Embed Size (px)
DESCRIPTION
guideline towards effective maintenance
Citation preview
Eng. Alaedin Abbas Maintenance Planning Page 1
١
Maintenance Planning
BY
Eng. Alaedin Abbas
Eng. Alaedin Abbas Maintenance Planning Page 2
٢
Maintenance evolution can betraced through three generations:
First Generation.
Second Generation.
Third Generation.
٣
First Generation:Covers the period up to World War II
Industry was not very highly mechanized.
Downtime did not matter much.Prevention of equipment failure was not avery high priority in the minds of mostmanagers.Most equipment was simple and much of it wasover-designed.Equipment were reliable and easy to repair.No need for systematic maintenance, onlysimple cleaning, servicing and lubricationroutines...The need for skills was also lower than it is today.
Eng. Alaedin Abbas Maintenance Planning Page 3
١
Second Generation:Things changed dramatically during World War II
Increased mechanization as Industrial manpowerdropped sharply.
More numerous and more complex of all types ofmachines.
Downtime came into sharper focus.
Equipment failures could and should be prevented.
Preventive maintenance should be in turn of concept,equipment overhauls done at fixed intervals.
٥
Second Generation (cont.):
Cost of maintenance also started to risesharply relative to other operating costs.
Maintenance Planning and Control Systemsare growth as a result.
Eng. Alaedin Abbas Maintenance Planning Page 4
٦
Finally, the amount of capital tied up infixed assets together with a sharpincrease in the cost of that capital ledpeople to start seeking ways in whichthey could maximize the life time of theassets.
٧
Third Generation:
Since the mid-seventies, the process of changein industry has gathered even greatermomentum. The changes can be classifiedunder the headings of new expectations, newresearch and new techniques.
Downtime has always affected the productivecapability of physical assets by reducingoutput, increasing operating costs andinterfering with customer service.
Eng. Alaedin Abbas Maintenance Planning Page 5
٨
Third Generation (cont.):
Just-in-time systems, where reduced stocks of work-in-progress mean that quite small breakdowns are nowmuch more likely to stop a whole plant.
Reliability and availability have now also become keyissues in different sectors.
Greater automation also means that more and morefailures affect our ability to sustain satisfactory qualitystandards; this applies as much to standards of serviceas it does to product quality.
٩
Third Generation (cont.):Safety or environmental consequences, as more andmore failures became serious, at a time whenstandards in these areas are rising rapidly.
In some parts of the world, the point is approachingwhere organizations either conform to society'ssafety and environmental expectations, or they ceaseto operate.
This adds an order of magnitude to our dependenceon the integrity of our physical assets - one whichgoes beyond cost and which becomes a simplematter of organizational survival.

Eng. Alaedin Abbas Maintenance Planning Page 6
١٠
Maintenance definition:
The major dictionaries define maintainas cause to continue or keep in anexisting state. This suggests thatmaintenance means preservingsomething.
On the other hand, to modify somethingmeans to change it in some way. Thisdistinction between maintain and modifyalways makes confusion.
Eng. Alaedin Abbas Maintenance Planning Page 7
Maintenance Philosophy
Success in achieving targets
good and effectivemaintenance
Regime

Eng. Alaedin Abbas Maintenance Planning Page 8
Success in achieving targets, consequently valuablebenefits for the contentiously running plants isdepending to long extent on good and effectivemaintenance Regime
As with any discipline built upon the foundation ofscience and technology, the study of maintenancebegins with a definition of maintenance.
Maintenance is not merely preventive maintenance,although this aspect is an important ingredient.
Nor is maintenance simply a frenetic rush to repair abroken machines part or building segment, althoughthis is more often than not the dominant maintenanceActivity.
Maintenance is not lubrication, although lubricationis one of its Primary functions.
Eng. Alaedin Abbas Maintenance Planning Page 9
Maintenance
is not merelypreventivemaintenance
is not lubrication
not a freneticrush to repaira broken part
In a more positive vein, maintenance is a science sinceits execution relies, sooner or later, on most or all ofthe sciences.
It is an art because seemingly identical problemsregularly demand and receive varying approaches andactions.
It is above all a philosophy because it is a discipline thatcan be applied intensively, modestly, or not at all,depending upon a wide range of variables that frequentlytranscend more immediate and obvious solitary.
Eng. Alaedin Abbas Maintenance Planning Page 10
Maintenance
is a science
it is anart
is a philosophy
Moreover, Maintenance is a philosophy because itmust be carefully fitted to the operation ororganization it serves as a fine suit of clothes is fittedto its wearer and because the way it is viewed by itsexecutors will shape its effectiveness.
Eng. Alaedin Abbas Maintenance Planning Page 11
Different shapes of Maintenance activities
Break down Maintenance
Corrective Maintenance
Preventive Maintenance
Predictive Maintenance
The principal difference in these occurs at thepoint when the repair or maintenance task isimplemented. A comprehensive maintenanceregime should use a combination of all four.
Eng. Alaedin Abbas Maintenance Planning Page 12
Breakdown Maintenance
* As long as the machine will function at aminimum acceptable level,* Maintenance is judged to be effective. Thisapproach to maintenance management isboth ineffective and extremely expensive.
* Since most of the maintenance tasks areenactive to break downs or productioninterruptions, the only focus of these tasks ishow quickly the machine or system can bereturned to service
Breakdown maintenance has twofactors that are the primarycontributors to high maintenance cost :
1)Poor Planning
2)Incomplete Repair
Eng. Alaedin Abbas Maintenance Planning Page 13
CORRECTIVE MAINTENANCE* The primary difference between correctiveand preventive maintenance is that a problemmust exist before corrective actions aretaken.* Preventive tasks are intended to preventthe occurrence of a problem. Correctivetasks correct existing problems.
* Corrective maintenance, unlike breakdownmaintenance, is focused on regular, plannedtasks that will maintain all critical plantmachinery and systems in optimum operatingconditions.
* Maintenance effectiveness is judged on thelife cycle costs of critical plant machinery,equipment, and systems, not on how fast abroken machine can be returned to service.
* Corrective maintenance, as a subset of acomprehensive preventive maintenance program,is a proactive approach toward maintenancemanagement.
* The fundamental objective of this approach isto eliminate breakdowns, deviations fromoptimum operating condition, and unnecessaryrepairs and to optimize the effectiveness of allcritical plant systems.
Eng. Alaedin Abbas Maintenance Planning Page 14
* The principal concept of correctivemaintenance is that proper, complete repairs ofall incipient problems are made on and as-needed basis.* All repairs are well planned, implemented byproperly trained craftsmen, and verified before themachine or system is returned to service.
**All deviations fromoptimum operatingcondition, i.e., efficiency,production capacity andproduct quality, arecorrected when detected.
Eng. Alaedin Abbas Maintenance Planning Page 15
PREVENTIVE MAINTENANCE*The concept of preventive maintenance has amultitude of meanings.
*A literal interpretation of the term is amaintenance program that is committed to theelimination or prevention of corrective andbreakdown maintenance tasks.
*A comprehensive preventive maintenanceprogram will utilize regular evaluation of criticalplant equipment, machinery, and systems todetect potential problems and immediatelyschedule maintenance tasks that will prevent anydegradation in operating condition .
*In most plants, preventive maintenance islimited to periodic lubrication, adjustments, andother time-driven maintenance tasks.
*These programs are not true preventive programs.In fact. Most continue to rely on breakdowns as theprincipal motivation for maintenance activities.
*A comprehensive preventive maintenanceprogram will include predictive maintenance (seefollowing chapter), time-driven maintenance tasks,and corrective maintenance to providecomprehensive support for all plant production ormanufacturing systems.

Eng. Alaedin Abbas Maintenance Planning Page 16
PREDICTIVE MAINTENANCE* Predictive maintenance is perhaps the mostmisunderstood and misused of all the plantimprovement programs.
#Most users define it as a means to preventcatastrophic failure of critical rotating machinery.
#Others define predictivemaintenance as a maintenancescheduling tool that usesvibration and infrared orlubricating oil analysis data todetermine the need forcorrective maintenance actions.
#A few share the belief, precipitated by vendorsof predictive maintenance systems, thatpredictive maintenance is the panacea for ourcritically ill plants
#One common theme of these definitions is thatit is solely a maintenance management tool.
** Because of these misconceptions, themajority of established predictive maintenanceprograms have not been able to achieve amarked decrease in maintenance costs or ameasurable improvement in overall plantperformance.
Eng. Alaedin Abbas Maintenance Planning Page 17
* Predictive maintenance is much more than amaintenance scheduling tool and should not berestricted to maintenance management.
* As part of an integrated, total plant performancemanagement program, it can provide the meansto improve the production capacity, productquality, and overall effectiveness of ourmanufacturing and production plants.
DEFINITION OF PREDICTIVEMAINTENANCE
* Predictive maintenance is not a panacea for allthe factors that limit total plant performance.
* It cannot directly affect plant performance.
* Predictive maintenance is a managementtechnique that, simply stated, uses regularevaluation of the actual operating condition ofplant equipment, production systems, and plantmanagement functions to optimize total plantoperation.
Eng. Alaedin Abbas Maintenance Planning Page 18
# The output of a predictive maintenanceprogram is data.
* Until action is taken to resolve the deviations orproblems revealed by the program, plantperformance cannot be improved.
** Without the absolute commitment and supportof senior management and the full cooperation ofall plant functions, a predictive maintenanceprogram cannot provide the means to resolvepoor plant performance.
*** Predictive technology can be used for muchmore than just measuring the operating conditionof critical plant machinery. The technologypermits accurate evaluation of all functionalgroups, such as maintenance, within thecompany.
*#* Properly used, predictivemaintenance can identify most, if notall, factors that limit effectiveness andefficiency of the total plant.
Eng. Alaedin Abbas Maintenance Planning Page 19
Reliability
Reliability may be defined in several ways:
•The idea that something is fit for a purpose with respectto time.
•The capacity of a device or system to perform as designed.
•The resistance to failure of a device or system.
•The ability of a device or system to perform a requiredfunction under stated conditions for a specified period oftime.
Eng. Alaedin Abbas Maintenance Planning Page 20
•The probability that a functional unit will perform itsrequired function for a specified interval under statedconditions.
•The ability of something to "fail well" (fail withoutcatastrophic consequences).
Reliability program plan
Many tasks, methods, and tools can be usedto achieve reliability.
Every system requires a different level of reliability.A commercial airliner must operate under a widerange of conditions. The consequences of failureare grave, but there is a correspondingly higherbudget.
A pencil sharpener may be more reliable than an airliner,but has a much different set of operational conditions,insignificant consequences of failure, and a much lowerbudget.

Eng. Alaedin Abbas Maintenance Planning Page 21
A reliability program plan is used to documentexactly what tasks, methods, tools, analyses,and tests are required for a particular system.
The reliability program plan is essential for asuccessful reliability program and is developedearly during system development.
It specifies not only what the reliability engineerdoes, but also the tasks performed by others. Thereliability program plan is approved by topprogram management.
Reliability requirements
Reliability requirements address the system itself,test and assessment requirements, andassociated tasks and documentation.
Reliability requirements are included in the appropriatesystem/subsystem requirements specifications, test plans,and contract statements.
Eng. Alaedin Abbas Maintenance Planning Page 22
System reliability parameters
Requirements are specified using reliabilityparameters.
The most common reliability parameter is themean time between failures (MTBF), which canalso be specified as the failure rate or the numberof failures during a given period.
The MTBF is usually specified in hours, but canalso be used with other units of measurementsuch as miles or cycles.
In other cases, reliability is specified as theprobability of mission success.
For example, reliability of a scheduled aircraft flight canbe specified as a dimensionless probability or apercentage refers to system safety engineering.

Eng. Alaedin Abbas Maintenance Planning Page 23
Reliability modeling
Reliability modeling is the process of predictingor understanding the reliability of a component orsystem.
Two separate fields of investigation are common:
1. The physics of failure approach:
Uses an understanding of the failure mechanismsinvolved, such as crack propagation or chemicalcorrosion.
2. The parts stress modeling approach
Is an empirical method for prediction based oncounting the number and type of components of thesystem, and the stress they undergo duringoperation.
For systems with a clearly defined failure time ,theempirical distribution function of these failuretimes can be determined.
This is done in general in an acceleratedexperiment with increased stress.
Eng. Alaedin Abbas Maintenance Planning Page 24
Reliability test requirements
Because reliability is a probability, even highlyreliable systems have some chance of failure.
However, testing reliability requirements isproblematic for several reasons.
A single test is insufficient to generate enoughstatistical data.
Multiple tests or long-duration tests are usuallyvery expensive
Reliability testing may be performed at variouslevels, such as component, subsystem, andsystem.
Also, many factors must be addressed duringtesting, such as extreme temperature andhumidity, shock, vibration, and heat.
For systems that must last many years, reliabilityengineering may be used to design an accelerated life testas well.
Eng. Alaedin Abbas Maintenance Planning Page 25
Design for reliability
Design For Reliability (DFR), is an emergingdiscipline that refers to the process of designingreliability into products.This process encompasses several tools andpractices and describes the order of theirdeployment that an organization needs to have inplace to drive reliability into their products.
Typically, the first step in the DFR process is to setthe system’s reliability requirements.
Reliability must be "designed in" to the system.
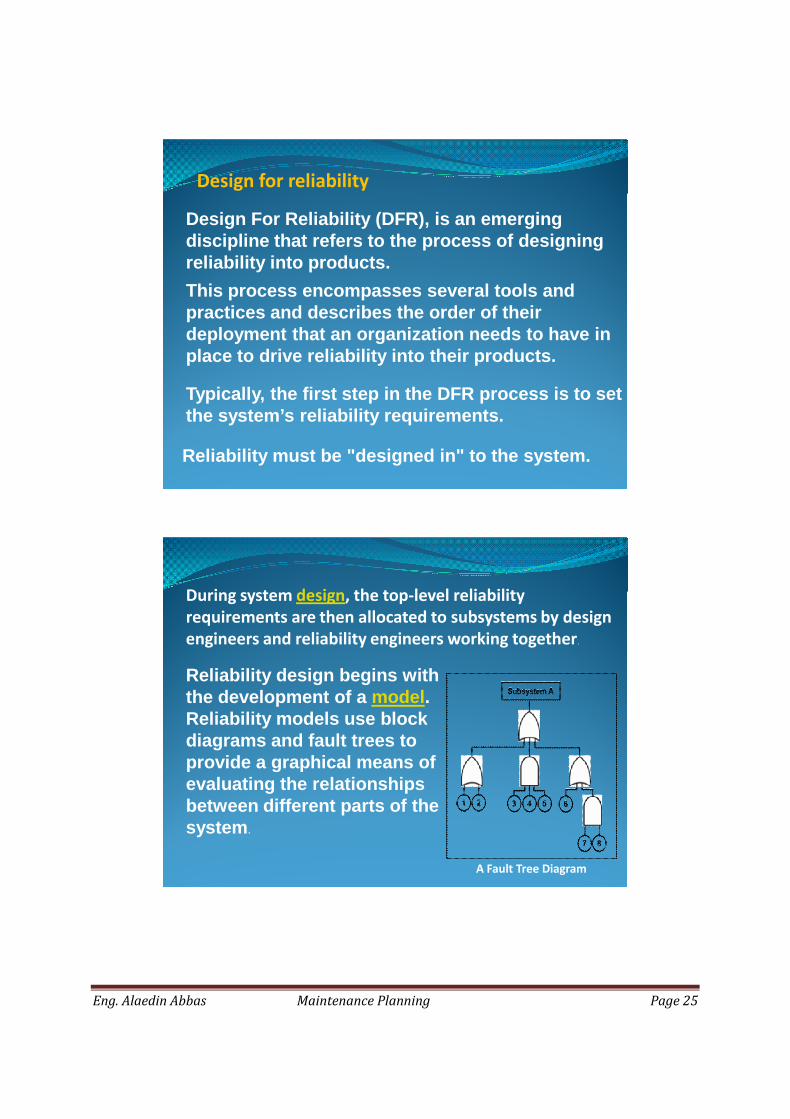
During system design, the top-level reliabilityrequirements are then allocated to subsystems by designengineers and reliability engineers working together.
Reliability design begins withthe development of a model.Reliability models use blockdiagrams and fault trees toprovide a graphical means ofevaluating the relationshipsbetween different parts of thesystem.
A Fault Tree Diagram
Eng. Alaedin Abbas Maintenance Planning Page 26
Reliability Design Techniques* One of the most important design techniques isredundancy.This means that if one part of the system fails,there is an alternate success path, such as abackup system.
An automobile brake light might use two lightbulbs. If one bulb fails, the brake light stilloperates using the other bulb.Redundancy significantly increases systemreliability, and is often the only viable means ofdoing so. However, redundancy is difficult andexpensive, and is therefore limited to critical partsof the system.
* Another design technique, physics of failure,relies on understanding the physical processesof stress, strength and failure at a very detailedlevel.
Then the material or component can be re-designed to reduce the probability of failure.
* Another common design technique iscomponent de-rating:
Selecting components whose tolerance significantlyexceeds the expected stress, as using a heavier gauge wirethat exceeds the normal specification for the expectedelectrical current.
Eng. Alaedin Abbas Maintenance Planning Page 27
Reliability testing
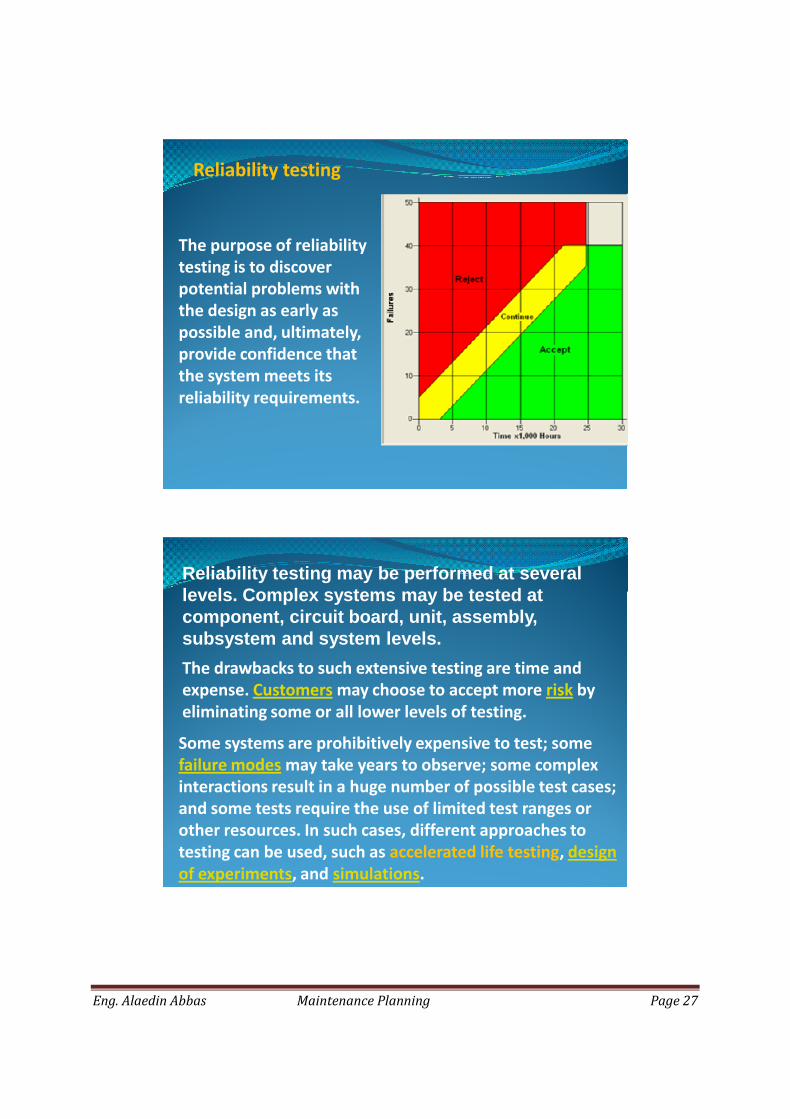
The purpose of reliabilitytesting is to discoverpotential problems withthe design as early aspossible and, ultimately,provide confidence thatthe system meets itsreliability requirements.
Reliability testing may be performed at severallevels. Complex systems may be tested atcomponent, circuit board, unit, assembly,subsystem and system levels.The drawbacks to such extensive testing are time andexpense. Customers may choose to accept more risk byeliminating some or all lower levels of testing.
Some systems are prohibitively expensive to test; somefailure modes may take years to observe; some complexinteractions result in a huge number of possible test cases;and some tests require the use of limited test ranges orother resources. In such cases, different approaches totesting can be used, such as accelerated life testing, designof experiments, and simulations.
Eng. Alaedin Abbas Maintenance Planning Page 28
Accelerated testing
The purpose of accelerated life testing is to inducefield failure in the laboratory at a much faster rateby providing a harsher, but nonethelessrepresentative, environment.In such a test the product is expected to fail in thelab just as it would have failed in the field—but inmuch less time.The main objective of an accelerated test is eitherof the following:
•To discover failure modes
•To predict the normal field life from the high stresslab life
An Accelerated testing program can be broken downinto the following steps:
•Define objective and scope of the test
•Collect required information about the product
•Identify the stress(s)
•Determine level of stress(s)
. Conduct the Accelerated test and analyze theaccelerated data.

Eng. Alaedin Abbas Maintenance Planning Page 29
Condition Monitoring
The Machine Life Cycle
From new, or rebuilding, machines generally showthree types of failure patterns:
Early LifeEarly life is when running-in failure occurs due todefects in one or more of design, manufacture,installation, commissioning and early operation,or when a machine has lot of maintenanceattention.
Quality assurance is used in design and manufactureto minimize this stage.
Wear-out
Later in life, strength of components reduces by wear,corrosion, looseness, change in material properties oroverload in service.
The machine becomes less reliable with time andeventually wear-out or breakdown occurs.
The time to wear-out can vary greatly, even for similarmachines.

Eng. Alaedin Abbas Maintenance Planning Page 30
Useful Life
Useful life occurs between above two stages.
The chance of failure is constant and time of failure israndom.
Condition Monitoring (CM) applies for the later twolife cycle stages, and is the most common outcomefrom Reliability Centered Maintenance (RCM)analysis.
This requires much time and effort to properly amaintenance management system can set scheduled CMtest prior to scheduled overhauls.
If results show that no deterioration is evident,then the maintenance work can be deferred.
This process can be repeated until signs of deteriorationdo appear.
Eng. Alaedin Abbas Maintenance Planning Page 31
Time
Fai
lure
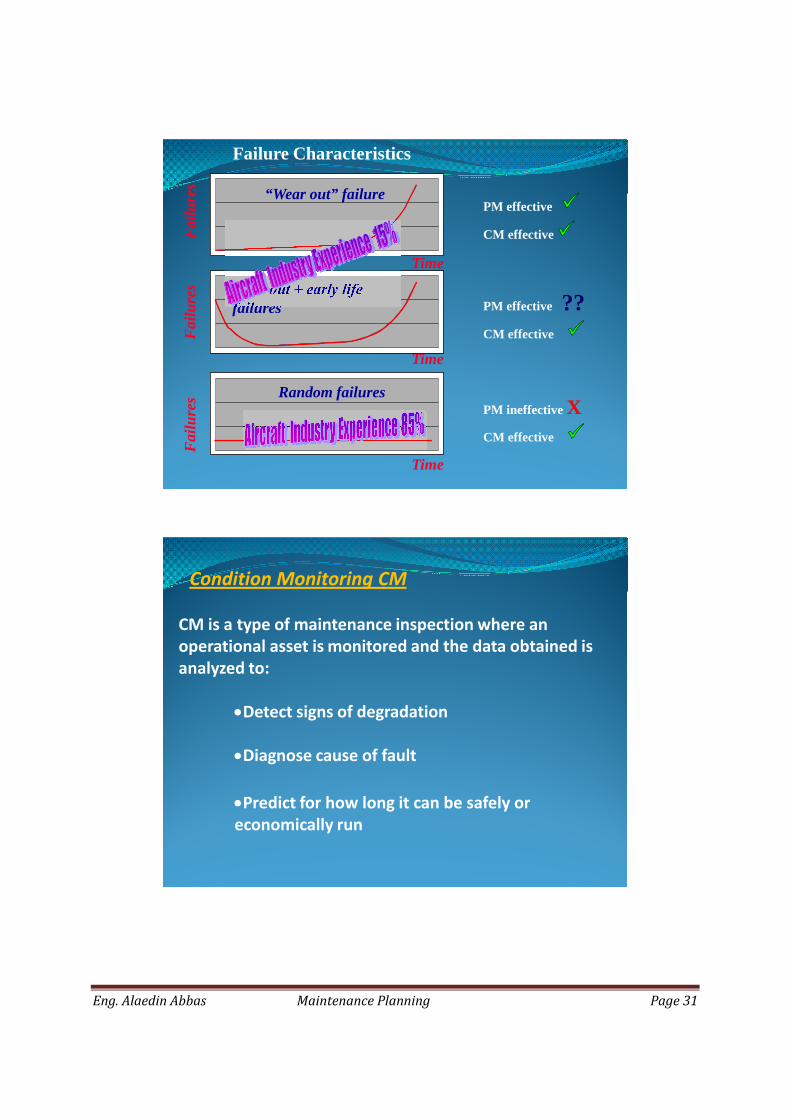
s Random failures
Failure Characteristics
PM effective CM effective
PM effective ??CM effective
PM ineffective XCM effective
Time
Fai
lure
s “Wear out” failure
Time
Fai
lure
s Wear out + early lifefailures
Condition Monitoring CM
CM is a type of maintenance inspection where anoperational asset is monitored and the data obtained isanalyzed to:
Detect signs of degradation
Diagnose cause of fault
Predict for how long it can be safely oreconomically run
Eng. Alaedin Abbas Maintenance Planning Page 32
61
Lack ofResources
PoordataUnreliable
FailureDefence
PoorRecommendations
Commitment
Reliable,effectiveCM
Gooddata
GoodRecommendations
Making CM Work!
Techniques of CM
CM needs good quality data, such as that obtained bycarefully run tests.
However much useful information can often be obtainedfrom a plant's permanent instrumentations.
Advanced computer based monitoring and controlsystems can often be arranged to provide conditionmonitoring information.

Eng. Alaedin Abbas Maintenance Planning Page 33
CM techniques fall into five categories, and a machinemight have one or more applied, depending on itscriticality and the likely modes of degradation and costof failure.
Integration of information from more than onetechnique is highly desirable.
1- Vibration Monitoring and Analysis
Vibration monitoring and analysis is probably the bestknown and most publicized technique, and the mostpowerful for rotating machines.
Useful results canbe obtained withlow- cost read- onlyinstruments.
Eng. Alaedin Abbas Maintenance Planning Page 34
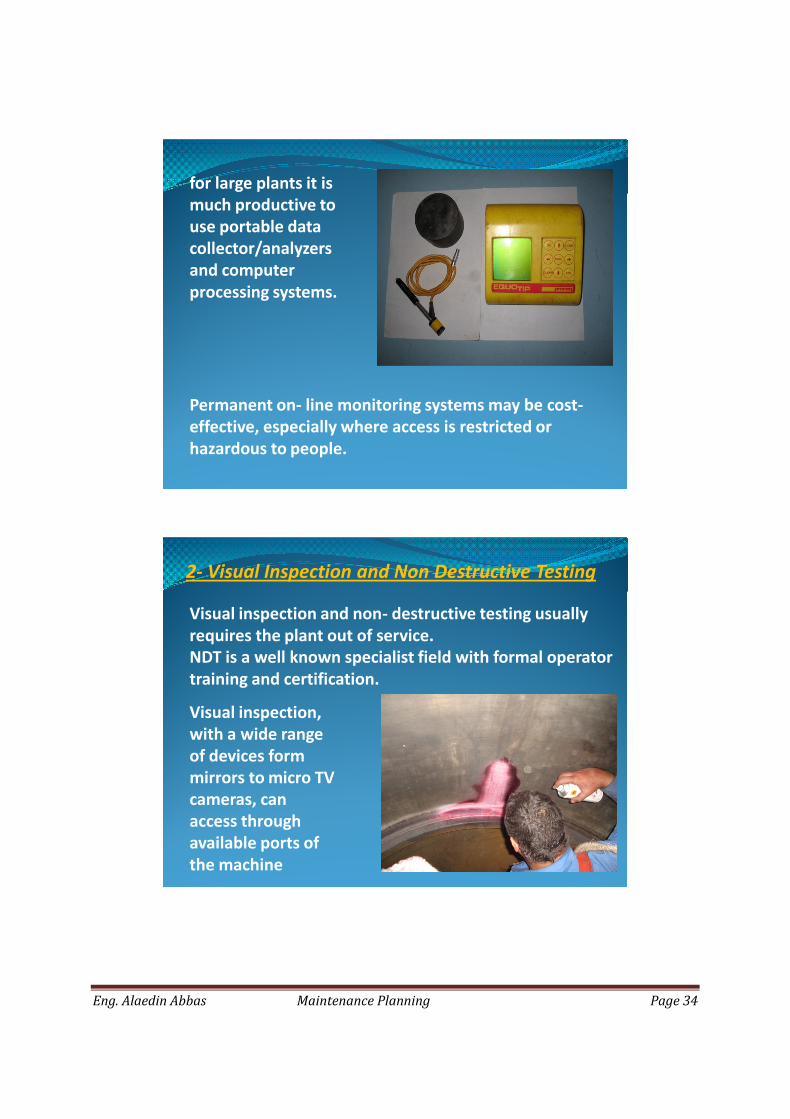
for large plants it ismuch productive touse portable datacollector/analyzersand computerprocessing systems.
Permanent on- line monitoring systems may be cost-effective, especially where access is restricted orhazardous to people.
2- Visual Inspection and Non Destructive Testing
Visual inspection and non- destructive testing usuallyrequires the plant out of service.NDT is a well known specialist field with formal operatortraining and certification.
Visual inspection,with a wide rangeof devices formmirrors to micro TVcameras, canaccess throughavailable ports ofthe machine

Eng. Alaedin Abbas Maintenance Planning Page 35
Optical Endoscope
Sound Detector
Infra- red thermalimaging orThermograph is apowerful techniquewhich fits into thisgrouping.
Eng. Alaedin Abbas Maintenance Planning Page 36
3-Performance Monitoring and Analysis
Performance monitoring and analysis is less well known,yet where deterioration in the condition of a machineresults in an increase in energy usage.
Application and parameters aredeveloped for each type of machines orplant items, and usually requiremeasurement of quantities such astemperature, pressure, flow, speed anddisplacement.
Performance parameters can also be stored and trendedusing the same software as supplied for vibrationmonitoring and analysis.
4-Analysis of wear particles in Lubricants andof contaminants in Process Fluids
Analysis of wear particles in lubricants and ofcontaminants in Process Fluids gives more advancedwarning (i.e. longer lead time) than most other predictivemethods.
No single analysis technique provides all the diagnosispossible, and critical machines may justify the use of morethan one technique.
Simply applied screening techniques are availableintegrated with vibration analysis, and give a quick on siteassessment.
Eng. Alaedin Abbas Maintenance Planning Page 37
5-Electrical Plant Testing
Electrical plant testing for low voltage machines is wellknown, but the specialist techniques are required for highvoltage plants.
The main concern is evaluation of the condition ofinsulation, but monitoring of mechanical condition is alsoapplicable.
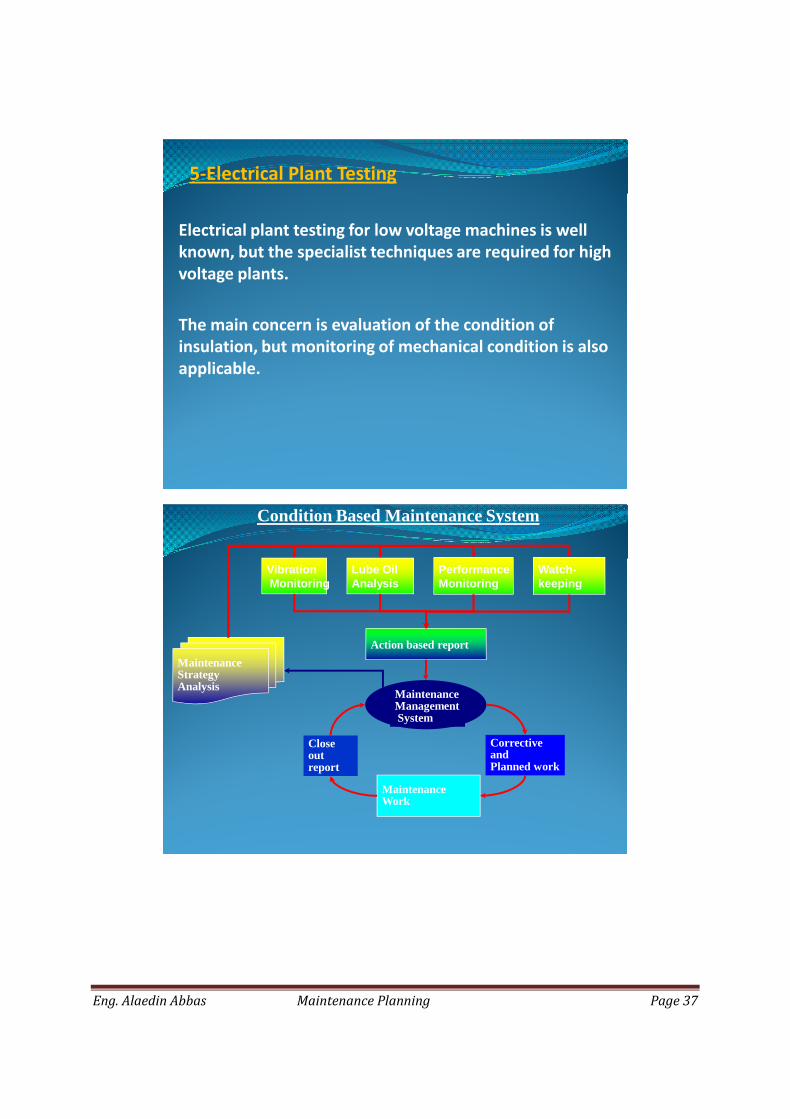
Condition Based Maintenance System
VibrationMonitoring
Lube OilAnalysis
PerformanceMonitoring
Watch-keeping
MaintenanceManagementSystem
MaintenanceWork
CorrectiveandPlanned work
Closeoutreport
Action based report
MaintenanceStrategyAnalysis
Eng. Alaedin Abbas Maintenance Planning Page 38
The benefits of Condition Monitoring (CM)
1-CM gives early detection of wear-out/damage.
2-Better prediction of maintenance requirements.
3-CM minimizes unnecessary shutdowns and openingup of the plant:
a. Condition based approach is the most commonoutcome from Reliability Centered Maintenance analysis.
b. Machines are brought to make product, not to bepulled apart.
c. Higher uptime, so less production loss and greaterprofit potential.
d. Less maintenance workload, but CM work doesrequire effort (on-line monitoring may be costeffective).
e. More satisfying work for maintainers, less effect oferrors because of direct feedback on quality of work.
4-CM gives reassurance of safe continued operation.
5-CM saves costs- reduced spare usage, may be lowerinsurance premiums.
Eng. Alaedin Abbas Maintenance Planning Page 39
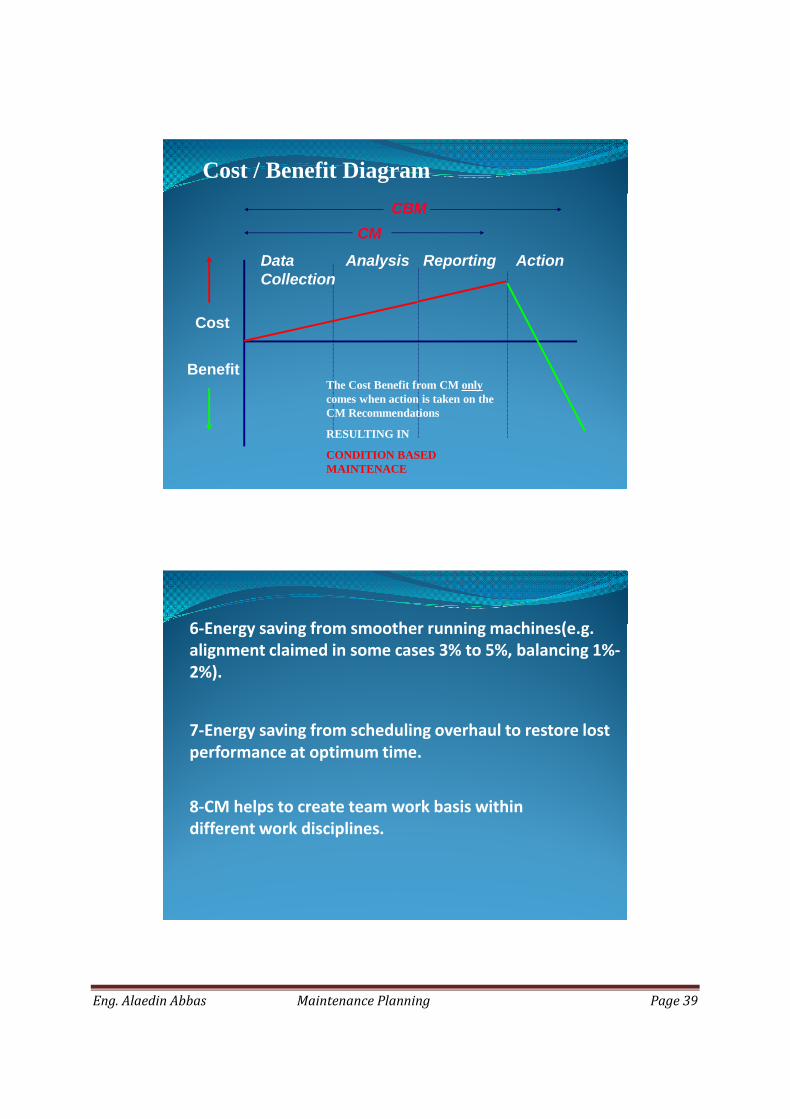
Cost / Benefit Diagram
Cost
Benefit
CMCBM
Action
The Cost Benefit from CM onlycomes when action is taken on theCM Recommendations
RESULTING IN
CONDITION BASEDMAINTENACE
DataCollection
Analysis Reporting
6-Energy saving from smoother running machines(e.g.alignment claimed in some cases 3% to 5%, balancing 1%-2%).
7-Energy saving from scheduling overhaul to restore lostperformance at optimum time.
8-CM helps to create team work basis withindifferent work disciplines.

Eng. Alaedin Abbas Maintenance Planning Page 40
9-CM improves product quality,customer relations, plant design,company efficiency(even ensures
company survival).





























