Embed Size (px)
Citation preview
8/4/2019 Machine Tool Testing_Ravi
http://slidepdf.com/reader/full/machine-tool-testingravi 1/4
Name: Ravi Agarwal
Roll no. 09003017
Machine Tool Testing
Background:-
Today manufacturing industry faces a huge competition in the global scenario. Hence quality
becomes the utmost factor of importance in production. The quality of the product is not only
decided by the efficiency of labor but also by the quality of lathe. It is of vital importance that the
lathe is manufactured properly. Hence performance tests are performed to evaluate the capability
of a machine to manufacture parts to specified tolerances.
The basic requirements for a lathe can be summarized as follows:-
1. The headstock spindle should be parallel with the ways of the bed.
2. The cross-slide should move at right-angles to the headstock spindle.
3. The axis of the tailstock spindle and centre should be in line with the axis of theheadstock when set in any position on the bed.
4. If a boring table is fitted, its surface must be parallel to the bed and to the cross-slide.
5. The taper holes for the centers should be concentric with their respective spindles.
The first item is much the most important, as on this depends the parallelism of all work done inthe chuck, which probably covers 95 per cent of all model engineering done in a lathe.
Aim:-
To find out the manufacturing accuracy of assembled machine tools using dial gauge.
Description:-
The test done included the evaluation of the axial slip (alignment) of the mandrel and the run out
measure of the mandrel and the spindle. The dial gauge is the instrument used to measure the
accuracy of the machine. It had a least count of 1µm. the steps involved are as follows:
1. Mandrel is tightly fixed in the chuck.
2. Dial is set vertically and its zero is set at the tail stock end of the mandrel.
3. While measure readings bed is moved at regular intervals.
8/4/2019 Machine Tool Testing_Ravi
http://slidepdf.com/reader/full/machine-tool-testingravi 2/4
4. Now tail stock is attached and the same procedure is repeated.
5. Now run-out is measured by rotating the spindle in the same vertical position and noting
the readings of the dial gauge. Same is repeated with tail stock too.
6. Finally axial slip of spindle is also measured.
Observations and Calculations:-
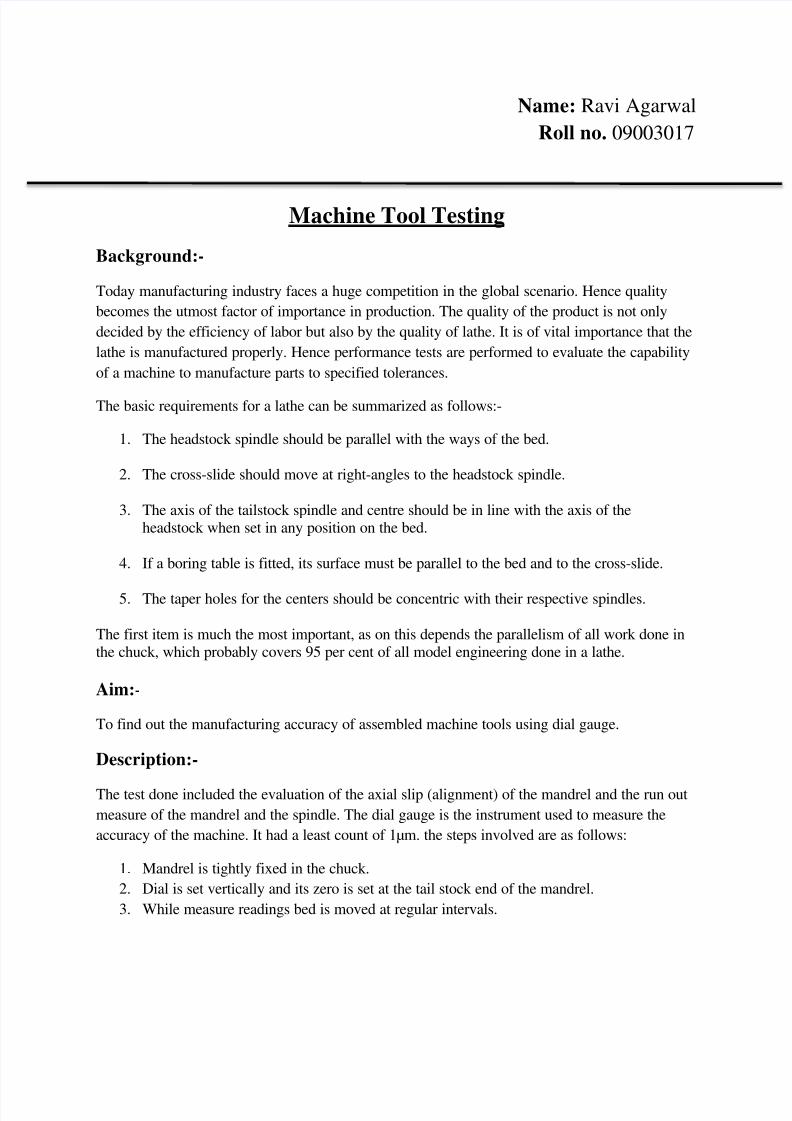
The points A,B,C & D are at the distance of 17,57 ,97,137 mm from the tail stock end.
1. Axis slip ,
Points With tail stock use
(µm)
Without tail stock use
(µm)
A 0 0
B 29 33.5
C 43 70
D 62 101
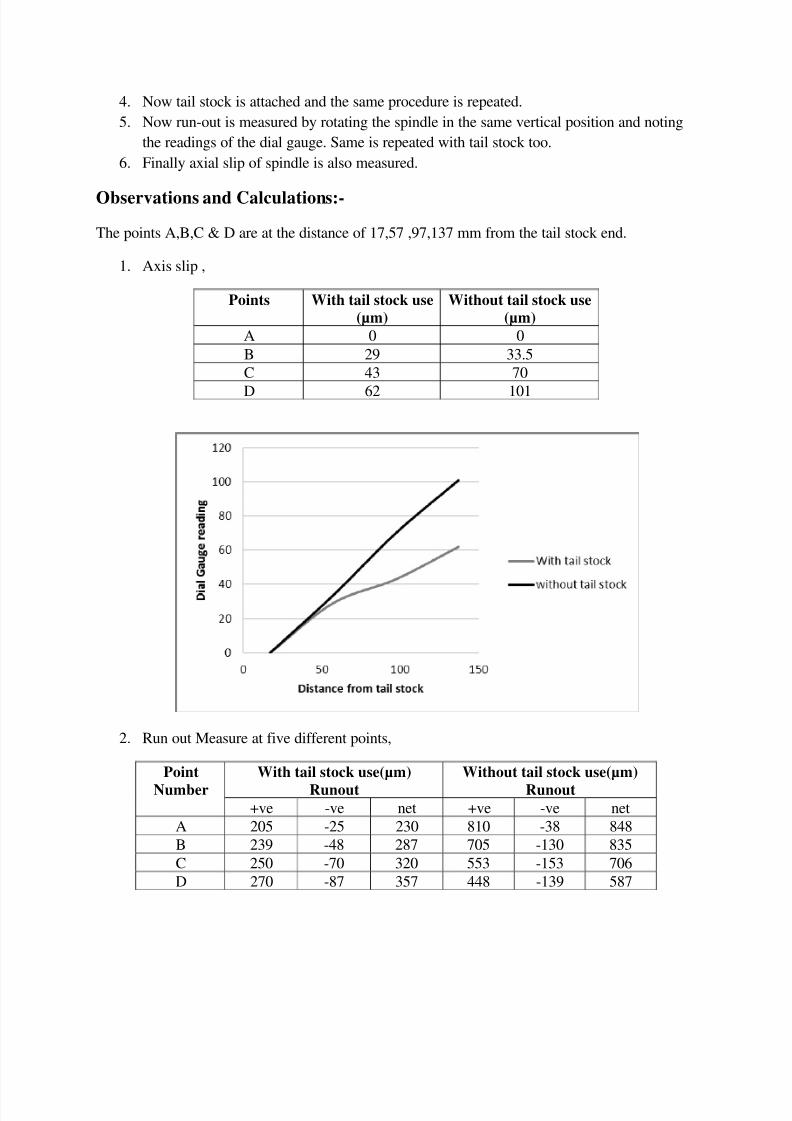
2. Run out Measure at five different points,
Point
Number
With tail stock use(µm)
Runout
Without tail stock use(µm)
Runout+ve -ve net +ve -ve net
A 205 -25 230 810 -38 848
B 239 -48 287 705 -130 835
C 250 -70 320 553 -153 706
D 270 -87 357 448 -139 587
8/4/2019 Machine Tool Testing_Ravi
http://slidepdf.com/reader/full/machine-tool-testingravi 3/4
3. Dial Gauge reading of the spindle put in vertical position,
Point Number +ve Runout -ve Runout Net Runout
1 81 µm -13 µm 94 µm
Dial Gauge

8/4/2019 Machine Tool Testing_Ravi
http://slidepdf.com/reader/full/machine-tool-testingravi 4/4