Embed Size (px)
Citation preview

Sistema de Báscula de Cinta en MovimientoVersión 2.00
Manual de Instalación y Operación
129935Ser los mejores bajo cualquier medida™

Tabla de contenidos
Acerca de este manual............................................................................................................................ 11.0 Introducción y vista global .......................................................................................................... 1
1.1 Componentes del sistema de báscula de cinta transportadora . . . . . . . . . . . . . . . . . . . . . . . . . . 11.2 Operación . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6F1.3 Aplicaciones . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 71.4 Escoger el lugar para el montaje. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 91.5 Opciones pobres para instalaciones de básculas de cinta . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 131.6 Requisitos del Guía de Referencia 44 [Handbook 44] para básculas de cinta . . . . . . . . . . . . . . 14
2.0 Instalación del equipamiento del integrador............................................................................ 152.1 Desempaque y armado . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 152.2 Instalación del carruaje de la báscula. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 152.3 Instalación de la caja de empalmes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 172.4 Conectando los rodillos transportadores al carruaje de la báscula . . . . . . . . . . . . . . . . . . . . . . 212.5 Instalación del sensor de velocidad . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 242.6 Piezas de repuesto para el carruaje de la báscula. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 26
3.0 Armado del hardware del integrador ........................................................................................ 293.1 Desarmado del gabinete . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 293.2 Rearmado del gabinete . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 353.3 Remover la tarjeta del CPU . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 363.4 Reemplazo del fusible . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 363.5 Reemplazo de la batería . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 363.6 Contenido del conjunto de piezas. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 373.7 Piezas de repuesto y dibujos dimensionales . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 38
4.0 Parámetros del modo de supervisor ......................................................................................... 414.1 Contraseña administrativa (numérica) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 424.2 Capacidad de la báscula . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 434.3 MV de la celda de carga . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 434.4 Conjunto total de celdas de carga . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 434.5 Unidad de tiempo de la tasa . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 434.6 Filtro(s) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 434.7 Umbral del filtro (divisiones) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 434.8 Unidad de tiempo de la velocidad. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 434.9 Velocidad fija . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 434.10 Unidad de medida . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 444.11 Unidad de la tasa . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 444.12 Tasa de conteo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 444.13 Totalizador cuenta por . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 444.14 Unidades de carga . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 444.15 Carga contado por . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 45
Seminarios de capacitación técnica están disponibles de Rice Lake Weighing Systems.
Pueden ver las descripciones de los cursos y las fechas al www.rlws.como las pueden obtener por llamar al 715-234-9171 y preguntar por el
Training Department [Departamento de Capacitación].

4.16 Rastreo automático de cero (%) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 454.17 Porcentaje de rastreo automático de cero . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 454.18 Banda muerta. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 454.19 Pesa de prueba para la calibración . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 454.20 Cadena de prueba para calibración . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 454.21 La carga de calibración . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 454.22 Factor del material . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 454.23 % del error del cero . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 464.24 Conteos de cero. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 464.25 % del error del alcance . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 464.26 Espacio entre los rodillos intermedios . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 464.27 Numero de rodillos intermedios . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 464.28 Prueba de revoluciones de la cinta. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 464.29 Pulsos por revolución . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 464.30 Longitud de la cinta . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 464.31 Pulsos por unidad de medida . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 464.32 Duración de la prueba . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 474.33 Toneladas por pulso (salida) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 474.34 Ciclo de trabajo de pulsos (en segundos) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 474.35 Alarma - Valor de la alarma de tasa baja (%) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 474.36 Valor máximo de velocidad . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 474.37 Bit de la alarma de tasa baja. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 474.38 Bit de la alarma de tasa alta . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 474.39 Bit de la alarma de velocidad . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 474.40 Bit del totalizador de pulsos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 474.41 Bit de la salida de llenado . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 474.42 Bit de entrada de impresión remota . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 474.43 Puerto de salida de impresión . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 484.44 Formato de impresión . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 484.45 Puerto de salida de flujo de datos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 484.46 Formato del flujo de datos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 484.47 Borrar totalizador con Print [Imprimir] . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 484.48 Reiniciar entrada del totalizador remoto . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 484.49 Identificación del integrador . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 484.50 Longitud de la preactivación. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 484.51 Habilitar batching. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 484.52 Modo analógico 1 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 494.53 Modo analógico 2 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 494.54 Establecer la hora y la fecha . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 494.55 Haciendo interfaz entre una PLC y el sistema de la báscula BCi . . . . . . . . . . . . . . . . . . . . . . . 49
5.0 Calibración................................................................................................................................. 505.1 Calibración del sensor de velocidad . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 505.2 Calibración del integrador. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 51
6.0 Secuencia de corrida ................................................................................................................ 596.1 Objetivos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 596.2 Diagnósticos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 606.3 Reiniciar el totalizador. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 606.4 Empezar llenado . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 60
7.0 Requisitos del Guía 44 para básculas de cinta transportadora................................................ 617.1 Prueba de referencia . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 617.2 Condiciones de la prueba . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 61
8.0 Mantenimiento........................................................................................................................... 628.1 Puntos de control en mantenimiento . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 62
ii Manual de instalación y operación para el BCi
8.2 Lista de comprueba para localización de problemas en la báscula de cinta . . . . . . . . . . . . . . . 648.3 Pautas para resolución de problemas con el integrador BCi . . . . . . . . . . . . . . . . . . . . . . . . . . . 65
9.0 Apéndice .................................................................................................................................... 679.0 Registro en campo permanente del BCi . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 699.0 Especificaciones del integrador BCi . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 70
Garantía limitada del BCi ...................................................................................................................... 72

iv Manual de instalación y operación para el BCi

Acerca de este manualEste manual está destinado para uso por los técnicos responsables de instalar y hacer mantenimiento en el Sistema BCi de Báscula de Cinta en Movimiento.
InternetSe puede ver y descargar este manual del sitio Web de Rice Lake Weighing Systems al www.ricelake.com. Rice Lake Weighing Systems es una compañía registrada ISO 9001.
PrecauciónAlgunos procedimientos descritos en este manual requieren el trabajar dentro de o
alrededor de las partes operativas de la báscula de cinta. Estos procedimientos han de ser ejecutados únicamente por personal calificada.
1.0 Introducción y vista globalUna báscula de cinta transportadora es un dispositivo que continuamente mide material en bulto mientras que se mueve por un transportador. El sistema requiere dos parámetros generales para operar:
• Necesita saber el peso del material siendo movido a través del transportador• Necesita saber la velocidad a la cual el material está moviendo a través del transportador
Se determina el peso del material sobre la cinta por pesar una porción de la cinta cargada con material y luego sustraer el peso promedio de la cinta descargada. La velocidad a la cual el material está moviendo es determinado por medir la velocidad de un rodillo o rueda intermedia que está en contacto con la cinta transportadora. Se combinan el peso y la velocidad para encontrar un total acumulado e índice de flujo del material. La operación correcta del sistema de báscula requiere que los componentes estén instalados correctamente, estén calibrados periódicamente, y mantenidos apropiadamente.
Algunas aplicaciones típicas en las cuales se puede utilizar una báscula de cinta transportadora son:
• La minería• Las canteras• El mezclar materiales en bulto• El cargar camiones/barcazas/vagones• Aplicaciones de control de procesos
Una báscula de cinta transportadora también tiene la capacidad de calcular la masa total del material que está siendo transportado a través de un periodo dado de tiempo y mientras está en movimiento.El Sistema BCi de Báscula de Cinta en Movimiento es duradero y es una de las básculas más precisas en su clase. El BCi fácilmente maneja capacidades de hasta 10.000 toneladas por hora con una exactitud sin superar. Es un integrador innovador que se adapta a una amplia variedad de aplicaciones - de reportaje sencillo de inventario hasta el cargar automático de vehículos.
1.1 Componentes del sistema de báscula de cinta transportadoraLos componentes mayores de una báscula básica de cinta transportadora incluyen:
• El carruaje de la báscula• Las celdas de carga• El sensor de velocidad de la cinta (no mostrado)• El integrador electrónico
Manual de instalación y operación para el BCi - Introducción y vista global 1

Integrador electrónico BCi
Celdas de carga Carruaje de la báscula
Figura 1-1. Las partes componentes del Sistema de Báscula de Cinta Transportadora BCi
2 Manual de instalación y operación para el BCi

Carruaje de la básculaEl carruaje de la báscula se monta en una estructura transportadora y transmite las fuerzas que resultan de la carga sobre la cinta y dirigiendo esas fuerzas al sensor(es) de carga. La siguiente fotografía y tabla ilustran las piezas componentes que son enviadas juntas con el carruaje de báscula.
1
2
3
4
5
6
Figura 1-2. Componentes del carruaje de la báscula
Tabla 1-1. Números de pieza de los componentes del carruaje de la báscula
Número de pieza RLWS Descripción (Cantidad)
1 - - - - - Asamblea de placa terminal (2)
2 - - - - - Varas intermedias Uni-Strut (2)
3 - - - - - Tiras de cerradura Uni-Strut (2)
4 38557 Cable principal (1)
5 88956 Caja de empalmes con bolón de puesta a tierra (1)
6 16863 Etiqueta metal de número serie (1)
Tuercas (2)
Pernos (2)
Tuercas prisioneras (2)
97416 Conjunto de espaciadores
Manual de instalación y operación para el BCi - Introducción y vista global 3

Celdas de cargaHay cuatro celdas de carga de galga extensiométrica ubicadas en las esquinas de la polea intermedia de pesaje. Estos sensores apoyan el peso de la cinta transportadora y el material que está siendo movido a través de la cinta. Las señales de peso desde las celdas de carga son combinadas y procesadas por el integrador.
Figura 1-3. Ubicación de la celda de carga en la carruaje de la báscula
4 Manual de instalación y operación para el BCi
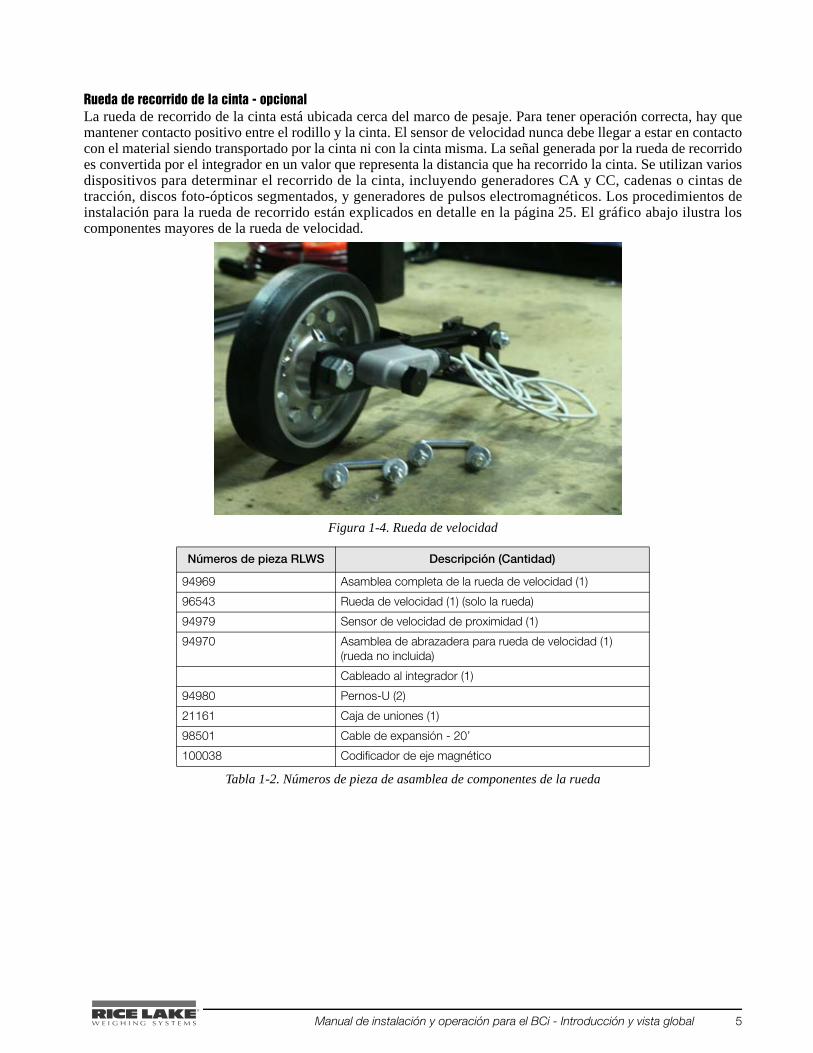
Rueda de recorrido de la cinta - opcionalLa rueda de recorrido de la cinta está ubicada cerca del marco de pesaje. Para tener operación correcta, hay que mantener contacto positivo entre el rodillo y la cinta. El sensor de velocidad nunca debe llegar a estar en contacto con el material siendo transportado por la cinta ni con la cinta misma. La señal generada por la rueda de recorrido es convertida por el integrador en un valor que representa la distancia que ha recorrido la cinta. Se utilizan varios dispositivos para determinar el recorrido de la cinta, incluyendo generadores CA y CC, cadenas o cintas de tracción, discos foto-ópticos segmentados, y generadores de pulsos electromagnéticos. Los procedimientos de instalación para la rueda de recorrido están explicados en detalle en la página 25. El gráfico abajo ilustra los componentes mayores de la rueda de velocidad.
Figura 1-4. Rueda de velocidad
Tabla 1-2. Números de pieza de asamblea de componentes de la rueda
Números de pieza RLWS Descripción (Cantidad)
94969 Asamblea completa de la rueda de velocidad (1)
96543 Rueda de velocidad (1) (solo la rueda)
94979 Sensor de velocidad de proximidad (1)
94970 Asamblea de abrazadera para rueda de velocidad (1) (rueda no incluida)
Cableado al integrador (1)
94980 Pernos-U (2)
21161 Caja de uniones (1)
98501 Cable de expansión - 20’
100038 Codificador de eje magnético
Manual de instalación y operación para el BCi - Introducción y vista global 5
Codificador del eje magnético - opcionalOtra opción además de la rueda de velocidad de cinta es un codificador de eje magnético, el cual también puede ser utilizado para determinar la distancia de recorrido de la cinta como lo hace la rueda de velocidad. El codificador del eje magnético nunca debería llegar a estar en contacto con el material siendo transportado a través de la cinta ni con la cinta misma. La señal generada por el codificador es convertida por el integrador en un valor que representa la distancia de recorrido de la cinta.
Figura 1-5. Codificador del eje magnético
Integrador electrónicoSe combinan las salidas del sensor de velocidad de recorrido de cinta y del carruaje de la celda de carga para producir un total acumulado del material que ha pasado por la báscula de cinta transportadora. El utilizar el HMI BCi como un integrador electrónico calibrado permite que las séñales sean convertidas en valores que representan el peso y la velocidad del material que está siendo transportado en la cinta.
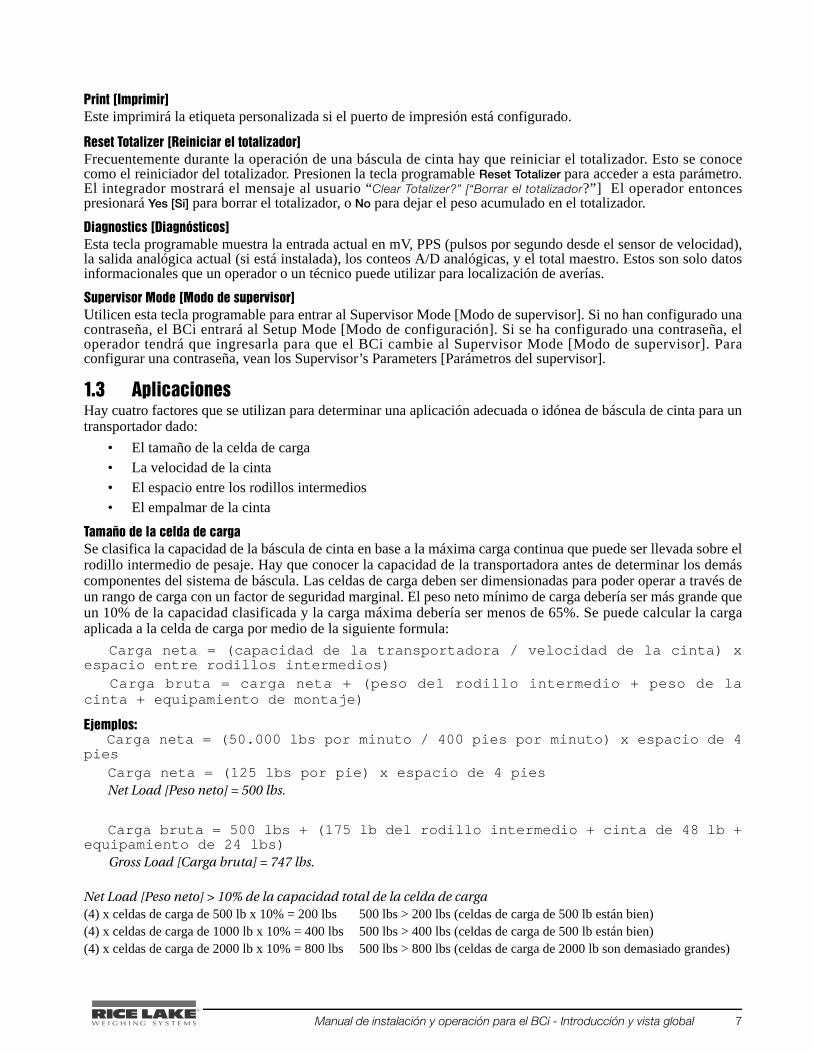
1.2 OperaciónEl panel frontal del BCi, mostrado abajo, consiste de un teclado de 27 botones junto con una pantalla LCD grande y retroiluminada. Las teclas están agrupadas en cinco teclas programables, cinco teclas de funciones primarias de la báscula, cuatro teclas navegacionales, y teclas de ingreso numérico. Debería notarse que no se pueden cambiar los parámetros de la báscula ni los valores de calibración sin primero presionar la tecla TARE [TARA] y desbloquear los parámetros. Después de haber presionada la tecla TARE [TARA], presionen enter [ingresar] para desbloquear las configuraciones. El presionar ZERO [CERO] mientras de la pantalla esté mostrando el menú principal borra el Reset Total [Total de Reinicio].
Figura 1-6. Panel frontal BCi
Las siguientes secciones describen la operación del integrador de la báscula de cinta desde el panel frontal.
Zero [Cero]Este parámetro iniciará el mecanismo de cero del panel frontal. Se requiere el uso periódico del parámetro cero debido a condiciones de tiempo.
6 Manual de instalación y operación para el BCi
Print [Imprimir]Este imprimirá la etiqueta personalizada si el puerto de impresión está configurado.
Reset Totalizer [Reiniciar el totalizador]Frecuentemente durante la operación de una báscula de cinta hay que reiniciar el totalizador. Esto se conoce como el reiniciador del totalizador. Presionen la tecla programable Reset Totalizer para acceder a esta parámetro. El integrador mostrará el mensaje al usuario “Clear Totalizer?” [“Borrar el totalizador?”] El operador entonces presionará Yes [Si] para borrar el totalizador, o No para dejar el peso acumulado en el totalizador.
Diagnostics [Diagnósticos]Esta tecla programable muestra la entrada actual en mV, PPS (pulsos por segundo desde el sensor de velocidad), la salida analógica actual (si está instalada), los conteos A/D analógicas, y el total maestro. Estos son solo datos informacionales que un operador o un técnico puede utilizar para localización de averías.
Supervisor Mode [Modo de supervisor]Utilicen esta tecla programable para entrar al Supervisor Mode [Modo de supervisor]. Si no han configurado una contraseña, el BCi entrará al Setup Mode [Modo de configuración]. Si se ha configurado una contraseña, el operador tendrá que ingresarla para que el BCi cambie al Supervisor Mode [Modo de supervisor]. Para configurar una contraseña, vean los Supervisor’s Parameters [Parámetros del supervisor].
1.3 AplicacionesHay cuatro factores que se utilizan para determinar una aplicación adecuada o idónea de báscula de cinta para un transportador dado:
• El tamaño de la celda de carga• La velocidad de la cinta• El espacio entre los rodillos intermedios• El empalmar de la cinta
Tamaño de la celda de cargaSe clasifica la capacidad de la báscula de cinta en base a la máxima carga continua que puede ser llevada sobre el rodillo intermedio de pesaje. Hay que conocer la capacidad de la transportadora antes de determinar los demás componentes del sistema de báscula. Las celdas de carga deben ser dimensionadas para poder operar a través de un rango de carga con un factor de seguridad marginal. El peso neto mínimo de carga debería ser más grande que un 10% de la capacidad clasificada y la carga máxima debería ser menos de 65%. Se puede calcular la carga aplicada a la celda de carga por medio de la siguiente formula:
Carga neta = (capacidad de la transportadora / velocidad de la cinta) x espacio entre rodillos intermedios)
Carga bruta = carga neta + (peso del rodillo intermedio + peso de la cinta + equipamiento de montaje)
Ejemplos:Carga neta = (50.000 lbs por minuto / 400 pies por minuto) x espacio de 4
piesCarga neta = (125 lbs por pie) x espacio de 4 piesNet Load [Peso neto] = 500 lbs.
Carga bruta = 500 lbs + (175 lb del rodillo intermedio + cinta de 48 lb + equipamiento de 24 lbs)
Gross Load [Carga bruta] = 747 lbs.
Net Load [Peso neto] > 10% de la capacidad total de la celda de carga(4) x celdas de carga de 500 lb x 10% = 200 lbs 500 lbs > 200 lbs (celdas de carga de 500 lb están bien)(4) x celdas de carga de 1000 lb x 10% = 400 lbs 500 lbs > 400 lbs (celdas de carga de 500 lb están bien)(4) x celdas de carga de 2000 lb x 10% = 800 lbs 500 lbs > 800 lbs (celdas de carga de 2000 lb son demasiado grandes)
Manual de instalación y operación para el BCi - Introducción y vista global 7
Gross Load [Carga bruta] < 65% de la capacidad total de la celda de carga(4) x celdas de carga de 250 lb x 65% = 650 lbs 747 lbs > 650 lbs (celdas de carga de 250 lb son demasiado pequeñas)(4) x celdas de carga de 500 lb x 65% = 1300 lbs 747 lbs < 1300 lbs (celdas de carga de 500 lb están bien)(4) x celdas de carga de 1000 lb x 65% = 2600 lbs 747 lbs < 2600 lbs (celdas de carga de 1000 lb están bien)
El ejemplo mostrado requeriría celdas de carga de 500 lb o de 1000 lb.
Velocidad de la cintaSe define la velocidad de la cinta como la velocidad máxima de la cinta transportadora sin carga. La velocidad de la cinta puede ser variable, pero para determinar los requisitos dimensionales se requiere la velocidad máxima.
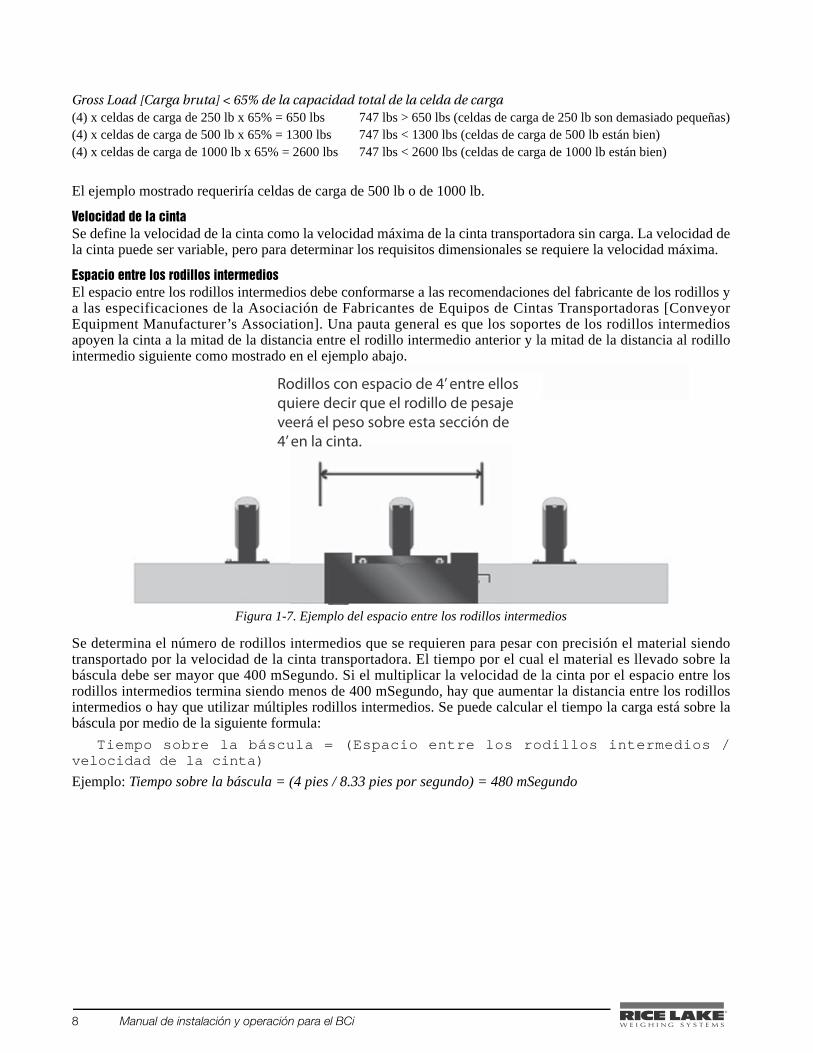
Espacio entre los rodillos intermediosEl espacio entre los rodillos intermedios debe conformarse a las recomendaciones del fabricante de los rodillos y a las especificaciones de la Asociación de Fabricantes de Equipos de Cintas Transportadoras [Conveyor Equipment Manufacturer’s Association]. Una pauta general es que los soportes de los rodillos intermedios apoyen la cinta a la mitad de la distancia entre el rodillo intermedio anterior y la mitad de la distancia al rodillo intermedio siguiente como mostrado en el ejemplo abajo.
Rodillos con espacio de 4’ entre ellos
quiere decir que el rodillo de pesaje
veerá el peso sobre esta sección de
4’ en la cinta.
Figura 1-7. Ejemplo del espacio entre los rodillos intermedios
Se determina el número de rodillos intermedios que se requieren para pesar con precisión el material siendo transportado por la velocidad de la cinta transportadora. El tiempo por el cual el material es llevado sobre la báscula debe ser mayor que 400 mSegundo. Si el multiplicar la velocidad de la cinta por el espacio entre los rodillos intermedios termina siendo menos de 400 mSegundo, hay que aumentar la distancia entre los rodillos intermedios o hay que utilizar múltiples rodillos intermedios. Se puede calcular el tiempo la carga está sobre la báscula por medio de la siguiente formula:
Tiempo sobre la báscula = (Espacio entre los rodillos intermedios / velocidad de la cinta)
Ejemplo: Tiempo sobre la báscula = (4 pies / 8.33 pies por segundo) = 480 mSegundo
8 Manual de instalación y operación para el BCi
Empalmar de la cintaLos empalmes de la cinta también son un factor contribuyente en el limitar la capacidad de la báscula de cinta. Los empalmes mecánicos de la cinta pueden causar un carga chocante y dañar las celdas de carga en cintas transportadoras de alta velocidad. Empalmes vulcanizadas son preferibles para la operación correcta de la báscula.
Figura 1-8. Ejemplo de empalmes de cintas mecánicas
1.4 Escoger el lugar para el montajeEs muy importante escoger el lugar correcto en el cual montar el carruaje de la báscula a través de la estructura de la cinta transportadora y la ubicación del sensor de velocidad. Hay varios factores que hay que tomar en cuenta cuando escogiendo un lugar de montaje. Esos factores determinaran la precisión al corto plazo y largo plazo que pueden esperar. Esos factores incluyen los siguientes:
• La tensión• La uniformidad de la carga sobre la cinta• Un solo punto de carga sobre la cinta• Deslizamiento del material• Curvas convexas• Curvas cóncavas
• Disparadores• Ubicación de montaje del sensor de velocidad• Ubicación del cableado electrónico• Rueda de velocidad• Ángulo del canal
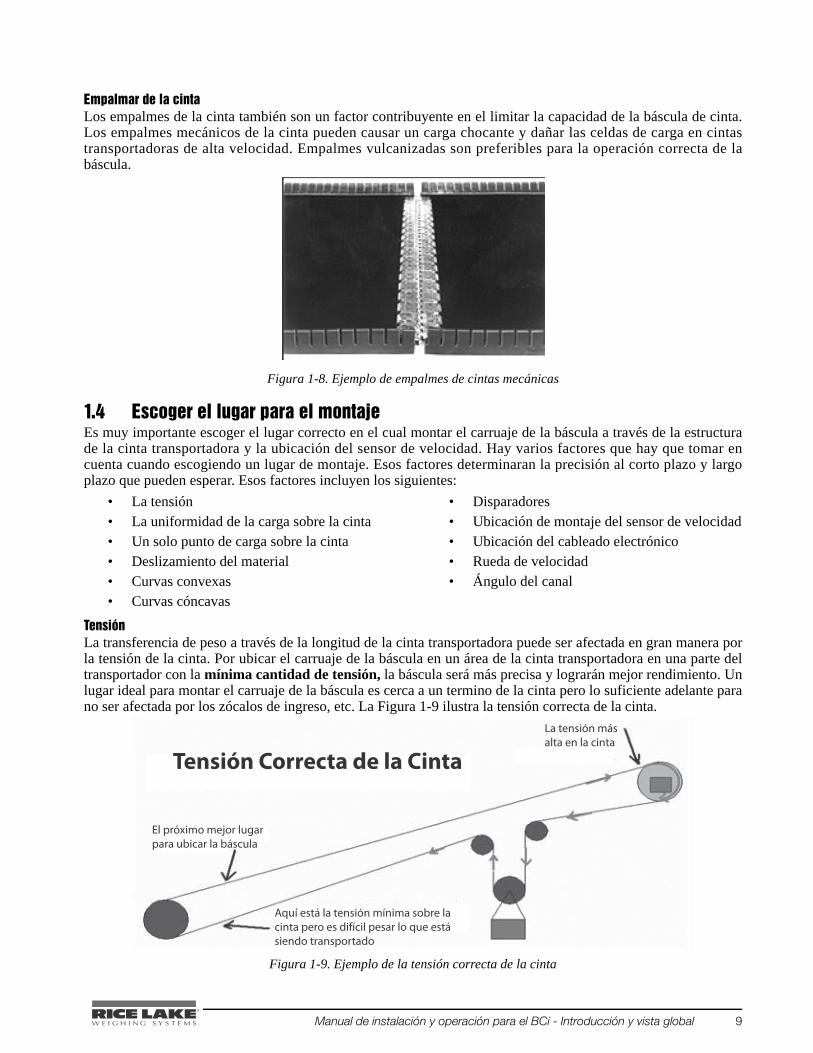
TensiónLa transferencia de peso a través de la longitud de la cinta transportadora puede ser afectada en gran manera por la tensión de la cinta. Por ubicar el carruaje de la báscula en un área de la cinta transportadora en una parte del transportador con la mínima cantidad de tensión, la báscula será más precisa y lograrán mejor rendimiento. Un lugar ideal para montar el carruaje de la báscula es cerca a un termino de la cinta pero lo suficiente adelante para no ser afectada por los zócalos de ingreso, etc. La Figura 1-9 ilustra la tensión correcta de la cinta.
Tensión Correcta de la Cinta
La tensión más
alta en la cinta
El próximo mejor lugar
para ubicar la báscula
Aquí está la tensión mínima sobre la
cinta pero es difícil pesar lo que está
siendo transportado
Figura 1-9. Ejemplo de la tensión correcta de la cinta
Manual de instalación y operación para el BCi - Introducción y vista global 9

Cargar uniformemente la cintaEs mejor que el cargar de la cinta se haga de la forma más uniforme posible para prevenir deslices desiguales del material. Para minimizar picos o variaciones en la alimentación, sus tolvas deben ser equipadas con puertas que limitar profundidad u otros dispositivos de control de flujo como un alimentador.
Un solo punto de carga sobre la cintaEn instalaciones de alta precisión, se debe cargar la cinta en el único y mismo punto. Esto asegura que se mantenga una tensión constante sobre la cinta al punto de la báscula bajo toda condición de carga.
Deslice de materialEl sistema de báscula de cinta procesa el cargar de la cinta y el recorrido de la cinta para llegar a un peso preciso. La velocidad del producto tiene que ser igual a la velocidad de la cinta a la altura de la báscula. Por eso, la velocidad y la declinación no deben exceder los valores a los cuales ocurre un deslice del material. Esto es típicamente una declinación de menos de 20% para la mayoría de los materiales.
Curvas convexasLas cintas que tienen curvas convexas deberían ser evitadas o la báscula debe ser ubicada en una parte de la cinta transportadora que no es afectada por la curva.
Se permiten curvas convexas a una distancia de 20 pies o un mínimo de cinco espacios entre rodillos más allá de los rodillos del área de la báscula.
20’
o
5 espacios
Figura 1-10. Cinta transportadora de curva convexa
Curvas cóncavasLas cintas transportadoras que tienen curvas cóncavas deberían ser evitadas o la báscula debe ser ubicada en una sección de la cinta transportadora que no será afectada por la curva. Si hay una curva, la cinta tiene que mantener contacto con los rodillos intermedios en todo momento por un mínimo de 20 pies (6m).
antes de la curva
después d
e la curv
a
Figura 1-11. Cinta transportadora de curva cóncava
DisparadoresCintas transportadoras, tomadores de muestra por un barrer mecánico, rodillos entrenadores, puntos de alimentación, zócalos y otros dispositivos que pueden afectar la tensión de la cinta deben ser ubicadas lejos del carruaje de la báscula.
10 Manual de instalación y operación para el BCi
Si hay que instalar la báscula en una cinta transportadora con un disparador, las mismas reglas se aplican como en el caso de una instalación con una cinta cóncava.
La siguiente tabla les brinda pautas básicas para las distancias mínimas y se aplican tanto a cintas horizontales o inclinadas.
Tabla 1-3. Distancias entre puntos en la cinta y el carruaje de báscula
Clase de cinta transportadora Distancia del carruaje de báscula
Termino del zocalo, rodapie o punto de alimentacion
15’ o 4 espacios entre rodillos, el que sea más grande
Rodillo entrenador o tomador de muestras
30’ o 8 espacios entre rodillos, el que sea más grande
Disparador o curva concava 40’ del primer rodillo afectado por la curva
Curva convexa o polea cabecera 20’ o 5 espacios entre rodillos
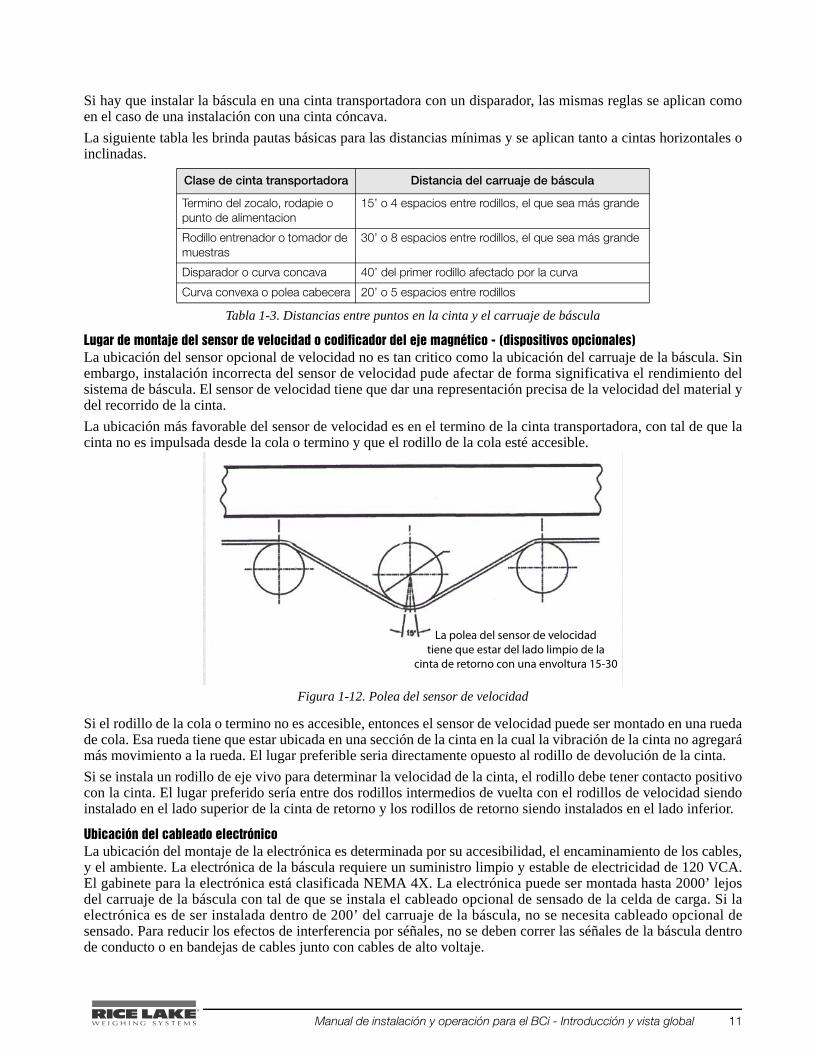
Lugar de montaje del sensor de velocidad o codificador del eje magnético - (dispositivos opcionales)La ubicación del sensor opcional de velocidad no es tan critico como la ubicación del carruaje de la báscula. Sin embargo, instalación incorrecta del sensor de velocidad pude afectar de forma significativa el rendimiento del sistema de báscula. El sensor de velocidad tiene que dar una representación precisa de la velocidad del material y del recorrido de la cinta.
La ubicación más favorable del sensor de velocidad es en el termino de la cinta transportadora, con tal de que la cinta no es impulsada desde la cola o termino y que el rodillo de la cola esté accesible.
La polea del sensor de velocidad
tiene que estar del lado limpio de la
cinta de retorno con una envoltura 15-30
Figura 1-12. Polea del sensor de velocidad
Si el rodillo de la cola o termino no es accesible, entonces el sensor de velocidad puede ser montado en una rueda de cola. Esa rueda tiene que estar ubicada en una sección de la cinta en la cual la vibración de la cinta no agregará más movimiento a la rueda. El lugar preferible seria directamente opuesto al rodillo de devolución de la cinta.
Si se instala un rodillo de eje vivo para determinar la velocidad de la cinta, el rodillo debe tener contacto positivo con la cinta. El lugar preferido sería entre dos rodillos intermedios de vuelta con el rodillos de velocidad siendo instalado en el lado superior de la cinta de retorno y los rodillos de retorno siendo instalados en el lado inferior.
Ubicación del cableado electrónicoLa ubicación del montaje de la electrónica es determinada por su accesibilidad, el encaminamiento de los cables, y el ambiente. La electrónica de la báscula requiere un suministro limpio y estable de electricidad de 120 VCA. El gabinete para la electrónica está clasificada NEMA 4X. La electrónica puede ser montada hasta 2000’ lejos del carruaje de la báscula con tal de que se instala el cableado opcional de sensado de la celda de carga. Si la electrónica es de ser instalada dentro de 200’ del carruaje de la báscula, no se necesita cableado opcional de sensado. Para reducir los efectos de interferencia por séñales, no se deben correr las séñales de la báscula dentro de conducto o en bandejas de cables junto con cables de alto voltaje.
Manual de instalación y operación para el BCi - Introducción y vista global 11

Las séñales de entrada y salida digital son compatibles con módulos de relevadores OPTO 22 G4 5VDC y pueden ser controladas con séñales CA, CC o de contacto seco. La señal de salida analógica para el índice de flujo puede ser alambrado para corriente 0-10 VCC, 2-10 VCC, 0-20mA, o 4- 20mA. La señal a la impresora puede ser de RS-232, RS-485, o lazo de corriente 20mA.
Rueda de velocidadSi se instala la rueda opcional de velocidad, se debe ubicar la rueda en una sección de la cinta en la cual la vibración de la cinta no agregará movimiento a la rueda. El lugar preferible seria directamente opuesto a un rodillo de devolución de la cinta.
Figura 1-13. Asamblea opcional de rueda de velocidad
Ángulo de acanalamientoEl uso de rodillos transportadores con ángulos pronunciados de acanalamiento causa muchos problemas. No solo llegan los efectos catenarios a ser más fuertes mientras se aumenta el ángulo de acanalamiento sino que también queda amplificado el efecto de un desalinamiento de los rodillos transportadores. El gráfico abajo muestra un ejemplo de ángulos de acanalamiento correcto e incorrecto.
Ángulos de acanalamiento de 35 grados o menos son preferibles para toda instalación de alta precisión. Ángulos de acanalamiento de 45 grados son aceptables bajo ciertas condiciones.
Acanalamiento: Los rodillos de acanalamiento forman
la cinta para apoyar una carga en movimiento sin
derrame o daño a la cinta.
NO
SI
= 0˚ - 35˚ preferido
= 45˚ aceptable bajo ciertas condiciones
Figura 1-14. Ejemplos de ángulos de acanalamiento
12 Manual de instalación y operación para el BCi

1.5 Opciones pobres para instalaciones de básculas de cintaHay varias instancias en donde la instalación de una báscula de cinta no sería la mejor solución. La siguiente lista séñala algunas de ellas:
• Cintas transportadoras con múltiples puntos de carga.• Cintas transportadoras con curvas convexas o cóncavas.• Cintas transportadoras con diferentes durmientes en los rollos de acanalamiento.• Cintas transportadoras que no reciben inspecciones y limpieza periódica.• Cintas transportadoras donde no hay las instalaciones para poder hacer una prueba simulada.• Cintas transportadoras que son utilizadas en tiempos frios que no están instaladas en corredores
calentados para las cintas.• Cintas transportadoras de disparadores.• Cintas transportadoras radiales apiladas.• Aplicaciones en donde los resultados de la báscula de cinta son comparados con un sondeo marítimo. • Aplicaciones en donde el pesaje de la báscula de cinta es sujeta a certificación pero la cinta no cumple
con las normas del Handbook 44 [Guía de referencia 44].• Aplicaciones en las cuales el personal de la fábrica no están dispuestos o no pueden llevar a cabo
mantenimiento rutinario de la cinta.• Cintas transportadoras con cintas de más de 2 capas.• Cintas transportadoras que están instaladas al aire libre pero que no están equipadas con una cubierta
para la cinta.
Manual de instalación y operación para el BCi - Introducción y vista global 13
1.6 Requisitos del Guía de Referencia 44 [Handbook 44] para básculas de cintaLos siguientes son una lista de los varios requisitos del Guía de Referencia 44 para básculas de cinta:
• Las divisiones mínimos no serán más grandes que 0.1 de la carga mínima totalizada.• Al ser puesta a prueba, el registrador debe mostrar la lectura inicial del totalizador, la lectura final del
totalizador, la unidad de medición, y la cantidad entregada junto con la hora y la fecha.• El totalizador maestro del integrador no debe borrar el totalizador sin primero tener que romper un sello
de seguridad.• En el caso de perder alimentación eléctrica por hasta 24 horas, la cantidad acumulada medida en el
totalizador tiene que ser mantenida en la memoria de la báscula durante esa perdida de alimentación.• Se debe activar una alarma auditiva o visual cuando el índice de flujo iguala o cae por debajo de 35% o
está sobre 98% de la capacidad clasificada.• El totalizador solo puede avanzar cuando la cinta transportadora está en marcha (es decir, si la cinta está
parada con carbón sobre la báscula, por ejemplo, el totalizador no registraría).• El totalizador maestro no puede ser reiniciado sin romper una sello de seguridad.• El integrador de la báscula de cinta tiene que tomar en cuenta la velocidad de la cinta como función del
calcular el peso en toneladas por hora.• El cero es de ser limitado a +/- 2% sin romper el sello de seguridad.• El mecanismo de puesta automática en cero tiene que ser diseñado para operar solo después de un
número entero de revoluciones de la cinta.• Hay que proveer una indicación de cuando el ajuste del cero ha llegado a su límite máximo.• El dispositivo de velocidad de cinta debe estar diseñado para que no haya deslice.• Hay que proveer un registrador de eventos para dar un seguimiento de auditoría para todo ajuste de la
calibración con una copia impresa estando disponible a demanda. Tiene que tener la capacidad de guardar registros igual a diez veces el número de los parámetros sellados en el dispositivo, pero no se requieren más de 1000 registros (por ejemplo la hora y la fecha de un cambio, el valor del parámetro, el ID del parámetro).
• Un circuito de cero debe proveer para un promedio de una revolución de cinta (rastreo +/-).• Salidas remotas para registrar (tanto de forma digital como analógica) la cantidad total de toneladas, la
tasa en % de la capacidad total, y la velocidad de la cinta).• Tiene que haber calibración desde el panel frontal que está protegida por una contraseña y que tenga un
seguimiento de auditoría.• Tiene que tener la habilidad de ingresar la longitud de la cinta e indicarlo en pies.• Tiene la habilidad de aceptar ingreso de pulsos para indicar la velocidad de la cinta.
14 Manual de instalación y operación para el BCi

2.0 Instalación del equipamiento del integradorEsta sección describe los procedimientos para armar el carruaje de la báscula, agregando los rodillos transportadores, las conexiones al sensor de velocidad, y cualquier cableado asociado.
Las instrucciones de instalación del integrador (BCi) están explicadas empezando en la pagina 25.
AdvertenciaTomen todas las precauciones de seguridad necesarias cuando armando el sistema de báscula de cinta de movimiento BCi, incluyendo el llevar zapatos de seguridad, gafas protectoras o antiparras, y el utilizar las herramientas correctas.
2.1 Desempaque y armadoAl recibir la paleta de envío, inspeccionen visualmente todos los componentes para asegurar que todos estén incluidos y no están dañados. El cartón de envío debería contener el carruaje de la báscula, el integrador, este manual, y un conjunto de piezas. Si alguna pieza haya sido dañada durante el envío, notifiquen de inmediato a Rice Lake Weighing Systems y el transportista.
Nota Para asegurar que todos los productos recibidos desde la fábrica están en buenas condiciones al recibirlos, se recomienda que inspeccionen a fondo todos los contenidos y completen apropiadamente el conocimiento de embarque.
2.2 Instalación del carruaje de la básculaAntes de instalarlo, primero hay que escoger el lugar correcto para la instalación del carruaje de la báscula. La información en la página 9 les ayuda escoger el lugar correcto para el carruaje de la báscula.
Una vez que se haya escogido la ubicación correcta para el carruaje de la báscula, utilicen los siguientes pasos para armar el carruaje, dado que solo se requiere un ensamblaje mínimo. Las herramientas requeridas para el armado incluyen una llave de 3/4” y un destornillador pequeño para trabajar con la caja de empalmes. La Figura 2-1 muestra las piezas componentes para el carruaje de la báscula que necesitan ser armadas.
Asamblea de p laca terminal (x2)
Varas Uni-Strut del centro
Figura 2-1. Piezas componentes del carruaje de la báscula
Los pasos exactos para armar el carruaje de la báscula van a variar dependiendo de la ubicación de la báscula y el tamaño del carruaje.
1. Coloquen las dos asambleas de placas terminales lo suficientemente aparte para que las varas Uni-strut del centro pueden deslizarse para quedar en los canales en la asamblea de las placas terminales, asegurando que la vara Uni-strut del centro esté centrado igualmente de ambos terminos.
NotaDebería haber un trecho abierto de aproximadamente 5/8” de cada lado (para la ubicación de la caja de empalmes), y los huecos taladrados de montaje hacia arriba.
Manual de instalación y operación del BCi - Instalación del equipamiento del integrador 15

.
Figura 2-2. Deslicen la barras Uni-strut del centro para quedar sobre las asambleas de la placa terminal
2. Utilizando una llave de 3/4”, aprieten los pernos en cada termino de las varas Uni-strut del centro en ambos terminos de la asamblea.
Figura 2-3. Aprieten los pernos
16 Manual de instalación y operación del BCi
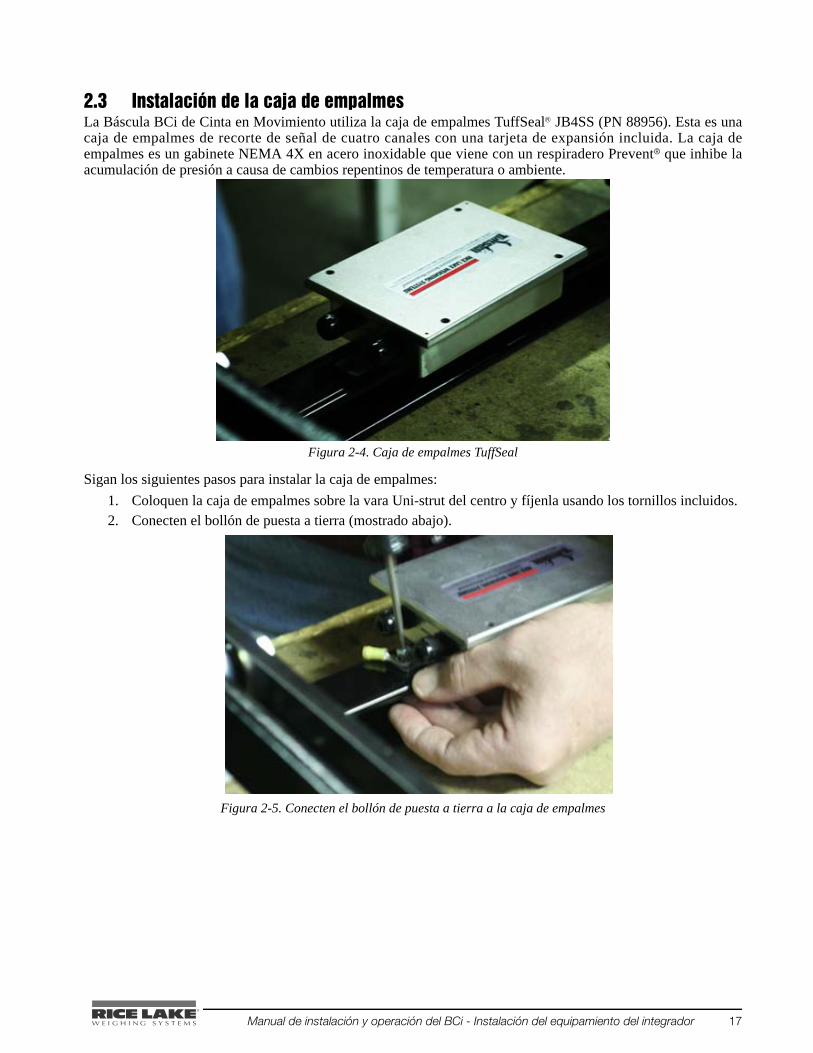
2.3 Instalación de la caja de empalmesLa Báscula BCi de Cinta en Movimiento utiliza la caja de empalmes TuffSeal JB4SS (PN 88956). Esta es una caja de empalmes de recorte de señal de cuatro canales con una tarjeta de expansión incluida. La caja de empalmes es un gabinete NEMA 4X en acero inoxidable que viene con un respiradero Prevent® que inhibe la acumulación de presión a causa de cambios repentinos de temperatura o ambiente.
Figura 2-4. Caja de empalmes TuffSeal
Sigan los siguientes pasos para instalar la caja de empalmes:
1. Coloquen la caja de empalmes sobre la vara Uni-strut del centro y fíjenla usando los tornillos incluidos.2. Conecten el bollón de puesta a tierra (mostrado abajo).
Figura 2-5. Conecten el bollón de puesta a tierra a la caja de empalmes
Manual de instalación y operación del BCi - Instalación del equipamiento del integrador 17
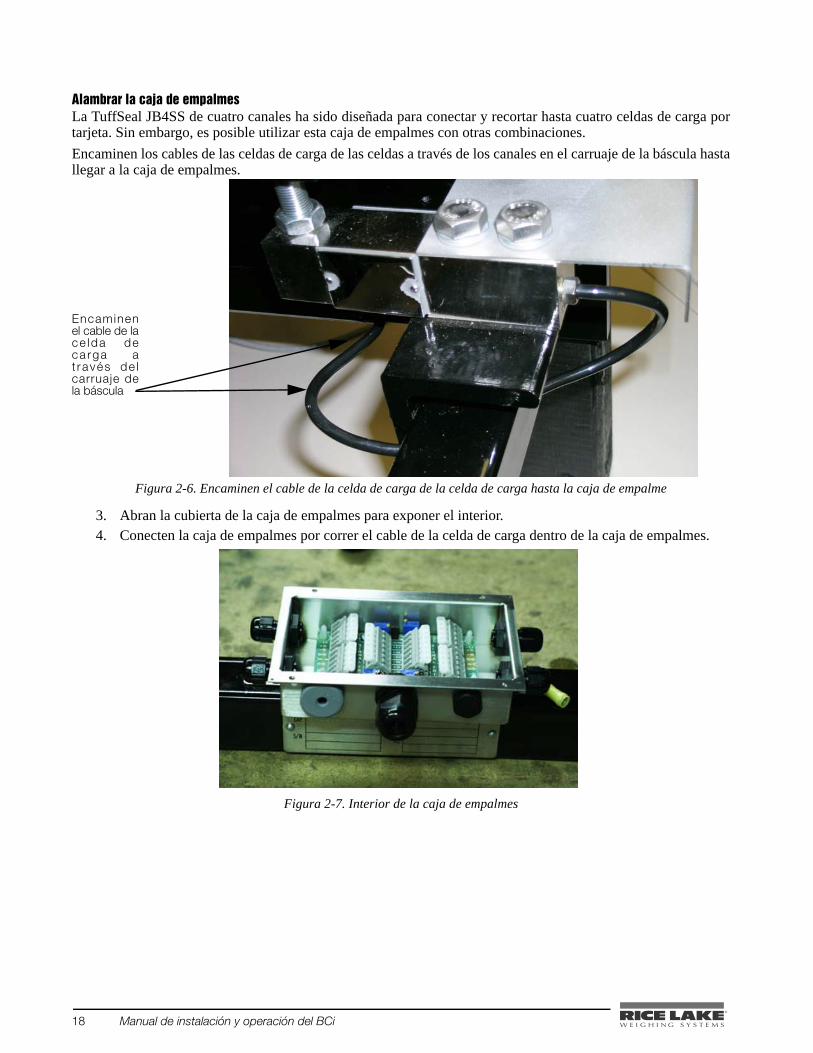
Alambrar la caja de empalmesLa TuffSeal JB4SS de cuatro canales ha sido diseñada para conectar y recortar hasta cuatro celdas de carga por tarjeta. Sin embargo, es posible utilizar esta caja de empalmes con otras combinaciones.
Encaminen los cables de las celdas de carga de las celdas a través de los canales en el carruaje de la báscula hasta llegar a la caja de empalmes.
Encaminen el cable de la ce lda de ca rga a t ravés de l carruaje de la báscula
Figura 2-6. Encaminen el cable de la celda de carga de la celda de carga hasta la caja de empalme
3. Abran la cubierta de la caja de empalmes para exponer el interior.4. Conecten la caja de empalmes por correr el cable de la celda de carga dentro de la caja de empalmes.
Figura 2-7. Interior de la caja de empalmes
18 Manual de instalación y operación del BCi
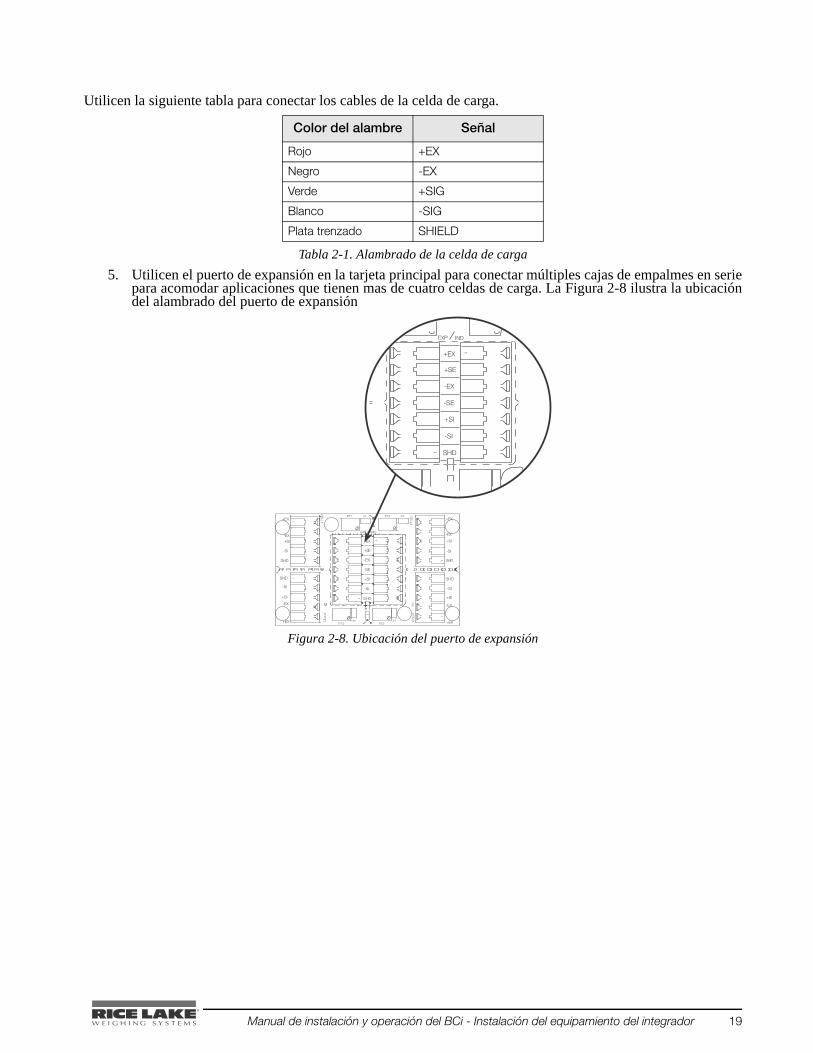
Utilicen la siguiente tabla para conectar los cables de la celda de carga.
Tabla 2-1. Alambrado de la celda de carga
Color del alambre Señal
Rojo +EX
Negro -EX
Verde +SIG
Blanco -SIG
Plata trenzado SHIELD
5. Utilicen el puerto de expansión en la tarjeta principal para conectar múltiples cajas de empalmes en serie para acomodar aplicaciones que tienen mas de cuatro celdas de carga. La Figura 2-8 ilustra la ubicación del alambrado del puerto de expansión
Figura 2-8. Ubicación del puerto de expansión
Manual de instalación y operación del BCi - Instalación del equipamiento del integrador 19

Procedimiento de recorteEl recorte es el proceso de igualar las salidas de múltiples celdas de carga individuales. Si se necesita, la salida de la celda de carga puede ser recortada individualmente con potenciómetros.Cuando parece que va a ser necesario una cantidad sustancial de recorte (más de 5% de su salida normal), investiguen para ver si hay otros problemas. El mejor recorte siempre es la menor cantidad de recorte. cuando todos los errores han sido corregidos menos la desigualdad entre celdas y extensiones o reducciones de los cables, continúen con el recorte.Sigan los siguientes pasos para recortar de una forma correcta la caja de empalmes JB4SS:
1. Determinen cuantas celdas de carga van a ser necesarias.2. Aseguren que los puentes que corresponden con cada celda de carga estén en sus lugares para habilitar el
recorte de las celdas. Vean la Figura 2-9 para ver la ubicación de los puentes JP1, JP2, JP3 y JP4. Noten que van a tener que remover los puentes que corresponden a cualquier celdas no utilizadas.
3. Fijen todos los potenciómetros en su posición completamente en sentido de reloj para dar la máxima salida de señal desde cada celda de carga (vean abajo para la ubicación de los potenciómetros.
JP4
JP2
PT4 PT3 JP3
PT1
EXP
PT2JP1
1
CELL
4
1
CELL1
1
CELL
3
1
CELL2
IND
-EX
-SI
SHD
+SI
+EX
M
R
N
I
-SI
S2C
I
A
G
+EX
+SI
-SI
SHD
-EX
I
S
G
AL
T+SI
M
SI
N
L
TR
+EX
-EX
-SI
SHD
+SI
+EX
+SI
-EX
-SI
SHD
-EX
SHD
+SE
-SE
+EX
Potenciometros
Ubicación de lospuentes JP1 y JP2ensombreados
Ubicación de lospuentes JP3 y JP4ensombreados
Potenciometros
1
1
Figura 2-9. Ubicación de los potenciómetros
Refiéranse al Manual de Instalación del TuffSeal (PN 91909) para ver información adicional sobre la caja de empalmes.
20 Manual de instalación y operación del BCi
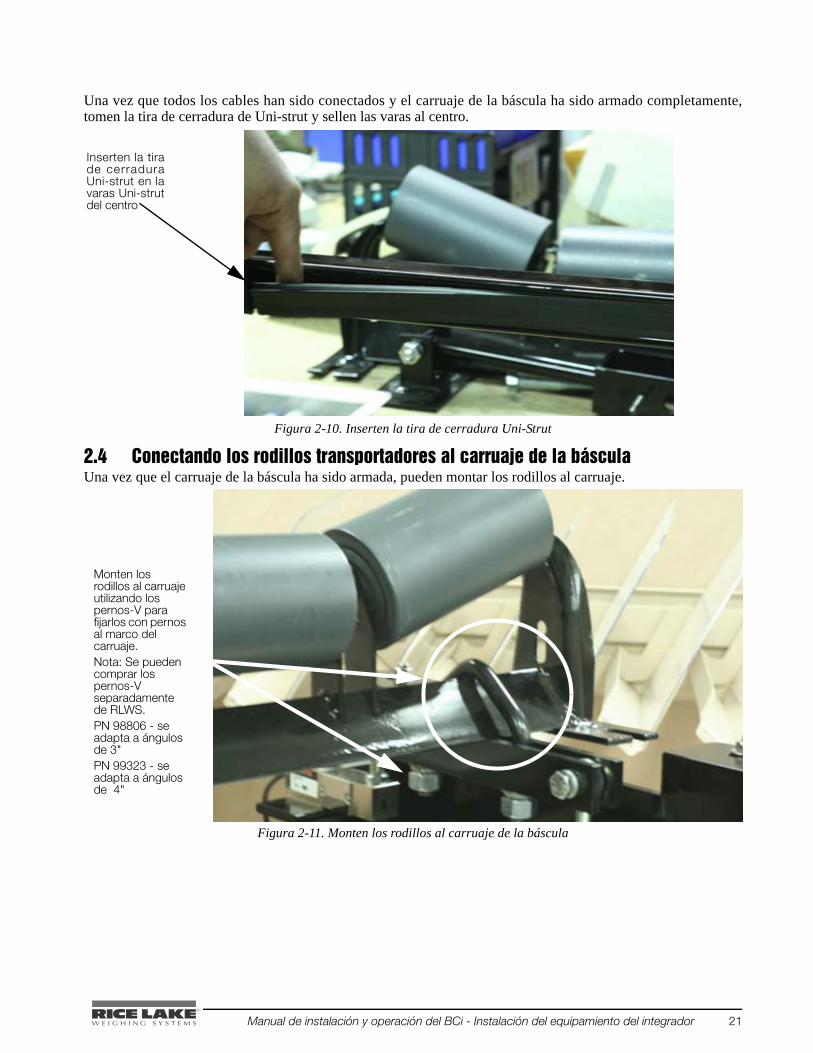
Una vez que todos los cables han sido conectados y el carruaje de la báscula ha sido armado completamente, tomen la tira de cerradura de Uni-strut y sellen las varas al centro.
Inserten la tira de cerradura Uni-strut en la varas Uni-strut del centro
Figura 2-10. Inserten la tira de cerradura Uni-Strut
2.4 Conectando los rodillos transportadores al carruaje de la básculaUna vez que el carruaje de la báscula ha sido armada, pueden montar los rodillos al carruaje.
Monten los rodillos al carruaje utilizando los pernos-V para fijarlos con pernos al marco del carruaje.Nota: Se pueden comprar los pernos-V separadamente de RLWS.PN 98806 - se adapta a ángulos de 3"PN 99323 - se adapta a ángulos de 4"
Figura 2-11. Monten los rodillos al carruaje de la báscula
Manual de instalación y operación del BCi - Instalación del equipamiento del integrador 21

Figura 2-12. Montar rodillos transportadores al carruaje de la báscula usando pernos-V
Monten los rodillos transportadores al carruaje de la báscula utilizando los pernos-V grandes y por fijarlos con pernos al marco del carruaje.
Si el carruaje de báscula requiere el reubicar el resforzamiento transversal directamente debajo de la báscula. Cualquier resforzamiento que se remueve debe ser reubicado o reemplazado para no dañar la integridad estructural de la cinta transportadora. El espacio libre mínimo debajo de la báscula es de 6.50" medido desde la superficie superior de montaje. Si la cinta transportadora de vuelta está a menos de 6.50" de la superficie del marco, el carruaje de la báscula necesitará más espaciadores o tendrán que reubicar los rodillos de devolución. El lado de regreso de la cinta transportadora no puede llegar a estar en contacto con el lado inferior de la báscula mientras que la cinta transportadora esté en operación.
Figura 2-13. Puede que el lugar del carruaje de la báscula necesite resforzamiento transversal
El espacio entre los rodillos intermedios ha sido predeterminado y los tres rodillos antes y después de la báscula deben ser movidos para igualar ese espaciado.
22 Manual de instalación y operación del BCi

Cualquier empalmes o conexiones en el marco de la cinta transportadora en el área de la báscula tienen que ser unidas de forma permanente. Puede que se requieran travesaños de riostra debajo del marco de la cinta transportadora para minimizar deflexión y vibración bajo carga dado que rebotes adicionales disminuyen la precisión de la báscula.
Se deben poner espaciadores debajo del tercer rodillo antes y el tercer rodillo después de la báscula para alzarlos 1/4” más alto que los rodillos adyacentes. Estos serán el primer y el último rodillo en el área de la báscula.
El primer y el último rodillo deben tener espaciadores abajo a través de la anchura del transportador. Si los rodillos adyacentes al área de la báscula están más de 1/4” por debajo del área de la báscula, los rodillos adyacentes deben ser levantados por espaciadores para que vaya subiendo hacia el área de la báscula en incrementos de 1/4”.
Figura 2-14. Los rodillos deben quedar nivelados
El rodillo en la báscula misma debe ser montada en las almohadillas de pesaje de la báscula. Se deben remover las patas existentes y soldar nuevas patas a las distancias correctas para las almohadillas.
Apliquen cuerdas de alineamiento a través de los rodillos del área de la báscula, extendiendo del tercer rodillo antes hasta el tercer rodillo después del carruaje de la báscula.
Manual de instalación y operación del BCi - Instalación del equipamiento del integrador 23
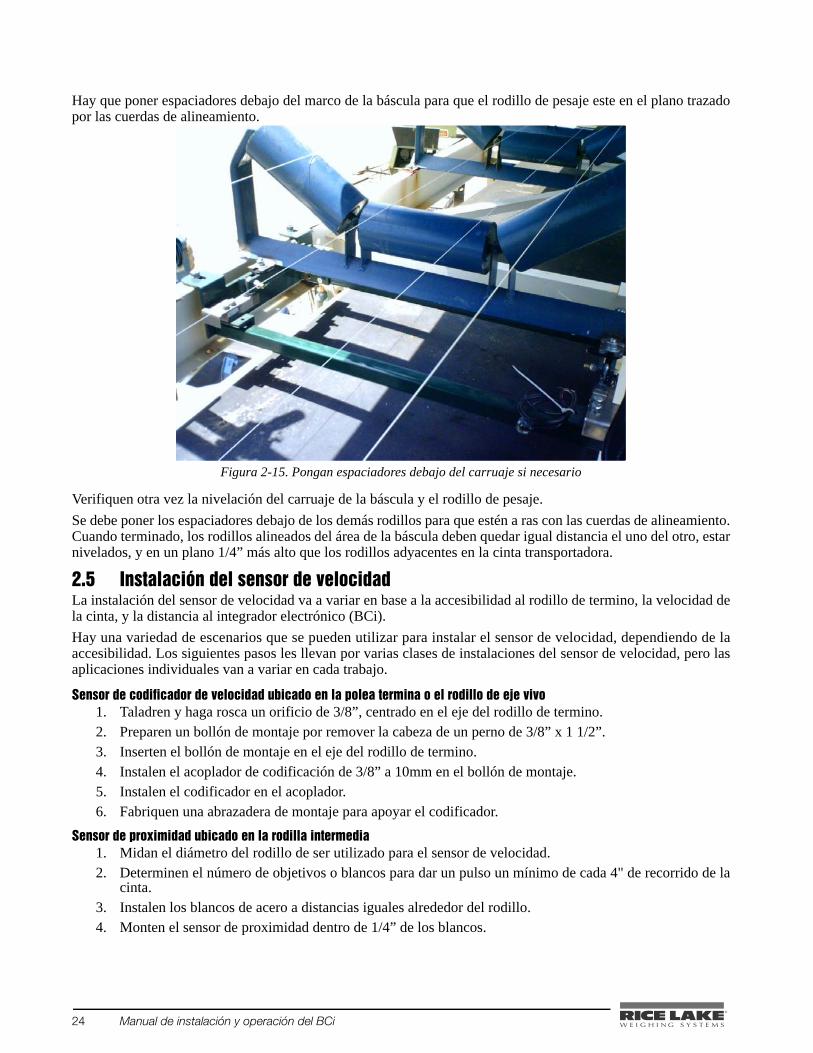
Hay que poner espaciadores debajo del marco de la báscula para que el rodillo de pesaje este en el plano trazado por las cuerdas de alineamiento.
Figura 2-15. Pongan espaciadores debajo del carruaje si necesario
Verifiquen otra vez la nivelación del carruaje de la báscula y el rodillo de pesaje.
Se debe poner los espaciadores debajo de los demás rodillos para que estén a ras con las cuerdas de alineamiento. Cuando terminado, los rodillos alineados del área de la báscula deben quedar igual distancia el uno del otro, estar nivelados, y en un plano 1/4” más alto que los rodillos adyacentes en la cinta transportadora.
2.5 Instalación del sensor de velocidadLa instalación del sensor de velocidad va a variar en base a la accesibilidad al rodillo de termino, la velocidad de la cinta, y la distancia al integrador electrónico (BCi).
Hay una variedad de escenarios que se pueden utilizar para instalar el sensor de velocidad, dependiendo de la accesibilidad. Los siguientes pasos les llevan por varias clases de instalaciones del sensor de velocidad, pero las aplicaciones individuales van a variar en cada trabajo.
Sensor de codificador de velocidad ubicado en la polea termina o el rodillo de eje vivo1. Taladren y haga rosca un orificio de 3/8”, centrado en el eje del rodillo de termino.2. Preparen un bollón de montaje por remover la cabeza de un perno de 3/8” x 1 1/2”.3. Inserten el bollón de montaje en el eje del rodillo de termino.4. Instalen el acoplador de codificación de 3/8” a 10mm en el bollón de montaje.5. Instalen el codificador en el acoplador.6. Fabriquen una abrazadera de montaje para apoyar el codificador.
Sensor de proximidad ubicado en la rodilla intermedia1. Midan el diámetro del rodillo de ser utilizado para el sensor de velocidad.2. Determinen el número de objetivos o blancos para dar un pulso un mínimo de cada 4" de recorrido de la
cinta.3. Instalen los blancos de acero a distancias iguales alrededor del rodillo.4. Monten el sensor de proximidad dentro de 1/4” de los blancos.
24 Manual de instalación y operación del BCi
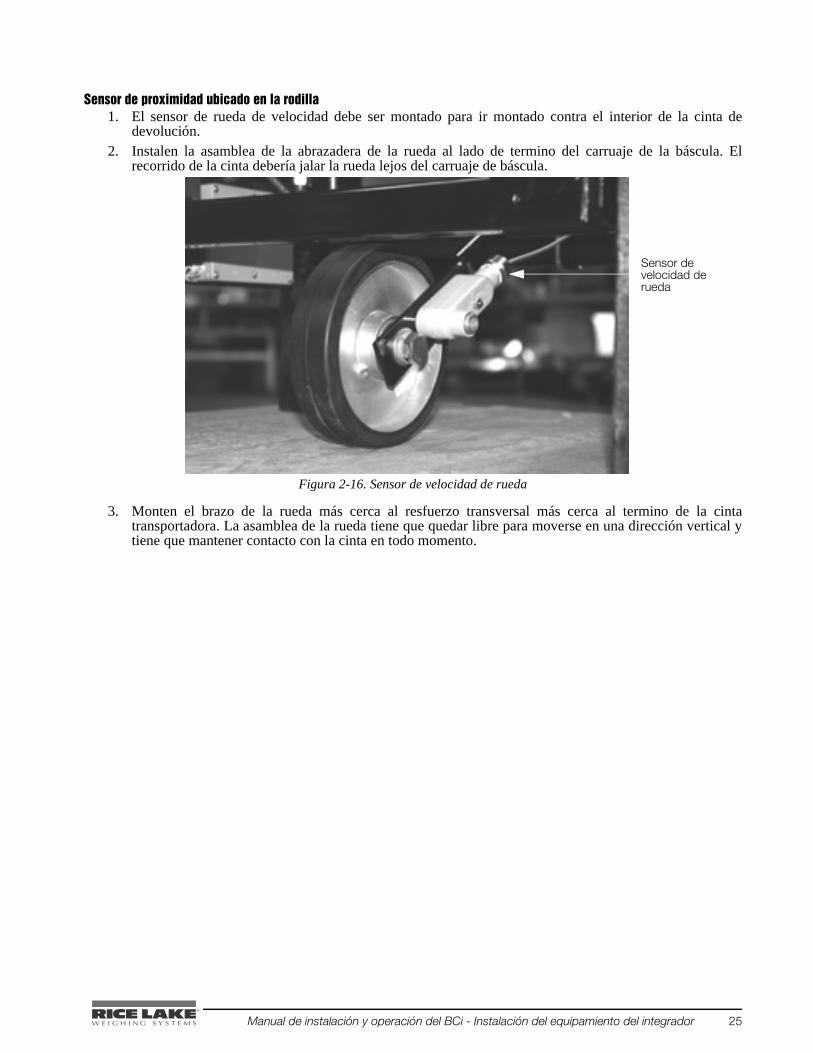
Sensor de proximidad ubicado en la rodilla1. El sensor de rueda de velocidad debe ser montado para ir montado contra el interior de la cinta de
devolución.2. Instalen la asamblea de la abrazadera de la rueda al lado de termino del carruaje de la báscula. El
recorrido de la cinta debería jalar la rueda lejos del carruaje de báscula.
Sensor de velocidad de rueda
Figura 2-16. Sensor de velocidad de rueda
3. Monten el brazo de la rueda más cerca al resfuerzo transversal más cerca al termino de la cinta transportadora. La asamblea de la rueda tiene que quedar libre para moverse en una dirección vertical y tiene que mantener contacto con la cinta en todo momento.
Manual de instalación y operación del BCi - Instalación del equipamiento del integrador 25

2.6 Piezas de repuesto para el carruaje de la básculaLa tabla debajo enumera las piezas de repuesto para el Sistema BCi de Báscula de Cinta en Movimiento.
Tabla 2-2. Piezas de repuesto del carruaje de la báscula
Número de referencia
Numero de pieza Descripción (cantidad)
Capacidad de 500 lb
Capacidad de 1000 lb
1 - - - - - Vara espaciadora Unistrut (2). Consulten con la fábrica
Consulten con la fábrica
2 - - - - - Tira de cerradura de Unistrut (2). Consulten con la fábrica
Consulten con la fábrica
3 94969 Asamblea de la rueda de velocidad (1)
4 - - - - - Asamblea de la placa de termino (2) 96730 96732
5 88956 Caja de empalmes TuffSeal de acero inoxidable (1)
6 22066 Tornillos mecánicos, 10-32NF (2)
7 14878 Tornillos mecánicos, 10-32 x 1/2 (2)
8 16863 Etiqueta (1)
9 14905 Tornillos de accionamiento, 4 x 3/8 (2)
10 31546 Arandelas prisioneras, 1/4 (2)
11 43810 Terminal de anillos de conexion, 1/4 pulgada (1)
12 - Celda de carga (2) 17341 17342
26 Manual de instalación y operación del BCi
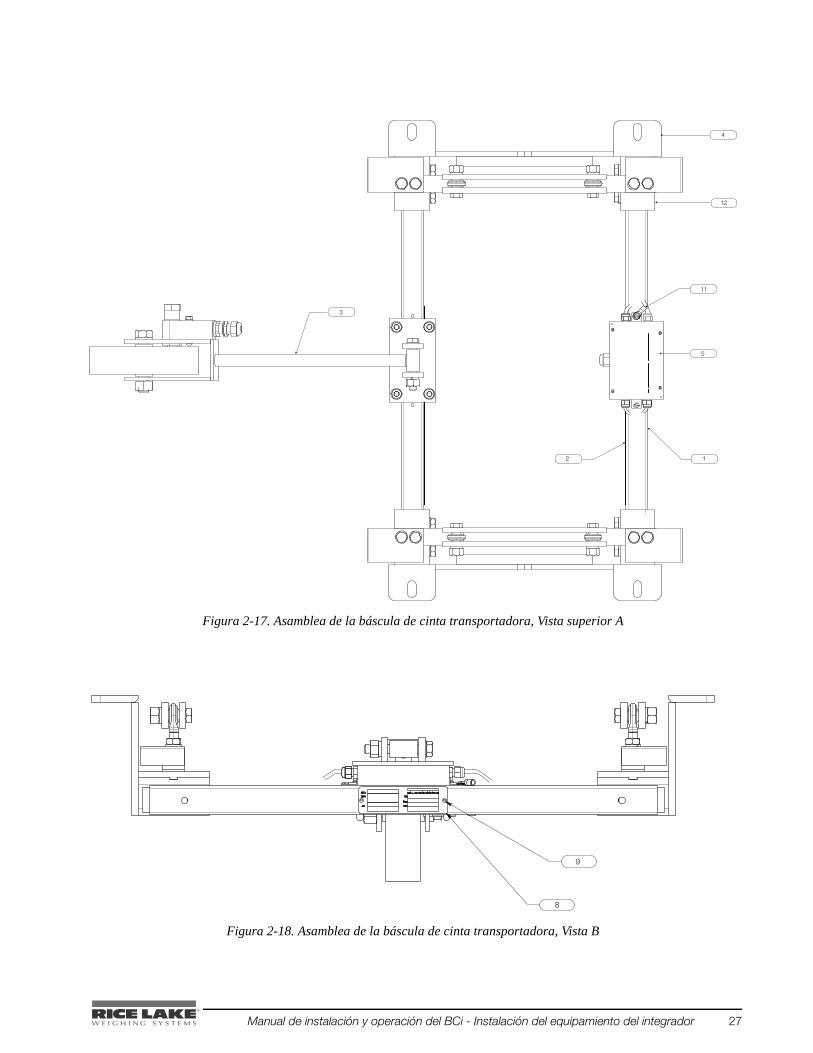
Figura 2-17. Asamblea de la báscula de cinta transportadora, Vista superior A
Figura 2-18. Asamblea de la báscula de cinta transportadora, Vista B
Manual de instalación y operación del BCi - Instalación del equipamiento del integrador 27

Figura 2-19. Asamblea de la báscula de cinta transportadora, Vista C
Figura 2-20. Asamblea de la báscula de cinta transportadora, Vista D
28 Manual de instalación y operación del BCi
3.0 Armado del hardware del integrador
3.1 Desarmado del gabineteEl gabinete del integrador tiene que ser abierta para instalar las tarjetas opcionales y para conectar los cables para las tarjetas opcionales instaladas.
AdvertenciaEl integrador BCi no tiene un interruptor de arranque/apagado. Antes de abrir el gabinete, aseguren que el cable de alimentación eléctrica esté desconectada del tomacorriente.
Aseguren que la alimentación eléctrica al integrador esté desconectada, luego coloquen el integrador patas arriba en un tapete antiestático. Remuevan los tornillos que sujetan la cubierta posterior del cuerpo del gabinete y luego levanten la cubierta posterior para separarla del gabinete y colóquenla aparte a un lado.
El modelo universal del integrador BCi les proporciona seis bridas de apriete para hacer entrar los cables a la unidad: una para el cable de alimentación, cinco para acomodar los cables para las tarjetas opcionales,. Instalen tapadores en todas las bridas de apriete no utilizadas para prevenir que humedad entre al gabinete.
Puesta a tierra del cableadoMenos en el caso del cable de alimentación, todos los cables encaminados por las bridas de apriete deben ser conectadas a tierra contra el gabinete del integrador. Hagan lo siguiente para hacer puesta a tierra cables blindados:
• Utilicen las arandelas prisioneras, las abrazaderas, y las tuercas kep proveídas en el conjunto de piezas para instalar las abrazaderas de conexión a tierra en los bollones del gabinete adyacentes a las bridas de apriete. Instalen las abrazaderas de puesta a tierra solo para las bridas de apriete que van a hacer utilizadas; no aprietan las tuercas.
• Encaminen los cables a través de las bridas de apriete y las abrazaderas de conexión a tierra para determinar las longitudes de los cables requeridos para llegar a los conectores de cable. Marquen los cables para poder remover la aislamiento y el escudo como descrito abajo.
• Para cables con capa de papel de metal, pelen el aislamiento y la capa desde el cable por 15mm (una media pulgada) mas allá de la abrazadera de conexión a tierra. Doblen la capa hacia atrás hasta el punto donde el cable pasa por la abrazadera. Aseguren que el lado argentado (conductivo) de la capa está doblada hacia afuera para mantener contacto con la abrazadera de conexión a tierra.
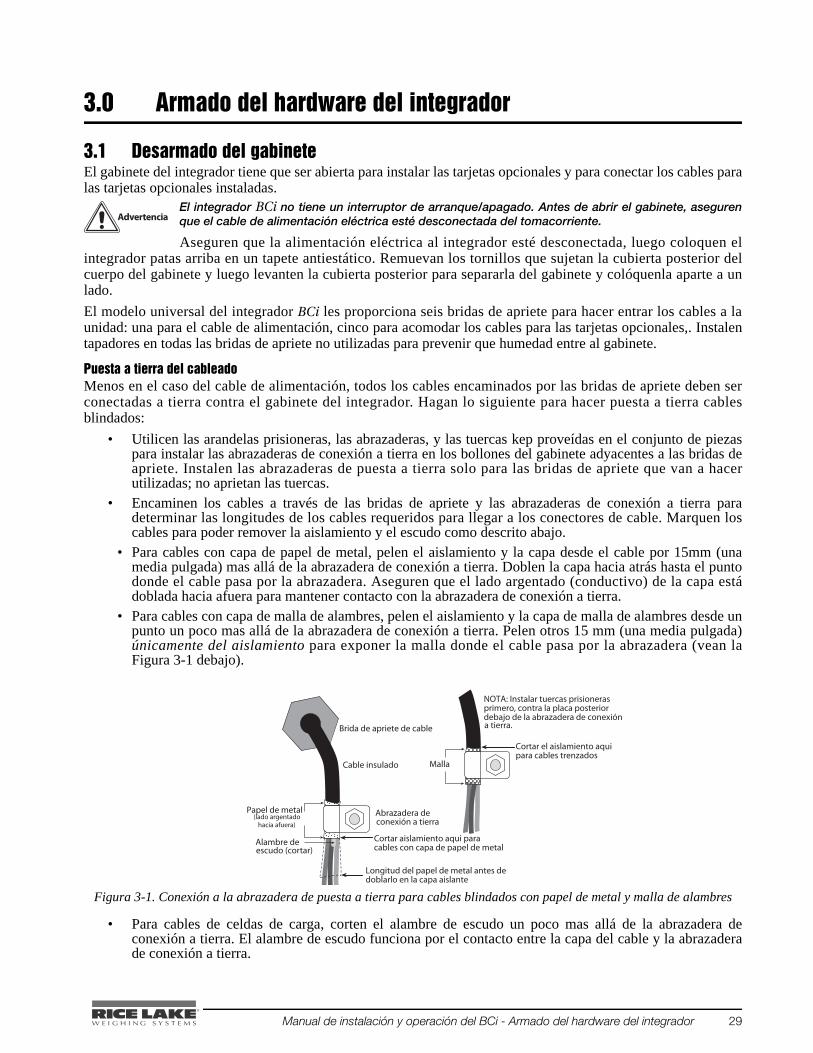
• Para cables con capa de malla de alambres, pelen el aislamiento y la capa de malla de alambres desde un punto un poco mas allá de la abrazadera de conexión a tierra. Pelen otros 15 mm (una media pulgada) únicamente del aislamiento para exponer la malla donde el cable pasa por la abrazadera (vean la Figura 3-1 debajo).
Brida de apriete de cable
Cable insulado
Papel de metal Abrazadera de
Alambre de
Longitud del papel de metal antes dedoblarlo en la capa aislante
Cortar aislamiento aqui paracables con capa de papel de metal
Malla
Cortar el aislamiento aquipara cables trenzados
NOTA: Instalar tuercas prisionerasprimero, contra la placa posteriordebajo de la abrazadera de conexióna tierra.
escudo (cortar)
(lado argentado hacia afuera) conexión a tierra
Figura 3-1. Conexión a la abrazadera de puesta a tierra para cables blindados con papel de metal y malla de alambres
• Para cables de celdas de carga, corten el alambre de escudo un poco mas allá de la abrazadera de conexión a tierra. El alambre de escudo funciona por el contacto entre la capa del cable y la abrazadera de conexión a tierra.
Manual de instalación y operación del BCi - Armado del hardware del integrador 29

• Encaminen los cables pelados por las bridas de apriete de los cables y las abrazaderas. Aseguren que las capas estén en contacto con las abrazaderas tal como se muestra en la figura abajo. Aprieten las tuercas de las abrazaderas de conexión a tierra.
• Completen la instalación usando sujetacables para sujetar los cables dentro del gabinete del integrador.
Celdas de cargaPara conectar el cable de una celda de carga o una caja de empalmes a una tarjeta A/D instalada, encaminen el cable por la brida de apriete de cable y conecten a tierra el alambre escudo.
Próximo, remuevan el conector J1 de la tarjeta A/D de un solo canal. El conector se enchufa en un cabezal en la tarjeta A/D. Tiendan el cable de celda de carga desde la celda de carga o caja de conexiones al conector J1 como se muestra en la tabla debajo.
CANAL 2
CANAL 1
SIG
+
SIG
–
SE
N+
S
EN
–
EXC
+
EXC
–
J2
J1
JP3 JP4
JP2 JP1
CH 2
CH 1
Figura 3-2. Tarjetas A/D de un solo canal y de doble canal
Si están utilizando un cable de celda de carga de seis hilos (con hilos sensores), remuevan los puentes JP1 y JP2 antes de reinstalar el conector J1 de nuevo. Para una instalación de 4 hilos, dejen los puentes JP1 y JP2 en sus lugares. Para conexiones de celdas de carga de 6 hilos en tarjetas A/D de doble canal, remuevan los puentes JP3 y JP4 a conexiones a J2.
Cuando se hayan finalizado las conexiones, instalen de nuevo el conector de la celda de carga en la tarjeta A/D y utilicen dos sujetacables para sujetar el cable de la celda de carga al interior del gabinete.
Tabla 3-1. Asignaciones de los pines de la tarjeta A/D
Pin del conector a la tarjeta A/D Función
1 +SIG
2 –SIG
3 +SENSE
4 –SENSE
5 +EXC
6 –EXC
• Para conexiones de celdas de carga de 6 hilos al conector J1, remuevan los puentes JP1 y JP2.
• Para conexiones de celdas de carga de 6 hilos al conector J2 (tarjetas A/D doble) remuevan los puentes JP3 y JP4.
30 Manual de instalación y operación del BCi

Tarjeta de ingreso de pulsosUtilicen el siguiente procedimiento para instalar tarjetas de ingreso de pulsos en el integrador BCi:
1. Desconecten el integrador de su fuente de alimentación eléctrica.
AdvertenciaDesconecten la alimentación eléctrica antes de remover la cubierta posterior del gabinete.
2. Coloquen el integrador boca abajo en un tapete anti-estático. Remuevan los tornillos que sujetan la cubierta posterior del cuerpo del gabinete.
PrecauciónCuando trabajando dentro del gabinete del integrador, utilicen una tira de muñeca para conectarse a tierra y así proteger los componentes de descarga electrostática (ESD).
3. Cuidadosamente alineen el conector grande de la tarjeta de opción con el conector J5 y J6 a la tarjeta de la CPU del 920i. Presionen hacia abajo para asentar la tarjeta opcional en el conector en la tarjeta de la CPU.
Utilicen los tornillos y las arandelas prisioneras proveídas en el conjunto de piezas para sujetar el otro lado de la tarjeta opcional a los espaciadores roscados en la tarjeta de la CPU.
Figura 3-3. Tarjeta de ingreso de pulsos
4. Hagan las conexiones necesarias a la tarjeta opcional como requerido.
Tabla 3-2. Colores del alambrado del ingreso de pulsos desde la rueda de velocidad
Color del alambre Función
Cafe +12 V
Negro Ingreso de pulsos
Azul Puesta a tierra
5. Utilicen los sujetacables para sujetar los cables sueltos dentro del gabinete. Una vez que se haya completado el cableado, posicionen la cubierta posterior sobre el gabinete e instalen los tornillos de la cubierta posterior de nuevo. Utilicen el patrón de torque mostrado en el gráfico de torsión de la cubierta posterior en la próxima página para prevenir el distorsionar la cubierta posterior. Torsionen los tornillos a 15 in-lb (1.7 N-m).
6. Aseguren que no haya cable excesivo dentro del gabinete y aprieten las bridas de apriete.
Manual de instalación y operación del BCi - Armado del hardware del integrador 31
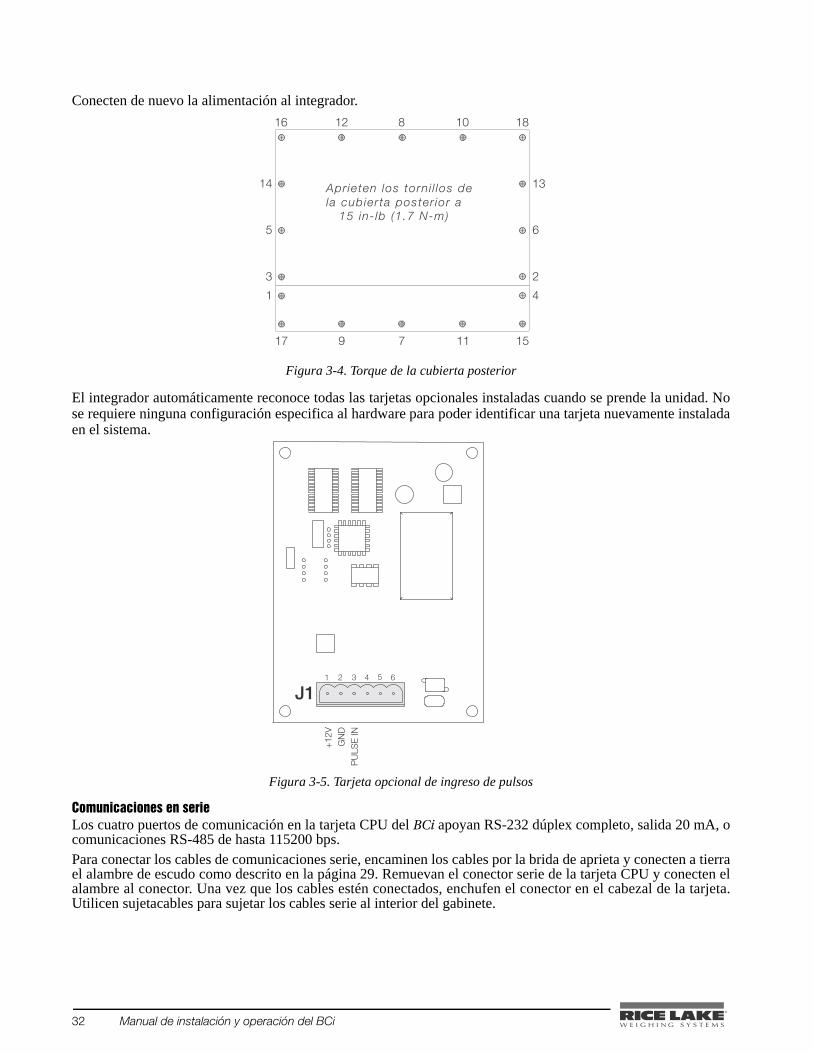
Conecten de nuevo la alimentación al integrador.
1
3
5
14
17
16 12
9
8
7
10
11
18
15
4
2
6
13 Apr ieten los torn i l los de
la cubierta poster ior a
15 in- lb (1.7 N-m)
Figura 3-4. Torque de la cubierta posterior
El integrador automáticamente reconoce todas las tarjetas opcionales instaladas cuando se prende la unidad. No se requiere ninguna configuración especifica al hardware para poder identificar una tarjeta nuevamente instalada en el sistema.
Figura 3-5. Tarjeta opcional de ingreso de pulsos
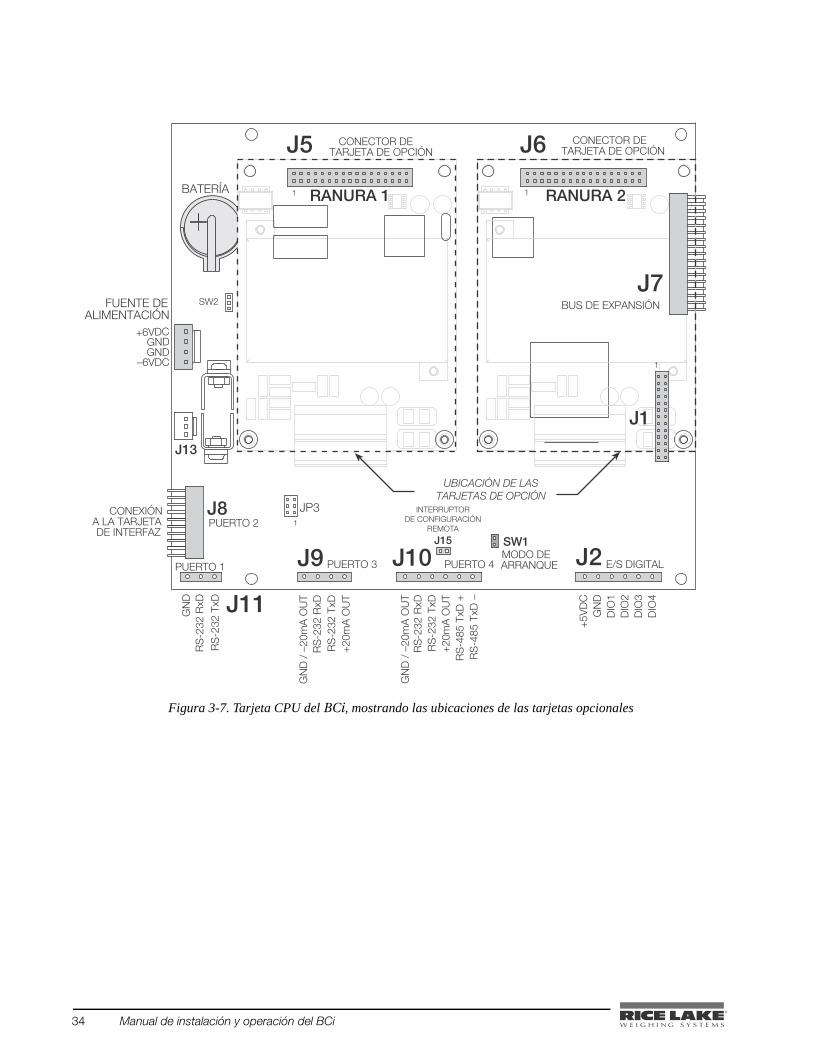
Comunicaciones en serieLos cuatro puertos de comunicación en la tarjeta CPU del BCi apoyan RS-232 dúplex completo, salida 20 mA, o comunicaciones RS-485 de hasta 115200 bps.Para conectar los cables de comunicaciones serie, encaminen los cables por la brida de aprieta y conecten a tierra el alambre de escudo como descrito en la página 29. Remuevan el conector serie de la tarjeta CPU y conecten el alambre al conector. Una vez que los cables estén conectados, enchufen el conector en el cabezal de la tarjeta. Utilicen sujetacables para sujetar los cables serie al interior del gabinete.
32 Manual de instalación y operación del BCi
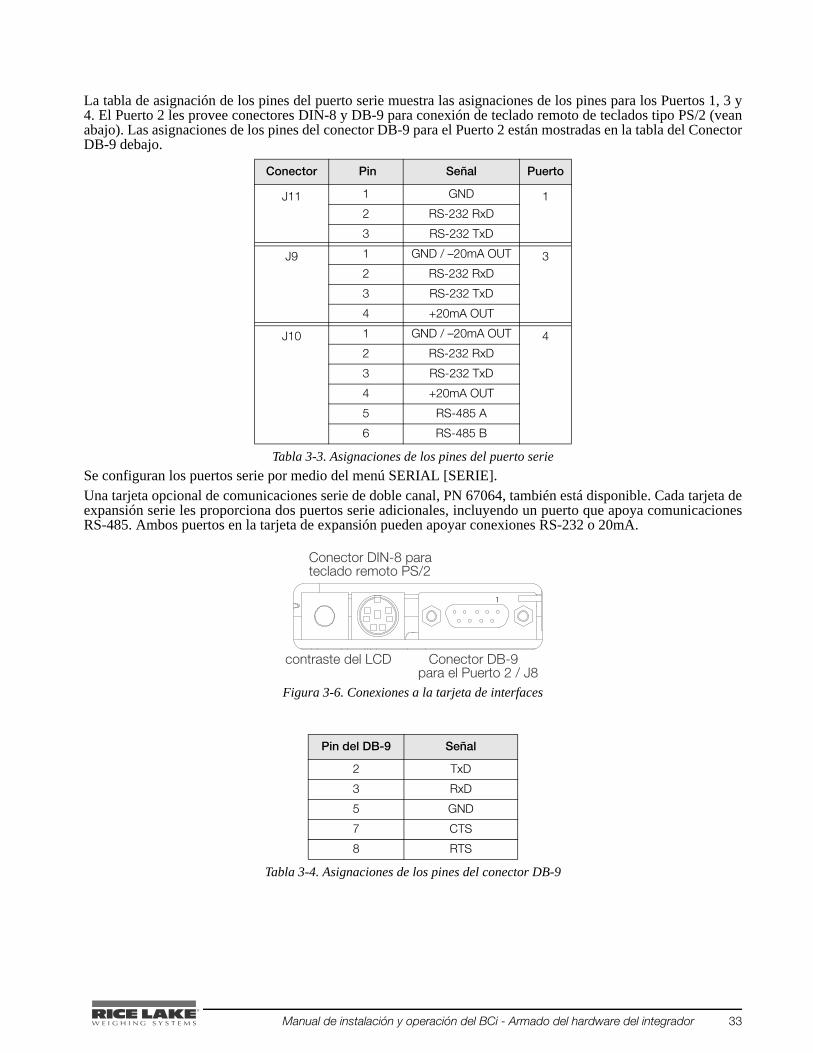
La tabla de asignación de los pines del puerto serie muestra las asignaciones de los pines para los Puertos 1, 3 y 4. El Puerto 2 les provee conectores DIN-8 y DB-9 para conexión de teclado remoto de teclados tipo PS/2 (vean abajo). Las asignaciones de los pines del conector DB-9 para el Puerto 2 están mostradas en la tabla del Conector DB-9 debajo.
Tabla 3-3. Asignaciones de los pines del puerto serie
Conector Pin Señal Puerto
J11 1 GND 12 RS-232 RxD
3 RS-232 TxD
J9 1 GND / –20mA OUT 32 RS-232 RxD
3 RS-232 TxD
4 +20mA OUT
J10 1 GND / –20mA OUT 42 RS-232 RxD
3 RS-232 TxD
4 +20mA OUT
5 RS-485 A
6 RS-485 B
Se configuran los puertos serie por medio del menú SERIAL [SERIE].Una tarjeta opcional de comunicaciones serie de doble canal, PN 67064, también está disponible. Cada tarjeta de expansión serie les proporciona dos puertos serie adicionales, incluyendo un puerto que apoya comunicaciones RS-485. Ambos puertos en la tarjeta de expansión pueden apoyar conexiones RS-232 o 20mA.
contraste del LCD
Conector DIN-8 parateclado remoto PS/2
Conector DB-9para el Puerto 2 / J8
1
Figura 3-6. Conexiones a la tarjeta de interfaces
Tabla 3-4. Asignaciones de los pines del conector DB-9
Pin del DB-9 Señal
2 TxD
3 RxD
5 GND
7 CTS
8 RTS
Manual de instalación y operación del BCi - Armado del hardware del integrador 33
J11
PUERTO 1 J9 PUERTO 3 J10 PUERTO 4 J2
PIEZO BUZZER OPTION
J13
–6VDC GND GND
+6VDC
BUS DE EXPANSIÓN
GN
D
RS
-232
RxD
R
S-2
32 T
xD
GN
D /
–20
mA
OU
T R
S-2
32 R
xD
RS
-232
TxD
+
20m
A O
UT
RS
-232
RxD
R
S-2
32 T
xD
+20
mA
OU
T R
S-4
85 T
xD +
R
S-4
85 T
xD −
+5V
DC
G
ND
D
IO1
DIO
2 D
IO3
DIO
4
CONEXIÓNA LA TARJETADE INTERFAZ
FUENTE DEALIMENTACIÓN
SW1
SW2
JP3 1
1 1
J5 J6
J7
E/S DIGITAL
J8 PUERTO 2
CONECTOR DETARJETA DE OPCIÓN
CONECTOR DETARJETA DE OPCIÓN
UBICACIÓN DE LAS
TARJETAS DE OPCIÓN
J1
1
BATERÍA
J15 MODO DEARRANQUE
RANURA 1 RANURA 2
GN
D /
–20
mA
OU
T
INTERRUPTORDE CONFIGURACIÓN
REMOTA
Figura 3-7. Tarjeta CPU del BCi, mostrando las ubicaciones de las tarjetas opcionales
34 Manual de instalación y operación del BCi

E/S digitalLas entradas digitales pueden ser configuradas para proporcionarles muchas funciones del integrador, incluyendo todas las funciones del teclado. Las entradas digitales están activas bajo (0 VCC), inactivas altas (5 VCC).
Típicamente se utilizan las salidas digitales para controlar relevadores o relees que impulsan a otros equipos. Las salidas están diseñadas para disipar en vez de producir corrientes interruptores. Cada salida normalmente es un circuito abierto recolector, capaz de disipar 24 mA cuando activo. Las salidas digitales están alambradas para cambiar relees o relevadores cuando la salida digital está activa (baja, 0 VCC) con referencia a una fuente de alimentación de 5 VCC.
La tabla debajo muestra las asignaciones de los pines para el conector J2.
Tabla 3-5. Asignaciones de los pines J2 (E/S digital)
Pin J2 Señal J2
1 +5 VDC
2 GND
3 DIO 1
4 DIO 2
5 DIO 3
6 DIO 4
Se configuran las entradas y salidas digitales utilizando el menú DIG I/O [E/S Digital].
Hay disponible una tarjeta opcional de expansión de E/S digital de 24 canales, PN 67601, para aplicaciones que requieren mas canales de E/S digital.
Nota
• El número máximo de ranuras para tarjetas opcionales es catorce: dos ranuras empotradas, más dos tarjetas de expansión de seis ranuras.
• La tarjeta de expansión de dos ranuras siempre es colocada al termino del bus de expansión. No se pueden utilizar más de una tarjeta de expansión de dos ranuras en cualquier configuración de sistema.
• El gabinete de montaje en panel puede acomodar una sola tarjeta de expansión de dos ranuras.• El gabinete de montaje en pared puede acomodar una tarjeta de expansión de dos ranuras o seis ranuras.• Los sistemas utilizando dos tarjetas de expansión tienen que ser alojados en un gabinete hecho a la
medida.
3.2 Rearmado del gabineteUna vez que se haya completado el cableado, posicionen la cubierta posterior sobre el gabinete e instalen de nuevo los tornillos de la cubierta posterior. Utilicen el patrón de torque mostrado debajo para prevenir la distorsión del empaque de la cubierta posterior. Torsionen los tornillos a 15 in-lb (1.7 N-m).
1
3
5
14
17
16 12
9
8
7
10
11
18
15
4
2
6
13 Apr ieten los torn i l los de
la cubierta poster ior a
15 in- lb (1.7 N-m)
Figura 3-8. Cubierta posterior del gabinete del BCi
Manual de instalación y operación del BCi - Armado del hardware del integrador 35
3.3 Remover la tarjeta del CPUSi necesitan la tarjeta de la CPU del BCi, utilicen el siguiente procedimiento:
1. Desconecten la alimentación eléctrica al integrador. Remuevan la cubierta posterior como descrito en la página 31.
2. Desconecten los conectores J9, J10, y J11 (comunicaciones serie), J2 (E/S digital), P1 (fuente de alimentación eléctrica), y los conectores a cualquier tarjetas opcionales instaladas.
3. Remuevan cualquier tarjetas opcionales instaladas.4. Remuevan los cinco tornillos de cabeza cruciforme y las dos tuercas kep de la tarjeta CPU.5. Cuidadosamente levanten la tarjeta de la CPU, luego desconecten los conectores J12 (alimentación a la
pantalla), J4 (cable de cinta), J3 (conector al teclado), y luego el cable J8 (puerto serie del Puerto 2).6. Remuevan la tarjeta de la CPU del gabinete. Si resulta ser necesario, corten los sujetacables para poder
mover los cables a un lado.Para reemplazar la tarjeta de la CPU, sigan el procedimiento arriba en el sentido inverso. Aseguren de reinstalar los sujetacables para sujetar todos los cables al interior del gabinete del integrador.
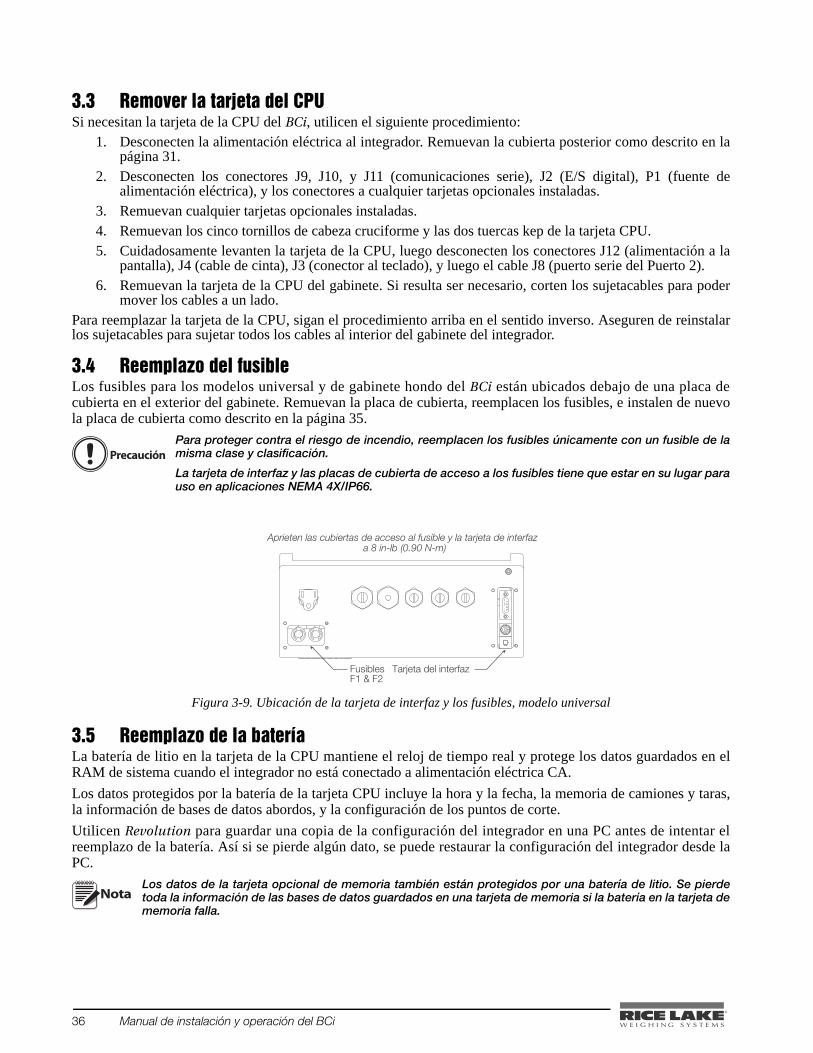
3.4 Reemplazo del fusibleLos fusibles para los modelos universal y de gabinete hondo del BCi están ubicados debajo de una placa de cubierta en el exterior del gabinete. Remuevan la placa de cubierta, reemplacen los fusibles, e instalen de nuevo la placa de cubierta como descrito en la página 35.
Aprieten las cubiertas de acceso al fusible y la tarjeta de interfaza 8 in-lb (0.90 N-m)
FusiblesF1 & F2
Tarjeta del interfaz
PrecauciónPara proteger contra el riesgo de incendio, reemplacen los fusibles únicamente con un fusible de la misma clase y clasificación.
La tarjeta de interfaz y las placas de cubierta de acceso a los fusibles tiene que estar en su lugar para uso en aplicaciones NEMA 4X/IP66.
Figura 3-9. Ubicación de la tarjeta de interfaz y los fusibles, modelo universal
3.5 Reemplazo de la bateríaLa batería de litio en la tarjeta de la CPU mantiene el reloj de tiempo real y protege los datos guardados en el RAM de sistema cuando el integrador no está conectado a alimentación eléctrica CA.
Los datos protegidos por la batería de la tarjeta CPU incluye la hora y la fecha, la memoria de camiones y taras, la información de bases de datos abordos, y la configuración de los puntos de corte.
Utilicen Revolution para guardar una copia de la configuración del integrador en una PC antes de intentar el reemplazo de la batería. Así si se pierde algún dato, se puede restaurar la configuración del integrador desde la PC.
NotaLos datos de la tarjeta opcional de memoria también están protegidos por una batería de litio. Se pierde toda la información de las bases de datos guardados en una tarjeta de memoria si la batería en la tarjeta de memoria falla.
36 Manual de instalación y operación del BCi
Vigilen para la advertencia de bajo nivel de batería en la pantalla LCD y periódicamente verifiquen el voltaje de la batería en la tarjeta de la CPU y en cualquier tarjetas opcionales de memoria. Las baterías deben ser reemplazadas cuando aparece la advertencia de batería baja en el integrador o cuando el voltaje cae por debajo de 2.2 VCC. La vida útil de la batería es de diez años.
Vean la página 34 para la ubicación de la batería de la tarjeta CPU y su orientación (lado positivo hacia arriba).
PrecauciónHay riesgo de explosión si se reemplaza la batería con una de una clase incorrecta. Deben deshacerse de las baterías conforme a las instrucciones del fabricante.
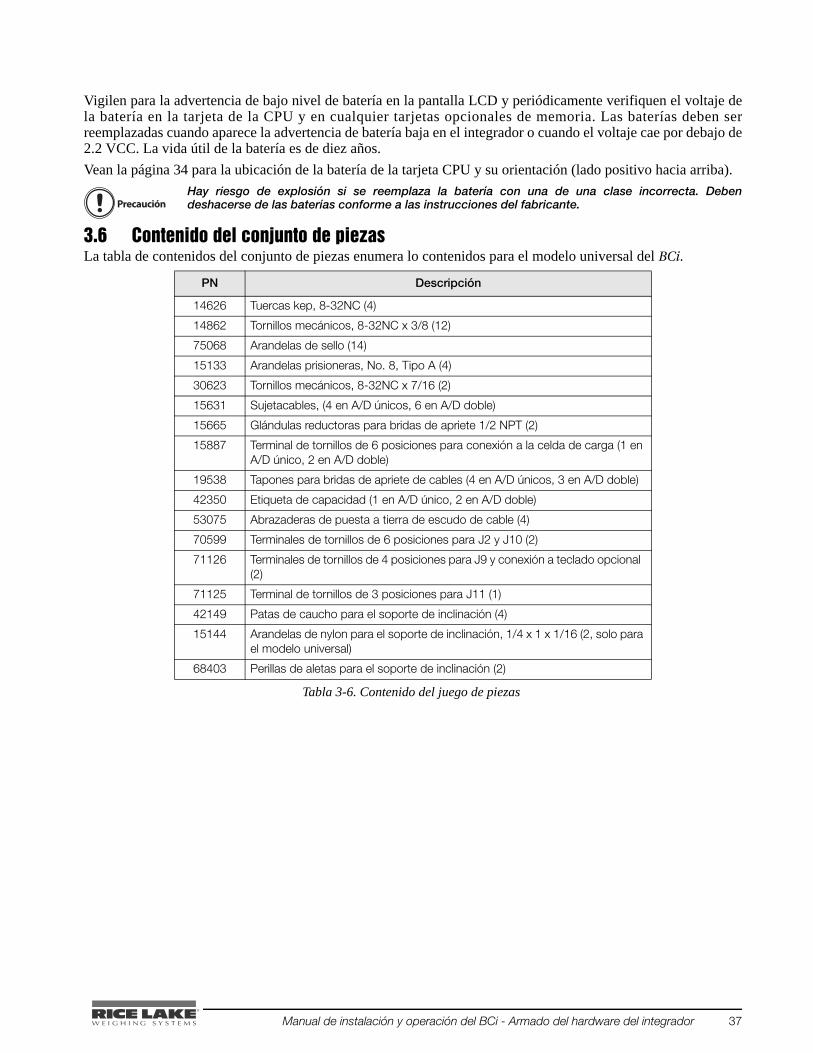
3.6 Contenido del conjunto de piezasLa tabla de contenidos del conjunto de piezas enumera lo contenidos para el modelo universal del BCi.
Tabla 3-6. Contenido del juego de piezas
PN Descripción
14626 Tuercas kep, 8-32NC (4)
14862 Tornillos mecánicos, 8-32NC x 3/8 (12)
75068 Arandelas de sello (14)
15133 Arandelas prisioneras, No. 8, Tipo A (4)
30623 Tornillos mecánicos, 8-32NC x 7/16 (2)
15631 Sujetacables, (4 en A/D únicos, 6 en A/D doble)
15665 Glándulas reductoras para bridas de apriete 1/2 NPT (2)
15887 Terminal de tornillos de 6 posiciones para conexión a la celda de carga (1 en A/D único, 2 en A/D doble)
19538 Tapones para bridas de apriete de cables (4 en A/D únicos, 3 en A/D doble)
42350 Etiqueta de capacidad (1 en A/D único, 2 en A/D doble)
53075 Abrazaderas de puesta a tierra de escudo de cable (4)
70599 Terminales de tornillos de 6 posiciones para J2 y J10 (2)
71126 Terminales de tornillos de 4 posiciones para J9 y conexión a teclado opcional (2)
71125 Terminal de tornillos de 3 posiciones para J11 (1)
42149 Patas de caucho para el soporte de inclinación (4)
15144 Arandelas de nylon para el soporte de inclinación, 1/4 x 1 x 1/16 (2, solo para el modelo universal)
68403 Perillas de aletas para el soporte de inclinación (2)
Manual de instalación y operación del BCi - Armado del hardware del integrador 37

3.7 Piezas de repuesto y dibujos dimensionalesLas piezas de reemplazo para el gabinete universal del BCi están listadas debajo:.
Numero de referencia PN Descripción (cantidad)
Vean la Figura
1 67529 Gabinete, universal (1) 3-10
2 68598 Lente protectora (1)
3 67614 Pantalla LCD (1)
4 68425 Placa de cubierta de acceso al fusible (1)
5 68621 Empaque de la placa de cubierta de acceso al fusible (1)
6 67886 Espaciadores, cortos (4)
7 68661 Espaciadores, largos (2)
8 70912 Tarjeta de la CPU (1)
9 14618 Tuercas kep, 4-40NC (2)
10 67613 Fuente de alimentacion, ±6VDC, 25W (1)
11 67536 Abrazadera de la fuente de alimentacion (1)
12 16861 Etiqueta de advertencia de alto voltaje (1)
13 14624 Tuercas prisioneras, 6-32NC, nylon (2)
14 14822 Tornillos mecánicos, 4-40NC x 1/4 (11)
15 67530 Placa del conector de la tarjeta de interfaz (1)
16 67535 Empaque de la tarjeta de interfaz (1)
17 14862 Tornillos mecánicos, 8-32NC x 3/8 (4)*
18 75068 Arandelas de sellado (12)*
19 32365 Tornillo de acceso al interruptor de configuración, 1/4 x 20NC x 1/4 (1)
20 44676 Arandela de sellado para el tornillo de acceso al interruptor de configuración (1)
21 15626 Bridas de apriete de cables, PG9 (3)
22 15627 Tuercas prisioneras, PCN9 (3)
23 30375 Anillos de sello de nylon para bridas de apriete PG9 (3)
25 15134 Arandelas prisioneras, No. 8, Tipo A (3)
26 14626 Tuercas kep, 8-32NC (3)*
27 45043 Alambre de puesta a tierra, 4 pulgadas en un conector No. 8 (1)
28 68424 Cubierta posterior, gabinete universal (1) 3-10
29 67532 Empaque de la cubierta posterior, gabinete universal (1) 3-10
30 15631 Sujetacables, nylon de 3 pulgadas (1)*
31 67795 Asamblea de cable de alimentación eléctrica, 115 VCA y 230 VCA para unidades norteamericanas (1)
3-10
69998 Asamblea de cable de alimentación eléctrica, 230 VCA para unidades europeas (1)
—
32 67796 Asamblea de cable de alimentación eléctrica a la tarjeta CPU (1)
33 68662 Cable de cinta a la tarjeta de interfaz, gabinete universal (1)
34 16892 Etiqueta de puesta a tierra (1)
35 15650 Montajes para sujetacables, 3/4 pulgada (4)
40 53308 Etiqueta de modelo/número serie (1)
Tabla 3-7. Repuestos
38 Manual de instalación y operación del BCi
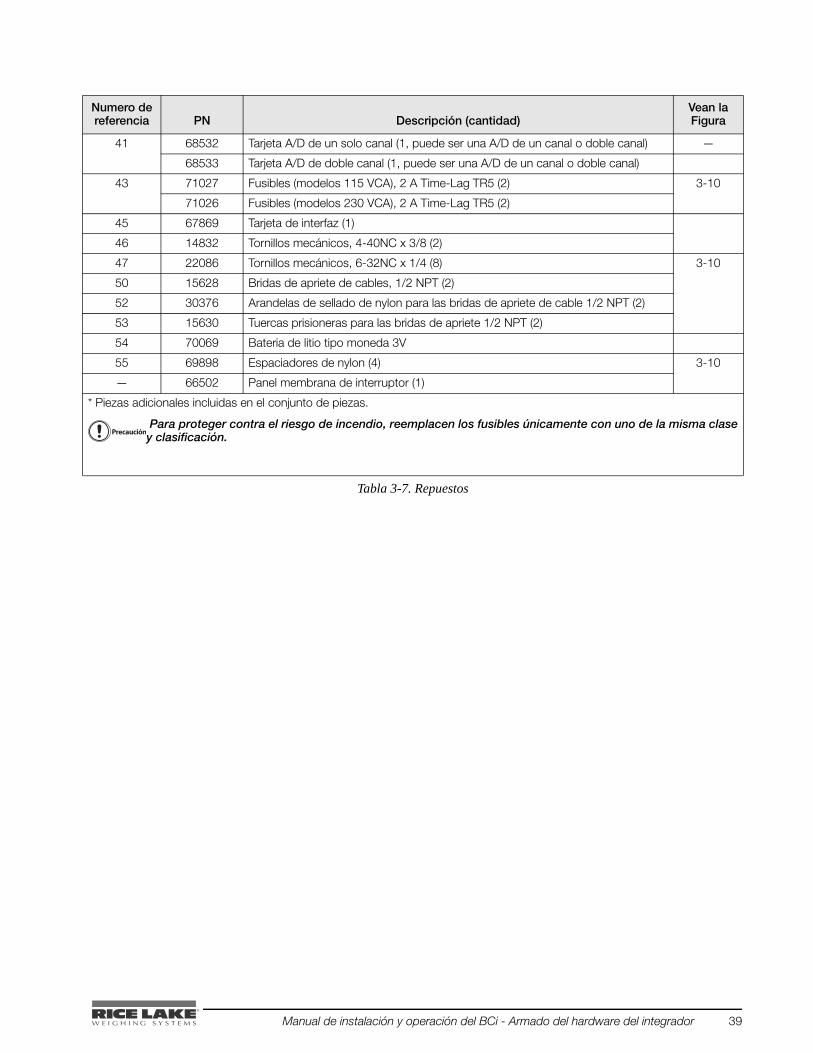
41 68532 Tarjeta A/D de un solo canal (1, puede ser una A/D de un canal o doble canal) —
68533 Tarjeta A/D de doble canal (1, puede ser una A/D de un canal o doble canal)
43 71027 Fusibles (modelos 115 VCA), 2 A Time-Lag TR5 (2) 3-10
71026 Fusibles (modelos 230 VCA), 2 A Time-Lag TR5 (2)
45 67869 Tarjeta de interfaz (1)
46 14832 Tornillos mecánicos, 4-40NC x 3/8 (2)
47 22086 Tornillos mecánicos, 6-32NC x 1/4 (8) 3-10
50 15628 Bridas de apriete de cables, 1/2 NPT (2)
52 30376 Arandelas de sellado de nylon para las bridas de apriete de cable 1/2 NPT (2)
53 15630 Tuercas prisioneras para las bridas de apriete 1/2 NPT (2)
54 70069 Bateria de litio tipo moneda 3V
55 69898 Espaciadores de nylon (4) 3-10
— 66502 Panel membrana de interruptor (1)
* Piezas adicionales incluidas en el conjunto de piezas.
Precaución
Para proteger contra el riesgo de incendio, reemplacen los fusibles únicamente con uno de la misma clase y clasificación.
Numero de referencia PN Descripción (cantidad)
Vean la Figura
Tabla 3-7. Repuestos
Manual de instalación y operación del BCi - Armado del hardware del integrador 39

22/5X
55/4X/L
16
15
K
47/8X/K E 4
50/2X
ALAMBRE CAFEALAMBRE AZULALAMBRE VERDE/AMARILLO
E
TOP
19
20
21/3X
23/3X
5
1
D
A
32
10
40
F
G
C
28
29 17/4X/ B
18/12X/ E
53/2X
9/2X 14/11X/ A
8
6/4X
3
43/2X
H
31
52/2X
J
ALAMBRE ROJO
7/2X
2
DE LA TARJETA DE LA PANTALLA LCDAL LADO INFERIOR DE LA
TARJETA DE CPU
WARNING
HIGH VOLTAG E
Figura 3-10. Asamblea del modelo universal BCi
40 Manual de instalación y operación del BCi
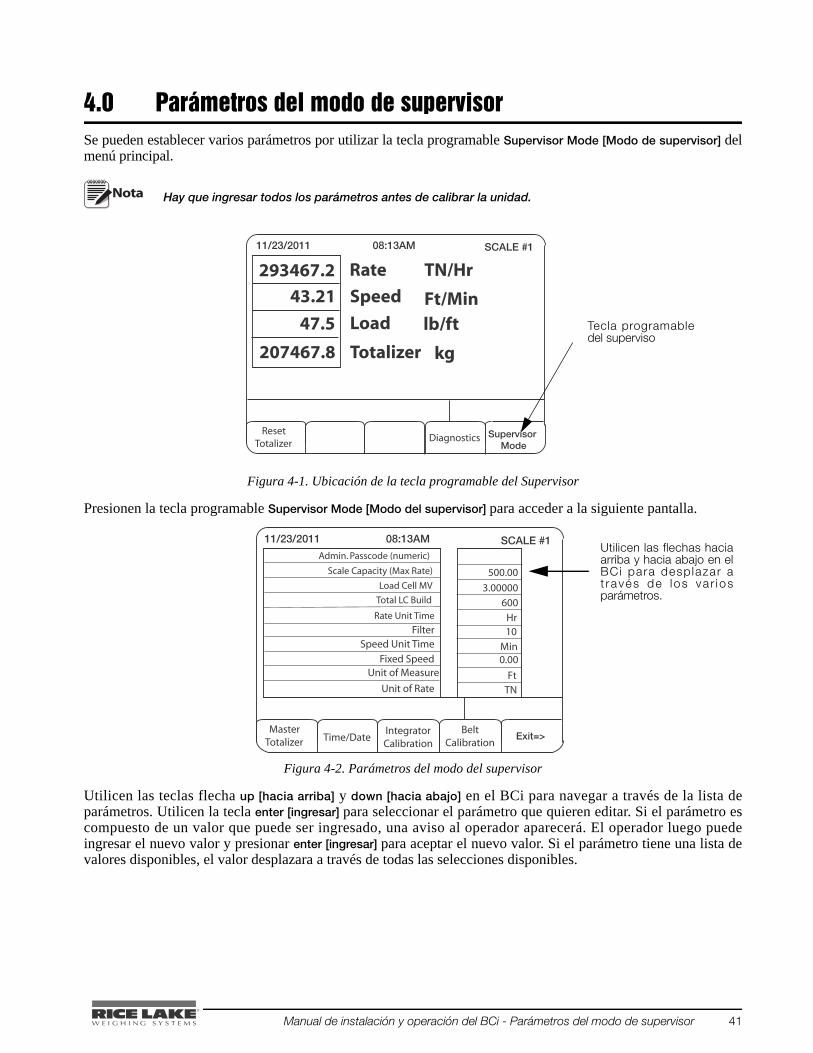
4.0 Parámetros del modo de supervisorSe pueden establecer varios parámetros por utilizar la tecla programable Supervisor Mode [Modo de supervisor] del menú principal.
Supervisor Mode
SCALE #1
Reset Totalizer
Diagnostics
11/23/2011 08:13AM
Rate
Speed
Load
Totalizer
TN/Hr
Ft/Minlb/ft
kg
293467.2
43.21
47.5
207467.8
Tecla programable del superviso
Hay que ingresar todos los parámetros antes de calibrar la unidad.
Figura 4-1. Ubicación de la tecla programable del Supervisor
Presionen la tecla programable Supervisor Mode [Modo del supervisor] para acceder a la siguiente pantalla.
Exit=>
SCALE #1
Master Totalizer
Integrator Calibration
Time/Date Belt
Calibration
11/23/2011 08:13AM
Admin. Passcode (numeric)
Scale Capacity (Max Rate)
Load Cell MV
Total LC Build
Rate Unit Time
Filter Speed Unit Time
Fixed SpeedUnit of Measure
Unit of Rate
500.00
3.00000
600
Hr10
Min0.00
FtTN
Utilicen las flechas hacia arriba y hacia abajo en el BCi para desplazar a t ravés de los va r i os parámetros.
Figura 4-2. Parámetros del modo del supervisor
Utilicen las teclas flecha up [hacia arriba] y down [hacia abajo] en el BCi para navegar a través de la lista de parámetros. Utilicen la tecla enter [ingresar] para seleccionar el parámetro que quieren editar. Si el parámetro es compuesto de un valor que puede ser ingresado, una aviso al operador aparecerá. El operador luego puede ingresar el nuevo valor y presionar enter [ingresar] para aceptar el nuevo valor. Si el parámetro tiene una lista de valores disponibles, el valor desplazara a través de todas las selecciones disponibles.
Nota
Manual de instalación y operación del BCi - Parámetros del modo de supervisor 41
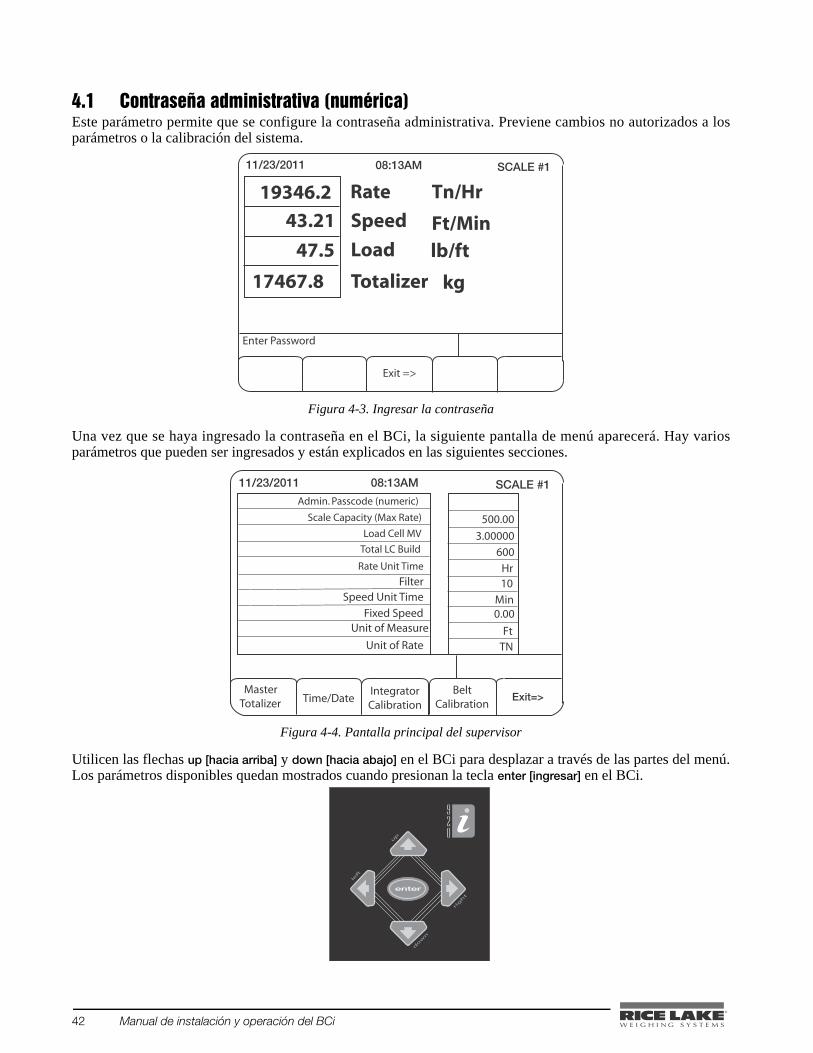
4.1 Contraseña administrativa (numérica)Este parámetro permite que se configure la contraseña administrativa. Previene cambios no autorizados a los parámetros o la calibración del sistema.
SCALE #1
Exit =>
11/23/2011 08:13AM
Rate
Speed
Load
Totalizer
Tn/Hr
Ft/Minlb/ft
kg
19346.2
43.21
47.5
17467.8
Enter Password
Figura 4-3. Ingresar la contraseña
Una vez que se haya ingresado la contraseña en el BCi, la siguiente pantalla de menú aparecerá. Hay varios parámetros que pueden ser ingresados y están explicados en las siguientes secciones.
Exit=>
SCALE #1
Master Totalizer
Integrator Calibration
Time/Date Belt
Calibration
11/23/2011 08:13AM
Admin. Passcode (numeric)
Scale Capacity (Max Rate)
Load Cell MV
Total LC Build
Rate Unit Time
Filter Speed Unit Time
Fixed SpeedUnit of Measure
Unit of Rate
500.00
3.00000
600
Hr10
Min0.00
FtTN
Figura 4-4. Pantalla principal del supervisor
Utilicen las flechas up [hacia arriba] y down [hacia abajo] en el BCi para desplazar a través de las partes del menú. Los parámetros disponibles quedan mostrados cuando presionan la tecla enter [ingresar] en el BCi.
42 Manual de instalación y operación del BCi

Nota
NotaHay muchos parámetros en el Modo del Supervisor (mostrados en las secciones que siguen), pero la mayoría no serán utilizadas en una instalación básica. Los parámetros que si hay que establecer antes de la calibración incluyen los siguientes:
Peso de calibración (si están usando pesos estáticos para hacer la calibración)
• El espacio entre los rodillos intermedios• El número de rodillos intermedios• La longitud de la cinta• Los MV de la celda de carga• El conjunto total de la celda de carga
Los otros parámetros que comúnmente se establecen son los valores de filtrado, pero ellos pueden ser programados después de la configuración y calibración inicial.
En los marcos fabricados por Rice Lake Weighing System no se requiere el ángulo de inclinación porque tienen vigas al corte lateralmente opuestas.
4.2 Capacidad de la básculaEste parámetro def ine la máxima capacidad clasificada para la báscula de cinta o la máxima cantidad de peso que puede pasar por la cinta por hora.
El parámetro predeterminado en la fábrica se mide en toneladas/hora.
Ingresen la máxima tasa utilizando el teclado numérico y presionen la tecla enter [ingresar] para guardar ese parámetro.
4.3 MV de la celda de cargaIngresen la clasificación de mv/v promedia de todas las celdas de carga en el sistema.
Utilicen el teclado numérico para ingresar ese valor, el cual tiene que ser más grande que 0. Presionen la tecla enter [ingresar] para guardar ese parámetro.
4.4 Conjunto total de celdas de cargaEste parámetro es la capacidad total de todas las celdas de carga en el sistema. Si tienen, por ejemplo, ocho celdas de carga y cada uno tiene una capacidad c las i f i cada de XX, t omen esa capac idad y multiplíquenlo por 8 para encontrar la capacidad total de las celdas de carga para ser ingresada en el integrador BCi.
4.5 Unidad de tiempo de la tasaEste parámetro define en que unidades de tiempo la tasa será mostrada en el BCi. Las selecciones disponibles son:
• Hr. - horas (el valor predeterminado)• Min - minutos• Sec - segundos
Presionen la tecla enter [ingresar] para alternar entre las opciones listadas arriba. La unidad predeterminada en fábrica para el tiempo es Hr [horas].
4.6 Filtro(s)Este parámetro define el número de segundos en que se filtran las muestras para promediar la carga sobre la báscula. Se mide en decimos de segundos.
4.7 Umbral del filtro (divisiones)Este es el numero de divisiones la carga tiene que mantener para que el filtro sea habilitado. Si la carga ve un cambio en peso que es mayor que este valor, se borra el filtro.
4.8 Unidad de tiempo de la velocidadEste parámetro define como la velocidad de la cinta es visualizada en el BCi. Las selecciones serán mostradas en las siguientes unidades:
• Hr. - horas• Min - minutos (valor predeterminado)• Sec - segundos
Presionen la tecla enter [ingresar] para alternar entre las opciones listadas arriba. La unidad de tiempo predeterminada está mostrada en minutos.
4.9 Velocidad fijaEste parámetro permite al técnico configurar una velocidad fija para el BCi. El BCi ya no calculará la velocidad utilizando el sensor de velocidad.
El valor predeterminado en la fábrica es 0 y si se establece otro valor, el BCi usará el valor fijo. La unidad de medida es como el BCi ha sido configurado para velocidad, así que normalmente será o pies/minuto o metros/minuto.
El usuario puede cambiar las unidades de tiempo para ser o segundos o horas. Ingresen un valor numérico y presionen la tecla enter [ingresar] para guardar ese valor.
Manual de instalación y operación del BCi - Parámetros del modo de supervisor 43

4.10 Unidad de medidaEl parámetro de la unidad de medida define como se mide la cinta y calcula la velocidad. Las selecciones serán mostradas en las siguientes unidades:
• Ft - pies (valor predeterminado)• M - metros
Presionen la tecla enter [ingresar] para alternar entre las opciones listadas arriba. La velocidad predeterminada es mostrar el valor en pies/minuto.
4.11 Unidad de la tasaEl parámetro de la unidad de la tasa define como la tasa es mostrada. Las selecciones quedan mostradas en las siguientes unidades:
• TN (toneladas) - (valor predeterminado)• lb (libras)• kg (kilogramos• T (toneladas métricas)• LT (toneladas)
Presionen la tecla enter [ingresar] para alternar entre las opciones listadas arriba. La tasa predeterminada en la fabrica para su visualización es de Toneladas/Hora.
4.12 Tasa de conteoEste parámetro define en qué índice de conteo y divisiones decimales se va a mostrar la tasa. Este es un valor que puede ser ingresado desde el teclado numérico en la pantalla: 1, 2, 0.1, 0.01, etc. Para cambiar la tasa de conteo por valor, presionen la tecla enter [ingresar] en el integrador. Un aviso que dice rate count by prompt aparece. Utilizando el teclado numérico en el integrador, ingresen el valor y luego presionen enter [ingresar] otra vez para guardar ese valor.
End
SCALE #1
Home Cancel
11/23/2011 08:13AM
Load Cell MV
Total LC Build
Rate Unit Time
Filter
Speed Unit Time
Fixed Speed Unit of Measure
Unit of RateRate Count By
Totalizer Count By
200.00
Min
10
Min5.0
FtT
0.10.1
2.0000
Rate Count By
4.13 Totalizador cuenta porEste parámetro define en qué cuentas por y cuáles divisiones decimales se mostrarán los totalizadores. Este es un valor que puede ser ingresado desde el teclado como 1, 2, 0.1, 0.01, etc. Para cambiar el valor por conteo del totalizador, presionen la tecla enter [ingresar] en el integrador y un aviso que dice totalizer count by aparecerá. Utilizando el teclado numérico en el integrador, ingresen el valor y presionen enter [ingresar] para guardar ese valor.
End
SCALE #1
Home Cancel
11/23/2011 08:13AM
Load Cell MV
Total LC Build
Rate Unit Time
Filter
Speed Unit Time
Fixed Speed Unit of Measure
Unit of RateRate Count By
Totalizer Count By
200.00
Min
10
Min5.0
FtT
0.10.1
2.0000
Totalizer Count By
4.14 Unidades de cargaEste parámetro define en qué unidades de peso el cargar de la cinta esta mostrada. Las selecciones están mostradas en las siguientes unidades:
• Lb - libras (valor predeterminado)• kg - kilogramos
Presionen la tecla enter [ingresar] para alternar entre las opciones listadas. La unidad predeterminada para la visualización de la carga es en libras.
44 Manual de instalación y operación del BCi

4.15 Carga contado porEste parámetro define por qué conteo y cuáles divisiones decimales se va a mostrar la carga. Este es un valor que se puede ingresar utilizando el teclado numérico en el BCi, tal como 1, 2, 0.1, 0.01, etc. Para cambiar el conteo de carga por valor, presionen la tecla enter [ingresar] en el integrador y un aviso diciendo load count by aparecerá. Utilizando el teclado numérico en el integrador, ingresen el valor y presionen enter [ingresar] otra vez para guardar el valor.
End
SCALE #1
Home Cancel
11/23/2011 08:13AM
Load Display Units
Load Count By
Auto Zero Tracking
Filter
Speed Unit Time
Fixed Speed Unit of Measure
Unit of RateRate Count By
Totalizer Count By
Lb
0.1
10
Min5.0
Ft
T
0.10.1
0.1
Load Count By
4.16 Rastreo automático de cero (%)Este es el porcentaje de la capacidad total de la báscula en el cual se intenta el rastreo de cero. Si la tasa o índice es más grande que este valor, se apaga el rastreo de cero.
4.17 Porcentaje de rastreo automático de cero
Este es el porcentaje de la capacidad de la báscula entera en el cual se lo pondrá en cero.
4.18 Banda muertaEl acumulador solo va a totalizar o sumar la cantidad si la tasa esta por encima del valor de la banda muerta. Presionen la tecla enter [ingresar] para sumar el valor de la banda muerta y luego presionen la tecla enter [ingresar] otra vez para guardar ese valor.
4.19 Pesa de prueba para la calibraciónEste parámetro define el valor del peso total que se utiliza para calibrar la báscula de cinta. El valor predeterminado es medido en libras. Este parámetro cambiaría en todos los parámetros de medición y pesaje.
End
SCALE #1
Home Cancel
11/23/2011 08:13AM
Load Display Units
Load Count By
Auto Zero Tracking
Calibration Load
Cal. Test Weight
Cal. Test Chain
Dead Band
Unit of RateRate Count By
Totalizer Count By
0.0
0.0
T
0.10.1
Lb
0.1
0.00.0
0.0
Cal. Test Weight
4.20 Cadena de prueba para calibraciónEste parámetro define el valor de la cadena de prueba u t i l i zada para ca l ib ra r l a báscula . Su va lor predeterminado en la fábrica se mide en libras/pies.
Las cadenas de prueba están clasificadas en libras/pies o kilogramos/metro. Verifiquen la clasificación de su cadena para este valor.
4.21 La carga de calibración
Nota No hay que ingresar la carga de calibración antes de calibrar la báscula.
Este parámetro es la cantidad de material usada en una prueba de materiales y se utiliza con la Material Calibración [Calibración del material].
Ingresen el valor de la carga de calibración utilizando las mismas unidades que el totalizador. Un ejemplo seria si el totalizador está en TN [Toneladas], entonces ingresarían el valor aquí como un valor en TN [Toneladas]. Utilicen el teclado numérico para ingresar el valor y luego presionen la tecla enter [ingresar] para guardar el valor.
4.22 Factor del materialEl factor del material ajusta el valor del alcance para corregir por la carga dinámica al punto del marco de pesaje. Este valor es calculado durante la calibración, pero puede ser ajustado manualmente.
Manual de instalación y operación del BCi - Parámetros del modo de supervisor 45

Un ejemplo de cómo calcular el factor del material es:
lo que quieren
lo que tienenX 100 = Factor del material
4.23 % del error del ceroEste es el porcentaje del error calculado para el error del alcance. Hay una relación directa entre un cero teórico y el cero actual con un peso muerto sobre las celdas de carga.
4.24 Conteos de ceroEste parámetro ilustra los conteos de carga de carga muerta bruta de un sistema calibrado. Se puede registrar este valor e ingresarlo manualmente en el caso del reemplazar por completo el integrador.
El valor predeterminado en la fábrica para este parámetro es: 0.
4.25 % del error del alcanceEste es el porcentaje de error calculado durante la calibración del alcance. Da la relación entre el alcance calculado y el alcance actual registrado.
4.26 Espacio entre los rodillos intermedios
Este parámetro define el espacio entre los rodillos intermedios. También determina la superficie de pesaje de la báscula de cinta.
Refiéranse a la Sección en la página 8 para determinar el espacio entre los rodillos intermedios. Ese número es el número que se ingresa en el parámetro Idler Spacing [Espacio entre rodillos] del integrador.
El valor predeterminado en fábrica para este parámetro es: 48 pulgadas.
4.27 Numero de rodillos intermediosEste parámetro define el numero de rodil los intermedios en un sistema.
Ingresen el número de rodillos siendo utilizados en el sistema por medio del teclado numérico y presionen enter [ingresar].
El valor predeterminado en la fábrica es: 1.
4.28 Prueba de revoluciones de la cintaEste parámetro define el número de revoluciones que la cinta transportadora tomará después de que se haya completada la calibración de la velocidad de la cinta. El operador ingresará el número de revoluciones enteras de la cinta que la unidad hará para las calibraciones de peso muerto y alcance. La calibración del peso muerto o el cero es una calibración que corre por un tiempo predeterminado dentro del cual la cinta está corriendo sin material sobre ella. La calibración del alcance es una calibración que corre por la misma cantidad predeterminada de tiempo con un peso conocido aplicado a la báscula.
El valor predeterminado en la fábrica para este parámetro es: 1.
4.29 Pulsos por revoluciónEste valor es el numero de pulsos registrados por cada revolución de la cinta. Este valor puede ser registrado e ingresado manualmente en el caso de tener que reemplazar por completo el integrador.
El valor predeterminado en fábrica para este parámetro es: 3600.
4.30 Longitud de la cintaEsta es la longitud total de la cinta transportadora. Es te valor puede ser regis t rado e ingresado manualmente en el caso de que tengan que reemplazar por completo el integrador. Una manera fácil de medir la longitud de la cinta es de pintar alguna clase de marca en la cinta. Midan con una cinta métrica de allí hasta el otro termino y multipliquen este valor por dos para llegar a la longitud total de la cinta.
Ingresen la longitud total de la cinta siendo utilizada en este sistema por medio del teclado numérico. Presionen la tecla enter [ingresar] para guardar ese valor.
El valor predeterminado en la fábrica para este parámetro es: 600.
4.31 Pulsos por unidad de medidaEste parámetro es el resultado de cuantos pulsos necesita contar el integrador para que la cinta se mueva por una unidad de medida. El BCi calcula esto durante una velocidad de calibración.
El valor predeterminado en fábrica para este parámetro es: 6.0.
46 Manual de instalación y operación del BCi
4.32 Duración de la pruebaEste parámetro es el valor usado para una calibración por tiempo. Este valor se representa en segundos. Ingresen por medio del teclado numérico la cantidad de tiempo deseado en el cual hacer la calibración por tiempo y luego presionen enter [ingresar] para guardar este valor.
Debería notarse que según el Handbook 44 [Guía 44], hay un requisito de probar por un mínimo de tres revoluciones de la cinta. En base al tiempo que se toma para una revolución completa, se multiplica ese valor por tres para llegar a su parámetro.
El valor predeterminado en fábrica para este parámetro es: 60 segundos.
4.33 Toneladas por pulso (salida)Este parámetro define cuantas toneladas hay que tener acumuladas para generar una salida de pulso para un totalizador remoto. Este es el valor numérico que se puede ingresar utilizando el teclado numérico del BCi y envía un pulso de la ranura 0, bit 2 en la tarjeta CPU principal del BCi.
El valor predeterminado en fábrica para este parámetro es: 0.1.
4.34 Ciclo de trabajo de pulsos (en segundos)
Este parámetro define por cuanto tiempo por encima de la salida (toneladas por pulso) la salida arriba se mantiene prendido. Esto es necesario para PLC’s de modelos más antiguos para que puedan reconocer los pulsos. Este es un valor numérico que puede ser ingresado utilizando el teclado numérico del BCi.
E l va lo r p rede t e rminado en f áb r i ca e s una representación de los segundos y es: 0.25 segundos.
4.35 Alarma - Valor de la alarma de tasa baja (%)
Hay varios parámetros de alarma que hay que establecer para la operación correcta de la báscula de cinta BCi. Se necesitan estas alarmas para la operación correcta de la báscula y pueden ser usadas en la localización de averías. Hay que instalar tarjetas especiales de opción de entradas/salidas para que las alarmas funcionen.
Este parámetro define cual salida será energizada para la alarma de tasa baja.
El valor predeterminado en fábrica para este parámetro es: 0.
4.36 Valor máximo de velocidadEl valor que se necesita para determinar una condición de velocidad excesiva. El valor predeterminado en fábrica es: 300.
4.37 Bit de la alarma de tasa bajaEste parámetro define cuál salida será energizada para la alarma de tasa baja.
El valor predeterminado en fábrica para este parámetro es: 0.
4.38 Bit de la alarma de tasa altaEste parámetro define cuál salida será energizada para la alarma de tasa alta.
El valor predeterminado en fábrica para este parámetro es: 0.
4.39 Bit de la alarma de velocidadEste parámetro define cuál salida será energizada para la alarma de velocidad alta.
El valor predeterminado en fábrica para este parámetro es: 0.
4.40 Bit del totalizador de pulsosEste parámetro define el bit para la salida del totalizador de pulsos.
El valor predeterminado en fábrica para este parámetro es: 1.
4.41 Bit de la salida de llenadoEste parámetro define el bit usado para la salida de llenado. El valor predeterminado en fábrica de este parámetro es: 2.
NotaHay seis bits de E/S abordo en el integrador BCi. Dependiendo de su uso, puede que el instalador tenga que
reconfigurar el uso a “OUTPUT” o “PROGIN”.
Si el uso como un botón remoto es apoyado por el programa de software BCi, la tecla programable será PROGRIN. Si se utiliza como uno de los bits de alarma, entonces la configuración será OUTPUT.
4.42 Bit de entrada de impresión remotaEste parámetro define cual bit de entrada digital funcionará de la misma manera que la tecla Print en el frente del BCi.
El valor predeterminado en fábrica para este parámetro es: 4.
Manual de instalación y operación del BCi - Parámetros del modo de supervisor 47

4.43 Puerto de salida de impresiónEste parámetro define desde cuál puerto serie será enviado el formato de impresión.
El valor predeterminado en fábrica para este parámetro es: 0.
4.44 Formato de impresiónEste parámetro define el formato de impresión para el integrador de la báscula de cinta.TIME: <TI><NL>DATE: <DA><NL>MASTER TOTAL:
<MT><NL>RESET TOTAL: <RT><NL>RATE: <R>
El valor predeterminado en fábrica para este parámetro es: 0.0.
4.45 Puerto de salida de flujo de datosEste parámetro define desde cuál puerto serie será enviado el formato del flujo de datos. El BCi solo enviará un flujo de datos si esto está configurado a un puerto valido con un valor más grande que cero.
El valor predeterminado en fábrica para este parámetro es: 0.
4.46 Formato del flujo de datosEste parámetro define el formato del flujo de datos para el integrador de la báscula de cinta.
El valor predeterminado en fábrica para este parámetro es:
<R><NL>
4.47 Borrar totalizador con Print [Imprimir]
Alterna entre Yes [Si] y No.
4.48 Reiniciar entrada del totalizador remoto
Este parámetro define una entrada digital que puede reiniciar el totalizador de reinicio. Esto solo afecta el totalizador de reinicio, no el totalizador maestro. El totalizador maestro solo puede ser reiniciado por medio del menú del supervisor.
El valor predeterminado en fábrica para este parámetro es: 0.Master Totalizer Reset [Reinicio del totalizador maestro]
Para reiniciar el Totalizador Maestro, presionen la tecla programable Master Totalizer [Totalizador Maestro] desde el Modo del Supervisor para acceder a este parámetro. El BCi les mostrará el aviso Clear Master Totalizer? [¿Borrar el Totalizador Maestro?]
No
SCALE #1
Yes
11/23/2011 08:13AM
Admin. Passcode (numeric)
Rate Unit Time
Speed Unit Time Unit of Measure
Unit of Rate Rate Count By
Totalizer Count By
Load Display Units Load Count By
Calibration Weight
Hr
Sec
M
kg 0.1
0.1 lb
0.1 20.0
Clear Master Totalizer?
Presionen Yes [Si] para borrar el totalizador o No para dejar el peso acumulado en el totalizador maestro.
4.49 Identificación del integradorEl ID de l in t eg rador puede se r una cadena alfanumérica de hasta 8 caracteres.
Presionen la tecla enter [ingresar] e ingresen el ID de identificación y presionen la tecla enter [ingresar] una vez más para guardar este ID.
Este ID puede ser usado para imprimir o el hacer un flujo de datos.
4.50 Longitud de la preactivaciónCon este parámetro, se utiliza este valor para ajustar de forma dinámica en base a la tasa o el índice de la báscula de cinta.
Ingresen la d is tancia ent re la compuer ta de alimentación hasta el punto medio entre el rodillo de pesaje y el primer rodillo intermedio. Ingresen la longitud de la preactivación en pies y luego presionen la tecla enter [ingresar] para guardar ese parámetro.
4.51 Habilitar batchingPresionen On [Prender] para habilitar el batching. Cuando esto está habilitado, el sistema controla las compuertas para aplicaciones de llenado.
Cuando habilitado, el operador vera las teclas programables Start Fill [Empezar el llenado] y Target Settings [Configuraciones objetivas] en la pantalla.
El valor predeterminado en fábrica para este parámetro es: Off.
48 Manual de instalación y operación del BCi

4.52 Modo analógico 1Hay tres configuraciones disponibles para este parámetro. Ellos son:
• Tasa o índice - Rastrea hasta la capacidad máxima clasificada de la báscula de cinta (vean la Section 4.2Sección 4.2 en la página 43).
• Carga - Rastrea hasta el total máximo de celdas de carga que pueden ser instaladas en el sistema (vean la Sección 4.4 en la página 43).
• Velocidad - Rastrea hasta el valor máximo de velocidad (vean la Sección 4.36 en la página 47).
4.53 Modo analógico 2Hay tres configuraciones disponibles para este parámetro. Ellos son:
• Tasa o índice - Rastrea hasta la capacidad máxima clasificada de la báscula de cinta (vean la Sección 4.2 en la página 43).
• Carga - Rastrea hasta el total máximo de celdas de carga que pueden ser instaladas en el sistema (vean la Sección 4.4 en la página 43).
• Velocidad - Rastrea hasta el valor máximo de velocidad (vean la Sección 4.36 en la página 47).
4.54 Establecer la hora y la fechaPresionen la tecla programable Time/Date [Hora/Fecha] desde el modo del supervisor para acceder a este parámetro. El BCi les avisa Enter Date XX/XX/20XX MMDDYY=> [Ingresen la fecha XX/XX/20XX MMDDAA=>]. Ingresen una nueva hora en formato de 24 horas y presionen enter [ingresar].
4.55 Haciendo interfaz entre una PLC y el sistema de la báscula BCi
Dentro del BCi, hay puntos de corte que contienen cuatro variables numéricos:
• Valor (objetivo)• Ancho de banda• Preactivación• Hísteresis
Estos puntos de corte pueden ser escritos y leídos por un programa de usuario. También pueden ser leídos o escritos desde un PLC. El comando para un valor escrito es 304 y un valor de lectura es 320. Los otros valores escritos son 305, 306, y 307 para el hísteresis, ancho de banda, y preactivación. Los valores de lectura son 321, 322 y 323. Solo van a utilizar estos variables de valor en cada punto de corte.
El único paso en el menú de punto de corte del BCi es de habilitar los puntos de corte a Gross (KIND) [Bruto (CLASE)] y estarán listos para actuar como “buzones de correo”.
Los siguientes puntos de corte contendrá estos valores con el variable necesitado en la báscula de cinta:
Table 4-1. Valores de los puntos de corte
Valor del punto de
corte Descripción
SP4 Borra el totalizador de cualquier valor fuera de cero
SP97 Velocidad de retorno de la cinta
SP98 Retorno TN/HR (tasa o indice)
SP99 Carga de retorno
SP100 Devolver el valor del totalizador
Manual de instalación y operación del BCi - Parámetros del modo de supervisor 49
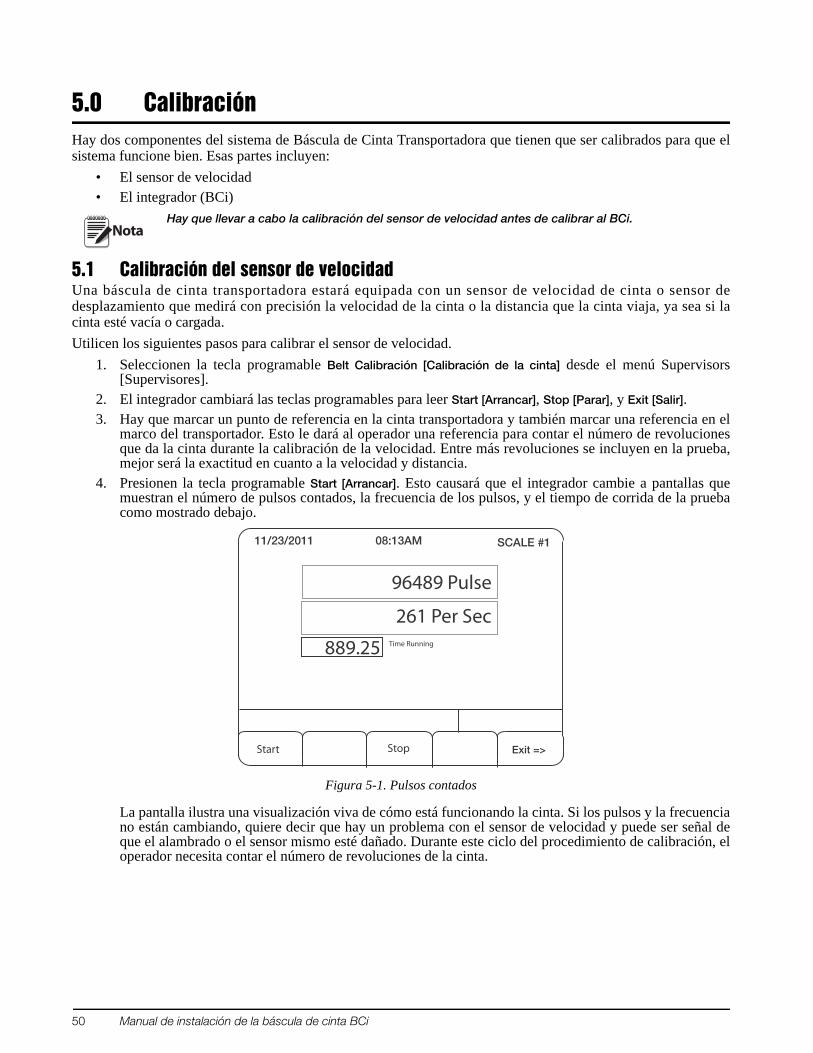
5.0 CalibraciónHay dos componentes del sistema de Báscula de Cinta Transportadora que tienen que ser calibrados para que el sistema funcione bien. Esas partes incluyen:
• El sensor de velocidad• El integrador (BCi)
Hay que llevar a cabo la calibración del sensor de velocidad antes de calibrar al BCi.
5.1 Calibración del sensor de velocidadUna báscula de cinta transportadora estará equipada con un sensor de velocidad de cinta o sensor de desplazamiento que medirá con precisión la velocidad de la cinta o la distancia que la cinta viaja, ya sea si la cinta esté vacía o cargada.
Utilicen los siguientes pasos para calibrar el sensor de velocidad.
1. Seleccionen la tecla programable Belt Calibración [Calibración de la cinta] desde el menú Supervisors [Supervisores].
2. El integrador cambiará las teclas programables para leer Start [Arrancar], Stop [Parar], y Exit [Salir].3. Hay que marcar un punto de referencia en la cinta transportadora y también marcar una referencia en el
marco del transportador. Esto le dará al operador una referencia para contar el número de revoluciones que da la cinta durante la calibración de la velocidad. Entre más revoluciones se incluyen en la prueba, mejor será la exactitud en cuanto a la velocidad y distancia.
4. Presionen la tecla programable Start [Arrancar]. Esto causará que el integrador cambie a pantallas que muestran el número de pulsos contados, la frecuencia de los pulsos, y el tiempo de corrida de la prueba como mostrado debajo.
Exit =>
SCALE #1
Start
11/23/2011 08:13AM
96489 Pulse 261 Per Sec
889.25 Time Running
Stop
Figura 5-1. Pulsos contados
La pantalla ilustra una visualización viva de cómo está funcionando la cinta. Si los pulsos y la frecuencia no están cambiando, quiere decir que hay un problema con el sensor de velocidad y puede ser señal de que el alambrado o el sensor mismo esté dañado. Durante este ciclo del procedimiento de calibración, el operador necesita contar el número de revoluciones de la cinta.
Nota
50 Manual de instalación de la báscula de cinta BCi
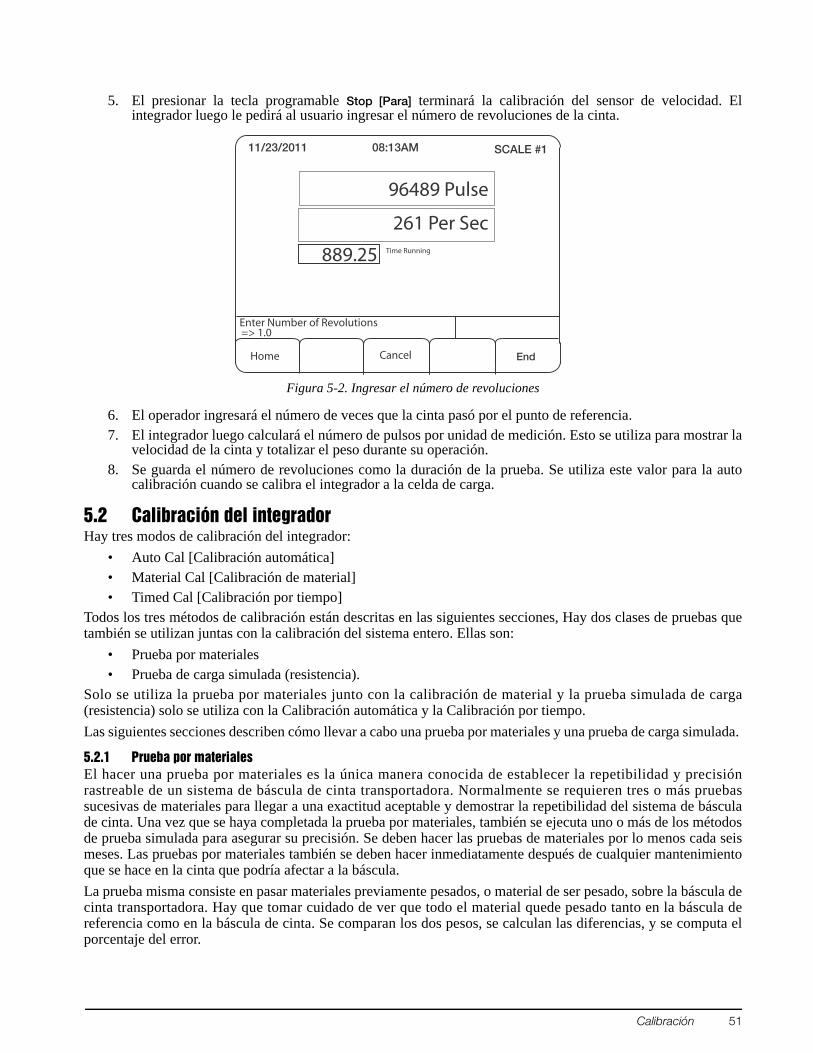
5. El presionar la tecla programable Stop [Para] terminará la calibración del sensor de velocidad. El integrador luego le pedirá al usuario ingresar el número de revoluciones de la cinta.
End
SCALE #1
Home
11/23/2011 08:13AM
96489 Pulse
261 Per Sec
889.25 Time Running
Cancel
Enter Number of Revolutions => 1.0
Figura 5-2. Ingresar el número de revoluciones
6. El operador ingresará el número de veces que la cinta pasó por el punto de referencia.7. El integrador luego calculará el número de pulsos por unidad de medición. Esto se utiliza para mostrar la
velocidad de la cinta y totalizar el peso durante su operación.8. Se guarda el número de revoluciones como la duración de la prueba. Se utiliza este valor para la auto
calibración cuando se calibra el integrador a la celda de carga.
5.2 Calibración del integradorHay tres modos de calibración del integrador:
• Auto Cal [Calibración automática]• Material Cal [Calibración de material]• Timed Cal [Calibración por tiempo]
Todos los tres métodos de calibración están descritas en las siguientes secciones, Hay dos clases de pruebas que también se utilizan juntas con la calibración del sistema entero. Ellas son:
• Prueba por materiales• Prueba de carga simulada (resistencia).
Solo se utiliza la prueba por materiales junto con la calibración de material y la prueba simulada de carga (resistencia) solo se utiliza con la Calibración automática y la Calibración por tiempo.
Las siguientes secciones describen cómo llevar a cabo una prueba por materiales y una prueba de carga simulada.
5.2.1 Prueba por materialesEl hacer una prueba por materiales es la única manera conocida de establecer la repetibilidad y precisión rastreable de un sistema de báscula de cinta transportadora. Normalmente se requieren tres o más pruebas sucesivas de materiales para llegar a una exactitud aceptable y demostrar la repetibilidad del sistema de báscula de cinta. Una vez que se haya completada la prueba por materiales, también se ejecuta uno o más de los métodos de prueba simulada para asegurar su precisión. Se deben hacer las pruebas de materiales por lo menos cada seis meses. Las pruebas por materiales también se deben hacer inmediatamente después de cualquier mantenimiento que se hace en la cinta que podría afectar a la báscula.
La prueba misma consiste en pasar materiales previamente pesados, o material de ser pesado, sobre la báscula de cinta transportadora. Hay que tomar cuidado de ver que todo el material quede pesado tanto en la báscula de referencia como en la báscula de cinta. Se comparan los dos pesos, se calculan las diferencias, y se computa el porcentaje del error.
Calibración 51

El hacer una prueba por materiales involucra los siguientes pasos:
1. Se verifica la báscula de referencia (báscula de riel, báscula camionera, báscula de tolva, etc.) para asegurar que cumpla con las normas de la agencia reguladora aplicable o con el Guía 44, y no puede haber fuga ni estar sobrecargado al punto que algún material se pierda. Según las instrucciones del Guía 44, la prueba tiene que ser de no menos de 1000 divisiones de báscula, tiene que correr por por lo menos tres revoluciones de la báscula de cinta, y tiene que correr por 30 minutos o más (en temperaturas por debajo de 41°F, hay que correr la cinta por más tiempo).
2. Después de correr la cinta vacía (para calentarla), se toma una lectura desde el integrador.3. Se corre la cinta por un periodo de tiempo igual a lo que se requiere para entregar la carga totalizada
mínima (aproximadamente 10 minutos) y luego se toma la lectura de nuevo. No debería variar más que el incremento +/- de la báscula. Si la lectura varía por más de eso, hay que ajustar el cero. Se repite este proceso hasta que se logre una condición de cero aceptable.
4. Después de tomar la lectura desde el integrador, se introduce material en la cinta de la báscula y hay que vigilar cuidadosamente hasta que el índice de flujo suba a más de 35% de su capacidad clasificada. El rango ideal de operación y pesar es entre 50 y 85% de la capacidad clasificada. Una pauta sería si el tiempo durante el cual se opera la báscula por debajo de 35% de su capacidad clasificada (después de abrir y cerrar la alimentación de material) no excede un 10% del tiempo total de corrida, pesaje aceptable está presente.
5. Después de que se haya completado el pesaje, la cinta debería estar corriendo vacía (no paren la cinta).6. Se toma la lectura del totalizador maestro otra vez. Se sustrae la figura “start” [arrancar] de la figura
“stop” [parar], los cuales les da las toneladas (o libras) pesadas. Se compara esta cifra con la impresora. Puede que la impresora muestre una diferencia de +/- de un incremento.
7. Calculen el porcentaje del error. Si su báscula de cinta transportadora está fuera de tolerancia, ajusten el alcance por el error calculado. Repitan la prueba por materiales de nuevo, pasos 4-6. Si la báscula ahora está dentro de tolerancia, se ha establecido su precisión y pueden proceder al paso 8. Si no, calculen el error y ajusten el alcance del transportador de la cinta de nuevo. Si no se puede llegar a estar dentro de la tolerancia de precisión necesaria, determinen dónde queda el problema antes de seguir adelante.
8. Conduzcan una prueba final de materiales, siguiendo los pasos 4-7 (no ajusten el alcance). Si la báscula de cinta está dentro de tolerancia, su repetibilidad queda establecida. Nota: Después de su verificación inicial, se requieren dos pruebas adicionales para un total de tres para establecer la repetibilidad.
Hay varias ventajas y desventajas a la prueba por materiales que están listadas en la siguiente tabla:
Tabla 5-1. Ventajas y desventajas de pruebas de materiales
Ventajas de pruebas de materiales Desventajas de pruebas de materiales
Este es el único método que puede establecer la precisión de la báscula de cinta de una manera rastreable.
Requiere la disponibilidad de una báscula estática precisa.
Fácilmente permite el hacer pruebas a varios índices de alimentación para probar su linealidad.
Requiere la acumulación, el transporte a básculas estáticas, y el pesaje estático del material de la carga de prueba.
Prueba el sistema entero: la electrónica, la carruaje de la báscula, y los efectos de la cinta transportadora.
5.2.2 Pruebas simuladasSe debe conducir una prueba de carga simulada, que consiste de tres corridas de prueba consecutivas, lo más antes posible, pero no más de 12 horas después de concluir la prueba por materiales, para establecer el factor que relaciona los resultados de la prueba de carga simulada a los resultados de la prueba por materiales. Los resultados de la prueba de carga simulada deberían repetir dentro de 0.1 por ciento.
Solo se utilizan pruebas simuladas en la calibración automática y por tiempo del integrador.
Hay tres diferentes técnicas de pruebas de cargas simuladas que se pueden utilizar. Son las siguientes:
• Cadenas de prueba de rodillos• Pesas de prueba estática• Calibración por resistencia (resistor)
52 Manual de instalación de la báscula de cinta BCi
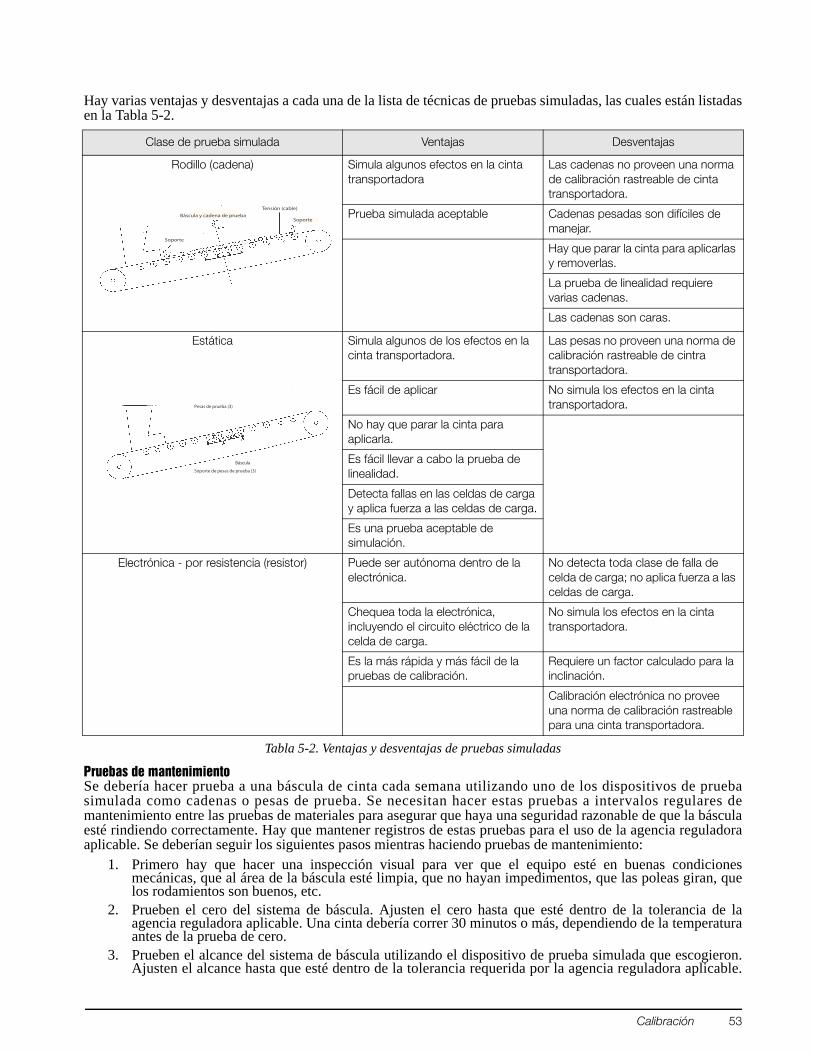
Hay varias ventajas y desventajas a cada una de la lista de técnicas de pruebas simuladas, las cuales están listadas en la Tabla 5-2.
Tabla 5-2. Ventajas y desventajas de pruebas simuladas
Clase de prueba simulada Ventajas Desventajas
Rodillo (cadena)
Soporte
Báscula y cadena de prueba
Tensión (cable)
Soporte
Simula algunos efectos en la cinta transportadora
Las cadenas no proveen una norma de calibración rastreable de cinta transportadora.
Prueba simulada aceptable Cadenas pesadas son difíciles de manejar.
Hay que parar la cinta para aplicarlas y removerlas.
La prueba de linealidad requiere varias cadenas.
Las cadenas son caras.
Estática
Pesas de prueba (3)
Báscula
Soporte de pesas de prueba (3)
Simula algunos de los efectos en la cinta transportadora.
Las pesas no proveen una norma de calibración rastreable de cintra transportadora.
Es fácil de aplicar No simula los efectos en la cinta transportadora.
No hay que parar la cinta para aplicarla.
Es fácil llevar a cabo la prueba de linealidad.
Detecta fallas en las celdas de carga y aplica fuerza a las celdas de carga.
Es una prueba aceptable de simulación.
Electrónica - por resistencia (resistor) Puede ser autónoma dentro de la electrónica.
No detecta toda clase de falla de celda de carga; no aplica fuerza a las celdas de carga.
Chequea toda la electrónica, incluyendo el circuito eléctrico de la celda de carga.
No simula los efectos en la cinta transportadora.
Es la más rápida y más fácil de la pruebas de calibración.
Requiere un factor calculado para la inclinación.
Calibración electrónica no provee una norma de calibración rastreable para una cinta transportadora.
Pruebas de mantenimientoSe debería hacer prueba a una báscula de cinta cada semana utilizando uno de los dispositivos de prueba simulada como cadenas o pesas de prueba. Se necesitan hacer estas pruebas a intervalos regulares de mantenimiento entre las pruebas de materiales para asegurar que haya una seguridad razonable de que la báscula esté rindiendo correctamente. Hay que mantener registros de estas pruebas para el uso de la agencia reguladora aplicable. Se deberían seguir los siguientes pasos mientras haciendo pruebas de mantenimiento:
1. Primero hay que hacer una inspección visual para ver que el equipo esté en buenas condiciones mecánicas, que al área de la báscula esté limpia, que no hayan impedimentos, que las poleas giran, que los rodamientos son buenos, etc.
2. Prueben el cero del sistema de báscula. Ajusten el cero hasta que esté dentro de la tolerancia de la agencia reguladora aplicable. Una cinta debería correr 30 minutos o más, dependiendo de la temperatura antes de la prueba de cero.
3. Prueben el alcance del sistema de báscula utilizando el dispositivo de prueba simulada que escogieron. Ajusten el alcance hasta que esté dentro de la tolerancia requerida por la agencia reguladora aplicable.
Calibración 53

Ejecuten tres a cinco pruebas de repetibilidad. La báscula debería repetir dentro de la tolerancia dada.4. Remuevan el dispositivo de prueba simulada y verifiquen el cero como en el paso 2.5. El sistema ahora está listo para su operación normal.
NotaSi un material está convenientemente disponible, no se tiene que llevar a cabo la prueba simulada. En ese caso se haría la prueba por material semanalmente. Se deberían guardar los resultados de estas pruebas para la agencia reguladora.
Modo Auto Cal [Calibración automática]Por elegir el modo Auto Cal [Calibración automática], la BCi calibrará el cero y el alcance por usar el número de revoluciones de calibración como la referencia para la duración de la calibración. Calibraciones del cero y del alcance se basan en la longitud de la cinta definida por el número de revoluciones y utilizan pesas estáticas o cadenas de prueba. Sigan los siguientes pasos para llevar a cabo una calibración automática:
1. Presionen la tecla programable Auto Cal [Calibración automática] en la pantalla de la BCi. La BCi mostrará las teclas programables Zero Cal [Calibración del cero], Span Cal [Calibración del alcance], Load Resistors [Resistores de carga], y Exit [Salida].
2. El presionar la tecla programable Zero Cal [Calibración del cero] iniciará la secuencia de calibración para la calibración de peso muerto. Para iniciar esta secuencia de calibración, presionen la tecla programable Start [Arrancar]. Mientras que esté corriendo la calibración del cero, el integrador está tomando el promedio del peso de la cinta y utilizando eso como la referencia al cero. Correrá esta secuencia por aproximadamente 10 segundos y luego parará automáticamente cuando se termina el tiempo de prueba. Este proceso está midiendo la distancia que viaja la cinta. Esta es otra razón por qué más revoluciones de la cinta producen una mejor calibración. El integrador entonces puede promediar la cinta por más tiempo y así calcular una mejor referencia como el cero.
3. Después de que el integrador haya calibrado el cero, se muestra un porcentaje de error de cero.
11/23/2011 08:13AM
No
Test Time
Test Accumulator
Old Span Error %
Yes
Span Error %
13.50
117.4
3574
25.00
Accept New Zero
Figura 5-3. Pantalla de porcentaje de error de cero
El operador tiene la opción de aceptar este error y establecer el nuevo valor del peso muerto o rechazarlo, terminando con el no hacer ningún cambio en el peso muerto.
4. La tecla programable Span Cal [Calibración del alcance] iniciará la secuencia de calibración para la calibración del alcance. Esto es similar a la calibración del cero menos que ahora hay una carga aplicada a la báscula durante este proceso. Esta carga puede ser por pesas estáticas, cadenas de prueba, o los resistores de carga. Para iniciar esta secuencia de calibración, presionen la tecla programable Start [Arrancar].
NotaSi están utilizando resistores como la carga, tiene que estar habilitadas antes de iniciar la calibración del alcance.
54 Manual de instalación de la báscula de cinta BCi
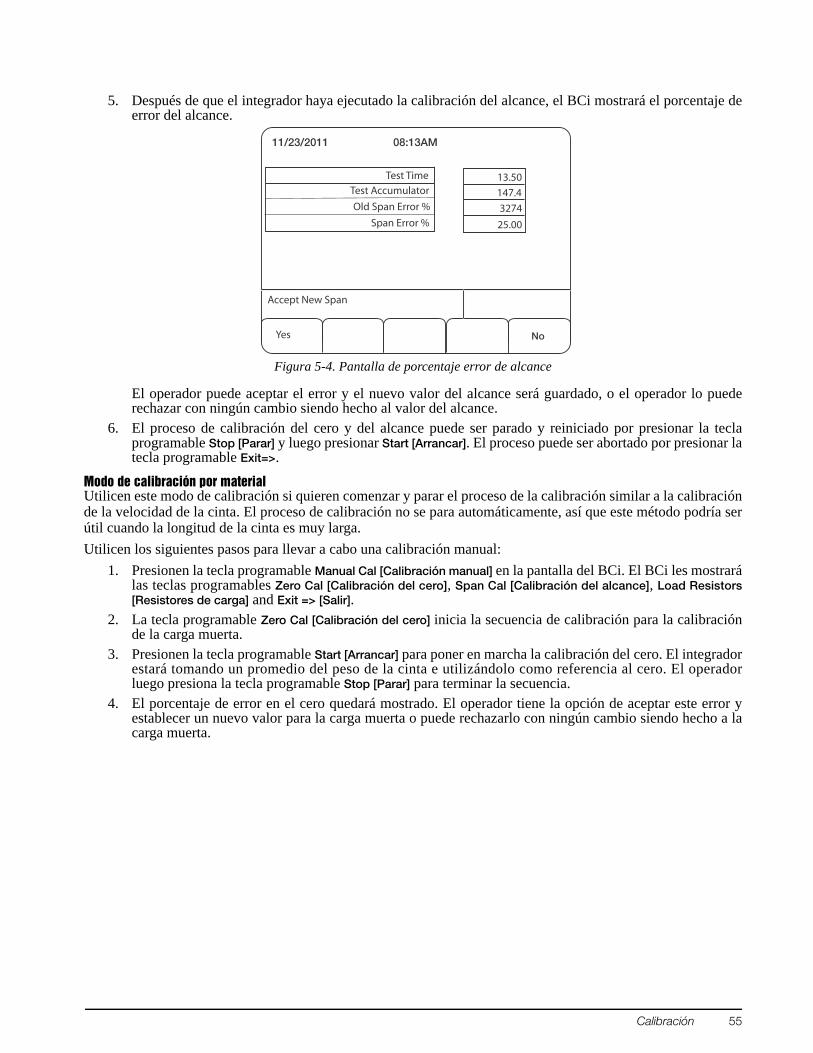
5. Después de que el integrador haya ejecutado la calibración del alcance, el BCi mostrará el porcentaje de error del alcance.
11/23/2011 08:13AM
No
Test Time
Test Accumulator
Old Span Error %
Yes
Span Error %
13.50
147.4
3274
25.00
Accept New Span
Figura 5-4. Pantalla de porcentaje error de alcance
El operador puede aceptar el error y el nuevo valor del alcance será guardado, o el operador lo puede rechazar con ningún cambio siendo hecho al valor del alcance.
6. El proceso de calibración del cero y del alcance puede ser parado y reiniciado por presionar la tecla programable Stop [Parar] y luego presionar Start [Arrancar]. El proceso puede ser abortado por presionar la tecla programable Exit=>.
Modo de calibración por materialUtilicen este modo de calibración si quieren comenzar y parar el proceso de la calibración similar a la calibración de la velocidad de la cinta. El proceso de calibración no se para automáticamente, así que este método podría ser útil cuando la longitud de la cinta es muy larga.
Utilicen los siguientes pasos para llevar a cabo una calibración manual:
1. Presionen la tecla programable Manual Cal [Calibración manual] en la pantalla del BCi. El BCi les mostrará las teclas programables Zero Cal [Calibración del cero], Span Cal [Calibración del alcance], Load Resistors [Resistores de carga] and Exit => [Salir].
2. La tecla programable Zero Cal [Calibración del cero] inicia la secuencia de calibración para la calibración de la carga muerta.
3. Presionen la tecla programable Start [Arrancar] para poner en marcha la calibración del cero. El integrador estará tomando un promedio del peso de la cinta e utilizándolo como referencia al cero. El operador luego presiona la tecla programable Stop [Parar] para terminar la secuencia.
4. El porcentaje de error en el cero quedará mostrado. El operador tiene la opción de aceptar este error y establecer un nuevo valor para la carga muerta o puede rechazarlo con ningún cambio siendo hecho a la carga muerta.
Calibración 55

10/31/2008 08:13AM
No
Test Time
Test Accumulator
Pulses
Yes
Zero % Error
13.50
117.4
3574
418.16
Accept New Zero
Figura 5-5. Aceptar un nuevo cero
5. La tecla programable Span Cal [Calibración del alcance] iniciará la secuencia de calibración para la calibración del alcance. Esta es parecida a la calibración del cero, pero hay una carga aplicada a la báscula durante este proceso. La carga puede ser de pesas estáticas, cadenas de prueba, o los resistores de carga.
6. El operador presionará Start [Arrancar] y el integrador comenzará a tomar promedios del alcance. En algún momento el operador luego presionará la tecla programable Stop [Parar] para terminar la secuencia.
7. El BCi le pedirá del operador la cantidad de material que fue pesado. El operador puede ingresar el nuevo valor y presionar enter [ingresar] o cancelar y salir sin guardar los cambios.
11/23/2011 08:13AM
No
Test Time
Test Accumulator
Old Span Error %
Yes
Span Error %
13.50
147.4
3274
25.00
Accept New Span
Figura 5-6. Aceptar el nuevo alcance
8. El proceso de calibrar el cero y el alcance puede ser parado y reiniciado por presionar la tecla programable Stop [Parar] y luego presionar Start [Arrancar]. El proceso puede ser abortado por presionar la tecla programable Exit => [Salir]
Modo de calibración por tiempoPor elegir este modo, estarán calibrando al integrador en base a tiempo en vez de en base al número de revoluciones de la cinta. Este método es útil para longitudes largas de cintas de más de 1000 pies debido al tiempo que se requiere para completar una revolución completa de la cinta y utiliza pesas estáticas o pesas de prueba.
Utilicen los siguientes pasos para llevar a cabo una calibración en base a tiempo:
1. Presionen la tecla programable Timed Cal [Calibración por tiempo] en la pantalla BCi. El BCi mostrará las teclas programables Zero Cal [Calibración del cero], Span Cal [Calibración del alcance], Load Resistors [Resistores de carga], y Exit [Salir].
56 Manual de instalación de la báscula de cinta BCi

2. La tecla programable Zero Cal [Calibración del cero] inicia la secuencia de calibración para la calibración de la carga muerta. Para iniciar esta secuencia de calibración, presionen la tecla programable Zero Cal [Calibración del cero] y se visualizará la siguiente pantalla.
10/31/2008 08:13AM
End
Test Time
Test Accumulator
Pulses
Home
Zero % Error
13.50
147.4
3274
438.19
Enter Cal Time Seconds =>
Cancel
Figura 5-7. Ingresar el tiempo de calibración
3. Ingresen la cantidad de tiempo que quieren que la calibración corra utilizando el teclado numérico en el BCi. Presionen Enter [Ingresar] y luego presionen Start [Arrancar] para llevar a cabo la secuencia de la calibración por tiempo. Mientras que la calibración del cero esté corriendo, el integrador está tomando un promedio del peso de la cinta y utilizándolo como referencia al cero. Este proceso corre en base a un temporizador, no la distancia que viaja la cinta.
4. Después de que el integrador haya corrido la calibración del cero, se muestra un porcentaje de error del cero.
10/31/2008 08:13AM
No
Test Time
Test Accumulator
Pulses
Yes
Zero % Error
13.50
117.4
3574
418.16
Accept New Zero
Figura 5-8. Pantalla de porcentaje de error del cero
El operador tiene la opción de aceptar este error y establecer el nuevo valor de carga muerta, o puede rechazarlo para que ningún cambio se haga a la carga muerta.
5. Presionen la tecla programable Span Cal [Calibración del alcance] para iniciar la secuencia de calibración para la calibración del alcance. Esta es parecida a la calibración del cero, pero durante este proceso producto será transferido a través de la báscula. Para iniciar esta secuencia de calibración, presionen la tecla programable Start [Arrancar].
Calibración 57

11/23/2011 08:13AM
No
Test Time
Test Accumulator
Old Span Error %
Yes
Span Error %
13.50
147.4
3274
25.00
Accept New Span
Figura 5-9. Aceptar el nuevo alcance
6. Después de que el integrador haya corrida la calibración del alcance, el BCi muestra el porcentaje del error del alcance. El operador puede aceptar el error y el nuevo valor del alcance quedará guardado, o puede rechazarlo con ninguna cambio a los valores del alcance siendo guardados.
7. Se puede parar y reiniciar el proceso de calibración del cero y del alcance por presionar la tecla programable Stop [Parar], y luego presionar Start [Arrancar]. El proceso puede ser abortado por presionar la tecla programable Exit => [Salir].
58 Manual de instalación de la báscula de cinta BCi

6.0 Secuencia de corridaUna vez que se hayan configurado todos los parámetros del supervisor, el BCi debe estar listo para su operación diaria. Las siguientes sub-secciones dan una vista global de cómo van a utilizar el BCi en una jornada normal de trabajo. La pantalla principal está mostrada debajo.
SCALE #1
TargetSettings
11/23/2011 08:13AM
Rate
Speed
Load
Totalizer
Tn/Min
Ft/Minlb/Ft
T
6.2
5.0
3.0
167.8
ResetTotalizer Start Fill Diagnostics Supervisor
Mode
Figura 6-1. Pantalla principal del BCi
Mas allá de los parámetros del modo del supervisor, hay otras teclas programables a las cuales el usuario puede acceder para poner en marcha el BCi. Esas teclas programables incluyen:
• Target Settings [Objetivos]• Diagnostics [Diagnósticos]• Reset Totalizer [Reiniciar el totalizador]• Start Fill [Empezar llenado]
6.1 ObjetivosPresionen la tecla programable Target Settings [Objetivos] para acceder a este parámetro. El parámetro de los objetivos permite al operador cambiar el valor objetivo del llenado y el valor fijo de la preactivación. Presionen la tecla programable Target [Objetivo] para acceder a ese parámetro. Ingresen un nuevo valor objetivo y presionen enter [ingresar] para guardar este valor
SCALE #1
Fixed Preact
11/23/2011 08:13AM
Rate
Speed
Load
Totalizer
Tn/Min
Ft/Minlb/Ft
T
6.2
5.0
3.0
167.8
Target Exit =>
.
Figura 6-2. Pantalla de configuración de objetivos
El valor fijo de la preactivación no estará en uso si la longitud de la preactivación está configurada en el modo de configuración. Para acceder a la tecla programable de la preactivación fija, presionen la tecla programable e ingresen el valor de la preactivación en toneladas. Presionen enter [ingresar] para guardar ese valor.
Manual de instalación y operación del BCi - Secuencia de corrida 59

6.2 DiagnósticosLos diagnósticos verifican los siguientes parámetros para asegurar que las salidas estén funcionando correctamente. Cuando presionando la tecla programable Diagnostics [Diagnósticos], la siguiente pantalla será mostrada.
SCALE #1 11/23/2011 08:13AM
mV Input
PPS
Analog Out
A/D Counts
0.710
34
3.0
167.8
Exit =>
235 Master Total
Figura 6-3.
Presionen la tecla programable Exit [Salir] para salir de los diagnósticos.
6.3 Reiniciar el totalizadorEl operador tiene la opción de borrar todos los datos del totalizador. Seleccionen la tecla programable Reset Totalizer [Reiniciar el totalizador] y se muestra el siguiente aviso al usuario: Clear Totalizer? [Borrar el totalizador?]Presionen Yes [Si] para borrar la información o No para mantener la información ingresada. Si están seleccionando Yes [Si], el aviso den la pantalla dice Totalizer has been reset [El totalizador ha sido reiniciado].
6.4 Empezar llenadoLa tecla programable Start Fill [Empezar llenado] empieza el proceso de llenado y prende la salida digital hasta que se alcanza la preactivación objetiva. Una vez que se cumple la preactivación objetiva, lo que está visualizado en la pantalla cambia a leer Stop Fill [Parar el llenado] que apaga la salida digital y da al operador la tecla programable Re-Start [Empezar de nuevo] o Abort [Abortar].
El presionar Re-Start [Empezar de nuevo] empezará el proceso de llenado de nuevo.
El presionar Abort [Abortar] parara el proceso de llenado y devolverá el integrador a su operación normal.
60 Manual de instalación y operación del BCi

Manual de instalación y operación del BCi - Requisitos del Guía 44 para básculas de cinta transportadora 61
7.0 Requisitos del Guía 44 para básculas de cinta transportadora
Según el Guía 44, un sistema de báscula de cinta transportadora tiene que ser probada después de ser instalada. Tiene que ser probada en el sistema de cinta con el cual va a ser utilizado y bajo las condiciones ambientales que se podrían esperar normalmente. Hay que llevar a cabo cada prueba con cargas de prueba que no sean menos de la carga mínima de prueba.
El hacer ensayos de materiales es la única forma conocida de establecer precisión repetible y trazable en un sistema de báscula de cinta. Normalmente se requieren tres o más ensayos sucesivos de materiales para lograr una precisión aceptable y así demostrar la repetibilidad del sistema de báscula de cinta.
Después del ensayo de materiales, se utilizan uno o más métodos de prueba simulada para asegurar la repetibilidad y mantener la precisión. Se deben conducir ensayos de materiales por lo menos cada seis meses. Los ensayos de materiales también deben ser hechos inmediatamente después de que se haya llevado a cabo mantenimiento en la cinta que podría afectar la báscula.
Una vez que la báscula de cinta es instalada correctamente, utilicen los siguientes procedimientos para hacer una prueba o ensayo de materiales en la báscula.
7.1 Prueba de referenciaSe utiliza una báscula de referencia para pesar de antemano y después el material que se utilizará para la calibración de la báscula de cinta. Las diferentes clases de básculas que se pueden utilizar son las siguientes:
• Báscula estática vehicular• Báscula estática de riel• Una báscula certificada de cinta• Báscula de riel de puente completa no acoplada en movimiento• Báscula de riel de pesaje por ejes en movimiento• Depósito de pesa de prueba• Sistema Garner
Las siguientes básculas y métodos no son aceptables para ensayos de materiales:
• Báscula de riel acoplado en movimiento• Sondeo marino de profundidad• Conteo de camión o cubo
7.2 Condiciones de la pruebaHay que probar una báscula de cinta después de que sea instalada en el sistema de cinta transportadora con la cual se va a utilizar. También necesita ser probada bajo las mismas condiciones ambientales como se pueden normalmente esperar. Hay que probarlo a su capacidad en uso normal y puede ser probado a cualquier tasa de flujo que se podría utilizar en esta aplicación. Se requiere hacer tres pruebas. Cada prueba debe ser conducida para lo siguiente:
Guía 44• No menos de 1000 divisiones de báscula• Por lo menos tres revoluciones de la cinta• Por lo menos 10 minutos de operación o el tiempo suficiente para hacer un pesaje normal
Manual de Básculas AAR• No menos de 1000 divisiones de báscula• Por lo menos tres revoluciones de la cinta• Por lo menos 10 minutos de operación o el tiempo suficiente para hacer un pesaje normal.

8.0 MantenimientoLa información de mantenimiento en este manual está diseñado para cubrir todos los aspectos del mantener y localizar problemas en la báscula de cinta en movimiento BCi. Si se encuentran con un problema que requiere ayuda técnica, pueden llamar el departamento de servicio de Rice Lake Weighing Systems al 1-800-472-6703.
NotaCuando llaman para ayuda técnica, tengan el modelo de su báscula y su número serie a la mano.
8.1 Puntos de control en mantenimientoLa báscula debe ser probada frecuentemente para determinar cuando se requiere una calibración. Se recomienda verificar la calibración del cero cada segundo día y que la calibración de la báscula se verifique cada semana por varios meses después de su instalación. Observen los resultados y aumenten los periodos entre las pruebas de calibración, dependiendo de la precisión que buscan tener.
Establezcan un procedimiento de inspección rutinaria, incluyendo no solo la báscula de cinta transportadora misma sino también el sistema entero de manejo de materiales. Noten cualquier cambio en la función de la báscula e informen el individuo o departamento responsable por el rendimiento de la báscula.
Pautas para la administración del lugar de la básculaHay varios asuntos de mantenimiento que necesitan atención para mantener el bienestar general de la báscula de cinta. Están listadas debajo.
LimpiezaMantengan la área de la báscula limpio de piedras, polvo y una acumulación de escombros o material.
LubricaciónSe debería lubricar los rodillos intermedios una a dos veces por año. El sobrecargar los rodillos de pesaje con lubricante puede cambiar el peso de tara y dejar la báscula fuera de calibración. Se necesita hacer una calibración del cero después de lubricar la báscula.
Entrenamiento de la cintaHay que entrenar la cinta para correr recto a la linea central de los rodillos en al área de la báscula cuando corriendo vació (sin carga), ademas de bajo condiciones de carga. Cuando no se puede lograr esto a causa del cargar de forma no céntrica, se debería modificar el proceso de cargar. Cuando una cinta no puede ser entrenada mientras vacía pero si se puede entrenarla mientras cargada, será necesario entrenar la cinta sobre la báscula por lo menos durante las pruebas de calibración.
Tensión de la cintaEs importante que las condiciones de la cinta se mantengan iguales en todo momento. Por eso se recomienda el uso de acogidas tipo gravedad [gravity-type take-ups] en toda cinta en la cual hay instalada una báscula de cinta. Las cintas que no tengan algún dispositivo de mantenimiento de tensión constante van a requerir calibración cuando sea que la tensión de la cinta cambie y se reajusta la acogida.
Cargando la cintaSe debe evitar condiciones de carga extrema que causen que la tasa de flujo esté por encima de 125% del rango del instrumento. Cualquier capacidad de carga por encima de esta cantidad no puede ser medida. Se debería ajustar el cargar de su cinta para mantenerlo dentro del rango del instrumento. Por el otro lado, tasas muy bajas de flujo con respecto al rango total de la capacidad de la báscula pueden producir una precisión disminuida.
Material pegándose a la cintaEl material puede formar una película en la cinta que termina siendo llevada continuamente alrededor de la cinta y nunca es descargada. Esta condición muchas veces es verdad cuando manejando material mojado y fino. Se pueden usar raspador de cinta para corregir esta condición. Si no se puede remover la capa o película, se tendrá que ajustar el cero. Cualquier cambio en la acumulación de la capa o la película pegándose a la cinta requerirá más ajuste.
62 Manual de instalación y operación del BCi
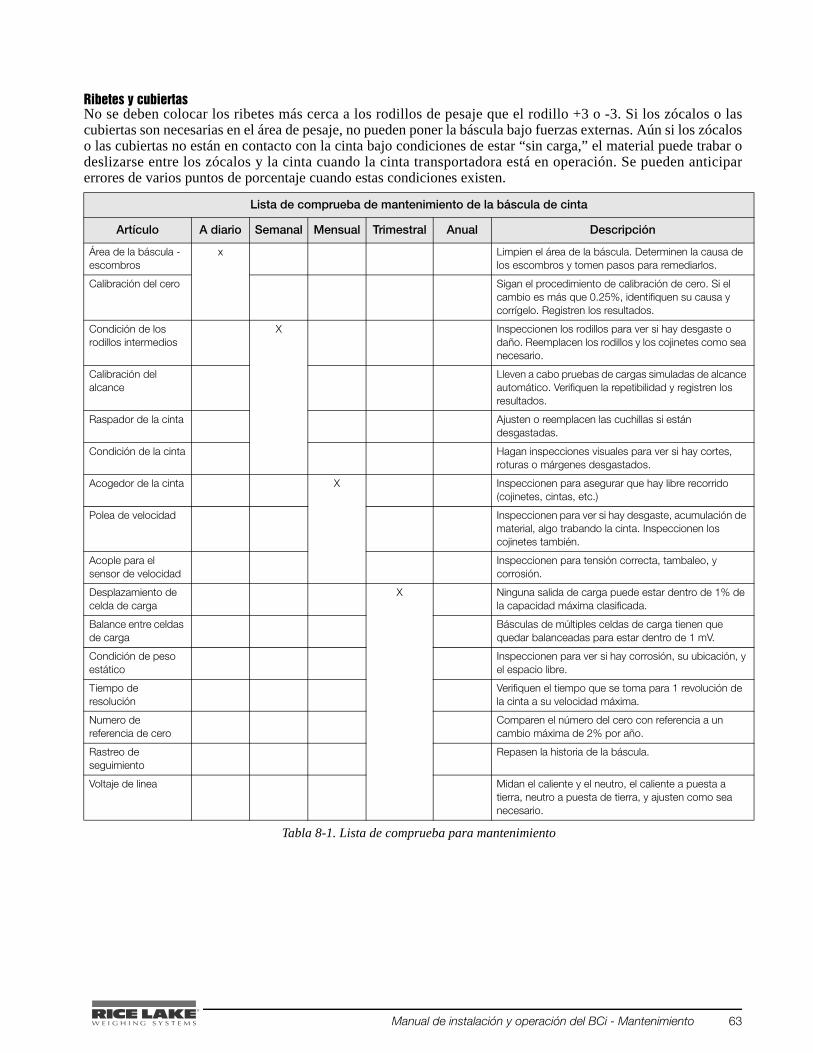
Ribetes y cubiertasNo se deben colocar los ribetes más cerca a los rodillos de pesaje que el rodillo +3 o -3. Si los zócalos o las cubiertas son necesarias en el área de pesaje, no pueden poner la báscula bajo fuerzas externas. Aún si los zócalos o las cubiertas no están en contacto con la cinta bajo condiciones de estar “sin carga,” el material puede trabar o deslizarse entre los zócalos y la cinta cuando la cinta transportadora está en operación. Se pueden anticipar errores de varios puntos de porcentaje cuando estas condiciones existen.
Lista de comprueba de mantenimiento de la báscula de cinta
Artículo A diario Semanal Mensual Trimestral Anual Descripción
Área de la báscula - escombros
x Limpien el área de la báscula. Determinen la causa de los escombros y tomen pasos para remediarlos.
Calibración del cero Sigan el procedimiento de calibración de cero. Si el cambio es más que 0.25%, identifiquen su causa y corrígelo. Registren los resultados.
Condición de los rodillos intermedios
X Inspeccionen los rodillos para ver si hay desgaste o daño. Reemplacen los rodillos y los cojinetes como sea necesario.
Calibración del alcance
Lleven a cabo pruebas de cargas simuladas de alcance automático. Verifiquen la repetibilidad y registren los resultados.
Raspador de la cinta Ajusten o reemplacen las cuchillas si están desgastadas.
Condición de la cinta Hagan inspecciones visuales para ver si hay cortes, roturas o márgenes desgastados.
Acogedor de la cinta X Inspeccionen para asegurar que hay libre recorrido (cojinetes, cintas, etc.)
Polea de velocidad Inspeccionen para ver si hay desgaste, acumulación de material, algo trabando la cinta. Inspeccionen los cojinetes también.
Acople para el sensor de velocidad
Inspeccionen para tensión correcta, tambaleo, y corrosión.
Desplazamiento de celda de carga
X Ninguna salida de carga puede estar dentro de 1% de la capacidad máxima clasificada.
Balance entre celdas de carga
Básculas de múltiples celdas de carga tienen que quedar balanceadas para estar dentro de 1 mV.
Condición de peso estático
Inspeccionen para ver si hay corrosión, su ubicación, y el espacio libre.
Tiempo de resolución
Verifiquen el tiempo que se toma para 1 revolución de la cinta a su velocidad máxima.
Numero de referencia de cero
Comparen el número del cero con referencia a un cambio máxima de 2% por año.
Rastreo de seguimiento
Repasen la historia de la báscula.
Voltaje de linea Midan el caliente y el neutro, el caliente a puesta a tierra, neutro a puesta de tierra, y ajusten como sea necesario.
Tabla 8-1. Lista de comprueba para mantenimiento
Manual de instalación y operación del BCi - Mantenimiento 63
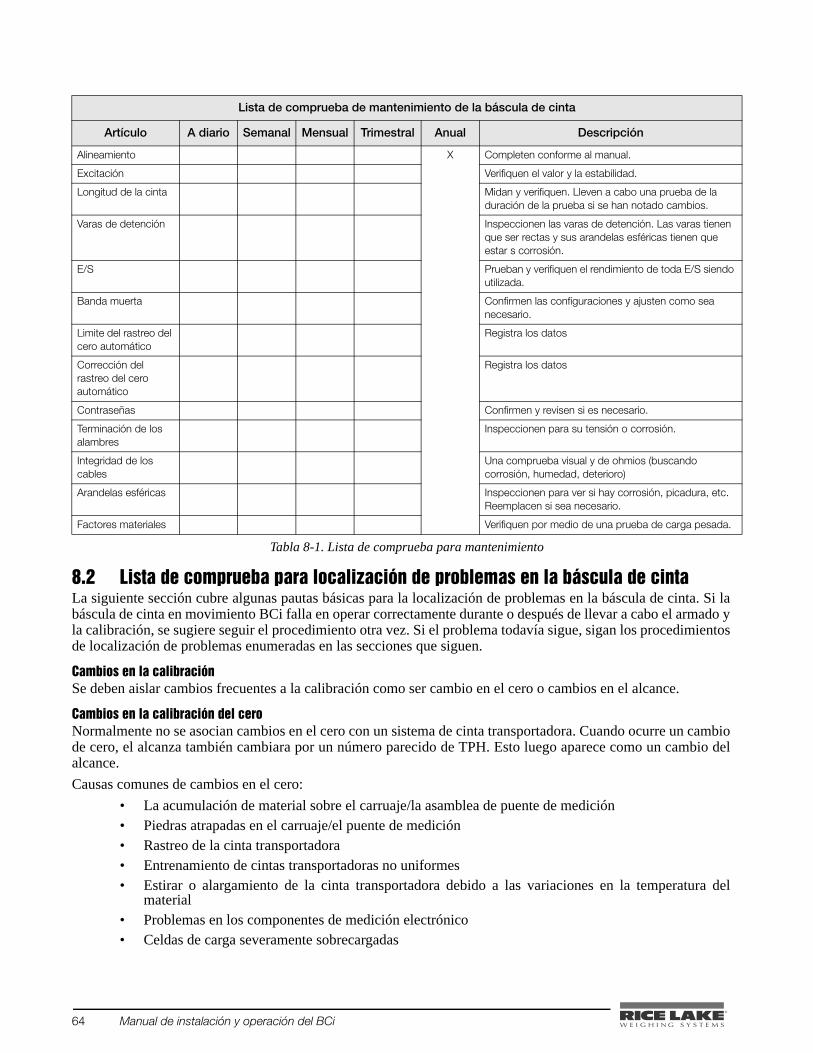
8.2 Lista de comprueba para localización de problemas en la báscula de cintaLa siguiente sección cubre algunas pautas básicas para la localización de problemas en la báscula de cinta. Si la báscula de cinta en movimiento BCi falla en operar correctamente durante o después de llevar a cabo el armado y la calibración, se sugiere seguir el procedimiento otra vez. Si el problema todavía sigue, sigan los procedimientos de localización de problemas enumeradas en las secciones que siguen.
Cambios en la calibraciónSe deben aislar cambios frecuentes a la calibración como ser cambio en el cero o cambios en el alcance.
Cambios en la calibración del ceroNormalmente no se asocian cambios en el cero con un sistema de cinta transportadora. Cuando ocurre un cambio de cero, el alcanza también cambiara por un número parecido de TPH. Esto luego aparece como un cambio del alcance.
Causas comunes de cambios en el cero:
• La acumulación de material sobre el carruaje/la asamblea de puente de medición• Piedras atrapadas en el carruaje/el puente de medición• Rastreo de la cinta transportadora• Entrenamiento de cintas transportadoras no uniformes• Estirar o alargamiento de la cinta transportadora debido a las variaciones en la temperatura del
material• Problemas en los componentes de medición electrónico• Celdas de carga severamente sobrecargadas
Alineamiento X Completen conforme al manual.
Excitación Verifiquen el valor y la estabilidad.
Longitud de la cinta Midan y verifiquen. Lleven a cabo una prueba de la duración de la prueba si se han notado cambios.
Varas de detención Inspeccionen las varas de detención. Las varas tienen que ser rectas y sus arandelas esféricas tienen que estar s corrosión.
E/S Prueban y verifiquen el rendimiento de toda E/S siendo utilizada.
Banda muerta Confirmen las configuraciones y ajusten como sea necesario.
Limite del rastreo del cero automático
Registra los datos
Corrección del rastreo del cero automático
Registra los datos
Contraseñas Confirmen y revisen si es necesario.
Terminación de los alambres
Inspeccionen para su tensión o corrosión.
Integridad de los cables
Una comprueba visual y de ohmios (buscando corrosión, humedad, deterioro)
Arandelas esféricas Inspeccionen para ver si hay corrosión, picadura, etc. Reemplacen si sea necesario.
Factores materiales Verifiquen por medio de una prueba de carga pesada.
Lista de comprueba de mantenimiento de la báscula de cinta
Artículo A diario Semanal Mensual Trimestral Anual Descripción
Tabla 8-1. Lista de comprueba para mantenimiento
64 Manual de instalación y operación del BCi
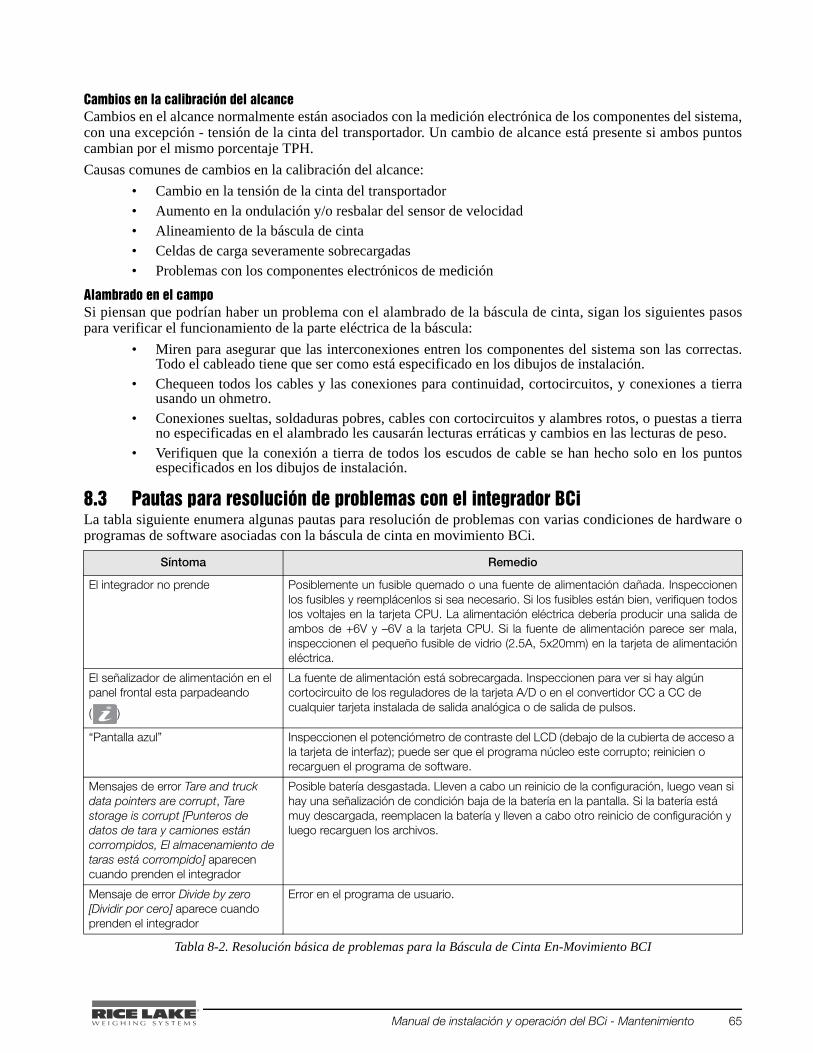
Cambios en la calibración del alcanceCambios en el alcance normalmente están asociados con la medición electrónica de los componentes del sistema, con una excepción - tensión de la cinta del transportador. Un cambio de alcance está presente si ambos puntos cambian por el mismo porcentaje TPH.
Causas comunes de cambios en la calibración del alcance:
• Cambio en la tensión de la cinta del transportador• Aumento en la ondulación y/o resbalar del sensor de velocidad• Alineamiento de la báscula de cinta• Celdas de carga severamente sobrecargadas• Problemas con los componentes electrónicos de medición
Alambrado en el campoSi piensan que podrían haber un problema con el alambrado de la báscula de cinta, sigan los siguientes pasos para verificar el funcionamiento de la parte eléctrica de la báscula:
• Miren para asegurar que las interconexiones entren los componentes del sistema son las correctas. Todo el cableado tiene que ser como está especificado en los dibujos de instalación.
• Chequeen todos los cables y las conexiones para continuidad, cortocircuitos, y conexiones a tierra usando un ohmetro.
• Conexiones sueltas, soldaduras pobres, cables con cortocircuitos y alambres rotos, o puestas a tierra no especificadas en el alambrado les causarán lecturas erráticas y cambios en las lecturas de peso.
• Verifiquen que la conexión a tierra de todos los escudos de cable se han hecho solo en los puntos especificados en los dibujos de instalación.
8.3 Pautas para resolución de problemas con el integrador BCiLa tabla siguiente enumera algunas pautas para resolución de problemas con varias condiciones de hardware o programas de software asociadas con la báscula de cinta en movimiento BCi.
Síntoma Remedio
El integrador no prende Posiblemente un fusible quemado o una fuente de alimentación dañada. Inspeccionen los fusibles y reemplácenlos si sea necesario. Si los fusibles están bien, verifiquen todos los voltajes en la tarjeta CPU. La alimentación eléctrica debería producir una salida de ambos de +6V y –6V a la tarjeta CPU. Si la fuente de alimentación parece ser mala, inspeccionen el pequeño fusible de vidrio (2.5A, 5x20mm) en la tarjeta de alimentación eléctrica.
El señalizador de alimentación en el panel frontal esta parpadeando
( )
La fuente de alimentación está sobrecargada. Inspeccionen para ver si hay algún cortocircuito de los reguladores de la tarjeta A/D o en el convertidor CC a CC de cualquier tarjeta instalada de salida analógica o de salida de pulsos.
“Pantalla azul” Inspeccionen el potenciómetro de contraste del LCD (debajo de la cubierta de acceso a la tarjeta de interfaz); puede ser que el programa núcleo este corrupto; reinicien o recarguen el programa de software.
Mensajes de error Tare and truck data pointers are corrupt, Tare storage is corrupt [Punteros de datos de tara y camiones están corrompidos, El almacenamiento de taras está corrompido] aparecen cuando prenden el integrador
Posible batería desgastada. Lleven a cabo un reinicio de la configuración, luego vean si hay una señalización de condición baja de la batería en la pantalla. Si la batería está muy descargada, reemplacen la batería y lleven a cabo otro reinicio de configuración y luego recarguen los archivos.
Mensaje de error Divide by zero [Dividir por cero] aparece cuando prenden el integrador
Error en el programa de usuario.
Tabla 8-2. Resolución básica de problemas para la Báscula de Cinta En-Movimiento BCI
Manual de instalación y operación del BCi - Mantenimiento 65

Hay líneas con marcas entrecortadas en la pantalla
Condición de estar sobrerango o debajo de rango. Inspeccionen la báscula. Para condiciones cuando el estar fuera del rango de funcionamiento aparecen en la pantalla de la báscula total, verifiquen que todas las entradas de básculas están dando valores positivos de peso.
La pantalla lee 0.000000 La báscula no está actualizando. Vean si hay alguna tarjeta opcional trabando el bus.
No se puede ingresar al modo de configuración
Posible interruptor malo. Hagan pruebas en el interruptor; reemplacen la tarjeta de interfaz si sea necesario.
El puerto serie no está respondiendo Posible error en la configuración. Para ingreso de comandos, aseguren que el parámetro INPUT esté puesto en CMD.
La báscula A/D esta fuera de su rango de funcionamiento
Inspeccionen la báscula fuente para ver que su operación mecánica esté funcionando correctamente. Inspeccionen la celda de carga y su conexión por cable. Posible celda de carga dañada; prueban la operación del integrador por medio de un simulador de celda de carga.
Locked — Scale in use[Bloqueado - báscula en uso]
La báscula está asignada como ser una entrada a una báscula total o es la fuente para una báscula serie, salida analógica, o punto de corte. Si no está produciendo la señal correcta, borren la configuración de esta asignación de báscula y configúrenlo de nuevo como sea necesario.
Option x Error[Error de opción x]
Tarjeta de field bus [bus de campo] (Profibus, DeviceNet, o E/S Remoto) en la ranura x fallo en inicializar.
Falla en la tarjeta de opción Posible tarjeta o ranura defectuosa. Desconecten la alimentación eléctrica, instalen la tarjeta en una ranura diferente, y luego conecten la alimentación eléctrica de nuevo.
Síntoma Remedio
Tabla 8-2. Resolución básica de problemas para la Báscula de Cinta En-Movimiento BCI
66 Manual de instalación y operación del BCi

Manual de instalación y operación del BCi - Mantenimiento 67
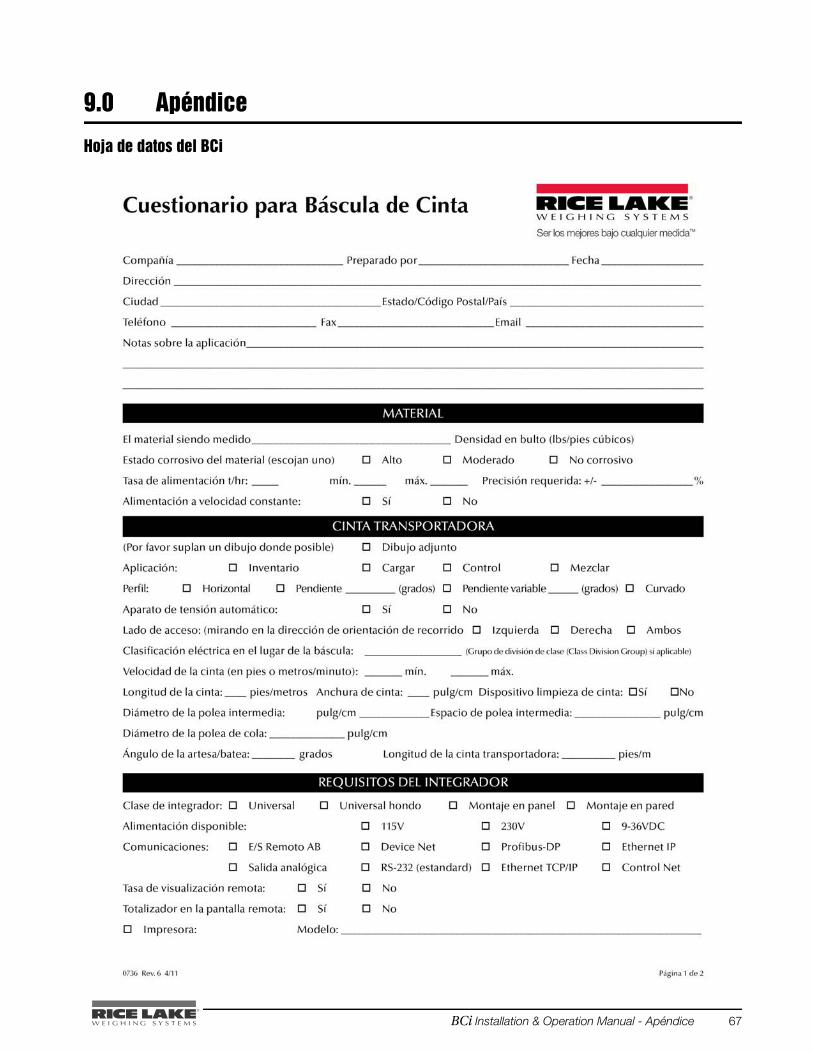
9.0 Apéndice
Hoja de datos del BCi
BCi Installation & Operation Manual - Apéndice 67

68 BCi Installation & Operation Manual

Registro en campo permanente del BCi
Registro permanente en campo del BCi
Mantengan este registro en un lugar conveniente por si tengan que hacer algún mantenimiento en el BCi.
Número de la cinta transportadora ____________________________________________________
Fecha ____________________________________________________
Capacidad de la báscula (toneladas por hora) ____________________________________________________
mv/v de celda de carga (promedio) ____________________________________________________
Total de las celdas de carga = #4 x #7 ____________________________________________________
Número de rodillos intermedios ____________________________________________________
Número de celdas de carga ____________________________________________________
Espacio entre rodillos ____________________________________________________
Capacidad de la celda de carga ____________________________________________________
Lontigued de la cinta transportadora ____________________________________________________
Pulsos por revolución ____________________________________________________
Número de revoluciones de prueba ____________________________________________________
Conteos de cero ____________________________________________________
Factor de material ____________________________________________________
BCi Installation & Operation Manual - Apéndice 69
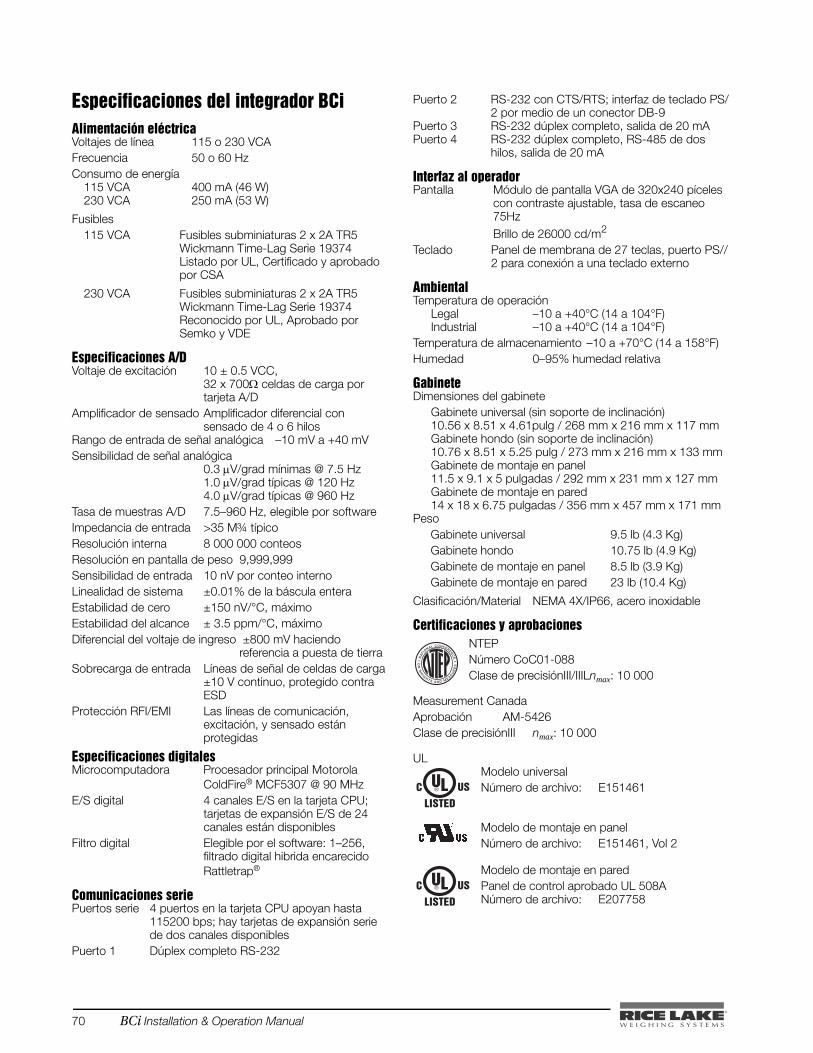
Especificaciones del integrador BCiAlimentación eléctricaVoltajes de línea 115 o 230 VCAFrecuencia 50 o 60 HzConsumo de energía
115 VCA 400 mA (46 W)230 VCA 250 mA (53 W)
Fusibles115 VCA Fusibles subminiaturas 2 x 2A TR5
Wickmann Time-Lag Serie 19374Listado por UL, Certificado y aprobado por CSA
230 VCA Fusibles subminiaturas 2 x 2A TR5Wickmann Time-Lag Serie 19374Reconocido por UL, Aprobado por Semko y VDE
Especificaciones A/DVoltaje de excitación 10 ± 0.5 VCC,
32 x 700 celdas de carga por tarjeta A/D
Amplificador de sensado Amplificador diferencial con sensado de 4 o 6 hilos
Rango de entrada de señal analógica –10 mV a +40 mVSensibilidad de señal analógica
0.3 V/grad mínimas @ 7.5 Hz 1.0 V/grad típicas @ 120 Hz4.0 V/grad típicas @ 960 Hz
Tasa de muestras A/D 7.5–960 Hz, elegible por softwareImpedancia de entrada >35 M¾ típicoResolución interna 8 000 000 conteosResolución en pantalla de peso 9,999,999Sensibilidad de entrada 10 nV por conteo internoLinealidad de sistema ±0.01% de la báscula enteraEstabilidad de cero ±150 nV/°C, máximoEstabilidad del alcance ± 3.5 ppm/°C, máximoDiferencial del voltaje de ingreso ±800 mV haciendo
referencia a puesta de tierraSobrecarga de entrada Líneas de señal de celdas de carga
±10 V continuo, protegido contra ESD
Protección RFI/EMI Las líneas de comunicación, excitación, y sensado están protegidas
Especificaciones digitalesMicrocomputadora Procesador principal Motorola
ColdFire® MCF5307 @ 90 MHzE/S digital 4 canales E/S en la tarjeta CPU;
tarjetas de expansión E/S de 24 canales están disponibles
Filtro digital Elegible por el software: 1–256, filtrado digital hibrida encarecido Rattletrap®
Comunicaciones seriePuertos serie 4 puertos en la tarjeta CPU apoyan hasta
115200 bps; hay tarjetas de expansión serie de dos canales disponibles
Puerto 1 Dúplex completo RS-232
Puerto 2 RS-232 con CTS/RTS; interfaz de teclado PS/2 por medio de un conector DB-9
Puerto 3 RS-232 dúplex completo, salida de 20 mAPuerto 4 RS-232 dúplex completo, RS-485 de dos
hilos, salida de 20 mA
Interfaz al operadorPantalla Módulo de pantalla VGA de 320x240 píceles
con contraste ajustable, tasa de escaneo 75HzBrillo de 26000 cd/m2
Teclado Panel de membrana de 27 teclas, puerto PS//2 para conexión a una teclado externo
AmbientalTemperatura de operación
Legal –10 a +40°C (14 a 104°F)Industrial –10 a +40°C (14 a 104°F)
Temperatura de almacenamiento –10 a +70°C (14 a 158°F)Humedad 0–95% humedad relativa
GabineteDimensiones del gabinete
Gabinete universal (sin soporte de inclinación)10.56 x 8.51 x 4.61pulg / 268 mm x 216 mm x 117 mmGabinete hondo (sin soporte de inclinación)10.76 x 8.51 x 5.25 pulg / 273 mm x 216 mm x 133 mmGabinete de montaje en panel11.5 x 9.1 x 5 pulgadas / 292 mm x 231 mm x 127 mmGabinete de montaje en pared14 x 18 x 6.75 pulgadas / 356 mm x 457 mm x 171 mm
PesoGabinete universal 9.5 lb (4.3 Kg)Gabinete hondo 10.75 lb (4.9 Kg)Gabinete de montaje en panel 8.5 lb (3.9 Kg)Gabinete de montaje en pared 23 lb (10.4 Kg)
Clasificación/Material NEMA 4X/IP66, acero inoxidable
Certificaciones y aprobaciones
•NAT
IONA
L CONFERENCE
•
ON
WEIG
HT S AND M EA
SURES
NTEPNúmero CoC01-088Clase de precisiónIII/IIILnmax: 10 000
Measurement CanadaAprobación AM-5426Clase de precisiónIII nmax: 10 000
UL
ULC US
LISTED
®
Modelo universalNúmero de archivo: E151461
Modelo de montaje en panelNúmero de archivo: E151461, Vol 2
ULC US
LISTED
®
Modelo de montaje en paredPanel de control aprobado UL 508ANúmero de archivo: E207758
70 BCi Installation & Operation Manual

OIMLGB-1140 nmax: 6 000GB-1135 nmax: 10 000
BCi Installation & Operation Manual - Apéndice 71

Garantía limitada del BCiRice Lake Weighing Systems (RLWS) garantiza que (a) el programa de software funcionará conforme a los materiales impresos que lo acompañan por un periodo de noventa (90) días desde la fecha de su recibo; y (b) que cualquier hardware acompañando al programa de software será libre de defectos en los materiales y mano de obra bajo uso y servicio normal por un periodo de un (1) año desde la fecha del recibo.
Esta Garantía Limitada es nula si la falla del programa de software o el hardware es el resultado de un accidente, abuso, mala aplicación, o especificación incorrecta de parte del usuario. Cualquier programa de software de reemplazo será garantizado para el resto del periodo de la garantía original o treinta (30) días, cualquiera sea el más largo.
Si el software falla en ajustarse a estas garantías, RLWS reparará o reemplazará, a su criterio, dicha mercadería devuelta dentro del periodo de garantía, en sujeción a las siguientes condiciones:
• En el momento en que el Comprador descubra tal disconformidad, RLWS recibirá una pronta notificación por escrito con una explicación detallada de las presuntas deficiencias.
• Los componentes electrónicos individuales devueltos a RLWS con fines de la garantía tienen que estar empaquetados para evitar daños por descargas electrostáticas (ESD) durante el envió. Los requisitos de empaque se enumeran en una publicación, Protegiendo sus componentes del daño por descargas estáticas durante envío, disponible desde el Departamento de devolución de equipos de RLWS.
• La examinación de dicho equipo por RLWS confirma que la desconformidad existe y que no fue causada por accidente, uso indebido, negligencia, alteración, instalación incorrecta, reparación incorrecta ni prueba incorrecta; RLWS será el único que emitirá juicio sobre todas las presuntas desconformidades.
• Dicho equipo no ha sido modificado, alterado, ni cambiado por ninguna persona excepto RLWS o sus agentes de reparación debidamente autorizados.
• RLWS tendrá tiempo razonable para reparar o reemplazar el equipo defectuoso. El comprador es responsable de los gastos de envío en ambos sentidos (de ida y vuelta).
• En ningún caso se hará responsable RLWS por el tiempo de viaje o las reparaciones en el sitio de emplazamiento, incluyendo el montaje o desmontaje del equipo, ni responderá por el costo de cualquier reparación realizado por terceros.
ESTAS GARANTÍAS EXCLUYEN TODA OTRA GARANTÍA, EXPRESA O IMPLÍCITA, INCLUYENDO DE FORMA ILIMITADA LAS GARANTÍAS DE COMERCIALIZACIÓN O IDONEIDAD PARA ALGÚN PROPÓSITO EN PARTICULAR. NI RLWS NI EL DISTRIBUIDOR SERÁN RESPONSABLES EN NINGÚN CASO POR DAÑOS INCIDENTALES NI RESULTANTES O CONSECUENCIALES.
RLWS Y EL COMPRADOR ACUERDAN QUE LA ÚNICA Y EXCLUSIVA RESPONSABILIDAD DE RLWS DE AQUÍ EN ADELANTE SE LIMITA A REPARAR O REEMPLAZAR DICHA MERCADERÍA. EN ACEPTAR ESTA GARANTÍA, EL COMPRADOR RENUNCIA A TODO Y CUALQUIER OTRO RECLAMO A LA GARANTÍA.
SI EL VENDEDOR NO FUERA RLWS, EL COMPRADOR ACUERDA DIRIGIRSE SOLO AL VENDEDOR POR RECLAMOS BAJO LA GARANTÍA.
NINGUNOS TERMINOS, CONDICIONES, ENTENDIMIENTOS NI ACUERDOS QUE PRETENDEN MODIFICAR LOS TÉRMINOS DE ESTA GARANTÍA TENDRÁN EFECTO LEGAL A MENOS QUE ESTÉN HECHOS POR ESCRITO Y FIRMADOS POR UN DIRECTOR DE LA CORPORACIÓN RLWS Y EL COMPRADOR.
© Enero 2012 Rice Lake Weighing Systems, Inc. Rice Lake, WI EE.UU. Todos los derechos reservados.
RICE LAKE WEIGHING SYSTEMS • 230 WEST COLEMAN STREET • RICE LAKE, WISCONSIN 54868 • EE.UU.
72 BCi Installation & Operation Manual


230 W. Coleman St. • Rice Lake, WI 54868 • EE.UU.EE.UU. 800-472-6703 • Canadá/México 800-321-6703
Internacional 715-234-9171
www.ricelake.com