooler System – has demonstrated that eliminating the discharge of bottom ash transport water is both technologically and economically achievable for all coal-fired units and, therefore, able to meet the BAT standards for zero discharge. 4. THE MAC® SYSTEM: 100% DRY BOTTOM ASH HANDLING The fully-dry technology of removing hot bottom ash, from both small and large pulverized coal-fired boilers, was introduced by Magaldi Power over 30 years ago. To date, nearly 200 dry bottom ash handling systems have been supplied worldwide (Figure 4).
Figure 4: MAC® system installations worldwide.

F. Bassetti et al
2015 World of Coal Ash Conference (WOCA) - (May 4-7 2015) Nashville, Tennessee, USA
In the MAC® technology ash cooling is carried out by ambient air, naturally drawn into the system by the furnace negative pressure. A limited amount of ambient air enters the system through accurately sized inlet valves located along the equipment. The system is designed to maximize the counter-current bottom ash cooling. Following the air/ash heat exchange, sensible heat from the ash is effectively transferred to the air. The main part of the MAC® system is the extraction unit, the so called SuperbeltTM. Its major component is a metal conveyor belt made of stainless steel wire mesh belt covered with overlapping pan-type stainless steel plates as shown in Figure 5.
Figure 5: The Magaldi Power S.p.A. SuperbeltTM belt conveyor.
The plates are mechanically fastened to the mesh belt so that they form a very sturdy continuous plane. The belt is supported by steel rollers on the carrying side and idlers on the bottom return. The belt design is suitable for withstanding the arduous operative conditions of fully-dry bottom ash conveying. Given the unique design of the mesh and belt, thermal stresses due to the high temperature are successfully addressed along with any issue associated to the heavy ash lumps shock loads. Because there is no relative motion between the belt and the bottom ash transported on it, the wear of the belt is negligible and expected lifespan is more than ten years. The SuperbeltTM is driven by a drive pulley which transfers the motive force by friction, similar to a standard rubber belt; the return drum is equipped with an automatic tensioning device to provide correct belt tension for rotation and tracking. The intermediate belt sections are equipped with support and return idles. The SuperbeltTM runs continuously underneath the throat of the boiler, receiving hot bottom ash from the furnace. To avoid uncontrolled air leaking in from the outside atmosphere the belt is totally enclosed in a sealed housing. All bearings are externally mounted allowing for easy accessibility and maintenance.

F. Bassetti et al
2015 World of Coal Ash Conference (WOCA) - (May 4-7 2015) Nashville, Tennessee, USA
A refractory lined hopper, usually equipped with hydraulically driven bottom valves, can be installed between the throat of the boiler and the MAC® extractor. A mechanical expansion joint provides the sealed connection between the boiler throat and the bottom ash hopper, while allowing for boiler expansion. The multi-layer joint is high temperature resistant and installed with a steel frame. The mechanical expansion joint does not require any use of water, thus eliminating problems with corrosion or blockages due to ash depositing. Moreover, the mechanical seal also offers higher safety compared to the hydraulic seal, because no risk of outward water splashing during positive pressure excursions in the boiler, and requires limited to no maintenance. In the MAC® system a variety of conveying systems arrangements are possible thanks to the completely dry bottom ash extraction process. The MAC® system is installed directly beneath the boiler and can retrofit almost any existing plants even if physical space in the boiler house is congested or the bottom ash pit is below grade. A typical MAC® system arrangement for a wet-to-dry conversion of a water impounded hopper under a 500 MW class boiler is shown in the next figures. The flexibility of the MAC® system overcomes limitations of wet-to-dry conversions with the mechanical drag chain conveyors which require a dewatering ramp thus facing serious space constraints.

F. Bassetti et al
2015 World of Coal Ash Conference (WOCA) - (May 4-7 2015) Nashville, Tennessee, USA
Figure 6: Typical MAC® system arrangement for a wet-to-dry conversion for a 500 MW class-boiler equipped with a water impounded hopper (sluice system).
5. IMPROVING BOILER EFFICIENCY Conventional wet removal systems for the bottom ash from coal fired boilers, including the remote mechanical drag systems, make use of water to quench and then transport the ash to the downstream processing equipment. So ash heats water, evaporates a portion of it adding to the gas weights moved through the steam generator. The MAC® fully-dry bottom ash handling systems use a very small portion of the combustion air to cool the ash. The otherwise lost energy is returned back to the furnace, along with the chemical energy from the afterburning of unburned residues in bottom ash. As a result, one of the most important effects related to the use of the completely dry ash technology is its positive impact on the boiler efficiency. When a dry system is used instead of a wet bottom ash handling system, the overall efficiency of boilers improves, primarily due to the use of air as the ash cooling medium rather than water. In a typical arrangement of a wet removal system a hydraulic seal prevents any air from entering the boiler throat. Bottom ash crosses the boiler throat at a high temperature and falls into the water bath. This bottom ash then leaves the system wet and at a low temperature. Some water flow is necessary to keep the water in the pit at a suitable

F. Bassetti et al
2015 World of Coal Ash Conference (WOCA) - (May 4-7 2015) Nashville, Tennessee, USA
temperature (approx. 120 °F). A small amount of water evaporates and infiltrates the furnace. The situation is different in the MAC® system, where bottom ash cooling is carried out by ambient air (Figure 7). Following the air/ash heat exchange which takes place in the system, the ash sensible heat is effectively transferred to the cooling air. High temperature air creates an oxidizing atmosphere inside the system, that promotes reduction of the unburned carbon residues contained in bottom ash. Flame radiation through the boiler throat is not lost into the water but is recovered. As a result, the cooling air enters the furnace through the boiler throat at high temperature (generally between 750÷950 °F), recovering a significant amount of energy in the form of ash sensible heat, along with chemical energy from unburned particles and boiler radiation flux through the throat.
Figure 7: Counter-current bottom ash cooling in the MAC® system.
To evaluate the overall impact of the dry bottom ash systems, Magaldi Power S.p.A. has elaborated a calculation method that strictly adheres to the “ASME PTC 4-2013: Fired Steam Generators - Performance Test Code”, which is the widely accepted performance test code for determining boiler efficiency. By rigorously following the ASME PTC 4-2013 code to calculate the boiler efficiency variation due to the wet-to-dry conversion with the MAC® system, it is proof that the dry technology contributes to an increase to the overall boiler efficiency in the range between 0.1÷0.5% and even more, depending on the fuel quality and the unburned carbon content in the bottom ash. The following tables provide boiler efficiency calculation for a 500 MW class boiler along with economic savings achievable after wet-to-fully dry conversion.

F. Bassetti et al
2015 World of Coal Ash Conference (WOCA) - (May 4-7 2015) Nashville, Tennessee, USA
Input data for a 500 MW class boiler
Total combustion air 2,280 t/h approx.
Fuel characteristics HHV = 11,700 BTU/lb Ash content = 13%
Coal rate 210 t/h
Bottom ash temperature at the boiler throat 2,000 °F
Radiation flux across the boiler throat 10,000 BTU/hr*ft2
Bottom ash production 4.1 t/h (dry basis)
UBC content in bottom ash at the boiler throat 5% [HHV of UBC = 14,500 BTU/lb]
UBC reduction due to the dry system 80%
Design temperature of bottom ash at the dry system discharge < 300 °F
Cooling air required for the dry system < 1.0% of total combustion air
Table 2: Input data for boiler efficiency calculation for a 500 MW class boiler.
HEAT LOSSES & CREDITS according with ASME PTC 4
% of Boiler Heat Input
MWt
Dry gas loss 0.0811 1,1687
Loss due to water from the combustion of H2 0.0046 0.0656
Loss due to water in the solid fuel 0.0008 0.0113
Loss due to moisture in air 0.0017 0.0244
Loss due to unburned carbon residues in bottom ash -0.1386 -1.9970
Loss due to sensible heat in residue 0.0006 0.0086
Loss due to additional moisture (evaporation from ash pit) -0.0204 -0.2940
Wet ash pit loss or dry system loss -0.1268 -1.8271
TOTAL LOSSES -0.1970 -2.8396
Credit due to entering dry air 0.0012 0.0180
Credit due to moisture in entering air 0.0001 0.0004
TOTAL CREDITS 0.0013 0.0184
Boiler Efficiency Increase 0.1980 2.85
Table 3: Heat losses and credits calculated according to the ASME PTC 4.

F. Bassetti et al
2015 World of Coal Ash Conference (WOCA) - (May 4-7 2015) Nashville, Tennessee, USA
Annual Economic Savings
Coal saving tons/year 3,900
CO2 emission reduction tons/year 9,100
Fresh Water saving gal/year 257,000,000
Bottom ash disposal reduction tons/year 31,300
Auxiliary power consumption reduction MWh/year 3,460
Table 4: Economic savings achievable on yearly basis after wet-to-dry conversion
6. INTEGRATION WITH DRY FLY ASH HANDLING SYSTEM Fly ash generated from coal combustion is commonly filtered from flue gas using electrostatic precipitators or baghouses and collected in hoppers from which the fly ash is transferred to silos, disposal areas or future use. The transfer can be by pneumatic conveying systems (positive or negative pneumatic air stream) or sluicing by water. For all preferred options of the proposed ELG rule, the EPA’s recommended technology is dry handling of fly ash without the use of transport water; therefore fly ash handling systems in U.S. are expected to be converted to dry handling in order to achieve the zero discharge requirement. The MAC® system is able to offer a complete integration with dry fly ash handling systems through the MAR® (Magaldi Ash Recycling) system which represents an innovative process to recycle both fully-dry bottom ash and economizer ash in the combustion chamber by transforming them into fly ash. Downstream the MAC® system the dry bottom ash, along with economizer ash, can be diverted to the MAR® system and then injected in the boiler through the coal pulverizers, as shown in Figure 8. The dry bottom ash, extracted and cooled by the MAC® system, and the ash from the economizer hoppers are pneumatically conveyed and stored in small reception bins. Those bins, located at the coal bunkers level, provide an ash classification by granulometry in order to ensure that only the coarse ash is dosed to the coal pulverizers. The finest particles, along with the conveying air, are directly drafted into the combustion chamber or the flue gas ducts. Then the ash is extracted from the reception bins by tubular vibrating feeders and dosed to the coal mill feeding hoppers. The ash is milled through the coal pulverizers along with the coal before being injected into the boiler through the coal burners. The logic control adjusts the ash rates as a function of the actual coal feed rate to the combustion chamber, allowing a controlled ash to coal ratio to the coal pulverizers. The coal and ash mix, after being pulverized, is conveyed by the primary air to the coal burners. The bottom ash and economizer ash conversion into fly ash has a small impact on the coal pulverizers’ grinding elements and no appreciable effects on the coal pipes and the burner internals.

F. Bassetti et al
2015 World of Coal Ash Conference (WOCA) - (May 4-7 2015) Nashville, Tennessee, USA
MagaldiECO Ash Extractor
Magaldi
Others
Magaldi
Others
COAL BUNKER
A B C D E F
COALFEEDER
COAL / ASH
BIN 1 BIN 2 BIN 3
ELECTROSTATICPRECIPITATOR
(ESP)AIR HEATER
(A.H.)
STACK
ConveyingAir
Dry discharges
to cement / concrete
factories
Wet discharge
to dump
Fly Ash
Silo
ConveyingAir
COAL BUNKER COAL BUNKER COAL BUNKER COAL BUNKER COAL BUNKER
COALFEEDER
COALFEEDER
COALFEEDER
COALFEEDER
COALFEEDER
COAL / ASH COAL / ASH COAL / ASH COAL / ASH COAL / ASH
Magaldi
Others
Dry
Bottom
Ash
Water
MAR System
MAC System
Buffer
Conveying
Air
Coal+ Bottom Ash
Fly Ash
Bottom Ash
ECO
Hoppers
Magaldi
Others
Magaldi
Others
Flue Gas
BOILER
Cooling Air
Figure 8: Typical flow-diagram of the MAC® - MAR® Systems.
The bottom ash recycling improves the overall fly ash quality, leading to a reduction of the unburnt carbon content due to the dilution effect of dry ash. The MAR® system ensures the valorization of the bottom and economizer ash, turning a waste into a more valuable combustion by-product. The MAC® - MAR® system package can be implemented either in new projects or brownfields replacing the conventional wet bottom ash handling systems. 7. BENEFITS OF THE FULLY-DRY BOTTOM ASH REMOVAL The elimination of water provides substantial environmental and operational benefits to a coal-fired power plant. The absence of water, for cooling and conveying, means that there is no contaminated sluicing water from the system still requiring a water treatment to be cleaned, as it is still for a remote mechanical drag system.

F. Bassetti et al
2015 World of Coal Ash Conference (WOCA) - (May 4-7 2015) Nashville, Tennessee, USA
Without the presence of water, a cleaner working environment is provided; there is no need for collection sumps or concerns about puddles appearing. This is especially beneficial in northern climates where ice formation presents many problems. Another obvious advantage of the reduced water usage translates into cost reductions throughout the water supply system. Pumping systems are no longer required to move large volumes of water, piping systems can be removed, maintenance costs are reduced, plant space availability is increased, and most important, operating costs are reduced. From a maintenance standpoint, the absence of water solves problems relating to corrosion and erosion of the water handling systems (piping, heat exchangers, etc.). Though remote mechanical drag conveyors have been acknowledged by the EPA as dry systems, they still require the water handling system including, for instance, the high pressure conveying water supply pumps. Moreover, these systems do not solve problems of aged water impounded hoppers beneath the boilers. The fully-dry bottom ash handling systems have fewer operating and maintenance problems because they do not use the metal chain systems used in mechanical and remote mechanical drag systems. A tertiary benefit comes from the ash being in a really dry state and with very low unburned content. The bottom ash being dry increased the possibility of its use as an aftermarket product. The low carbon content allows the ash to be used by the cement industry. If bottom ash is not sold, the landfill costs for dry ash are lower than the cost for wet ash. Space savings can be realized by the removal of pumps, overflow tanks and other ancillary equipment associated with using a water impounded bottom ash hopper. Space savings can also be realized by utilities utilizing or considering recirculation systems, dewatering bins and water treatment facilities. Elimination of the above equipment also has a positive impact on equipment operating costs and manpower required to run the various systems. In all wet-to-dry conversions worldwide the zero-discharge MAC® system proved to more cost effective over the long run. On a lifecycle basis analysis, while the fully-dry bottom ash handling system may have higher upfront capital costs than remote mechanical drag systems, it has lower operating and maintenance costs. 8. CONCLUSIONS The coal-fired power industry is continuing to face a barrage of new challenges impacting the way plants operate the ash handling systems and the investments made into these plants. The new CCR rule and the proposed ELG revision may cause new challenges but the fully-dry bottom ash handling systems will be able to help the power industry to meet these challenges head-on. Proven advanced technology, such as the

F. Bassetti et al
2015 World of Coal Ash Conference (WOCA) - (May 4-7 2015) Nashville, Tennessee, USA
MAC® system, can be used to eliminate the surface impoundments achieving zero discharge for bottom ash. Benefits of the MAC® system are field proven in several coal-fired units in more than twenty countries. The fully-dry bottom ash handling technology offers:
• Elimination of surface impoundments for settling of bottom ash.
• Elimination of any cooling and transport water to operate the entire bottom ash and economizer ash handling systems.
• A boiler efficiency improvement due to the heat recovery from bottom ash.
• A cost effective wet-to-dry conversions for the majority of the existing coal-fired units in the US.
• A solution to the drawbacks of submerged flight conveyors (e.g. reliability).
• A field proven alternative to the remote submerged chain conveyors which still miss operational records and struggle to meet the numeric limitations for total suspended solids.
• Reduction of power consumption compared to the sluicing systems.
• Significant reduction of the amount of the unburned carbon in the bottom ash thus encouraging valuable re-use.
• Reduction of operating and maintenance costs. The MAC® system represents the unique referenced bottom ash technology for elimination of ash ponds 9. REFERENCES [1] US Environmental Protection Agency, Hazardous and solid waste management system; Disposal of coal combustion residual from electric utilities, Prepublication copy notice accessible at www.epa.gov [2] US Environmental Protection Agency , Technical Development Document for the Proposed Effluent Limitations Guidelines and Standards for the Steam Electric Power Generating Point Source Category, EPA-821-R-13-002, April 2013 [3] Federal Register Environmental Protection Agency, 40 CFR Part 423 Effluent Limitations Guidelines and Standards for the Steam Electric Power Generating Point Source Category; Proposed Rule, Vol. 78, No. 110, June 7th 2013 [4] Cianci, V., Wet vs. dry bottom ash handling compared: one plant’s experience, Modern Power Systems, June 2007 [5] Bassetti, F., Improving boiler efficiency from the bottom up, Power Engineering

F. Bassetti et al
2015 World of Coal Ash Conference (WOCA) - (May 4-7 2015) Nashville, Tennessee, USA
International, August 2009 [6] Kochert, S., Ricci, D., Sorrenti, R.and Bertolino, M., MAR® - Magaldi Ash Recycling – An innovative method to turn bottom ash into fly ash in coal-fired power plants (Fiume Santo project experience), World of Coal Ash Conference, May 2009 [7] Quattrucci, V., Dry bottom ash technology improves coal fired boiler operations, Power-Gen Europe, April 2004 [8] Carrea, E. and Graziadio, M., Bottom ash carbon content reduction by means of dry extraction system, a Thermie project, Fifth international conference on technologies and combustion for a clean environment, July 1999 [9] Carrea, E., Scavizzi, G.C. and Barsin, J., Dry bottom ash removal – Ash cooling versus boiler efficiency effects, Proceedings of the Int. Joint Power Generation Conference, Vol. 22 - Book no. H01162, August 1998 [10] Austin, D.R., Milana, G. and Carrea, A., Bottom ash dry extraction helps to achieve ‘zero water discharge’ and gives additional benefits, Power-Gen Europe 1994, Vol. 8, May 1994 [11] US Environmental Protection Agency and Tennessee Valley Authority, Economics of Ash Disposal at Coal-Fired Power Plants-Interagency Energy/Environment R&D Program Report, October 1981 [12] Reilly, W.P. and Tomaszek, J., New design bottom ash system at Crystal River Unit no.2, Edison Electric Institute Prime Movers committee meeting, Washington D.C., October 24th, 1994