Embed Size (px)
DESCRIPTION
http://huvema.nl/images/stories/catalogue/metaalbewerking/zaagmachines/16302//manual/manual-16302-en.pdf
Citation preview

Gebruiksaanwijzing NL
Operation manual GB
Bedienungsanleitung D
HU 210 CSO Vario

1
2 3

4 5
6 7
8 9

10 11
12 13
14 15
16 17

18

19

20

21

22
23

-10-
Bandzaagmachine HU 210 CSO Vario 1. Algemene veiligheidsvoorschriften N.B.: Lees de handleiding zorgvuldig door teneinde problemen te voorkomen. Zoals bij alle machines zijn ook aan deze machine tijdens het uitvoeren van werkzaamheden gevaren verbonden. Een juiste bediening beperkt deze risico's. Bij het niet naleven van de veiligheidsvoorschriften zijn risico's onvermijdelijk. Houd u aan de algemene veiligheidsvoorschriften, voor zover van toepassing. De constructie van de machine mag op geen enkele manier gewijzigd worden. Indien dit toch gebeurt, geschiedt dit volledig op eigen risico van de gebruiker. Voor bepaalde onbeantwoorde vragen kunt u contact opnemen met uw dealer. 1. Lees de handleiding zorgvuldig door, alvorens met de machine te gaan werken. 2. Beveiligingen e.d. op hun plaats houden / niet verwijderen. 3. Elektrisch aangedreven machines uitgerust met een stekker dienen altijd op een geaard stopcontact te
worden aangesloten. 4. Losse hendels of bedieningssleutels dienen altijd te worden verwijderd. Maak er een gewoonte van om de
machine altijd vóór gebruik te controleren. 5. Houd de werkplek schoon. Een rommelige werkplek werkt risicoverhogend. 6. De machine mag niet in een gevaarlijke omgeving worden opgesteld, d.w.z. niet in vochtige of natte
ruimten. Stel de machine eveneens niet bloot aan regen. Zorg voor een goede verlichting op de werkplek. 7. Houd kinderen en onbevoegden van de machine verwijderd. Zij dienen altijd op een veilige afstand van de
machine te worden gehouden. 8. Zorg ervoor dat de werkplaats niet kan worden betreden door onbevoegden. Breng veiligheidssloten aan
in de vorm van schuifsloten, afsluitbare hoofdschakelaars e.d. 9. De machine mag nimmer overbelast worden. De capaciteit van de machine is het grootst wanneer deze
op de juiste manier belast wordt. 10. Gebruik de machine uitsluitend voor die werkzaamheden waarvoor ze is gemaakt. 11. Draag de juiste werkkleding. Draag geen loshangende kleding, handschoenen, halsdoeken, ringen,
kettingen, armbanden of sieraden. Deze kunnen in draaiende delen grijpen. Draag schoeisel met rubberzolen. Draag een haarnetje in geval van lang haar.
12. Draag altijd een veiligheidsbril en ga te werk volgens de veiligheidsvoorschriften. Bij stoffige werkzaamheden is een stofmasker raadzaam.
13. Maak werkstukken altijd goed vast middels een machineklem of een spaninrichting. Dit houdt beide handen vrij voor de bediening van de machine.
14. Houd te allen tijde uw balans. 15. Houd de machine altijd in optimale conditie. Houd hiertoe de snijvlakken scherp en schoon. Lees de
handleiding zorgvuldig door en houd u aan de instructies voor reinigen, smeren en wisseling van gereedschap.
16. Vóór ingebruikneming dient men ervoor te zorgen dat de oliereservoirs voldoende gevuld zijn! 17. Trek de stekker uit het stopcontact alvorens onderhoudswerkzaamheden of vervanging van onderdelen
aan de machine uit te voeren. 18. Maak uitsluitend gebruik van de voorgeschreven toebehoren. Zie handleiding. Het gebruik van
oneigenlijke accessoires kan bepaalde risico's met zich meebrengen. 19. Zorg ervoor dat de machine niet plotseling kan starten. Controleer altijd of de aan-/uitschakelaar op UIT
(OFF) staat. 20. Ga nooit op de machine of het gereedschap staan. De machine kan omvallen of in aanraking met het
snijgereedschap komen. 21. Controleer op beschadigde onderdelen. Indien er sprake is van beschadigde delen, dient u deze
onmiddellijk te vervangen of te repareren. 22. Laat de machine nooit onbeheerd achter terwijl ze loopt. Schakel de machine altijd uit, doch pas nadat ze
tot volledige stilstand gekomen is. 23. Alcohol, medicijnen, drugs. De machine mag nooit worden bediend wanneer u onder invloed van deze
middelen bent.

-11-
24. Zorg ervoor dat de machine spanningloos is, alvorens werkzaamheden uit te voeren aan de elektrische uitrusting, motor e.d.
25. Originele verpakking bewaren i.v.m. transport c.q. verplaatsing van de machine. 26. De machine mag niet worden gebruikt indien beschermkappen of andere veiligheidsinrichtingen zijn
verwijderd. Indien beschermkappen bij transport (bijv. bij reparatie) worden verwijderd moet men deze vóór (hernieuwde) ingebruikneming van de machine weer op de juiste wijze bevestigen.
Extra veiligheidsvoorschriften Denk er steeds aan dat: - bij onderhouds- en reparatiewerkzaamheden de machine "UIT" moet staan en de machine spanningsloos zijn, - ingespannen werkstukken uitsluitend bij een uitgeschakelde machine opgemeten mogen worden. Ga niet over de machine heen hangen, let op bij loshangende kleding, stropdassen, hemdsmouwen, sieraden e.d. en draag een haarnetje. Verwijder geen beveiligingen of beschermkappen van de machine (werk nooit met een openstaande beschermkap). Bij het werken met grof materiaal dient er gebruik te worden gemaakt van een veiligheidsbril. Bramen dienen uitsluitend met een handveger e.d. te worden verwijderd, doe dit nooit met de handen. Laat de machine nooit onbeheerd achter. 2. Extra veiligheidsvoorschriften Deze machine is ontworpen in overeenstemming met algemene veiligheidsvoorschriften om ongelukken te voorkomen. Verkeerd gebruik van en/of saboteren van de veiligheidsvoorzieningen ontheft de leverancier van alle verantwoordelijkheid.
2.1 Aanwijzingen voor de operateur - Controleer of het voltage dat vermeld is op de motor van de machine, overeenkomt met het voltage van
de stroombron. - Controleer de werking van de stroomtoevoer en de aarding. De geel/groene kabel is de aardleiding. - Het aansluiten van de machine op de stroomtoevoer en alle overige werkzaamheden aan het elektrische
gedeelte moeten worden uitgevoerd door een erkend elektromonteur. - Als de zaagarm omhoog bewogen is of verticaal staat, mag het zaagblad niet lopen. - Alleen het gebied rond het zaagblad waar wordt gezaagd mag onbeschermd zijn. Verstel de
geleiderarmen om de beschermkap te verstellen. - De machine mag niet worden gebruikt zonder de beschermkappen. - Koppel de machine altijd los van de stroomtoevoer bij het verwisselen van zaagbladen of het uitvoeren
van onderhoudswerkzaamheden of reparaties. - Plaats uw handen of armen nooit in het werkgebied terwijl de machine in bedrijf is. - Verplaats de machine niet tijdens het zagen. - Houd de omgeving van de machine en het werkgebied vrij van gereedschappen of andere voorwerpen. - Voer slechts één handeling tegelijkertijd uit. Pak nooit verschillende dingen tegelijkertijd vast. Houd uw
handen schoon en droog om te voorkomen dat voorwerpen uit uw handen glippen. - Zorg voor voldoende belichting bij alle handelingen, om de kans op ongelukken te beperken. 2.2 Elektrische installatie - De elektrische installatie is uitgevoerd conform EN 60204-1, met inbegrip van de aanvullingen in IEC 204-
1 (1992). - De elektrische installatie biedt bescherming tegen elektrische schokken als gevolg van direct of indirect
contact. De geleidende onderdelen van deze machine zijn ondergebracht in een behuizing die met schroeven is vastgezet. De behuizing kan alleen met behulp van gereedschap worden verwijderd. De stuurstroomkring wordt gevoed door een laagspanning (24V). De elektrische installatie is beschermd tegen waterspatten en stof.
- De machine is beschermd tegen kortsluiting door middel van zekeringen en een aardverbinding. De motor is thermisch beveiligd tegen overbelasting.
- In geval van een stroomonderbreking kan de machine alleen opnieuw worden gestart door de startknop in te drukken.
- De machine is getest conform punt 20 van EN 60204.

-12-
2.3 Noodvoorzieningen - In geval van bedieningsfouten of in gevaarlijke situaties moet u de machine onmiddellijk stoppen door de
rode noodstopknop in te drukken. - Als het wieldeksel per ongeluk of met opzet geopend wordt, zorgt een veiligheidsschakelaar ervoor dat de
machine gestopt wordt.
NB Als de noodstopknop is gebruikt, kunt u de machine alleen opnieuw starten door op de startknop te drukken.
3. Kenmerken Motorvermogen 1.1 kW Afmetingen zaagblad 20x0.9x2110 mm Zaagsnelheid 35 / 80 m/min Afmetingen 1500x800x1620 mm Gewicht 156 kg Wijzigingen voorbehouden. 4. Gebruiksvoorschriften Lees de veiligheidsvoorschriften zorgvuldig door en houd u hieraan. Bestudeer de toepassingsmogelijkheden en beperkingen van de machine en wees alert op mogelijke gebruiksrisico's.
Draag altijd een veiligheidsbril.
5. Afmetingen, transport, installatie en ontmanteling van de machine 5.1 Afmetingen machine Afbeelding 1 5.2 Transport De machine moet worden verplaatst in een krat met behulp van een heftruck. Als de machine niet in een krat is verpakt, moet u een hijsinstallatie gebruiken. Bevestig de hijskabels zoals aangegeven in afbeelding 2. 5.3 Minimumeisen voor de werkomgeving - Het voltage en de frequentie van de stroombron moeten overeenstemmen met die van de motor. - De temperatuur van de omgeving moet liggen tussen de -10° C en +50° C. - De relatieve luchtvochtigheid mag niet hoger zijn dan 90%. 5.4 De machine installeren Plaats de machine op een stevige betonnen ondergrond. Houd rond de machine minimaal 800 mm afstand tot de muur. Veranker de machine in de bodem zoals aangegeven in afbeelding 3. Gebruik ankerschroeven en centerpennen om de machine te verankeren. Zorg ervoor dat de machine waterpas staat. 5.5 Montage De machine wordt gedeeltelijk gemonteerd geleverd. U moet de volgende accessoires nog zelf monteren: - de stang van de lengteaanslag - de rol en arm voor de materiaalaanvoer

-13-
5.6 De machine buiten werking stellen Als de machine voor langere tijd niet wordt gebruikt, is het raadzaam om de machine als volgt buiten werking te stellen: - Koppel de machine los van de stroomtoevoer. - Ontspan het zaagblad. - Maak de veer van de zaagarm los. - Maak het koelmiddelreservoir schoon. - Reinig de machine en smeer deze. - Dek de machine zonodig af. 5.7 Ontmanteling (Bij het verstrijken van de economische levensduur of als de machine overbodig geworden is) Algemene voorschriften
Als de machine afgedankt moet worden of gesloopt, moet u het materiaal afvoeren en verwerken al naargelang de materiaalsoort en het componenttype:
1. Gietijzer en ferrometalen zijn ruwe materialen die u naar een smelterij kunt brengen voor omsmelten, nadat eventuele andere stoffen verwijderd zijn (zie punt 3).
2. Elektrische onderdelen, zoals kabels en andere componenten (magneetstrips etc.) moet u verwerken volgens de plaatselijke voorschriften.
3. Oude mineralen en synthetische en/of gemengde oliën, waterhoudende oliën en vetten, worden beschouwd als chemisch afval en moet u inleveren en laten verwerken door een speciale afvalverwerkingsdienst.
NB De plaatselijke voorschriften kunnen afwijken of in de loop der tijd veranderen. Informeer bij uw leidinggevende naar de meest recente voorschriften en houd u daaraan.
6. Bedieningselementen 6.1 Zaagarm De zaagarm bestaat uit een aandrijfeenheid (motor met tandwieloverbrenging of variator, zaagwielen) en voorzieningen voor de zaagbladspanning en zaaggeleiding (verstelbare zaagarmen, geleiderblokken). 6.2 Bedieningselementen Afbeelding 4
A. Hoofdschakelaar F. Knop instellen zaagsnelheid B. Spanningslampje G. Keuze schakelaar handmatige/hydraulische rem C. Lamp zaagblad actief H. Aan/uitschakelaar D. Startknop T. Bladspanningsmeter (optie) E. Noodstop 6.3 De klem gebruiken Afbeelding 5
Gebruik de klem als volgt: - Plaats het werkstuk tussen de klembekken en laat het rusten op de vaste bek. - Draai handwiel (J) naar rechts om de losse bek het werkstuk te laten klemmen. - Draai het handwiel (J) naar links om los te maken. - Hendel (H) kan worden gebruikt om snel het werkstuk te klemmen en los te laten door een kleine ruimte
tussen klem en werkstuk open te laten. Draai de hendel (I) naar links om te klemmen, naar rechts om vrij te geven.

-14-
6.4 Verstekzagen Afbeelding 6
De zaagarm in verstek plaatsen: - De arm kan tot 60° in verstek gezet worden. - Maak de hendel (K) los door deze naar links te duwen. - Verdraai de zaagarm naar de gewenste hoek aan de hand van de gradenverdeling. - Klem de hendel (K) door deze naar rechts te duwen.. 6.5 Het onderstel Het onderstel dient als voet en als bevestigingspunt voor de zaagarm (de in verstek verstelbare arm met blokkeersysteem), de klem, de lengteaanslag, de aanvoergeleider en de terugloopplaat voor het koelmiddel. In het onderstel bevinden zich het koelmiddelreservoir en de koelpomp. 6.6 Een bewerking uitvoeren Afbeelding 4, 7 en 8
De belangrijkste onderdelen van de machine moeten in optimale conditie zijn voordat met de bewerking wordt begonnen. De hoofdschakelaar is voorzien van een opening voor een hangslot. De machine kan daarmee worden vergrendeld omwille van de veiligheid of om misbruik door onbevoegden te voorkomen.
De machine is uitgerust met een hydraulisch remsysteem en een afstelinrichting voor de zaagarmdruk. Hierdoor is zowel handmatig als semi-automatisch zagen mogelijk. HANDMATIGE BEDIENING - Sluit de toevoerhendel voor de hydraulische vloeistof (V) door deze naar rechts te draaien. - Draai de controleknop (U) om de hydraulische vloeistofstroom te stoppen. Dit voorkomt dat de zaagarm
naar beneden valt wanneer het hydraulische regelsysteem geopend is. - Verminder de druk van de zaagslag. Draai de vleugelmoer (W) naar rechts om de veerspanning te
vergroten, indien noodzakelijk. - Plaats het werkstuk en klem het goed vast. - Plaats de hoofdschakelaar (A) in de 'aan’-stand. Controleer of de waarschuwingslamp (B) brandt. - Stel de zaagsnelheid middels schakelaar F in. - Plaats schakelaar G in de handmatige modus voor handmatige bediening. - Hou de hendel H stevig vast. - Open de hendel (V) door deze naar links te draaien. - Stel de hoeveelheid hydraulische vloeistof in door de knop U naar links te draaien, tot de gewenste
daalsnelheid is bereikt. - Druk op de schakelaar H op de hendel om het zaagblad te starten. Laat de zaagarm dalen om met de
bewerking te beginnen. - Wanneer de zaagarm de onderste positie bereikt, wordt de microschakelaar geactiveerd en het zaagblad
stopt. - Blijf de hendel vasthouden om zo de zaagarm zelf naar de beginpositie terug te brengen. - Sluit de hendel (V). - De bewerking is nu gereed. Verplaats het werkstuk om met de volgende bewerking te beginnen. SEMI-AUTOMATISCHE BEWERKING Waarschuwing Wanneer de knop U en de hendel V niet volledig worden gesloten, kan dit leiden tot ernstig letsel. De zaagarm kan plotseling naar beneden vallen wanneer de veerspanning wordt gewijzigd.
- Sluit de toevoerhendel voor de hdyraulische vloeistof (V) door deze naar rechts te draaien. - Draai de controleknop (U) om de hydraulische vloeistofstroom te stoppen. Dit voorkomt dat de zaagarm
naar beneden valt wanneer het hydraulische regelsysteem geopend is. - Vergroot de druk van de zaagarm door de vleugelmoer (W) naar links te draaien om de veerspanning te
verminderen, indien noodzakelijk. - Plaats het werkstuk en klem het goed vast.

-15-
- Plaats de hoofdschakelaar (A) in de 'aan’-stand. Het waarschuwingslampje voor de spanning (B) moet nu branden.
- Stel de zaagsnelheid middels schakelaar F in. - Gebruik schakelaar G om de hydraulische modus te kiezen. - Druk op startknop D, de koelinrichting moet geactiveerd worden. - Open de hendel (V) door deze naar links te draaien. - Draai de knop U voorzichtig naar links om de daalsnelheid van de zaagarm te regelen. - Wanneer de zaagarm de onderste positie bereikt, wordt de microschakelaar geactiveerd en het zaagblad
stopt. - Blijf de hendel vasthouden en til de zaagarm op tot de juiste hoogte (net boven het werkstuk) op om zo de
tijd te verkleinen die de zaagarm nodig heeft om het werkstuk te bereiken. - Sluit de hendel (V). - De bewerking is nu gereed. Verplaats het werkstuk om met de volgende bewerking te beginnen. In geval van nood Druk op de noodstop (E) om de machine compleet uit te schakelen. Pas als de noodsituatie opgelost is, mag u de machine weer inschakelen. Draai daartoe de noodstopknop linksom. De knop zal dan omhoog komen en u kunt de bewerking opnieuw starten.
Voor de zaagrichting, zie afbeelding 15. 7. Bedieningsvoorschriften 7.1 Aanbevelingen en tips voor gebruik Deze machine is geschikt voor het zagen van metalen werkstukken met uiteenlopende vormen en profielen, zoals gebruikelijk in werkplaatsen, draaierijen en bij algemene constructiewerkzaamheden. - De machine moet door één persoon worden bediend. De juiste positie en houding voor de operateur ziet u
in afbeelding 9. - Controleer vóór aanvang van een bewerking of het werkstuk goed is geklemd in de spanklem en goed
wordt ondersteund. - Afbeelding 10 toont de aanbevolen methoden om werkstukken in te spannen. Houd daarbij altijd rekening
met capaciteit van de machine, om efficiënt te werken en slijtage van het zaagblad te beperken. - Gebruik alleen zaagbladen met de juiste afmetingen voor de machine. - Als het zaagblad vastloopt in het werkstuk, moet u de machine meteen uitschakelen met de noodstop.
Open langzaam de klem, verwijder het werkstuk en controleer of er tanden van het zaagblad zijn afgebroken. Als dat het geval is, moet u het zaagblad vervangen.
8. Afstellen 8.1 De zaagbladspanning afstellen Een juiste zaagbladspanning is belangrijk voor een goede werking van de machine. De zaagdruk moet liggen tussen de 700 en 900 kg. Dit kunt u controleren met een spanningsmeter. U kunt de zaagbladspanning als volgt afstellen zonder een spanningsmeter te gebruiken (zie afbeelding 4): - Koppel de machine weer los van de stroomtoevoer. - Leg het zaagblad om de wielen en plaats het tussen de rollagers van de zaaggeleiding. - Span het zaagblad voldoende om ervoor te zorgen dat het niet doorzakt tussen de zaagbladwielen. - Draai het handwiel voor de zaagbladspanning (J) 1¾ tot 2 omwentelingen rechtsom. Test de spanning
door met uw duim tegen de platte zijde van het zaagblad te duwen. Bij een juiste spanning buigt het zaagblad 2-3 mm door.
- Als het zaagblad is omgelegd, sluit u het wieldeksel en sluit u de machine weer aan op de stroomtoevoer. Laat de machine vervolgens 2-3 minuten draaien, zodat het zaagblad kan inlopen.
- Koppel de machine weer los van de stroomtoevoer. Open het wieldeksel en ontspan het zaagblad totdat het net doorzakt.
- Span het zaagblad totdat het recht tussen de wielen loopt en niet meer doorzakt.

-16-
- Draai het wiel handwiel voor de zaagbladspanning nog twee volledige omwentelingen rechtsom. Het zaagblad is nu op spanning en gereed voor gebruik.
- Sluit het wieldeksel en sluit de machine weer aan op de stroomtoevoer. 8.2 Vliegwiel afstellen Afbeelding 11
Het is mogelijk dat het vliegwiel moet worden afgesteld om het zaagblad correct te laten draaien. Een foute afstelling van het zaagwiel kan tot beschadigingen aan het zaagblad leiden of ervoor zorgen dat het zaagblad van de wielen afloopt.
- Plaats de zaagboog in de gebruikelijke werkhoogte. - Koppel de machine los van de stroomtoevoer. - Draai de zeskantmoeren (A, B en C) los. - Verdraai de stelschroef (D) met een inbussleutel om de kanteling van het wiel bij te stellen. Als u de stelschroef rechtsom draait, wordt het wiel zodanig gekanteld dat het zaagblad dichter tegen de wielrand komt te liggen. Draait u de stelschroef linksom, dan kantelt het wiel zodanig dat het zaagblad verder van de wielrand komt te liggen. Als het zaagblad te ver van de wielrand ligt, kan het van de wielen af lopen. Na het afstellen moet u de zeskantmoeren in deze volgorde vastdraaien: A, B, C.
Bovenaanzicht
De afstelling van de zaagbladloop controleren Neem een strook papier en plaats die tussen het zaagblad en het vrijloopwiel (linkerwiel). Verdraai het wiel met de hand (zorg ervoor dat u zich daarbij niet snijdt aan het zaagblad).
- Als het papier doorgesneden wordt, ligt het zaagblad te strak tegen de wielrand. Stel de zaagbladloop bij.
- Het zaagblad kan van de flens weglopen. Stel de zaagbladloop bij.
8.3 De zaaggeleiding bijstellen Afbeelding 12
- Koppel de machine weer los van de stroomtoevoer. - Maak de stang van de zaaggeleider los. - Draai de zeskantschroef (N) los om het klemblok (O) los te maken. - Pak handgreep (M) vast en schuif de arm zo dicht mogelijk tegen het werkstuk. Zorg er wel voor dat de
arm niet op het materiaal kan stoten tijdens het zagen. - Draai de zeskantschroef (N) weer vast. - Sluit de machine weer aan op de stroomtoevoer. Zaaggeleiders
Afbeelding 13
1. Excenterlagers 3. Stelmoer 2. Geleidelager 4. Geleidelager
Als u het zaagblad in deze richting kantelt, schuift het zaagblad richting wielrand.
Als u het zaagblad in deze richting kantelt, schuift het zaagblad weg van de wielrand.
Set screw D
PapierVliegwiel
Zaagbladrichting

-17-
De geleiding van het zaagblad wordt gevormd door geleiderblokken, die moeten worden afgesteld op de dikte van het zaagblad. Zorg daarbij voor een minimale speling. Als het zaagblad vervangen moet worden, moet u bij voorkeur zaagbladen gebruiken met een dikte van 0.9 mm, zodat de zaaggeleiding niet bijgesteld hoeft te worden. Plaatst u toch een zaagblad met een andere dikte (of is het zaagblad door slijtage dunner geworden), verstel de zaaggeleiding dan als volgt: - Gebruik een sleutel om de stelmoer van de excentrische lager af te stellen. Ga vanaf de onderkant van de
zaaggeleider te werk. - Draai de stelmoer naar rechts om de excentrische lager van het blad af te bewegen. - Draai de stelmoer naar links om de excentrische lager naar het blad toe te bewegen.
Waarschuwing Voordat u de volgende handelingen uitvoert, moet u de machine loskoppelen van de stroomtoevoer.
8.4 Het zaagblad vervangen Afbeelding 14
Vervang het zaagblad als volgt: - Beweeg de zaagarm naar boven. - Draai aan het handwiel voor de bladspanning om het zaagblad te ontspannen en open het wieldeksel.
Haal het oude zaagblad van de zaagwielen af en uit de geleiderblokken. - Bij de montage van het nieuwe zaagblad moet u dit eerst in geleiderblokken plaatsen en daarna om de
wielen. Let daarbij op de richting van de zaagtanden. - Span het zaagblad, zodat het precies om de naaf van de wielen valt. - Zet de beweegbare zaagbladbeschermkap vast, sluit het wieldeksel en zet dit vast met de schroeven.
Controleer dat de microschakelaar (X) actief is, anders zal de machine niet starten.
Waarschuwing Gebruik alleen zaagbladen met de juiste afmetingen.
9. Onderhoud Het is belangrijk dat u de onderhoudswerkzaamheden tijdig uitvoert. De werkzaamheden zijn verdeeld in dagelijks, wekelijks, maandelijks en jaarlijks onderhoud. Als u het onderhoud verwaarloost, leidt dit tot vroegtijdige slijtage en slechte resultaten. 9.1 Dagelijks onderhoud - Verwijder alle spanen en vuil van de machine. - Maak de afvoeropeningen voor het koelmiddel schoon om te vermijden dat het koelmiddel overloopt. - Vul het koelmiddelreservoir bij. - Controleer de staat van het zaagblad. Een zaagblad dat erg versleten is, moet u vervangen. - Beweeg de zaagarm omhoog en ontspan het zaagblad enigszins aan het einde van de werkdag, om
onnodige belasting te vermijden. - Controleer de staat van de beschermkappen en de werking van de eindschakelaars en de noodstop. 9.2 Wekelijks onderhoud - Maak de machine grondig schoon en verwijder spanen, met name uit het koelmiddelreservoir. - Haal de pomp uit het huis en maak het aanzuigfilter en de aanzuigmond schoon. - Maak het filter van de pomp goed schoon. - Blaas de zaaggeleiding schoon met perslucht. Reinig de lagers en maak de afvoeropeningen voor het
koelmiddel schoon. - Reinig de wielkasten en het oppervlak van de zaagwielen.

-18-
9.3 Maandelijks onderhoud - Controleer de bevestig van schroeven van het aangedreven zaagwiel (het rechterwiel). - Kijk of de zaaggeleiding in goede staat verkeert. - Controleer de bevestiging van de schroeven van de motor, de tandwielkast, de pomp en de
beschermkappen. 9.4 Jaarlijks onderhoud Laat de aardaansluiting van de machine controleren door een erkend elektromonteur. 9.5 Koelmiddel Aangezien het aanbod aan koelmiddelen zeer groot is, kan niet van alle koelmiddelen de geschiktheid worden aangegeven. U kunt zelf een koelmiddel kiezen dat equivalent is aan Shell Lutem Oil Eco. Het percentage olie bij een emulsie met water moet minimaal 8-10% bedragen. 9.6 Koelmiddel verwerken Gebruikt koelmiddel moet worden afgevoerd en verwerkt volgens de plaatselijke milieuvoorschriften. Houd u strikt aan de voorschriften. 9.7 Koelinstallatie Afbeelding 16
Het koelmiddelreservoir schoonmaken: - Verwijder de dop met een moersleutel, zodat het koelmiddel afgetapt kan worden. Vang het koelmiddel op
in een bak. - Maak de vier borgschroeven los en verwijder het filter (P). - Maak de vier borgschroeven los en demonteer de koelpomp (Q). - Verwijder spanen en andere deeltjes uit de tank (bijvoorbeeld met een afzuiginstallatie). - Plaats de dop terug. - Maak de pomp (Q) grondig schoon en monteer deze weer. - Vul het koelmiddelreservoir totdat het vloeistofpeil 25 mm onder het filter staat. - Plaats het filter terug (P). 9.8 Tandwielkast Afbeelding 17
De olie in de tandwielkast moet regelmatig vervangen worden. De olie moet 6 maanden na de inbedrijfstelling en daarna elk jaar vervangen worden. De olie van de tandwielkast vervangen:
- Koppel de machine weer los van de stroomtoevoer. - Beweeg de zaagarm helemaal omhoog. - Maak de dop los (R) en tap de olie af door de inbusschroef (S) los te draaien. - Plaats de inbusschroef (S) terug nadat alle olie uit de machine is gelopen. - Plaats de zaagarm weer horizontaal. - Vul de tandwielkast met circa .3 liter tandwielolie via de opening van de ontluchtingsschroef (R). Gebruik een olie die equivalent is aan Shell tandwielolie of Mobile tandwielolie #90. 9.9 Speciaal onderhoud Speciale onderhoudswerkzaamheden moeten worden uitgevoerd door ervaren onderhoudspersoneel. Reparaties van de beschermkappen, veiligheidsinrichtingen en onderdelen van de worm, motor, pomp of elektrische componenten moeten door voldoende gekwalificeerd personeel worden uitgevoerd.

-19-
10. Technische kenmerken 10.1 Tabellen met technische gegevens
Zaagsnelheid (in mm)
0° 170 170 x 170 210 x 170
45° 120 110 x 110
60° 70 60 x 60 Staalsoorten Kenmerken
Gebruik I UNI
D DIN
F AF NOR
GB SB
USA AISI-SAE
G25 Brinell
HB
G25 Rockwell
GS600 R=N/mm2
W40-05 Fe360 Fe340 Fe510
St37 St44 St52
E24 E28 E36
--- 43 50
--- --- ---
116 148 180
67 80 88
360÷480 430÷560 510÷660
Zaagcapaciteit
C20 C40 C50 C60
CK20 CK40 CK50 CK60
XC20 XC42H1
--- XC55
060 A 20060 A 40
--- 050 A 62
1020 1040 1050 1060
198 198 202 202
93 93 94 94
540÷690 700÷840 760÷900 830÷980
Veerstaal 50CrV4 60SiCr8
50CrV4 60SiCr7
50CV4 ---
735 A 50---
6150 9262
207 224
95 98
1140÷1330 1220÷1400
Staallegeringen (gehard, getemperd of genitreerd)
35CrMo4 39NiCrMo4 41CrAlMo7
34CrMo4 36CrNiMo4 41CrAlMo7
35CD4 39NCD4
40CADG12
708 A 37---
905 M 39
4135 9840
---
220 228 232
98 99
100
780÷930 880÷1080 930÷1130
Staallegeringen (gecementeerd)
18NiCrMo7 20NiCrMo2
--- 21NiCrMo2
20NCD7 20NCD2
En 325 805 H 20
4320 4315
232 224
100 98
760÷1030 690÷980
Legering (lagers) 100Cr6 100Cr6 100C6 534 A 99 52100 207 95 690÷980
Gereedschapstaal
52NiCrMoKU C100KU
X210Cr13KU 58SiMo8KU
56NiCrMoV7C100KC100W1
X210Cr12 ---
--- ---
Z200C12 Y60SC7
--- BS 1 BD2-BD3 ---
--- S-1
D6-D3 S5
244 212 252 244
102 96
103 102
800÷1030 710÷980
820÷1060 800÷1030
Roestvrij staal
X12Cr13 X5CrNi1810 X8CrNi1910
X8CrNiMo1713
4001 4301
--- 4401
--- Z5CN18.09
--- Z6CDN17.12
--- 304 C 12
--- 316 S 16
410 304 ---
316
202 202 202 202
98 77 69
56.5
620÷685 375÷440 320÷410 265÷314
Koperlegeringen Copper Brons
Aluminium-/koperlegering G-CuAl11Fe4Ni4 UNI 5275 Speciaal mangaan-/siliconenkoper G-CuZn36SiPb1 UNI5038 Mangaanbrons SAE43 - SAE430 Fosforbrons G-CuSn12 UNI 7013/2a
220 140 120 100
98 77 69
56.5
620÷685 375÷440 320÷410 265÷314
Gietijzer Ruw gietijzer G25 Sferoïdaal gietijzer GS600 Smeedbaar gietijzer W40-05
212 232 222
96 100 98
245 600 420
11. Materiaal en zaagbladkeuze Voor een optimaal resultaat moet u rekening houden met alle parameters, zoals de hardheid van het materiaal, de vorm, de dikte, de doorsnede van het te zagen materiaal, het type zaagblad, de zaagsnelheid en de snelheid waarmee de zaagarm daalt. Noteer de parameters voor de bewerking, zodat u snel dezelfde resultaten kunt verkrijgen bij een volgende bewerking. U kunt problemen beter oplossen als u de parameters bij de verschillende bewerkingen goed in de gaten houdt.

-20-
11.1 Werkstuk Raadpleeg de tabel in hoofdstuk 10 om de hardheid van het materiaal te bepalen, als u dit niet weet. De tabel dient alleen als een richtlijn. 11.2 Zaagbladkeuze Kies eerst de juiste tandsteek, oftewel het aantal tanden per inch (per 25,4 mm). Ga daarbij uit van de volgende richtlijnen: - Voor werkstukken met dunne wanden en/of ongelijkmatige doorsneden zoals profielen, pijpen en platen
moeten de tanden dicht op elkaar staan, zodat altijd minstens 3 tot 6 tanden in het werkstuk grijpen. - Bij werkstukken met dikke wanden of massieve werkstukken moeten de tanden ver uit elkaar staan, zodat
de grote hoeveelheid spanen goed kan worden afgevoerd en de tanden goed in het werkstuk grijpen. - Werkstukken van zacht materiaal of plastic (zachte legeringen, zacht brons, Teflon etc.) moet u ook met
wijd uit elkaar geplaatste zaagtanden zagen. - Om gebundelde werkstukken te zagen, moet u een combinatiezaagblad gebruiken. 11.3 Tandsteek Zoals al beschreven, hangt de passende tandsteek af van de volgende factoren: - de hardheid van het materiaal - de doorsnede van het werkstuk - de dikte van de wanden
Zaagtandkeuze
Wanddikte (mm) Constante vertanding
Gecombineerde vertanding
Till 1.5 mm 14 10/14 1-2 mm 8 8/12 2-3 mm 6 6/10 3-5 mm 6 5/8 4-6 mm 6 4/6 more than 6 mm 4 4/6
Doorsnede massief Ø of lengte L (mm)
Constante vertanding
Gecombineerde vertanding
Till 30 mm 8 5/8 30-60 mm 6 4/6 40-80 mm 4 4/6 more than 90 mm 3 3/4
Ø = Diameter L = Width
11.4 Zaagsnelheid en daalsnelheid De zaagsnelheid (in m/min) en de daalsnelheid (de snelheid waarmee het zaagblad daalt, hetgeen bepaalt hoeveel materiaal er per tijdseenheid gezaagd wordt, ook wel uitgedrukt in cm2/min) worden beperkt door de hitte die vrijkomt bij de zaagtanden. De zaagsnelheid moet worden afgestemd op de vastheid van het materiaal (R=N/mm2), de hardheid (HRC) en de grootste doorsnede. Bij een te hoge daalsnelheid (de snelheid waarmee de zaagarm daalt) wijkt het zaagblad vaak af van de ideale lijn en krijgt u een kromme zaagsnede. Een juiste combinatie van deze twee snelheden kunt u kiezen door op de vrijkomende spanen te letten: - Lange, spiraalvormige spanen wijzen op een juiste instelling. - Zeer kleine of fijngemalen spanen duiden op een te lage voedingsdruk en/of daalsnelheid.

-21-
- Dikke en/of blauwe spanen wijzen op overbelasting van het zaagblad. 11.5 Het zaagblad in laten lopen Als u voor de eerste maal zaagt met een nieuw zaagblad, is het verstandig om eerst een aantal proefzaagsneden te maken bij een lage daalsnelheid (30-35 cm2/min bij materiaal met gemiddelde afmetingen ten opzichte van de zaagcapaciteit, massief materiaal met R=410-510 N/mm2). Gebruik hierbij een ruime hoeveelheid koelmiddel. 11.6 Zaagbladsamenstelling Bimetalen zaagbladen worden het vaakst toegepast. Deze zaagbladen zijn opgebouwd uit een siliciumstalen blad met een sneldraaistalen (HHS) snijrand. Men maakt onderscheid tussen M2, M42 en M51, die van elkaar verschillen qua hardheid, als gevolg van een hoger percentage kobalt (Cc) en molybdenum (Mo) in de metaallegering. 11.7 Zaagbladtype Zaagbladen verschillen qua constructie op punten als: - vorm en snijhoek van de tanden - tandsteek - tandzetting Vorm en snijhoek
Standaardspaanhoek Spaanhoek 0° en constante steek. Dit is het meest gebruikte type zaagblad voor het doorzagen of schuin afzagen van kleine of middelgrote profielen of pijpen uit één stuk, van zacht staal, gietijzer of normaal metaal.
Positieve spaanhoek 9°-10° positieve spaanhoek en constante steek. Dit type wordt gebruikt voor het doorzagen of schuin afzagen van grote profielen of pijpen uit één stuk en met name voor hardere materialen (legeringen en roestvrij staal, speciaal brons en gesmeed gietijzer).
Combinatiezaagblad met positieve spaanhoek De tandsteek varieert van tand tot tand en daarmee ook de tandgrootte en tandholte. Door de wisselende tandsteek krijgt u minder trillingen, hetgeen resulteert in een gelijkmatig verlopende, stillere bewerking en een langere levensduur van het zaagblad. Een ander voordeel van dit type zaagblad is het feit dat u met een enkel zaagblad een groot aantal verschillende afmetingen werkstukken en soorten materiaal kunt zagen.
Combinatiezaagblad met positieve spaanhoek 9-10° positieve spaanhoek Dit type zaagblad is het meest geschikt voor het zagen van balken en dikke pijpen evenals massieve balken op de maximale zaagcapaciteit. Gangbare tandsteken: 3-4, 4-6.
Tandzetting
Bij een tandzetting staan de zaagtanden naar buiten ten opzichte van het zaagblad, waardoor een bredere zaagsnede ontstaat.
positive
positive
distance between teeth

-22-
Verspringende tandzetting De zaagtanden staan beurtelings naar links, naar rechts en in het verlengde van het zaagblad. Deze tandzetting is geschikt voor werkstukken met een dikte van meer dan 5 mm. Gebruik dit type zaagblad voor het zagen van staal, gietijzer en harde non-ferrometalen. Golvende tandzetting De tandzetting volgt vloeiende lijnen. Dit type zaagblad heeft meestal zeer kleine tanden (fijne vertanding) en wordt hoofdzakelijk gebruikt voor het zagen van pijpen en dunne balken (met een dikte van 1 tot 3 mm). Verspringende tandzetting (gegroepeerd) Groepjes tanden wijzen afwisselend naar links of naar rechts, met daartussen een rechte tand. Dit zaagbladtype heeft een zeer fijne vertanding en wordt gebruikt voor zeer dunne materialen (minder dan 1 mm dik). Afwisselende tandzetting (afzonderlijke tanden) De zaagtanden staan beurtelings naar links of naar rechts. Dit type zaagblad wordt gebruikt voor het zagen van zachte materialen (nonferro-), plastic en hout. 12. Geluidsniveau De geluidsproductie van de machine is gemeten bij een geluidsniveau in de omgeving van 65 dB. Het geluidsniveau onbelast is 71 dB. Het geluidsniveau bij het zagen van zacht koolstofstaal is 73 dB.
NB bij het gebruik van de machine hangt het geluidsniveau af van het soort materiaal dat u bewerkt en de structuur van het werkstuk. De gebruiker moet het geluidsniveau controle-ren en indien nodig de operateurs voorzien van noodzakelijke gehoorbescherming!
13. Elektrisch schema Zie afbeelding 18
SB1 Noodstop SA2 Modus keuze SB2 Start M1 Zaagbladmotor SB3 Handmatig M2 Motor koelvloeistof SQ1 Deksel open HL1 Lamp "spanning" SQ2 Zaagblad gebroken HL2 Lamp "In bedrijf" SQ3 Neer 14. Problemen oplossen In dit hoofdstuk worden de mogelijke problemen vermeld waar u mee te maken kunt krijgen bij het gebruik van deze machine. De tabel geeft aan wat de oorzaak mogelijk is en hoe u het probleem zou kunnen verhelpen.

-23-
14.1 Problemen met het zaagblad en met bewerkingen
Probleem Mogelijke oorzaak Oplossing De zaagarm daalt te snel Verminder de daalsnelheid door minder druk uit te
oefenen op de zaagarm. Stel ev. de balansveer bij. Verkeerde zaagsnelheid Wijzig de snelheid en/of het zaagbladtype. Verkeerde tandsteek Kies een geschikt zaagblad. Spanen blijven kleven aan zaagblad en in de tandholten
Controleer of de afvoergaten voor de koelvloeistof in de geleiderblokken niet verstopt zijn. Zorg voor voldoende koelmiddeltoevoer zodat de spanen goed weggespoeld worden.
Fouten in het materiaal of te hard materiaal
Het materiaaloppervlak kan geoxideerd zijn of onzuiverheden bevatten, waardoor het harder wordt dan het zaagblad. Het kan ook geharde delen bevatten of insluitsels als gevolg van productie-middelen zoals gietzand, lasresten enzovoort. U kunt dit soort werkstukken beter niet zagen. Als dat toch nodig is, moet u zeer voorzichtig te werk gaan en onzuiverheden zo snel mogelijk verwijderen.
Het werkstuk is slecht ingespannen.
Controleer de klemming van het werkstuk.
Het zaagblad blijft steken in het materiaal
Verlaag de daalsnelheid en oefen minder druk uit op de zaagarm.
Geen beginsnede gemaakt bij een scherp of onregelmatig gevormd werkstuk
Besteed meer aandacht aan het begin van de zaagsnede.
Zaagbladbreuk Gebruik een beter zaagblad. Er zijn afgebroken zaagtanden achtergebleven in het werkstuk
Verwijder zorgvuldig alle obstakels die in de zaagsnede achterblijven.
U zaagt verder in een eerder gemaakte zaagsnede
Draai het werkstuk en maak de zaagsnede op een andere plaats.
Te veel trillingen Controleer de klemming van het werkstuk. Verkeerde tandsteek of vorm Vervang het zaagblad door een geschikter
zaagblad. Verstel de zaaggeleiding.
Afbrekende zaagtanden
Onvoldoende smering, koelmiddel of een verkeerde emulsie
Controleer het peil in het reservoir. Vergroot de koelmiddeltoevoer en controleer of de openingen en slangen niet verstopt zijn. Lawaai bij geleiderblokken
Tanden wijzen niet in de bewegingsrichting van het zaagblad
Draai het zaagblad om.
Zaagbladbreuk Gebruik een beter zaagblad. De zaagarm daalt te snel Verminder de daalsnelheid door minder druk uit te
oefenen op de zaagarm. Adjust the breaking device.Verkeerde zaagsnelheid Wijzig de snelheid en/of het zaagbladtype. Fouten in het materiaal of te hard materiaal
Het materiaaloppervlak kan geoxideerd zijn of onzuiverheden bevatten, waardoor het harder wordt dan het zaagblad. Het kan ook geharde delen bevatten of insluitsels als gevolg van productie-middelen zoals gietzand, lasresten enzovoort. U kunt dit soort werkstukken beter niet zagen. Als dat toch nodig is, moet u zeer voorzichtig te werk gaan en onzuiverheden zo snel mogelijk verwijderen.
Zaagblad slijt voortijdig
Onvoldoende smering, koelmiddel of een verkeerde emulsie
Controleer het peil in het reservoir. Vergroot de koelmiddeltoevoer en controleer of de openingen en slangen niet verstopt zijn. Lawaai bij geleiderblokken

-24-
Probleem Mogelijke oorzaak Oplossing Slechte lasverbinding De las van het zaagblad is heel belangrijk. De
lasoppervlakken moeten perfect aansluiten en de voltooide las mag geen insluitingen of bellen bevatten. De lasnaad moet volkomen vlak en egaal zijn. De stukken aan weerzijden van de lasnaad moeten even dik zijn en geen uitstulpingen vertonen. Dit zou kunnen leiden tot bladbreuk bij de beweging langs de zaaggeleiders.
De zaagarm daalt te snel Verminder de daalsnelheid door minder druk uit te oefenen op de zaagarm. Stel ev. de balansveer bij.
Verkeerde zaagsnelheid Wijzig de snelheid en/of het zaagbladtype. Verkeerde tandsteek Kies een geschikt zaagblad. Werkstuk niet goed geklemd Controleer de klemming van het werkstuk. Zaagblad rust op het werkstuk als het in beweging komt
Start eerst de zaagmotor en laat dan pas de zaagarm op het werkstuk zakken.
De zaaggeleiding is niet goed afgesteld of smerig als gevolg van onvoldoende onderhoud
Controleer de afstand tussen de geleiders. Een te krappe afstelling kan leiden tot scheuren of het afbreken van tanden. Wees zeer voorzichtig bij het schoonmaken.
De afstand van de geleiderarm tot het werkstuk is te groot
Plaats de geleiderarm zo dicht mogelijk op het werkstuk, zodat alleen het deel van het zaagblad dat de zaagsnede maakt, vrij is. U vermijdt hiermee verbuiging van het zaagblad, waardoor er teveel spanning op komt te staan.
Het zaagblad ligt niet goed om de zaagwielen
De rand van het zaagblad schuurt langs het zaagwiel als gevolg van vervormingen (zaagblad niet plat) of een slechte las. Hierdoor ontstaan scheurtjes en uitstulpingen in de rand.
Zaagbladbreuk
Onvoldoende smering, koelmiddel of een verkeerde emulsie
Controleer het peil in het reservoir. Vergroot de koelmiddeltoevoer en controleer of de openingen en slangen niet verstopt zijn. Lawaai bij geleiderblokken
Beschadigde of afgebrokkelde geleiderplaatjes.
Vervang de zaagwielen. Streepvorming of inslijten op het zaagblad
Te strakke of te losse rollagers bij de zaaggeleiding.
Stel de rollagers bij.
Zaagblad loopt niet evenwijdig aan de vaste bek van de klem
Controleer of de bevestigingen van de zaaggeleidingen niet te los zijn en verstel de geleiderblokken eventueel (verticaal). Controleer de positie van de klem en stel eventueel de aanslagen bij van de gradenverdeling.
Zaagblad loopt niet recht a.g.v. te grote speling tussen geleiders of slechte afstelling van de arm
Controleer de geleiderblokken en verstel ze eventueel verticaal.
De zaagarm daalt te snel Verminder de daalsnelheid door minder druk uit te oefenen op de zaagarm. Stel ev. de balansveer bij.
Het zaagblad is versleten Vervang het zaagblad. Verkeerde tandsteek Vervang het zaagblad. Gebruik een blad met een
grovere tandsteek. Afgebroken tanden Een zaagblad met afgebroken tanden kan
resulteren in een scheve zaagsnede. Controleer het zaagblad en vervang het als er tanden afgebroken zijn.
Zaagsnede niet recht
Onvoldoende smering, koelmiddel of een verkeerde emulsie
Controleer het peil in het reservoir. Vergroot de koelmiddeltoevoer en controleer of de openingen en slangen niet verstopt zijn. Lawaai bij geleiderblokken
Slechte zaagsnede Versleten zaagwielen Huis van zaagwiel zit vol spanen
Het zaagwiel en de flens zijn zo versleten dat het zaagblad niet meer recht loopt, waardoor een slechte zaagsnede ontstaat. Er kan een spoor in de zaagwielen zijn gesleten. Vervang de zaagwielen. Maak de zaagwielen regelmatig schoon met perslucht.

-25-
Probleem Mogelijke oorzaak Oplossing De zaagarm daalt te snel Verminder de daalsnelheid door minder druk uit te
oefenen op de zaagarm. Stel ev. de balansveer bij. Zaagbladbreuk Gebruik een beter zaagblad. Versleten zaagblad/afgebroken/ afgebrokkelde tanden
Vervang het zaagblad.
Verkeerde tandsteek Gebruik een zaagblad met een fijnere tandsteek. De afstand van de geleiderarm tot het werkstuk is te groot
Plaats de geleiderarm zo dicht mogelijk op het werkstuk, zodat alleen het deel van het zaagblad dat de zaagsnede maakt, vrij is. U vermijdt hiermee verbuiging van het zaagblad, waardoor er teveel spanning op komt te staan.
Strepen op het oppervlak van de zaagsnede
Onvoldoende smering, koelmiddels of een verkeerde emulsie
Controleer het peil in het reservoir. Vergroot de koelmiddeltoevoer en controleer of de openingen en slangen niet verstopt zijn. Lawaai bij geleiderblokken
Spanen tussen de lagers
Vuil en/of spanen tussen zaagblad en geleidingen. Vervang de zaagwielen.
Lawaai bij geleiderblokken
Vervang de geleiderplaatjes en/of de lagers.
Vervang de zaagwielen.
14.2 Problemen met de elektrische installatie
Reparaties en onderhoud aan de elektrische installatie mogen alleen worden uitgevoerd door een erkend elektromonteur.
Probleem Mogelijke oorzaak Oplossing Zekeringen doorgebrand Schakel de machine uit, vervang de zekering(en) en
controleer of er spanning is. Wanneer alles weer normaal verloopt , schakel dan de machine pas in.
T1, geen spanning Vervang T1 R1-schakelaar niet UIT Plaats R1 in de UIT-positie R1 niet Uit, R1-connector open Vervang R1 SB1 open Reset of vervang SB1 SQ1 open Controleer het rendement van SQ1 en vervang
indien nodig SQ2 open Controleer het rendement van SQ2 en vervang
indien nodig SQ3 open Controleer het rendement van SQ3 en vervang
indien nodig SA2 naar rechts gedraaid, connector open
Vervang SA2
SB3 open Controleer of SB3 zich in de juiste positie bevindt, vervang indien nodig
Overbelasting op PCB1 Een te grote toevoersnelheid leidt tot overbelasting. Schakel SA1 uit en meteen weer aan. Vervang PCB1 en/of de motor.
De zaagmotor start niet
K1 beschadigd Vervang K1 Afsnijding raakt SQ3 niet Stel positie van SQ3 bij. De zaagmotor stopt niet wanneer
de bewerking is beëindigd SQ3 beschadigd Vervang SQ3 Koelmotor loopt niet samen met zaagmotor
Koelmotor M2 beschadigd Vervang M2
Zekeringen doorgebrand Vervang zekering(en) T1 beschadigd Vervang T1 HL1 beschadigd Vervang HL1
Waarschuwingslamp machine aan werkt niet als de machine geactiveerd is
PCB1 beschadigd Vervang PCB1 HL2 beschadigd Vervang HL2 Waarschuwingslicht bewerking
bezig brandt niet terwijl de zaagmotor actief is
PCB1 beschadigd Vervang PCB1

-26-
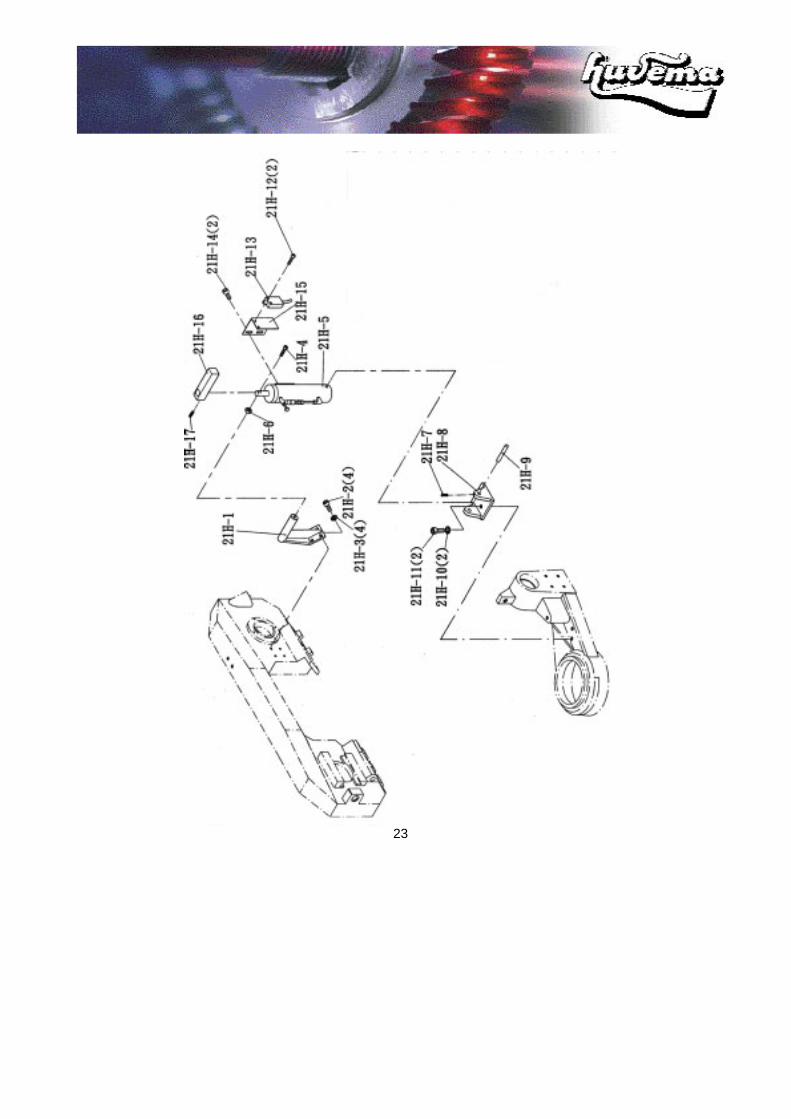
15. Onderdelenlijst Afbeeldingen 19, 20, 21, 22 en 23
Nr. Beschrijving Details Aantal Nr. Beschrijving Details Aantal1 Onderstel (rechts) 1 93HV-1 Schakelaar manueel/hydraulisch 1
1-1 Onderstel (links) 1 93HV-2 Startknop 2 2 Zeskantbout M12x40 2 94 Bodemplaat van elektrische kast 1 3 Moer M12 2 95 Steun 1 4 Plaat van onderstel 2 96 Stelbracket 1 5 Zeskantbout M8x16 8 97 Veerring M8 2 6 Platte revet M8 8 98 Zeskopschroef M8x20 2 7 Moer M8 8 99 Veerring M8 4 8 Platte revet M10x20 2 100 Zeskopschroef M8x20 4 9 Veerring M10 2 101 Zeskopschroef M5x8 4 10 Zeskopschroef M10x20 2 103 Voorste geleiderarm 1 11 Zeskopschroef M6x8 2 104 Stelbracket 1 12 Plaat 1 105 Hendel M10x45 1 13 Zeskopschroef M8x20 2 106 Zeskopschroef M6x8 1 14 Veerring M8 2 107 Plastic hendel M6 1 15 Zeskopschroef M8x20 2 108 Veerring M8 3
15-1 Veerring M8 2 109 Zeskopschroef M8x30 3 16 Platte revet M8 2 110 Stelschroef M8x30 2 17 Steunplaat 1 114 Stang 1 18 Moer M8 2 115 Moer M6x12 1
18-1 Platte revet M8 2 116 Bedieningsschakelaar 1 19-1 Steunplaat 1 117 Beschermplaat 1 19-2 Zeskantbout M10x20 2 118 Zeskopschroef M6x8 2 19-3 Veerring M10 2 119 Stelschroef M10x16 1 19-4 Platte revet M10 2 120 Zeskopschroef M10x40 3 28 Blokplaat 1 121 Veerring M10 3 29 Zeskopschroef M6x8 2 122A Slede 1 30 Platte revet M6 2 123 Moer M16x2 1
30-1 Moer M6 2 124 Hendel 2 31 Zeskantbout M12x40 2 125 Hendelwiel 1 32 Moer M12 2 126 Drukveerring 6 33 Filterplaat 1 127 Spanas 1 34 Bolkopschroef M5x10 4 128A As 1 35 Zeskopschroef M6x15 2 129 Kogellager #6006ZZ 2 36 Platte revet M6 2 130 Vrijloopwiel 1 37 Slang 5/6"x125 cm 1 131 Revet 1 38 Slangklem 1 132 Veerring M10 1 39 Pomp WE90 1 133 Zeskantbout M10x25 1 40 Plug M3/8" 1 134A Blad 1 41 Koelvloeistof- en spanenopvangbak 1 135 Bout van knop M6x10 4 42 Klemhendel 1 136A Deksel van zaagblad 1 43 Stelschroef M10x10 1 137 Bolkopschroef M4x8 2 44 Veerring M10 1 138 Veerring M4 2 45 Zeskopschroef M10x35 1 138-1 Moer M4 2 46 Moer 1 139 Zeskantbout M10x25 1 47 As 1 140 Veerring M10 1 48 Olieafdichting 4m/mm (51.7-52cm) 1 141 Revet 1 50 Schijf 1 142 Aandrijfwiel 1 51 Veerring M8 4 143 Zeskopschroef M8x30 4 52 Zeskopschroef M8x25 4 144 Veerring M8 4 53 Stelschroef M8x10 1 145 Zaagarm 1 54 Handwiel 5" 1 145-1 Stelas 1 55 Stelschroef M8x10 1 146 Slang 5/16"x75cm 1 56 Moer 1 147 Pijpaansluiting 1/4Px5?16 2 57 Lagerbus 1 148A Zitting van pijpaansluiting 1 58 Kogellager #51104 1 150 Koelvloeistofschakelaar 1/4Px5/16 1 59 Klemhendel 1 150-1 Beugel 1 60 Bus 1 150-2 Zeskopschroef M6x8 2 61 Zeskopschroef M6x100x25 2 151 Slangklem 1 62 Tafel 1 152 Slang 5/16"x 35cm 1 63 Samengedrukte veer 1 153 Eindschakelaar AZD-S11-1A 1 64 Leispil 1 153-1 Aanslag van eindschakelaar 1
64-1 Spie 5x5x20 1 154 Zeskopschroef M4x35 2 66 Klem 1 155 Veeras 1 67 Stelschroef M8x10 1 155-H1 Veeras 1 68 Zeskopschroef M5x8 2 155-H2 Stelplaat 1 69 Index 1 155-H3 Hendel 1 70 Stelschroef M8x10 1 155-H4 Moer M16x2.0x8t 2 71 Scharnierpunt 1 155-H5 Bus 1 72 Stofkap ø30 2 155-H6 Verstelbare as 1

-27-
Nr. Beschrijving Details Aantal Nr. Beschrijving Details Aantal73 Kogellager #32006ZZ 2 155-H7 Veer 1 74 Moer M10 2 155-H8 Stelschroef M8x10 3 75 Zeskantbout M10x40 1 156 Veer 1
75-1 Zeskantbout M10x25 1 157 Spie 7x7x25 1 76 Veerhaak 1 158 Tandwielkast 1 77 Sterrevet ø30 1 159 Spie 5x5x25 1 78 Moer M30 1 160 Motor 4P/8? 1 79 Zwenkarm 1 161 Veerring M8 4 80 Schaal 1 162 Zeskopschroef M8x20 4 81 Klinknagel 2m/m 2 163 Stelschroef M6x12 4 82 Stang van lengteaanslag 1 170 Stelschroef M6x12 4 83 Stang 1 172 Zeskopschroef M8x30 2 84 Vleugelschroef 5/16x3/4 1 173 Excenteras 2 85 Deksel 1 174 Kogellager #608ZZ 8 86 Zeskopschroef M5x8 4 175 E-ring E7 4 88 Bolkopschroef M5x8 4 176 Excenteras 2 89 Bodemplaat v. elektrische kast 2 177 Voorste kogellagerbescherming 1
90-1 Transformator 1 178 Voorste zaagbladbeschermkap 1 90-2 Magnetische aansluiting 1 179 Zeskopschroef M6x8 1 90-3 Zitting van zekering 1 180 Zeskopschroef M8x20 2 90-4 Overbelastingsrelais 1 181 Kogellager #608ZZ 2 90-5 Contacten 1 182 Platte revet M8 2 91 Zeskopschroef M5x8 4 183 Pijpaansluiting 1/4Px5/16 2
92-1 Hoofdschakelaar 3PH 1 184 Moer M8 4 92-1A 0-1 aan/uitschakelaar 1PH 1 185 Veerring M8 4 92-2 Spanningslampje 1 186 Achterste kogellagerset 1 92-3 Noodstopknop 1 188 Zeskopschroef M8x30 2 92-4 Startknop 1 189 Achterste zaagbladbeschermkap 1 92-5 Knop voor zaagsnelheid 1 190 Bolkopschroef M6x8 2 93HV Bedieningspaneel 1 Onze producten worden voortdurend verder ontwikkeld en verbeterd en het kan voorkomen dat de laatste wijzigingen nog niet in deze handleiding zijn opgenomen. Vermeld bij correspondentie altijd bouwjaar, type en serienummer van uw machine. Noch de fabrikant, noch de importeur kan verantwoordelijk worden gesteld voor mankementen die zijn ontstaan door het niet zorgvuldig doornemen van deze handleiding of door foutief gebruik van de machine. Aan deze handleiding kunnen geen rechten worden ontleend. Alle rechten voorbehouden. Niets uit deze uitgave mag worden verveelvoudigd en/of openbaar gemaakt door middel van druk, fotokopie, microfilm of op welke andere wijze dan ook zonder voorafgaande schriftelijke toestemming van de uitgever. © 2004, Huberts bv, Kennedylaan 14, Veghel, Nederland. Internet: www.huvema.nl

-28-
EU VERKLARING VAN OVEREENSTEMMING (volgens bijlage II A van de Machinerichtlijn) Industrie & Handelsonderneming Huberts bv, Kennedylaan 14, 5466 AA Veghel, Nederland, als importeur, verklaart hiermede geheel onder eigen verantwoordelijkheid dat de Huvema machine: Bandzaagmachine HU 210 CSO Vario waar deze verklaring betrekking op heeft, in overeenstemming is met de volgende normen: EN 292-1, EN 292-2, EN 60204-1, EN 61000-6-1, EN 61000-6-3, EN 13898 en conform de fundamentele vereisten is van de Machinerichtlijn 98/37/EG, de Elektromagnetische Compatibiliteit richtlijn 89/336/EEG inclusief 92/31/EEG en de Laagspanningsrichtlijn 72/23/EEG inclusief 93/68/EEG. Veghel, Nederland, September 2004 L. Verberkt Directeur

-29-
Band saw machine HU 210 CSO Vario 1. General safety rules for all machines N.B.: Read the instructions carefully in order to avoid any problems. As with all machinery there are certain hazards involved with operation and use of this machine. Using the machine with respect and caution will considerably lessen the possibility op personal injury. However, if normal safety precautions are overlooked or ignored, personal injury to the operator may occur. Observe these rules insofar as they are applicable to this particular machine. This machine was designed for certain applications only. We strongly recommend that this machine NOT be modified in any way and/or used for any application other than for which it was designed. If you have any questions relative to its application DO NOT use the machine until you have contacted your dealer. 1. For your own safety read the instruction manual before operating the tool. 2. Keep all guards in place and in working order. 3. Ground all tools. 4. Remove adjusting keys and wrenches. Make a habit of checking the machine before turning it on. 5. Keep the work area clean. Cluttered areas and benches invite accidents. 6. Do not use in a dangerous environment, such as damp or wet locations or expose to rain. Always keep the
work area well-lit. 7. Keep children and visitors away. They must be kept at a safe distance from the machine at all times. 8. Make sure that the work area is not accessible to unauthorised persons. Use padlocks, master switches,
remove starter keys etc. 9. Never overload the machine. The capacity of the machine is at its largest when properly loaded. 10. Do not force the machine or attachment to do a job for which it was not designed. 11. Wear proper apparel. No loose clothing, gloves, neckties, rings, necklaces, bracelets or jewellery: they
may get caught in moving parts. No slip footwear is recommended. Wear a hairnet to contain long hair. 12. Always wear safety glasses and work according to safety regulations. Use a face or dust mask if operation
is dusty. 13. Always secure workpiece tightly using a vise or clamping device. This will keep both hands free to operate
the machine. 14. Do not overreach. Keep your proper footing and balance at all times. 15. Maintain tools in top condition. Keep them sharp and clean. Read the instructions carefully and follow the
instructions for cleaning, lubrication and tool replacement. 16. Lubricate the machine and fill all oil reservoirs before operation. 17. Disconnect tools before servicing and when changing accessories such as blades, bits, cutters etc. 18. Use only recommended accessories. Consult the owner’s manual for recommended accessories. The use
of improper accessories may cause hazards. 19. Avoid accidental starting. Make sure the on/off switch is in the “OFF” position before plugging in the power
cord. 20. Never stand on the machine or tools. Serious injury could occur if the machine is tipped or if the cutting
tool is accidentally touched. 21. Check damaged parts. Replace or repair damaged parts immediately. Check machine for alignment of
moving parts, binding of moving parts, breakage of parts, mounting and any other conditions that may affect its operation.
22. Direction of feed. Feed work into a blade or cutter against the direction of rotation of the blade or cutter only.
23. Never leave tool running unattended. Do not turn power off until it has come to a complete stop. 24. Alcohol, medication, drugs. Never us the machine while under the influence of alcohol, medication or
drugs. 25. Make sure the tool is disconnected from the power supply, before servicing, repairing etc. 26. Keep the original packing for future transport or relocation of the machine.

-30-
Additional safety rules Always keep in mind that: - the machine must be switched off and disconnected from the power supply during maintenance and repairs, - clamped workpieces may only be measured when the machine is switched off. Never lean over the machine, mind loose clothing, ties, jewellery etc. and wear a cap. Do not remove safety devices or guards. Never use the machine while a guard is open. Always use safety glasses for machining rough materials. Burrs and chips should only be removed using a sweeper or other aid, never with your bare hands! Never leave the machine running unattended. 2. Accident prevention and safety regulation This machine has been designed to comply with national and community accident-prevention regulations. Improper use and or tampering with the safety devices will relieve the manufacturer of all responsibility. 2.1 Advice for the operator - Check that the voltage indicated on machine motor is the same as the line voltage. - Check the efficiency of your electric supply and grounding system; connect the power cable of the
machine to the socket and the ground lead (yellow-green in color) to the grounding system. - Connecting the machine to the power source and all other operations concerning the electrical part should
be performed by a recognized electrician. - When the saw frame is in suspended mode (or raised) the blade must not move. - Only the blade section used for cutting must be kept unprotected. To remove guards operate on the
adjustable head. - It is forbidden to use the machine without its shields. - Always disconnect the machine from the power socket before blade change or carrying out any
maintenance job, even in the case of abnormal machine operation. - Never put your hands or arms into the cutting area while the machine is operating. - Do not shift the machine while it is cutting. - Perform only one operation at a time. Never have several objects in your hands at the same time. Keep
your hands as clean as possible. - All internal operations, maintenance or repairs, must be performed in a well-lit area or where there is
sufficient light from extra sources so as to avoid the risk of even slight accidents. 2.2 Electrical equipment - The electrical equipment according to European Standard “CENELEC EN 60 204-1” which assimilates,
with some integrating modifications, the publication “IEC 204-1 (1992)”. - The electrical equipment ensures protection against electric shock as a result of direct or indirect contact.
The active parts of this equipment are housed in a box to which access is limited by screws that can only be removed with a special tool; the parts are fed with alternating current as low voltage (24V). The equipment is protected against splashes of water and dust.
- Protection of the system against short circuits is ensured by means of rapid fuses and grounding; in the event of a motor overload, protection is provided by a thermal probe.
- In the event of a power cut, the specific start-up button must be reset. - The machine has been tested in conformity with point20 of EN 60204. 2.3 Emergency - In the event of incorrect operation or of danger conditions, the machine may be stopped immediately by
pressing the red mushroom button. - The casual of voluntary removal of the blade cover of the flywheels causes the stepping-in of an interlock
switch that automatically stops all machine functions.
Note Resetting of machine operation after each emergency stop requires specific restart button.

-31-
3. Characteristics and applications Motor power 1.1 kW Saw blade dimensions 20x0.9x2110 mm Blade speed 35 / 80 m/min Dimensions 1500x800x1620 mm Weight 156 kg Subject to change. 4. Instructions for using this machine Read the safety rules carefully and always observe them. Examine the applications of this machine and beware of possible risks.
Always wear safety glasses.
5. Machine dimensions, transport, installation, dismantling 5.1 Machine dimensions Figure 1 5.2 Transport To move the machine, the machine needs to be moved in its own packing, use a forklift truck or sling it with straps as illustrated in figure 2. 5.3 Minimum requirements for housing the machine - Main voltage and frequency must comply with the machine’s motor requirements. - Environment temperature should fall within -10° C to +50° C. - Relative humidity cannot be over 90%. 5.4 Anchoring the machine Position the machine on a firm cement floor, maintaining, at the rear, a minimum distance of 800 mm from the wall; anchor it to the ground as shown in figure 3, using screws and expansion plugs or tie rods sunk in cement, ensuring that it is sitting level. 5.5 Instructions for assembly of the loose parts and accessories Fit the components supplied: - Mount bar-stop rod - Mount and align the roll-supporting as per the counter-vice table 5.6 Deactivation of machine If the sawing machine is to be out of use for a long period, it is advisable to proceed as follows: - Detach the plug from the electric-supply panel. - Loosen blade. - Release the saw bow's counter-balance spring. - Empty the coolant tank. - Carefully clean and grease the machine. - If necessary, cover the machine.

-32-
5.7 Dismantling (Due to deterioration and / or obsolescence) General rules
If the machine is to be permanently demolished and / or scrapped, divide the material to be disposed of according to type and composition, as follows: 1. Cast iron or ferrous materials, composed of metal alone, are secondary raw materials, so they may be
taken to an iron foundry for re-smelting after having removed the contents (classified in point 3). 2. Electrical components, including the cable and electronic material (magnetic cards, etc.) fall within the
category of material classified as being assimilated to urban waste according to the laws of your local, state, or federal government, so they may be set aside for collection by the public waste disposal services.
3. Old minerals and synthetic and / or mixed oils, emulsified oils and greases are considered hazardous or special refuse, so they must be collected, transported and disposed of at a special waste disposal service.
Note The standards and legislation concerning refuse is in a constant state of evolution, therefore is subject to changes. The user must keep informed of the regulations at the time of disposal as they may differ from those described above.
6. The machine’s functional parts 6.1 The saw arm Machine’s parts consist of drive members (gear motor or variable speed motor, flywheels), tightening and guide (blade tightening slide, blade guide blocks) of tool. 6.3 Controls Figure 4
A. Main switch F. Blade speed knob B. Power indicator light G. Manual/Hydraulic brake selector C. Blade start indicator light H. Trigger on/off switch D. Start push button T. Optional blade tension gauge E. Emergency push button 6.3 Vice adjustment Figure 5
Clamping the work piece: - Place the work piece between the vise jaws and have it rest next to the fixed vise jaw. - Rotate the handwheel (J) clockwise to close the free vise jaw on the work piece and tighten. - Rotate the handwheel (J) counter-clockwise to release. - Lever (I) can be used to rapidly lock and release the work piece by allowing a shallow gap between the
vise and workpiece. Then rotate lever (I) counter-clockwise to lock and clockwise to release. 6.4 Cutting angle adjustment Figure 6
Cutting at angles: - Angle can be cut up to 60°. - Unlock lever (K) by pushing it to the left side. - Rotate the saw arm to the desired angle by following the index on the scale. - Lock lever (K) by pushing to the right side.

-33-
6.5 The stand A structure supporting the saw arm (revolving arm for gradual cutting and respective blocking system), the vice, the bar stop, the work piece supporter, and the coolant return plate for the support of the material. The base houses the cooling liquid tank and pump. 6.6 The operation cycle Figure 4, 7 and 8
Before operating, all the main parts of the machine must be set in optimum condition. The main connect switch is designed with a lock hole. A lock can be attached to the lock hole to prevent machine operation for safety and security purposes.
The machine is equipped with a hydraulic braking system and a bow weight adjusting system. This allows the machine to cut both manually and semi-automatically. MANUAL OPERATION - Close the hydraulic regulation lever (V) by switching it clockwise. - Turn the flow control knob (U) to close the hydraulic flow. This will prevent the saw bow from dropping
later when the hydraulic regulation is open. - Reduce the bow weight. Rotate the wing nut (W) clockwise to increase the spring tension. - Load the work piece and clamp it properly. - Turn the main connect switch (A) to the ON position. Check to see if the indicator light (B) is lit. - Use the blade speed control (F) to set the speed. - Turn the control switch (G) to manual control mode for trigger operation. - Firmly hold the control handle (H) of the saw bow. - Open the hydraulic regulation lever (V) by turning it counter-clockwise. - Adjust the hydraulic flow by rotating the flow control knob (U) counter-clockwise to a maximum. - Squeeze the start trigger (H) on the control handle to start the blade and lower the saw bow to begin
cutting. - When the saw bow reaches the bottom, the micro switch will activate and the blade will stop. - Keep hold of the control handle and control the return of the saw bow to the start position. - Close the hydraulic regulation lever (V). - The cutting operation is complete. Reset the work piece to continue the next cutting cycle. SEMI-AUTOMATIC CUTTING OPERATION Warning! Failing to fully close the hydraulic flow control knob (U) and by locking the hydraulic regulation lever (V) can result in serious injury. The saw bow may drop suddenly when changing the spring tension.
- Close the hydraulic regulation lever (V) by turning it clockwise. - Turn the flow control knob (U) to close the hydraulic flow. This will prevent the saw bow from dropping
later when the hydraulic regulation is open. - Increase the bow weight by rotating the wing nut (W) counter-clockwise to reduce the spring tension. - Load the work piece and clamp it properly. - Turn the main connect switch (A) to the ON position. Check to see that the indicator light (B) is lit. - Use the blade speed control (F) to set the speed. - Select the hydraulic mode on the control switch (G). - Press the start button (D), the coolant system should activate at the same time. - Open the hydraulic regulation lever (V) b switching it counter-clockwise. - Slightly turn the hydraulic flow control knob (U) counter-clockwise from 2-3 to control the saw bow's
descent rate. - When the saw bow reaches the bottom, the micro switch will activate and the blade will stop. - Grasp hold of the control handle and lift the saw bow to the appropriate height just above the material to
minimize the time before entry. - Close the hydraulic regulation lever (V). - The cutting operation is complete. Reset the work piece to continue with the next cutting cycle.
-34-
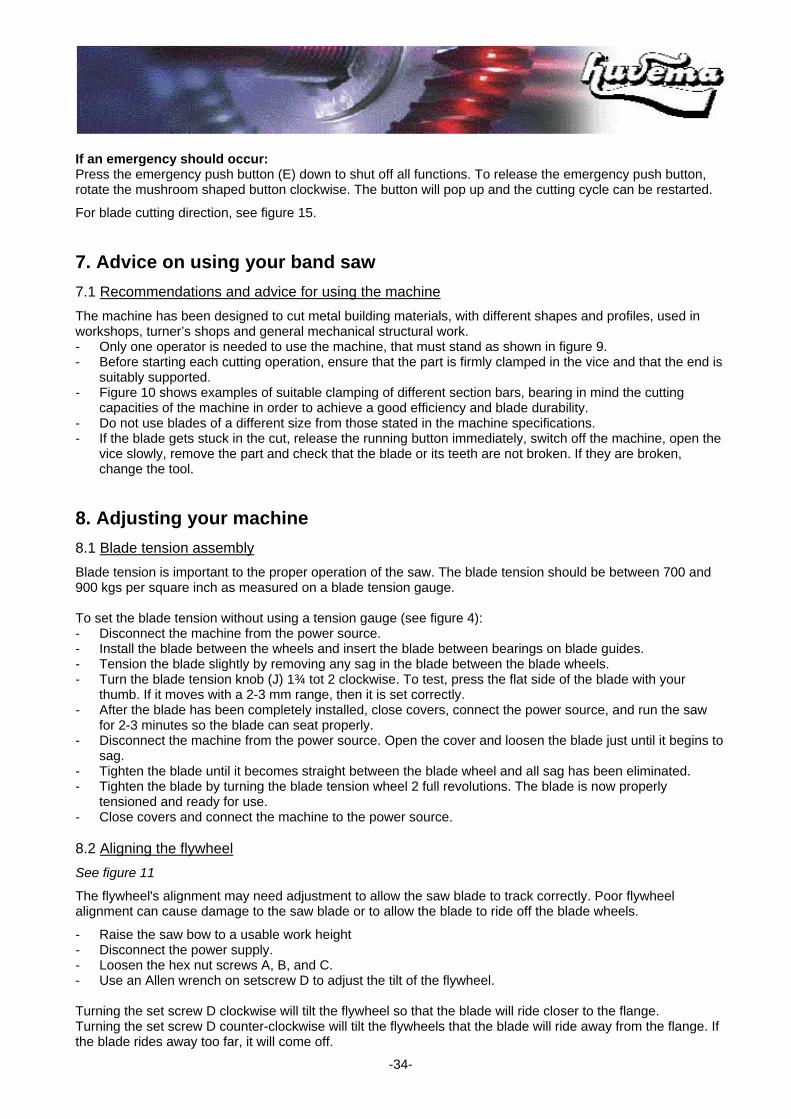
If an emergency should occur: Press the emergency push button (E) down to shut off all functions. To release the emergency push button, rotate the mushroom shaped button clockwise. The button will pop up and the cutting cycle can be restarted.
For blade cutting direction, see figure 15. 7. Advice on using your band saw 7.1 Recommendations and advice for using the machine The machine has been designed to cut metal building materials, with different shapes and profiles, used in workshops, turner’s shops and general mechanical structural work. - Only one operator is needed to use the machine, that must stand as shown in figure 9. - Before starting each cutting operation, ensure that the part is firmly clamped in the vice and that the end is
suitably supported. - Figure 10 shows examples of suitable clamping of different section bars, bearing in mind the cutting
capacities of the machine in order to achieve a good efficiency and blade durability. - Do not use blades of a different size from those stated in the machine specifications. - If the blade gets stuck in the cut, release the running button immediately, switch off the machine, open the
vice slowly, remove the part and check that the blade or its teeth are not broken. If they are broken, change the tool.
8. Adjusting your machine 8.1 Blade tension assembly Blade tension is important to the proper operation of the saw. The blade tension should be between 700 and 900 kgs per square inch as measured on a blade tension gauge. To set the blade tension without using a tension gauge (see figure 4): - Disconnect the machine from the power source. - Install the blade between the wheels and insert the blade between bearings on blade guides. - Tension the blade slightly by removing any sag in the blade between the blade wheels. - Turn the blade tension knob (J) 1¾ tot 2 clockwise. To test, press the flat side of the blade with your
thumb. If it moves with a 2-3 mm range, then it is set correctly. - After the blade has been completely installed, close covers, connect the power source, and run the saw
for 2-3 minutes so the blade can seat properly. - Disconnect the machine from the power source. Open the cover and loosen the blade just until it begins to
sag. - Tighten the blade until it becomes straight between the blade wheel and all sag has been eliminated. - Tighten the blade by turning the blade tension wheel 2 full revolutions. The blade is now properly
tensioned and ready for use. - Close covers and connect the machine to the power source. 8.2 Aligning the flywheel See figure 11
The flywheel's alignment may need adjustment to allow the saw blade to track correctly. Poor flywheel alignment can cause damage to the saw blade or to allow the blade to ride off the blade wheels.
- Raise the saw bow to a usable work height - Disconnect the power supply. - Loosen the hex nut screws A, B, and C. - Use an Allen wrench on setscrew D to adjust the tilt of the flywheel. Turning the set screw D clockwise will tilt the flywheel so that the blade will ride closer to the flange. Turning the set screw D counter-clockwise will tilt the flywheels that the blade will ride away from the flange. If the blade rides away too far, it will come off.

-35-
After the adjustment is finished, fasten the hex nut screws in this order: A, B, and C.
Top view
Checking the adjustment of the blade Use a strip of scrap paper and slide it between the blade and the flywheel while it is running.
If the paper is cut, then the blade is riding too close to the flange. Re-adjust. If you notice that the blade is riding away from the flange. Re-adjust.
8.3 Adjusting the blade guide Figure 12
- Disconnect the machine from the power source. - Release the extension bar for the blade guide block. - Loosen the hex socket screw (N) to loosen the clamping block (O). - Hold the revolving handle (M) and slide blade guide block as close as possible to the material without
interfering with the cut. - Tighten the hex socket screw (N) and reconnect the machine to the power source. Blade guide blocks
Figure 13
1. Eccentric bearings 3. Adjusting nut 2. Guide bearings 4. Guide bearing
The blade is guided by means of adjustable pads set in place during inspections as per thickness of the blade with a minimum amount of play. In case the blade needs to be replaced, make sure to always install 0.9mm thick blades for which the guide pads have been adjusted. In the case of toothed blades with different thickness, adjustment should be carried out as follows: - From the bottom of the guide block, use a wrench on the adjusting nut of the eccentric bearing. - Turn the adjusting nut clockwise to move the eccentric bearing away from the blade. - Turn the adjusting nut counter-clockwise to move the eccentric bearing closer to the blade.
Warning Before performing the following operations, the electric power supply and the power cable must be completely disconnected.
8.4 Changing the blade Figure 14
To change the blade: - Lift the saw arm and loosen the blade with the hand wheel, remove the mobile blade-guard cover, open
the flywheel guards and remove the old blade from the flywheels and the blade guide block. - Assemble the new blade by placing it first between the pads and then on the race of the flywheels, paying
particular attention to the cutting direction of the teeth. - Tension the blade and make sure it perfectly fits inside the seat of the flywheels. - Assemble the mobile blade-guide end, the flywheel guard, and fasten it with the relative knobs. Check that
the safety micro switch (X) is activated; otherwise, when electricity is applied the machine will not start.
A tilt in this direction will cause the blade to ride towards the flange.
A tilt in this direction will cause the blade to ride away from the flange.
Set screw D
PaperFlywheel
Blade direction

-36-
Warning Always assemble blades having dimensions specified in this manual and for which the blade guide heads have been set.
9. Maintenance The maintenance jobs are listed below, divided into Daily, Weekly, Monthly and Yearly intervals. If the following operations are neglected, the result will be premature wear of the machine and poor performance. 9.1 Daily maintenance - General cleaning of the machine to remove accumulated shavings. - Clean the lubricating coolant drain hole to avoid excess fluid. - Top off the level of lubricating coolant. - Check blade for wear. - Rise of saw frame to top position and partial slackening of the blade to avoid useless yield stress. - Check functionality of the shields and emergency stops. 9.2 Weekly maintenance - Thorough cleaning of the machine to remove shavings, especially from the lubricant fluid tank. - Removal of pump from its housing, cleaning of the suction filter and suction zone. - Clean the filter of the pump suction head and the suction area. - Use compressed air to clean the blade guides (guide bearings and drain hole of the lubricating cooling). - Cleaning of flywheel housings and blade sliding surfaces on flywheels. 9.3 Monthly maintenance - Check the tightening of the motor flywheel screws. - Check that the blade guide bearings on the heads are in perfect running condition. - Check the tightening of the screws of the gear motor, pump, and accident protection guarding. 9.4 Yearly maintenance A continuity test of the equipotential protection circuit should be performed by a recognized electrician. 9.5 Oils for lubricating coolant Considering the vast range of products on the market, the user can choose the one most suited to their own requirements, using as reference the type Shell Lutem Oil Eco. The minimum percentage of oil diluted in water is 8 – 10%. 9.6 Oil disposal The disposal of these products is controlled by strict regulations. Please see the chapter on ‘Machine dimensions, transport, installation, dismantling’ in the section ‘Dismantling’. 9.7 Coolant system Figure 16
Cleaning the tank: - Use a hex wrench to open the plug to allow the coolant to drain out - Loosen the 4 set screws to remove the filter (P). - Loosen the 4 setscrews and remove the pump (Q). - Use a vacuum cleaner to remove chips and debris from the tank. - Replace the plug. - Thoroughly clean the pump (Q) and replace. - Fill tank with coolant to a level about 25 mm below the filter (P). - Replace the filter (P).

-37-
9.8 The gear box Figure 17
The gearbox requires periodic changing of oil. The oil must be changed by the first 6 months of a new machine and every year thereafter. To change the gear box oil: - Disconnect the machine from the power source. - Raise the saw arm to vertical position. - Release the drain hold (S) to draw off gear oil by loosening the hex socket screw (R). - Replace the drain plug bolt (S) after oil completely flows off. - Place the saw arm back to horizontal position. - Fill the gearbox with approximately .3 liter of gear oil through the hole of the vent screw (R).
For reference, use Shell type gear oil or Mobile gear oil # 90. 9.9 Special maintenance Special maintenance must be conducted by skilled personnel. Also the reset of protective and safety equipment and devices (of the reducer), the motor, the motor pump, and other electrical components requires special maintenance. 10. Technical characteristics 10.1 Table of cutting capacity and technical details Types of steel Characteristics
Use I UNI
D DIN
F AF NOR
GB SB
USA AISI-SAE
Hardness Brinell
HB
Hardness Rockwell
HRB R=N/mm2
Construction steels
Fe360 Fe340 Fe510
St37 St44 St52
E24 E28 E36
--- 43 50
--- --- ---
116 148 180
67 80 88
360÷480 430÷560 510÷660
Carbon steels
C20 C40 C50 C60
CK20 CK40 CK50 CK60
XC20 XC42H1
--- XC55
060 A 20060 A 40
--- 050 A 62
1020 1040 1050 1060
198 198 202 202
93 93 94 94
540÷690 700÷840 760÷900 830÷980
Spring steels 50CrV4 60SiCr8
50CrV4 60SiCr7
50CV4 ---
735 A 50---
6150 9262
207 224
95 98
1140÷1330 1220÷1400
Alloyed steels for hardening and tempering and for nitriding
35CrMo4 39NiCrMo4 41CrAlMo7
34CrMo4 36CrNiMo4 41CrAlMo7
35CD4 39NCD4
40CADG12
708 A 37---
905 M 39
4135 9840
---
220 228 232
98 99
100
780÷930 880÷1080 930÷1130
Alloyed casehardening steels
18NiCrMo7 20NiCrMo2
--- 21NiCrMo2
20NCD7 20NCD2
En 325 805 H 20
4320 4315
232 224
100 98
760÷1030 690÷980
Alloyed for bearings 100Cr6 100Cr6 100C6 534 A 99 52100 207 95 690÷980
Tool steel
52NiCrMoKU C100KU
X210Cr13KU 58SiMo8KU
56NiCrMoV7C100KC100W1
X210Cr12 ---
--- ---
Z200C12 Y60SC7
--- BS 1 BD2-BD3 ---
--- S-1
D6-D3 S5
244 212 252 244
102 96
103 102
800÷1030 710÷980
820÷1060 800÷1030
Stainless steel
X12Cr13 X5CrNi1810 X8CrNi1910
X8CrNiMo1713
4001 4301
--- 4401
--- Z5CN18.09
--- Z6CDN17.12
--- 304 C 12
--- 316 S 16
410 304 ---
316
202 202 202 202
98 77 69
56.5
620÷685 375÷440 320÷410 265÷314
Copper alloys Copper Bronze
Aluminium copper alloy G-CuAl11Fe4Ni4 UNI 5275 Special manganese/silicon brass G-CuZn36SiPb1 UNI5038 Manganese bronze SAE43 - SAE430 Phosphor bronze G-CuSn12 UNI 7013/2a
220 140 120 100
98 77 69
56.5
620÷685 375÷440 320÷410 265÷314
Cast iron Gray pig iron G25 Spheroidal graphite cast iron GS600 Malleable cast iron W40-05
212 232 222
96 100 98
245 600 420

-38-
Cutting capacity (in mm)
0° 170 170 x 170 210 x 170
45° 120 110 x 110
60° 70 60 x 60 11. Material classification and choice of tool Since the aim is to obtain excellent cutting quality, the various parameters such as hardness of the material, shape and thickness, transverse cutting section of the part to be cut, selection of the type of cutting blade, cutting speed and control of saw frame lowering should be taken into account. These specifications must therefore be harmoniously combined in a single operating condition according to practical considerations and common sense, so as to achieve an optimum condition that does not require countless operations to prepare the machine when there are many variations in the job to be performed. The various problems that crop up from time to time will be solved more easily if the operator has a good knowledge of these specifications. 11.1 Definition of materials Refer to the table in chapter 10 to determine the hardness of the material. The table only serves as a guideline. 11.2 Selecting blade First of all the pitch of the teeth must be chosen, in other words, the numbers of teeth per inch (25,4 mm) suitable for the material to be cut, according to these criteria:
- Parts with a thin and / or variable section such as profiles, pipes and plate, need close toothing, so that the number of teeth used simultaneously in cutting is from 3 to 6.
- Parts with large transverse sections and solid sections need widely spaced toothing to allow for the greater volume of the shavings and better tooth penetration.
- Parts made of soft material or plastic (light alloys, mild bronze, Teflon, wood, etc.) also require widely spaced toothing.
- Pieces cut in bundles require combo tooth design. 11.3 Teeth pitch As already stated, this depends on the following factors: - Hardness of the material - Dimensions of the section - Wall thickness
Blade teeth selection
Thickness (mm) Z continuous tooth design
Z combo tooth design
Till 1.5 mm 14 10/14 1-2 mm 8 8/12 2-3 mm 6 6/10 3-5 mm 6 5/8 4-6 mm 6 4/6 more than 6 mm 4 4/6

-39-
Solid Ø or L (mm) Z continuous tooth design
Z combo tooth design
Till 30 mm 8 5/8 30-60 mm 6 4/6 40-80 mm 4 4/6 more than 90 mm 3 3/4
Ø = Diameter L = Width
11.4 Cutting and advance speed The cutting speed (m/min) and the advance speed (cm2/min = area travelled by the teeth when removing shadings) are limited by the development of heat close to the tips of the teeth. The cutting speed is subordinate to the resistance of the material (R = N/mm2), to its hardness (HRC) and to the dimensions of the widest section. Too high an advance speed (= lowering of the saw frame) tends to cause the disk to deviate from the ideal cutting path, producing non-rectilinear cuts on both the vertical and the horizontal plane. The best combination of these two parameters can be seen directly examining the chips: - Long spiral-shaped chips indicate ideal cutting. - Very fine of pulverized chips indicate lack of feed and / or cutting pressure. - Thick and / or blue chips indicate overload of the blade. 11.5 Blade running-in When cutting for the first time, it is good practice to run in the tool making a series of cuts at low advance speed (30-35 cm2/min on material of average dimensions with respect to the cutting capacity and solid section of normal steel with R=410-510 N/mm2). Generously spraying the cutting area with lubricating coolant. 11.6 Blade structure Bi-metal blades are the most commonly used. They consist of a silicon-steel blade backing by a laser welded high-speed steel (HHS) cutting edge. The type of stocks are classified in M2, M42, M51 and differ from each other because of their major hardness due to the increasing percentage of Cobalt (Cc) and molybdenum (Mo) contained in the metal alloy. 11.7 Blade type They differ essentially in their constructive characteristics, such as:
- Shape and cutting angle of tooth - Pitch - Set Shape and angle of tooth
Regular tooth 0° rake and constant pitch. Most common form for transversal or inclined cutting of solid small and average cross-sections or pipes, in laminated mild steel and gray iron or general metal.
Positive rake tooth 9°-10° positive rake and constant pitch. Particular use for crosswise or inclined cuts in solid sections or large pipes, but above all harder materials (highly alloyed and stainless steels, special bronze and forge pig iron).
positive

-40-
Combo tooth Pitch varies between teeth and consequently varying teeth size and varying gullet depths. Pitch varies between teeth, which ensures a smoother, quieter cut and longer blade life owing to the lack of vibration. An advantage offered in the use of this type of blade is the fact that with an only blade it is possible to cut a wide range of different materials in size and type.
Combo tooth 9-10° positive rake This type of blade is the most suitable for the cutting of section bars and large and thick pipes as well as for the cutting of solid bars at maximum machine capacity. Available pitches: 3-4, 4-6.
Sets
Saw teeth bent out of the plane of the saw body, resulting in a wide cut in the work piece. Regular or raker set Cutting teeth right and left, alternated by a straight tooth. Of general use for materials with dimensions superior to 5mm. Used for cutting of steel, castings and hard nonferrous materials. Wavy set Set in smooth waves. This set is associated with very fine teeth and it is mainly used for the cutting of pipes and thin section bars (from 1 to 3 mm). Alternate set (in groups) Groups of cutting teeth right and left alternated by a straight tooth. This set is associated with very fine teeth and it is used for extremely thin materials (less than 1 mm). Alternate set (individual teeth) Cutting teeth right and left. Set is used for the cutting of nonferrous soft materials, plastics and wood. 12. Noise tests The test was held under environmental noise levels of 65 dB. Noise measurements with the machine operating unload was 71 dB. Noise level during the cutting of mild carbon steel was 73 dB.
Note With the machine operating, the noise level will vary according to the different materials being processed. The user must therefore assess the intensity and if necessary provide the operators with the necessary personal protection, as required by law.
13. Wiring diagram See figure 18
SB1 Emergency button SA2 Mode selecting SB2 Start M1 Blade motor SB3 Manual M2 Coolant motor SQ1 Cover out HL1 AC lamp SQ2 Blade broken HL2 Run lamp SQ3 Downer limit
positive
distance between teeth
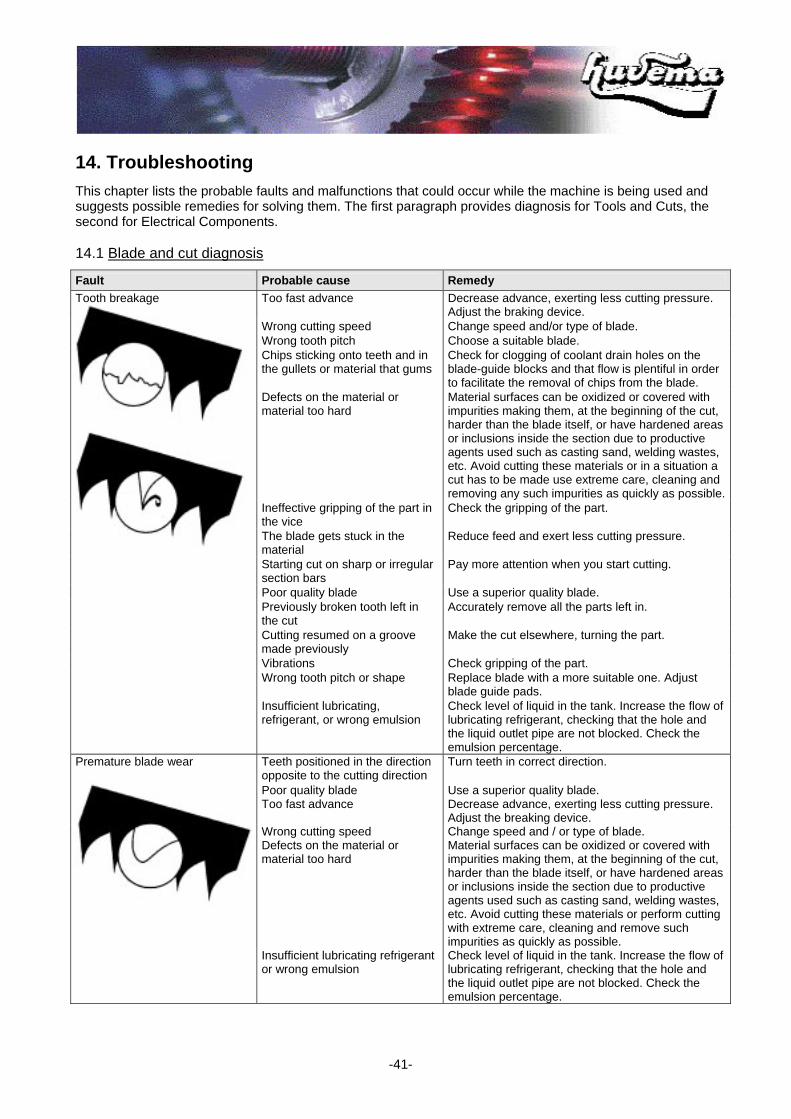
-41-
14. Troubleshooting This chapter lists the probable faults and malfunctions that could occur while the machine is being used and suggests possible remedies for solving them. The first paragraph provides diagnosis for Tools and Cuts, the second for Electrical Components. 14.1 Blade and cut diagnosis
Fault Probable cause Remedy Too fast advance Decrease advance, exerting less cutting pressure.
Adjust the braking device. Wrong cutting speed Change speed and/or type of blade. Wrong tooth pitch Choose a suitable blade. Chips sticking onto teeth and in the gullets or material that gums
Check for clogging of coolant drain holes on the blade-guide blocks and that flow is plentiful in order to facilitate the removal of chips from the blade.
Defects on the material or material too hard
Material surfaces can be oxidized or covered with impurities making them, at the beginning of the cut, harder than the blade itself, or have hardened areas or inclusions inside the section due to productive agents used such as casting sand, welding wastes, etc. Avoid cutting these materials or in a situation a cut has to be made use extreme care, cleaning and removing any such impurities as quickly as possible.
Ineffective gripping of the part in the vice
Check the gripping of the part.
The blade gets stuck in the material
Reduce feed and exert less cutting pressure.
Starting cut on sharp or irregular section bars
Pay more attention when you start cutting.
Poor quality blade Use a superior quality blade. Previously broken tooth left in the cut
Accurately remove all the parts left in.
Cutting resumed on a groove made previously
Make the cut elsewhere, turning the part.
Vibrations Check gripping of the part. Wrong tooth pitch or shape Replace blade with a more suitable one. Adjust
blade guide pads.
Tooth breakage
Insufficient lubricating, refrigerant, or wrong emulsion
Check level of liquid in the tank. Increase the flow of lubricating refrigerant, checking that the hole and the liquid outlet pipe are not blocked. Check the emulsion percentage.
Teeth positioned in the direction opposite to the cutting direction
Turn teeth in correct direction.
Poor quality blade Use a superior quality blade. Too fast advance Decrease advance, exerting less cutting pressure.
Adjust the breaking device. Wrong cutting speed Change speed and / or type of blade. Defects on the material or material too hard
Material surfaces can be oxidized or covered with impurities making them, at the beginning of the cut, harder than the blade itself, or have hardened areas or inclusions inside the section due to productive agents used such as casting sand, welding wastes, etc. Avoid cutting these materials or perform cutting with extreme care, cleaning and remove such impurities as quickly as possible.
Premature blade wear
Insufficient lubricating refrigerant or wrong emulsion
Check level of liquid in the tank. Increase the flow of lubricating refrigerant, checking that the hole and the liquid outlet pipe are not blocked. Check the emulsion percentage.
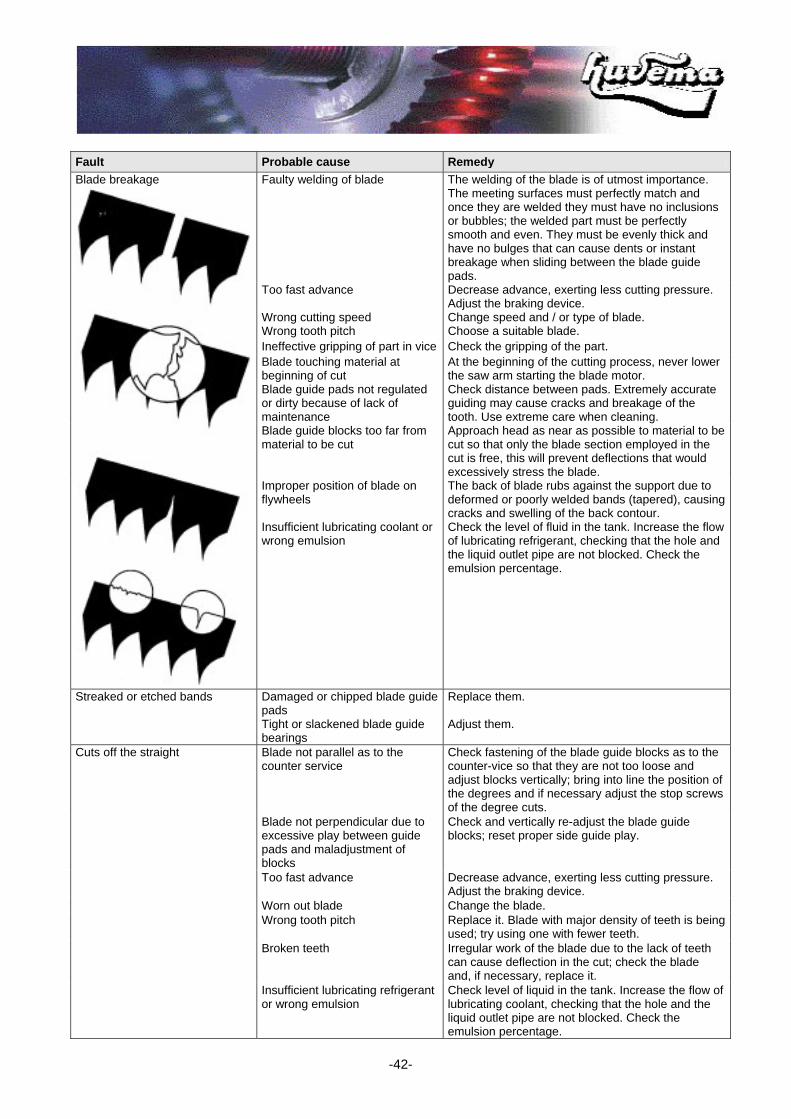
-42-
Fault Probable cause Remedy Faulty welding of blade The welding of the blade is of utmost importance.
The meeting surfaces must perfectly match and once they are welded they must have no inclusions or bubbles; the welded part must be perfectly smooth and even. They must be evenly thick and have no bulges that can cause dents or instant breakage when sliding between the blade guide pads.
Too fast advance Decrease advance, exerting less cutting pressure. Adjust the braking device.
Wrong cutting speed Change speed and / or type of blade. Wrong tooth pitch Choose a suitable blade. Ineffective gripping of part in vice Check the gripping of the part. Blade touching material at beginning of cut
At the beginning of the cutting process, never lower the saw arm starting the blade motor.
Blade guide pads not regulated or dirty because of lack of maintenance
Check distance between pads. Extremely accurate guiding may cause cracks and breakage of the tooth. Use extreme care when cleaning.
Blade guide blocks too far from material to be cut
Approach head as near as possible to material to be cut so that only the blade section employed in the cut is free, this will prevent deflections that would excessively stress the blade.
Improper position of blade on flywheels
The back of blade rubs against the support due to deformed or poorly welded bands (tapered), causing cracks and swelling of the back contour.
Blade breakage
Insufficient lubricating coolant or wrong emulsion
Check the level of fluid in the tank. Increase the flow of lubricating refrigerant, checking that the hole and the liquid outlet pipe are not blocked. Check the emulsion percentage.
Damaged or chipped blade guide pads
Replace them. Streaked or etched bands
Tight or slackened blade guide bearings
Adjust them.
Blade not parallel as to the counter service
Check fastening of the blade guide blocks as to the counter-vice so that they are not too loose and adjust blocks vertically; bring into line the position of the degrees and if necessary adjust the stop screws of the degree cuts.
Blade not perpendicular due to excessive play between guide pads and maladjustment of blocks
Check and vertically re-adjust the blade guide blocks; reset proper side guide play.
Too fast advance Decrease advance, exerting less cutting pressure. Adjust the braking device.
Worn out blade Change the blade. Wrong tooth pitch Replace it. Blade with major density of teeth is being
used; try using one with fewer teeth. Broken teeth Irregular work of the blade due to the lack of teeth
can cause deflection in the cut; check the blade and, if necessary, replace it.
Cuts off the straight
Insufficient lubricating refrigerant or wrong emulsion
Check level of liquid in the tank. Increase the flow of lubricating coolant, checking that the hole and the liquid outlet pipe are not blocked. Check the emulsion percentage.

-43-
Fault Probable cause Remedy Faulty cut Worn out flywheels
Flywheel housing full of chips The support and guide flange of the band are so worn out that they cannot ensure the alignment of the blade, causing faulty cutting; blade rolling and drawing tracks can have become tapered. Replace them. Clean with compressed air.
Too fast advance Decrease advance, exerting less cutting pressure. Adjust the braking device.
Poor quality blade Use a superior quality blade. Worn out blade or with chipped and/or broken teeth
Replace it.
Wrong tooth pitch Blade used probably has too large teeth, use one with more teeth.
Blade guide blocks too far from material to be cut
Approach head as near as possible to material to be cut so that only the blade section employed in the cut is free, this will prevent deflections that would excessively stress the blade.
Streaked cutting surface
Insufficient lubricating coolant or wrong emulsion
Check level of liquid in the tank. Increase the flow of lubricating coolant, checking that the hole and the liquid outlet pipe are not blocked. Check the emulsion percentage.
Chipped bearings
Dirt and/or chips between blade and guide bearings. Replace them.
Noise on guide blocks
Worn out or damaged pads Replace them. 14.2 Electrical component diagnosis Repairs and maintenance of the electrical installation may only be performed by a recognized electrician. Fault Probable cause Remedy
Fuses burned out Switch of main power, replace fuse(s) and check for current continuity. If normal, switch on machine.
T1, no current output Replace T1 Speed switch R1 not OFF Switch the speed switch R1 in Off position R1 not Off , R1 connector open Replace R1 SB1 open Reset or replace SB1 SQ1 open Check SQ1's efficiency and replace if necessary SQ2 open Check SQ2's efficiency and replace if necessary SQ3 open Check SQ3's efficiency and replace if necessary SA2 turned right, connector open Replace SA2 SB3 open Check if SB3 is in correct position, replace if neededOverload on PCB1 Too fast advance causes overload. Switch off SA1
and on again. Replace PCB1 and/or the motor.
The band rotation motor does not work
K1 damaged Replace K1 Cut-off doesn't touch SQ3 Adjust position SQ3 Band motor does not stop when
cutting finished SQ3 damaged Replace SQ3 Coolant motor doesn't run with band motor
M2 coolant motor damaged Replace M2
Fuses burned out Replace burnt fuse(s) T1 damaged Replace T1 HL1 damaged Replace HL1
Power indicator light doesn't work when main power switch is on
PCB1 damaged Replace PCB1 HL2 damaged Replace HL2 Operating indicator light doesn't
work when band motor runs PCB1 damaged Replace PCB1

-44-
15. Part list See Figures 19, 20, 21, 22 and 23 No. Description Size no. Qty. No. Description Size no. Qty.
1 Base (right part) 1 93HV-1 Manual/Auto selector 1 1-1 Base (left part) 1 93HV-2 Start button 2 2 Hex. cap bolt M12x40 2 94 Control box bottom part 1 3 Nut M12 2 95 Support 1 4 Base cover plate 2 96 Setting bracket 1 5 Hex. cap bolt M8x16 8 97 Spring washer M8 2 6 Flat washer M8 8 98 Hex. socket cap screw M8x20 2 7 Nut M8 8 99 Spring washer M8 4 8 Flat washer M10x20 2 100 Hex. socket cap screw M8x20 4 9 Spring washer M10 2 101 Hex. socket cap screw M5x8 4
10 Hex. socket cap screw M10x20 2 103 Front ball bearing bracket 1 11 Hex. socket cap screw M6x8 2 104 Setting bracket 1 12 Plate 1 105 Handle M10x45 1 13 Hex. socket cap screw M8x20 2 106 Hex. socket cap screw M6x8 1 14 Spring washer M8 2 107 Plastic handle M6 1 15 Hex. socket cap screw M8x20 2 108 Spring washer M8 3
15-1 Spring washer M8 2 109 Hex. socket cap screw M8x30 3 16 Flat washer M8 2 110 Set screw M8x30 2 17 Supporting plate 1 114 rod 1 18 Nut M8 2 115 Nut M6x12 1
18-1 Flat washer M8 2 116 Trigger switch 1 19-1 Support plate 1 117 Cover plate 1 19-2 Hex. socket cap bolt M10x20 2 118 Hex. socket cap screw M6x8 2 19-3 Spring washer M10 2 119 Set screw M10x16 1 19-4 Flat washer M10 2 120 Hex. socket cap screw M10x40 3 28 Block plate 1 121 Spring washer M10 3 29 Hex. socket cap screw M6x8 2 122A Slide 1 30 Flat washer M6 2 123 Nut M16x2 1
30-1 Nut M6 2 124 Handle 2 31 Hex. cap bolt M12x40 2 125 Handle wheel 1 32 Nut M12 2 126 Thrust spring washer 6 33 Filter net 1 127 Tension shaft 1 34 Round head screw M5x10 4 128A Shaft 1 35 Hex. socket cap screw M6x15 2 129 Ball bearing #6006ZZ 2 36 Flat washer M6 2 130 Idle flywheel 1 37 Hose 5/6"x125 cm 1 131 Washer 1 38 Hose clamp 1 132 Spring washer M10 1 39 Pump WE90 1 133 Hex. cap bolt M10x25 1 40 Plug M3/8" 1 134A Blade 1 41 Coolant and chip tray 1 135 Knob bolt M6x10 4 42 Locking lever 1 136A Blade cover 1 43 Set screw M10x10 1 137 Round head screw M4x8 2 44 Spring washer M10 1 138 Spring washer M4 2 45 Hex. socket cap screw M10x35 1 138-1 Nut M4 2 46 Nut 1 139 Hex. cap bolt M10x25 1 47 Shaft 1 140 Spring washer M10 1 48 Oil seal 4m/mm (51.7-52cm) 1 141 Washer 1 50 Disk 1 142 Drive flywheel 1 51 Spring washer M8 4 143 Hex. socket cap screw M8x30 4 52 Hex. socket cap screw M8x25 4 144 Spring washer M8 4 53 Set screw M8x10 1 145 Saw arm 1 54 Hand wheel 5" 1 145-1 Set shaft 1 55 Set screw M8x10 1 146 Hose 5/16"x75cm 1 56 Nut 1 147 Pipe fitting 1/4Px5?16 2 57 Bearing bushing 1 148A Pipe fitting seat 1 58 Ball bearing #51104 1 150 Coolant switch 1/4Px5/16 1 59 Lock handle 1 150-1 Brace 1 60 Bushing 1 150-2 Hex. socket cap screw M6x8 2 61 Hex. socket cap screw M6x100x25 2 151 Hose clamp 1 62 Table 1 152 Hose 5/16"x 35cm 1 63 Compressed spring 1 153 Limit switch AZD-S11-1A 1 64 Lead screw 1 153-1 Switch pin 1
64-1 Key 5x5x20 1 154 Hex. socket cap screw M4x35 2 66 Vise 1 155 Spring shaft 1 67 Set screw M8x10 1 155-H1 Spring shaft 1 68 Hex. socket cap screw M5x8 2 155-H2 Setting plate 1 69 Scale point 1 155-H3 Handle 1 70 Set screw M8x10 1 155-H4 Nut M16x2.0x8t 2 71 Pivot 1 155-H5 Bushing 1 72 Anti-dust cover ø30 2 155-H6 Adjustable shaft 1

-45-
No. Description Size no. Qty. No. Description Size no. Qty. 73 Ball bearing #32006ZZ 2 155-H7 Spring 1 74 Nut M10 2 155-H8 Set screw M8x10 3 75 Hex. cap bolt M10x40 1 156 Spring 1
75-1 Hex. cap bolt M10x25 1 157 Key 7x7x25 1 76 Spring hook 1 158 Gear box 1 77 Star washer ø30 1 159 Key 5x5x25 1 78 Nut M30 1 160 Motor 4P/8? 1 79 Swivel arm 1 161 Spring washer M8 4 80 Scale 1 162 Hex. socket cap screw M8x20 4 81 Rivet 2m/m 2 163 Set screw M6x12 4 82 Bar stop rod 1 170 Set screw M6x12 4 83 Rod 1 172 Hex. socket cap screw M8x30 2 84 Butterfly screw 5/16x3/4 1 173 Centric shaft 2 85 Cover 1 174 Ball bearing #608ZZ 8 86 Hex. socket cap screw M5x8 4 175 E ring E7 4 88 Round head screw M5x8 4 176 Eccentric shaft 2 89 Control box bottom plate 2 177 Front ball bearing guard 1
90-1 Transformer 1 178 Front blade guard 1 90-2 Magnetic connector 1 179 Hex. socket cap screw M6x8 1 90-3 Fuse seat 1 180 Hex. socket cap screw M8x20 2 90-4 Overload rely 1 181 Ball bearing #608ZZ 2 90-5 Contacts 1 182 Flat washer M8 2 91 Hex. socket cap screw M5x8 4 183 Pipe fitting 1/4Px5/16 2
92-1 Main connect switch 3PH 1 184 Nut M8 4 92-1A 0-1 power switch (not shown) 1PH 1 185 Spring washer M8 4 92-2 Power indicator light 1 186 Rear ball bearing set 1 92-3 Emergency switch 1 188 Hex. socket cap screw M8x30 2 92-4 Start button 1 189 Rear blade guard 1 92-5 Blade speed knob 1 190 Round head screw M6x8 2 93HV Control box panel 1 Our products are frequently updated and improved. Minor changes may not yet be incorporated in this manual. Always state the year of build, type and serial number of the machine in correspondence. Manufacturer and importer assume no responsibility for defects which result from not reading the manual carefully or wrong use of the machine. No rights can be derived from this manual. All rights reserved. No part of this booklet may be reproduced in any form, by print, photoprint, microfilm or any other means without written permission from the publisher. © 2004, Huberts bv, Kennedylaan 14, Veghel, the Netherlands. Internet: www.huvema.nl

-46-
CE DECLARATION OF CONFORMITY (in accordance with supplement II A of the Machinery Directive) Industrie & Handelsonderneming Huberts bv, Kennedylaan 14, 5466 AA Veghel, the Netherlands, in the capacity of importer, is to be held responsible for declaring that the Huvema machine: Band saw HU 210 CSO Vario which this declaration relates to, is conform the following norms: EN 292-1, EN 292-2, EN 60204-1, EN 61000-6-1, EN 61000-6-3, EN 13898 and meets the basic requirements of the Machinery Directive 98/37/EC, the Electromagnetic Compatibility directive 89/336/EEC including 92/31/EEC and the Low Voltage directive 72/23/EEC including 93/68/EEC. Veghel, the Netherlands, September 2004 L. Verberkt Managing director

-47-
Bandsäge HU 210 CSO Vario 1. Allgemeine Regeln zum sicheren Umgang mit Maschinen N.B.: Zur eigenen Sicherheit immer erst die Bedienungsanleitung lesen, bevor die Maschine in Betrieb gesetzt
wird. Die Maschine, deren Bedienung und Betriebsgrenzen kennenlernen sowie deren spezifische Gefahren erkennen.
Wie bei allen Maschinen sind auch bei dieser Maschine beim Betrieb und der Handhabung maschinentypische Gefahren gegeben. Die aufmerksame Bedienung und der richtige Umgang mit der Maschine verringern wesentlich die möglichen Unfallgefahren. Bei Mißachtung der normalen Vorsichtsmaßnahmen sind Unfallgefahren für den Bedienenden unausweichlich. Die Maschine wurde nur für die gegebenen Verwendungsarten ausgelegt. Wir legen es dringend nahe, daß die Maschine weder abgeändert noch in einer Art und Weise betrieben wird, für welche sie nicht ausgelegt wurde. Bei irgendwelchen Fragen zur Nutzung der Maschine sollte vor deren Betrieb - falls die Bedienungsanleitung keinen Aufschluß vermitteln kann - der Händler kontaktiert und von ihm die Klärung abgewartet werden. 1. Schutzabdeckungen in betriebsfähigem Zustand halten und nicht abbauen. 2. Elektrisch betriebene Maschinen mit einem Netzanschlußstecker mit Schutzkontakt immer an einer
Steckdose mit Schutzkontakt anschließen. Bei der Verwendung von Zwischensteckern ohne Schutzkontakt muß der Schutzkontaktanschluß zur Maschine unbedingt hergestellt werden. Die Maschine niemals ohne Schutzkontaktanschluß betreiben.
3. Lose Spannhebel oder Schlüssel immer von der Maschine entfernen. Ein Verhalten entwickeln, so daß immer vor dem Einschalten der Maschine geprüft wird, ob alle losen Bedienelemente entfernt wurden.
4. Arbeitsbereich hindernisfrei halten. Verstellte Arbeitsbereiche und Arbeitsflächen fordern Unfälle geradezu heraus.
5. Maschine nicht in gefahrvoller Umgebung betreiben. Angetriebene Maschinen nicht in feuchten oder nassen Räumen betreiben oder diese dem Regen aussetzen. Arbeitsfläche und Bereich immer gut beleuchten.
6. Kinder und Besucher von der Maschine fernhalten. Kinder und Besucher sollten immer in einem sicheren Abstand zum Arbeitsbereich gehalten werden.
7. Die Werkstatt oder den Arbeitsraum vor unbefugtem Betreten absichern. Kindersicherungen in Form von verschließbaren Riegeln, absperrbaren Hauptschaltern usw. anbringen.
8. Maschine nicht überlasten. Die Arbeitsleistung der Maschine wird besser und der Betrieb sicherer, wenn diese in den Leistungsbereichen betrieben wird, für welche sie ausgelegt ist.
9. Immer die Maschine einsetzen, die der Anforderung 1-2 entspricht. Anbaugeräte der Maschine nicht für Arbeiten einsetzen, für welche sie nicht ausgelegt ist.
10. Richtige Arbeitskleidung tragen. Keine lose Kleidung, Handschuhe, Halstücher, Ringe, Hals- oder Handketten oder anderen Schmuck tragen. Diese können sich in bewegenden Maschinenteilen fangen. Schuhe mit rutschfesten Sohlen tragen. Eine Kopfbedeckung tragen, die lange Haare vollständig umfaßt.
11. Immer eine Schutzbrille tragen. Hier gemäß den Unfallverhütungsvorschriften verfahren. Ebenso eine Staubmaske bei Arbeiten mit Staubanfall tragen.
12. Werkstücke festklemmen. Zum Halten des Werkstückes immer einen Schraubstock oder eine Spannvorrichtung verwenden. Das ist sicherer als mit der Hand und es stehen beide Hände zum Bedienen der Maschine zur Verfügung.
13. Auf Standsicherheit achten. Die Fußstellung und körperliche Balance immer so halten, daß der sichere Stand gegeben ist.
14. Maschine immer in einwandfreiem Zustand halten. Hierzu die Schneidflächen scharf und sauber für die optimale Leistung halten. Die Betriebsanweisung für die Reinigung, das Schmieren und den Wechsel von Anbaugeräten beachten.
15. Maschine immer vom Netz trennen, bevor Wartungsarbeiten oder der Wechsel von Maschinenteilen, wie Sägeblatt, Schneidwerkzeuge usw. erfolgen.
16. Nur die empfohlenen Zubehöre verwenden. Hierzu die Anweisungen in der Bedienungsanleitung beachten. Die Verwendung von ungeeignetem Zubehör birgt Unfallgefahren in sich.
17. Das unbeabsichtigte Inbetriebsetzen vermeiden. Immer vor dem Herstellen des Netzanschlusses prüfen, ob der Betriebsschalter in der Stellung AUS (OFF) steht.
18. Alle Ölbehälter vor Gebrauch der Maschine auffüllen.

-48-
19. Niemals auf der Maschine stehen. Schwere Verletzungen sind möglich, falls die Maschine kippt oder in Berührung mit dem Schneidwerkzeug kommt.
20. Schadhafte Maschinenteile prüfen. Vor der weiteren Nutzung der Maschine ein schadhaftes Maschinenteil sorgfältig darauf prüfen, ob es trotz des Schadens seine Funktion noch voll und sicher erfüllen kann. Beschädigte Schutzvorrichtungen oder andere Teile sollten vor dem weiteren Betrieb einwandfrei repariert oder ausgetauscht werden.
21. Vorschubrichtung. Das Werkstück nur entgegen der Dreh- oder Laufrichtung des Schneidwerkzeuges oder Sägeblattes einführen.
22. Niemals die Maschine während des Betriebes verlassen. Immer die Netzversorgung abschalten. Maschine erst verlassen, wenn diese vollständig zum Stillstand gekommen ist.
23. Alkohol, Medikamente, Drogen. Niemals die Maschine unter Einfluß von Alkohol, Medikamenten oder Drogen bedienen.
24. Sicherstellen, daß die Maschine von der Netzversorgung getrennt ist, bevor Arbeiten an der elektrischen Anlage, am Antriebsmotor usw. erfolgen.
25. Originalverpackung aufbewahren wegen Wiedertransport oder Umstellung der Maschine. Zusätzliche Sicherheitsvorschriften - Bei Wartung und Reparatur soll die Maschine auf “AUS” stehen und der Stecker gezogen werden. - Eingespannte Werkstücke sollen ausschließlich bei einer ausgeschalteten Maschine gemessen werden. - Sicherheitsvorrichtungen oder Schutzhauben usw. sollen nicht entfernt werden. - Sicherheitsbrille tragen. - Späne sollen nicht mit der Hand entfernt werden, bitte Bürste verwenden. - Die Maschine niemals während des Betriebes verlassen. 2. Zusätzliche Sicherheitsvorschriften Diese Maschine wurde den allgemeinen Sicherheitsvorschriften entsprechend entworfen, um Schäden und Unfälle zu vermeiden. Ein falsches Benutzen und/oder Ändern der Sicherheitsvorkehrungen ist strengstens untersagt, und enthebt den Lieferanten aller Verantwortung.
2.1 Hinweise für den Benutzer - Prüfen Sie ob die Voltspannung der Maschine mit der der Stromquelle übereinstimmt. - Prüfen Sie die Funktion des Stromzufuhrs und der Erdung. Das gelbgrüne Kabel ist die Erdleitung. - Das Anschließen an die Stromzufuhr sowie das Durchführen von Reparaturen an die Elektrikanlage soll
von einem zugelassenen Elektroinstallateur durchgeführt werden. - Wenn der Sägebügel nach oben bewogen wird oder senkrecht steht, läuft das Sägeblatt nicht. - Nur den Bereich rund um das Sägeblatt wo gesägt wird, darf unbeschutzt sein. Verstellen Sie die
Führungsarme um die Schutzabdeckung erneut einzustellen. - Die Maschine darf nie ohne Schutzabdeckung verwendet werden. - Entfernen Sie die Maschine immer von der Stromzufuhr wenn Sie Sägebänder austauschen oder
Wartungsarbeiten durchführen. - Halten Sie die Hände und Arme weit vom Arbeitsbereich entfernt wenn die Maschine läuft. - Verstellen Sie die Maschine nie während der Arbeit. - In der Nähe der Maschine und des Arbeitsbereichs sollen so wenig möglich Werkzeuge herumliegen. - Führen Sie immer nur eine Bearbeitung durch. Nehmen Sie nie verschiedene Sachen gleichzeitig in die
Hand. Die Hände sollen sauber und trocken sein um zu vermeiden, daß Sie Gegenstände fallen lassen. - Achten Sie darauf daß Sie genügend Licht haben, wenn Sie Tätigkeiten durchführen. So vermeiden Sie
Unfälle. 2.2 Elektrikanlage - Die Elektrikanage ist gemäß EN 60204-1, zusammen mit Ergänzungen in IEC 204-1 (1992), durchgeführt
worden. - Die Elektrikanlage schützt vor Elektroschoks infolge direktes oder indirektes Kontakt.
Die leitenden Teile der Maschine befinden sich in einem Gehäuse das mit Schrauben gesichert wurde. Das Gehäuse kann nur mit Hilfe von Werkzeugen entfernt werden. Der Steuerstromkreis wird von einer Unterspannung (24V) gespeist. Die Elektrikanlage ist Spritz- und Staubgeschützt.

-49-
- Die Maschine ist durch Sicherungen und eine Erdverbindung vor Kurzschluß geschützt. Der Motor ist vor Überlastung geschützt.
- Bei einer Stromunterbrechung kann die Maschine nur eingeschaltet werden, wenn der EIN-Knopf gedrückt wird.
- Die Maschine wurde gemäß Punkt 20 von EN 60204 getestet. 2.3 Notvorrichtung - Bei Bedienungsfehlern oder in gefährlichen Situationen, soll die Maschine mittels des roten Not-Schalters
sofort ausgeschaltet werden. - Wenn die Schutzabdeckung (un)absichtlich geöffnet wird, schaltet einen Schutzschalter die Maschine aus.
Wichtig Wenn der Not-Aus gedrückt wurde, kann die Maschine erst wieder eingeschaltet werden, indem den EIN-Knopf betätigt wird.
3. Kennzeichen Motorleistung 1.1 kW Sägeblattabmessungen 20x0.9x2110 mm Sägegeschwindigkeit 35 / 80 m/min Abmessungen 1500x800x1620 mm Gewicht 156 kg Änderungen vorbehalten. 4. Anwendungsvorschriften Lesen Sie die Sicherheitsvorschriften sorgfältig durch, und halten Sie sich daran. Studieren Sie die Anwendungsmöglichkeiten und Grenzen der Maschine. Achten Sie auf Risiken beim Gebrauch.
Tragen Sie immer eine Sicherheitsbrille.
5. Abmessungen, Transport, Montage, Abrüstung 5.1 Abmessungen der Maschine Abbildung 1 5.2 Transport Wenn die Maschine in der entsprechenden Orginal-Verpackung verstellt werden muß, verwendet man hierzu einen Stapler mit den entsprechenden Riemen wie in Abbildung 2 gezeigt wird. 5.3 Mindestvoraussetzungen des Lokals zur Aufstellung der Maschine - Netzspannung und Frequenz sollen den Merkmalen des Motors der Maschine entsprechen. - Umgebungstemperatur von -10°C bis +50°C. - Die relative Luftfeuchtigkeit darf ncht mehr als 90% betragen. 5.4 Verankerung der Maschine Die Maschine ist auf einer soliden Zementunterlage in einem Abstand von mindestens 800 mm zur rückseitigen Wand und mittels Schrauben und Ausdehnungsstopfen oder eingemauerten Zugstangen im Untergrund zu verankern. Achten Sie dabei auf die Nivellierung (Abb. 3).

-50-
5.5 Montage Die Maschine wird teils montiert geliefert. Die folgenden Teile müssen noch montiert werden: - Stange des Längenanschlags - Rolle und Arm für Materialvorschub 5.6 Außerbetriebsetzung Wenn die Maschine längere Zeit nicht benutzt wird, empfiehlt es sich: - Den Stecker zu ziehen - Das Sägeblatt zu lockern - Die Bügelrückzugfeder zu lösen - Den Kühlmittelbehälter zu leeren - Die Maschine reinigen und schmieren - Die Maschine zuzudecken 5.7 Abrüstung Bei der endgültigen Abrüstung und Verschrottung muß der Art und der Zusammensetzung der zu entsorgenden Materialien Rechnung getragen werden. Dies bedeutet im einzelnen: 1. Eisenhaltige Materialien und Gußeisen, die allerdings nur aus Metall bestehen, müssen vorbehaltlich der
enthaltenen Bestandteile, den zur Einschmelzung ermächtigten Eisenwerken übergeben werden. 2. Die elektrischen Bestandteile, einschließlich Speisekabel und elektronischem Material (Magnetkarten,
usw.) welche als dem städtischen Müll assimilierbar eingestuft werden, können direkt der Verwaltung des städtischen Mülldienstes übergeben werden, bzw. vorübergehend in den Müllcontainern gelagert werden.
3. Für die benutzten Mineral-, synthetischen oder gemischten Öle, wasserlösliche Öle und Fette, bei welchen es sich um Spezialmüll handelt, müssen Sie sich zwecks Lagerung, Transport und anschließende Entsorgung, an das Konsortium für Gebrauchtöle wenden.
Wichtig Da die Vorschriften und Gesetze für die Müllklassifizierung und –Entsorgung in dauerndem Wandel begriffen sind und daher Abänderungen und Neubestimmungen unterliegen, ist der Verwender angehalten, sich über die jeweiligen Vorschriften zur Abrüstung der Werkzeugmaschine zu unterrichten, die von den obengenannten Normen abweichen können.
6. Bedienungselemente 6.1 Sägebügel Der Sägebügel enthält eine Antriebseinheit (Motor mit Zahnradgetriebe oder Variator, Sägeräder) und Einrichtungen für die Sägeblattspannung und –Führung (verstellbare Sägebügel, Führungsblöcke). 6.2 Bedieningselementen Abbildung 4
A. Hauptschalter F. Knopf für Einstellen Sägegeschwindigkeit B. Warnlampe Spannung G. Wahlschalter handmäßige/hydraulische Bremse C. Leuchte Sägeblatt aktiv H. Ein/Ausschalter D. Startknop T. Blattspannungsmesser (Option) E. Not-Aus 6.3 Schraubstock verwenden Abbildung 5
Das Werkstück einspannen: - Werkstück zwischen den Backen einspannen und gegen die mobile Backe schieben. - Drehen Sie das Handrad (J) nach rechts um das Werkstück zu klemmen. - Drehen Sie das Handrad (J) nach links um das Werkstück wieder freizugeben.

-51-
- Verwenden Sie den Hebel (H) um Werkstück schnell zu klemmen und freizugeben indem es ein wenig Spiel zwischen Schraubstock und Werkstück gibt. Drehen Sie den Hebel (I) nach links um zu klemmen, nach rechts um freizugeben.
6.4 Gehren Abbildung 6
Gehen Sie für Gehren folgendermaßen vor: - Gehrungschnitte bis zu 60° Gehrung sind möglich. - Lockern Sie den Hebel (K) indem Sie diesen nach links drehen. - Verdrehen Sie den Sägebügel mit Hilfe der Gradeneinteilung bis den erwünschten Winkel erreicht ist. - Klemmen Sie den Hebel (K) indem Sie diesen nach rechts schieben. 6.5 Untergestell Das Untergestell funktioniert als Fuß und als Verbindungsstelle für den Sägebügel (der zum Gehren benutzen Bügel mit Blockierungssystem), den Schraubstock, den Längenanschlag, die Vorschubführung und die Rücklaufplatte des Kühlmittels. Im Untergestell befinden sich außerdem den Kühlmittelbehälter und die Kühlpumpe. 6.6 Eine Bearbeitung durchführen Abbildungen 4, 7 und 8
Die Maschine soll auf dem Gebrauch vorbereitet werden bevor sie eingeschaltet werden darf. Der Hauptschalter is mit einer Öffnung für ein Vorhängeschloß versehen. Die Maschine kann damit gesperrt werden um unerlaubten Gebrauch durch Unbefügten auszuschließen.
Die Maschine ist mit einem hydraulischen Bremssystem und einer Einstelleinrichtung für den Sägedruck ausgestattet. Dadurch sind sowohl handmäßiges als semi-automatisches Sägen möglich. HANDMÄßIGE BEARBEITUNG - Schließen Sie den Zufuhrhebel für die hydraulische Flüssigkeit (V) indem Sie diesen nach rechts drehen. - Drehen Sie den Knopf (U) um die Flüssigkeitszufuhr anzuhalten. Dies vermeidet, daß der Sägebügel nach
unten sturzt wenn das hydraulische System eingeschaltet ist. - Verringern Sie den Druck des Sägeschnitts. Drehen Sie die Flügelmutter (W) nach rechts um die
Federspannung zu vergrößern, falls notwendig. - Nehmen Sie das Werkstück und klemmen Sie es. - Stellen Sie den Haupstschalter (A) auf die "Ein"-Position. Prüfen Sie ob die Warnleuchte (B) brennt. - Stellen Sie die Sägegeschwindigkeit mittels Schalter F ein. - Stellen Sie Schalter G auf " Handmäßig". - Halten Sie Hebel H fest. - Öffnen Sie den Hebel (V) indem Sie diesen nach links drehen. - Stellen Sie die erwünschte Menge der hydraulischen Flüssigkeit ein, indem Sie den Knopf nach links
drehen. Drehen Sie den Knopf bis die erwünschte Sägegeschwindigkeit erreicht wird. - Drücken Sie den Schalter auf dem Hebel (H) um das Sägeblatt einzuschalten. Bewegen Sie den
Sägebügel nach unten um mt der Bearbeitung anzufangen. - Wenn der Sägebügel die untere Position erreicht, wird der Mikroschalter aktiviert und das Sägeblatt hält
an. - Halten Sie den Hebel fest damit Sie selbst den Sägebügel zur Ausgangsposition zurück bringen. - Schließen Sie den Hebel (V). - Die Bearbeitung is jetzt fertig. Verstellen Sie das Werkstück um mit der nächsten Bearbeitung
anzufangen. SEMI-AUTOMATISCHE BEARBEITUNG Waarschuwing Wenn Knopf U und Hebel V nicht völlig geschlossen werden, kann dies zu schweren Verletzungen führen. Der Sägebügel können auf einmal nach unten stürzen wenn die Federspannung geändert wird.

-52-
- Schließen Sie den Zufuhrhebel für die hydraulische Flüssigkeit (V) indem Sie diesen nach rechts drehen. - Drehen Sie den Knopf (U) um die Flüssigkeitszufuhr anzuhalten. Dies vermeidet, daß der Sägebügel nach
unten sturzt wenn das hydraulische System eingeschaltet ist. - Vergrößrn Sie den Druck des Sägeschnitts. Drehen Sie die Flügelmutter (W) nach links um die
Federspannung zu verringer, falls notwendig. - Nehmen Sie das Werkstück und klemmen Sie es. - Stellen Sie den Haupstschalter (A) auf die "Ein"-Position. Prüfen Sie ob die Warnleuchte (B) brennt. - Stellen Sie die Sägegeschwindigkeit mittels Schalter F ein. - Stellen Sie Schalter G auf " Hydraulisch". - Drücken Sie Startknopf D, die Kühlmitteleinrichtung wird aktiviert. - Öffnen Sie den Hebel (V) indem Sie diesen nach links drehen. - Drehen Sie Knopf U vorsichtig nach links um die Senkgeschwindigkeit des Sägebügels einzustellen. - Wenn der Sägebügel die untere Position erreicht, wird der Mikroschalter aktiviert und das Sägeblatt hält
an. - Halten Sie den Hebel fest und heben Sie den Sägebügel bis gerade über das Werkstück, um damit die
Zeit zu verringen die der Sägebügel braucht um das Werkstück zu erreichen. - Schließen Sie den Hebel (V). - Die Bearbeitung is jetzt fertig. Verstellen Sie das Werkstück um mit der nächsten Bearbeitung
anzufangen. Bei einem Notfall
Drücken Sie sofort den Not-Aus (E) um alle Maschinenfunktionen auszuschalten. Erst wenn der Notfall gelöst ist, dürfen Sie die Maschine wieder einschalten. Drehen Sie dazu den Not-Aus nach links. Der Knopf kommt hoch und Sie können wieder mit der Arbeit anfangen. Siehe Abbildung 15 für die Sägrichtung. 7. Bedienungsvorschriften 7.1 Empfehlungen für den Gebrauch Diese Maschine eignet sich für das Sägen von Metallwerkstücken von verschiedenen Formen und Profilen, wie üblich in Werkstätten und Drechslereien und bei allgemeinen Konstruktionstätigkeiten. - Die Maschine soll von einer Person bedient werden. Siehe Abbildung 9 für die richtige Haltung und
Position. - Prüfen Sie bevor Sie anfangen, ob das Werkstück gut eingespannen ist und ausreichend unterstützt wird. - Abbildung 10 zeigt die richigen Weisen, um die Werkstücke einzuspannen. Achten Sie dabei immer auf
die Maschinenkapazität, um efficient arbeiten zu können und Abnutzung des Sägeblattes einzuschränken. - Benutzen Sie nur Sägebänder mit den richtigen Abmessungen. - Wenn das Band sich im Werkstück festfrisst, sollen Sie die Maschine sofort mit dem Not-Aus ausschalten.
Öffnen Sie langsam den Schraubstock, entfernen Sie das Werkstück und prüfen Sie ob Zähne abgebrochen sind. Wenn dies der Fall ist, müssen Sie das Band ersetzen.
8. Einstellen 8.1 Sägeblattspannung einstellen Eine richtige Sägeblattspannung ist wichtig für ein gutes Funktionieren der Maschine. Der Sägedruck muß sich zwischen 700 und 900 kg befinden. Dies können Sie mit einem Spannungsmeßgerät überprüfen. Stellen Sie die Sägeblattspannung folgendermaßen ein, ohne ein Spannungsmeßgerät zu verwenden (Abb. 4): - Ziehen Sie den Stecker. - Legen Sie das Sägeblatt um die Räder und zwischen den Lagern der Sägeführung. - Spannen Sie das Sägeblatt ausreichend an damit es nicht zwischen den Rädern durchbiegt. - Drehen Sie den Knopf (J) für das Spannen des Blattes 1¾ - 2 nach rechts. Testen Sie die Spannung
indem Sie mit dem Daumen gegen die flache Seite des Bandes drücken. Bei einer richtigen Spannung biegt das Band 2-3 mm durch.

-53-
- Wenn das Band montiert ist, schließen Sie die Radabdeckung und schließen Sie die Maschine wieder an die Stromzufuhr an. Lassen Sie die Maschine 2-3 Minuten laufen, damit das Band einlaufen kann.
- Ziehen Sie erneut den Stecker. Öffnen Sie die Radabdeckung und entspannen Sie das Sägeblatt bis es nur knapp durchbiegt.
- Spannen Sie das Band bis es gerade zwischen den Rädern läuft und nicht mehr durchbiegt. - Drehen Sie das Handrad der Bandspannung erneut zwei mal nach rechts. Das Sägeblatt hat jetzt die
richtige Spannung und kann verwendet werden. - Schließen Sie die Radabdeckung und schließen Sie die Maschine wieder an die Stromzufuhr an. 8.2 Sägeblattlauf einstellen Abbildung 11
Es ist möglich, den Sägeblattlauf einzustellen damit das Blatt korrekt dreht. Ein falscher Sägeblattlauf führt zu Beschädigungen am Blatt. Auch könnte das Blatt van den Rädern laufen.
- Stellen den Sägebogen auf die richtige Arbeitshöhe ein. - Lösen Sie die Maschine von der Stromquelle. - Lockern Sie die Sechskantbolzen (A, B und C). - Drehen Sie die Stellschraube (D) um das Kippen des Rades zu korrigieren. Wenn Sie die Stellschraube nach rechts drehen, wird das Rad dermaßen gekippt, daß das Sägeblatt näher an der Radkante liegt. Wenn Sie die Stellschraube nach links drehen, wird das Rad dermaßen gekippt, daß das Sägeblatt weiter entfernt von der Radkante liegt. Wenn das Sägeblatt zu weit von der Radkante liegt, kann es von den Rädern laufen. Nach dem Einstellen sollen Sie die Sechskantbolzen in dieser Reihenfolge anziehen: A, B, C.
Obenansicht
Einstellung des Bandlaufes überprüfen Nehmen Sie einen Streifen Papier und legen Sie diesen zwischen Sägeblatt und Freilaufrad (linkes Rad). Drehen Sie das Rad mit der Hand (achten Sie darauf, daß Sie sich nicht an das Sägeblatt schneiden).
- Wenn das Papier geschnitten wird, liegt das Band zu eng gegen die Kante. Korrigieren Sie den Sägeblattlauf.
- Wenn das Band vom Rad läuft, müssen Sie den Sägeblattlauf korrigieren.
8.3 Sägeblattführung einstellen Abbildung 12
- Ziehen Sie den Stecker. - Lockern Sie die Stange der Sägeführung. - Lockern Sie die Inbusschraube (N) um das Klemmblock (O) zu lockern. - Nehmen Sie Handgriff M und schieben Sie den Bügel so weit möglich an das Werkstück heran. Achten
Sie darauf daß der Bügel nicht auf das Material stoßen kann während des Sägens. - Ziehen Sie die Inbusschraube (N) wieder an. - Schließen Sie die Maschine wieder an die Stromzufuhr an.
Wenn das Band in dieser Richtung kippt, nähert das Band sich der Radkante. Wenn das Band in dieser Richtung kippt,
entfernt es sich von der Radkante.
Stellschraube D
Freilaufrad Papier
Drehrichtung

-54-
Sägeführungen
Abbildung 13
1. Exzenterlager 3. Stellmutter 2. Führungslager 4. F{hrungslager
Führungsblöcke bilden die Führung des Sägeblattes, und sollen auf die Dicke des Sägeblattes eingestellt werden. Achten Sie dabei auf eine minimale Toleranz, wie in der nachstehenden Abbildung gezeigt wird. Wenn das Sägeblatt ausgetauscht werden muß, sollen Sie Sägebänder mit einer Dicke von 0.9 mm verwenden, damit die Sägeführung nicht erneut eingestellt werden braucht. Wenn Sie trotzdem ein Band mit einer anderen Dicke verwenden (oder wenn das Band durch Abnutzung dünner geworden ist), stellen Sie die Sägeführung folgendermaßen ein: - Mit einem Gabelschlüssel stellen Sie von der Unterseite der Sägeführung die Stellmutter des
Exzenterlagers ein. - Drehen Sie die Stellmutter nach rechts damit das Exzenterlager vom Blatt ab bewegt. - Drehen Sie die Stellmutter nach links damit das Exzenterlager zum Blatt hin bewegt.
Warnung Bevor Sie die nachstehenden Handlungen durchführen, sollen Sie die Maschine von der Stromzufuhr lösen.
8.4 Sägeblatt austauschen Abbildung 14
Tauschen Sie das Sägeblatt folgendermaßen aus: - Bewegen Sie den Sägebügel nach oben. - Drehen Sie das Handrad für die Blattspannung um das Sägeblatt zu lockern und öffnen Sie die
Schutzabdeckung. Entfernen Sie das Sägeblatt. - Legen Sie das neue Sägeblatt um die Führungsblöcke und danach um die Räder. Achten Sie dabei auf
die Richtung der Zähne. - Spannen Sie das Blatt, damit es genau um die Nabe der Räder liegt. - Schließen Sie de Schutzabdeckung und sichern Sie diese mit Schrauben. Überprüfen Sie ob der
Sicherheitsschalter (X) funktioniert, sonst schaltet die Maschine nicht ein.
Warnung Verwenden Sie nur Sägeblätter mit der richtigen Abmessungen.
9. Schmierung Führen Sie Wartungsarbeiten regelmäßig durch. Die Wartungsarbeiten sind in tägliche, wöchentliche, monatliche und jährliche Wartung eingeteilt. Keine oder unregelmäßige Wartung führt zu frühzeitiger Abnutzung und schlechten Ergebnissen. 9.1 Tägliche Wartung - Entfernen Sie Spänen. - Reinigen Sie die Ablaßöffnungen für das Kühlmittel um zu vermeiden daß das Kühlmittel überläuft. - Füllen Sie das Kühlmittelreservoir nach. - Köntrollieren Sie das Sägeblatt und achten Sie dabei auf Zeichen der Abnutzung. - Bewegen Sie den Sägebügel nach oben, um Überlastung zu vermeiden. - Prüfen Sie die Funktionalität der Schutzabdeckungen, Endschalter und Notfalltasten. 9.2 Wochentliche Wartung - Reinigen Sie die Maschine gründlich und entfernen Sie Splitter, vor allem aus dem Kühlmittelreservoir. - Holen Sie die Pumpe aus dem Gehäuse und reinigen Sie das Filter der Pumpe und der Ansaugzone. - Benutzen Sie Preßluft um die Sägeführung zu saubern.

-55-
- Reinigen Sie die Lager und Ablaßöffnungen des Kühlmittels. - Reinigen Sie das Radgehäuse und die Oberfläche der Sägeräder. 9.3 Monatliche Wartung - Ziehen Sie die Schrauben des angetriebenen Sägerades (das rechte Rad) an. - Prüfen Sie die Integrität der Sägeführungen. - Ziehen Sie die Schrauben des Motors, der Pumpe, des Zahnradgetriebes und der Schutzabdeckungen
an. 9.4 Jährliche Wartung Der Erdanschluß der Maschine soll von einem zugelassenen Elektroinstallateur überprüft werden. 9.5 Kühlmittel Weil das Angebot von Kühlmitteln sehr groß ist, kann nicht von allen Kühlmitteln die Tauglichkeit wiedergegeben werden. Sie können ein Kühlmittel wählen das Shell Lutem Oil Eco gleichwertig ist. Der Prozentsatz Öl in einer Wasseremulsion beträgt minimal 8-10%. 9.6 Kühlmittelentsorgung Die Entsorgung des Kühlmittels ist von strengen Vorschriften geregelt. 9.7 Kühlanlage Abbildung 16
Der Kühlmittelbehälter reinigen: - Verwenden Sie einen Gabelschlüssel um die Ablaßschraube zu öffnen, damit die Kühlflüssigkeit aus dem
Behälter laufen kann. - Lockern Sie die vier Stellschrauben und entfernen Sie das Filter (P). - Lockern Sie die vier Stellschrauben und entfernen Sie die Pumpe (Q). - Entfernen Sie Späne und andere Teile aus dem Behälter (z.B. mit einer Absauganlage). - Stellen Sie die Ablaßschraube zurück. - Reinigen Sie die Pumpe (Q) sorgfältig und montieren Sie diese wieder. - Füllen Sie den Behälter mit Kühlflüssigkeit bis ung. 25 mm unter dem Filter. - Montieren Sie das Filter (P) wieder. 9.8 Zahnradgetriebe Abbildung 17
Das Öl des Zahnradgetriebes soll regelmäßig gewechselt werden. Das Öl soll sechs Monate nach Inbetriebnahme und danach jedes Jahr gewechselt werden. Das Öl wechseln Sie folgendermaßen aus: - Ziehen Sie den Stecker. - Bewegen Sie den Sägebügel völlig nach oben. - Entferen Sie den Stopfen (R) und lassen Sie das Öl ab indem Sie Inbusschraube (S) lockern. - Ziehen Sie Schraube (S) wieder an nachdem das Öl entfernt wurde. - Stellen Sie den Sägebügel wieder waagerecht. - Fühlen Sie das Zahnradgetriebe über die Öffnung der Entlüftungsschraube (R) mit ung. 0.3 l Zahnradöl. Verwenden Sie ein Öl daß Shell Zahnradöl oder Mobile Zahnradöl #90 gleichwertig ist. 9.9 Außerordentliche Wartung Die außerordentlichen Wartungseingriffen sind von Fachpersonal durchzuführen. Reparaturen an die Schutzabdeckungen, Sicherheitsvorkehrungen und Teile der Schnecke, Pumpe, Elektroteile und des Motors, sollen vom qualifizierten Fachpersonal durchgeführt werden.

-56-
10. Technische Kennzeichen 10.1 Tabellen mit technischen Daten
Sägekapazität (in mm)
0° 170 170 x 170 210 x 170
45° 120 110 x 110
60° 70 60 x 60 Stahlarten Kennzeichen
Verwendung I UNI
D DIN
F AF NOR
GB SB
USA AISI-SAE
Härte Brinell
HB
Härte Rockwell
HRB R=N/mm2
Baustahl Fe360 Fe340 Fe510
St37 St44 St52
E24 E28 E36
--- 43 50
--- --- ---
116 148 180
67 80 88
360÷480 430÷560 510÷660
Unlegierter Stahl
C20 C40 C50 C60
CK20 CK40 CK50 CK60
XC20 XC42H1
--- XC55
060 A 20 060 A 40
--- 050 A 62
1020 1040 1050 1060
198 198 202 202
93 93 94 94
540÷690 700÷840 760÷900 830÷980
Federstahl 50CrV4 60SiCr8
50CrV4 60SiCr7
50CV4 ---
735 A 50 ---
6150 9262
207 224
95 98
1140÷13301220÷1400
Legierter, Vergüttungsstahl zur Nitrierhärtung
35CrMo4 39NiCrMo4 41CrAlMo7
34CrMo4 36CrNiMo4 41CrAlMo7
35CD4 39NCD4
40CADG12
708 A 37 ---
905 M 39
4135 9840
---
220 228 232
98 99
100
780÷930 880÷1080 930÷1130
Legierte Einsatzstahle
18NiCrMo7 20NiCrMo2
--- 21NiCrMo2
20NCD7 20NCD2
En 325 805 H 20
4320 4315
232 224
100 98
760÷1030 690÷980
Shahl für lager 100Cr6 100Cr6 100C6 534 A 99 52100 207 95 690÷980
Werkzeugstahl
52NiCrMoKU C100KU
X210Cr13KU 58SiMo8KU
56NiCrMoV7C100KC100W1
X210Cr12 ---
--- ---
Z200C12 Y60SC7
--- BS 1
BD2-BD3 ---
--- S-1
D6-D3 S5
244 212 252 244
102 96
103 102
800÷1030 710÷980
820÷1060 800÷1030
Rostfreier Stahl
X12Cr13 X5CrNi1810 X8CrNi1910
X8CrNiMo1713
4001 4301
--- 4401
--- Z5CN18.09
--- Z6CDN17.12
--- 304 C 12
--- 316 S 16
410 304 ---
316
202 202 202 202
94 94 94 94
670÷885 590÷685 540÷685 490÷685
Kupferlegierung Kupfer Bronze
Aluminium-Kupferlegierung G-CuAl11Fe4Ni4 UNI 5275 Spezialmessing mit Mangan/Silizium G-CuZn36SiPb1 UNI5038 Manganbronze SAE43 - SAE430 Phosphorbronze G-CuSn12 UNI 7013/2a
220 140 120 100
98 77 69
56.5
620÷685 375÷440 320÷410 265÷314
Gußeisen Grauguß G25 Späroguß GS600 Temperguß W40-05
212 232 222
96 100 98
245 600 420
11, Material und Sägeblattwahl Für ein optimales Ergebnis sollen Sie alle Parameter, wie Materialhärte, Form, Dicke, Durchschnitt des Materials, Sägeblattyp und Vorschubgeschwindigkeit, berücksichtigen. Notieren Sie sich die Parameter bevor Sie mit der Arbeit anfangen, damit Sie schnell die gleichen Ergebnisse bei einer nächsten Bearbeitung bekommen. Sie können Probleme besser lösen, wenn Sie die Parameter bei den verschiedenen Bearbeitungen gut im Auge behalten.

-57-
11.1 Werkstück Beziehen Sie sich auf die Tabelle in Kapitel 10 um die Materialhärte zu bestimmen. Diese Tabelle dient aber nur als Richtlinie! 11.2 Wahl des Sägeblattes Wählen Sie zuerst die Zahnteilung, die dem zu schneidenden Material am besten entspricht (25,4 mm per inch): - Werkstücke von geringer oder unterschiedlicher Stärke, wie Profile, Röhre und Bleche, erfordern eine
dichte Zahnung, damit Sägebänder mit jeweils drei bis sechs schneidende Zähnen in das Werkstück eindringen.
- Werkstücke mit großem Querschnitt und Vollröhre erfordern, aufgrund des größeren Spanvolumens und für ein besseres Eindringen der Zähne, eine breitere Zahnung, damit die Späne besser beseitigt werden können.
- Werkstücke aus weichem Material oder Kunststoff (z.B. Leichtlegierungen, weiche Bronze, Teflon, Holz) erfordern eine breite Zahnung.
- Verwenden Sie ein KombinationsSägeblatt um vereinigte Werkstücke zu sägen. 11.3 Zahnteilung Wie schon beschrieben, hängt die richtige Zahnteilung von den folgenden Faktoren ab:
- Materialhärte - Durchschnitt des Werkstückes - Wandstärke
Sägeblattwahl
Wandstärke (mm) Konstante Verzahnund
Kombinierte Verzahnung
Bis 1.5 mm 14 10/14 1-2 mm 8 8/12 2-3 mm 6 6/10 3-5 mm 6 5/8 4-6 mm 6 4/6 mehr als 6 mm 4 4/6
Durchschnitt massiv Ø oder Länge (mm)
Konstante Verzahnung
Kombinierte Verzahnung
Bis 30 mm 8 5/8 30-60 mm 6 4/6 40-80 mm 4 4/6 mehr als 90 mm 3 3/4
Ø = Diameter L = Breite
11.4 Schnitt- und Vorschubgeschwindigkeit Die Schnittgeschwindigkeit (m/Min) und die Vorschubgeschwindigkeit (cm²/Min = von den Sägezähnen bei der Spanabtragung durchschrittener Bereich) werden durch die Wärmeentwicklung auf den Zahnspitzen begrenzt.
- Die Schnittgeschwindigkeit hängt vom Materialwiderstand (R = N/mm²), von dessen Härte (HRC) und vor der breitesten Öffnung des Durchschnittes ab.

-58-
- Durch eine zu große Vorschubgeschwindigkeit (= Senkung des Sägeblattes) wird eine Abweichung des Sägeblattes von der idealen Schnittlinie bewirkt, durch die sowohl senkrecht als auch waagerecht schiefe Schnitte entstehen.
Sie können eine richtige Kombination der zwei Geschwindigkeiten wählen, indem Sie auf die Späne achten:
- Lange, spiralförmige Späne deuten auf eine richtige Einstellung hin. - Sehr kleine oder feinvermahlte Späne deuten auf einen zu niedrigen Vorschubdruck und/oder
Vorschubgeschwindigkeit hin. - Dicke und/oder blaue Späne deuten auf eine Überlastung des Sägeblatts hin. 11.5 Einlaufzeit des Sägeblattes Wenn zum erstenmal ein neues Band verwendet wird, empfiehlt es sich, eine Einlaufzeit des Werkzeuges mit einer Reihe von Schnitten bei geringer Vorschubgeschwindigkeit (= 30 –35 cm²/Min der normalen Schnittkapazität auf Vollröhren, mit einem mittelgroßen Werkstück aus gewöhnlichem Stahl mit R = 410 – 510 N/mm²) vorzunehmen, bei der der Schnittbereich großzügig mit Schmier- und Kühlmittel zu schmieren ist. 11.6 Struktur des Sägeblattes Bi-metallen Sägebänder werden am häufigsten verwendet. Diese Sägebänder bestehen aus einem Band aus Siliziumstahl mit einer schnellstahlen (HHS) Schnittkante. Es wird zwischen M2, M42 und M51 unterschieden, bei dem die Härte von dem Kobalt (Cc) und Molybdenum (Mo) Prozentsatz in der Metallegierung abhängt. 11.7 Sägeblattarten Die Sägebänder unterscheiden sich vor allem durch ihre Herstellungsmerkmale wie:
- Zähneform - Zahnteilung - Schränkart Zähneform
Standardzahn Spanwinkel 0° und konstanter Schnitt Dies ist der meist verwendete Sägeblatttyp für das Zersägen oder Schräg sägen von kleinen oder mittelgroßen Profilen oder Röhren aus einem Stück, das aus weichem Stahl, Gußeisen oder normalem Metall besteht.
Hookzahn 9°-10° Positiver Spanwinkel und konstanter Schnitt Dieser Typ wird für das Zersägen oder Schräg sägen von großen Profilen oder Röhren aus einem Stück und vor allem von härteren Materialien (Legierungen und rostfreier Stahl, Spezialbronze und geschmiedetes Gußeisen) verwendet.
Kombizahn Der Zahnstich variiert von Zahn zu Zahn und damit auch die Zahngröße und Zahnlücke. Durch diese Abwechslung ist das Band fast vibrationsarm, was aus einer mehr gleichmäßig verlaufenden und stilleren Bearbeitung und einem längeren Lebensdauer des Bandes hervorgeht. Ein anderer Vorteil ist, daß Sie mit einem einzigen Band eine große Zahl von Werkstücken mit verschiedenen Abmessungen und unterschiedlichen Materialien sägen können.
positiv
Abstand zwischen Zähnen

-59-
Kombizahn mit positivem Spanwinkel 9-10° Positiver Spanwinkel Dieser Sägeblattyp eignet sich am meisten für das Sägen von Balken und dicken Röhren so wie von massiven Balken mittels maximaler Sägekapazität. Geläufige Zahnschnitte: 3-4, 4-6.
Schränkart
Bei einer Schränkung stehen die Sägezähne im Vergleich zum Sägeblatt nach außen, wodurch ein breiterer Schnitt entsteht. Standardschränkung Die Zähne stehen abwechselnd nach links, nach rechts oder im Verlängerte des Bandes. Diese Schränkung eignet sich für Werkstücke mit einer Dicke von mehr als 5 mm. Verwenden Sie diesen Sägeblatt für das Sägen von Stahl, Gußeisen und harten Non-Ferrometallen. Wellenschränkung Die Schränkung hat fließende Linien. Dieser Bandtyp hat meistens sehr kleine Zähne (feine Schränkung) und wird hauptsächlich für das Sägen von Röhren und dünnen Balken (mit einer Dicke von 1 bis 3 mm) verwendet. Gruppierte Standardschränkung Zähnegruppen stehen abwechselnd nach links oder rechts, mit dazwischen einen geraden Zahn. Dieser Bandtyp hat eine sehr feine Schränkung und wird für sehr dünne Materialien (weniger als 1 mm) verwendet. Gruppenschränkung (Einzelzähne) Die Zähne stehen abwechselnd nach links und nach rechts. Dieser Bandtyp wird für das Sägen von weichen Materialien (Nonferro), Kunststoff und Holz verwendet. 12. Lautstärke Die Lärmproduktion der Maschine wurde bei einer Lautstärke von ungefähr 65 dB gemessen. Die Lautstärke unbelastet beträgt 71 dB. Die Lautstärke beim Sägen von sachtem Kohlenstoffstahl beträgt 73 dB.
Wichtig Die Lautstärke hängt von der Materialart und –struktur ab. Der Benutzer soll die Lautstärke überprüfen und falls notwendig Gehörschutz tragen!
13. Elektrisches Schema Abbildung 18
SB1 Not-Aus SA2 Wahlmodus SB2 Start M1 Sägeblattmotor SB3 Handmaßig M2 Motor Kühlmitteleinrichtung SQ1 Abdeckung offen HL1 Warnleuchte SQ2 Sägeblatt gebrochen HL2 Warnleuchte SQ3 Nieder

-60-
14. Problemlösung In diesem Kapitel werden mögliche Probleme aufgelistet, die sich bei der Benutzung der Maschine ereignen können. Es werden eine möglische Ursache und eventuelle Lösung genannt. Der erste Paragraph bezieht sich auf Sägebänder und Bearbeitungen, der zweite auf die Elektrikanlage. 14.1 Problemen mit Sägeblatt und Bearbeitungen
Problem Mögliche Ursache Mögliche Lösung Zu schneller Vorschub Vorschubgeschwindigkeit herabsetzen und weniger
Drück ausüben. Den Ausgleichsfeder einstellen. Falsche Schnittgeschwindigkeit Geschwindigkeit und/oder Sägeblattdurchmesser
wechseln. Falsche Zahnteilung Geeignetes Sägeblatt wählen. Späne kleben am Sägeblatt und in den Zahnlücken
Ablauföffnungen des Kühlmittels in den Führungsblöcken auf Blockierungen kontrollieren. Darauf achten daß die Kühlmittelzufuhr ausreicht um die Späne zu entfernen.
Materialfehler oder zu hartem Material
Materialoberfläche kann oxidiert sein oder Unsauberkeiten enthälten, wodurch es härter als das Sägeblatt wird. Es kann auch gehärtete oder eingeschlossen Teile haben, als Folge von Produktionsmitteln wie Gußsand, Wellreste, usw. Diese Materialien nicht sägen!
Unzureichende Blockierung des Werkstückes im Schraubstock
Werkstückblockierung überprüfen.
Band frisst sich in Material fest Vorschubgeschwindigkeit herabsetzen und weniger Drück ausüben.
Kein Anfangsschnitt bei einem scharfen oder unregelmäßig gebildeten Werkstück
Dem Anfang des Schnittes mehr Aufmerksamkeit widmen.
Qualitiativ minderwertiges Band Hochwertiges Sägeblatt verwenden. Gebrochene Zähne im Werkstück zurückgeblieben
Sorgfältige Entfernung aller übriggebliebenen Teile.
Wiederaufnahme des Schnittes in einem vorher getätigten Einschnitt
Durch Drehen des Werkstückes ist der Schnitt an eine andere Stelle zu beginnen.
Vibrationen Werkstückblockierung überprüfen. Falsche Zahnteilung oder Form Geeignetes Sägeblatt wählen. Sägeführung
verstellen.
Zähnebruch
Unzureichende Kühlung, Schmierung oder falsche Emulsion
Förderleistung des Kühl- und Schmiermittels erhöhen und kontrollieren, ob das Loch und das Abflußrohr der Flüssigkeit frei sind. Verhältnis der Wasser-/Öl-Emulsion prüfen.
Zähne in der falschen Richtung Sägeblatt umkehren. Qualitiativ minderwertiges Band Hochwertiges Sägeblatt verwenden. Zu schneller Vorschub Vorschubgeschwindigkeit herabsetzen und weniger
Drück ausüben. Den Ausgleichsfeder einstellen. Falsche Schnittgeschwindigkeit Geschwindigkeit und/oder Sägeblattdurchmesser
wechseln. Materialfehler oder zu hartem Material
Materialoberfläche kann oxidiert sein oder Unsauberkeiten enthälten, wodurch es härter als das Sägeblatt wird. Es kann auch gehärtete oder eingeschlossen Teile haben, als Folge von Produktionsmitteln wie Gußsand, Wellreste, usw. Diese Materialien nicht sägen!
Schnelle Abnutzung des Sägeblattes
Unzureichende Kühlung und Schmierung oder falsche Emulsion
Förderleistung des Kühl- und Schmiermittels erhöhen und kontrollieren, ob das Loch und das Abflußrohr der Flüssigkeit frei sind. Verhältnis der Wasser-/Öl-Emulsion prüfen.

-61-
Problem Mögliche Ursache Mögliche Lösung Schlechte Schweißnaht Die Schweißnaht ist sehr wichtig. Die Schweiß-
oberflächen müssen perfekt anschließen und die Naht darf keine Einschließungen oder Blasen haben. Die Schweißnaht muß völlig flach und eben sein. Die Stücke auf beiden Seiten der Naht müssen gleich dick sein und keine Ausstülpungen aufweisen. Bei der Bewegung den Sägeführungen entlang könnte dies zum Bandbruch führen.
Zu schneller Vorschub Vorschubgeschwindigkeit herabsetzen und weniger Drück ausüben. Den Ausgleichsfeder einstellen.
Falsche Schnittgeschwindigkeit Geschwindigkeit und/oder Sägeblattdurchmesser wechseln.
Falsche Zahnteilung Geeignetes Sägeblatt wählen. Ineffective gripping of part in vice Werkstückblockierung überprüfen. Sägeblatt ruht auf dem Werkstück nach Einschalten
Zuerst den Sägemotor einschalten und dann der Sägebügel hinabbewegen.
Sägeführung nicht gut eingestellt oder schmutzig wegen unzureichender Wartung
Überprüfen Sie den Abstand zwischen den Führungen. Eine zu knappe Einstellung kann zu Rissen oder zum Zähnebruch führen. Führungsarm zu weit vom Werkstück entfernt
Führungsarm so nah wie möglich an das Werkstück heranbewegen, damit nur der Teil des Bandes das sägt, frei ist.
Damit wird eine Beugung des Sägeblattes vermeidet, die wieder zu einer zu großen Spannung des Bandes führt.
Sägeblatt falsch montiert Durch eine Verformung (Band nicht flach) oder eine schlechte Schweißnaht scheuert der Sägeblattrand an dem Sägerad entlang.
Ausbruch des Sägeblattes
Unzureichende Kühlung und Schmierung oder falsche Emulsion
Unzureichende Kühlung und Schmierung oder falsche Emulsion Förderleistung des Kühl- und Schmiermittels erhöhen und kontrollieren, ob das Loch und das Abflußrohr der Flüssigkeit frei sind. Verhältnis der Wasser-/Öl-Emulsion prüfen.
Beschädigte oder zerbröckelte Führungsplatten
Platten ersetzen. Streifenbildung oder Abnutzung auf dem Sägeblatt
Rollager zu fest oder zu locker bei der Sägeführung
Rollager erneut einstellen.
Sägeblatt verläuft nicht parallel zu der festen Backe des Schraubstocks
Prüfen ob die Verbindungen der Sägeführungen nicht zu locker sind. Die Führungsblöcke, falls notwendig, (senkrecht) erneut einstellen. Die Position des Schraubstocks prüfen und eventuell die Anschläge der Skalen erneut einstellen.
Blade not perpendicular due to excessive play between guide pads and maladjustment of blocks
Führungsblöcke überprüfen und diese eventuell senkrecht verstellen. Toleranz überprüfen.
Zu schneller Vorschub Vorschubgeschwindigkeit herabsetzen und weniger Drück ausüben. Den Ausgleichsfeder einstellen.
Abgenutztes Sägeblatt Sägeblatt austauschen. Falsche Zahnteilung Geeignetes Sägeblatt wählen.
Zähne abgebrochen Ein Sägeblatt mit abgebrochenen Zähnen kann zu einem schrägen Schnitt führen. Sägeblatt über-prüfen und ersetzen wenn Zähne abgebrochen sind.
Sägeschnitt nicht gerade
Unzureichende Kühlung und Schmierung oder falsche Emulsion
Unzureichende Kühlung und Schmierung oder falsche Emulsion Förderleistung des Kühl- und Schmiermittels erhöhen und kontrollieren, ob das Loch und das Abflußrohr der Flüssigkeit frei sind. Verhältnis der Wasser-/Öl-Emulsion prüfen.
Schlechter Schnitt Abgenutzte Sägeräder Sägeradgehäuse mit Spänen gefüllt
Sägerad und Flansch sind dermaßen abgenutzt, daß das Sägeblatt nicht mehr gerade sägt, wodurch es einen schlechten Schnitt gibt. Die Räder können eine Spur aufweisen. Platten ersetzen. Sägeräder regelmäßig mit Preßluft reinigen.

-62-
Problem Mögliche Ursache Mögliche Lösung Zu schneller Vorschub Vorschubgeschwindigkeit herabsetzen und weniger
Drück ausüben. Den Ausgleichsfeder einstellen. Qualitiativ minderwertiges Band Hochwertiges Sägeblatt verwenden. Sageblatt abgenutzt/Zähnebruch Geeignetes Sägeblatt wählen. Falsche Zahnteilung Geeignetes Sägeblatt wählen Führungsarm so nah wie möglich an das Werkstück heranbewegen, damit nur der Teil des Bandes das sägt, frei ist.
Damit wird eine Beugung des Sägeblattes vermeidet, die wieder zu einer zu großen Spannung des Bandes führt.
Streifen auf der Sägeschnittoberfläche
Unzureichende Kühlung und Schmierung oder falsche Emulsion
Unzureichende Kühlung und Schmierung oder falsche Emulsion Förderleistung des Kühl- und Schmiermittels erhöhen und kontrollieren, ob das Loch und das Abflußrohr der Flüssigkeit frei sind. Verhältnis der Wasser-/Öl-Emulsion prüfen.
Lärm bei Führungsblöcken Beschädigte Lager /Abgenutzte oder beschädigte Führungsplatten
Schmutz und/ob Späne zwischen Band und Führungen entfernen. Platten ersetzen.
14.2 Probleme mit der elektrischen Anlage
Wartung der elektrischen Anlage darf nur von einem zugelassenen Elektroinstallateur durchgeführt werden.
Problem Mögliche Ursache Mögliche Lösung Sicherungen durchgebrannt Schalten Sie die Maschine aus, ersetzen Sie die
Sicherung(en) und prüfen Sie ob es Strom gibt. Schalten Sie die Maschine erst wieder ein, wenn alles normal verläuft.
T1, kein Strom T1 ersetzen R1-Schalter nicht AUS R1 in die AUS-Position stellen R1 nicht Aus, R1-connector offen R1 ersetzen SB1 offen SB1 erneut einstellen oder ersetzen SQ1 offen Ertrag von SQ1 prüfen und ersetzen falls notwendig SQ2 offen Ertrag von SQ2 prüfen und ersetzen falls notwendig SQ3 offen Ertrag von SQ3 prüfen und ersetzen falls notwendig SA2 nach rechts gedreht, connector offen
SA2 ersetzen
SB3 offen Prüfen ob SB3 in die richtige Position steht. Ersetzen, falls notwendig
Überlastung auf PCB1 Eine zu hohe Zufuhrgeschwindigkeit führt zu Überlastung. Schalten Sie SA1 aus und gleich wieder ein. Ersetzen Sie PCB1 und-oder den Motor.
Sägemotor schaltet nicht ein
K1 beschädigt K1 ersetzen Abschaltung erreicht SQ3 nicht Position von SQ3 eisntellen Sägemotor schaltet nicht aus
nach Ende der Bearbeitung SQ3 beschädigt SQ3 ersetzen Kühlmittelmotor läuft nicht zusammen mit Sägemotor
Kühlmittelmotor M2 beschädigt M2 ersetzen
Sicherungen durchgebrannt Sicherung(en) ersetzen T1 beschädigt T1 ersetzen HL1 beschädigt HL1 ersetzen
Warnleuchte Maschine brennt nicht wenn Maschine aktiviert ist
PCB1 beschädigt PCB1 ersetzen HL2 beschädigt HL2 ersetzen Warnleuchte der Bearbeitung
brennt nicht, während des Sägemotors aktiv ist
PCB1 beschädigt PCB1 ersetzen

-63-
15. Ersatzteilliste Abbildungen 19, 20, 21, 22 und 23
Nr. Beschreibung Spezifikation Zahl Nr. Beschreibung Spezifikation Zahl1 Untergestell (rechts) 1 93HV-1 Schalter Manual/Auto 1
1-1 Untergestell (links) 1 93HV-2 Startknopf 2 2 Sechskantschraube M12x40 2 94 Grundplatte vom elek. Gehäuse 1 3 Mutter M12 2 95 Stütze von elek. Gehäuse 1 4 Abdeckung Untergestell 2 96 Klemmblock 1 5 Sechskantschraube M8x16 8 97 Federring M8 2 6 Flache Unterlegscheibe M8 8 98 Inbusschraube M8x20 2 7 Mutter M8 8 99 Federring M8 4 8 Flache Unterlegscheibe M10x20 2 100 Inbusschraube M8x20 4 9 Federring M10 2 101 Inbusschraube M5x8 4
10 Inbusschraube M10x20 2 103 Vorderer Führungsarm 1 11 Inbusschraube M6x8 2 104 Klemmblock 1 12 Abdeckung 1 105 Griff M10x45 1 13 Inbusschraube M8x20 2 106 Inbusschraube M6x8 1 14 Federring M8 2 107 Plastikgriff M6 1 15 Inbusschraube M8x20 2 108 Federring M8 3
15-1 Federring M8 2 109 Inbusschraube M8x30 3 16 Flache Unterlegscheibe M8 2 110 Stellschraube M8x30 2 17 Stützplatte 1 114 Stange 1 18 Mutter M8 2 115 Mutter M6x12 1
18-1 Flache Unterlegscheibe M8 2 116 Handgriff mit Schalter 1 19-1 Stützplatte 1 117 Schutzplatte 1 19-2 Sechskantbolzen M10x20 2 118 Inbusschraube M6x8 2 19-3 Federring M10 2 119 Stellschraube M10x16 1 19-4 Flache Unterlegscheibe M10 2 120 Inbusschraube M10x40 3 28 Platte 1 121 Federring M10 3 29 Inbusschraube M6x8 2 122A Führungsblock 1 30 Flache Unterlegscheibe M6 2 123 Mutter M16x2 1
30-1 Mutter M6 2 124 Griff 2 31 Sechskantschraube M12x40 2 125 Handrad 1 32 Mutter M12 2 126 Federring 6 33 Filterplatte 1 127 Spannstange 1 34 Rundkopfschraube M5x10 4 128A Welle 1 35 Inbusschraube M6x15 2 129 Kugellager #6006ZZ 2 36 Flache Unterlegscheibe M6 2 130 Freilaufrad 1 37 Schlauch 5/6"x125 cm 1 131 Unterlegscheibe 1 38 Schlauchklemme 1 132 Federring M10 1 39 Pumpe WE90 1 133 Sechskantschraube M10x25 1 40 Stopfen M3/8" 1 134A Sägeblatt 1 41 Tisch und Kühlmittelauffangbecken 1 135 Schraube mit Knopf M6x10 4 42 Klemmhebel 1 136A Radabdeckung 1 43 Stellschraube M10x10 1 137 Rundkopfschraube M4x8 2 44 Federring M10 1 138 Federring M4 2 45 Inbusschraube M10x35 1 138-1 Mutter M4 2 46 Mutter 1 139 Sechskantschraube M10x25 1 47 Welle 1 140 Federring M10 1 48 Öldichtung 4m/mm (51.7-52cm) 1 141 Unterlegscheibe 1 50 Drehscheibe 1 142 Antriebsrad 1 51 Federring M8 4 143 Inbusschraube M8x30 4 52 Inbusschraube M8x25 4 144 Federring M8 4 53 Stellschraube M8x10 1 145 Sägebügel 1 54 Handrad 5" 1 145-1 Stellwelle 1 55 Stellschraube M8x10 1 146 Schlauch 5/16"x75cm 1 56 Mutter 1 147 Rohranschluß 1/4Px5?16 2 57 Lagerbüchse 1 148A Stütze von Schlauchanschluß 1 58 Kugellager #51104 1 150 Zapfen für Kühlmittelzufuhr 1/4Px5/16 1 59 Klemmhebel 1 150-1 Bügel 1 60 Büchse 1 150-2 Inbusschraube M6x8 2 61 Inbusschraube M6x100x25 2 151 Schlauchklemme 1 62 Klemmteil 1 152 Schlauch 5/16"x 35cm 1 63 Zusammengedruckter Feder 1 153 Endschalter AZD-S11-1A 1 64 Leitspindel 1 153-1 Schaltstift 1
64-1 Keil 5x5x20 1 154 Inbusschraube M4x35 2 66 Vise 1 155 Federwelle 1 67 Stellschraube M8x10 1 155-H1 Federwelle 1 68 Inbusschraube M5x8 2 155-H2 Stellplatte 1 69 Index 1 155-H3 Griff 1 70 Stellschraube M8x10 1 155-H4 Mutter M16x2.0x8t 2 71 Drehpunkt 1 155-H5 Büchse 1 72 Staubkappe ø30 2 155-H6 Einstellbare Welle 1

-64-
Nr. Beschreibung Spezifikation Zahl Nr. Beschreibung Spezifikation Zahl73 Kugellager #32006ZZ 2 155-H7 Feder 1 74 Mutter M10 2 155-H8 Stellschraube M8x10 3 75 Sechskantschraube M10x40 1 156 Feder 1
75-1 Sechskantschraube M10x25 1 157 Keil 7x7x25 1 76 Federhaken 1 158 Zahnradgehäuse 1 77 Sternunterlegscheibe ø30 1 159 Keil 5x5x25 1 78 Mutter M30 1 160 Motor 4P/8? 1 79 Schwenkfuß 1 161 Federring M8 4 80 Skala 1 162 Inbusschraube M8x20 4 81 Niet 2m/m 2 163 Stellschraube M6x12 4 82 Stange von Längenanschlag 1 170 Stellschraube M6x12 4 83 Stange 1 172 Inbusschraube M8x30 2 84 Flügelschraube 5/16x3/4 1 173 Zenterwelle 2 85 Deckel 1 174 Kugellager #608ZZ 8 86 Inbusschraube M5x8 4 175 E-Ring E7 4 88 Rundkopfschraube M5x8 4 176 Exzenterwelle 2 89 Schaltbrett elek. Gehäuse 2 177 Vordere Kugellagerabdeckung 1
90-1 Transformator 1 178 Vordere Bandschutzabdeckung 1 90-2 Magnetkontakt 1 179 Inbusschraube M6x8 1 90-3 Sicherungshalter 1 180 Inbusschraube M8x20 2 90-4 Überlastungsrelais 1 181 Kugellager #608ZZ 2 90-5 Kontakte 1 182 Flache Unterlegscheibe M8 2 91 Inbusschraube M5x8 4 183 Rohranschluß 1/4Px5/16 2
92-1 Haupstschalter 3PH 1 184 Mutter M8 4 92-1A 0-1 Ein/Ausschalter 1PH 1 185 Federring M8 4 92-2 Warnlampe Spannung 1 186 Hinter 1 92-3 Not-Aus 1 188 Inbusschraube M8x30 2 92-4 Startknopf 1 189 Hintere Bandschutzabdeckung 1 92-5 Knopf Sägegeschwindigkeit 1 190 Rundkopfschraube M6x8 2 93HV Platte von Schaltkasten 1 Aufgrund ständiger Verbesserungen an unseren Maschinen, kann es vorkommen, daß einzelne Beschreibungen, sowie technische Daten von denen der gelieferten Maschine abweichen. Sie sollten immer Baujahr, Typ und Seriennummer der Maschine in Korrespondenz spezifizieren. Weder der Hersteller noch der Einfuhrhändler kann verantwortlich gemacht werden für Fehler die entstehen, wenn die Angaben dieser Betriebsanleitung nicht sorgfältig beachtet werden, oder durch falschen Gebrauch dieser Maschine. Aus dieser Betriebsanleitung können keine Rechte geltend gemacht werden. Veröffentlichungen, auch auszugsweise, sind nur mit Genehmigung des Herausgebers und des Verlegers statthaft. Nachdruck und die gewerbliche Verwertung jeder Art - auch über Datenbanken - ist nur mit vorheriger Genehmigung der Huberts bv erlaubt. © 2004, Huberts bv, Kennedylaan 14, Veghel, die Niederlande. Internet: www.huvema.nl

-65-
EG-KONFORMITÄTSERKLÄRUNG (im Sinne der EG-Maschinenrichtlinie 89/392/EWG, Anhang II A) Hiermit erklären wir, Industrie & Handelsonderneming Huberts bv, Kennedylaan 14, 5466 AA Veghel, Niederlande, in der Eigenschaft als Einfuhrhändler, daß die Huvema-Maschine: Bandsäge HU 210 CSO Vario den harmonisierten Normen: EN 292-1, EN 292-2, EN 60204-1, EN 61000-6-1, EN 61000-6-3, EN 13898 und den grundsätzlichen Forderungen der Maschinenrichtlinien 97/37/EG, der Richtlinie Elektromagnetische Verträglichkeit 89/336/EWG einschließlich 92/31/EWG und der Niederspannungsichtlinie 72/23/EWG einschließlich 93/68/EWG entspricht. Veghel, die Niederlande, September 2004 L. Verberkt Direktor





























