Embed Size (px)
Citation preview
8/8/2019 Mandril Ad or A
http://slidepdf.com/reader/full/mandril-ad-or-a 1/24
MANDRILADORA
Altamir Santos
Gravataí, maio de 2006
8/8/2019 Mandril Ad or A
http://slidepdf.com/reader/full/mandril-ad-or-a 2/24
1. ÍNDICE
1.ÍNDICE..............................................................................................................................................................2
2.INTRODUÇÃO................................................................................................................................................3
3.DESENVOLVIMENTO...................................................................................................................................4
3.1.
MANDRILADORA........................................................................................................................4
3.1.1. PRINCIPAIS COMPONENTES DE UMA MANDRILADORA.................................4
3.1.2. MODELOS DE MANDRILADORAS..........................................................................5
3.1.3. PRINCÍPIO DE FUNCIONAMENTO DE UMAMANDRILADORA........................8
3.2. MANDRILAMENTO...................................................................................................................10
3.2.1. TIPOS DE MANDRILAMENTO................................................................................10
3.2.1.1. MANDRILAMENTO CILÍNDRICO.........................................................11
3.2.1.2. MANDRILAMENTO CÔNICO.................................................................11
3.2.1.3. MANDRILAMENTO RADIAL.................................................................12
3.2.1.4. MANDRILAMENTO ESFÉRICO.............................................................12
3.3. TRABALHO EM PEÇAS MUNIDAS DE FUROS.....................................................................13
3.3.1. MANDRILAGEM OU ALARGAMENTO COM BROCAS HELICOIDAIS..........13
3.3.2. ESCAREAMENTO COM BROCAS DE ROMÃ.......................................................14
3.3.3. REBAIXOS COM REBAIXADORES DE GUIA OU BROCAS DE NAVALHAS
COM PONTO DE GUIA .............................................................................................14
8/8/2019 Mandril Ad or A
http://slidepdf.com/reader/full/mandril-ad-or-a 3/24
3.3.4. EXECUÇÃO DE FUROS CRUZADOS NA MANDRILADORA HORIZONTAL..15
3.3.5. CÁLCULO DO TEMPO PRINCIPAL E DO TEMPO DISPONÍVEL PARA
FURAR..........................................................................................................................17
3.3.5.1. CÁLCULO DO TEMPO PRINCIPAL AO FURAR..................................17
3.3.5.2. CÁLCULO DO TEMPO DISPONÍVEL....................................................17
3.3.6. NÚMERO DE ROTAÇÕES, AVANÇO E REFRIGERAÇÃO AO FURAR............18
3.3.6.1. AVANÇO....................................................................................................18
3.3.6.2. REFRIGERAÇÃO......................................................................................18
3.3.7 .CARACTERÍSTICAS DA FORMAÇÃO DE CAVACO AO FURAR.....................19
3.4. AS FERRAMENTAS DA MANDRILADORA...........................................................................20
3.4.1. FERRAMENTAS DE CORTE....................................................................................20
3.4.2 FERRAMENTAS ESPECÍFICAS PARA EXECUÇÃO OU TRABALHO EM
FUROS..........................................................................................................................23
3.4.2.1. BROCAS HELICOIDAIS..........................................................................23
3.4.2.1.1. ESCOLHA DA BROCA............................................................24
3.4.2.1.2. BROCA PARA FUROS PROFUNDOS....................................26
3.4.2.1.3. BROCA DE PONTO OU DE CENTRAR................................26
3.4.2.1.4. BROCA OCA............................................................................26
3.4.2.1.5. BROCA DE RECORTAR.........................................................27
3.4.2.1.6. ESCAREADORES E REBAIXADORES.................................27
3.4.2.1.7. ALARGADORES......................................................................28
3.5. SISTEMA MODULAR.................................................................................................................29
4.CONCLUSÃO................................................................................................................................................30
5.BIBLIOGRAFIA............................................................................................................................................31
8/8/2019 Mandril Ad or A
http://slidepdf.com/reader/full/mandril-ad-or-a 4/24
2. INTRODUÇÃO
O mandrilamento é a operação de usinagem que se caracteriza pela máquinaferramenta mandriladora realizar trabalhos sobre determinadas superfícies.
A mandriladora é o nosso objeto de estudo, contudo apresentaremos suas particularidades e analisaremos seu funcionamento e funcionabilidade.
8/8/2019 Mandril Ad or A
http://slidepdf.com/reader/full/mandril-ad-or-a 5/24
3. DESENVOLVIMENTO
3.1. MANDRILADORA:
As mandriladoras são máquinas especiais que permitem a adaptação de diferentestipos de ferramentas. Tendo está propriedade, ela é utilizada para trabalhos de furação,mandrilagem, fresagem e torneamento em peças complicadas e de difícil manuseio.
Devido a possibilidade de se realizar variadas operações a mandriladora torna-seum máquina universal.
3.1.1. PRINCIPAIS COMPONENTES DE UMA MANDRILADORA:
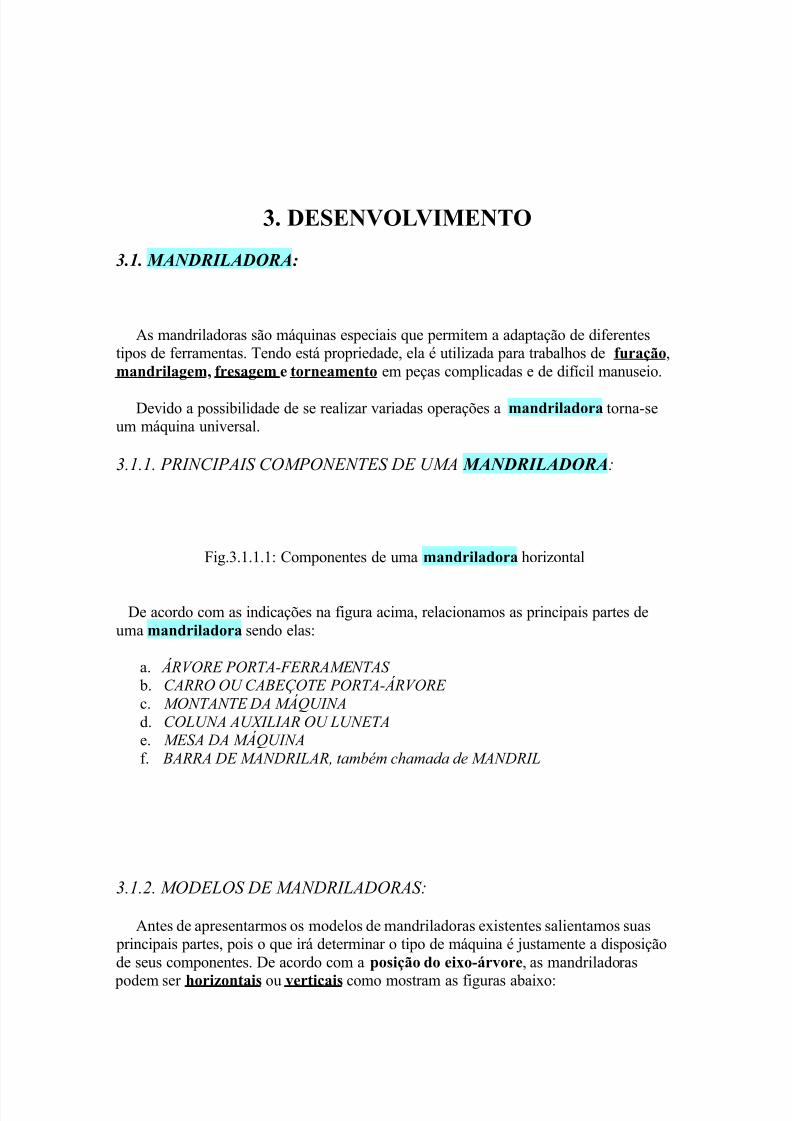
Fig.3.1.1.1: Componentes de uma mandriladora horizontal
De acordo com as indicações na figura acima, relacionamos as principais partes deuma mandriladora sendo elas:
a. ÁRVORE PORTA-FERRAMENTAS b. CARRO OU CABEÇOTE PORTA-ÁRVORE c. MONTANTE DA MÁQUINA d. COLUNA AUXILIAR OU LUNETA e. MESA DA MÁQUINA f. BARRA DE MANDRILAR, também chamada de MANDRIL
3.1.2. MODELOS DE MANDRILADORAS:
Antes de apresentarmos os modelos de mandriladoras existentes salientamos suas principais partes, pois o que irá determinar o tipo de máquina é justamente a disposiçãode seus componentes. De acordo com a posição do eixo-árvore, as mandriladoras
podem ser horizontais ou verticais como mostram as figuras abaixo:
8/8/2019 Mandril Ad or A
http://slidepdf.com/reader/full/mandril-ad-or-a 6/24
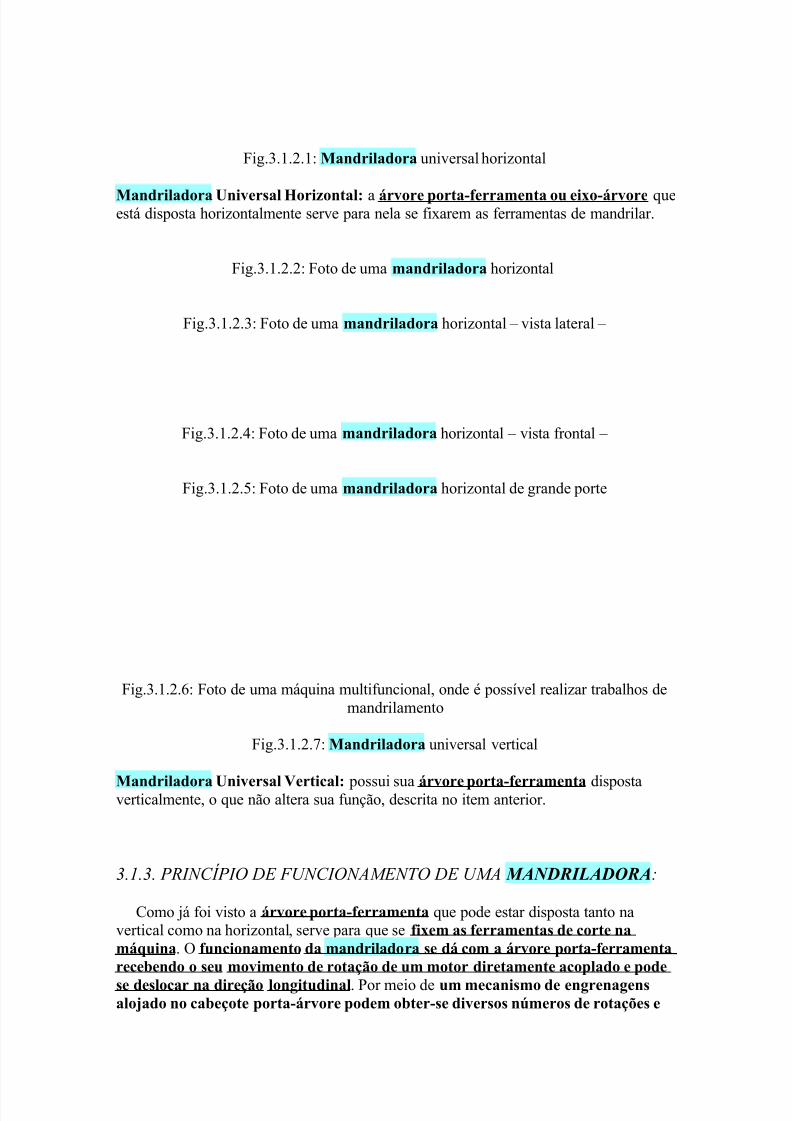
Fig.3.1.2.1: Mandriladora universal horizontal
Mandriladora Universal Horizontal: a árvore porta-ferramenta ou eixo-árvore queestá disposta horizontalmente serve para nela se fixarem as ferramentas de mandrilar.
Fig.3.1.2.2: Foto de uma mandriladora horizontal
Fig.3.1.2.3: Foto de uma mandriladora horizontal – vista lateral –
Fig.3.1.2.4: Foto de uma mandriladora horizontal – vista frontal –
Fig.3.1.2.5: Foto de uma mandriladora horizontal de grande porte
Fig.3.1.2.6: Foto de uma máquina multifuncional, onde é possível realizar trabalhos demandrilamento
Fig.3.1.2.7: Mandriladora universal vertical
Mandriladora Universal Vertical: possui sua árvore porta-ferramenta dispostaverticalmente, o que não altera sua função, descrita no item anterior.
3.1.3. PRINCÍPIO DE FUNCIONAMENTO DE UMA MANDRILADORA:
Como já foi visto a árvore porta-ferramenta que pode estar disposta tanto navertical como na horizontal, serve para que se fixem as ferramentas de corte namáquina. O funcionamento da mandriladora se dá com a árvore porta-ferramentarecebendo o seu movimento de rotação de um motor diretamente acoplado e pode
se deslocar na direção longitudinal. Por meio de um mecanismo de engrenagensalojado no cabeçote porta-árvore podem obter-se diversos números de rotações e
8/8/2019 Mandril Ad or A
http://slidepdf.com/reader/full/mandril-ad-or-a 7/24
avanços. O carro ou cabeçote porta-árvore pode deslocar-se para cima e para baixo (nocaso da mandriladora horizontal) ao longo do montante vertical da máquina.
Para servir de apoio a barras de mandrilar compridas utiliza-se uma coluna ou lunetaauxiliar. As peças são fixadas sobre a mesa da máquina que é giratória e, além disso, se
pode deslocar longitunalmente e transversalmente, de modo que uma peça, semmudança de posição de fixação, pode ser maquinada em diversos pontos.
Fig.3.1.3.1: Mesa giratória
A mesa giratória possibilita a usinagem em todos os lados de uma peça, por exemplo,uma peça com forma prismática pode ser usinada em todas as quatro faces sem que seretire a peça da mesa.
Fig.3.1.3.2: Foto de uma mesa giratória
Se, por exemplo, temos a necessidade de usinar a carcaça de uma caixa deengrenagens, ela é colocada na mandriladora apoiada na mesa giratória. A mesa gira e,assim, permite o giro da carcaça em torno do seu eixo vertical. Desse modo, sãoexecutadas todas as operações necessárias, como corte, rosqueamento, cada uma a seutempo.
A figura 3.1.3.3 demonstra uma sequência de operações realizadas por umamandriladora de acordo com o exemplo dado.
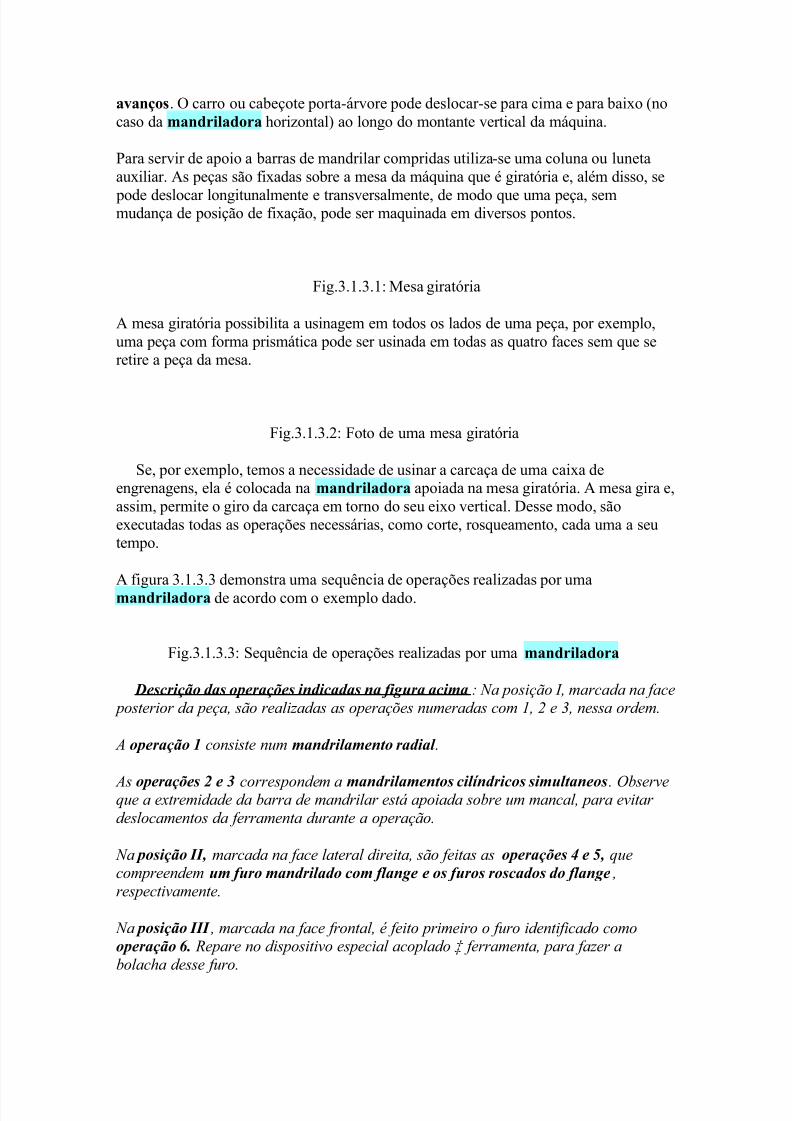
Fig.3.1.3.3: Sequência de operações realizadas por uma mandriladora
Descrição das operações indicadas na figura acima: Na posição I, marcada na face posterior da peça, são realizadas as operações numeradas com 1, 2 e 3, nessa ordem.
A operação 1 consiste num mandrilamento radial .
As operações 2 e 3 correspondem a mandrilamentos cilíndricos simultaneos. Observeque a extremidade da barra de mandrilar está apoiada sobre um mancal, para evitar deslocamentos da ferramenta durante a operação.
Na posição II, marcada na face lateral direita, são feitas as operações 4 e 5, quecompreendem um furo mandrilado com flange e os furos roscados do flange ,respectivamente.
Na posição III , marcada na face frontal, é feito primeiro o furo identificado comooperação 6. Repare no dispositivo especial acoplado ‡ ferramenta, para fazer abolacha desse furo.
8/8/2019 Mandril Ad or A
http://slidepdf.com/reader/full/mandril-ad-or-a 8/24
8/8/2019 Mandril Ad or A
http://slidepdf.com/reader/full/mandril-ad-or-a 9/24
8/8/2019 Mandril Ad or A
http://slidepdf.com/reader/full/mandril-ad-or-a 10/24
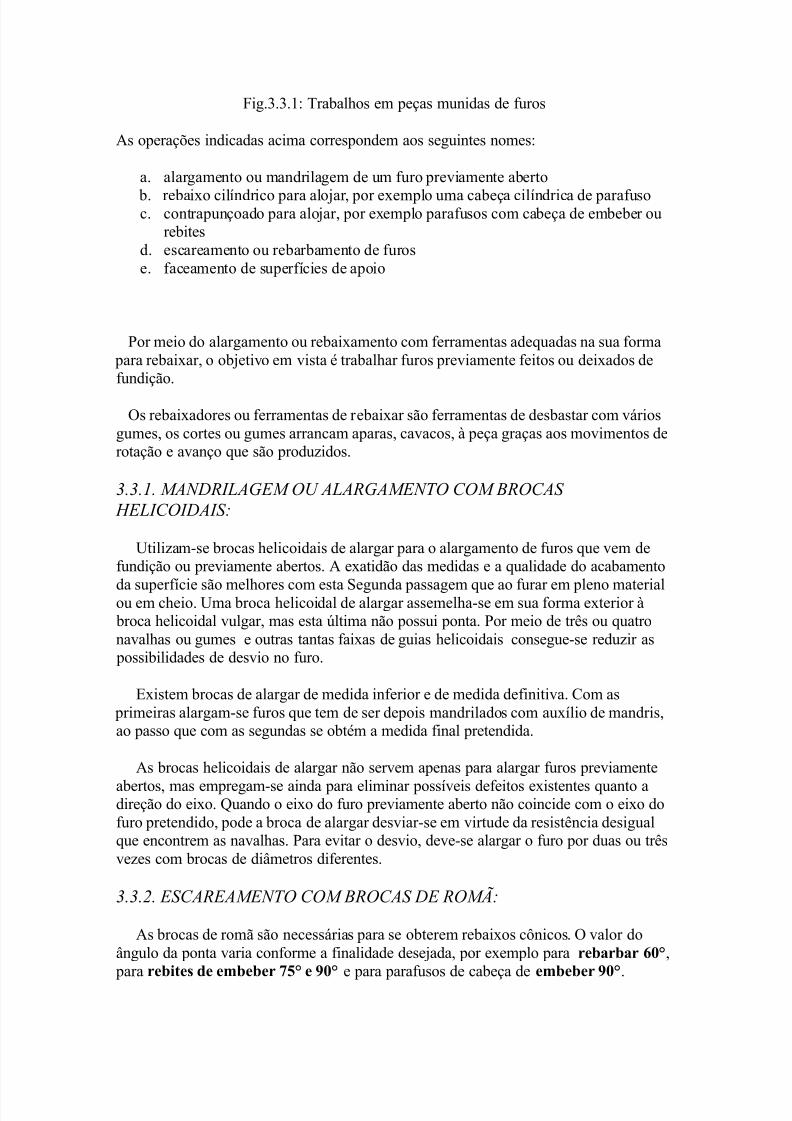
Fig.3.3.1: Trabalhos em peças munidas de furos
As operações indicadas acima correspondem aos seguintes nomes:
a. alargamento ou mandrilagem de um furo previamente aberto
b. rebaixo cilíndrico para alojar, por exemplo uma cabeça cilíndrica de parafusoc. contrapunçoado para alojar, por exemplo parafusos com cabeça de embeber ourebites
d. escareamento ou rebarbamento de furose. faceamento de superfícies de apoio
Por meio do alargamento ou rebaixamento com ferramentas adequadas na sua forma para rebaixar, o objetivo em vista é trabalhar furos previamente feitos ou deixados defundição.
Os rebaixadores ou ferramentas de rebaixar são ferramentas de desbastar com váriosgumes, os cortes ou gumes arrancam aparas, cavacos, à peça graças aos movimentos derotação e avanço que são produzidos.
3.3.1. MANDRILAGEM OU ALARGAMENTO COM BROCAS HELICOIDAIS:
Utilizam-se brocas helicoidais de alargar para o alargamento de furos que vem defundição ou previamente abertos. A exatidão das medidas e a qualidade do acabamento
da superfície são melhores com esta Segunda passagem que ao furar em pleno materialou em cheio. Uma broca helicoidal de alargar assemelha-se em sua forma exterior à broca helicoidal vulgar, mas esta última não possui ponta. Por meio de três ou quatronavalhas ou gumes e outras tantas faixas de guias helicoidais consegue-se reduzir as
possibilidades de desvio no furo.
Existem brocas de alargar de medida inferior e de medida definitiva. Com as primeiras alargam-se furos que tem de ser depois mandrilados com auxílio de mandris,ao passo que com as segundas se obtém a medida final pretendida.
As brocas helicoidais de alargar não servem apenas para alargar furos previamente
abertos, mas empregam-se ainda para eliminar possíveis defeitos existentes quanto adireção do eixo. Quando o eixo do furo previamente aberto não coincide com o eixo dofuro pretendido, pode a broca de alargar desviar-se em virtude da resistência desigualque encontrem as navalhas. Para evitar o desvio, deve-se alargar o furo por duas ou trêsvezes com brocas de diâmetros diferentes.
3.3.2. ESCAREAMENTO COM BROCAS DE ROMÃ:
As brocas de romã são necessárias para se obterem rebaixos cônicos. O valor doângulo da ponta varia conforme a finalidade desejada, por exemplo para rebarbar 60°,
para rebites de embeber 75° e 90° e para parafusos de cabeça de embeber 90°.
8/8/2019 Mandril Ad or A
http://slidepdf.com/reader/full/mandril-ad-or-a 11/24
8/8/2019 Mandril Ad or A
http://slidepdf.com/reader/full/mandril-ad-or-a 12/24
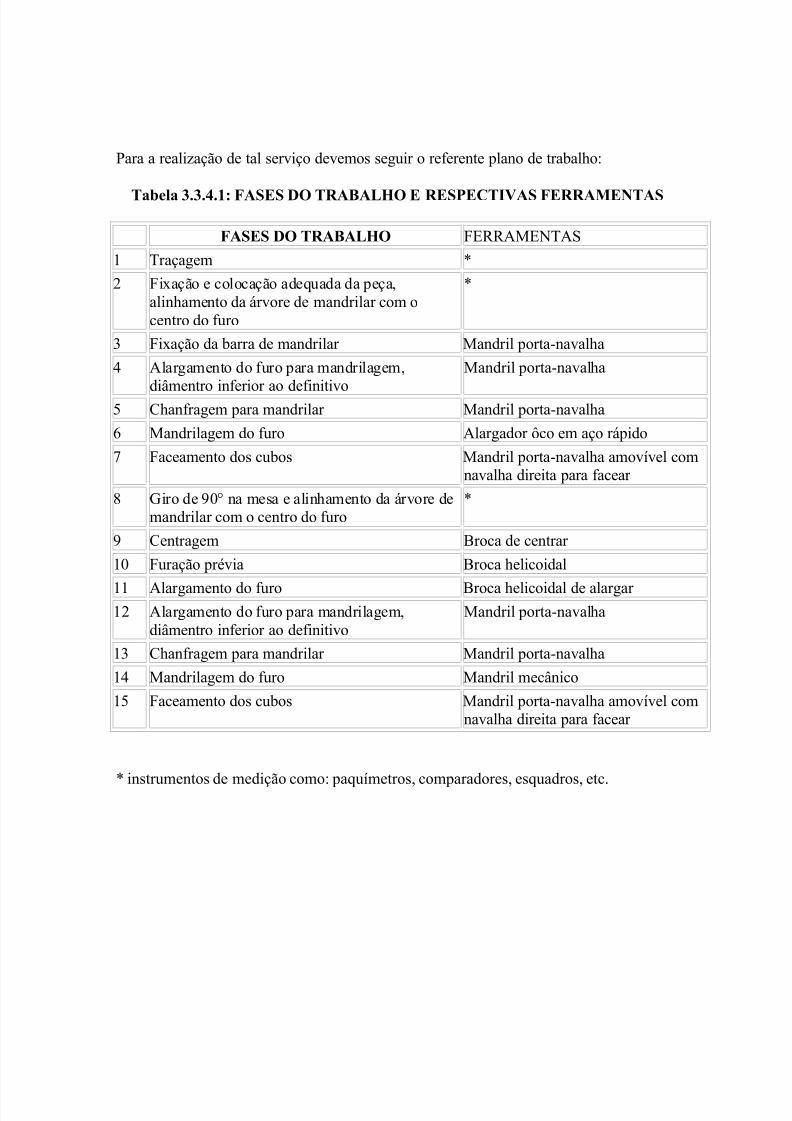
Para a realização de tal serviço devemos seguir o referente plano de trabalho:
Tabela 3.3.4.1: FASES DO TRABALHO E RESPECTIVAS FERRAMENTAS
FASES DO TRABALHO FERRAMENTAS
1 Traçagem *
2 Fixação e colocação adequada da peça,alinhamento da árvore de mandrilar com ocentro do furo
*
3 Fixação da barra de mandrilar Mandril porta-navalha
4 Alargamento do furo para mandrilagem,
diâmentro inferior ao definitivo
Mandril porta-navalha
5 Chanfragem para mandrilar Mandril porta-navalha
6 Mandrilagem do furo Alargador ôco em aço rápido
7 Faceamento dos cubos Mandril porta-navalha amovível comnavalha direita para facear
8 Giro de 90° na mesa e alinhamento da árvore demandrilar com o centro do furo
*
9 Centragem Broca de centrar
10 Furação prévia Broca helicoidal
11 Alargamento do furo Broca helicoidal de alargar 12 Alargamento do furo para mandrilagem,
diâmentro inferior ao definitivoMandril porta-navalha
13 Chanfragem para mandrilar Mandril porta-navalha
14 Mandrilagem do furo Mandril mecânico
15 Faceamento dos cubos Mandril porta-navalha amovível comnavalha direita para facear
* instrumentos de medição como: paquímetros, comparadores, esquadros, etc.
8/8/2019 Mandril Ad or A
http://slidepdf.com/reader/full/mandril-ad-or-a 13/24
3.3.5. CÁLCULO DO TEMPO PRINCIPAL E DO TEMPO DISPONÍVEL PARA FURAR:
3.3.5.1. CÁLCULO DO TEMPO PRINCIPAL AO FURAR:
O tempo principal ou de maquinagem (tp) é o tempo de funcionamento da máquina,isto é, o tempo durante o qual o gume da broca levanta aparas.
Notação:
l = profundidade do furo
L = percurso de trabalho da broca = profundidade do furo + ponta da broca
L = l + 0,3 x d
d = diâmetro da broca em mm
n = número de rotações da broca em rpm
s = avanço da broca em mm/rotação
Avanço/ minuto = s x n
Tempo principal = percurso de trabalho
avanço/ minuto
tp = ___L___ ,em minutos.
s x n
3.3.5.2. CÁLCULO DO TEMPO DISPONÍVEL:
Designa-se por tempo disponível T, o tempo que se concede ao operário para arealização de um trabalho. O tempo disponível T, é composto de tempo parciais edeve ser calculado pela soma destes.
Tr tempos perdidos
Tn tempo acessório
Tp tempo principal
Ttempo
8/8/2019 Mandril Ad or A
http://slidepdf.com/reader/full/mandril-ad-or-a 14/24
disponível
Tr tempo p/ prepa-ração
Tempo de preparação (Tr) tempo empregado na preparação dos utensílios e dosmeios auxiliares, bem como em colocá-los no estado original.
Tempos perdidos (Tr) tempos que surgem de maneira irregular e involuntária.
Tempo acessório ou tempo de manejo (Tn) o tempo que entra em jogoregularmente, mas que não faz parte diretamente do processo de trabalho a realizar.
Tempo principal (Tp) tempo durante o qual se dá um avanço no sentido dedeterminar o trabalho ordenado, como já visto. É a maior fatia do tempo disponível.
3.3.6. NÚMERO DE ROTAÇÕES, AVANÇO E REFRIGERAÇÃO AO
FURAR:
O número de rotações da broca está relacionado com a velocidade de corte ecom o diâmetro da broca. Entende-se por velocidade de corte na operação de furar como o curso do ponto mais exterior do gume ou corte da broca em m/min.
Vale a fórmula,
Vc = π .d .n
1000. , onde:
Vc: corresponde à velocidade de corte em m/min
d: corresponde ao diâmentro do furo
n: corresponde ao número de rotações da ferramenta emrpm
3.3.6.1. AVANÇO:
O avanço expressa-se em mm por cada rotação completa da broca. Do seu valor dependem a espessura do cavaco, a força de avanço necessária e a qualidade do
acabamento da superfície da parede do furo.
8/8/2019 Mandril Ad or A
http://slidepdf.com/reader/full/mandril-ad-or-a 15/24
Determina-se através de valores tabelados o avanço admissível tendo em conta omaterial a furar e o diâmetro da broca.
3.3.6.2. REFRIGERAÇÃO:
Em virtude do calor desenvolvido ao brocar pode perder sua têmpera e causaruma série de danos para a ferramenta e para a peça . Por meio de uma abundanteafluência de líquido refrigerante adequado até a ponta da broca elimina-se o calorexcessivo, aumentando a capacidade de corte da broca e melhora-se a qualidade doacabamento da superfície da parede do furo. Nas tabelas encontramos osrefrigerantes classificados como E (emulsão de óleo para furar), C (óleo de corte erefrigeração) e S (a seco).
* A relação de materiais a serem usinados, diâmetros de brocas e refrigeração adequadaencontram-se tabeladas.
3.3.7. CARACTERÍSTICAS DA FORMAÇÃO DE CAVACO AO FURAR:
Um dos problemas do processo de furação é a evacuação dos cavacos de dentrodo furo. Se os cavacos não forem formados de maneira tal que propiciem sua fácilretirada do interior do furo, eles podem causar entupimento do mesmo, aumentodo momento torsor necessário e a conseqüente quebra da ferramenta.
A quebra de um broca helicoidal dentro de um furo é um problema grave, poisalém da perda da ferramenta, a retirada da broca do interior do furo é, em geral,
uma tarefa demorada e que, muitas vezes leva à rejeição da peça. Se se levar emconta que um furo é normalmente um pequeno detalhe de uma peça bem maior, talrejeição pode representar perda substancial.
Assim, é fundamental induzir a formação de cavacos que tenham a forma tal quesejam de fácil remoção do furo. Se o cavaco formado for em fita, será muito difícilextraí-lo do furo.
Cavacos helicoidais ou em lascas são os que mais facilmente podem serremovidos dos furos.
A remoção de cavaco pode ainda ser auxiliada pela utilização de um ciclo de furaçãoque retire frequentemente a broca de dentro do furo durante o processo de corte (e quegera tempos passivos extras) e ou pelo insuflamento de fluído de corte sob pressãodiretamente no fundo do furo, através de canais especialmente construídos na broca
para tal fim. O crescimento do avanço facilita a quebra e, conseqüentemente, a remoçãodo cavaco de dentro do furo. Existe um limite no crescimento do avanço, acima dedeterminado valor, a avanço pode causar a quebra da broca ou a paralização do avançoda máquina.
A velocidade de corte diminui à medida que se encaminha da periferia para o centroda broca, já que ela depende do diâmetro. Assim, quando os materiais dúteis são furados
em cheio (sem pré-furação), a formação da aresta postiça de corte (APC) na
8/8/2019 Mandril Ad or A
http://slidepdf.com/reader/full/mandril-ad-or-a 16/24
vizinhança do centro da broca é inevitável. A formação do APC se dá quando se tem baixas temperaturas de corte, ou seja, baixas velocidades de corte.
A utilização de velocidade de corte baixa pode gerar a formação da APC numa porção maior do diâmetro da broca. Por outro lado o aumento da velocidade para
minimizar a formação da APC, gera maiores desgastes na ferramenta, já que avizinhança da periferia da broca, que antes do aumento da velocidade já não formavaAPC, agora passa a se desgastar mais rapidamente. Existem brocas com pastilhas demetal duro, feitas de material e geometria adequada para as condições do corte na regiãocorrespondente a sua colocação, além disso estas pastilhas possuem quebra cavaco nasua superfície de saída o que facilita a expulsão do cavaco da região de corte.
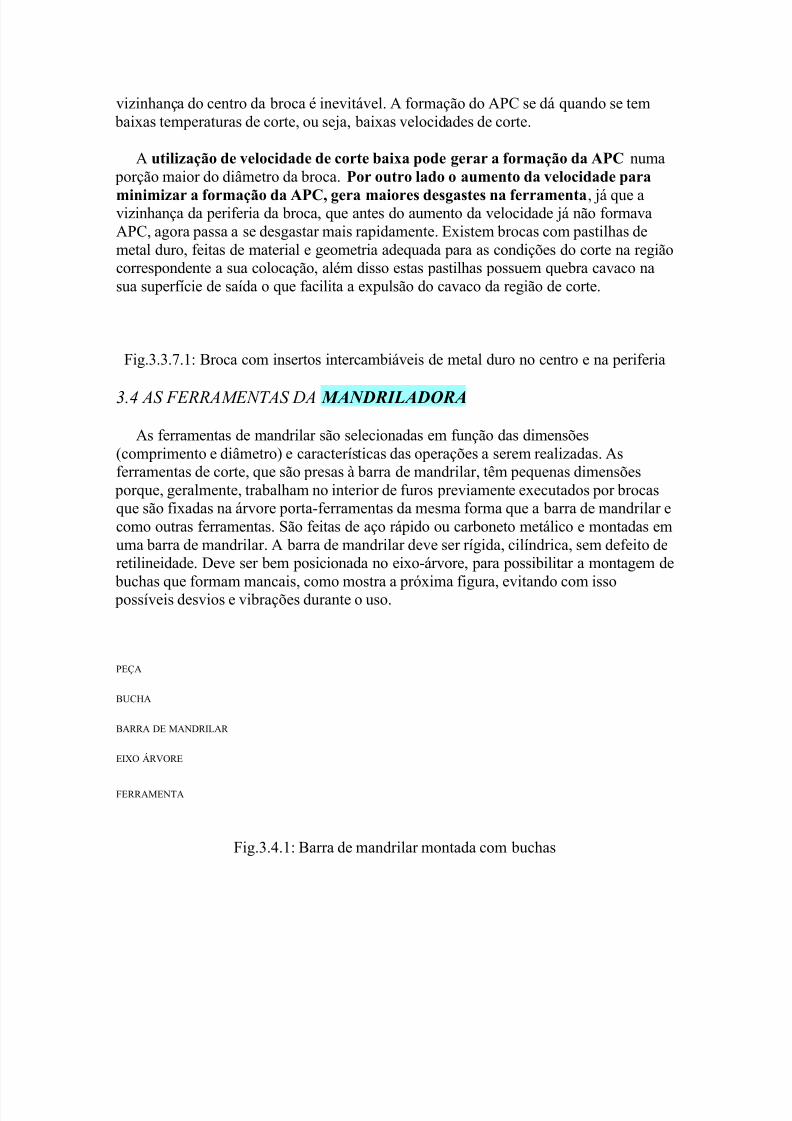
Fig.3.3.7.1: Broca com insertos intercambiáveis de metal duro no centro e na periferia
3.4 AS FERRAMENTAS DA MANDRILADORA
As ferramentas de mandrilar são selecionadas em função das dimensões(comprimento e diâmetro) e características das operações a serem realizadas. Asferramentas de corte, que são presas à barra de mandrilar, têm pequenas dimensões
porque, geralmente, trabalham no interior de furos previamente executados por brocasque são fixadas na árvore porta-ferramentas da mesma forma que a barra de mandrilar ecomo outras ferramentas. São feitas de aço rápido ou carboneto metálico e montadas emuma barra de mandrilar. A barra de mandrilar deve ser rígida, cilíndrica, sem defeito deretilineidade. Deve ser bem posicionada no eixo-árvore, para possibilitar a montagem de
buchas que formam mancais, como mostra a próxima figura, evitando com isso possíveis desvios e vibrações durante o uso.
PEÇA
BUCHA
BARRA DE MANDRILAR
EIXO ÁRVORE
FERRAMENTA
Fig.3.4.1: Barra de mandrilar montada com buchas
8/8/2019 Mandril Ad or A
http://slidepdf.com/reader/full/mandril-ad-or-a 17/24
Fig.3.4.2: Detalhe apenas da barra de mandrilar e uma ferramenta de corte sendo
acoplada ao seu corpo.
3.4.1. FERRAMENTAS DE CORTE:
São hastes com pastilhas soldadas de corte simples, usadas para desbastar. Sãoacopladas a barra de mandrilar onde trabalha recebendo o movimento de rotaçãodiretamente da barra.
Fig.3.4.1.1: Ferramenta de corte acoplada a barra de mandrilar
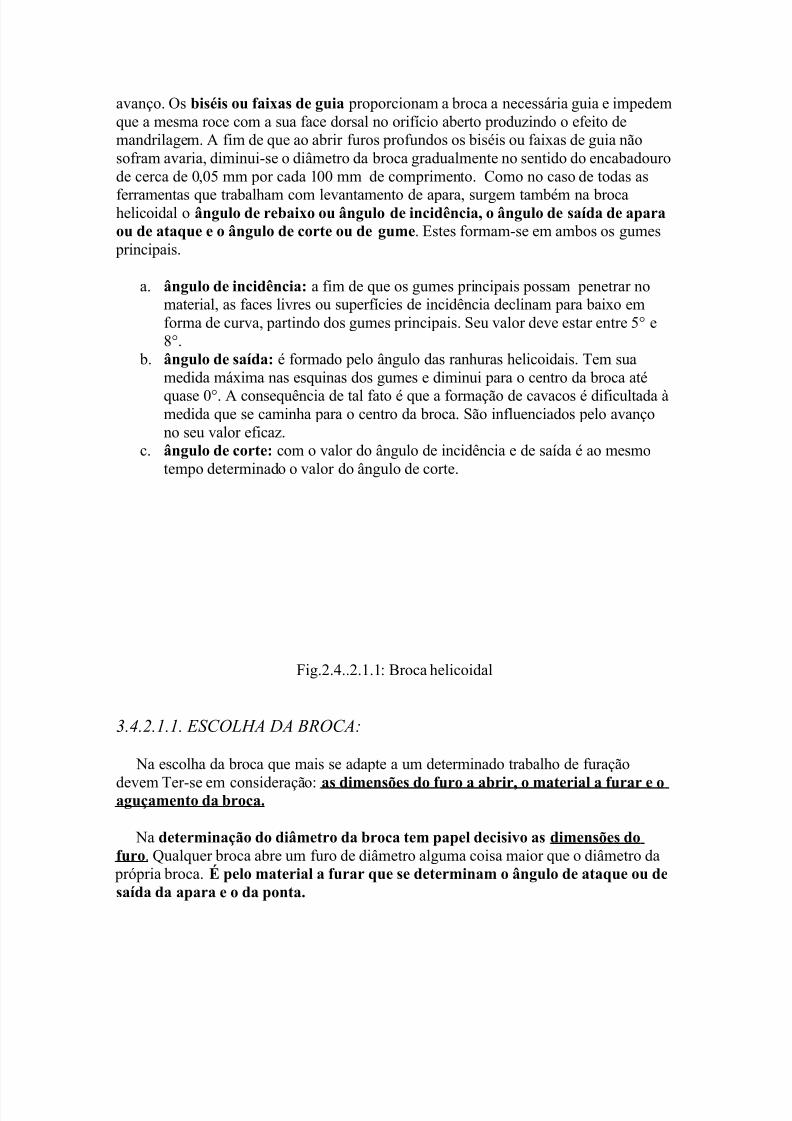
De acordo com o perfil desejado na peça dispomos de muitos modelos deferramentas, abaixo alguns modelos e suas respectivas aplicações:
Fig.3.4.1.2: Modelos de ferramentas de corte
TABELA 3.4.1.1: DESCRIÇÃO DOS ITENS INDICADOS NA FIGURA 3.4.1.2
N° FUNÇÃO N° FUNÇÃO1 Alisar e passe fino 12 Roscar – para roscas quadrada, redonda e
trapezoidal
2 Desbaste e passe grosso 13 Roscar para roscas triangulares 55° e 60°
3 Desbaste para ambos os lados 14 Roscar interno triangular 55° e 60°, roscasquadrada, redonda e trapezoidal
4 Desbaste à direita 15 Alisado para bronze
5 Desbaste à esquerda 16 Raio interno à direita
6 Tornear interno à direita – para furos
grandes e passantes
17 Raio externo à esquerda
8/8/2019 Mandril Ad or A
http://slidepdf.com/reader/full/mandril-ad-or-a 18/24
7 Tornear interno à esquerda – para furos pequenos e não passantes
18 Raio duplo
8 Facear à direita 19 Raio externo à direita
9 Facear à esquerda 20 Raio interno à esquerda
10 Rebaixar ou sangrar 21 Sangrar ou bedame11 Ferramenta universal
Existem também lâminas de corte duplo, semelhante à já vista broca de navalhasamovíveis direitas, são utilizadas para fazer rebaixos internos de furos:
Fig.3.4.1.3: Lâmina de corte
3.4.2. FERRAMENTAS ESPECÍFICAS PARA EXECUÇÃO OU TRABALHO EM FUROS:
Para furar utiliza-se principalmente a broca helicoidal. Mas a par desta existeainda, para as diversas finalidades, um grande número de brocas especiais.
As brocas são fabricadas em aço de ferramenta e aço de corte rápido ou açopara ferramentas de grande velocidade ou seja o aço rápido e o aço super rápido.Para furar materiais muito duros e fortemente abrasivos empregam-se brocas denavalha de metal duro.
3.4.2.1. BROCAS HELICOIDAIS:
Para a sua fixação na máquina servimo-nos do seu encabadouro. Este pode ser cilíndrico ou cônico. A parte cortante recebe a sua forma fundamental graças a duasranhuras de forma helicoidal.
A seção de material que resta entre essas duas ranhuras denomina-se alma ou núcleoda broca. Os dois gumes principais formam-se mediante aguçamento da ponta entre asduas faces livres ou superfícies de incidência encontra-se o gume transversal que forma,com os dois gumes principais, o ângulo dos gumes transversais. O gume transversal
não corta, antes rasga unicamente. Comprime o material para fora do centro do furo áfrente dos gumes principais e consome assim aproximadamente 40% do esforço do
8/8/2019 Mandril Ad or A
http://slidepdf.com/reader/full/mandril-ad-or-a 19/24
avanço. Os biséis ou faixas de guia proporcionam a broca a necessária guia e impedemque a mesma roce com a sua face dorsal no orifício aberto produzindo o efeito demandrilagem. A fim de que ao abrir furos profundos os biséis ou faixas de guia nãosofram avaria, diminui-se o diâmetro da broca gradualmente no sentido do encabadourode cerca de 0,05 mm por cada 100 mm de comprimento. Como no caso de todas as
ferramentas que trabalham com levantamento de apara, surgem também na brocahelicoidal o ângulo de rebaixo ou ângulo de incidência, o ângulo de saída de aparaou de ataque e o ângulo de corte ou de gume. Estes formam-se em ambos os gumes
principais.
a. ângulo de incidência: a fim de que os gumes principais possam penetrar nomaterial, as faces livres ou superfícies de incidência declinam para baixo emforma de curva, partindo dos gumes principais. Seu valor deve estar entre 5° e8°.
b. ângulo de saída: é formado pelo ângulo das ranhuras helicoidais. Tem suamedida máxima nas esquinas dos gumes e diminui para o centro da broca até
quase 0°. A consequência de tal fato é que a formação de cavacos é dificultada àmedida que se caminha para o centro da broca. São influenciados pelo avançono seu valor eficaz.
c. ângulo de corte: com o valor do ângulo de incidência e de saída é ao mesmotempo determinado o valor do ângulo de corte.
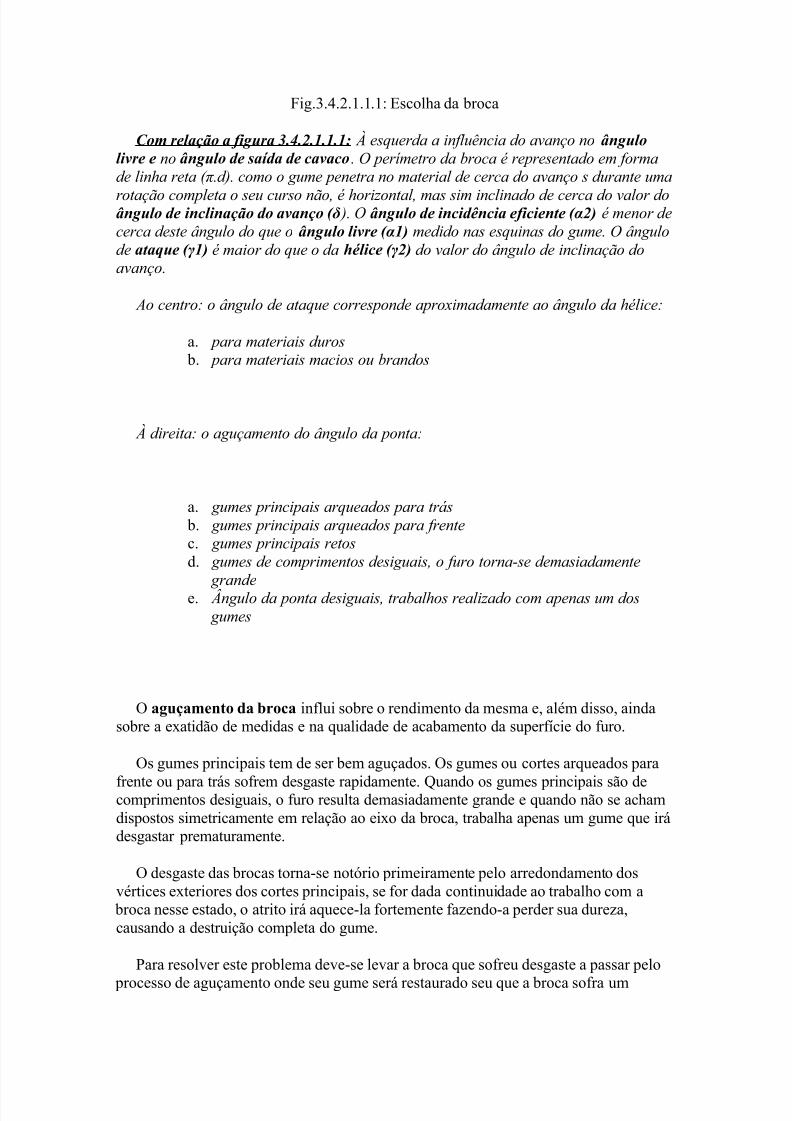
Fig.2.4..2.1.1: Broca helicoidal
3.4.2.1.1. ESCOLHA DA BROCA:
Na escolha da broca que mais se adapte a um determinado trabalho de furação
devem Ter-se em consideração: as dimensões do furo a abrir, o material a furar e oaguçamento da broca.
Na determinação do diâmetro da broca tem papel decisivo as dimensões dofuro. Qualquer broca abre um furo de diâmetro alguma coisa maior que o diâmetro da
própria broca. É pelo material a furar que se determinam o ângulo de ataque ou desaída da apara e o da ponta.
8/8/2019 Mandril Ad or A
http://slidepdf.com/reader/full/mandril-ad-or-a 20/24
8/8/2019 Mandril Ad or A
http://slidepdf.com/reader/full/mandril-ad-or-a 21/24
aquecimento excessivo.
Fig.3.4.2.1.1.2: Seção de uma broca helicoidal de correção ,estas são usadas paracorrigir deformações, como ovalização, conicidade e retilineidade, e na operação de pré-
alargamento de furos de até 100 mm;
3.4.2.2. BROCA PARA FUROS PROFUNDOS:
Também chamada de broca canhão é apropriada para a realização de furosprofundos e rigorosos. Trabalha com um só gume.
Fig.3.4.2.2.1: Broca para furos profundos demonstrado em corte na peça
3.4.2.3. BROCA DE PONTO OU DE CENTRAR:
Utiliza-se quando os furos precisam ficar com o fundo chato. Possui uma pontaque serve de guia.
Fig3.4.2.3.1: Broca de ponto
3.4.2.4. BROCA OCA:
Recorta um núcleo do material, emprega-se preponderantemente em máquinasde furar especiais.
Fig.3.4.2.4.1: Furação com broca oca: a) broca oca, b) navalhas ou gumes, c) núcleo oualma
3.4.2.5. BROCA DE RECORTAR:
Serve para sangrar discos, com a navalha de furar podem se alargarfuros.
Fig.3.4.2.5.1: Broca de sangrar discos ou de recortar
Fig3.4.2.5.2: Alargamento de um furo com navalha de furar: a) navalha de furar, b)
bucha de alargar furos para aperto c) e ajustamento d) da navalha de furar
8/8/2019 Mandril Ad or A
http://slidepdf.com/reader/full/mandril-ad-or-a 22/24
3.4.2.6. ESCAREADORES E REBAIXADORES:
Usados no trabalho de alojamento e rebaixo de furos previamenteexecutados por brocas comuns.
Fig.3.4.2.6.1: escareador (E) e rebaixador (D)
3.4.2.7. ALARGADORES:
São usados para calibrar furos, deixando-os com o acabamento superficial e as
dimensões finais.
Fig.3.4.2.7.1: alargador fixo
Fig.3.4.2.7.2: alargador cônico, usados para alargar superfícies cônicas internas. Essesalargadores podem ser de desbaste (E) e de acabamento (D).
3.5. SISTEMA MODULAR:
8/8/2019 Mandril Ad or A
http://slidepdf.com/reader/full/mandril-ad-or-a 23/24
As paradas de máquina para troca de ferramentas representam tempo ocioso quereflete nos custos de produção. Atualmente, um novo conceito em ferramentas demandrilamento é utilizado na indústria, em que um sistema modular de ferramentalpermite reduzir o tempo
gasto nas trocas de ferramentas, mantendo a exatidão no trabalho.
O sistema modular possibilita dispor de um conjunto de ferramentas com partesmodulares intercambiáveis. O único componente específico de máquina em todo essearranjo é o adaptador de fuso. Para operar com esse sistema, reúnem-se blocoselementares de dispositivos, como extensões, reduções, diferentes cabeçotes demandrilar e acessórios.
Barras
adaptadoras
Adaptadores intercambiáveis
Adaptadores básicos
Fig.3.5.1: Esquema - sistema modular
4. CONCLUSÃO
Pode-se concluir com este estudo que a mandriladora é uma máquina muitoversátil capaz de realizar operações que caracterizam outras máquina operatrizes etambém de iniciar e concluir um serviço do desbaste ao acabamento, sendo possível
que em certos casos não se retire a peça da mesa da mandriladora enquanto setrabalha sobre ela.
A mandriladora é muito usada em indústrias de grande porte como a indústrianaval, por exemplo, onde a mesa da máquina pode chegar aos 6 metros decomprimentos em não raros casos podendo ser até maior do que isso. Este fato nãoimpede que para produções de peças menores seu uso não seja solicitado, ao contrário amandriladora é muito explorada para trabalhos em superfícies cilíndricas equando se deseja trabalhos com furos, sendo estes dos mais variados portes.
8/8/2019 Mandril Ad or A
http://slidepdf.com/reader/full/mandril-ad-or-a 24/24
5. BIBLIOGRAFIA
-Site: www.cimm.com.br
-Site: www.ufrgs.br/ndsm
- Site: www.google.com.br
- Site: www.bibvirt.futuro.usp.br/textos/ (TELECURSO 2000)
- Portal CAPES
- ANSELMO EDUARDO DINIZ, FRANCISCO CARLOS MARCONDES, NIVALDO
LEMOS COPPINI - Tecnologia da Usinagem dos Materiais
- VICENTE CHIAVERINI – Tecnologia Mecânica
- LAWRENCE E. DOYLE - Processos de Fabricação e Materiais para Engenheiros





























