Embed Size (px)
Citation preview

INSTITUTO POLITECNICO NACIONAL
UNIDAD PROFESIONAL INTERDISCIPLINARIA DE BIOTECNOLOGIA
DEPARTAMENTO DE BIOINGENIERIA
ACADEMIA DE INGENIERIA CIVIL E INDUSTRIAL
Manual de Prácticas para el Laboratorio de Biomateriales
TIPO DE UNIDAD DE APRENDIZAJE:
TEÓRICO-PRÁCTICO
HORAS PRÁCTICA/SEMANA: 3.0
Elaborado por:
Ana Isabel García Monroy Eréndira Ramos Rodríguez Enrique Hernández García
Enrique Hernández Sánchez
PLAN 2006

Biomateriales Práctica No 1.
Nombre de la práctica: Metalografía
Tema 1. Naturaleza de los materiales
Subtema 1.2 Procesos de cristalización
1. Objetivo general Realizar un proceso de metalografía en un acero estructural siguiendo los lineamientos de la norma ASTM E-3, para analizar la microestructura y conocer las condiciones en que se encuentra el material en estado natural (tal como lo surte el proveedor).
1.1 Objetivos específicos
a) seleccionar un acero estructural de acuerdo con los lineamientos de AISI, para realizar un proceso metalográfico.
b) Cortar y montar un espécimen del acero seleccionado para darle soporte mecánico.
c) Analizar la microestructura del acero seleccionado mediante un proceso metalográfico para determinar las condiciones en que el material es abastecido por el proveedor.
2. Introducción
La metalografía estudia la estructura microscópica de los metales y sus aleaciones.
Antes de observar un metal al microscopio, es necesario acondicionar la muestra de manera que quede plana y pulida. Plana, porque los sistemas ópticos del microscopio tienen muy poca profundidad de campo y pulida porque así observaremos la estructura del metal y no las marcas originadas durante el corte u otros procesos previos.
Preparación de la probeta metalográfica 1. Corte de la muestra. 2. Montaje (opcional) 3. Desbaste 4. Pulido. 5. Ataque químico o electrolítico. 6. Análisis microscópico
2.1 Corte de la muestra

El corte de la probeta se realiza para tener una muestra de material de tamaño apropiado de acuerdo a las pruebas que se vayan a realizar.
El corte es un proceso en el que se produce calor, por fricción, y se raya el metal.
Si el corte es muy agresivo, no veremos el metal que queremos estudiar sino la estructura resultante de la transformación sufrida por el mismo. Para reducir estos
efectos al mínimo, hay que tener en cuenta las siguientes variables: lubricación, corte a bajas revoluciones y poca presión de la probeta sobre el disco de corte.
Las cortadoras metalográficas están provistas de sistemas de refrigeración, regulación de la velocidad de giro del disco y de la presión de corte.
2.2 Montaje El montaje de la probeta se hace en materiales plásticos sintéticos
como bakelita, licité, acrílico isotérmico o resina poliéster, que
después del moldeo son relativamente duros y resistentes a la
corrosión y no causan apelmazamiento de los papeles abrasivos
durante el desbaste y pulido. El montaje facilita el trabajo
metalográfico al brindar mayor soporte a la probeta,
especialmente en probetas de tamaño reducido.
2.2 Desbaste
Durante el proceso de desbaste se eliminan gran parte de las rayas producidas en el corte.
Se realiza en una pulidora empleando discos abrasivos de distintos tamaños de partícula, cada vez más finos.
Cada vez que se cambia de disco, es muy importante limpiar muy bien la probeta con agua abundante para
eliminar los posibles restos de partículas del disco anterior, así evitamos que se produzcan rayas por partículas que hayan podido quedar del disco anterior cuando estamos trabajando con un disco de grano más fino

2.3 Pulido
Se realiza con paños especiales, del tipo de los tapices de billar.
Como abrasivo, se puede utilizar polvo de diamante o alúmina. El primero se aplica con un aceite especial, para lubricar y extender la pasta de diamante y el segundo con agua.
En el pulido apenas hay arranque de material y lo que se pretende es eliminar todas las rayas producidas en
procesos anteriores. El pulido finaliza cuando la probeta es un espejo.
2.4 Ataque químico
En este punto la probeta es plana y está pulida, es un espejo. El ataque químico pondrá de manifiesto la estructura del metal ya que atacará los bordes de los granos y afectará de manera diferente a las distintas fases presentes en el metal. Para cada metal y aleación se utiliza un reactivo de ataque diferente. En el caso del acero el más utilizado es el NITAL, que se prepara disolviendo ácido nítrico en etanol. Cuando el acero es inoxidable se suele realizar un ataque
electroquímico.
En la fotografía aparece la probeta antes de ser tratada con Nital-5 (nítrico en etanol al 5%). Después del ataque perderá su brillo

2.5 Microscopio metalográfico
El microscopio metalográfico se diferencia del ordinario, fundamentalmente, en su sistema de iluminación. La luz no puede atravesar el metal y por tanto la luz entra en el objetivo después de ser reflejada en la probeta metálica.
Los microscopios metalográficos suelen llevar un acoplador para montar una cámara fotográfica o de video ya que, para poder estudiar mejor la estructura
del metal, se obtienen microfotografías.
En la imagen puede verse la probeta sobre la platina del microscopio, debajo están los objetivos y a la derecha la fuente de luz.
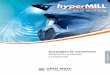
a) b)
c) d)

Microestructura de un acero AISI 1045 a) pulido sin atáque químico, b) recocido con ataque químico, c) templado y d) recocido de esferoidización.
3 Material y equipo
Barra de acero AISI 1045 de sección cuadrada de 0.5” x 0.5” Papel abrasivo de carburo de silicio grados 80, 100, 120, 240, 320, 400, 600, 1000 y 1200. Polvo fenólico para muestras metalográficas (baquelita) Alúmina 0.3 µm Alúmina 0.05 µm Paño multipore Alcohol etílico Algodón Cinta adhesiva Maskin-tape Ácido nítrico Guantes de látex Gogles 2 cajas petri Pipeta de 10 ml Montadora para muestras para microanálisis marca Buehler
Desbastadora Handimet ll, marca Buehler
Pulidora para muestras para microanálisis marca Buehler
Microscopio metalográfico marca Iroscope, modelo MG70
4. Desarrollo de la práctica
Siguiendo el procedimiento mencionado, realizar un proceso de metalografía en una probeta
de acero AISI 1045
5 Conclusiones
Exprese por escrito en función de la utilidad y la dificultad que representa el proceso metalográfico en la ciencia de materiales.
CUESTIONARIO
1. ¿Explique la importancia del desbaste y el pulido en el proceso de preparación de la
muestra y porqué es necesario rotar la probeta 90° al pasar de un papel abrasivo a otro?

2. ¿Por qué conviene desplazar radialmente la probeta durante el pulido?
Para obtener un buen desbaste.
3. ¿Qué diferencias se observan entre una probeta de superficie distorsionada y otra libre de
distorsión?
4. ¿Qué efecto tiene un ataque deficiente y un sobre ataque sobre la observación de la
microestructura?
5. ¿Qué se entiende por figuras de corrosión?
6. Defina la importancia del ataque químico de la muestra pulida
Permite observar a detalle la microestructura de la muestra.
7. ¿Cómo definiría el tamaño de grano de una muestra?
8. ¿Describa brevemente el pulido electrolítico?
6 Bibliografía
[1] ASM Handbook, volume 8 “Metallography and Microstructure” 9th edition
[2] Ciencia de Materiales, aplicaciones en ingeniería, James Newell, 1ª edición
2009, Alfaomega.
[3] Introducción a la metalurgia física edición Sidney H. Avner, 2ª 1988, McGraw Hill

Biomateriales Práctica No 2.
Nombre de la práctica: Tratamientos Térmicos
Tema 2.1 La producción de aceros
2.1.1 Tratamientos térmicos
1 Objetivos.
Al término de la práctica el alumno:
1.1 Realizará un tratamiento de temple y recocido utilizando una mufla convencional, para analizar los cambios en las propiedades mecánicas y los cambios en la microestructura del acero.
1.2 Conocerá el concepto de cristalización a través de los tratamientos térmicos.
1.3 Identificará las diferentes microestructuras del acero obtenidas por tratamientos térmicos.
2. Introducción teórica.
Los tratamientos térmicos son una combinación de operaciones de calentamiento y enfriamiento durante tiempos específicos, aplicadas a un metal o aleación en el estado sólido en forma tal que produzca propiedades específicas (Metals Hand Book).
Todos los procesos básicos de tratamientos térmicos para aceros incluyen la transformación o descomposición de la austenita. La naturaleza y la apariencia de estos productos de transformación determinan las propiedades físicas y mecánicas de cualquier acero.
El primer paso en el tratamiento térmico del acero es calentar el material hasta una temperatura por encima del intervalo crítico para formar austenita de acuerdo a su contenido de carbono (Figura 1).
Por lo general la rapidez de calentamiento a la temperatura deseada no es relevante, sin embargo es recomendable calentar el acero tan lento como sea posible para evitar deformaciones producidas por esfuerzos internos.
Mediante los tratamientos térmicos, el acero sufre transformaciones alotrópicas que modifican su microestructura y por consiguiente sus características mecánicas.
Entre los tratamientos térmicos más comunes aplicados a los aceros, se encuentran el recocido total, temple, revenido, recocido de esferoidización, etc.

Figura 1 Diagrama hierro-carburo de hierro.
2.1 Recocido total Este proceso consiste en calentar el acero a la temperatura adecuada según diagrama de fases y posteriormente enfriar lentamente a lo largo del intervalo de transformación, preferentemente dentro del horno. El propósito del recocido puede ser refinar el grano, proporcionar suavidad, mejorar las propiedades eléctricas y magnéticas y mejorar el maquinado.
2.2 Temple Es un proceso de calentamiento del acero hasta una temperatura determinada y después enfriar rápidamente, mediante este proceso se forma una estructura tetragonal centrada en el cuerpo sobre saturada de carbono que no logra diluirse por la rapidez del enfriamiento, a esta estructura resultante se le conoce como martensita.
2.3 Establecer parámetros El desarrollo de un tratamiento térmico generalmente inicia con el conocimiento del contenido de carbono del acero a tratar, la temperatura de tratamiento se establece en función del contenido de carbono y de las dimensiones de la pieza que se desea tratar de acuerdo al diagrama hierro-carburo de hierro (Fig.1).
El tiempo de tratamiento se establece en función de las dimensiones de la pieza que se desea tratar, generalmente se consideran 15 minutos por cada pulgada de diámetro de la pieza.
3. Material y equipo

Barra de acero AISI 1045 de sección cuadrada de 0.5” x 0.5” Papel abrasivo de carburo de silicio grados 80, 100, 120, 240, 320, 400, 600, 1000 y 1200. Polvo fenólico para muestras metalográficas (baquelita) Alúmina 0.3 µm Alúmina 0.05 µm Paño multipore Alcohol etílico Algodón Cinta adhesiva Maskin-tape Ácido nítrico Guantes de látex Lentes de seguridad (Gogles) 2 cajas Petri Pipeta de 10 ml Mufla marca Felisa modelo FE360, 20X20X27 cm, digital 3 rampas temperatura máxima
1100ºC, 120 V, para tratamientos térmicos.
Montadora para muestras para microanálisis marca Buehler
Desbastadora Handimet ll, marca Buehler
Pulidora para muestras para microanálisis marca Buehler
Microscopio metalográfico marca Iroscope, modelo MG70
4. Desarrollo experimental.
4.1 Preparación de las probetas La preparación de las probetas se realizará mediante la siguiente secuencia: a) Cortar dos fracciones de acero por cada alumno de 6 mm de espesor y eliminar los bordes filosos utilizando papel abrasivo de carburo de silicio grado 80 (lija 80). 4.1.1 Preparación de la probeta 1 b) Montar una de las probetas en polvo fenólico (baquelita) c) Realizar proceso metalográfico a la probeta montada iniciando con lija 80, 100, 120…1200 d) Pulir con alúmina grado 0.3 µm durante 10 min y posteriormente con alúmina grado 0,05 µm durante 5 min*. e) Realizar el ataque químico utilizando nital al 4 % (ácido nítrico en etanol al 4 %). f) Analizar la muestra con el microscopio y tomar evidencia fotográfica de la microestructura.

4.2 Tratamiento térmico de la probeta 2 g) Encender la mufla y fijar la temperatura en función del contenido de carbono y de las dimensiones del material. h) Colocar las probetas dentro de la mufla utilizando pinzas y siguiendo las reglas de seguridad. i) Retirar las probetas de la mufla y sumergir en agua para interrumpir el proceso de transformación. j) Limpiar perfectamente las probetas utilizando alcohol etílico k) Montar la probeta en baquelita l) Realizar el proceso metalográfico, siguiendo la secuencia preestablecida. m) Atacar químicamente las probetas para revelar la microestructura. n) Analizar la microestructura y comparar con la probeta 1 o) Medir dureza de las probetas 1 y 2
4.3 Reporte de resultados 4.3.1 El reporte deberá contener el siguiente formato: Título del trabajo Integrantes del equipo Resumen 1. Introducción 2. Desarrollo experimental 3. resultados y discusiones 4. Conclusiones 5. Referencias bibliográficas 5.1 Referencias. [1] ciencia e ingeniería de los materiales, Donald R. Askelan, tercera edición, International Thomson Editores, 1998. [2] ASM Handbook, volume 8 “Metallography and Microstructure” 9th edition
[3] Introducción a la metalurgia física, Sidney H. Avner, segunda edición, Mc Graw Hill,
1995.

Biomateriales Práctica No 3.
Nombre de la práctica: Ensayo de tensión. Temas: 3.1 Ensayos destructivos 3.1.1 Tensión 1 Objetivos. Al término de la práctica, el alumno(a): 1.1 Identificará los materiales y equipos que se aplican en el ensayo destructivo de tensión. 1.2 Determinará las propiedades mecánicas relacionadas a las fuerzas sometidas de una
probeta en el ensayo de tensión.
2 Introducción teórica. El ensayo de tensión es una prueba destructiva donde se analiza el fenómeno que se presenta sobre un material o probeta en el cual actúan un par de fuerzas colineales a favor de la gravedad y que tienen como fin alargar el material. Las cargas se aplican ya sea mecánica o hidráulicamente. El método mecánico de aplicar cargas tiene la ventaja de proporcionar un medio conveniente para controlar la velocidad de deformación aunque por lo general se prefieren los sistemas hidráulicos debido a sus capacidades mayores y a su bajo costo. Las propiedades mecánicas a determinar en el ensayo de tensión, se describen a continuación: El módulo de Young. Elongación. Estricción. Resistencia a la tensión. Resistencia a la ruptura.
3 Material y equipo. Máquina universal de ensayos. Probeta de acero al carbono de 2 pulg de longitud calibrada y 0.500 pulg de diámetro. Calibrador vernier. Extensómetro. 4 Desarrollo 4.1 Colocar la probeta en las mordazas. 4.2 Posicionar el extensómetro en los indicadores de la longitud calibrada y preparar los dispositivos hidráulicos de aplicación de carga. 4.3 Aplicar la primera carga tomando nota de lecturas de fuerza y del extensómetro. 4.4 Continuar aplicando cargas gradualmente no olvidando de tomar notas de carga y deformación. El ensayo termina cuando la probeta se fractura.

4.5 Quitar la probeta de la máquina, observar el tipo de fractura y medir el diámetro en la fractura. 4.6 Con los datos obtenidos representados en la tabla 1, calcule los esfuerzos y las deformaciones unitarias, y así mismo determine el Módulo de Young, los índices de ductibilidad, la resistencia a la tensión y la resistencia a la ruptura.
Tabla 1. Datos y cálculos relacionados al ensayo de tensión. Carga Lectura del extensómetro Esfuerzo Deformación unitaria
5 Conclusiones. Exprese por escrito sus conclusiones acerca de la práctica realizada. 6 Glosario. Consulte el texto de la práctica, la bibliografía recomendad o de su elección y anote el significado de los siguientes términos: Resistencia a la tracción. Módulo de elasticidad. Extensómetro. Deformación unitaria. 7 Referencias. 7.1 Van Vlack, Lawerence. Tecnología de materiales. Ed Fondo Educativo Interamericano. México 2001. 7.2 De Garmo, Paul. Materiales y procesos de fabricación. Ed Reverté. España 2000.

Biomateriales Práctica No 4.
Nombre de la práctica: Ensayo de torsión. Temas: 3.1 Ensayos destructivos 3.1.2 Torsión. 1 Objetivos. Al término de la práctica, el alumno(a): 2.1 Identificará los materiales y equipos que se aplican en el ensayo destructivo de torsión. 2.2 Determinará las propiedades mecánicas relacionadas a las fuerzas sometidas de una
probeta en el ensayo de torsión.
3 Introducción teórica. El ensayo de torsión es una prueba destructiva donde se analiza el fenómeno que se presenta sobre un material o probeta en el cual actúan un par de fuerzas en forma tangencial tratando de deformar el material por rotación. El ensayo consiste en colocar una probeta a un esfuerzo de torsión para probar la resistencia de ejes o bien otro tipo de piezas que trabajen en este tipo de esfuerzos. No existen normas sobre tipos y formas de las probetas han utilizarse en un ensayo de torsión, pero en general se usan las formas de barra y las de sección tubular. El equipo más común consiste en una máquina de un cabezal que tiene un mecanismo capaz de aplicar un movimiento de giro regulable a un extremo de la probeta sujeta a su eje y un apoyo de fijación para inmovilizar el otro extremo de la probeta, además constan de un dispositivo para medir el giro de un extremo de la probeta. Las propiedades mecánicas a determinar en el ensayo de torsión, se describen a continuación: Ángulo de torsión.
El esfuerzo cortante. Momento de torsión. Momento polar de inercia. La potencia.
3 Material y equipo. Máquina de torsión. Probeta redonda de acero al carbono de 60 mm de longitud y 6.3 mm de diámetro. Calibrador vernier. 4 Desarrollo 4.1 Colocar la probeta en las mordazas de la máquina. 4.2 Medir la longitud y el diámetro de la probeta. 4.3 Accionar la máquina y anotar el número de vueltas al momento de la fractura de la pieza.

4.4 Realizar los cálculos para determinar el ángulo de torsión, el esfuerzo cortante, el momento polar de inercia, el momento de torsión y la potencia. 5 Conclusiones. Exprese por escrito sus conclusiones acerca de la práctica realizada. 6 Glosario. Consulte el texto de la práctica, la bibliografía recomendada o de su elección y anote el significado de los siguientes términos: Módulo de rígidez. Momento de torsión. Momento polar de inercia. 7 Referencias. 7.1 Davis Harmer. E. Ensayo e inspección de materiales en ingeniería. Ed CECSA. México 2002. 7.2 De Garmo, Paul. Materiales y procesos de fabricación. Ed Reverté. España 2000. 7.3 Van Vlack, Lawerence. Tecnología de materiales. Ed Fondo Educativo Interamericano. México 2001.

Biomateriales Práctica No 5.
Nombre de la práctica: Dureza por penetración Temas: 3.1 Ensayo destructivo, 3.1.5 Dureza 1 Objetivos. Al término de la práctica, el alumno(a): 3.1 Conocerá el uso y la aplicación del durómetro. 3.2 El alumno identificará los diferentes tipos de materiales así como sus propiedades
mecánicas, mediante el conocimiento y práctica de las pruebas destructivas y no destructivas.
3.3 Comparar los valores de dureza para diferentes materiales metálicos, con los diferentes ensayos .y determinar factores que puedan afectar la lectura en el ensayo de dureza.
Introducción ENSAYOS DE DUREZA La dureza de un material es la resistencia que opone a la penetración de un cuerpo más duro. La resistencia se determina introduciendo un cuerpo de forma esférica, cónica o piramidal, por el efecto que produce una fuerza determinada durante cierto tiempo en el cuerpo a ensayar. Como indicador de dureza se emplea la deformación permanente (plástica) En algunos casos, es necesario determinar las características mecánicas de los materiales sin llegar a su destrucción. También podemos determinar la dureza conseguida mediante un tratamiento de dureza. Podemos mencionar los tres tipos de ensayos de dureza más importantes: Rockwell, Brinell y Vickers DUREZA ROCKWELL Loa ensayos de dureza Rockwell se realiza como se recoge de la tabla 1 usando identadores de geometría cónica o esférica. En el primer caso son de diamante mientras que las esferas son de acero de diámetros 1/16, 1/8, 1/4,1/2 de pulgada. La dureza se mide a partir de la diferencia de profundidades de penetración en el material entre una precarga establecida de (10kg en Rockwell y 3 kg en Rockwell Superficial)y la carga aplicada , 60, 100, 150 kg para Rockwell normal y 15,30 ó 45 kg para Rockwell superficial . La lectura se efectúa una vez retirada la carga máxima de ensayo manteniendo la carga inicial o precarga y se traduce directamente en una escala de dureza Rockwell . En la siguiente figura 1 se presenta la secuencia del ensayo Rockwell a) PENETRADOR DE DIAMANTE . Este tipo de penetrador debe emplearse en pruebas de dureza para las escalas A, C y D. Consiste en un cono de diamante cuyo ángulo es de 120º ± 0.5º y su eje debe coincidir con la dirección de penetración con una tolerancia de ± 0.5º. La punta es un casquete esférico con un radio de 0.200 mm. La forma del casquete y el valor del radio del penetrador tienen una influencia importante en el valor de la dureza obtenida. La anisotropía del diamante hace difícil el maquinado del mismo en forma totalmente simétrica.

Por lo cual es necesario comparar los resultados obtenidos con un penetrador patrón sobre piezas patrón de diferentes durezas.
b) PENETRADOR ESFERICO DE ACERO Este tipo de penetrador debe emplearse en los ensayos de dureza para las escalas B, E Y F. Consiste en un balín de acero templado y pulido, con un diámetro de 1.588 mm ± 0.003 mm; Excepto para la escala E, que tiene un diámetro de 3.175 mm ± 0.004 mm. Dicho balín debe estar pulido y no debe presentar defectos superficiales. Debe eliminarse y anularse la prueba si presenta una deformación mayor a la tolerancia indicada anteriormente o cualquier otro defecto superficial. En los dos tipos de penetrador debe evitarse la acumulación en el penetrador de: polvo, tierra, grasa o capas de óxidos, dado que esto afecta los resultados de la prueba.
Figura 1 secuencia del ensayo Rockwell
Tabla1 Escala de dureza Rockwell

DUREZA BRINELL
El ensayo de dureza Brinell consiste en presionar la superficie del material a ensayar con un penetrador de acero muy duro o carburo de tungsteno, produciéndose la impresión de un casquete esférico correspondiente a la porción de la esfera que penetra Fig. 1.
El valor de dureza, número de Brinell HB, resulta de dividir la carga aplicada P por la superficie del casquete, por lo que
HB = (
La profundidad h del casquete impreso se mide directamente en la máquina, mientras la carga se mantiene aplicada de modo de asegurar un buen contacto el penetrador y el material. Otra manera de determinar el número HB es partiendo del diámetro d de la impresión lo cual tiene la ventaja de que se pueden efectuar tantas mediciones como se estimen necesarias y en microscopios o aparatos especialmente diseñados para tal fin. En este caso el valor del diámetro de la impresión resultará del promedio de dos lectura realizadas a 90º entre si. Considerando que
2
2
22²
Reemplazando la Eq. 2 en la Eq. 1 se obtiene una expresión para el número de Brinell en función del diámetro de la huella
2
²
En la práctica el número de Brinell se puede tomar directamente de una tabla ingresando con el valor del diámetro.
En algunos materiales la penetración del penetrador origina una caracterización Fig. 2.a y en una depresión Fig 2.b. En estos casos los valores obtenidos a partir de la medición de h no coinciden con los obtenidos en función de d, ya que la profundidad h medida no corresponde al casquete cuyo diámetro es d, sino al de diámetro d1, cuya determinación exacta en forma práctica es dificultosa. Por todo esto se ha generalizado la determinación de HB a partir de d, ya que ofrece mayor seguridad de una determinación correcta. Ya sea en

la, determinación de h o en la de d, se requiere una precisión mínima de 0,01mm.
DUREZA VICKERS
La determinación de la dureza Vickers es similar a la Brinell ya que se obtiene del cociente de la carga aplicada por la superficie de la impronta. Sin embargo en este caso se utiliza una carga pequeña y el penetrador es un diamante en forma de pirámide. De esta manera el valor de dureza Vickers resulta:
1854
²
Donde:
P= Carga aplicada en N, kgf
D= Diámetro del balín en mm
d= Diámetro medio de la huella en mm
Ya sea en la determinación de d o h se requiere una exactitud de 0,001 mm y el valor de d resultará del promedio de ambas diagonales. Las cargas pueden variar de 1 a 100 kg según el espesor y tipo de material. En general las máquinas estándar proveen cargas de 1, 2.5, 5, 10, 20, 30, 50, 100 y 120 kg de las cuales las de 30 y 50 kg son las más usadas. De esta manera para indicar las condiciones de ensayo solo es necesario indicar la carga, así HV30 significa dureza Vickers con una carga de 30 kg.
MATERIAL Y EQUIPO
Durómetro Materiales ( latón, aluminio y Acero) Vernier
PROCEDIMIENTO

En los tres ensayos que vamos a realizar, primero aplicamos una carga inicial de 10 Kgf y luego la sobrecarga indicada para cada material.
La carga inicial se consigue haciendo girar 3 veces la aguja indicadora de la fuerza, hasta que la aguja pequeña, entre en el marco
ENSAYO ROCKWELL
Colocamos la probeta sobre el yunque, de forma no se deslices al aplicar la carga. A continuación colocamos el penetrador de acuerdo con el material utilizado y subimos la probeta hasta ponerla en contacto con el penetrador. Aplicamos la fuerza de 10 Kgf y después aplicamos la sobrecarga posteriormente tomamos la lectura. Y procedemos a repetir el ensayo tres veces. Muestra Ensayo Zona ensayada Escala Dureza
ENSAYO BRINELL
Medimos la penetración que provoca un objeto sobre el material que vamos a ensayar. Utilizamos una bola de 2,5 mm de diámetro y una sobrecarga de 187,5 kgf, después de la carga inicial de 10 kgf. Mediamos el diámetro de la huella que deja la bola y determinamos la dureza Brinell.
Muestra D(mm) d(mm) P en N ( kgf) Dureza
ENSAYO VICKERS
Para determinar la dureza Vickers, se utilizan penetradores con forma piramidal. Se realiza de la misma manera que el ensayo Brinell aunque se le aplica menos carga. Éste método se puede decir que es una mejora del método Brinell.
Muestra D(mm) d(mm) P en N (kgf) Dureza

Bibliografía
• Flim, R.A, y otro, “Materiales de Ingeniería y sus Aplicaciones”, Mc • Graw -Hill, México, 1979.
• http://190.105.160.52/~material/materiales/presentaciones/ApunteDurez
a.pdf

Biomateriales Práctica No 6.
Nombre de la práctica: Ensayo de doblez. Temas: 3.1 Ensayo destructivo. 3.1.7 flexión, 3.1.7 corte. 1 Objetivos. Al término de la práctica, el alumno(a): 1.1 Conocer algunos procesos de conformación de metales (doblado, laminado, cizallado), determinando sus generalidades y variables Introducción teórica.
Debido a que los metales deben ser conformados en la zona de comportamiento plástico es necesario superar el límite de fluencia para que la deformación sea permanente. Por lo cual, el material es sometido a esfuerzos superiores a sus límites elásticos, estos límites se elevan consumiendo así la ductilidad. En el conformado de metales se deben tener en cuenta ciertas propiedades, tales como un bajo límite de fluencia y una alta ductilidad. Estas propiedades son influenciadas por la temperatura: cuando la temperatura aumenta, el límite de fluencia disminuye mientras que la ductilidad aumenta. Existe para esto un amplio grupo de procesos de manufactura en los cuales las herramientas, usualmente un dado de conformación, ejercen esfuerzos sobre la pieza de trabajo que las obligan a tomar la forma de la geometría del dado Doblado
El doblado de metales es la deformación de láminas alrededor de un determinado ángulo. Los ángulos pueden ser clasificados como abiertos (si son mayores a 90 grados), cerrados (menores a 90°) o rectos. Durante la operación, las fibras externas del material están en tensión, mientras que las interiores están en compresión. El doblado no produce cambios significativos en el espesor de la lámina metálica. Existen diferentes formas de doblado, las más comunes son: doblado entre dos formas y doblado deslizante.
Doblado entre formas:
En este tipo de doblado, la lámina metálica es deformada entre un punzón en forma de V u otra forma y un dado. Se pueden doblar con este punzón desde ángulos muy obtusos hasta ángulos muy agudos. Esta operación se utiliza generalmente para operaciones de bajo volumen de producción.

Doblado Deslizante:
En el doblado deslizante, una placa presiona la lámina metálica a la matriz o dado mientras el punzón le ejerce una fuerza que la dobla alrededor del borde del dado. Este tipo de doblado está limitado para ángulos de 90° Cuando se remueve la fuerza de doblado, la lámina intenta regenerarse gracias a una propiedad elástica de los metales conocida como memoria, restitución o recuperación. Esta propiedad no sólo se observa en láminas y placas planas, sino también en varillas, alambres y barras con cualquier perfil transversal.
Cálculo de la fuerza para doblado de láminas:
La fuerza de doblado es función de la resistencia del material, la longitud L de la lámina, el espesor T de la lámina, y el tamaño W de la abertura del dado. Para un dado en V, se suele aproximar la fuerza máxima de doblado, FD, con la siguiente ecuación:
²
Donde:
Sult = Esfuerzo último de tensión del material | ²
L = Longitud de la lámina (pulg) ó (mm)
T= Espesor (pulg) ó (mm)
W= Abertura del dado (pulg) ó (mm)
Operaciones de formado o preformado de láminas de metal Los procesos de conformado de láminas son operaciones realizadas en láminas, tiras y rollos, realizadas a temperatura ambiente con sistemas de punzones y dados. Algunos de ellas son: operación de corte, doblado y embutido.
MATERIALES
Dobladora
Lámina
Cortadora
Guantes

PROCEDIMIENTO
El estudiante calculara la fuerza del doblado para posteriormente realizar el proyecto asignado por el docente en el que el estudiante tendrá que utilizar la dobladora y la cortadora.
Numero de doblado
Material Espesor de la lámina T(mm)
Longitud de la lámina L (mm)
Abertura del Dado W (mm)
Resistencia última Sult(PSI)
Fuerza del doblado
• Anderson, J.C. y otros, “Ciencia de los Materiales”, Limusa Editores,
México, 1998.
• Flim, R.A, y otro, “Materiales de Ingeniería y sus Aplicaciones”, Mc
Graw -Hill, México, 1979.
• Budinsky, K. y otro, “Engineering Materials”, Prentice

Biomateriales Práctica No 7.
Nombre de la práctica: Ensayo de líquidos penetrantes. Temas: 3.2 Ensayos no destructivos 3.2.3 Líquidos penetrantes. 1 Objetivos. Al término de la práctica, el alumno(a): 3.4 Identificará los materiales y equipos portátiles que se aplican en el ensayo de líquidos
penetrantes. 3.5 Identificará los tipos de fallas superficiales en probetas sometidas a líquidos penetrantes.
4 Introducción teórica.
Los ensayos no destructivos son aquellos que se someten a inspección sin afectar las propiedades físicas, químicas y mecánicas, es decir, las muestras se inspeccionan con algún equipo o tecnología avanzada y si cumplen con los requerimientos o no presentan discontinuidades se proveen a los sistemas de diseño y producción.
La inspección por líquidos penetrantes ha adquirido gran importancia debido al avance en materiales y técnicas de prueba. Este tipo de inspección es de la misma efectividad y limitaciones que cualquiera de los métodos de prueba no destructivos. Los líquidos penetrantes proporcionan un método efectivo y viable para emplearse en la detección de defectos o discontinuidades como cavidades, poros, costuras, picaduras, grietas debidas a fatiga y laminaciones que se revelan en materiales ferrosos, no ferrosos, cerámicos y poliméricos. 4.1 Características y tipos de líquidos penetrantes. Los líquidos penetrantes tienen fluidos con una base de aceite y agua para que puedan penetrar en las diminutas o grandes discontinuidades que pudieran presentar las muestras de inspección. El líquido debe filtrarse bien y tener la consistencia para permanecer en la superficie durante su aplicación. Se requiere tener cierta volatilidad con la combinación correcta de viscosidad y humectabilidad. Los líquidos tienen un punto de inflamación de 93 °C, no obstante, estos materiales deben ser utilizados y almacenados con cuidado. Para la inspección se cuenta con seis procedimientos, los cuales se agrupan en dos grandes grupos: Tipo I: Penetrantes fluorescentes lavables con agua, lavables con solvente o postemulsificados. La detección de discontinuidades por este penetrante se efectúa iluminando la superficie con una lámpara especial de mercurio productora de luz ultravioleta que produce la fluorescencia del penetrante usualmente amarillo verdoso. Tipo II: Penetrantes de tintas coloreadas visibles lavables con agua, lavables con solvente o postemulsificados. Estos líquidos de color rojo que contrasta con el fondo blanco del revelador, son aquellos que pueden ser apreciados a la luz del día o luz artificial.

El líquido penetrante se le deja permanecer sobre la superficie de la pieza un cierto tiempo que depende de la temperatura y el tipo de material a probar para asegurar su penetración. En la tabla 1 se presentan los tiempos de aplicación de líquido sugeridos para diferentes materiales.
Tabla 1. Tiempo en minutos de penetración de los líquidos Material Tipo I y II
Lavables con agua. Tipo I y II
Lavables con solvente. Tipo I y II
Postemulsificados. Aluminio 30 5 3 Magnesio 30 10 5 Aceros 60 20 7 Cobre 15 10 3 Plásticos 20 8 5 Vidrio 20 8 5 Herramientas de carburo 30 20 5 Titanio 25 25 15
La selección del procedimiento se realiza a criterio buscando siempre el más económico, cómodo, efectivo y de acuerdo a la finalidad. Las ventajas obtenidas de la aplicación de este ensayo no destructivo son: Ventajas: Inspección a simple vista. Fácil aplicación. Muy económico. No se destruye la pieza. Se obtienen resultados inmediatos. No se requieren de conocimientos. Sus desventajas se puntualizan a continuación. Desventajas: Solo es posible detectar fallas superficiales. No se cuantifica la dimensión de la falla. La superficie a inspeccionar debe estar limpia y sin recubrimientos. No se pueden inspeccionar materiales demasiados porosos. 3 Material y equipo. Pieza de latón de 40 x 40 mm y 6.3 mm de espesor. Pieza de aluminio de 40 x 40 mm y 6.3 mm de espesor. Líquido penetrante Tipo II Spotcheck SKL-HF/S. Revelador para Spotcheck. Paño de algodón limpio.

4 Desarrollo 4.1 Desarrollo 1. 4.1.1 Con el paño de algodón limpie la superficie a inspeccionar de la pieza de latón. 4.1.2 Aplicar el líquido penetrante a la superficie de la pieza colocando el cilindro a una distancia de 300 mm y a un ángulo de 45°. Conserve el fluido con el tiempo de penetración de acuerdo a la tabla 1 Tipo II lavable con agua. 4.1.3 Limpie el exceso de penetrante con agua. 4.1.4 Aplique el revelador sobre la superficie. 4.1.5 Inspeccione y anote sus observaciones acerca de las discontinuidades reveladas en la pieza. 4.1.6 Repita el ensayo para la pieza de aluminio. 4.2 Desarrollo 2. 4.2.1 Trasladese a alguna estructura metálica de la escuela y aplique el ensayo a una junta soldada. 4.2.2 Inspeccione y anote sus observaciones acerca de las discontinuidades reveladas en la soldadura. 5 Conclusiones. Exprese por escrito sus conclusiones acerca de la práctica realizada. 6 Glosario. Consulte el texto de la práctica, la bibliografía recomendad o de su elección y anote el significado de los siguientes términos: Viscosidad. Capilaridad. Revelador. Discontinuidad. 7 Referencias. 7.1 Mantell. C.L. REVISAR

Biomateriales Práctica No 9.
Nombre de la práctica: Pruebas de corrosión. Temas: 5.1 Corrosión. 5.2 Tipos de corrosión en biomateriales. 1 Objetivos. Al término de la práctica, el alumno(a): 4.2 Identificará los tipos de corrosión que pueden generarse en biomateriales. 4.3 Realizará una inspección visual de corrosión superficial en materiales sometidos a
reacción en una solución química.
5 Introducción teórica.
Después de la resistencia mecánica, la cualidad más importante de un biomaterial es su buena tolerancia por parte de los tejidos, es decir su biocompatibilidad. La corrosión es un fenómeno que se genera esencialmente en los metales y consiste en la disolución de los sólidos por ataque químico. La electrólisis es el factor más importante en la producción de corrosión, y se define como la conducción de electricidad acompañada por una real migración de materia (iones) demostrable entre dos puntos de diferente potencial electroquímico. En el caso de los biometales, el medio biológico interno y el implante son considerados soluciones electrolíticas. Las infecciones y la corrosión fueron los problemas que tuvieron que resolver los primeros cirujanos que utilizaron implantes metálicos en el esqueleto. En 1938 Venable y Stuck introdujeron en el campo de la traumatología y ortopedia el concepto de electrólisis, es decir, intercambio electrolítico entre el implante, los tejidos y líquidos que lo rodean. La reacción de un tejido puede tener una naturaleza química como electroquímica, y ésta reacción altera el tejido, al implante o a ambos. En términos generales, todos los metales y aleaciones son posibles de sufrir corrosión y este proceso se inicia en la superficie del biomaterial. Se ha demostrado que cuando se asocian diversos metales o aleaciones en dos partes distintas de un mismo implante, se origina electrólisis y corrosión acompañada de reabsorción ósea y signos inflamatorios alrededor del implante. Los metales son encontrados en la naturaleza combinados o mezclados con impurezas y como todos los cuerpos, siguen la tendencia general de degradarse y volver al estado primitivo, aún después de haber sido purificados. Esta degradación se hace en general por oxidación y se le denomina corrosión. Los metales presentan una especial afinidad por el oxígeno, y aunque parezca contradictorio con lo anterior, algunos son capaces de formar compuestos estables con el oxígeno que los cubre y hace resistentes a la corrosión. Las posibilidades de fenómenos electrolíticos pueden aparecer:
Entre el implante y los líquidos que lo rodean. Entre dos superficies de un implante complejo. Entre dos superficies del mismo implante con diferente carga eléctrica. Entre una superficie dañada y una intacta de un implante; la dañada se comporta como
ánodo.

Entre dos componentes de un implante complejo con piezas de distintos materiales. En casos especiales como clavos intramedulares con superficie exterior irregular o sección inadecuada, una parte del implante puede ser positiva con respecto a la otra y provocar electrólisis en el cuerpo humano. Si esto ocurre en alguna parte más débil del implante a través de la cual se ha establecido la corrosión, se puede originar una rotura por fatiga secundaria a la corrosión. La corrosión tiene su campo propicio allí donde dos diferentes partes del implante están en contacto y ésta se acrecienta si entre las dos zonas de aquél existe algún movimiento. La corrosión puede progresar en profundidad abarcando toda la sección del implante comenzando por medio de un daño mecánico o defecto de la superficie, mientras el resto del implante permanece completamente normal. La corrosión se puede generar en vía seca donde no hay fase líquida presente, o bien en vía húmeda donde se origina por soluciones acuosas y electrolitos. 2.1 Tipos de corrosión. En base a los párrafos anteriores, existen diferentes tipos de corrosión los cuales se describen a continuación. Corrosión general: Se caracteriza por un ataque uniforme en la superficie expuesta con solamente variaciones mínimas en la profundidad del daño. Corrosión galvánica: Corrosión que ocurre debido a que dos metales de diferente potencial electroquímico están en íntimo contacto provocando el desequilibrio o la migración electrónica. Corrosión por picadura: Se genera por la acción de iones presentes en el medio corrosivo y se aprecia como picadura. Corrosión aerodiferencial: Se origina por diferencias del contenido de oxígeno en las inmediaciones del biomaterial y debidas a regeneración celular. Conduce a la creación de un elemento de ventilación. Sistema de corrosión - esfuerzo: Surge de la interacción específica y simultánea del medio corrosivo, el biomaterial y la carga mecánica. Conduce a la formación de grietas perpendiculares a la aplicación de cargas repetitivas en presencia del medio corrosivo. Corrosión intergranular: Tipo de corrosión que consiste en la segregación de carburos en el cromo de un acero inoxidable. Se empobrece el contenido de carbono y la corrosión aparece en el límite del grano alterando las propiedades mecánicas de biomaterial y la fácil fragmentación. En la aplicación de biomateriales se debe tener especial atención en los procesos corrosivos como el sistema corrosión - esfuerzo y la corrosión intergranular, ya que la corrosión es un proceso destructivo en lo que a ingeniería se refiere y representa una fuerte pérdida

económica, y es por ello que en la ingeniería se trabaja en el control y la prevención de estos procesos electroquímicos. 3 Material y equipo. Desarrollo 1. Gradilla con 8 tubos de ensayo. 8 clavos de acero inoxidable no recubierto. Disolución de NaNO2 (10% en H2O) y de Na2CrO4 (10% en H2O); HNO3 concentrado y diluido (10%). Placa calefactor. Tapón. Desarrollo 2. Vaso de precipitado de 250 ml. 2 Placas de Petri. 2 Clavos de hierro y 1 de acero galvanizado. 1 Clavo cobreado y 1 cromado. 1 Trozo de papel de aluminio de 7 x 7 cm. Agar o Gelatina. Ferricianuro potásico K3[Fe(CN)6] 0,5 M: Preparar a partir de Potasio Hexacianoferrato (III). Fenolftaleína solución 1% en etanol. 4 Desarrollo 4.1 Desarrollo 1. 4.1.1 Colocar un clavo en cada tubo de ensayo y exponerlo de acuerdo a las disoluciones especificadas en la tabla 1.
Tubo Solución o medio Tubo 1 Clavo expuesto al aire Tubo 2 Semicubierto con agua del grifo Tubo 3 Completamente cubierto con agua del grifo Tubo 4 Con agua del grifo hirviendo, ponerle el tapón y sellar para que no entre aire. Tubo 5 Completamente cubierto con la disolución NaNO2. Tubo 6 Completamente cubierto con la disolución Na2CrO4. Tubo 7 Rellenar con HNO3 concentrado y observar en el momento Tubo 8 Rellenar con HNO3 diluido y comparar con el anterior.
Tabla 1. Asignación de disoluciones en los tubos.
4.1.2 Dejar toda la semana y observar los efectos de los diferentes ambientes sobre los clavos. Anote sus interpretaciones.

4.2 Desarrollo 2. 4.2.1 Se toman 6 gr de gelatina y se vierten en 150 ml de agua y se pone a calentar con agitación constante. 4.2.2 Con la gelatina disuelta se deja enfriar, una vez templada, se añaden de 10 a 12 gotas de ferricianuro potásico 0.5 M y 10 gotas de fenolftaleína manteniendo la agitación. 4.2.3 Placas Petri: En la primera se coloca un clavo normal, otro clavo doblado por su parte central y un tercer clavo galvanizado. En la segunda se coloca un clavo recubierto en parte de papel aluminio, un clavo cobreado y un clavo cromado. 4.2.4 Se vierten en ambas placas la disolución de gelatina preparada sobre los clavos, quedando estos completamente cubiertos. 4.2.5 Observar la coloración al día siguiente y anotar las diferencias que aparecen en los distintos clavos. 5 Conclusiones. Exprese por escrito sus conclusiones acerca de la práctica realizada. 6 Glosario. Consulte el texto de la práctica, la bibliografía recomendad o de su elección y anote el significado de los siguientes términos: Corrosión. Corrosión intergranualr. Equivalente electroquímico. Agente oxidante. 7 Referencias. 7.1 Mantell. C.L. Ingeniería electroquímica. Ed Reverté. España 2001. 7.2 Molera Solá Peré. Metales resistentes a la corrosión. Ed Marcombo. España 1990. 7.3 Ortega Maiquez José Antonio. Corrosión industrial. Ed Marcombo. España 1990.