Embed Size (px)
Citation preview

MMAANNUUAALL DDEE MMIINNIIMMIIZZAACCIIÓÓNN,, TTRRAATTAAMMIIEENNTTOO YYDDIISSPPOOSSIICCIIOONN
CCCOOONNNCCCEEEPPPTTTOOO DDDEEE MMMAAANNNEEEJJJOOO DDDEEE RRREEESSSIIIDDDUUUOOOSSSPPPEEELLLIIIGGGRRROOOSSSOOOSSS EEE IIINNNDDDUUUSSSTTTRRRIIIAAALLLEEESSS PPPAAARRRAAA EEELLL GGGIIIRRROOO
DDDEEE LLLAAA GGGAAALLLVVVAAANNNOOOPPPLLLAAASSSTTTIIIAAA
CCoommiissiióónn AAmmbbiieennttaall MM eettrrooppoolliittaannaa
eenn ccoollaabboorraacciióónn ccoonn::
GGTTZZ -- SSoocciieeddaadd AAlleemmaannaa ddee CCooooppeerraacciióónn TTééccnniiccaa
TTÜÜVV AARRGGEE –– MM EEXX
MMééxxiiccoo DD..FF..,, SSeeppttiieemmbbrree ddee 11999988


Agradecimientos
I
Agradecimientos
Agradecemos la valiosa colaboración de las siguientes empresas del giro de la galvanoplastia,sin las cuales no hubiera sido posible la elaboración del presente manual.
♦ Anodizados Especializados, S.A. de C.V.
♦ Anodizados Metálicos, S.A. de C.V.
♦ Artículos Metálicos Perea, S.A. de C.V.
♦ Caberi, S.A. de C.V.
♦ Cerraduras y Candados Phillips, S.A. de C.V.
♦ Cromadora las Torres, S.A. de C.V.
♦ Cromados Arregui, S.A. de C.V.
♦ Cromo Duro, S.A. de C.V.
♦ Electroacabados, S.A. de C.V.
♦ Ericsson Telecom, S.A. de C.V.
♦ Galvanizadora México, S.A. de C.V.
♦ Galvanizadora Nacional, S.A. de C.V.
♦ Galvanizadora Noval, S.A. de C.V.
♦ Galvanizados Especiales, S.A. de C.V.
♦ Galvanodepósitos, S.A. de C.V.
♦ Grupo Rosher, S.A. de C.V.
♦ Icroma, S.A. de C.V.
♦ Ingeniería Electroquímica Aplicada, S.A. de C.V.
♦ Navanodic, S.A. de C.V.
♦ Nicro, S.A. de C.V.
♦ Procesos Galvano, S.A. de C.V.
♦ Pulidos y Acabados Automotrices, S.A. de C.V.
♦ Ramón Pages, S.A. de C.V.
♦ Recubrimientos Metálicos de México, S.A. de C.V.
♦ Recubrimientos Metálicos Yasa, S.A. de C.V.

Concepto de Manejo de Residuos Peligrosos e Industriales para el Giro de la Galvanoplastia
II
También agradecemos la invaluable cooperación de los participantes inscritos dentro del“Seminario sobre Conceptos Empresariales para el Manejo y Minimización de ResiduosIndustriales”, por continuar participando en la realización de las visitas técnicas a las industriasy en la elaboración de los reportes que forman parte del presente manual.
Se agradece especialmente la colaboración de SIEMENS, por la donación de equipo deprotección personal para los técnicos que realizaron las visitas industriales.
Asimismo, hacemos patente nuestro agradecimiento a las siguientes instituciones públicas,educativas y de investigación, así como cámaras industriales que apoyaron decididamente lostrabajos para la integración de los manuales a través de sus distinguidos representantes ycolaboradores.
§ Asociación Nacional de la Industria Química, A.C.
§ Cámara Nacional de la Industria de la Transformación
§ Centro Nacional de Investigación y Capacitación Ambiental
§ Confederación Nacional de Cámaras Industriales
§ Dirección General de Construcción y Operación Hidráulica del Distrito Federal
§ Dirección General de Obras Públicas del Distrito Federal
§ Instituto Nacional de Ecología
§ Laboratorio de Bacteriología y Fisicoquímica del Distrito Federal
§ Laboratorio de Química Analítica Ambiental, UNAM
§ Procuraduría Federal de Protección al Ambiente
§ Secretaría de Ecología del Estado de México
§ Universidad Autónoma Metropolitana, Azcapotzalco

Indice
III
Indice
AGRADECIMIENTOS I
PRÓLOGO VIII
1 INTRODUCCIÓN 1
1.1 Definición de las empresas que incluye el concepto del giro de la galvanoplastia 1
1.2 Datos estadísticos del giro de la galvanoplastia 1
1.3 Situación actual del manejo de residuos generados en la industria de galvanoplastia 51.3.1 Confinamiento Controlado 61.3.2 Reuso/Reciclaje 71.3.3 Almacenamiento temporal en planta 71.3.4 Relleno sanitario 71.3.5 Tratamiento físico-químico 81.3.6 Descarga al drenaje municipal 81.3.7 Resumen de la situación de manejo de residuos en las empresas de la galvanoplastia 9
2 BASES LEGALES PARA EL MANEJO DE LOS RESIDUOS PELIGROSOS 10
2.1 La Ley General del Equilibrio Ecológico y Protección al Ambiente 102.1.1 Reglamento de la LGEEPA en Materia de Residuos Peligrosos 12
2.2 Normas Oficiales Mexicanas aplicables al giro de la galvanoplastia 132.2.1 Caracterización de residuos peligrosos 132.2.2 Manejo de sustancias peligrosas 142.2.3 Almacenamiento, etiquetado y transporte de residuos peligrosos 142.2.4 Prevención y control de la contaminación del agua 162.2.5 Prevención y control de la contaminación atmosférica 162.2.6 Calidad de combustibles 172.2.7 Protección contra ruido 172.2.8 Protección y seguridad en áreas de trabajo 17
2.3 Proyectos de Normas Oficiales Mexicanas 17
3 CONCEPTOS EMPRESARIALES PARA EL MANEJO INTEGRAL DE LOSRESIDUOS PELIGROSOS E INDUSTRIALES 19
3.1 Procedimiento 203.1.1 Análisis de la situación actual de la empresa 203.1.2 Identificación de los puntos y causas de la generación de residuos 253.1.3 Identificación de oportunidades de minimización y opciones de manejo 253.1.4 Monitoreo y evaluación del concepto de manejo de residuos. 27

Concepto de Manejo de Residuos Peligrosos e Industriales para el Giro de la Galvanoplastia
IV
4 BREVE DESCRIPCIÓN DE LOS PROCESOS MÁS IMPORTANTES EN LAGALVANOPLASTIA Y LOS TIPOS DE RESIDUOS GENERADOS EN ELLOS 29
4.1 Pretratamiento 29
4.2 Recubrimientos electrolíticos 324.2.1 Cobrizado 334.2.2 Niquelado 344.2.3 Cromado 354.2.4 Zincado 374.2.5 Estañado 384.2.6 Otros recubrimientos metálicos 38
4.3 Anodizado 38
4.4 Tratamiento de aguas residuales 41
4.5 Resumen de los tipos de residuos más importantes 434.5.1 Procedencia de los residuos 434.5.2 Clasificación de los residuos según la clave oficial para residuos peligrosos. 44
5 MEDIDAS PARA EVITAR O MINIMIZAR LA GENERACIÓN DE RESIDUOS 48
5.1 Medidas generales para la minimización de residuos 48
5.2 Medidas específicas de minimización relacionadas a las sustancias utilizadas 495.2.1 Sustitución de materiales en los baños 495.2.2 Sustitución de materiales en el desengrase 515.2.3 Sustitución de otros materiales 51
5.3 Medidas de Minimización, referentes a los procesos 525.3.1 Medidas para la reducción del arrastre de sustancias contenidas en el baño 525.3.2 Optimización de la técnica de lavado/enjuague. 565.3.3 Recuperación y reciclaje de sustancias contenidas en el baño y en enjuagues 60
5.4 Medidas de control operativo 675.4.1 Mantenimiento de los baños 675.4.2 Mantenimiento y operación de los baños de desengrasado y limpieza 705.4.3 Mantenimiento de soluciones de decapado 735.4.4 Mantenimiento de los tanques en la industria de galvanoplastia 74
5.5 Medidas de minimización para instalaciones de anodizado 74
5.6 Control de emisiones y descargas de aguas residuales 765.6.1 Emisiones gaseosas 765.6.2 Tratamiento de aguas residuales 77
5.7 Medidas para reducir la generación de residuos mediante reuso/reciclaje 815.7.1 Recomendaciones referentes a buenas prácticas operativas y de organización 815.7.2 Manejo de Residuos 825.7.3 Otras medidas 83
5.8 Resumen de medidas de minimización aplicables al giro de la galvanoplastia. 83

Indice
V
6 APROVECHAMIENTO DE RESIDUOS 89
6.1 Generalidades 89
6.2 Posibilidades de aprovechamiento de los lodos del giro de la galvanoplastia 896.2.1 Métodos de aprovechamiento 896.2.2 Sugerencias para incrementar las posibilidades de aprovechamiento de los lodos. 92
7 VÍAS DE MANEJO, TRATAMIENTO Y DISPOSICIÓN FINAL DE RESIDUOS 93
7.1 Almacenamiento interno 937.1.1 Medidas de gestión 937.1.2 Medidas técnicas 937.1.3 Medidas de organización 95
7.2 Etiquetado de envases 96
7.3 Requerimientos legales para el transporte 97
7.4 Precios de manejo 97
7.5 Vías alternas para el reciclaje, reuso, tratamiento y disposición final de residuos. 99
8 FUENTES DE FINANCIAMIENTO 105
8.1 FUNTEC 1058.1.1 Requisitos principales 106
8.2 Nacional Financiera -NAFIN 1068.2.1 Operaciones de Crédito de segundo piso 1068.2.2 Operaciones de crédito de primer piso 1078.2.3 Programa de Garantías 1078.2.4 Créditos a Tasa Fija 1078.2.5 Programa NAFIN – PNUD para la modernización tecnológica 1088.2.6 ECIP- European Community Investment Partners 1088.2.7 NAEF–North America Environmental Fund 108
9 CONTACTOS PARA MÁS INFORMACIÓN 110
10 BIBLIOGRAFÍA 113

Concepto de Manejo de Residuos Peligrosos e Industriales para el Giro de la Galvanoplastia
VI
INDICE DE TABLAS Y FIGURAS
Tabla 1.2-1. Distribución de unidades económicas de galvanoplastia en el país y su relación con el personalocupado. 2
Tabla 1.2-2. Distribución de unidades económicas del giro de la galvanoplastia en el Zona Metropolitana de laCiudad de México. 2
Tabla 1.2-3. Clasificación de las empresas visitadas en relación a los parámetros establecidos por SECOFI. 2Tabla 1.2-4. Tipo de residuos característicos en galvanoplastia y volumen generados, en las empresas visitada. 3Tabla 1.3-1. Manejo identificado de los residuos en el giro de la galvanoplastia 6Tabla 3.1-1. Fuentes de información necesarias para elaborar un Concepto Empresarial de Manejo de Residuos.20Tabla 3.1-2. Hoja de datos de residuos por instalación. 22Tabla 3.1-3. Hojas de datos de residuos 23Tabla 3.1-4. Lista detallada de lo materiales empleados en toda la planta 24Tabla 3.1-5. Lista de residuos en toda la planta 24Tabla 3.1-6. Lista detallada de materia prima y materiales auxiliares en la instalación o proceso “A” 24Tabla 3.1-7. Lista de residuos en la instalación o proceso “A” 24Tabla 3.1-8. Instrumentación de un Concepto Empresarial de Manejo de Residuos 27Tabla 4.2-1. Propiedades y aplicaciones de algunos recubrimientos electrolíticos 32Tabla 4.5-1. Residuos identificados en las distintas áreas del proceso en la industria de galvanoplastia 43Tabla 4.5-2. Residuos generados en la industria de galvanoplastia que oficialmente tienen un código INE
contemplado en la NOM-052-ECOL-1993 en la legislación mexicana. 45Tabla 4.5-3. Clasificación de los residuos del giro de la galvanoplastia que cumplen un criterio CRETIB 46Tabla 4.5-4. Tipos de residuos a los cuales no se les asignó ni número INE ni clave CRETIB, pero que pueden
contener sustancias tóxicas dependiendo de su procedencia 47Tabla 5.3-1. Volumen de arrastre para superficies planas y curvas, en diferentes baños. 55Tabla 5.3-2. Concentración máxima de electrolitos en la última etapa de enjuague 58Tabla 5.3-3. Requerimientos específicos de agua fresca para enjuagues en cascada, para diferentes criterios de
enjuague (CL). 59Tabla 5.6-1. Rango de pH al cual se presenta una solubilidad mínima en agua 77Tabla 5.8-1. Medidas para reducción de arrastres 84Tabla 5.8-2. Medidas para optimizar enjuagues 84Tabla 5.8-3. Recuperación de sustancias contenidas en los baños 85Tabla 5.8-4. Mantenimiento de baños de recubrimiento 86Tabla 5.8-5. Mantenimiento de baños de desengrase 87Tabla 5.8-6. Mantenimiento de baños de decapado 87Tabla 5.8-7. Medidas de minimización en el proceso de anodizado 87Tabla 5.8-8. Opciones de sustitución de materiales 88Tabla 7.4-1. Precios de manejo de residuos en la industria de la galvanoplastia. 98Tabla 7.5-1. Vías de manejo recomendadas 100
Figura 1.2-1. Estructura nacional de la industria de la galvanoplastia 2Figura 1.3-1. Residuos que se envían a confinamiento controlado 6Figura 3.1-1. Ejemplo de diagrama de flujo general en una industria de la galvanoplastia 21Figura 3.1-2. Esquema de manejo de residuos 26Figura 4.1-1a. Principio de los recubrimiento electrolíticos. 29Figura 4.1-1b. Diagrama de balance de materiales en el tratamiento mecánico 30Figura 4.1-2. Diagrama de balance de materiales en la operación de desengrase acuoso. 31Figura 4.1-3. Diagrama de balance de materiales en la operación de decapado. 32Figura 4.2-1. Diagrama de balance de materiales para las operaciones de recubrimiento electrolítico 33Figura 4.2-2. Diagrama de flujo de un proceso de cobrizado alcalino 34Figura 4.2-3. Diagrama de un proceso de Niquelado 35Figura 4.2-4. Diagrama de un proceso de Cromado 36Figura 4.2-5. Diagrama de un proceso de zincado alcalino 37

Indice
VII
Figura 4.3-1. Diagrama de flujo para un proceso de anodizado 41Figura 4.4-1. Operaciones más importantes de un proceso físico-químico de tratamiento aguas residuales de una
empresa con líneas de recubrimientos electrolíticos 42Figura 5.3-1. Arrastres de electrolito, en ml/m2, para piezas en bastidor en diferentes posiciones 53Figura 5.3-2. Diagrama de un sistema de enjuague en cascada 58Figura 5.3-3. Enjuague en ciclo cerrado 60Figura 5.3-4. Recuperación de ácido sulfúrico y aluminio del anodizado, por intercambio iónico 62Figura 5.3-5. Retrocirculación en el caso de desengrases acuosos 63Figura 5.3-6. Recuperación de electrolito mediante ósmosis inversa 64Figura 5.3-7. Recuperación de metales por evaporación 65Figura 5.3-8. Recuperación de níquel, a través de electrólisis y depuración con carbón activado 66Figura 5.4-1. Funcionamiento de un separador de aceites 72

Concepto de Manejo de Residuos Peligrosos e Industriales para el Giro de la Galvanoplastia
VIII
Prólogo
undialmente la protección al ambientees uno de los retos más importantesde la actualidad. En el caso del Vallede México esto es especialmente
importante por concentrar la mayor densidadde población del país y además por ser unimportante centro industrial que a su vezgenera una carga de importante decontaminantes al medio ambiente. Laindustria está consciente de esto y se estádeclarando, en su mayoría, partidaria de unaprotección activa y preventiva del medioambiente. Una de las áreas que estácausando cada vez mayores problemas yque no ha llamado la atención del público,como el problema de la contaminaciónatmosférica, es el de los residuos y enespecial de los residuos peligrosos.
En Alemania, el "Concepto Empresarial deManejo de Residuos" resultó ser elinstrumento más importante para iniciar unmanejo ordenado de los residuos a nivelempresa. Este concepto sirve, sobre todo,para optimizar el manejo de residuos y, almismo tiempo, reducir los costos delmanejo y la disposición final para laempresa.
Es en este contexto que, por encargo de laComisión Ambiental Metropolitana y laAsociación de Cooperación TécnicaAlemana – GTZ (Gesellschaft FürTechnische Zusammenarbeit), con elfinanciamiento por parte de la SecretaríaFederal Alemana de CooperaciónEconómica - BMZ (Bundes Ministerium fürZusammenarbeit) en el marco de lacooperación México-Alemania, se elaboróeste Manual de Minimización, Tratamiento yDisposición en el que se enmarca elConcepto de Manejo de ResiduosPeligrosos e Industriales para el Giro dela Galvanoplastia, mismo que se incluyetambién a las empresas de anodizado. Estemanual coadyuva a la política establecida
por el Programa para la Minimización yManejo Integral de los ResiduosIndustriales y Peligrosos en México 1996-2000. Es evidente que este manual nopuede sustituir la labor intensiva de elaborarun concepto propio de manejo de residuosespecífico por empresa; únicamente tiene laintención de brindar apoyo proporcionandoinformación básica en el aspecto de cómose pueden evitar, minimizar, aprovechar ytratar a través de determinadas medidas, losresiduos que se generan, para mejorar acorto, mediano y largo plazo la situaciónambiental de las empresas de este giro.
En este contexto el manual para el giro de lagalvanoplastia presenta un panorama demedidas, incluyendo opciones técnicasactuales, para evitar, minimizar y manejarresiduos. También pueden encontrarse lasbases para que las empresas puedanenfocar de manera independiente elproblema de mejorar su situación ambiental.Puesto que, a diferencia de otras industrias,en las empresas del giro de la galvanoplastiael consumo de agua es considerable,también se presentan algunas medidas paraminimizar el consumo de agua.
Con esta información y en colaboración conlas autoridades, asociaciones, empresasque manejan y reciclan residuos yfabricantes de equipos, se pueden sentar lasbases para elaborar soluciones integralespara evitar, minimizar o, en su caso,disponer adecuadamente las cantidades deresiduos generadas.
De igual manera, los colaboradores deautoridades y asociaciones reciben con esteconcepto por giro, un instrumento de trabajoque les facilitará dar asesorías y elaborarestrategias de solución.
La base del presente manual de manejo deresiduos por giro, está constituida por la
M

Prólogo
IX
información recabada a través de la visita a25 empresas de la industria de lagalvanoplastia, que incluyen también lasempresas que trabajan con el método deanodizado y las áreas de galvanoplastia queformaban parte de dos empresas del giro dela metalmecánica. Tras lo cual se realizóuna evaluación de cada uno de losconceptos empresariales de manejo deresiduos elaborados para cada una de ellas,por expertos mexicanos y alemanes de laCAM y TÜV ARGE-MEX. Los conceptos demanejo de residuos se evaluaron respectoa:
• los materiales y métodos empleados,
• los productos residuales y residuos quese generan,
• el aprovechamiento o la disposición finalde estas materias sobrantes y residuos, y
• las posibles medidas a corto, mediano ylargo plazo para mejorar la situación entorno a los materiales residuales yresiduos.
Con base en la información de campo(recabada en la ciudad de México),bibliografía, así como información de lasexperiencias en otros países para estemismo giro, se elaboró el presente conceptopara el giro de la galvanoplastia, el cual seenfoca en las necesidades de la industria deesta ciudad, y que sin embargo puede serextrapolado y usado para otras ciudades ocorredores industriales de México.
Cabe hacer mención que el presentemanual es el cuarto de una serie de seis queabarca los giros de: fundición,metalmecánica, química, galvanoplastia,textil e impresión.


1 Introducción
1
1 Introducción
1.1 Definición de las empresas queincluye el concepto del giro de lagalvanoplastia
as empresas aquí descritas sonempresas galvanizadoras yanodizadoras, la mayoría de éstas sonempresas con un número de entre 10 y
60 trabajadores. Sin embargo también seconsideraron las áreas de galvanoplastiapertenecientes a empresas mayores del girode la metalmecánica.
Generalmente, todas las empresasgalvanizadoras o anodizadoras tienen encomún el esmerilado y pulido de las piezasbrutas; así como el desengrasado yrecubrimiento y acabado en diferentesbaños que en parte contienen sustanciastóxicas. Un aspecto importante dentro de lasempresas de galvanizado y anodizado, es eluso de considerables cantidades de agua ensus procesos, es por ello que dentro de estemanual se hace hincapié en medidas queposibiliten el ahorro de agua.
En la industria de galvanoplastia y deanodizado existen procesos muy variados,entre los cuales los más comunes son:
§ Cobrizado
§ Niquelado
§ Cromado
§ Zincado
§ Latonado
§ Estañado
§ Tropicalizado
§ Desengrase
§ Decapado
1.2 Datos estadísticos del giro de lagalvanoplastia
La industria manufacturera mexicana siguesiendo una de las actividades económicasmás dinámicas para la economía del país,contribuyendo con cerca del 19% delProducto Interno Bruto (PIB). Dentro de estesector macro, se ubica una actividad deimportancia económica y ambiental, laindustria de los acabados metálicos ygalvanoplastia, los bienes producidos eneste sector cada vez son más aceptados enel mercado nacional así como también en elextranjero; no obstante, los procesosinvolucrados para obtener tales beneficios,de manera implícita generan residuos quepor sus características peligrosas requierenuna atención especial para su adecuadomanejo. Por tanto, el análisis de lainformación estadística básica esindispensable para la elaboración dediagnósticos y para la formulación einstrumentación de planes y programas, afin de evaluarlos en su justa dimensión.
La estructura nacional de la industria degalvanoplastia, clasificada bajo la rama defabricación de productos metálicos, sedetalla en la siguiente figura 1.2-1, tomandocomo base información estadística delINEGI 1993.
L

Concepto de Manejo de Residuos Peligrosos e Industriales para el Giro de la Galvanoplastia
2
Figura 1.2-1. Estructura nacional de la industria de lagalvanoplastia
REFESTILOSECARÁBIGO
MICRO
68%
PEQUEÑA
23%
GRANDE3%
MEDIANA
6%
Total de establecimientos: 612
Tabla 1.2-1. Distribución de unidades económicas degalvanoplastia en el país y su relación con el personalocupado.
Tamaño deempresa
Número deunidades
económicas
Personalocupado
Micro 417 2,120
Pequeña 140 5,621
Mediana 36 5,852
Grande 19 9,772
Total: 612 23,365Fuente: Características principales de los establecimientosmanufactureros por sector, rama o actividad y estratos de personalocupado total promedio, INEGI 1993
De las industrias dedicadas a ésta actividady que son miembros de CANACINTRA, sepresenta a continuación la tabla 1.2-2. Enella se muestra la distribución de unidadeseconómicas en la Zona Metropolitana de laCiudad de México. Para el Estado de Méxicosólo se listan los municipios en dondeexisten empresas de galvanoplastia.
Tabla 1.2-2. Distribución de unidades económicas delgiro de la galvanoplastia en el Zona Metropolitana dela Ciudad de México.
Entidad Federativa/(Delegación o Municipio)
Número deunidades
económicasDistrito FederalAlvaro Obregón 5Azcapotzalco 17Benito Juárez 5Coyoacán 2Cuauhtémoc 6
Gustavo A. Madero 11Iztacalco 7Iztapalapa 12Miguel Hidalgo 3Venustiano Carranza 3Estado de MéxicoAtizapán 2Nezahualcóyotl 4Ecatepec 3Los Reyes 1Naucalpan de Juárez 4Tlalnepantla 8Tultitlán 2Total 95
Fuente: Directorio Metalmecánica, CANACINTRA, México 1995
Con base en la información de la tabla 1.2-2el 74.73 % de las industrias dedicadas aesta actividad en la Zona Metropolitana de laCiudad de México, se ubican en el DistritoFederal y el resto se encuentran distribuidasen los municipios del Estado de México;sobresale la contribución de la delegaciónAzcapotzalco por ser un importante corredorindustrial en la zona.
Para la base de estudio, se consideraron 25empresas del ramo de galvanoplastia quepor sus procesos y tamaño de industriafueran representativas del giro.
La distribución de las empresas visitadasrespecto a los rangos establecidos por laSecretaría de Comercio y Fomento Industrial(SECOFI), para definir el tamaño de laempresa, se muestra a continuación en lasiguiente tabla.
Tabla 1.2-3. Clasificación de las empresas visitadasen relación a los parámetros establecidos porSECOFI.
Número deempleados
Tamaño deempresas
Número deempresas
1-15 MicroEmpresa
10
16-100 PequeñaEmpresa
12
101-250 MedianaEmpresa
1
>250 Grande 2

1 Introducción
3
Empresa
De estas empresas 2 son empresas(grandes) que pertenecen al giro de lametalmecánica y de telecomunicaciones,sin embargo cuentan con un área de pulido,de galvanoplastia e incluso de pintado yanodizado. En cuanto al resto de lasempresas, 14 se dedican a la elaboración derecubrimientos metálicos por vía electrolítica(1 mediana, 6 pequeñas y 7microempresas), 5 empresas recubren porinmersión (4 pequeñas y 1 microempresa) y4 empresas se dedicaban al acabadometálico por anodizado (2 pequeñas y 2microempresas) se dedican a la maquila depiezas galvanizadas.
Claramente se observa que la micro ypequeña empresa tienen el mayorporcentaje de unidades económicasdedicadas a esta actividad. Esta situaciónes de particular interés dado que en relacióna lo observado durante las visitas, lainfraestructura con que se cuenta en
algunas empresas, aún es insuficiente paradar manejo adecuado a los residuosgenerados.
Por otro lado, el caso es diferente para lasgrandes empresas del mismo ramo quecuentan con los recursos económicos paradar seguimiento al manejo de los residuosen el lugar donde se generan, incluyendo laetapa de almacenamiento, hasta ladistribución del producto terminado.
La cantidad total de residuos industrialesreportados por las 25 empresas visitadas,revelan que 1,991.15 toneladas anualescorresponden a residuos peligrosos y nopeligrosos en estado sólido y 807.7 m3/año aresiduos líquidos.
Durante las visitas a las industrias seidentificaron los residuos que se presentanen la tabla 1.2-4.
Tabla 1.2-4. Tipo de residuos característicos en galvanoplastia y volumen generados, en las empresas visitada.
REFESTILOSECARÁBIGOREFESTILOSECARÁBIGOREFESTILOSECARÁBIGOREFESTILOSECARÁBIGO
Residuo Generación anual
Basura industrial * 849.82 ton
Lodos de tratamiento de aguas residuales y de las operaciones dedesengrase.
825.40 ton
Efluentes de agua residual provenientes de los procesos degalvanoplastia
803.40 m3
Aluminato de sodio 60.00 ton
Aceites lubricantes gastados y de corte usados en las operacionesde maquinado. +
4.30 m3
Residuos provenientes de las operaciones de barrenado, esmerilado ypolvos de pulido. +
53.60 ton
Residuos de pinturas, solventes, usados en las operaciones depintado y limpieza. +
22.00 ton
Viruta de metal + 163.43 ton
Resinas sintéticas fenólicas 3.80 ton
Otros. ** 13.10 ton
Total ***. 2,798.85 ton

Concepto de Manejo de Residuos Peligrosos e Industriales para el Giro de la Galvanoplastia
4
* Basura Industrial: Cartón, papel, plástico, vidrio, latas, residuos del área de pulido y esmerilado,envases vacíos de materia prima, estopas impregnadas de aceite generadas en el área demantenimiento.
** Otros: Tierras de recuperación del proceso de galvanoplastia por inmersión, Aserrín impregnado congasolina blanca.
*** Total considerando 1 ton=1 m3
+ Estos residuos son generados durante la etapa de preparación de piezas en el área metalmecánica.
Se observa que la contribución de la basuraindustrial define el límite mas alto en cuantoa la generación, tal situación se puedeatribuir a algunas prácticas de manejo: laforma más común es la mezcla de losresiduos sólidos municipales que no sonpeligrosos (residuos de oficinas, serviciossanitarios, residuos alimenticios etc.), conalgunos de los residuos peligrososgenerados en los procesos y/o durante elmantenimiento.
También se puede observar que algunos deestos residuos son característicos del girometalmecánico (residuos de pulido, aceiteslubricantes gastados, virutas metálicas),esto se debe a que algunas de lasempresas visitadas (13 empresas) cuentancon un área de pulido como etapa depreparación o de acabado; o bien dentro deempresas metalmecánicas se encuentrancomo área de galvanoplastia (1 empresa).
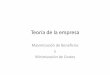
Una representación gráfica de la tabla 1.2-4muestra comparativamente la relaciónporcentual de la generación de residuos.
REFESTILOSECARÁBIGOFigura 1.2-1. Representación gráfica de la generación de residuos identificadosdurante las visitas de campo.
0,130,150,460,781,912,14
5,84
28,729,4930,36
0
5
10
15
20
25
30
35
Porcentaje de generación %
Bas
ura
Lo
do
s
Efl
uen
tes
Vir
uta
de
met
al
Alu
min
ato
de
sod
io
Res
idu
os
de
pu
lid
o
pin
tura
s y
solv
ente
s
Otr
os
Ace
ites
g
asta
do
s
Res
inas
fe
nó
licas
Total de residuos generados: 2798.85 ton/año
Fuente: Información recabada durante las visitas de campo a las industrias, 1997

1 Introducción
5
De la gráfica anterior se observa que losresiduos que por su volumen ycaracterísticas peligrosas también requierenuna atención particular de manejo son lasdescargas de aguas residuales de losprocesos electrolíticos y áreas de enjuague,así como los lodos generados a partir de lossistemas de tratamiento de aguasresiduales y del mantenimiento de los bañoselectrolíticos.
1.3 Situación actual del manejo deresiduos generados en la industria degalvanoplastia
Con base en los residuos identificados y apartir de los reportes elaborados para cadaempresa, se identificó que las prácticasactuales de manejo de residuos son lassiguientes:
1. Confinamiento controlado
2. Reciclaje/Reuso
3. Almacenamiento temporal en planta
4. Relleno sanitario
5. Tratamiento fisicoquímico
6. Descarga al drenaje municipal
En la tabla 1.3-1 se detalla la distribución delmanejo actual de los residuos peligrosos enel giro de galvanoplastia.

Concepto de Manejo de Residuos Peligrosos e Industriales para el Giro de la Galvanoplastia
6
Tabla1.3-1REFESTILOSECARÁBIGOREFESTILOSECARÁBIGO. Manejo identificado de los residuos en elgiro de la galvanoplastia
Manejo Porcentaje demanejo %
Confinamiento Controlado 33.33
Reciclaje/Reuso 18.52
Almacenamiento temporalen planta
14.81
Relleno sanitario 14.81
Tratamiento fisicoquímico 11.13
Drenaje municipal 7.40
Total 100.00
En los datos presentados, se puedeobservar que la opción de manejo másfrecuente es enviar los residuos aconfinamiento controlado. Esto se da envirtud de que uno de los residuos con mayortasa de generación son los lodos de losprocesos electrolíticos y derivados deltratamiento de aguas residuales que por suscaracterísticas requieren enviarse aconfinamiento controlado; en proporciónmucho menor también se envían aconfinamiento controlado los residuos depinturas y solventes.
Es importante resaltar que más del 20% delos residuos peligrosos se estándisponiendo de manera inadecuada enrellenos sanitarios para residuos sólidosmunicipales, y en el sistema dealcantarillado municipal, para los residuoslíquidos.
1.3.1 Confinamiento Controlado
De los residuos identificados en los estudiosde campo, se pudo determinar que el 33%de ellos son canalizados a industriasautorizadas para disponerlos enconfinamiento controlado.
Particularmente los residuos que se envíana confinamiento son los siguientes:
• Lodos de tratamiento de las aguasresiduales (incluye los lodos generadosen la operaciones de limpieza de piezas,sedimentos en los baños electrolíticos ylodos generados en el tratamiento deaguas residuales).
• Resinas fenólicas
• Residuos de pintura y solvente de lasoperaciones de pintado
Generalmente dentro de las empresasgeneradoras, los residuos que se envían aconfinamiento controlado son sometidos aoperaciones de deshidratación ycompactación de lodos con filtro prensa,centrifugación, o bien vía térmica con hornosde secado, para eliminar el exceso de aguay reducir su volumen. Una vezdeshidratados, los lodos se almacenan entambos metálicos de 200 l, para sertransportados al sitio de confinamiento.
Por su parte los residuos de pintura ysolventes que también se envían aconfinamiento controlado, se almacenantemporalmente en planta, en tambosmetálicos, hasta completar el volumenmínimo para ser transportado por algunaempresa autorizada
Figura 1.3-1REFESTILOSECARÁBIGO. Residuosque se envían a confinamiento controlado
Resinas fenolicas
0.4%
Residuos de pintura y solventes
2.6%
Lodos97.0%
Total de residuos que se confinan: 932.8 ton/a
La atención prioritaria en la generación delos lodos se hace visible dado su volumen

1 Introducción
7
de generación y las característicasfisicoquímicas que los hacen peligrosos.
1.3.2 Reuso/Reciclaje
Considerando los residuos identificadosdurante las visitas a las empresas, se pudodetectar que el 34% de ellos tienen unaposibilidad de ser reciclados externamente,actualmente de estos sólo el 20.6% serecicla.
Los residuos susceptibles de serreaprovechados son los lodos provenientesdel anodizado, en el cual se recupera elcontenido metálico de aluminio para producirsales de sulfato de aluminio, útiles en eltratamiento de aguas residuales.
Por otro lado los residuos que pueden serfactibles de ser reusados, son generalmentelos envases vacíos de materia prima, quealgunas empresas ya retornan a losproveedores. Algunos de los sacos que nohan estado en contacto con la materiaprima, son utilizados para almacenar labasura municipal y luego son apilados encontenedores de gran capacidad.
Sólo en tres de los casos observados, elagua residual que ha sido tratadafisicoquímicamente, se aprovecha en elmismo proceso para reducir los consumosde agua y los costos. Sin embargo en lamayoría de las empresas que estáninstalando o que tienen planes a futuro parala instalación de plantas de tratamiento osistemas de recuperación se tiene previstoel reuso del agua tratada.
Otro de los residuos que son reciclados sonlas aceites lubricantes gastados, estos sesometen a un reciclaje energético,utilizándolos como combustible alterno enhornos de cemento.
1.3.3 Almacenamiento temporal enplanta
Un gran número de las industrias visitadascuentan con un área específica paraalmacenar temporalmente los residuosgenerados, no obstante, generalmente enesta área se almacenan tanto los residuospeligrosos como los no peligrosos. Losresiduos son almacenados desde variosdías hasta años, uno de estos casos es elde los aceites lubricantes gastados y aceitessolubles empleados en las operaciones deenfriamiento, que se almacenantemporalmente hasta que se acumule elvolumen mínimo para ser enviado adisposición final.
Sin embargo, sólo algunas de lasinstalaciones de almacenamiento temporalcuentan con los requisitos establecidos porla normatividad vigente (Reglamento de laLGGEPA en materia de residuos peligrososArts. 15 - 21, ver capítulos 2 y 7) paraalmacenar sustancias y residuos peligrosossólidos y líquidos.
1.3.4 Relleno sanitario
De acuerdo a lo observado, la mayoría delas empresas no llevan a cabo un programade separación de residuos no peligrosos.Esto ocurre principalmente por eldesconocimiento de los empresarios,aunado a la falta de infraestructuraadecuada de acopio y disposición. Por locual, bajo esta opción de manejo, se estándisponiendo inadecuadamente residuospeligrosos mezclados con la basuramunicipal. La gravedad de la situación secomplica dado que la generación ydisposición de ellos se suma año con año.
Entre los residuos peligrosos que con mayorfrecuencia se están disponiendo en rellenossanitarios, se encuentran los polvosgenerados en las operaciones deesmerilado y pulido de piezas, los cuales secaracterizan por contener una elevadaconcentración de metales, los residuos

Concepto de Manejo de Residuos Peligrosos e Industriales para el Giro de la Galvanoplastia
8
generados en las actividades demantenimiento de maquinaria y equipo(estopas impregnadas de aceites osolventes), así como también los envases yembalajes de materia prima.
1.3.5 Tratamiento físico-químico
El agua residual derivada de los procesoselectrolíticos y del laboratorio de control decalidad, requiere ser tratada para reducir sugrado de contaminación. Del total deempresas visitadas el 68% de ellas cuentacon planta de tratamiento de agua residualproveniente del proceso, mientras que elagua de uso doméstico se descargadirectamente al drenaje municipal.
El tratamiento del agua de procesogeneralmente inicia con un ajuste del pH. Enel caso de los baños de proceso cianurados,el cianuro se reduce de cianuros a cianatosmediante hipoclorito de sodio, para eliminarla toxicidad del mismo. A continuación,generalmente se mezclan con el resto delas aguas residuales para someterse e unproceso de precipitación fisicoquímico.
En el caso de las soluciones que contienencromo VI, antes de mezclarlas con el restode las aguas residuales, se lleva a cabo unareducción de cromo hexavalente a cromotrivalente empleando bisulfito de sodio.
Cabe hacer notar que el 70 % de lasmicroempresas visitadas cuentan con unsistema de tratamiento de aguas residuales,que incluye la oxidación de los cianuros y lareducción de Cr VI, muchas de estasempresas además reusan el agua tratadaen alguna etapa del proceso. El resto de lasmicroempresas solamente realizan unadecantación y neutralización antes dedescargarlas o reusarlas.
Los lodos generados en el tratamiento de lasaguas residuales se envían a confinamientocontrolado, una vez deshidratados.
El 16% del total de industrias visitadas sóloneutralizan sus aguas residuales en una
cisterna o cárcamo y posteriormente sondescargadas a la red de alcantarillado.
El 16% restante de las empresas no empleaninguna medida para tratar sus aguasresiduales, por lo tanto, las descargandirectamente a la red de drenaje municipal.
También cabe destacar que un gran númerode empresas visitadas, contempla dentro desus inversiones futuras la instalación oampliación de plantas de tratamiento deaguas residuales a fin de poder cumplir conlos parámetros de descarga, establecidosen la normatividad vigente.
En cuanto al reuso posterior del agua tratadasolamente 3 empresas (microempresas)reusan el agua tratada para alguna etapa delproceso, el resto de las empresas consistemas de tratamiento descarga losefluentes al drenaje.
1.3.6 Descarga al drenaje municipal
En la industria de galvanoplastia,particularmente en los procesoselectrolíticos, el agua es uno de loselementos básicos para que los procesosde electrorecubrimiento y enjuague depiezas, se lleve de manera adecuada. Comoconsecuencia de ello, se generancantidades importantes de concentradoslíquidos y enjuagues, considerados comotóxicos y corrosivos, que requierentratamiento antes de poder serdescargados.
Como ya se ha mencionado, el 68% de lasindustrias cuentan con sistemas detratamiento de aguas residuales, donde porlo menos se neutralizan las aguas antes deser desechadas a la red de alcantarilladomunicipal. Sin embargo, el resto de lasempresas descargan directamente susaguas residuales sin tratamiento previo.

1 Introducción
9
1.3.7 Resumen de la situación demanejo de residuos en las empresas dela galvanoplastia
Como resultado del análisis anterior acontinuación se presenta un resumen de lassituación actual de manejo de los residuos,para el giro de la galvanoplastia:
⇒ Aproximadamente el 62% de los residuosque se identificaron durante las visitas alas empresas participantes, estánregulados oficialmente por la normaNOM- 052-ECOL/93, esto significa que lafracción mayor de residuos generados,son peligrosos y que deben sermanejados adecuadamente.
⇒ Como reflejo de la preocupación de laprotección al medio ambiente el 68% delas empresas visitadas cuentan con unsistema de tratamiento de aguasresiduales, mientras que el 16% cuentacon un pretratamiento antes de descargarlos efluentes a la red de alcantarilladomunicipal. Aunado a la reducción decontaminantes en las descargas de agua,otro de los beneficios resultado deltratamiento de las aguas residuales es laposibilidad de reuso del agua en losprocesos involucrados, que algunasempresas están contemplando.
⇒ Actualmente se recicla 21% de losresiduos identificados, sin embargo el34% del total de los residuos generados,son susceptibles de reciclarse, abriendola posibilidad de desarrollar un mercadode subproductos y de reducir el volumen
de los residuos que se disponengeneralmente en relleno sanitario.
En otros aspectos, los planes de lasempresas en materia ambiental u operaciónincluyen la separación y comercialización deresiduos industriales no peligrosos, asícomo el desarrollo de inventarios de lassustancias peligrosas empleadas en cadaárea. En algunas empresas también seestán tomando medidas para abatir lasemisiones a la atmósfera y mejorar elambiente laboral, mediante la instalación deun sistema de aspiración y captura depolvos en las áreas de pulido. En otro de loscasos una de las empresas, que formaparte de una planta mayor, se planea darinicio a los trabajos para poder obtener lacertificación ISO 1400-1.
En cuanto a medidas de minimización,actualmente en la mayor parte de lasempresas visitadas se han instrumentadomedidas de minimización de residuos, yasea para reducir residuos y emisiones opara reducir los costos de producción. Encuanto a los procesos empleados en dos delas empresas visitadas se ha sustituido elzinc cianurado alcalino por zincado ácido sincianuros, con buenos resultados.

Concepto de Manejo de Residuos Peligrosos e Industriales para el Giro de la Galvanoplastia
10
2 Bases legales para el manejo de los residuospeligrosos
2.1 La Ley General del EquilibrioEcológico y Protección al Ambiente
a Ley General del EquilibrioEcológico y Protección al Ambiente(LGEEPA), modificada por decreto en
diciembre de 1996, es el marco legal que fijalas condiciones para la protección alambiente, así como la preservación yrestauración del equilibrio ecológico. Lasmodificaciones hechas a la LEGEEPA,hacen especial énfasis en reforzar elcarácter preventivo de la política ambiental,con el propósito de orientarla hacia undesarrollo sustentable. Entre otras, lasreformas incorporan como instrumento decarácter preventivo y correctivo,disposiciones referidas a la auditoríaambiental y promueven la autorregulación ycertificación voluntaria. En materia deresiduos, materiales y riesgo ambiental, lasmodificaciones tienen el propósito depromover las políticas de minimización,reciclaje y recuperación de materialessecundarios o de energía, así comopropiciar una gestión administrativa máseficiente.
De este marco genérico que establece laLey, se desprenden diversos reglamentos ynormas específicas en materia deprotección ambiental del agua, aire y suelo,así como de la salud humana.
Debido a que los contaminantes puedentransferirse fácilmente de un medio a otro yque los impactos ambientales puedeninvolucrar más de un medio (aire, agua,suelo), es necesario considerar lasemisiones desde un punto de vista demultimedios. Por ello, a continuación semencionan algunos aspectos relevantes dela LGEEPA en materia de protección
ambiental y no únicamente los referentes aresiduos peligrosos, y que requieren deimportante consideración por parte de laindustria de la galvanoplastia.
El Artículo 3, en su fracción XXXI, del TítuloPrimero ”Disposiciones Generales” de laLGEEPA define residuo como "cualquiermaterial generado en los procesos deextracción, beneficio, transformación,producción, consumo, utilización, control otratamiento cuya calidad no permita usarlonuevamente en el proceso que lo generó".Asimismo la fracción XXXII define residuospeligrosos como "todos aquellos residuos,en cualquier estado físico, que por suscaracterísticas corrosivas, reactivas,explosivas, tóxicas, inflamables o biológico-infecciosas, representen un peligro para elequilibrio ecológico o el ambiente."
El Título Cuarto de la LGEEPA se refiere a laprotección al ambiente y contiene entre otraslas siguientes disposiciones.
Capítulo II “Prevención y Control de laContaminación de la Atmósfera”
• Por medio de los artículos 111bis y 113,quedan regulados y requieren deautorización de la Secretaría(SEMARNAP), la operación y elfuncionamiento de fuentes fijas quepuedan emitir olores, gases o partículassólidas o líquidas a la atmósfera. Para talefecto deben cumplirse las NormasOficiales Mexicanas (NOM)correspondientes.
Capítulo III ”Prevención y Control de laContaminación del Agua y de losEcosistemas Acuáticos”
L

2. Bases legales para el manejo de los residuos peligrosos
11
• Por medio de los artículos 120, 121, 122y 139, quedan sujetos a regulaciónfederal o local y requieren de untratamiento previo adecuado, lasdescargas de origen industrial, elvertimiento de residuos sólidos,materiales peligrosos y lodosprovenientes del tratamiento de aguasresiduales, así como las aguasresiduales con contaminantes, acualquier cuerpo y corriente de agua o enel suelo o subsuelo. Toda descargadeberá satisfacer las Normas OficialesMexicanas correspondientes.
Capítulo IV “Prevención y Control de laContaminación del Suelo”
• El artículo 134.- I al III establece quecorresponde al estado y a la sociedadevitar la contaminación del suelo y quedeben ser controlados los residuos entanto que constituyen la fuente principalde contaminación del suelo, incorporandolas medidas que previenen y reducen sugeneración, las técnicas para su reuso yreciclaje así como la regulación eficientedel manejo y disposición final de losmismos.
• Por medio del artículo 135, la generación,manejo y disposición final de residuossólidos, industriales y peligrosos, asícomo en las autorizaciones y lospermisos que para tal efecto se otorguen,quedan sujetos a los criterios paraprevenir y controlar la contaminación delsuelo.
• El articulo 140 establece que "lageneración, el manejo y la disposiciónfinal de los residuos de lenta degradacióndeberá sujetarse a lo que se establezcaen las normas oficiales mexicanas."
• El artículo 144 hace referencia a lasrestricciones arancelarias y noarancelarias relativas a la importación yexportación de materiales peligrosos.
Capítulo V “Actividades consideradas comoaltamente riesgosas”
• El articulo 147 establece que lasactividades industriales, comerciales o deservicios altamente riesgosas debenrealizarse con apego a esta Ley, asícomo a los reglamentos y normascorrespondientes. Quien realice este tipode actividades debe además presentar unestudio de riesgo ambiental para suaprobación por las autoridadescorrespondientes.
Capítulo VI “Materiales y ResiduosPeligrosos”
• El manejo de materiales y residuospeligrosos, incluyendo su uso,recolección, almacenamiento, transporte,reuso, reciclaje, tratamiento y disposiciónqueda sujeto a lo establecido en: lapresente Ley, el Reglamento en Materiade Residuos Peligrosos y las NormasOficiales Mexicanas correspondientes.
• El artículo 151 otorga "la responsabilidaddel manejo y disposición final de losresiduos peligrosos a quien los genere".En el caso de que se contrate losservicios de manejo y disposición final delos residuos peligrosos con empresasautorizadas por la Secretaría y losresiduos sean entregados a dichasempresas, la responsabilidad por lasoperaciones será de éstasindependientemente de la responsabilidadque, en su caso, tenga quien los generó.Quienes generen, reusen o reciclenresiduos peligrosos, deberán hacerlo delconocimiento de la Secretaría en lostérminos previstos en el Reglamento deesta Ley.
• El artículo 152 Bis establece que cuandola generación, el manejo o la disposiciónfinal de materiales o residuos peligrosos,produzca contaminación del suelo, losresponsables de dichas operaciones

Concepto de Manejo de Residuos Peligrosos e Industriales para el Giro de la Galvanoplastia
12
deberán llevar a cabo las accionesnecesarias para recuperar y restablecerlas condiciones del mismo, con elpropósito de que pueda ser destinado aalguna de las actividades previstas en elprograma de desarrollo urbano uordenamiento ecológico aplicable para elpredio o zona respectiva.
• El artículo 153 establece las restriccionesen la importación o exportación demateriales o residuos peligrosos.
Capítulo VIII “Ruido, Vibraciones, EnergíaTérmica y Lumínica y Contaminación visual”
• Por medio del artículo 155 quedanprohibidas las emisiones de ruido,vibraciones, energía térmica y lumínica yla generación de contaminación visual,en cuanto rebasen los límites máximosestablecidos en las Normas OficialesMexicanas. Asimismo, establece que enla construcción de obras o instalacionesque generen energía térmica o lumínica,ruido o vibraciones, así como en laoperación o funcionamiento de lasexistentes deberán llevarse a caboacciones preventivas y correctivas paraevitar los efectos nocivos de talescontaminantes en el equilibrio ecológico yel ambiente.
• De acuerdo al artículo 156 seestablecerán procedimientos y se fijaránlos límites de emisión respectivos en lasNormas Oficiales Mexicanas.
De la Ley General del Equilibrio Ecológico yla Protección al Ambiente se desprendenasimismo leyes y reglamentos, algunos delos cuales son aplicables a este giroindustrial:
• Ley Federal de Derechos en Materia deAgua - 1997.
• Ley de Aguas Nacionales - 1994
• Reglamento para la Prevención y Controlde la Contaminación de Aguas - 1988
• Reglamento de la Ley de AguasNacionales - 1994
• Reglamento en Materia de ResiduosPeligrosos – 1988
2.1.1 Reglamento de la LGEEPA enMateria de Residuos Peligrosos
En el Reglamento de la LEGEEPA enMateria de Residuos Peligrosos (1988),se especifica que su aplicación de competea la autoridad Federal, asimismo incluyeresponsabilidades en cuanto al manejo deresiduo, definición de términos yprocedimientos de generación, manejo,importación y exportación, control ysanciones en cuanto al manejo de losresiduos peligrosos. Los requisitosespecíficos se presentan a nivel de NormasOficiales Mexicanas.
En el reglamento se especifica que en todoel territorio nacional, la Secretaría del MedioAmbiente, Recursos Naturales y Pesca(SEMARNAP), a través del Instituto Nacionalde Ecología (INE), es la autoridadcompetente en materia de residuospeligrosos, especialmente para lasautorizaciones correspondientes al manejode éstos, incluyendo los trámitesadministrativos y legales necesarios.Actualmente se está trabajando sobre unesquema descentralizado que permita unaresponsabilidad compartida entre lasautoridades estatales y la federal.
El Reglamento establece la obligación delgenerador de residuos peligrosos dereportar la generación de sus residuos, ydarles un manejo adecuado en todas lasetapas de manejo (Art. 8): envasado,almacenamiento en planta, transporte,tratamiento y disposición final, así como unaclasificación correcta.
Los requerimientos técnicos y deorganización generales relacionados al

2. Bases legales para el manejo de los residuos peligrosos
13
almacenamiento temporal de los residuospeligrosos, se enlistan en los artículos 3, 8fracc. IV y VII; 10; 14, 15, 16, 17, 18, 19 y21.
En el Reglamento finalmente se tienenapartados para regular la importación oexportación de residuos peligrosos, lasmedidas de seguridad y sanciones.
2.2 Normas Oficiales Mexicanasaplicables al giro de la galvanoplastia
Las Normas Oficiales Mexicanas (NOM) enmateria ambiental, además de permitir a lasautoridades el establecer límites máximospermisibles de emisión de contaminantes adiferentes medios y de las condiciones parasu verificación, permiten crear unaatmósfera de certidumbre jurídica tanto paralos generadores de contaminantes, comopara los prestadores de serviciosinvolucrados, de la misma forma permitenpromover el cambio tecnológico.
A continuación se presentan las NormasOficiales Mexicanas en materia ambientalmás importantes para la industria de lagalvanoplastia. Estas Normas se encuentranen un proceso de activa revisión ycomplemento con el fin de conformar unmarco normativo más definido, que abarqueun mayor número de actividades queimpacten de manera negativa al medioambiente o representen un riesgo a la saludhumana. Por ello, se recomienda a lasempresas mantenerse al tanto de laexpedición de nuevas normas, así como dela modificación de las existentes, dichainformación se publica en el Diario Oficial dela Federación. El órgano que expide lasnuevas normas en materia ambiental es eneste caso el Instituto Nacional de Ecología(INE), sin embargo también participan otrasSecretarías, Instituciones educativas,organismos empresariales e iniciativaprivada. Más adelante se presenta un listadode los proyectos de normas de interés parala industria, sobre los que las autoridadescorrespondientes (INE, SCT, SPTS, SS,SECOFI) se encuentran trabajando.
2.2.1 Caracterización de residuospeligrosos
Sobre la caracterización de los residuospeligrosos rigen las siguientes normas:
NOM-052-ECOL-1993, que establece lascaracterísticas de los residuos peligrosos, ellistado de los mismos y los límites quehacen a un residuo peligroso por sutoxicidad al ambiente. Norma de observanciaobligatoria en la definición y clasificación deresiduos peligrosos.
En esta norma los residuos consideradospeligrosos se clasifican por giro industrial yproceso así como por fuente no específica,incluyendo la clave CRETIB (Corrosivo,Reactivo, Explosivo, Tóxico, Inflamable,Biológico-Infeccioso) y Número del INEcorrespondientes (anexo 2 y 3; tablas 1 y 2,así como anexo 4; tablas 3 y 4 de la norma).Los residuos peligrosos que no estánincorporados en estos listados deben serclasificados de acuerdo a suscaracterísticas CRETIB y el número INEcorrespondiente.
En el anexo 5 de esta misma norma sepresentan las características del lixiviado,determinadas en la prueba de extracción(PECT. NOM-053-ECOL1993) que hacenpeligroso a un residuo por su toxicidad (53constituyentes que los residuos puedencontener). Cuando los parámetros obtenidosde la prueba de extracción sobrepasan loslímites máximos permitidos, establecidos enesta anexo, el residuo se califica comopeligroso.
Esta norma se encuentra en revisión yconstará en un futuro de dos partes, laprimera parte contendrá las disposicioneslegales y la segunda (NOM-052BIS-ECOL/….) incluirá el listado para laclasificación de materiales y residuospeligrosos.
NOM-053-ECOL-1993, establece elprocedimiento para llevar a cabo la pruebade extracción para determinar los

Concepto de Manejo de Residuos Peligrosos e Industriales para el Giro de la Galvanoplastia
14
constituyentes que hacen a un residuopeligroso por su toxicidad al ambiente.Norma de observancia obligatoria en lageneración y el manejo de residuospeligrosos.
NOM-054-ECOL-1993, establece elprocedimiento para determinar laincompatibilidad entre dos o más residuosconsiderados como peligrosos por la normaoficial NOM-052-ECOL-1993.
2.2.2 Manejo de sustancias peligrosas
La Secretaria de Trabajo y PrevisiónSocial ha emitido el siguiente reglamento ynormas en materia de seguridad, higiene ymedio ambiente laboral que deben serconsideradas en el manejo de sustanciaspeligrosas.
Reglamento General de Seguridad eHigiene en el Trabajo: En su Capítulo VIse refiere al Manejo, Transporte yAlmacenamiento de materiales en general ymateriales y sustancias químicaspeligrosas.
Este reglamento también contienedisposiciones generales sobre losdispositivos para extinguir incendios,instalaciones de alarma y equipos paracombatir incendios, en lugares en donde semanejen materiales inflamables oexplosivos.
NOM-005-STPS-1993, relativa a lascondiciones de seguridad en los centros detrabajo para el almacenamiento, transporte ymanejo de sustancias inflamables ycombustibles.
NOM-008-STPS-1993, relativa a lascondiciones de seguridad e higiene para laproducción, almacenamiento y manejo deexplosivos en los centros de trabajo.
NOM-009-STPS-1993, condiciones deseguridad e higiene para el almacenamiento,transporte y manejo de sustancias
corrosivas, irritantes y tóxicas en loscentros de trabajo.
NOM-010-STPS-1994, condiciones deseguridad e higiene en los centros de trabajodonde se produzcan, almacenen o manejensustancias químicas capaces de generarcontaminación en el medio ambiente laboral.
2.2.3 Almacenamiento, etiquetado ytransporte de residuos peligrosos
Los requerimientos técnicos y organizativospara el almacenamiento temporal deresiduos peligrosos dentro las empresasgeneradoras se derivan del Reglamento dela LGEEPA en Materia de ResiduosPeligrosos (ver sección 2.1.1)
Por otro lado, la Secretaría deComunicaciones y Transportes ha emitidoel siguiente reglamento y normas alrespecto:
Reglamento para el transporte demateriales y residuos peligrosos: Quetiene por objeto regular el transporteterrestre de materiales y residuospeligrosos, el cual corresponderá aplicar a laSecretaría de Comunicaciones yTransportes. En este mismo reglamento seespecifican las clases, que son nueve, ydenominación, con las que se clasifican lassustancias peligrosas mencionadas en lasnormas correspondientes a estadependencia
Para el almacenamiento y transporte deresiduos peligrosos deben observarse lassiguientes normas:
NOM-002-SCT2-1994, norma paraidentificar y clasificar las sustancias ymateriales peligrosos más usualmentetransportados, de acuerdo a clase, divisiónde riesgo, riesgo secundario, número UNasignado por Organización de las NacionesUnidas, así como las disposicionesespeciales a que deberá sujetarse eltransporte de sustancias y materiales y el

2. Bases legales para el manejo de los residuos peligrosos
15
método de envase y embalaje. Esta normaes de observancia obligatoria para losexpedidores, transportistas y destinatariosde las sustancias, materiales y residuospeligrosos, que transitan por las víasgenerales de comunicación terrestre.
NOM-005-SCT2-1994, información deemergencia para el transporte terrestre desustancias, materiales y residuos peligrososque establecen los datos y descripción delas especificaciones que debe contener lainformación de emergencia entransportación para el caso de incidente oaccidente.
NOM-006-SCT2-1994, establece lasdisposiciones básicas que deben cumplirsepara la revisión diaria de las unidadesdestinadas al autotransporte de sustancias,materiales y residuos peligrosos por partedel conductor para asegurarse que estas seencuentran en buenas condicionesmecánicas y de operación. Norma deobservancia obligatoria para losautotransportistas y conductores de lasunidades que transportan sustancias,materiales y residuos peligrosos por las víasgenerales de comunicación terrestre.
NOM-010-SCT2-1994, establece lasdisposiciones de compatibilidad ysegregación que deben aplicarse para elalmacenamiento y transporte de sustancias,materiales y residuos peligrosos, a fin deproteger las vías generales de comunicacióny la seguridad de sus usuarios. Norma deaplicación obligatoria para los expedidores,transportistas y destinatarios de lassustancias, materiales y residuos peligrososque transitan por las vías generales decomunicación terrestre.
NOM-011-SCT2-1994, establece lasdisposiciones a que deberá sujetarse eltransporte de sustancias materiales yresiduos peligrosos de las clases 2, 3, 4, 5,6, 8 y 9, en cantidades limitadas, a fin deproteger las vías generales de comunicacióny la seguridad de sus usuarios. Norma deaplicación obligatoria para los expedidores,
transportistas y destinatarios de lassustancias, materiales y residuos peligrososque transitan por las vías generales decomunicación terrestre.
NOM-019-SCT2-1994, establece lasdisposiciones generales para la limpieza ycontrol de remanentes de las unidades quetransportan materiales y residuospeligrosos. Norma de observanciaobligatoria para los expedidores,transportistas, destinatarios y responsablesde los centros de lavado o limpieza.
NOM-021-SCT2-1994, disposicionesgenerales para transportar otro tipo debienes diferentes a las sustancias,materiales y residuos peligrosos enunidades destinadas al traslado demateriales y residuos peligrosos.
NOM-024-SCT2-1994, especificacionespara la construcción y reconstrucción de losenvases y embalajes que se utilizan para latransportación de las sustancias, materialesy residuos peligrosos, así como los métodosde prueba a que son sometidos.
NOM-028-SCT2-1994, establece lasdisposiciones especiales para determinar elgrupo de riesgo de envase y embalaje de lassustancias y residuos peligrosos de la clase3 líquidos inflamables transportados. Normade aplicación obligatoria para losexpedidores, transportistas y destinatariosde las sustancias, materiales y residuospeligrosos de la clase 3 líquidos inflamablesy para determinar el tipo de envase yembalaje para su transportación.
NOM-043-SCT2-1994, establece lainformación fundamental que debe contenerel documento de embarque, relativa a ladesignación oficial del transporte, los riesgosde las sustancias, materiales y residuospeligrosos que se presenten para sutransportación terrestre y demás datosnecesarios para su correcta identificación.Norma de observancia obligatoria para losfabricantes o expedidores, generadores,transportistas y destinatarios de las

Concepto de Manejo de Residuos Peligrosos e Industriales para el Giro de la Galvanoplastia
16
sustancias, materiales y residuospeligrosos.
Asimismo, para el transporte de residuospeligrosos es necesario cumplir con lassiguientes normas de etiquetado eidentificación:
NOM-003-SCT2-1994, establece lascaracterísticas, dimensiones símbolos ycolores de las etiquetas que deben tenertodos los envases y embalajes, queidentifican los riesgos que representandurante su transportación y manejo losmateriales y residuos peligrosos. Norma deaplicación obligatoria para los expedidores,transportistas y destinatarios de lassustancias, materiales y residuos peligrososque transitan por las vías generales decomunicación terrestre.
NOM-004-SCT2-1994, establece lascaracterísticas y dimensiones de loscarteles que deben portar los camiones, lasunidades de arrastre, contenedores cisternay recipientes intermedios para granel ydemás unidades de autotransporte y deferrocarril, que identifiquen las sustancias,materiales y residuos peligrosos que setransportan, los cuales indiquen los riesgosque representan durante su traslado. Normade observancia obligatoria para losexpedidores, transportistas y destinatariosde las sustancias, materiales y residuospeligrosos que transitan por las víasgenerales de comunicación terrestre.
NOM-007-SCT2-1994, establece lascaracterísticas y especificaciones que sedeben cumplir para el marcado de envasesy embalajes destinados al transporteterrestre de sustancias y residuospeligrosos. Norma de aplicación obligatoriapara los expedidores, transportistas ydestinatarios de las sustancias y residuospeligrosos, así como de los fabricantes deenvases y embalajes, y responsables de laconstrucción y reconstrucción de losenvases y embalajes que se utilizan para latransportación de sustancias, materiales yresiduos peligrosos.
2.2.4 Prevención y control de lacontaminación del agua
NOM-001-ECOL-1996, establece los limitesmáximos permisibles de contaminantes enlas descargas de aguas residuales en aguasy bienes nacionales.
NOM-O31-ECOL-1993, establece loslimites máximos permisibles decontaminantes en las descargas de aguasresiduales provenientes de la industria,actividades agroindustriales, de servicios yel tratamiento de aguas residuales a lossistemas de drenaje y alcantarillado urbanoo municipal. La presente norma es deobservancia obligatoria para losresponsables de las descargas de aguasresiduales provenientes de la industria,actividades agroindustriales, de servicios yel tratamiento de aguas residuales a lossistemas de drenaje y alcantarillado urbanoo municipal.
2.2.5 Prevención y control de lacontaminación atmosférica
Las emisiones atmosféricas en fuentes fijasestán reguladas por las normas:
NOM-002-ENER-1993, sobre la eficienciatécnica de calderas, especificaciones yprocedimientos de pruebas.
NOM-043-ECOL-1993, establece losniveles máximos permisibles de emisión a laatmósfera de partículas sólidas provenientesde fuentes fijas.
NOM-085-ECOL-1994, que establece losniveles máximos permisibles de emisión a laatmósfera de partículas suspendidastotales, bióxido de azufre y óxidos denitrógeno, y los requisitos y condiciones parala operación de los equipos decalentamiento indirecto por combustión, asícomo los niveles máximos permisibles deemisión de bióxido de azufre en los equiposde calentamiento directo por combustiónutilizados en para fuentes fijas que utilizan

2. Bases legales para el manejo de los residuos peligrosos
17
combustibles fósiles sólidos, líquidos ogaseosos o cualquiera de suscombinaciones.
2.2.6 Calidad de combustibles
Con la finalidad de reducir el impacto alambiente derivado del uso de combustibles,la calidad de los mismos está regulada por:
NOM-051-ECOL-1993, establece el nivelmáximo permisible en peso de azufre, en elcombustible líquido gasóleo industrial que seconsuma por las fuentes fijas en la ZonaMetropolitana de la Ciudad de México.
NOM-086-ECOL-1994, que establece lacalidad ecológica de los combustiblesfósiles líquidos o gaseosos que se usan enlas fuentes fijas y móviles.
NOM-EM-118-ECOL-1995(EMERGENTE), que establece lasespecificaciones de protección ambientalque debe reunir el gas licuado de petróleoque se utiliza en las fuentes fijas ubicadasen la Zona Metropolitana de la Ciudad deMéxico.
2.2.7 Protección contra ruido
Las medidas de protección contra ruido seencuentran regidas por las siguientesnormas:
NOM-081-ECOL-1994, establece los límitesmáximos permisibles de emisión de ruido delas fuentes fijas y su método de medición.
NOM-011-STPS-1993, relativa a lascondiciones de seguridad e higiene en loscentros de trabajo donde se genere ruido
2.2.8 Protección y seguridad en áreasde trabajo
NOM-001-STPS-1993, relativa a lascondiciones de seguridad e higiene en losedificios, locales, instalaciones y áreas enlos centros de trabajo.
NOM-002-STPS-1993, relativa a lascondiciones de seguridad para la prevencióny protección contra incendios en los centrosde trabajo.
NOM-004-STPS-1993, relativa a lossistemas de protección y dispositivos deseguridad en la maquinaria, equipos yaccesorios en los centros de trabajo.
2.3 Proyectos de Normas OficialesMexicanas
Residuos peligrosos
− Revisión de criterios de caracterización ylistado de residuos peligrosos (NOM-052-ECOL-1993)
− Manejo de envases y embalajes quecontuvieron sustancias químicas
− Manejo de aceites y lubricantes usados
− Manejo de lodos de plantas detratamiento
− Manejo de bifenilos policlorados
− Muestreo de residuos para determinar supeligrosidad
− Manejo de solventes residuales
− Listado de actividades altamenteriesgosas
Otras regulaciones
− Inyección e infiltración de aguasresiduales
− Emisiones de óxidos de azufre, óxidosde nitrógeno y partículas en procesos decombustión

Concepto de Manejo de Residuos Peligrosos e Industriales para el Giro de la Galvanoplastia
18
− Emisiones de partículas en procesosindustriales
− Especificaciones de combustibles(revisión de la NOM-086-ECOL-1994)
− Manejo de sustancias químicasaltamente riesgosas
− Seguridad ambiental en operacionesaltamente riesgosas
− Lineamientos generales para el cargado,distribución y sujeción de las unidades deautotransporte de materiales y residuospeligrosos.

3. Conceptos empresariales para el manejo integral de los residuos peligrosos
19
3 Conceptos Empresariales para el Manejo Integral delos Residuos Peligrosos e Industriales
l principio de cualquier política degestión de residuos es el de evitar sugeneración, dando impulso a lasmedidas de prevención antes que a
las medidas de tratamiento o manejo al“final del tubo”. Sin embargo, generalmenteno es posible lograr una generación “cero”ya que siempre existirá una determinadacantidad de residuos que debe manejarseen forma adecuada, de acuerdo al volumengenerado y a la peligrosidad de los mismos.Resultado de esto, surge el concepto deminimización de residuos, que involucra lareducción del volumen y/o peligrosidad delos residuos en la fuente de su generación.
La aplicación de una política de gestiónambiental de residuos involucra un manejointegral, que incluye beneficios no solo en elaspecto de protección ambiental sinotambién en el aspecto económico,resultando en una reducción de costos enbeneficio para la empresa. Algunos de éstoscostos son el costo de materias primas y loscostos de transporte, manejo, tratamiento,y/o disposición final de los residuos, entreotros. Aunado a esto, también puedenobtenerse beneficios en cuanto alcumplimiento de la normatividad, reduccióndel riesgo a los trabajadores, incremento enla competitividad y prestigio de la empresa.
Uno de los instrumentos con que se cuentapara elaborar un plan de minimización ymanejo adecuado de residuos es el“ Concepto Empresarial de Manejo Integralde Residuos Peligrosos e Industriales” .Este concepto representa para lasempresas un herramienta para identificar einstrumentar medidas de minimización ymanejo de residuos generados que no sepueden minimizar.
Los puntos importantes que se toman encuenta en el desarrollo de un conceptoempresarial para el manejo integral de losresiduos se presentan a continuación:
ü Tipo de residuos generados
ü Cantidad de residuos generados
ü Tipo de manejo y costos generados
ü Posibilidades de minimización
El desarrollo de un concepto empresarial demanejo integral de los residuos peligrosos eindustriales se basa no sólo en lainformación referente al volumen y tipo deresiduos, sino también en aquellos datosque sean de suma importancia para laeconomía de una empresa (p. ej. costos detransporte, tratamiento, disposición final,etc.). El resumen de los costos reales delmanejo de los residuos y el análisis de lasposibilidades de ahorro de costos por lainstrumentación de medidas deminimización, representa un enormeincentivo financiero para las compañías paraimplantar técnicas de minimización deresiduos.
Considerando que la tendencia de loscostos para el manejo y disposición deresiduos en México va en aumento, eldesarrollo e instrumentación de esteconcepto conforma una herramientaimportante de planeación económica paralas empresas y también un instrumento deautorregulación ambiental que puede
E

Concepto de Manejo de Residuos Peligrosos e Industriales para el Giro de la Galvanoplastia
20
considerarse como un instrumento eficientepara la gestión de residuos1.
3.1 Procedimiento
A continuación se enlistan los puntosbásicos para elaborar un conceptoempresarial de manejo de residuos:
1. Análisis de la situación actual de laempresa.
2. Identificación de las áreas en las cualesse generan residuos peligrosos oresiduos no peligrosos en gran volumen
3. Identificación y evaluación de lasoportunidades de minimización deresiduos; y de las medidas de manejopara los residuos que no ha sido posiblereducir.
4. Monitoreo y evaluación del conceptoempresarial de manejo de residuos.
3.1.1 Análisis de la situación actual de laempresa
Como primer tarea se encuentra un análisisdetallado del estado actual de la empresacon respecto a las cantidades ycomponentes de cada uno de los diferentesflujos de materiales y residuos. Para realizareste diagnóstico la empresa debe recopilartoda aquella información que puede servircomo base para realizar un análisiscuantitativo y cualitativo de los materialesempleados y los residuos generados (tabla3.1-1).
1 En Alemania los Conceptos Empresariales para el Manejo deResiduos son de uso obligatorio para toda empresa que genere másde 2 ton/año de residuos peligrosos o de residuos industriales nopeligrosos.
Tabla 3.1-1. Fuentes de información necesarias paraelaborar un Concepto Empresarial de Manejo deResiduos.
§ Comparación cualitativa y cuantitativa de laslistas de compra de materias primas yfacturas de los servicios de manejo deresiduos peligrosos y no peligrosos.
§ Registros de los costos de los distintos tiposde manejo residuos generados, usandodocumentos de contaduría.
§ Registros del manejo, dentro de la empresa, detodo tipo de residuo desde su lugar degeneración hasta su destino final incluyendo laubicación de los puntos de recolección yalmacenamiento temporal, considerando tantolos peligrosos como los residuos industrialesno peligrosos.
§ Bitácoras de los almacenes temporales deresiduos peligrosos de la empresa.
§ Recopilar:
• Manifiesto para Empresas generadoras deresiduos peligroso.
• Manifiestos de entrega, transporte yrecepción de residuos peligrosos,incluyendo el Número de Registro deAutorización de la SEMARNAP de empresadestinaria.
• Reporte Semestral de Residuos Peligrososenviados para su reciclaje, tratamiento,incineración o confinamiento.
O bien,
• Licencia Ambiental Unica, en el Apartado IV-A -Generación y manejo de residuospeligrosos en el establecimiento.
• Cédula de Operación Anual paraestablecimientos industriales dejurisdicción federal Apartados: IIIAprovechamiento de aguas y descarga deagua residuales, y IV generación,tratamiento y transferencia de residuospeligrosos.
Este diagnóstico del estado actual de laempresa constituye la base para elaborar elConcepto Empresarial para el ManejoIntegral de Residuos Peligrosos eIndustriales, y para la toma de decisionescon respecto a las medidas necesarias paraminimizar la generación de residuos,tomando en cuenta los costoscorrespondientes. Una reducción de lacantidad de residuos y de los costos de

3. Conceptos empresariales para el manejo integral de los residuos peligrosos
21
manejo en las empresas sólo se logra si seconocen los diferentes pasos del procesodentro de cada una de las etapas deproducción.
El diagnóstico del estado actual de laempresa debe incluir:
a) Un balance cuantitativo de los flujos demateriales existentes en la empresa, esdecir, materias primas, materialesauxiliares, consumos de agua y energía,productos terminados y residuos.
b) Una descripción de la composición delos materiales mencionados en el puntoanterior principalmente de los residuos:composición, estado físico, puro omezclado, clasificación de los residuospeligrosos que le correspondería deacuerdo a la NOM-052-ECOL-1993 (vercapítulo 2.2 y 4.4).
c) Especificación de los puntos degeneración de residuos, y su manejoactual tanto interno como externo.
d) La determinación específica de loscostos del material de entrada y de loscostos generados por el manejo de losresiduos.
Las entradas y salidas de las corrientes demateriales y su composición deben serregistradas lo más exactamente posible,mediante la información recopilada. Parafacilitar este paso puede elaborarse undiagrama de flujo que a grosso mododescriba las áreas de producciónindividualmente, indicando en estas áreaslas materias primas y materiales auxiliaresempleados y los tipos de residuosgenerados.
En la siguiente figura se muestra un ejemplode un diagrama de flujo de una industria dela galvanoplastia, en este se puedenidentificar tanto las materias primas yauxiliares empleadas como los residuosgenerados.
Figura 3.1-1. Ejemplo de diagrama de flujo general en una industria de la galvanoplastia
® =Enjuagues contaminados por arrastresSecuencia del proceso Ingreso de materialesResiduos Agua residual
Mecanizadoposterior
* Enjuague derecuperación
Tratamiento final(p.e. sellado)
Enjuagues
® Solución agotada,Residuos de filtrado
Solución agotada,lodos, residuos de
filtrado
Enjuagues
®
Agua, salesmetálicas,aditivos
Piezasdefectuosas,residuos de pulido
Lodos
Agua yarrastres
Agua yarrastres
Agua yarrastres
*EnjuagueDesengrase
Enjuagues Decapado
® ®
Preparación mecánica
Solución agotada conmetales, lodos del
tanque, residuos defiltrado
Lodos dedesengrase, aguaresidual, aceite,
grasa
Pelusa de pulido,esmeriles, bandas
gastadas,
Tina derecubrimient
Agua, salesmetálicas, ánodos,
aditivos
Acidos o álcalis,aditivos, agua
Soluciones dedesengrase, agua
Esmeriles,abrasivos, cintas,pastas de pulido
Materiales depulido
Agua yarrastres
Agua yarrastres

Concepto de Manejo de Residuos Peligrosos e Industriales para el Giro de la Galvanoplastia
22
En la tabla siguiente 3.1-2 se presenta laHoja de datos de residuos generados porinstalación o proceso, en la cual se puederecopilar la información de los residuosgenerados en cada área de producción de laempresa (debe usarse una hoja por cada
instalación). A continuación en la tabla 3.1-3se presenta la Hoja de datos de residuo, enla cual se especifican las características decada uno de los residuos identificados entoda la planta (debe usarse una hoja porcada residuo).
Tabla 3.1-2. Hoja de datos de residuos por instalación.
HOJA DE DATOS DE RESIDUOS POR INSTALACIÓN
Empresa: .
Fecha: Responsable:
Número de Instalación: 1
Denominación de la instalación: Planta de tratamiento
1. Tipo de residuo (denominaciónoficial NOM-052-ECOL-1993 pararesiduos peligrosos):
Lodos de tratamiento de las aguas residuales provenientes dellavado de metales para remover soluciones concentradas
Tipo de residuo (denominación interna): Lodos de tratamiento
Número INE delresiduos:
RP1.1/01 Cantidad [ton ó m3/año]:
Residuo Peligroso: ⌧ Si No
Puro: Si ⌧ No
Mezclado con:
2. Tipo de residuo (denominación oficialNOM-052-ECOL-1993 para residuospeligrosos):
---
Tipo de residuo (denominación interna):
Número INE delresiduos:
Cantidad [ton ó m3/año]:
Residuo Peligroso: Si No
Puro: Si No
Mezclado con:

3. Conceptos empresariales para el manejo integral de los residuos peligrosos
23
Tabla 3.1-3. Hojas de datos de residuos
HOJA DE DATOS DE RESIDUOS
Empresa:
Persona que elaborael reporte:
Fecha :
Residuo: Lodos de tratamiento
Residuo denominación oficial(NOM-052-ECOL-1993):
Lodos de tratamiento de las aguas residuales provenientesdel lavado de metales para remover solucionesconcentradas
Residuo Peligroso: ⌧ Si ÿ No
Código del residuo Clave CRETIB: T
Número INE del residuo: RP1.1/01
Se genera en la instalación numero.: 1 - Planta de tratamiento
Composición química/física:
Cantidad [ton ó m3/año]:
Tipo de contenedor: Tambo metálico Tamaño del contenedor(m3 o lt)):
200 l
Localización del contenedor de recolección:
Responsable para el transporte, manejo y la disposiciónen la empresa:
Transportista:
Instalación destinataria de manejo odisposición final
Costos por ton ó m3:
Costos por año:
Observaciones:

Concepto de Manejo de Residuos Peligrosos e Industriales para el Giro de la Galvanoplastia
24
A continuación se registrarán en una tablalos materiales empleados, sus cantidades yel precio unitario de estos, en una cuartacolumna se colocarán las precios totales porel consumo de estos materiales, ya seamensual o anual. Con esta tabla (tabla 3.1.-4) se podrán identificar claramente cuáles
son las consumos y costos relevantes encuanto a materias primas. Una tabla igual sedebe elaborar para los residuos generados,en la que se podrán identificar cuáles sonlos residuos relevantes a considerar, ya seapor su volumen y/o por sus costos demanejo (tabla 3.1-5).
Tabla 3.1-4. Lista detallada de lo materiales empleados en toda la planta
Materia prima yauxiliares
Consumo por añoTon o m 3
Costo unitario Costo total anual
Tabla 3.1-5. Lista de residuos en toda la planta
Residuos Generación anualTon o m 3
Costo unitario Costo total anual
El análisis de la empresa también deberealizarse por secciones de producciónindividualizado, para las cuales igualmentese elaborarán las tablas correspondientes(tablas 3.1-6 y 3.1-7) tanto de materialescomo de residuos. En este caso es
importante iniciar con aquellas áreasespecíficas de la empresa en donde se hadeterminado, con base en el análisis global,prioridad para la minimización, estas sederivaran de los datos recabados con lastablas 3.1-2 y 3.1-3.
Tabla 3.1-6. Lista detallada de materia prima y materiales auxiliares en la instalación o proceso “A”
Materia prima yauxiliares
Consumo por añoTon o m 3
Costo unitario Costo total anual
Para esta misma área también se debe elaborar una tabla para los residuos generados.
Tabla 3.1-7. Lista de residuos en la instalación o proceso “A”
Residuo Generación annualTon o m 3
Costo unitario Costo total anual

3. Conceptos empresariales para el manejo integral de los residuos peligrosos
25
Después de hacer el análisis para el área“ A”, se puede elaborar el mismo análisispara el resto de las áreas de producción.
3.1.2 Identificación de los puntos ycausas de la generación de residuos
La evaluación y registro del estado actualde la empresa, finalmente debe llevar alsiguiente resultado:
§ Transparencia de todo el procesorespecto a los flujos de materialesexistentes y su relevancia en lageneración de residuos
§ Localización de los principales puntosde entrada de insumos, relevantes encuanto a la generación de residuos.
§ Identificación de las fuentes principalesde los residuos considerados comoprioritarios.
§ Identificación de procesos que generanuna cantidad considerable de residuos.
§ Identificación de procesos con costoselevados de materia prima y/o con altoscostos de manejo de residuos.
§ Localización de procesos con un altoporcentaje de productos defectuosos.
§ Localización de procesos que generanresiduos que requieren un manejoespecial o que su manejo es muycostoso.
El análisis anterior también debe facilitar laidentificación de las causas que generanlos residuos, a fin de poder identificar lasposibles medidas correctivas. Entre lasposibles causas de generación de residuospodemos encontrar:
• Causas relativas a los materiales: bajacalidad de materiales, falta de
especificaciones de calidad, mal manejo,almacenamiento inadecuado, etc.
• Causas relativas a la operación ymantenimiento: falta de mantenimientopreventivo, diseño y operación del equipo(equipo sobrediseñado o subdiseñado,sobrecargas, etc.), líneas de proceso noorganizadas, falta de espacio, cambiosrecientes en el proceso, falta deinformación, etc.
• Causas relativas a las prácticasoperativas: falta de capacitación delpersonal, producción bajo presión,riesgos en el trabajo, falta de motivaciónde los trabajadores, falta decomunicación, etc.
• Causas relativas a los productos: diseñode productos, especificaciones decalidad demasiado altas, empaque yembalaje, etc.
• Causas relativas al manejo de residuos:mezcla de residuos, falta deconocimiento sobre residuos peligrosos,poca valoración de los residuos conposibilidad de reciclaje, sistemasinadecuados de recolección, etc.
3.1.3 Identificación de oportunidadesde minimización y opciones de manejo
Con base en el diagnóstico de la situaciónactual, pueden diseñarse los conceptos deminimización propios para cada empresadel giro de la galvanoplastia.
Las medidas de minimización que puedendeducirse a partir de esta informaciónpueden dividirse en:
Ø Medidas específicas referentes a losmateriales empleados
Ø Medidas referentes a los procesos

Concepto de Manejo de Residuos Peligrosos e Industriales para el Giro de la Galvanoplastia
26
Ø Medidas referentes al control delproceso, medidas de organización.
Debe procurarse que al identificar y elegir
medidas de minimización y manejo deresiduos en la empresa se siga el siguienteorden de prioridad para el manejo de losresiduos.
Figura 3.1-2. Esquema de manejo de residuos
Las visitas realizadas a industriasrepresentativas del giro de la galvanoplastiaen el marco del presente manual, mostraronque con medidas que implican pocoesfuerzo y inversiones pequeñas orecuperables a corto plazo, se puededisminuir la generación de residuos.
Se pueden obtener éxitos considerables enla minimización y/o la reducción de lapeligrosidad de los residuos aplicandomedidas simples como por ejemplo:
• Procurar que las materias primasempleadas sean “amigables” alambiente.
• Optimizar la gestión de empaques yembalajes.
• Recolectar vidrio, papel y otros tipos deresiduos por separado facilitando así elreciclaje.
Pri
ori
dad
de
actu
ació
n
Aprovechamiento material
Aprovechamiento energético
Reciclajeexterno
Tratamiento
Fisico-químico
Biológico
Térmico
Confinamiento controlado
Prevención dela generación
Reducción en lafuente
Reciclajeinterno
Reciclaje para su empleo como materiaprimaAprovechamiento o recuperación demateriales
Reuso de residuos
Sustitución y/o purificación de materias primas
Modificaciones en el proceso productivo
Sustitución o modificación del producto
Modificación en equipos auxiliares yactividades complementarias
Buenas prácticas operativas(organización, capacitación al personal)

3. Conceptos empresariales para el manejo integral de los residuos peligrosos
27
• No mezclando los residuos peligrososcon los residuos industriales nopeligrosos.
• Optimizar el desarrollo de los procesos.
La identificación y selección de las medidasbásicas de minimización a instrumentarpuede realizarse en el interior de laempresa, con la ayuda de los responsable ytrabajadores de cada área, pues son los queestán más involucrados en el proceso. Sinembargo también puede recurrirse al apoyode asesores externos, literaturaespecializada, publicaciones del giro oconsultar con las autoridades y cámarascorrespondientes (ver capítulo 9).
Las medidas identificadas deberán serevaluadas tanto técnicamente comoeconómicamente, a fin de establecer loscostos reales de su instrumentación(adquisición y operación), los ahorrosesperados por esta medida en el aspectoeconómico y las ventajas o desventajastécnicas específicas para el proceso.
En la evaluación de las medidas además deevaluar las ventajas y desventajas técnicas yeconómicas, también deben considerarselos aspectos que no son cuantificables, peroque sin embargo no son menos importantes:
⇒ Impacto sobre el medio ambiente
⇒ Efecto sobre la salud de los trabajadores
⇒ Mejora de la calidad de los productos
⇒ Reducción del riesgo por el manejo desustancias y residuos
⇒ Mejora de la imagen de la empresa, etc.
3.1.4 Monitoreo y evaluación delconcepto de manejo de residuos.
El elaborar e instrumentar un ConceptoEmpresarial de Manejo de Residuos debeconsiderarse como un proceso continuo demejoramiento ambiental en la empresa, queademás debe ser monitoreado y evaluado
periódicamente a fin de determinar laefectividad de las medidas instrumentadas(técnica y económicamente) y la posibilidadde instrumentación de nuevas medidas.
Los puntos clave a considerar para lainstrumentación y evaluación de unConcepto empresarial de manejo integral deresiduos peligrosos e industriales semencionan a continuación (tabla 3.1.7):
Tabla 3.1-8. Instrumentación de un ConceptoEmpresarial de Manejo de Residuos
§ Registro permanente de la generación delos diferentes tipos de residuos
§ Evaluación del manejo de los residuos
§ Descripción de todas las estrategiasempleadas para reducir y reusar losresiduos peligrosos y no peligrosos
§ Especificar el manejo externo de losresiduos (confinamiento, tratamientosfísicos, químicos, biológicos y térmicos),y mantener al día los documentoscorrespondientes al manejo.
§ Controlar que se observe la prohibiciónde mezclar los residuos
§ Plano indicando los lugares derecolección de residuos peligrosos y losno peligrosos
§ Mantener al alcance de todo el personal lainformación sobre la peligrosidad yrequerimientos técnicos de manejo
§ Recopilación de los costos dedisposición, diferenciandoadecuadamente según los departamentosen la empresa
§ Fijar responsabilidades específicas dentrode la compañía, sobre la generación ymanejo de los residuos.
En los capítulos siguientes (capítulos 4, 5, 6y 7) se presenta un panorama de losresultados obtenidos a partir de laelaboración de los Conceptos empresarialespara las empresas visitadas del giro. En loscuales se hace una descripción de losprocesos encontrados, los residuosgenerados en estos y las medidas deminimización, tratamiento o disposición final,

Concepto de Manejo de Residuos Peligrosos e Industriales para el Giro de la Galvanoplastia
28
recomendadas para el giro de la galvanoplastia.

4. Descripción de los procesos y residuos generados
29
4 Breve descripción de los procesos más importantesen la galvanoplastia y los tipos de residuos generadosen ellos
l principio de los métodos derecubrimiento electrolítico o químicos,también denominados galvánicosconsiste en depositar por vía
electroquímica, finas capas de metal sobrela superficie de una pieza sumergida en unasolución de agua con iones metálicos oelectrolito, al conectar una fuente externa decorriente directa. Las capas formadasgeneralmente son de un espesor entre 1 y100 µm. El metal que constituye la capa seencuentra en el electrolito en forma de iones.También existen métodos de recubrimientosin corriente externa o químicos, basadosen procesos de oxidación o reducción que,sin embargo, son de menor importancia.
Las capas de recubrimiento se depositansobre una superficie metálica o no metálicacon ciertas propiedades, para darlecaracterísticas que ésta por sí misma notiene, o bien, para fabricar ciertas piezas condeterminada presentación en el acabado. Siel objeto no es conductor, se le haceconductivo, por ejemplo, en la galvanizaciónde plásticos.
El principio básico de los procesos derecubrimiento electrolítico con ánodossolubles consiste en la conversión del metaldel ánodo en iones metálicos que sedistribuyen en la solución. Estos iones sedepositan en el cátodo (pieza que serárecubierta) formando una capa metálica ensu superficie (fig. 4.1-1a).
Los procesos de recubrimiento electrolíticoson reacciones de oxido-reducción. Enprimer lugar, y salvo excepciones (cromo) elmetal del ánodo, se oxida o disuelve concarga positiva. Los iones metálicos ensolución se reducen o metalizan sobre las
piezas a recubrir que, ayudadas por unafuente externa de corriente continua, actúancomo cátodos. Como ejemplo se presentala figura 4.1-1a, en esta caso el cobre, sedisuelve del ánodo y se deposita sobre lapieza con ayuda de corriente eléctrica.
Figura 4.1-1a. Principio de los recubrimientoelectrolíticos.
e- e
-
Recubrimientode Cu
AnodoCátodo
Electrolito
Cu
Cu2+
4.1 Pretratamiento
Previo a que se deposite la capa metálica, lasuperficie a cubrir debe estar libre deimpurezas, tales como grasa y óxidos. Paraello, se aplican procedimientos depreparación como el pretratamientomecánico de las superficies (pulido) y losmétodos químicos de pretratamiento desuperficies: el desengrasado mediantelimpiadores alcalinos, hidrocarburosclorados, o por vía electrolítica; así como eldecapado.
Antes de que una pieza fundida o moldeadase incorpore al proceso de pulido,desengrasado y recubrimiento, deberealizarse una inspección previa paraasegurar que la pieza no presente defectosinaceptables que no se puedan corregirdurante el recubrimiento. Estos defectos
E

Concepto de Manejo de Residuos Peligrosos e Industriales para el Giro de la Galvanoplastia
30
pueden ser rebabas, bordes, hoyos, moho yotras imperfecciones en la pieza.
De los requisitos de calidad respecto a lapieza terminada y de las posibilidades delproceso de compensar defectos en ciertamedida, depende el grado en que puedantolerarse defectos en las piezas. Para elcontrol de calidad de las piezas de entradaes importante contar, para cada tipo depieza, con especificaciones y con ladescripción de los defectos admisibles. Notiene sentido galvanizar piezas defectuosaspara después convertirlas en chatarra, o enel último de los casos, invertir endesmetalizarlas y perder materiales derecubrimiento.
Se han observado cuatro métodos típicos delimpieza previos al recubrimientoelectrolítico, entre los cuales se encuentranlos métodos mecánicos y químicos. Laselección del método más adecuadodependerá del tipo y tamaño de la pieza, delgrado de remoción de impurezas deseado yde la tecnología disponible. Estos métodosse describen a continuación:
1) Los métodos mecánicos depreparación, incluyen principalmente elesmerilado y pulido. Estos pasos de trabajoeliminan asperezas o deformacionessuperficiales y ensuciamientos gruesos,generando grandes cantidades de residuosde pulido. Muchas veces los polvos de pulidogenerados no se aspiran adecuadamenteporque las instalaciones de filtracióngeneralmente están mal diseñadas, estotiene como consecuencia que el polvo sedisperse en las naves industriales y llegue acontaminar los tanques de galvanizado y agenerar riesgos en la salud de lostrabajadores.
Después de pulir las piezas, éstas deberíanlimpiarse con un trapo para quitar restosgruesos de pastas de pulido y ruedas deesmerilado, de esta manera, las siguientesetapas de limpieza se contaminan menos ysu tiempo de vida útil aumenta.
Pretratamientomecánico
*Esmerilesabrasivos y depulido, cintas,cepillos*Pasta abrasiva*Equipo deprotección
*Polvos*Esmerilesgastados*Abrasivos*Equipo deprotección usado
Pieza metálica
Pieza tratada
Figura 4.1-1b. Diagrama de balance de materiales enel tratamiento mecánico
2) Desengrase
En la fabricación de las piezas se empleangrasas, aceites, emulsiones de corte ysustancias similares como refrigerantes ylubricantes. A menudo también se engrasanlas piezas como protección anticorrosivatemporal.
El desengrase puede efectuarsebásicamente de dos formas: con solventesorgánicos o en soluciones acuosas alcalinaso ácidas con poder emulsificador.
El desengrase con solventes se lleva acabo para eliminar los restos de grasa yaceite de la superficie de la pieza. Loslimpiadores con solventes permiten un mejorhumedecimiento de la superficie queaquellos a base de agua. El método clásicopara eliminar el aceite y la grasa de unasuperficie es el desengrasado a vapor.Consiste en calentar un solvente limpiador,generalmente hidrocarburos clorados, paraobtener una fase de vapor caliente, en la quese introducen las piezas. La fase de vaporse condensa sobre la superficie fría de lapieza, el cual disuelve el aceite y la grasa.Los solventes sucios, después de su usopueden ser regenerados mediantedestilación y volver a ser usados.
Actualmente se ha prohibido el uso dealgunos solventes orgánicos por el riesgoque estos implican para la salud laboral y el

4. Descripción de los procesos y residuos generados
31
medio ambiente (1,1,1-tricloroetano). Lossolventes que actualmente se siguenempleando son el tricloroetileno, elpercloroetileno y el cloruro de metilo. Estossolventes generalmente se usan comodesengrasantes de piezas con mucha grasao aceite adherido. Sin embargo por suscaracterísticas tóxicas su uso debe serlimitado a casos en los que por razonestécnicas sea inevitable el empleo desolventes halogenados. En estos casos sedeben usar en instalaciones cerradasherméticamente, acompañadas incluso conun sistema de extracción de vapores y unfiltro de carbón activado (con el cual elsolvente puede ser recuperado), tambiéndebe existir ventilación local durante laapertura del sistema de limpieza.
Así mismo, el solvente usado debe seralmacenado en depósitos cerradoscolocados en el almacén temporal deresiduos peligrosos, para ser reciclado omanejado como residuo por compañíasautorizadas.
Los limpiadores en base acuosacomprende una gran variedad de métodosque utilizan sales alcalinas, detergentes,medios dispersantes y ablandadores deagua para desplazar la grasa, la suciedad eimpurezas de la superficie metálica. Lalimpieza alcalina se realiza también demanera electrolítica, en este caso, la pieza atrabajar primero se conecta catódicamentedentro de un tanque con solución dedesengrase, cuando la corriente se aplicaocurre la formación de gas hidrógeno de laelectrólisis del agua en la superficie de lapieza, el desprendimiento del hidrógeno dela superficie ocasionando una acción delavado sobre la pieza. A continuación de lalimpieza catódica el circuito es invertido, porlo que ahora la pieza de trabajo es el ánodoy el gas de oxígeno que se genera en lasuperficie de la pieza produce la acción delimpieza final.
Figura 4.1-2. Diagrama de balance de materiales enla operación de desengrase acuoso.
Desengrase*Productos dedesengrase*Agua*Energía
*Agua residual deenjuague*Baño dedesengrasadoagotado*Aceite, grasa*Emisiones
Pieza metálica
Piezadesengrasada
3) Decapado
El contacto entre la atmósfera y las piezasmetálicas provoca la formación de capas deóxido, que tienen que ser eliminadas antesdel recubrimiento electrolítico. El decapadocon ácido se utiliza para eliminar impurezasy óxidos a través de un ataque químico, elcual frecuentemente se aplica después deun lavado alcalino. Se utilizan diferentesácidos, solos o mezclados, entre ellos seencuentran el ácido nítrico, ácido sulfúrico,ácido clorhídrico, ácido fluorhídrico y ácidofosfórico con concentraciones de entre 2 y85%, dependiendo del metal y el grado delimpieza requerida. El decapado medianteácidos se realiza normalmente atemperaturas de 20 - 80°C. El decapado seaplica siempre a continuación de una lalimpieza electrolítica para mejorar la calidadde la superficie.
El decapado alcalino también se empleapara remover herrumbre y óxido. La solucióngeneralmente consiste de sosa cáustica conaditivos tales como detergentes y agentesquelantes.

Concepto de Manejo de Residuos Peligrosos e Industriales para el Giro de la Galvanoplastia
32
Figura 4.1-3. Diagrama de balance de materiales enla operación de decapado.
Decapado*Acidos o álcalis*Aditivos*Agua
*Agua residual deenjuague*Baño de decapadoagotado conmetales*Emisiones
Pieza metálica
Piezadecapada
4) Activado
El proceso de activado, también llamadoneutralizado e inclusive decapado suave, seutiliza para eliminar la pequeña capa deóxido que se ha formado sobre la superficiedel metal una vez que la superficie ha sidotratada o lavada en sucesivas etapas. Esapequeña capa de óxido hace que lasuperficie sea pasiva y por lo tanto malconductora. Las soluciones empleadas sonpor lo general ácidos muy diluidos. Losactivados permiten asimismo eliminarmanchas generadas por compuestosorgánicos y/o inorgánicos.
4.2 Recubrimientos electrolíticos
Un baño de recubrimiento electrolíticoconsiste de un ánodo y un cátodo en unelectrolito, que normalmente es una solución
hídrica de la sal del metal que se pretendeaplicar. En el electrolito, el metal estápresente en forma de iones, el flujo deelectrones es proporcionado por una fuenteexterna de corriente directa (figura 4.2-1). Lapieza a recubrir se convierte en cátododonde se lleva a cabo la reducción de losiones a metal. El ánodo consiste de unconductor inerte (por ejemplo, platino ografito) o bien del metal con el que serecubrirá. La oxidación se lleva a cabo en elánodo formando oxígeno y cuando fluye lacorriente, el ánodo del metal con el que seva a recubrir se disuelve. El espesor de lacapa del recubrimiento depende del tiempode permanencia en el baño electrolítico. Lacapa puede alcanzar un espesor de hasta100µm, sin embargo, son mucho másfrecuentes las capas más delgadas.
Los baños de recubrimiento electrolítico sedividen en baños ácidos y alcalinos. Losbaños ácidos contienen sulfatos, cloruros,fluoroboratos y sulfamatos de los metales adepositar. Los baños alcalinos se componensobre la base de complejos de hidróxidos ocianuros. Generalmente, la composiciónexacta de los baños y químicos comercialeses secreta, pero las funciones generales delas diferentes componentes se conocenbien. La siguiente tabla muestra laspropiedades y aplicaciones de diferentesrecubrimientos electrolíticos.
Tabla 4.2-1. Propiedades y aplicaciones de algunos recubrimientos electrolíticosPropiedad Metales y aleaciones Ejemplo de aplicación
Protección anticorrosiva Cr, Ni, Sn, Au, Zn, Rh, Cd Protección anticorrosiva en piezasautomotrices
Síntesis de material en una superficie Cr, Fe, Ni Restauración de piezas gastadas
Mejoramiento estético de superficies Cr, Au, Ag, Pt, Ni, 70:30 Cu-Zn Alhajas, vajillas, decoración en general
Protección contra el desgaste Cr, Ni, Fe, Sn, Ru, Pd Rodillos, pistones, cojinetes, contactos,apagadores
Dureza Cr, Ru, Os Moldeado, prensado
Reflexión (óptica o térmica) Cr, Rh, Au Lámparas, proyectores, escudos y visoresaerospaciales
Conductividad eléctrica Cu, Ag, Au Circuitos impresos, antenas, cables
Retención de aceite Cu, 65:35 Sn-Ni Sistemas hidráulicos, lubricación
Capacidad para soldarse Ni, Sn, Cd, 60:40 Sn-Pb Circuitos impresos, contactos eléctricos
Poca resistencia al contacto Ag, Au, Rh, Rh, Pd, Sn, 80:20 Pd-Ni Contactos eléctricos

4. Descripción de los procesos y residuos generados
33
Figura 4.2-1. Diagrama de balance de materialespara las operaciones de recubrimiento electrolítico
Recubrimientoelectrolítico
*Agua*Sales metálicas*Aditivos*Anodos*Material auxiliar(filtros, carbónactivado, bolsasde ánodos)*Electricidad
*Agua residual deenjuague*Electrolitoscontaminados ousados*Lodos anódicosy de limpieza*Material auxiliarusadoEmisiones
Pieza metálica
PiezaRecubierta
4.2.1 Cobrizado
Frecuentemente, el cobre forma la primeracapa en un sistema de capas derecubrimiento, puesto que es fácil dedepositar en metales y plásticos, ya quepresenta una elevada conductividad;además, la capa de cobre es muyresistente, económica de aplicar y formauna buena base adhesiva para otrosmetales. El cobrizado puede aplicarse apartir de baños alcalinos cianurados ybaños ácidos con ácido sulfúrico.
Los dos procesos de cobrizado empleadoscon más frecuencia son el método de ácidosulfúrico (sulfatos) y el de cianuro (bañoalcalino). El cobrizado ácido con sulfatos,generalmente requiere un control másestricto del baño a fin de mantener losparámetros en el rango óptimo, sinembargo, se evita el uso de cianuro. Elbaño ácido, también puede utilizarse comoprimer revestimiento metalizado enplásticos, por su gran ductilidad.
En un baño ácido, el sulfato de cobre(CuSO4) representa la fuente de iones decobre que se deposita en la superficie arecubrir. Para este proceso se recomiendasulfato de cobre químicamente puro. Elbaño de cobre típico contiene sulfato decobre (250 g/l), ácido sulfúrico (100 g/l),iones de cloruro (< 1 g/l) y aditivos de brillo
(6 g/l). El ácido sulfúrico sirve paraaumentar la conductividad de la solución ypara disolver el ánodo de cobre, este ánodoconduce la corriente eléctrica y proporcionalos iones de cobre para formar sulfato decobre. El proceso de cobre ácido se realizaa una temperatura entre 20 y 30o C. Loselectrólitos cúpricos de ácido sulfúricocontienen generalmente altasconcentraciones de químicos orgánicosauxiliares, pues requieren un mayor controlde los parámetros de operación del baño afin de obtener ciertas características comodureza, nivelación y brillo. Sin embargo, enestos tipos de baños no se formancarbonatos en el baño.
Los baños alcalinos de cobre cianuradooperan a una temperatura elevada, de 40 -60 °C, y contienen el cobre aglutinado enforma de complejos cianurados. Este tipode baños generalmente contienen cianurode cobre (60 g/l), cianuro libre(aproximadamente 20 g/l), hidróxido desodio (20 g/l) y aditivos de brillo (10 g/l).Normalmente, los baños no se cambian,sólo se filtran periódicamente ya sea confiltro de materiales textiles o usando carbónactivado para retirar los aditivos oimpurezas orgánicas que se handegradado.
Por el peligro que representa a la saludhumana y al ambiente, al usar bañoscianurados, deben respetarse normasespeciales referentes a la saludocupacional y seguridad en el trabajo, y laprotección al ambiente, tanto durante elcobrizado como en el manejo y eltratamiento de los residuos y las aguasresiduales.
Los residuos generados en el cobrizadoson: residuos de filtración, concentradosprovenientes del cambio de baño o delmantenimiento de los tanques (lodos) yenjuagues contaminados por los arrastresde los baños durante el transporte de laspiezas de un tanque a otro.

Concepto de Manejo de Residuos Peligrosos e Industriales para el Giro de la Galvanoplastia
34
Figura 4.2-2. Diagrama de flujo de un proceso de cobrizado alcalino
4.2.2 Niquelado
El niquelado es un procedimiento demetalización que se lleva a cabo con finesde protección superficial en las piezas, asícomo decorativos y de recubrimiento previoantes del cromado, o de otros acabados.
Los objetos de cobre y aleaciones de cobrese niquelan directamente, esteprocedimiento también es posible conobjetos de estaño, zinc, plomo, hierro yacero, sin embargo, en estos casos (sobretodo de estaño, zinc, zamak y plomo) setienen que cobrizar previamente.
En el galvanizado con níquel se puedenutilizar baños de sulfamatos o baños Wattscon sulfatos de níquel. El baño consulfamatos generalmente está compuestode sulfamato de níquel, ácido bórico,bromuro de níquel, ánodos de níquel yaditivos que influyen sobre las propiedades.El sulfamato de níquel (Ni(SO3NH2)2) esla fuente principal de iones de níquel eneste tipo de baño. En un baño Watts deníquel modificado, las sales utilizadas conmás frecuencia son el sulfato de níquel
(NiSO4), como la principal fuente de iones,y el cloruro de níquel por su efectodespasivizante de los iones de cloro sobrelos ánodos de níquel.
El ácido bórico tiene la función de sustanciabuffer y reduce la formación de defectos aaltas densidades de corriente, generadospor la acidificación de la solución debida alexceso de iones H+. El bromuro de níquel(NiBr2) se usa para reducir las tensionesinternas y disolver los ánodos de níquel. Elníquel metálico sirve como ánodo para lacorriente eléctrica y libera los iones deníquel que recubrirán a las piezas(niquelado).
Generalmente no se utilizan placas deníquel como ánodos en el recubrimientogalvánico, ya que éste, por la pasivaciónsólo se disuelve en electrolitos con un altocontenido de cloruro. En cambio unpequeño contenido de sulfuro u óxido deníquel en el material de ánodo tiene unefecto despolarizador. Sales que puedenutilizarse de manera alternativa para elgalvanizado, son el sulfato amóniconiqueloso fácilmente soluble en agua, el
Secuencia del procesoResiduos
Ingreso de aguaAgua residual
® = Enjuaguescontaminadospor arrastres
* EnjuaguesCobre alcalinoEnjuague derecuperación
Niquelado,cobre brillanteo acabados
®Residuos de filtrado,lodos con cianuro ycobre, soluciónagotada
Enjuague
®
concentrado
*Desengrasequímico
Enjuague Desengraseelectrolítico
Enjuagues Decapado
®®

4. Descripción de los procesos y residuos generados
35
sulfato amínico niqueloso o eltetrafluoroborato niqueloso.
Las soluciones estándar para el niqueladoen un baño Watts, contienen por ejemplo,240 g/l de NiSO4 , 40 g/l de NiCl2 y 30g/l de ácido bórico (pH 3.5 - 4.5, 45-70°C y 2-10 Amp/dm²) o 100 g/l deNiSO4 , 22 g/l de citrato sódico y 5 g/l deácido bórico.
Igual que con otros recubrimientos, puedenagregarse aditivos, como abrillantadoresque hacen innecesario el pulido posteriordel recubrimiento de níquel y que al mismotiempo pueden corregir pequeños bordesde la capa base. Los aditivos también seusan para reducir la tensión superficial delbaño y para darle una superficiesemibrillante o brillante al recubrimiento.Estos aditivos muchas veces sonorgánicos, y normalmente no formancomplejos.
Para baños de níquel brillante existen comovehículos, sulfonatos bencénicos,
sulfonatos de naftalina, sacarina,paratoluenosulfonamida, y como lospropios formadores de brillo, formaldehído,butinediol, cumarina (que en dosis mayoresa la concentración necesaria para losbaños, es tóxica) y sustancias similares.En la mayoría de los casos se combinanvarias de estas sustancias.
Si el agua residual de estos electrolitos semezcla con aguas residuales formadorasde complejos de otros procesos, segeneran complejos de níquel muy establesque sólo con mucha dificultad pueden serdestruidos.
Puesto que los baños de níquel se filtrancontinuamente, se generan residuos defiltración, además de concentrados alcambiar los baños de níquel (lo que raravez ocurre) y, desde luego, las pérdidas dela solución del baño en el arrastre hacia losenjuagues.
Figura 4.2-3. Diagrama de un proceso de Niquelado
4.2.3 Cromado
En el recubrimiento con cromo se distinguendos procesos: el cromado brillante (cromadodecorativo) y cromado duro. En el cromadobrillante se depositan capas de cromodelgadas y brillantes de efecto decorativo ocomo protección anticorrosiva, sobre capasintermedias de níquel. El cromado duro se
utiliza principalmente para aumentar ladureza de herramientas, así como paraincrementar la resistencia al desgaste demoldes, válvulas, etc. En el cromo duro sedepositan galvánicamente capas de cromode mayor espesor a temperaturas elevadas.
En el cromado brillante, se utilizansoluciones electrolíticas que contienenaproximadamente: 250 g/l de ácido crómico
Secuencia del proceso
Residuos
Ingreso agua
Aguas residuales
cromado olatonadoCobrizado Niquelado Enjuague de
recuperación
Enjuaguesen cascada
Solución agotadalodos de niqueladoEmisionesResiduos de filtrado
enjuaguescontaminadospor arrastres
retorno de solución previaconcentración
arrastres

Concepto de Manejo de Residuos Peligrosos e Industriales para el Giro de la Galvanoplastia
36
(Cr2O3), de 2.5 –4 g/l de ácido sulfúrico y 3g/l de cromo trivalente (Cr2O3); paraaumentar la dureza pueden agregarseademás entre 5 y 10 g/l de ácido bórico.
Durante el proceso de cromado ocurre unsobrepotencial en la capa superficial de lapieza a cromar, a causa de reacciones deoxido-reducción y diferencias deconcentración, lo que genera unaseparación simultánea de hidrógeno que elbaño emite como gas y que arrastrafracciones del baño. Algunas empresas quecuentan con equipos de control deemisiones a la atmósfera aspiran ycondensan estas emisiones, y las devuelvenal baño después de haberlas regenerado.
El proceso se realiza, a una temperaturaaproximada de 50 °C y con una densidad decorriente cercana a 60 Amp/dm². Con estascondiciones de operación en un proceso decromado duro, se puede obtener en unahora una capa de cromo de un espesor de500 µm.
Al agregar al electrolito agentes tensoactivosfluorados y espumantes, se evita que lasolución salpique fuera del tanque y sereducen pérdidas por evaporación de lasolución de cromado tóxica.
Después del cromado, las piezas se lavan,generalmente, en un enjuague permanente ode recuperación y después en uno o dosenjuagues en cascada. Como laconcentración del electrolito en el enjuaguepermanente se incrementa, debido a losarrastres, este se emplea para rellenar elbaño de cromo, a fin de recuperar elelectrolito arrastrado y reponer el volumendel baño que se ha evaporado. Estogeneralmente se hace diariamente, despuésde ajustar la concentración del enjuague derecuperación a los parámetros de operacióndel baño.
Por el peligro para la salud humana y alambiente, debido a la toxicidad de loscompuestos solubles de cromo (Cr VI),durante el cromado y en el tratamiento delos residuos y aguas residuales generadosen este proceso, deben observarse normasespeciales de seguridad en el trabajo y deprotección ambiental. Las aguas residualesgeneradas de este proceso deben tratarse afin de reducir el Cr VI a Cr III, menos tóxico,este proceso generalmente se hace conbisulfito de sodio.
Los principales residuos que se generan sonlodos de concentrado (lodos de la tina debaño), aguas de enjuague contaminadas porarrastres, emisiones y lodos del sistema detratamiento.
Figura 4.2-4. Diagrama de un proceso de Cromado
Secuencia del proceso
Residuos
Ingreso agua
Aguas residuales
Niquelado Cromado Enjuague derecuperación
Enjuagues encascada
Solución agotadaLodos con Cr VIEmisiones nieblas
Enjuaguescontaminadospor arrastres
retorno desolución
arrastres
Activado
Tratamiento:reducción de Cr
VI con bisulfito desodio

4. Descripción de los procesos y residuos generados
37
4.2.4 Zincado
En este caso la pieza metálica a recubrir seintroduce en un baño electrolítico quecontiene iones de zinc, la corriente eléctricapermite el transporte de los iones a la piezaque funciona como ánodo. El proceso serealiza a una temperatura de entre 55 y75°C. El espesor de la capa se ajustacontrolando la intensidad de corriente y eltiempo de permanencia de la pieza en elbaño electrolítico.
Los baños de zinc pueden ser cianurados(baños alcalinos) de alta y bajaconcentración, y son los más ampliamenteutilizados. Otros tipos de baños son losácidos a base de potasio o amonio, loscuales tienen alto rendimiento y proveengran brillo y los baños alcalinos exentos dezinc.
En el zincado se utilizan placas de zinccomo ánodo y los baños electrolíticos estánconstituidos con 250 g/l de ZnSO4 , 20 g/lde ZnCl2 , 50 g/l de Na2SO4 y 10 g/l deH2SO4 (1.6 V y 1 Amp/dm²) o conaproximadamente 350 g/l de ZnSO4 y30 g/l de (NH4)2SO4 (pH de 3 a 4, 35-55°C, 10-60 Amp/dm²). Los baños dezinc alcalinos contienen, además decomplejos de cianuro de zinc, 60 g/l desolución sódica y 80 g/l de cianuro sódico.
También contienen aditivos de brillo a basede aldehídos aromáticos (vanilina, aldehídoanísico, pieronal) o resinas de formaldehídode tiurena (40-50 °C, 2-10 Amp/dm²).
Las aguas residuales generadas durante losprocesos de recubrimiento electrolítico quecontienen cianuro, son peligrosas para elambiente y la salud de los trabajadores, porlo cual, se requiere una recolección ydesintoxicación por separado a fin de oxidarlos cianuros a cianatos. Sin embargo, seestá incrementado el uso de otros tipos desales de zinc para el zincado, por ejemplo,sales de sodio, que no requieren cianuro.
Generalmente a fin de proveer una capaextra de protección, y “sellar” la superficiedel zincado o simplemente dar color a lasuperficie, se aplica una pequeña capa decromado, el cual se le denominacromatizado, tropicalizado o sellado. Éstanormalmente se realiza por inmersión, enuna solución de ácido crómico (5-35 g/l CrVI), ácido nítrico o sulfúrico como agentesacidificantes. La solución puede tambiéncontener otros aniones como sulfatos.cloruros o floruros.
Los residuos que se generan en el zincadoson lodos de concentrado, emisiones, aguasde enjuague contaminadas y lodos deltratamiento.
Figura 4.2-5. Diagrama de un proceso de zincado alcalino
Secuencia del proceso ResiduosIngreso agua Aguas residuales
Enjuague Enjuague
Enjuaguescontaminados
Desengrasealcalino
Lodos de desengrase ysoluciones alcalinas
Decapado H2SO4
Soluciones ácidasgastadas
Neutralizadocon sosa
Solucionesalcalinas gastadas
*
Baño de Znalcalino- CN
Sellado o(cromatizado)
Enjuagues
Lodos ysoluciones
alcalinas con CN
Lodos y solucionesácidas con Cr VI
Enjuagues contaminadoscon Cr VI
Enjuaguescontaminados
Enjuagues*

Concepto de Manejo de Residuos Peligrosos e Industriales para el Giro de la Galvanoplastia
38
4.2.5 Estañado
Para el estañado galvánico se utiliza estañopuro como ánodo en un baño que contiene90 g/l de hexahidroxostanato sódico(Na2(Sn(OH)6), 7.5 g/l de NaOH, 15 g/lde acetato sódico y 0.5 g/l deperborato sódico (70-80 °C, 4-6 V, 0.5-3 Amp/dm²), con aproximadamente 40 g/lde K2SnO3 y 15-30 g/l de KOH (70-80 C, 40 Amp/dm²), con 60 g/l de SnSO4 ,60 g/l de H2SO4 , 100 g/l de ácidofenol-sulfónico, así como gelatina y 2-naftol (20-50 °C, 1-25 Amp/dm²) o con80 g/l de fluoroborato de estaño y 50g/l de ácido fluorobórico (20-40 °C, 2.5-14 Amp/dm²).
El recubrimiento de estaño es aún másresistente a la corrosión que la chapa dehierro zincada, siempre y cuando no estédañado. La capa de estaño protectorageneralmente tiene un espesor de 0.001mm.
Los residuos generados en este procesoson lodos de concentrado, emisiones, aguasde enjuague contaminadas y lodos de laplanta de tratamiento.
4.2.6 Otros recubrimientos metálicos
Aunado a los anteriores recubrimientostambién existen entre los recubrimientosmetálicos los siguientes:
Latón, en México se está extendiendo el usode latón en acabados decorativos paracerrajerías, debido principalmente a sucolor, este se deposita principalmente através de electrolitos cianurados.
Níquel “electroless” , este es unrecubrimiento metálico sin el uso decorriente externa, el electrolito se deposita através de reacciones catalíticas de oxido-reducción, a través de un agente reductor. Elrecubrimiento sin corriente eléctrica pudegenerar un recubrimiento uniforme en todas
las áreas de la pieza independientemente desu configuración.
El reductor más comúnmente usado es elhipofosfito de sodio aunque también puedeemplearse borohidruro de sodio e hidrazina.Los electrolitos de este tipo generalmentecontienen acomplejantes, para mantener laconcentración de metal soluble, entre losmás empleados están el ácido cítrico, citratode sodio, acetato de sodio y ácido glicólico.Como estabilizantes del baño se usantiourea, sales de metales pesados ycompuestos tiorgánicos. Un baño típico deníquel “electroless” puede contener: sulfatode níquel (28 g/l), acetato de sodio (17g/l), hipofosfito de sodio (24 g/l), acetato deplomo (0.0015g/l), a un pH de 4.6 y unatemperatura de 82 – 88o C.
Al emplear agentes quelantes en los baños,debe considerarse que éstos puedengenerar problemas en el tratamiento de lasaguas residuales, por lo que requieren unpretratamiento previo para eliminarlos. Eneste caso, el tratamiento consiste enacidificar la solución para romper elcomplejo y después realizar la precipitaciónde los metales incrementando el pH.
El baño de cobre “electroless” es similar alde níquel no electrolítico y se usa comobase para otros recubrimientos. Es usadoen circuitos impresos, electrónica, etc. Eneste caso el agente quelante puede ser untartrato (sal de Rochelle) o una amina. Loscomponente típicos para este baño son:sulfato de cobre (15 g/l), sal de Rochelle(40 g/l), formaldehído al 3% (6 g/l), óxidode vanadio (0.001 g/l); operando a un pH de12 y una temperatura de 70 a 75º C.
4.3 Anodizado
El anodizado es un acabado metálico que seobtiene a partir de un proceso de oxidaciónanódica a un voltaje de 12-18 voltios.Generalmente se utiliza un baño de ácidosulfúrico, en el cual el aluminio de lasuperficie se convierte a óxido de aluminio,la oxidación se origina cuando los iones de

4. Descripción de los procesos y residuos generados
39
aluminio de la pieza se combinan con eloxígeno del agua en el electrolito. El espesorde la capa de oxidación está determinadopor la distancia a la cual los iones puedenpenetrar a cierto potencial (generalmente140 nm/V). La superficie anódicageneralmente es porosa por lo que puedeaplicarse un acabado decorativo (color) a laspiezas de aluminio. Finalmente, a fin deaumentar la dureza de la superficie de lapieza, se puede aplicar un sellado paracerrar los poros.
Los electrolitos más comunes estánconstituidos con ácido sulfúrico, los cualespuede ser usados para dar protección o confines decorativos, en espesores de 4 a 30µm. Las capas formadas con electrolitos deácido crómico son más delgadas y menosresistentes a la corrosión, pero resisten másla deformación. Por último, los electrolitoscon ácido oxálico se usan para obtenersuperficies duras.
En el caso del baño con ácido sulfúrico, laoxidación se lleva a cabo al formarse ionessulfato mediante corriente anódica, estosiones no son capaces de existir por símismos, por lo tanto se reconvierten a ácidosulfúrico al reaccionar con iones dehidrógeno formados durante ladescomposición de agua, mientras tanto eloxígeno gaseoso liberado oxida la superficiedel aluminio.
Durante este proceso, en el baño de ácidosulfúrico también se disuelve aluminio, si laconcentración de éste es superior aaproximadamente 20 g/l, puede provocarinterferencias en el proceso.
En general el proceso de anodizado sedivide en:
− Pretratamiento (desengrasado,decapado)
− Anodizado (corriente directa-ácidosulfúrico, corriente directa-ácido oxálico,corriente alterna-ácido oxálico, corrientedirecta-ácido sulfúrico/ácido oxálico, uotros electrólitos)
− Postratamiento (coloración,endurecimiento).
Generalmente antes del anodizado lasuperficie de las piezas, se pule con discosde tela usando como medio pulidor unamezcla de estearatos y abrasivos de pulido.El polvo de pulido que se genera, estáconstituido de fibras de tela, de polvos dealuminio, de esmerilado y de estearatos, ygeneralmente se aspiran mediante filtros.
En esta área debe instalarse un sistema deaspiración diseñado adecuadamente, de talmanera que sea aspirado el mayorporcentaje posible de los polvos generadosdurante la operación de pulido, para evitarque se dispersen en la nave. Los filtrostambién deben limpiarse periódicamente.
A continuación, las piezas a anodizar sedesengrasan principalmente con limpiadoresalcalinos que contienen hidróxido de sodio,carbonato de sodio, silicatos yemulsificantes. También se usanhidrocarburos halogenados (p. ej.percloroetileno), en este caso la limpiezadebe llevarse a cabo en instalacionescerradas y los trabajadores deben utilizarequipo de protección. El solvente sucioempleado para la limpieza puede serrecuperado por medio de destilación.
Al desengrasado sigue un decapadoalcalino, generalmente los solucionesempleadas en el decapado estáncompuestas de hidróxido de sodio conconcentraciones de 50-100 g/l. En esteproceso, se libera aluminio de la superficiede la pieza, el cual reacciona con el NaOH,formándose un complejo de aluminato desodio - hidróxido de aluminio, el cual seprecipita en el baño o se incrusta en eltanque. Este complejo puede filtrarsecontinuamente, a fin de evitar que suconcentración aumente (10 a 24 g/l). Lasincrustaciones en las paredes y del fondodel depósito también deben ser retiradasperiódicamente de manera mecánica.

Concepto de Manejo de Residuos Peligrosos e Industriales para el Giro de la Galvanoplastia
40
Después de la limpieza y preparación de lapieza se lleva a cabo el anodizado, medianteel método de corriente directa o alterna endiferentes electrolitos como ácido sulfúrico,ácido oxálico o ácidos carboxílicos alifáticosy ácidos sulfónicos aromáticos.
Los baños de anodizado ácidos, puedencontener hasta 200 g/l de ácido sulfúrico ode 30 a 50 g/l de ácido oxálico. Laregeneración del ácido sulfúrico puedellevarse a cabo a través de resinas deintercambio iónico, en las cuales se eliminanel hidrógeno y componentes de sulfato de lasolución de anodizado ácidosulfúrico/aluminio. Para recuperar el ácido,se utiliza agua para enjuagar loscomponentes ácidos de la resina y se formauna solución de H2SO4, la cual es muy bajaen aluminio y se puede reusar para losprocesos de anodizado.
Los baños de anodizado se enriquecen deiones de aluminio y tienen que serreemplazados o regenerados al alcanzaruna concentración de aproximadamente 20g/l de aluminio para baños con ácido.
En algunas empresas los enjuaguescontaminados con los electrolitos delanodizado, se descargan a través de la redde aguas residuales después de serneutralizados.
Después del baño de anodizado las piezasdeben enjuagarse cuidadosamente; en estaoperación se lleva a cabo una dilución de lasolución arrastrada del baño en la capa deóxido que se formó.
Después del anodizado, las piezas puedencolorearse en baños con diferentes salesmetálicas. Finalmente, después de unproceso de lavado, el recubrimientosuperficial de las piezas es endurecido enun baño de acetato de níquel, tras lo cual laspiezas se enjuagan, se secan y se preparanpara el envío al respectivo cliente.
Los residuos que se generan durante elproceso de anodizado son: lodosconcentrados del mantenimiento del baño,enjuagues contaminados por los arrastresdel anodizado, emisiones y lodos deltratamiento del agua residual.

4. Descripción de los procesos y residuos generados
41
Figura 4.3-1. Diagrama de flujo para un proceso de anodizado
4.4 Tratamiento de aguas residuales
La industria de recubrimientos metálicosenfrenta uno de los más serios problemasen lo que se refiere a la contaminación desus aguas residuales. El manejo demetales tóxicos como cromo, cadmio,plomo, etc. y de compuestos venenososcomo el cianuro, genera la necesidad deproteger a las personas y al medioambiente del envenenamiento por losmismos.
Como ya se mencionó la mayoría de lasempresas tratan sus aguas residuales,mediante tratamiento fisicoquímico, Sinembargo anteriormente era una prácticacomún el descargar las aguas residualesdirectamente a la red de drenaje municipal
(actualmente un pequeño porcentaje deempresas continua con este tipo demanejo). Estas aguas residualesgeneralmente se descargaban al drenajemunicipal sin otro tratamiento más, que ladilución y neutralización simples; alprovocar la autoneutralización de corrientesácidas con alcalinas y la dilución deconcentrados con enjuagues. Esta prácticaera común en las industrias de lagalvanoplastia por ser la más económicapara poder “cumplir” con los parámetrosde descarga.
Sin embargo, la práctica de “tratamiento”anterior no es recomendable puesgeneralmente son descargadas ymezcladas soluciones agotadas de salescianuradas (soluciones alcalinas) ysoluciones ácidas (generalmente
Secuencia del proceso
Residuos
Ingreso agua
Aguas residuales
Lodos
Pulido Desengrase EnjuagueDecapado en
sol. NaOH Enjuague *
Polvos metálicos,pastas de pulidos,
discos usados
Lodos dedesengrase y
solución agotada
Aguas residuales Aguas residualesLodos de aluminatode sodio y solución
agotada
Anodizadocon H2SO4
EnjuagueActivado
H2SO4 (1%) Enjuague Enjuague* *
Aguas residuales Aguas residualessolución agotada
Lodos dedesengrase y
solución agotada
Acabado encolor Enjuague
Sellado, conacetato de
Níquel (5 g/l)
Enjuaguecaliente*
Aguas residuales Aguas residualessolución agotada
solución agotadaFiltro decarbón
activado

Concepto de Manejo de Residuos Peligrosos e Industriales para el Giro de la Galvanoplastia
42
conteniendo ácido crómico), para provocarla autoneutralización. Esta mezcla puedeser peligrosa, debido a que por simpleneutralización no es posible cambiar laforma tóxica hexavalente del cromo,contenido en la corriente ácida a su formatrivalente menos tóxica. Por otra parte, lacorriente alcalina cianurada al sermezclada con una corriente ácida para suautoneutralización, no logra ladescomposición de los cianuros y encambio, si es muy posible pasar al rangoácido de la mezcla que favorece laformación de gas cianurado sumamentetóxico.
La forma más conveniente para tratar estetipo de efluentes es procesar las corrientespor separado: tratar separadamente lasque contienen cianuro y las ácidas concromo. Los cianuros se deben oxidarmediante la adición de cloro o hipoclorito desodio a un pH controlado, para formar enuna primera fase cianatos y en unasegunda fase de reacción por oxidación,descomponer los cianatos en carbonatoscon desprendimiento de nitrógeno.
La corriente que contiene cromohexavalente se debe tratar con un reductorfuerte como el bisulfito de sodio o el dióxidode azufre, que reducen el cromo a suforma trivalente, el cual como es fácil deprecipitar en forma de hidróxido de cromo,a un pH alcalino controlado.
En caso de no llevar a cabo esta forma detratamiento de los efluentes, los elementoscontaminantes únicamente se diluyendisminuyendo su concentración, lo cual noles resta peligrosidad por la forma tóxica yacumulativa en los organismos vivos;propiedades características de los cianuroscomo tóxicos y del cromo como metalpesado. Aunado a esto, la simpleneutralización de las aguas residualestambién representa un riesgo para elpersonal de operación y mantenimientopues como se mencionó laautoneutralización de tales efluentes puedellevar a la formación accidental de gascianuro.
Tanque conagitación
Destoxificación
Precipitación
Sedimentación
Filtración
Lodos Agua tratada
Intercambio iónicoOsmosis inversa
ConfinamientocontroladoReuso
Recirculación alproceso
Agua residual
Figura 4.4-1. Operaciones más importantes de unproceso físico-químico de tratamiento aguasresiduales de una empresa con líneas derecubrimientos electrolíticos

4. Descripción de los procesos y residuos generados
43
4.5 Resumen de los tipos deresiduos más importantes
4.5.1 Procedencia de los residuos
A continuación se listan los residuosgenerados según las áreas o procesos de
procedencia; este listado también puedeservir para asignar los costos de manejo delos diferentes residuos a las diferentesáreas (tabla 4.5-1). En común con otrasramas industriales, en las empresas delgiro de la galvanoplastia también segeneran múltiples residuos en eltratamiento de las aguas residuales.
Tabla 4.5-1. Residuos identificados en las distintas áreas del proceso en la industria de galvanoplastia
ÁREA / PROCESO RESIDUOS
Almacén • Bidones de plástico
• Cajas de cartón,
• Contenedores metálicos de sales de metales pesados
• Envases y tambos vacíos usados en el manejo de materiales y residuospeligrosos
Pretratamiento • Alambre de cobre
• Lodos de limpieza con percloroetileno
• Soluciones alcalinas en operaciones de desengrasado.
• Solventes halogenados en operaciones de desengrasado
Pulido • Cepillos gastados
• Polvo de hidróxido de níquel
• Polvos de acero mezclados con zinc y zamak
• Rebaba de acero
• Rebaba de aluminio
• Rebaba de latón
• Sobrantes de pasta de pulido
Proceso • Aluminato de sodio
• Chatarra metálica
• Lodos de cianuro de sodio y cianuro de cobre
• Lodos de galvanizado
• Lodos de hidróxido de aluminio
• Lodos del baño de cromo
• Residuos de la producción en general
• Residuos de pintura epóxica
• Sedimentos del cobrizado
• Soluciones gastadas provenientes del cromado
• Soluciones gastadas y residuos provenientes de tropicalizado
• Soluciones gastadas y residuos provenientes del niquelado
• Soluciones gastadas y sedimentos de los baños de cianuro de lasoperaciones de galvanoplastia

Concepto de Manejo de Residuos Peligrosos e Industriales para el Giro de la Galvanoplastia
44
ÁREA / PROCESO RESIDUOS
• Soluciones gastadas y sedimentos del anodizado
• Soluciones gastadas y sedimentos del zincado
• Tierras de recuperación (cenizas)
Laboratorio de pruebasanalíticas
• Soluciones residuales de las determinaciones analíticas del laboratoriode control de calidad
• Envases y tambos vacíos usados en el manejo de materiales y residuospeligrosos (material de empaque de reactivos químicos)
Tratamiento de aguasresiduales
• Agua residual del proceso de desrebabeo por vibrado
• Carbón activado saturado
• Efluente de las soluciones residuales del laboratorio de control decalidad
• Efluente de los enjuagues ácidos-alcalinos
• Efluente de los enjuagues del cromatizado
• Efluente de los enjuagues del galvanizado
• Efluente de los enjuagues del niquelado
• Filtros desechados
Mantenimiento • Aceite lubricante gastado
• Aceite soluble refrigerante gastado
• Aserrín impregnado con gasolina blanca
• Equipo de seguridad gastado
• Estopas y franelas
• Filtros desechados
• Lodos de aceite lubricante gastado
Otros • Basura municipal mezclada con material de empaque de materia prima
• Costales de polipropileno
• Residuos sólidos municipales
4.5.2 Clasificación de los residuossegún la clave oficial para residuospeligrosos.
Para declarar un residuo en el marco de laautorización y la asignación de una vía demanejo por la autoridad competente, esimportante que al residuo se le asigne elnúmero correcto de la NOM-052-ECOL-1993. La siguiente lista da un panorama delos tipos de residuos generados en este giroindustrial, sus números INE y, en dado caso,la denominación interna de la empresa. Esta
lista tiene el fin de facilitar al usuario laidentificación y clasificación de sus residuos.
La clasificación se divide en tres tablas: laprimera tabla contiene los residuos que seencuentran listados en las tablas 1 (anexo2), 2 (anexo 3) ó 3 y 4 (anexo 4) de la NOM-052-ECOL-9193; la segunda tabla, aquellosresiduos que según los criterios de CRETIBdeben clasificarse como peligrosos; (punto5.4 y 5.5. de la Norma) y la tercera tabla, losresiduos que no se encuentran listados en laNOM-052-ECOL-1993 pero que puedencontener sustancias tóxicas dependiendo de

4. Descripción de los procesos y residuos generados
45
su procedencia y que ademáscorresponden a residuos clasificados en lanorma “TA Abfall”, de Alemania (2ºReglamento General para el Manejo deResiduos, que contiene el instructivo técnico
para el Almacenamiento, TratamientoFisicoquímico y Biológico, Incineración,Confinamiento Controlado Y Manejo deResiduos Peligrosos).
Residuos con clave INE
Tabla 4.5-2. Residuos generados en la industria de galvanoplastia que oficialmente tienen un código INEcontemplado en la NOM-052-ECOL-1993 en la legislación mexicana.
Número INE Denominación oficial Denominación interna
Lodos secos de los enjuagues delgalvanizado
RP1.1/01 Lodos de tratamiento de las aguasresiduales provenientes del lavadode metales para removersoluciones concentradas
Lodos de tratamiento de aguas
Lodo y tierra de sosaLodos provenientes de lasoperaciones de desengrasadoLodos químicos
RP1.1/02 Lodos provenientes de lasoperaciones del desengrasado
Residuos de percloroetilenoRP1.1/04 Baños de anodizado del aluminio Efluentes químicos de proceso
Lodos del baño de cromoRP1.1/07 Soluciones gastadas y residuosprovenientes del cromado Soluciones gastadas provenientes
del cromadoLodos de cianuro de sodio ycianuro de cobre
RP1.1/08 Soluciones gastadas y residuosprovenientes del cobrizado
Soluciones gastadas y sedimentosdel cobrizado
RP1.1/10 Soluciones gastadas y residuosprovenientes del estañado
Lodos de galvanoplastia
RP1.1/11 Soluciones gastadas y residuosprovenientes del niquelado
Soluciones gastadas y residuosprovenientes del niquelado
RP1.1/12 Soluciones gastadas y residuosprovenientes del zincado
Soluciones gastadas y sedimentosdel zincadoSoluciones gastadas y residuosprovenientes del tropicalizado
RP1.1/13 Soluciones gastadas y residuosprovenientes del tropicalizado
Efluentes de los enjuagues delcromatizadoSoluciones gastadas y sedimentosde los baños de cianuro de lasoperaciones de galvanoplastia
RP1.1/15 Soluciones gastadas y sedimentosde los baños de cianuro de lasoperaciones de galvanoplastia
Lodos del proceso de zincadoRP1.1/05, RP1.1/07, RP1.1/08 yRP1.1/11
Soluciones gastadas y residuosprovenientes del latonado,cobrizado, cromado y niquelado
Aguas residuales de la tina deenjuague
RP1.1/06, RP1.1/10, RP1.1/ 11 Efluentes de los enjuagues delcadmizado niquelado, y estañado
Efluentes de los enjuagues delniquelado, cadmizado y estañado
RP1.1/12, RP1.1/ 15 Efluentes de los enjuagues del zinc Efluentes de los enjuagues delgalvanizadoAceites gastados de corte yenfriamiento en las operaciones detalleres de maquinado
RP8.1/01 Aceites gastados de corte yenfriamiento en las operaciones detalleres de maquinado
Aceite soluble refrigerante gastado

Concepto de Manejo de Residuos Peligrosos e Industriales para el Giro de la Galvanoplastia
46
Número INE Denominación oficial Denominación interna
Polvos de pulidoRP8.1/02 Residuos provenientes de lasoperaciones de barrenado yesmerilado
Residuos del área de pulidoEnvases y tambos vacíos usadosen el manejo de materialespeligrosos
RPNE1.1/01 Envases y tambos vacíos usadosen el manejo de materialespeligrosos
Envases de materia primaSolventes halogenados gastadosen operaciones de desengrasado
RPNE1.1/08 Los siguientes solventeshalogenados gastados enoperaciones de desengrasado:tetracloroetileno, tricloroetileno,cloruro de metileno, 1,1,1-tricloroetano, tetracloruro decarbono, fluorocarbonos clorados ylos sedimentos o colas de larecuperación de estos solventes ymezclas de solventes gastados
Lodos de limpieza conpercloroetileno
Aceite lubricante gastadoRPNE1.1/03 Aceites lubricantes gastadosAceite soluble residual
RPE1.1/08 Ácido sulfúrico Soluciones gastadas y sedimentosdel anodizado
RPE4.1/12 Gasolina incolora Aserrín impregnado con gasolinablanca
Residuos peligrosos de acuerdo a suscaracterísticas CRETIB
A continuación se presentan los residuosgenerados por la industria de lagalvanoplastia que no se encuentran
directamente listados en la normacorrespondiente (NOM-052-ECOL-1993),pero que son considerados peligrosos porsus características CRETIB.
Tabla 4.5-3. Clasificación de los residuos del giro de la galvanoplastia que cumplen un criterio CRETIB
Clave CRETIB Denominación interna
C Afluentes de los enjuagues ácidos-alcalinos
C, T Aluminato de sodio
T Materiales de limpieza mezclados con lodos de los bañosde cianuro de las operaciones de galvanoplastia (residuosmixtos)
T Estopa impregnada con aceite
T Soluciones residuales de las determinaciones del laboratoriode control de calidad
Otros residuos

4. Descripción de los procesos y residuos generados
47
A continuación se presentan residuosgenerados en los procesos del giro degalvanoplastia, no listados como peligrososen la NOM-052-ECOL-1993. Sin embargo,de acuerdo a la normatividad Alemana " TA
Abfall", estos residuos requieren un manejoespecial, pues contienen o puedencontener sustancias tóxicas dependiendode su procedencia.
Tabla 4.5-4. Tipos de residuos a los cuales no se les asignó ni número INE ni clave CRETIB, pero que puedencontener sustancias tóxicas dependiendo de su procedencia
Denominación interna
• Bidones de materia prima
• Cajas de cartón
• Carbón activado contaminado
• Cepillos gastados
• Efluentes del proceso de anodizado
• Efluentes del tratamiento de aguas de los procesos de galvanoplastia
• Efluentes del proceso del tratamiento de las aguas residuales
• Efluentes del tratamiento de aguas de enjuague
• Equipo de seguridad gastado
• Guantes, estopas, franelas, jerga (impregnados)
• Guantes de trapo impregnados con aceite
• Lodos del proceso de limpieza por vibrado y barrilado
• Lodos de metales pesados
• Papel de empaque de los perfiles
• Polvo de pulido
• Polvos de zinc
• Residuos sólidos municipales
• Resina
• Sacos de materia prima
• Sulfato de aluminio
• Tierras de recuperación (cenizas)

Concepto de Manejo de Residuos Peligrosos e Industriales para el Giro de la Galvanoplastia
48
5 Medidas para evitar o minimizar la generación deresiduos
5.1 Medidas generales para laminimización de residuos
n este capítulo se presentan diferentesmedidas para evitar o minimizar lageneración de residuos, de acuerdocon el estado del arte. Estas medidas
pueden ser la base para que las empresasabordan de manera independiente elproblema del manejo de sus residuos. Esentonces cuando en cooperación con lasautoridades, asociaciones, consultoresexternos, empresas de manejo de residuosy fabricantes de equipo, podrán lograrsesoluciones integrales o parciales, conrespecto a la prevención o minimización dela generación de residuos y por lo tanto, elmejoramiento de la situación ambiental de laempresa.
Al evaluar las posibles medidas paraminimizar los residuos no sólo debecontemplarse el aspecto técnico sinotambién el económico.
Como ya se planteó en el capítulo tres, lasempresas pueden aplicar la metodologíadescrita para elaborar su propio conceptoempresarial de manejo de residuos,mediante el cual pueden ser identificadostanto los residuos como las causas de sugeneración y las medidas de minimizaciónpara estos residuos. En este capítulo sedará un panorama de las medidas deminimización recomendadas para losprincipales procesos en el giro de lagalvanoplastia, que pueden servir como guíapara identificar las medidas aplicables a lapropia empresa. Cabe hacer notar que partede estas medidas ya se están empleando enalgunas de las empresas visitadas.
Las medidas de minimización presentadas acontinuación, se elaboraron mediante eldesarrollo de los conceptos empresarialesde manejo de residuos, con base en lasituación actual observada en las empresasvisitadas, en información bibliográficarecabada y en experiencias en otros países.Sin embargo, debido a la diversidad deprocesos existentes en el giro de lagalvanoplastia, podría resultar necesarioevaluar estas medidas y adecuarlas a lacondiciones y necesidades de cadaempresa.
A continuación se resumen las medidas deminimización básicas para este giro,mismas que se describen de manera másdetallada en las siguientes secciones:
Medidas generales de minimización engalvanoplastia
ü Sustitución de materiales peligrosos enlos baños de proceso
ü Prolongación de la vida útil de los bañosde proceso
ü Prolongación de los tiempos deescurrimiento
ü Adecuación del criterio de enjuague a losrequerimientos de los siguientes pasos deproceso
ü Minimización de las cantidades de aguade enjuague
ü Recirculación completa de la solución deproceso arrastrada por la pieza
ü Concentración y separación de materialescon valor económico importante
E

5. Medidas para evitar o minimizar la generación de residuos
49
5.2 Medidas específicas deminimización relacionadas a lassustancias utilizadas
Con las medidas específicas por sustancia,en la mayoría de los casos se trata de uncambio de los químicos empleados en losbaños, por otros que por su formulacióncausan menor impacto a la salud y al medioambiente.
Algunas de las oportunidades para reducirlos residuos por la sustitución de materiales,requieren modificar la química de los bañosde proceso o remplazar los químicosempleados para un proceso en particular.Los químicos en los baños varíanampliamente de un empresa a otra, por lotanto, las opciones que se mencionan acontinuación se describen en términosgenerales.
5.2.1 Sustitución de materiales en losbaños
Una medida de este tipo para reducir lageneración de los residuos peligrosos,consiste en cambiar los baños alcalinos concianuro por baños sin cianuro. Estos bañospueden ser base ácida o neutrosdependiendo del metal. Otro cambio es lasustitución de baños con Cr VI por bañoscon Cr III. Es particularmente deseableeliminar procesos que emplean Cr VI ycianuro, ya que ambos requieren de equiposespeciales para su detoxificación.
Al sustituir baños de galvanizado cianuradosy baños de cromo VI, se ahorran los costosde la desintoxicación de las aguas deenjuague y residuales. Aunado a esto elriesgo para los trabajadores se reduce enambos casos. Sin embargo, la eficiencia delos baños sustitutos no es la misma paratodos los metales, de modo que antes de uneventual cambio debe realizarse un análisisde viabilidad del nuevo método. Cadaempresa deberá evaluar si es factible elcambio de los baños tanto técnicamentecomo económicamente, esto último
considerando los costos de inversión yoperación, así como la reducción en loscostos de tratamiento y disposición final.
A continuación se describen algunas de lasopciones de sustitución de los bañoscianurados:
• Baños con bajo contenido de cianuro, loscuales contienen sólo el 20% del cianurode los baños convencionales. Las piezasrecubiertas con este baño presentancaracterísticas similares a las obtenidascon baños convencionales cianurados.Sin embargo, se requiere un mayorcontrol del proceso y se siguerequiriendo un tratamiento de las aguasresiduales con cianuro.
• Los baños neutros con cloruros, estánformulados con sales de amonio opotasio para formar complejos de Zn,pero se requiere la adicción deabrillantadores especiales y agentesquelantes que formen complejos de Zn.Se debe tomar en cuenta que estoscomplejos son difíciles de remover enlos sistemas de tratamiento de aguasresiduales.
• Los baños ácidos de sulfatos, cloruros yfluoroboratos, son los baños sin cianurode zinc más usuales. Con el recientedesarrollo de nuevos aditivos, los bañosácidos de zinc pueden producirdepósitos brillantes, similares a losobtenidos con baños cianuradosalcalinos. Generalmente este tipo debaños requiere una alta calidad delimpieza de las piezas. Por otro lado, esimportante mencionar que los baños nocianurados también reducen laformación y la acumulación decarbonatos en los baños.
• Baños ácidos con cloruro de zinc. Estosbaños han tenido buenos resultados enla producción, únicamente requieren quelos pretratamientos de limpieza se

Concepto de Manejo de Residuos Peligrosos e Industriales para el Giro de la Galvanoplastia
50
realicen eficientemente, ya que elelectrolito puede ser más susceptible acontaminarse. Otros baños de zinc sincianuro son los baños alcalinos conzincato de sodio e hidróxido.
• En el caso de cobre cianurado, el baño abase de cianuro de sodio se puedecambiar a un baño ácido de sulfato ofluoroborato de cobre, con el cual seobtienen buenos resultados. Los bañosde sulfatos incluso llegan a ser másconductivos que los baños cianurados.Sin embrago, en este caso un bañoácido de cobre está limitado a ciertasaplicaciones, pues en el caso de piezasde zamak el ácido puede afectar lasuperficie de la pieza.
En el caso de los baños con cromohexavalente, se han propuesto algunasalternativas, sin embargo, en este caso sedeben considerar las limitaciones de lasdiversas alternativas:
• Los baños de Cr III se pueden usar enlugar de la solución convencional de CrVI en aplicaciones decorativas. El bañode Cr III opera a concentracionesmenores con respecto a los baños de CrVI (22g/l de Cr III en comparación con150 g/l de baños con Cr VI) y con unabaja viscosidad. Esto reduce losarrastres y el contenido de cromo en lasaguas residuales y en los lodos. Laprincipal desventaja es que el costo delelectrolito y el mantenimiento requeridodel baño se incrementan, por lo queactualmente a nivel comercial el uso deesta alternativa aún es limitado.
• En la literatura se señala que en lugar delcromado, muchas veces puedeutilizarse un baño de níquel brillante paralograr el mismo brillo superficial. Sinembargo este recubrimiento tiene menosresistencia a la corrosión y a loscambios de temperatura.
Antes de elegir algunas de las alternativasde sustitución de baños con elementostóxicos cada empresa debe evaluar a nivelpiloto el resultado de estas en sus propiaslíneas de proceso, o debe considerar laexperiencia de otras empresas que esténtrabajando con los baños alternativos.
En los casos en que durante las pruebas nose obtengan buenos resultados con losbaños alternos debido a las característicasdel proceso o de las piezas, y no sea posiblela sustitución por otro tipo de baños, se debetener un mayor control del proceso a fin dereducir la generación de residuos y tambiénlos riesgos a los trabajadores. En estoscasos el empleo de los baños con cianuro ycon cromo VI siempre debe estaracompañado con el tratamiento de lasaguas residuales, estás deberán sertratadas para reducir el Cr VI a Cr III y oxidarlos cianuros a cianatos, a fin de reducir latoxicidad de estos materiales.
Procesos químicos sin quelantes
El algunos baños químicos de recubrimientose emplean quelantes para controlar laconcentración de los iones metálicos libresen la solución. Éstos son usualmenteencontrados en los baños empleados parael grabado del metal, el desengrase yrecubrimiento sin electricidad. Cuando losquelantes entran al flujo del agua residual,inhiben la precipitación de los metales, por locual, se requiere de un tratamiento químicoadicional y los químicos empleados en eltratamiento terminan en los lodos ycontribuyen al volumen de residuospeligrosos.
Varios quelantes son empleados en losprocesos de recubrimiento metálico. Engeneral, quelantes como fosfatos y silicatosson empleados en procesos de limpieza ydecapado ácido, mientras que los baños derecubrimiento no electrolítico usan ácidosfuertes como quelantes (p. ej. ácido cítrico,maléico y oxálico). También se emplea elácido etilen-diamina-tetra-acético (EDTA)pero en menor frecuencia que los anteriores.

5. Medidas para evitar o minimizar la generación de residuos
51
Baños de recubrimiento sin quelantespueden emplearse para algunos procesos(p. ej., desengrase alcalino y decapado) enlos cuales no son necesarios para facilitar laremoción de los metales en solución. Enestos casos, los metales son precipitados yel baño de proceso se filtra para remover lossólidos. Los baños de desengrase sinquelantes usualmente requieren de unafiltración continua para remover los sólidosprecipitados.
Una importante ventaja de los procesos sinquelantes, es que el proceso de remociónde los metales durante el tratamiento delagua residual se mejora, disminuyendo elvolumen del lodo generado durante eltratamiento, así como los costos dedisposición.
5.2.2 Sustitución de materiales en eldesengrase
Desengrase en base acuosa
En algunas empresas galvanizadoras sesigue utilizando sistemas de desengraseque usan solventes clorados (p. ej.percloroetileno, tricloetileno o cloruro demetilo). El uso de estos solventes debelimitarse a casos en los que por razonestécnicas sea inevitable el empleo desolventes halogenados. En estos casos eluso de los solventes debe sujetarse aequipos de limpieza cerradosherméticamente, acompañadas con unsistema de extracción de vapores y un filtrode carbón activado (con el cual el solventepuede ser recuperado), también debe existirventilación del local durante la apertura de lainstalación de limpieza.
En el empleo de estos solventes debenconsiderarse también la seguridad en eltrabajo, y el manejo de los residuos desolventes sucio. Estos últimos deben serenviados a compañías autorizadas por elINE para su manejo o para su reciclajemediante destilación.
Por razones de riesgo ambiental a causa deestos solventes, en muchos procesospodría realizarse un cambio por limpiadoresbase acuosa. Los métodos de limpieza(desengrase) en base acuosa utilizandetergentes, ácidos y compuestos alcalinospara desplazar la suciedad en vez dedisolverla en un solvente orgánico. Eldesengrase acuoso es un sustituto viablepara muchas operaciones de acabado demetales que actualmente empleansolventes.
En muchas empresas ya se están usandolos sistemas de limpieza mencionadosanteriormente. Las ventajas de estos son losbuenos resultados de limpieza ya quepueden remover distintos tipos de aceites ymateria inorgánica adherida a la pieza; querepresentan un menor impacto ambiental,menor riesgo para los trabajadores y uncosto menor. En la sección 5.4.2 sepresentan distintos métodos de desengrasey métodos para aumentar la vida útil deestos baños.
Este mismo tipo de limpiadores puedeemplearse para sustituir limpiadores queemplean soluciones con cianuro.
Métodos abrasivos de limpieza
Los medios mecánicos de limpieza puedenser una alternativa efectiva para la limpiezaacuosa. Los abrasivos se pueden utilizar enbarriles que giran o aplicarse a ruedaspulidoras. Los métodos de limpiezaabrasivos de sopleteado emplean plásticos,cerámicas o arena, para limpiar ydesprender la suciedad. Con el propósito demejorar la acción limpiadora, algunas vecesse añaden limpiadores alcalinos o ácidospara formar mezclas abrasivas. Estasmezclas cuando se agotan se descargan yrequieren de un tratamiento para controlarlos sólidos disueltos totales en el aguaresidual.
5.2.3 Sustitución de otros materiales
Agua purificada

Concepto de Manejo de Residuos Peligrosos e Industriales para el Giro de la Galvanoplastia
52
Una medida específica de minimización quepuede aplicarse generalmente, es el uso deagua purificada (desmineralizada,desionizada o destilada) en la preparaciónde los baños y en los enjuagues. Losminerales que generalmente contiene elagua potable, como calcio, hierro, magnesio,manganeso, cloro, carbonatos y fosfatos,reducen la eficiencia del enjuague, interfierencon la recuperación de arrastres,incrementa la necesidad de mantenimientode los baños y contribuyen al volumen delodo cuando son removidos del aguaresidual durante el tratamiento.
Al emplear agua desmineralizada se ahorransustancias auxiliares en los baños derecubrimiento, se mejora el enjuague de laspiezas y la precipitación de metales pesadosdurante el tratamiento del agua residual. Elempleo de agua purificada puede resultar enuna reducción hasta del 50% del volumen delodos generados, así como en unincremento del contenido de metales en loslodos.
El empleo de agua desmineralizada en losprocesos de anodizado incrementa lacalidad del recubrimiento, puesto que nocontiene sales minerales que se adhieran alas piezas y deterioren su calidad o quereaccionen con los componentes del bañode recubrimiento formando complejos quealteran la concentración.
Sustitución de materiales
Ø Sustitución de baños cianurados abaños ácido o alcalino sin cianuro
Ø Sustitución de baños con Cr VI a bañoscon Cr III
Ø Eliminar el uso de quelantes en losbaños de proceso
Ø Eliminar el uso de solventes clorados ysustituir por limpiadores acuosos oabrasivos
Ø Emplear agua purificada en los baños
y enjuagues
5.3 Medidas de Minimización,referentes a los procesos
Entre los principales residuos que por suvolumen sobresalen en la industria de lagalvanoplastia están: el agua residualgenerada por la operación de enjuaguedespués de las operaciones de desengrase,recubrimiento, etc.; los lodos provenientesdel tratamiento del agua residual así comolos concentrados generados por loscambios de los baños y el mantenimientoperiódico de las tinas y tanques de proceso.
Los lodos del tratamiento de agua segeneran por la neutralización y precipitaciónde los metales pesados contenidos en lasaguas de enjuague y también por laprecipitación de las sales minerales al usaragua no desmineralizada, las cuales puedenllegar a formar hasta el 50% del volumentotal y dificultar el tratamiento externo deestos lodos.
Una reducción en el volumen de estos lodospuede lograrse disminuyendo la cantidad dearrastres de metales pesados hacia losenjuagues y utilizando sólo la cantidadóptima de químicos para el tratamiento delas aguas residuales.
Por otra parte, la reducción de arrastres y laoptimización de los enjuagues son medidasque ayudan a disminuir el consumo de aguay el volumen de agua a tratar, estas debenconsiderarse como un paso previo al diseñoe instalación de un equipo de tratamiento(ver secciones 5.3.1 y 5.3.2).
5.3.1 Medidas para la reducción delarrastre de sustancias contenidas en elbaño
Las soluciones de los baños adheridas a laspiezas y que son transportadas por estas alsiguiente tanque es conocido como arrastrede la solución de recubrimiento, esto

5. Medidas para evitar o minimizar la generación de residuos
53
provoca la contaminación de las siguientesetapas en el proceso, con el consiguientegasto en agua y materias primas, aunado ala generación de un mayor volumen delodos. Como se podrá observar en lasmedidas recomendadas para la reducciónde arrastres, la mayoría de estas son defácil instrumentación y sin embargo tienenun impacto importante sobre la reducción deresiduos y el consumo de materiales.
La cantidad de contaminantes en losarrastres depende de factores como: eldiseño de bastidores o barriles quetransportan las piezas a ser recubiertas, laforma de las piezas, los procedimientos de
recubrimiento y varios parámetrosinterrelacionados de las soluciones deproceso, como la concentración de losquímicos, la temperatura, la viscosidad y latensión superficial en los baños.
La reducción de los arrastres de los bañosde recubrimiento, ahorra costos por elremplazamiento del baño y reduce loscostos por disposición de los residuos. Lareducción del arrastre puede lograrsealterando la viscosidad, la concentraciónquímica, la tensión superficial, la velocidadcon la que se sacan las piezas de los bañoso la temperatura. A continuación sedescriben estas medidas:
Figura 5.3-1. Arrastres de electrolito, en ml/m2, para piezas en bastidor en diferentes posiciones
M. Suβ , 1994
• Prolongación del tiempo de escurrido. Alprolongar el tiempo de escurrido encimadel baño de proceso, disminuye lacantidad de solución adherida a la pieza.En diversos estudios se ha determinadoque al incrementar el tiempo deescurrimiento en piezas planas por 10segundos, puede obtenerse unareducción importante hasta del 50% delvolumen arrastrado. Sin embargo, eltiempo no debe alargarse demasiado ya
que pueden generarse efectos depasivación sobre la pieza, especialmenteen baños de níquel.
Como se observa en la figura anterior, losescurrimientos son mayores dentro de losprimeros 10 segundos y después de estetiempo la velocidad de escurrimientodisminuye notablemente, por lo que seconsidera que este tiempo es suficiente parareducir los arrastres. También puedeobservarse que en las piezas colocadas de
0
20
40
60
80
100
120
0 10 20 30 40 50 60tiempo de escurrido (s)
arra
stre
(m
l/m2
)
C 20g/l CrO3;
0 50cm

Concepto de Manejo de Residuos Peligrosos e Industriales para el Giro de la Galvanoplastia
54
forma inclinada, drenan más rápido losarrastres.
• En el caso de los bastidores que setransportan manualmente para facilitarque los trabajadores permitan que laspiezas escurran el tiempo establecido,pueden colocarse soportes sobre losbaños, a fin de que los trabajadorescoloquen el bastidor en este y permitan eltiempo de escurrimiento recomendado,sin embargo debe hacérseles saber quelas piezas deben cumplir con un tiempomínimo y un máximo de escurrimiento.
• Los baños de proceso calientes tienenuna viscosidad menor que los fríos y, porlo tanto, significan menor arrastre delíquido por las piezas. Sin embargo, si enestos baños calientes los tiempos deescurrimiento son muy largos, puedengenerarse incrustaciones en las piezas ylas pérdidas por el arrastre de líquidoaumentarán.
• El reducir la velocidad con que se extraenlas bastidores del baño, tambiéncontribuye a aumentar el tiempo deescurrimiento. Consecuentemente lapelícula de solución del baño de procesoque quedará en las piezas será másdelgada.
• La tensión superficial de los baños puedereducirse mediante el uso de agentestensoactivos, de esta manera, el arrastrede líquido por las piezas puede reducirseconsiderablemente. La concentraciónadecuada de los tensoactivos debeverificarse mediante análisis, dado que suefecto disminuye mientras mayor sea suconcentración e incluso puede provocarmanchas en las piezas y acumulación deespumas o de productos degradados.
• La viscosidad de las soluciones es menora bajas concentraciones de loselectrolitos en los baños. Laconcentración del electrolito en los baños
debe ajustarse al rango mínimorecomendado. Esta disminución en laconcentración del baño puede realizarsepaulatinamente e ir verificando losresultados en el proceso y lascondiciones de operación del baño. Losbaños en que los márgenes de toleranciason estrechos, el proceso deberá serapoyado por mantenimiento regular delbaño para conservarlo en condicionesadecuadas de operación. Con estamedida se reduce tanto el consumo deelectrolitos, como la contaminación de lassiguientes operaciones por arrastres.
• Se pueden colocar dispositivos inclinadosentre el baño de galvanizado y elenjuague, con el que se pueden captarlos escurrimientos durante el transportede los bastidores. Al ser inclinados, estosretornan la solución captada directamenteal baño.
• En el caso de los perfiles y tubos, estosdeben sacarse de los baños de manerauniforme y mantenerse unos segundosinclinados sobre el baño, para que ellíquido retenido en el interior y en losespacios huecos pueda escurrir en elbaño correspondiente.
• La geometría de los bastidores debeoptimizarse de tal forma que se puedanevitar zonas horizontales en las cuales seretenga baño o se arrastren sedimentosacumulados en el tanque. Se debe evitarque los escurrimientos de una piezacaigan sobre otra, así como facilitar quelas piezas planas se coloquen inclinadasy permitir el drenado de piezas cóncavas.
• Se debe dar mantenimiento continuo alaislante de las bastidores a fin de evitaracumulaciones de metal y pérdidas deelectrolito.
• Se recomienda rodear los tanques concanales de escurrimiento (fibra de vidrio

5. Medidas para evitar o minimizar la generación de residuos
55
con plástico) y devolver el líquidoescurrido al baño.
• Cuando se emplean barriles para elproceso de galvanizado de piezaspequeñas los arrastres de electrolito seincrementan hasta el doble encomparación con los arrastres conbastidor. Para reducir el arrastre enbarriles, al retirarlos del baño y antes detransportarlos al siguiente tanque, estosdeben girarse en ambos sentidos sobreel tanque de los baños para facilitar elescurrimiento de la solución arrastrada.
Determinación del volumen arrastrado:
La determinación detallada de los arrastres(V) es una herramienta para desarrollar unprograma de minimización de arrastres y deoptimización de los enjuagues. Ladeterminación del volumen arrastrado sirvepara estimar tanto las pérdidas del electrolitopor arrastres, como la concentración delelectrolito en los enjuagues, lo que facilitarael cálculo del criterio de lavado (CL),(sección 3.3.1). Finalmente podría servircomo comparación para verificar laeficiencia de las medidas de minimizaciónque se implanten.
En la estimación de arrastres en función dela producción, se puede considerar que losarrastres están en un rango de 50 a 200ml/m2 para piezas en bastidor y en el casode barriles de 0.5 a 2.5 l/barril. Si se toma unvalor promedio en ambos casos, se puederealizar un cálculo de los arrastres enfunción de la producción y de que existanpiezas con geometría no muy variable.
En la siguiente tabla se presenta algunos delos arrastres típicos, dependiendo del tipo debaño.
Tabla 5.3-1. Volumen de arrastre para superficiesplanas y curvas, en diferentes baños.
Arrastreml/m2
Tipo de bañoSuperficies
planasSuperficies
curvasBronce 38.7 134.4Cadmio 40.8 126.3Cromo (250g/l) 48.1 122.3Cromo (400g/l) 184.6 484.8Cobrecianurado
37.0 130.4
Níquel Watts 4.8 154.8Plata 48.9 130.4Estaño 39.8 65.2Zinc ácido 53.0 142.6Zinc cianurado 48.9 154.8
Fuente: Chusher (1981, a partir de los trabajos de G.B.Hogaboom 1936). Techniques for reducing or eliminatingreleases of toxic chemicals in electroplating, US EPA.
Para determinar los arrastres en función dela conductividad, primeramente se debeelaborar una curva de calibración en ellaboratorio, midiendo la conductividad delbaño a diferentes concentraciones. Una vezelaborada la recta de calibración, en laplanta se inicia con un primer enjuaguelimpio o diluido, en el cual se determina laconductividad. A continuación se pasa unnúmero determinado de bastidores o barriles(5-30), y se vuelve a medir la conductividad.Con la ayuda de la curva de calibración sedetermina la concentración, y se traslada avolumen arrastrado en función de laconcentración presente en el enjuague.
Reducción de arrastres
Ø Incrementar el tiempo de escurrimiento
Ø Reducir la velocidad de extracción de los
bastidores del baño
Ø Girar los barriles al retirarlos del baño
Ø Reducir la viscosidad del baño, mediantela adición de tensoactivos, incrementadola temperatura o disminuyendo laconcentración del electrolito en el baño
Ø Colocar las piezas de forma que se

Concepto de Manejo de Residuos Peligrosos e Industriales para el Giro de la Galvanoplastia
56
aumente el escurrimiento
Ø Evitar que los bastidores o las piezasretengan solución en huecos
Ø Colocar una superficie inclinada entre lostanques para retornar los arrastres albaño
5.3.2 Optimización de la técnica delavado/enjuague.
La mayoría de los residuos peligrosos en laindustria de la galvanoplastia, provienen delagua residual generada por las operacionesde enjuague que siguen después de lasoperaciones de desengrase, decapado,recubrimientos metálicos, etc. Los ahorrosasociados con la reducción del uso de aguaen los enjuagues, conducen directamente auna reducción del volumen de aguaconsumido y del volumen de agua a enviar alsistema de tratamiento.
Incrementando la eficiencia de losenjuagues, en una línea de producción sereduce el flujo de agua residual hasta en un90%.♣
El enjuague representa una dilución delliquido adherido a una pieza, el enjuaguedebe lograrse a tal grado que se obtenga elfactor de dilución requerido para laproducción, el cual también es denominado“criterio de enjuague o de lavado” .
Este criterio de enjuague define el porcentajemáximo de un químico contenido en el bañode recubrimiento que puede contener elagua de enjuague para no perturbar elproceso siguiente.
♣ Watson, Michael R. 1973. Pollution Control in MetalFinishing. Noyes Data Corporation, Park Ridge, New Jersy.
enjuagedel últimoiónConcentracdel bañoiónConcentrace lavado Criterio d
=
Generalmente, los factores de diluciónrequeridos (criterio de enjuague) están entre100 y 20,000 o más.
Por ejemplo los criterios de enjuaguepueden oscilar:
§ Después del pretratamiento: 500 –1000
§ Después del metalizado (s/cromado):2000-10000
§ Después del cromado: 10000 - 50000
A fin de poder establecer el criterio delavado, las concentraciones del electrolito delos tanques pueden determinarseanalíticamente o correlacionándose con laconductividad de la solución en el tanque(ver sección 5.3.3).
Por otro lado, la cantidad de agua empleadaen el enjuague debe ser sólo la necesaria, afin de que se puedan obtener ahorros en suconsumo y no se aumente más de lonecesario la carga de la planta detratamiento de agua. También puedelograrse la máxima concentración inicial demetal posible en los lodos, para larecuperación de materiales con valor.
Sobre el resultado del enjuague tambiéninfluye la capa límite de difusión adherida enlas piezas y que consiste de los químicos debaño, la cual es difícil de eliminar con sólosumergirlas. Esta capa límite de difusión seelimina más rápidamente, optimizando elenjuague mediante medidas como lassugeridas a continuación:
• Agitación en las tinas de enjuague, pormedio de inyección de aire o poragitación mecánica, lo cual incrementala turbulencia entre las piezas y el aguade enjuague.

5. Medidas para evitar o minimizar la generación de residuos
57
• Incrementar el tiempo de contacto entrelas piezas y el agua de enjuague,sumergiendo varias veces los bastidorescon las piezas o girando el barril dentrode la tina del enjuague.
• Revirtiendo o agitando los bastidores delas piezas, si estas están bien fijas en elbastidor.
• Incrementar el volumen del agua duranteel tiempo de contacto para reducir laconcentración de los químicosenjuagados de la superficie de laspiezas.
• Retirando los bastidores lentamente delos baños de proceso.
Al sólo sumergir las piezas, la capa límite dedifusión de químicos adheridos puede tenerun espesor de unas décimas de milímetros,el cual disminuye a pocos micrómetros pormedio de fuertes turbulencias, pero nopuede eliminarse totalmente.
Anteriormente, simplemente se enjuagabaen un recipiente de enjuague el tiemponecesario para lograr la dilucióncorrespondiente. Este procedimientosignificaba no sólo un consumo muy elevadode agua sino también la generación decantidades considerables de agua residual y
un incremento en los tiempos deproducción.
Como técnicas de enjuague con las quese pueden obtener ahorros de agua seconsideran:
Optimización del enjuague
Ø Enjuague en cascada
Ø Técnicas de enjuague por rocío
Ø Aprovechamiento múltiple del agua deenjuague a través de la regeneracióninterna y conducción en circuito
Enjuague en cascada
El enjuague en cascada se caracterizaporque el agua fluye en sentido contrario aldel trabajo, a través de varioscompartimentos en una tina o a través devarios tanques, uno seguido de otro. Coneste método, por ejemplo, una cascadadoble sólo necesita de 1 - 5% de la cantidadde agua requerida por una tanque deenjuague con flujo constante. La desventajadel sistema de enjuague en cascada sonsus necesidades de espacio, por eso, estetipo de enjuague no puede realizarse entodas las empresas.

Concepto de Manejo de Residuos Peligrosos e Industriales para el Giro de la Galvanoplastia
58
Figura 5.3-2. Diagrama de un sistema de enjuague en cascada
Las necesidades de agua limpia de untanque de enjuague dependen del criterio deenjuague. En el caso de los enjuagues encascada el criterio de enjuague se calculade la siguiente forma:
Qi + ViCLi =
Vi
CLi = criterio de lavado de la etapa iQi = caudal de lavado de la etapa iVi = volumen de arrastre de la etapa i
Por ejemplo, si el baño de recubrimientocontiene 10 g/l de cloruro y el agua delenjuague debe contener un máximo de 10mg/l, el criterio de enjuague es 1000. Si seexige mucho de la pureza del agua deenjuague, el criterio de enjuague y con ésteel consumo de agua fresca aumentan demanera proporcional. Como lo demuestra latabla siguiente, obtener un elevado criteriode enjuague sólo puede lograrse mediante
un enjuague de cascada, de otra manera, elconsumo de agua limpia es demasiado alto.
En la siguiente tabla se presenta un rangosugerido de concentraciones máximas en laúltima etapa de enjuague para algunoselectrolitos.
Tabla 5.3-2. Concentración máxima de electrolitos enla última etapa de enjuague
Proceso Concentración enenjuague
mg/l
Níquel 37
Cobre 37
Baños cianurados 37
Cromo 15
Cromatizado 350-750
Limpieza ácida 750
Limpieza alcalina 750
Graham. 3rd Elect. Engineering Handbook
Retrocirculación
Desborde
Transporte de piezas
Baño de proceso
Enjuague encascada
Desborde
Tratamiento deagua residual
Agua fresca
1a Fase
Enjuague de recuperación
2a Fase
3a Fase
evaporación

5. Medidas para evitar o minimizar la generación de residuos
59
Tabla 5.3-3. Requerimientos específicos de agua fresca para enjuagues en cascada, para diferentes criterios deenjuague (CL).
Criterio de enjuague requerido (CL)Número deenjuagues 25,000 20,000 15,000 10,000 5,000 2,000 1,000 500 200
Único *24,999 19,999 14,999 9,999 4,999 1,999 999 499 199
Doble 157 140 122 99 70 44 31 21 13
Triple 28 26 24 21 16 12 9.0 6.9 4.8
* Requerimientos de agua fresca (Q) en l/h por litro de electrolito arrastrado/hora (V).
Para enjuagues en cascada se puede calcular el caudal necesario de agua de enjuague paraobtener un criterio de lavado específico, en función del número de tanques empleados, paravalores de Q por lo menos 10 veces menores al arrastre:
n CLVQ •=
Enjuague mediante rocío
El enjuague de piezas montadas enbastidores también puede realizarsemediante rocío. Por la elevada turbulenciagenerada, se mejora la eficacia delenjuague.
Par este tipo de enjuague, generalmente secoloca una serie de boquillas sobre eltanque de enjuague o sobre los baños deproceso, en este último caso siempre ycuando el volumen del agua de enjuaguesea menor o igual al volumen del aguapérdida por evaporación. Esta prácticapermite que los arrastres y la solución delenjuague drenen directamente hacia el baño,y de esta manera la solución del enjuaguerellena el baño. Se recomienda el uso deagua desionizada en este tipo de sistemasde enjuague por rocío.
Los factores que influyen sobre la eficienciade un enjuague por rocío son: el arreglo delas boquillas respecto a los bastidores, lapresión del agua, el flujo de agua, el tiempo yla geometría de las piezas. La aplicación
más efectiva de este enjuague es en piezascon superficies planas, y su eficiencia sereduce en el caso de piezas con superficiesinaccesibles o huecos, también debeasegurarse que las piezas no puedancaerse por efecto del rociado.
Recirculación de aguas de enjuague
La regeneración interna del agua deenjuague puede lograrse a través demétodos clásicos de precipitación química oprocedimientos físicos. También puedeutilizarse el agua de enjuague de una fasede proceso como agua de enjuague en otroproceso, siempre y cuando la calidadrequerida lo permita.
Otra forma para optimizar los enjuagues essu conducción en un circuito cerrado, através de equipos de intercambio iónico,ósmosis inversa, o electrólisis. Estosmétodos sólo pueden aplicarse con efectobenéfico cuando se utiliza aguadesmineralizada ya que de otra manera losminerales presentes en el agua potable seintercambiarían en lugar de loscontaminantes.

Concepto de Manejo de Residuos Peligrosos e Industriales para el Giro de la Galvanoplastia
60
Figura 5.3-3. Enjuague en ciclo cerrado
5.3.3 Recuperación y reciclaje desustancias contenidas en el baño y enenjuagues
Las tecnologías de recuperación y reciclajede materiales, usan directamente unresiduo de un proceso como materia primapara otro proceso o recuperan materialesvaliosos de un flujo de residuos antes deque sean dispuestos.
La separación de los flujos de residuos esesencial para facilitar la recuperación oreciclaje de los residuos. Para reusar unmaterial residual en otro proceso, pararecuperar químicos valiosos de un flujoresidual, o reciclar el agua de enjuague, elflujo residual debe ser separado de otrosresiduos que puedan evitar la oportunidadde reciclaje o reuso.
Reuso de material residual
Las propiedades químicas de un flujoresidual pueden conocerse para considerarreusar el residuo como materia prima.Aunque las propiedades químicas de unbaño de proceso o una solución del aguade enjuague, eviten su reuso en el proceso
que lo generó, los materiales residualespueden ser valiosos para otrasaplicaciones.
• Agua de enjuague. Una opción comúnde reuso de material residual es el aguade enjuague de uso múltiple, en el cualel agua de enjuague de un proceso esusada como enjuague en otro proceso.Por ejemplo, el efluente de un sistemade enjuague después de un baño delimpieza ácida puede algunas vecesreusarse como afluente para un sistemade enjuague después de un baño delimpieza alcalina. El reuso de losenjuagues mediante este método,mejora la eficiencia del enjuague ya queacelera la difusión de los químicos delbaño y reducen la viscosidad de lapelícula de arrastre alcalina.
• Los efluentes del agua de enjuague deldesengrase ácido se pueden usar comoenjuagues de las piezas que vienen deun proceso ligeramente ácido.
• Los efluentes de una operación final deenjuague, los cuales usualmente estánmenos contaminados que otros
Baño Enjuague 1 Enjuague 2Enjuague con
aguadesmineralizad
a
Evaporación
Agua dedesmineralizada
Tratamiento delagua residual
Secuencia del proceso
Unidad deintercambio iónicoEluatos
ingreso deagua de
ó
Tratamiento pararecuperarelectrolito

5. Medidas para evitar o minimizar la generación de residuos
61
enjuagues, pueden emplearse comoafluentes en otras operaciones deenjuague que no requieren enjuaguesaltamente eficientes.
Baños de proceso gastados
Generalmente, las soluciones gastadasácidas o alcalinas son retiradas cuando loscontaminantes exceden nivelesinaceptables. Sin embargo, estassoluciones pueden permanecer losuficientemente ácidas o alcalinas paraactuar como niveladores de pH. Porejemplo, soluciones alcalinas puedenemplearse para ajustar el pH en un tanquede precipitación. Soluciones ácidas puedenusarse para ajustar el pH en el tratamientode reducción de cromo. Es importanteasegurarse que las soluciones de procesoson compatibles antes de que sean usadasde esta manera (ver sección 4.4).
Reciclaje del agua de enjuague y de losbaños de proceso
El agua de los enjuagues puede reciclarseen un sistema de circuito cerrado o abierto.En el caso del sistema cerrado, el aguatratada es retornada al sistema deenjuague. Este sistema puede reducirsignificativamente el agua usada y elvolumen de agua descargada a la planta detratamiento. Una pequeña cantidad de aguaes descargada de un sistema de circuitocerrado. En un sistema de circuito abiertoprimero el agua efluente es tratado parareusarse en el sistema de enjuague, pero elenjuague final es alimentado con aguafresca para asegurar la calidad delenjuague. Por lo tanto, la mayor parte delefluente tratado continua descargándose aldrenaje.
Para mejorar la factibilidad económica deestos sistemas, primero deben implantarsetécnicas eficientes de enjuague. Como lasmencionadas anteriormente.
Las sustancias que han sido arrastradasdesde el baño hacia los enjuagues, pueden
ser recuperadas y reusadas en tres vías:(a) los metales recuperados (y solucionesde proceso) puedes regresarse a losbaños, o (b) el metal puede venderse oregresarse al proveedor, o (c) el metalelemental puede venderse a un reciclador oreusarse en la planta como material derecubrimiento. Algunas tecnologías pararecuperar metales y sales metálicas sonlas siguientes:
• Ósmosis inversa como método paraconcentrar aguas de enjuague a fin derecuperar electrolitos.
• Electrodiálisis, también se puedeemplear como método para concentraraguas de enjuague para recuperarelectrolitos.
• Precipitación y separación desustancias específicas contenidas en elagua de enjuague para devolverelectrolitos o recuperar metales.
• Separación electrolítica de ionesmetálicos del agua de enjuague, sobretodo de metales preciosos.
• Concentración y recuperación desustancias contenidas en el baño,evaporando el agua de enjuague.
• Recuperación de metales de baños deenjuague mediante intercambiadoresiónicos.
Estas tecnologías son empleadasseparadamente o en combinación pararecuperar químicos de los enjuaguesresiduales.
Factores que determinan si la recuperacióndel metal es económicamente justificableincluye el volumen del residuo que contienemetales, la concentración de los metales,el potencial para reusar algunas de lassales metálicas y los costos de tratamientoy disposición.

Concepto de Manejo de Residuos Peligrosos e Industriales para el Giro de la Galvanoplastia
62
A manera de ejemplo se describen acontinuación cuatro métodos paraprolongar la vida útil de los baños y/o parareducir los contenidos de metales en elagua residual.
1. Recuperación de ácido sulfúrico yaluminio en el proceso deanodizado.
Durante el proceso de anodizado de losperfiles de aluminio se desprende de 5-10 gAl/m² de superficie anodizada. Estoocasiona un incremento paulatino de laconcentración de aluminio en el baño deanodizado, lo cual implica un consumoelevado de energía. El aluminio puede serremovido haciendo pasar el baño deanodizado a través de una serie de resinasespeciales de intercambio iónico, queselectivamente remueven cationes y
aniones. Este método de eliminación deiones de aluminio que interfieren en elproceso, por razones de costos, se estáaplicando en procesos de anodizado quetrabajan con ácidos orgánicoscomparativamente caros.
El ácido sulfúrico y el aluminio esrecuperado mediante la limpieza de laresina con una solución ácida o alcalina. Elácido recuperado se reusa en el baño deanodizado y el aluminio se puede vender.
El intercambio iónico también puedeemplearse eficientemente para recuperarníquel, cromo, cobre y plata de solucionesdiluidas. En el caso de baños cianuradosde oro el proceso se limita debido al tipo decomplejo metálico, el cual puede dificultarla regeneración de las membranas.
Figura 5.3-4. Recuperación de ácido sulfúrico y aluminio del anodizado, por intercambio iónico
2. Separación de grasas y aceites através de un proceso de ultrafiltración
Para limpiar el producto a tratar, en losprocesos de recubrimiento se utilizanbaños de desengrasado. Frecuentementese inicia con un desengrasado alcalino y en
seguida un desengrasado electrolítico.Empleando membranas de ultrafiltraciónpueden separarse la fase hídrica con losdetergentes y la fase grasosa. La mezclade grasa y aceite puede enviarse para suaprovechamiento térmico, por ejemplo, auna empresa cementera. La fase acuosapuede devolverse al baño de desengrase.
Al3+Baño deanodizado
Intercambiadoriónico
Hacia el tratamiento posterior enla planta de tratamiento de aguaresidual, o acondicionamiento dellodo de aluminio
H2OH2SO4
H2SO4 Al3+

5. Medidas para evitar o minimizar la generación de residuos
63
Figura 5.3-5. Retrocirculación en el caso de desengrases acuosos
Baño dedesengrasado
Enjuague
2
Enjuague
1
Retrocirculación de agua de enjuague
Ultrafiltración
Agua
desmineralizada
Mezcla de
grasa / aceite
Detergentes
Recuperados
ArrastreArrastre
3. Tratamiento del agua residual de lagalvanización por medio de ósmosisinversa
En instalaciones de galvanoplastia losenjuagues pueden realizarse en sistemas deenjuagues de múltiples etapas en cascadaempleando agua desionizada.
El tratamiento del agua de enjuague (1er
enjuague) puede realizarse medianteósmosis inversa, de este a su vez resulta unfiltrado que puede volverse a emplear en elciclo de enjuague, y un concentrado quepuede volverse a usar o eliminarse despuésde un tratamiento posterior, dependiendo delmetal empleado.
Las membranas que se usan en estossistemas deben tener una elevada
estabilidad química y térmica ya quemuchas veces el proceso se lleva a cabo avalores de pH ácidos o alcalinos y adiferentes temperaturas. Para aumentar lavida útil de las membrana tanto de ósmosisinversa como de electrodiálisis la solucióndebe prefiltrarse.
Este método se puede usar pararecuperación de Ni, Cu, Zn, y cadmio. Espoco usado para recuperar cromo.
En el caso de las membranas deelectrodiálisis estas pueden emplearse pararecuperar níquel, en este caso además seremueven aditivos orgánicos degradados,por lo que se reduce la frecuencia demantenimiento del baño. También puedeemplearse para soluciones con plata, cobre,cadmio oro, zinc cianurado y zinc ácido ylatón.

Concepto de Manejo de Residuos Peligrosos e Industriales para el Giro de la Galvanoplastia
64
Figura 5.3-6. Recuperación de electrolito mediante ósmosis inversa
4. Recuperación de químicos derecubrimiento de los enjuaguesmediante evaporación
La evaporación es un método que seemplea para la recuperación de químicos derecubrimiento de los enjuagues residuales.En este proceso, el agua de enjuague esevaporada para concentrar la solución yretornarla hacia el baño de proceso. El vaporde agua puede ser condensado y reusadoen el enjuague. Los evaporadores puedenoperar bajo condiciones de vacío paradisminuir la temperatura de ebullición, lo cualreduce el consumo de energía y previene ladegradación térmica de los aditivos derecubrimiento.
El grado de concentración requerido delevaporador puede reducirse incrementandola velocidad de evaporación de los baños derecubrimiento. El uso de agitación con aireen un baño de recubrimiento puedeincrementar la velocidad de evaporación.
Los dos principales tipos de evaporadoresson: atmosféricos y de vacío. Lasdiferencias básicas entre los dos consistenen que el evaporador atmosférico depende
del flujo de aire, de la temperatura y enalgunas ocasiones de la humedad relativa yopera a temperatura ambiente, mientras queel evaporador al vacío es un destilador alvacío que opera adecuadamente atemperaturas relativamente bajas por operara presiones bajas.
Ambos procesos son relativamente caros entérminos de requerimientos de energía y porlo tanto, pueden ser menos prácticos queotras técnicas cuando grandes volúmenesde residuos poco concentrados van a sertratados.
Las ventajas de los sistemas deevaporación en general, son las velocidadesmuy rápidas de recuperación de materialesy una vez instalados, no requieren dereactivos adicionales para los procesos. Laprincipal desventaja son los costos deoperación relativamente altos de lossistemas atmosféricos y los costos seincrementan en los sistema al vacío. Engeneral, los evaporadores atmosféricosrequieren menor mantenimiento encomparación con las demás tecnologías.
Baño Enjuague 1 Enjuague 2 Enjuague 3
Evaporación
Aguadesionizada
Secuencia del proceso
Unidad deÓsmosisinversa o
electrodiálisisSolución concentrada
Permeato
Arrastres
Filtro
Enjuague en cascada de 3 pasos

5. Medidas para evitar o minimizar la generación de residuos
65
Figura 5.3-7. Recuperación de metales por evaporación
Pieza de trabajo
Condensado
Usando el agua deenjuague
Enjuague en cascada de 3 pasos
Superficie deevaporación
Arrastres
Baño derecubrimiento
Evaporador
Unidad de purificacióndel baño
Aguafresca
Concentrado
5. Recuperación electrolítica.
Mediante este método se pueden recuperarlos iones metálicos de una solución,reduciéndolos electroquímicamente en unasuperficie o placa catódica colocada dentrode la solución. La placa cubierta se extraede la solución y puede se usada comoánodo en el baño galvánico, o bien recuperarel metal por medios químicos o mecánicos.
Este método puede ser usado como métodode recuperación en enjuagues o comotratamiento de efluentes para reducir lacarga metálica de una solución concentrada.
La recuperación electrolítica puederealizarse introduciendo una placa al tanquede la solución o en un módulo de celdaelectrolítica situado fuera del tanque, para locual existen distintos tipos de módulos: decama, placa, cilíndrico o bipolar, los cualesse usan dependiendo de las característicasdel residuo y del efluente (ver sección 5.6.2-Tratamiento electrolítico).
Algunas características de este métodoelectrolítico son:
§ Se recupera el metal y no las impurezasde agua de enjuague.
§ Es eficiente en soluciones concentradas,sin embargo el proceso se ve limitado ensoluciones con concentracionesmenores a 100 mg/l, debido a que seincrementan los costos de operación.
§ Una reacción electroquímica rentable enrangos de bajas concentraciones (porejemplo para precipitar metales hastalograr valores que se requieren ennormas de descarga), sólo se puedelograr por medio de un electrodo de gransuperficie y buenas condiciones de flujo.Para reducir hasta estos rangos deconcentración, es preciso entonces,utilizar electrodos con superficiesgrandes (p.e. electrodos de cama fija) enlugar de electrodos de placa.
§ Puede ser usado para recuperar cobre,latón, plata, oro, cadmio y otros metalesde valor.

Concepto de Manejo de Residuos Peligrosos e Industriales para el Giro de la Galvanoplastia
66
§ También se puede emplear pararecuperar metales en tanques deoxidación de cianuros.
§ El proceso no es aplicable pararecuperar cromo. En soluciones conníquel se requiere u control estricto delpH de la solución.
§ La aplicación es limitada en solucionesgalvánicas no electrolíticas debido a lapresencia de quelantes y reductores.
§ Para asegurar que el proceso seaeficiente se debe usar la densidad decorriente adecuada para evitar lapolarización de la solución y unincremento de hidrógeno en el ánodo.
Aunado a esto, la eficiencia puedeincrementarse aumentando a superficiedel cátodo e incrementando elmovimiento de la solución alrededor delcátodo.
En la figura 5.3.8 se presenta un ejemplo derecuperación de níquel a partir de unenjuague de recuperación, empleando unmódulo externo de placas.
En este arreglo se tiene que tomar encuenta que el coeficiente de rendimiento dela celda de electrólisis de placas, disminuyecon concentraciones pequeñas de metal,por lo tanto, significa una importante pérdidade energía si se quiere que la concentracióndel enjuague 1 disminuya a valoresmínimos.
Figura 5.3-8. Recuperación de níquel, a través de electrólisis y depuración con carbón activado
Celda de electrólisis
Enjuague 3Enjuague 2Baño deníquel
Aguadesmineralizada
Arrastre
Recirculación deagua de enjuague
Purificación porcarbón activado
Devolución de níquelcomo material deánodo
Enjuague 1
Enjuague de cascada
Evaporación
Recuperación de materiales presentes en los baños

5. Medidas para evitar o minimizar la generación de residuos
67
Ø Recuperación de materiales medianteintercambio iónico
Ø Recuperación de soluciones dedesengrase mediante ultrafiltración
Ø Recuperación de metales medianteósmosis inversa o electrodiálisis
Ø Concentración de soluciones medianteevaporador atmosférico o de vacío
Ø Separación electrolítica de ionesmetálicos
5.4 Medidas de control operativo
En los procesos de recubrimientoelectrolítico, los parámetros del proceso,que muchas veces se determinaron demanera empírica, deben controlarse ymantenerse constantes en la medida de loposible, a fin de evitar problemas en elproceso, ya que frecuentemente sereacciona, sólo cuando las característicasdel producto ya no corresponden a losrequerimientos de producción. Por lo tanto,toda empresa galvanizadora debería contarcon las bases para realizar ella misma uncontrol de la operación eficiente. Acontinuación presentamos algunas medidas.
La revisión analítica del electrólito deberealizarse para determinar lasconcentraciones de los componentesprincipales del baño electrolítico y ajustarlasen el rango óptimo. Como por ejemplo: elcontenido actual de metal, el contenido decianuro o ácido, los contenidos dedeterminados químicos inorgánicos yorgánicos u otras sustancias importantes enel baño. En los casos en que se trabaja conpiezas de diferentes tamaños de superficie ograndes cargas de trabajo, el consumo dequímicos y los arrastres se incrementan, porlo tanto, los baños tienen que controlarse enperiodos más cortos.
El tiempo de galvanizado necesario paraaplicar un recubrimiento metálico de unespesor dado, depende solamente de ladensidad de corriente y el coeficiente deeficacia catódica. Para cada electrólitoexiste un rango óptimo de densidad decorriente de trabajo, dentro del cual seobtiene un recubrimiento con lascaracterísticas deseadas. La densidadóptima para cada metal, debe ajustarse ycontrolarse mediante instrumentos paramantenerla constante. Para medir la eficaciade la corriente del cátodo o el ánodo, esnecesario medir la cantidad de corriente quefluye a través del baño. La técnica mássegura es colocar un coulómetro en seriecon el baño y determinar la corriente quefluye en un tiempo determinado. Aunado aesto se debe determinar la cantidad demetal que se ha depositado en una pieza(con un método gravimétrico) con lacorriente establecida y la cantidad teóricaque debería haberse depositado,determinada mediante la ley de Faraday. Laeficiencia catódica se determinará con larelación entre la cantidad real de metaldepositado y la cantidad teórica.
El control de la temperatura óptima delbaño electrolítico está entre las medidasmás importantes del control operativo. Losbaños de zinc que contienen cianuro, losbaños de limpieza alcalinos y los electrólitosque trabajan de manera químicamentereductiva, son más sensibles a los cambiosde temperatura.
Principalmente en los baños calientes congran superficie de evaporación, deberíaajustarse automáticamente el nivel delelectrólito. Como agua de relleno se puedeutilizar el agua del enjuague derecuperación. En este caso la concentracióndel agua de enjuague necesita controlarseantes de su adición al baño.
5.4.1 Mantenimiento de los baños
Los baños deben ser sometidos amantenimiento periódico para incrementarsu tiempo de vida útil y la eficiencia del

Concepto de Manejo de Residuos Peligrosos e Industriales para el Giro de la Galvanoplastia
68
proceso. En primer lugar debe efectuarse uncontrol analítico de la composición del baño.Entre más ampliamente se determine lacomposición de los baños de procesomediante métodos analíticos, másespecífica será la dosificación de materialespara regenerar el baño. Los baños deproceso generalmente no se cambiancompletamente, sólo se regeneran y lasconcentraciones de las sustancias en elbaño se ajustan.
Además del control analítico periódico,existen otros métodos para elmantenimiento de los baños, los cuales semencionan a continuación:
• Se debe procurar que las etapas previasde limpieza se lleven a caboadecuadamente para evitarcontaminación de los baños por grasas uóxidos, a fin de que se pueda prolongar lavida útil de los baños.
• Los baños de zinc y níquel puedenpurificarse electrolíticamente (electrólisisselectiva), a bajas densidades decorriente, para eliminar cobre y aditivosorgánicos degradados. Este proceso sepuede efectuar introduciendo placasonduladas de acero. Las densidades decorriente generalmente empleadas sonde 0.1 – 0.35 Amp/dm2. Durante eltratamiento el baño debe ser agitado paraincrementar el contacto, y además filtradopara eliminar las partículas metálicas quepudieran haber caído del cátodo.
En baños de níquel además puedeacumularse cobre y otros metales comozinc, hierro, aluminio, etc., e impurezas.En este caso se pueden empleardensidades de corriente de 0.2 – 0.5Amp/dm2, junto con filtración continua.
• Eliminación de impurezas suspendidas ysedimentadas en los baños mediantefiltración. Esta puede ser tanto encontinuo como en batch. Los medios defiltración generalmente empleados son:
fibras sintéticas o naturales, carbónactivado y cartuchos de hilo.
• Remoción de productos orgánicosdegradados del baño, a través de mediosde adsorción. El tratamiento con carbónactivado tiene la función de removercompuestos orgánicos degradados quese forman a partir de aditivos orgánicospor oxidación anódica o reduccióncatódica del electrolito. Estoscompuestos modifican las propiedadesde la capa galvánica de maneradescontrolada, por lo que deben sereliminados periódicamente.
• Los baños de cobrizado y niquelado sedeben filtrar continuamente, en el flujoprincipal o en by-pass, a través de carbónactivado. El filtrado es importanterealizarlo principalmente en baños ácidosa fin de eliminar aditivos orgánicosdegradados. Para evitar que también seremuevan los aditivos no degradados,abrillantadores y niveladores aún útiles,se puede agregar agua oxigenada albaño, previo al tratamiento. Esta oxida lamateria orgánica, permite una mejoradsorción y no interfiere con la calidad delelectrolito.
• La eficiencia del filtrado con carbónactivado es mayor si se realiza unpretratamiento con agua oxigenada a30oC y posteriormente se filtra a 50oC.Sin embargo este tratamiento no deberealizarse en periodos demasiado cortospues como se ha mencionado tambiénse eliminan aditivos no degradados. Parasaber si un baño necesita filtrarse concarbón activado, se pueden hacerpruebas con una placa de célula Hull2
niquelada. Si al doblar el vértice inferior dela placa se percibe un ligero “ruido” o lacapa de níquel se separa, se debe hacerun filtrado del baño.

5. Medidas para evitar o minimizar la generación de residuos
69
• Eliminación de determinadas sustanciascontenidas en el baño a través deintercambio iónico. Generalmente, losintercambiadores iónicos móvilesrentados y con regeneración externa soneconómicamente rentables, sólo si existeun flujo pequeño de iones metálicos. Deexistir flujos mayores de iones metálicos,resultan más económicos losintercambiadores iónicos estacionarioscon regeneración interna ya que se evitanlos costos elevados de transporte yregeneración externa.
• Purificación de baños medianteOxidación electrolítica de determinadassustancias. Por ejemplo, oxidación delcromo trivalente a cromo hexavalente enel ánodo.
• En algunos casos los compuestos ymetales ajenos a los baños puedenremoverse mediante precipitación.Para baños de zinc cianurado, puedeemplearse sulfato de zinc para precipitarplomo y cadmio, los cuales se puedenremover por filtración. En baños ácidosde níquel, el fierro y cromo puedeneliminarse mediante agua oxigenada apH alto y posterior filtración del baño.
• Eliminación de sales a través decristalización. Los métodos utilizados eneste caso, son el enfriamiento de lasolución o la evaporación en vacío. Lacondición para la cristalización en frío esque la solubilidad de la salcorrespondiente disminuya a menortemperatura y que los demáscomponentes del electrólito permanezcandisueltos a la temperatura deenfriamiento.
• En los baños cianurados generalmentese forman carbonatos, por absorción del
2 Celula Hull: En este caso una placa “tipo” de metal, que ha sidogalvanizada en el baño, es sometida a diversas pruebas paradeterminar la eficiencia del proceso y la calidad del recubrimiento.
CO2 del aire. Estos se pueden eliminarmediante congelación, introduciendo unacaja con hielo seco y acetona al baño,los carbonatos se precipitarán sobre lasuperficie de la caja y esta puede serremovida del baño junto con loscarbonatos.
• Usar bolsas de tela para cubrir losánodos y retener las impurezascontenidas en estas. Estas debenretirarse y limpiarse periódicamente parano aumentar la resistencia.
• Los baños de proceso deben cubrirsecuando no se usan.
• Para evitar pérdidas por evaporación ode calor, el baño de cromo se puedecubrir con una capa de cuerpossintéticos flotantes.
Controles analíticos
• Se debe asignar a una persona comoresponsable del control óptimo de losmateriales en los baños y de sumantenimiento.
• En un pequeño laboratorio cadaempresa puede controlar lasconcentraciones de las sustanciascontenidas en los baños, o biencanalizar muestras a un laboratorioexterno o enviarlas con el proveedor dematerias primas. El análisis deberealizarse diariamente o lo másfrecuentemente posible, de acuerdo alas cargas de trabajo. De la mismaforma, antes de realizar alguno de lotratamientos descritos deben realizarsepruebas en el laboratorio.
Mantenimiento de los baños
Ø Realizar un control analítico de los baños
Ø Controlar la calidad de limpieza,decapado y enjuagues de etapas previas

Concepto de Manejo de Residuos Peligrosos e Industriales para el Giro de la Galvanoplastia
70
Ø Purificación de baños medianteelectrólisis selectiva
Ø Mantenimiento mediante filtración concarbón activado
Ø Oxidación electrolítica de Cr III a Cr VI
Ø Eliminación de sales a través decristalización y de precipitación
Ø Eliminación de carbonatos mediantecongelación y precipitación
Ø Cubrir los ánodos con bolsas
Ø Cubrir los baños que no están en uso
5.4.2 Mantenimiento y operación de losbaños de desengrasado y limpieza
La mayoría de las piezas a galvanizar sonpretratadas por métodos mecánicos con osin arranque de virutas. De esta maneraquedan impregnados en la pieza aceites,abrasivos, grasas y pastas pulidoras.Dependiendo de las necesidades dedisolución y separación de los aceites ygrasas de la superficie del producto, lasolución desengrasante tiene que cumplircon los siguientes requisitos:
• máxima reducción de la tensiónsuperficial y de la capa límite,
• capacidad aglutinadora de complejospara endurecedores e iones metálicosintroducidos,
• fuerza de dispersión para jabonesalcalinoterreos y metálicos,
• alta capacidad de soportarensuciamientos debidos a los residuosde fundido y a pastas pulidoras,
• capacidad saponificadora,
• poder emulsionante para aceitesminerales y aditivos no saponificables,
• Buena capacidad para enjuagarse,incluso en agua fría.
Para eliminar los residuos de operacionesmecánicas de las piezas, se pueden utilizardiferentes métodos de desengrase:
a) Desengrase en caliente
El desengrasado en caliente se lleva acabo en medio alcalino a temperaturasentre 70-80°C o de 30-40°C condesengrasantes de baja temperatura. Losdesengrasantes generalmente contienenhidróxidos, carbonatos, fosfatos, silicatos,agentes humectantes y tensoactivos.Cuando el desengrase se realiza atemperatura ambiente, usualmente seaplican agentes humectantes ytensoactivos que forman emulsiones conlas impurezas de grasa y aceite, y deesta manera limpian la superficie.
b) Desengrasado por agua a presión
Con piezas colgadas firmemente osujetas a presión, puede utilizarse elmétodo de desengrasado por agua apresión. Mediante la energía cinéticaaplicada, se logra una rápida limpieza delas piezas. Al usar el desengrasado porchorro debe observarse que se utilicenagentes tensoactivos poco espumosos.
El desengrasado por temperatura y eldesengrasado con agua a presión puedencombinarse con una instalación deultrafiltración precedida por un filtro o unacentrífuga para eliminar las partículassólidas. Si no es posible la adquisición de unequipo de ultrafiltración simplemente puederealizarse una centrifugación para separarlos contenidos de grasa y aceite del baño dedesengrasado, y la solución dedesengrasado acuosa puede volver ausarse después de su tratamiento.

5. Medidas para evitar o minimizar la generación de residuos
71
c) Desengrase electrolítico
Como última etapa antes delrecubrimiento, casi siempre se aplica eldesengrasado electrolítico. Este generauna superficie limpia de manera microfinay humectable por agua que forma la basepara recubrimientos galvánicosresistentes, homogéneos y libres demanchas. La duración de los electrólitosde desengrasado puede prolongarseadicionando agentes secuestrantes, quereaccionan con los contaminantesformado complejos que se puedenremover posteriormente.
d) Desengrasado a través de solventesclorados
El poder de solución de los hidrocarburosclorados para grasas y aceites es bueno,pero su desventaja es la eliminacióninsuficiente de residuos sólidos, comopolvos de abrasión metálicos, residuosde esmerilado o pastas de pulidoadheridos a la pieza. Aunado a esto, alemplear hidrocarburos clorados debenconsiderarse sus característicastoxicológicas y los requerimientos deseguridad necesarios para reducir elriesgo a los trabajadores. En la operaciónde una instalación de limpieza consolventes clorados es necesario contarcon: sistema de limpieza cerrado,enfriamiento y condensación del solvente,control de emisiones a la atmósfera,equipo de seguridad para lostrabajadores, etc.
Los solventes contaminados puedenregenerarse por medio de destilación. Ladestilación puede realizarse en laempresa si el volumen de solvente loamerita o a través de compañíasexternas autorizadas por el INE.
En otros casos se recomienda lasustitución de solventes clorados porlimpiadores acuosos o por algunos de losmétodos ya descritos. Los limpiadores
base acuosa consisten de detergentes,soluciones ácidas o compuestosalcalinos, con los cuales se reduce elriesgo al ambiente y a la salud de lostrabajadores.
Mantenimiento de los baños dedesengrasado
Para incrementar la vida útil de los baños dedesengrasado se pueden tomar medidasprevias al proceso y medidas demantenimiento del proceso.
Medidas previas al proceso:
• Centrifugación de las piezas a trabajarpara eliminar los aceites lubricantes yemulsiones adheridos, de los procesosmecánicos.
• Ejercer influencia sobre la producción delas piezas brutas para que éstas seentreguen menos aceitadas.
• Pedir al fabricante de las piezas que sólouse el aceite conservador necesario.Programando la producción, tanto comosea posible para evitar efectos decorrosión y reducir la necesidad deutilizar conservadores.
El proceso de mantenimiento de los bañosdebe ser cuidadoso para no eliminaraditivos, con las medidas siguientes sereducen los requerimientos del baño y seevita la contaminación de los baños dedecapado.
Medidas de mantenimiento:
En las soluciones de desengrase seacumulan principalmente dos tipos deimpurezas. Por un lado aquellas partículasincorporadas al baño con las piezas enforma de suciedades, pigmentos y similaresque pueden eliminarse normalmente porfiltración. Por otro lado están los aceites ygrasas del mecanizado y pulido previo, asícomo los de protección anticorrosiva

Concepto de Manejo de Residuos Peligrosos e Industriales para el Giro de la Galvanoplastia
72
provisional. Los aceites se encuentra en eldesengrase en forma de emulsiones.
Por ello, una de las técnicas más eficacespara el mantenimiento de desengrases sonlos separadores de aceite, que consisten enun depósito específico que por su
construcción permite reducir al máximo lasturbulencias, ayudando al flotamiento de losaceites. El aceite acumulado se puederetirar manual o automáticamente. En lasiguiente figura se presenta un esquema deun separador de grasas y aceites.
Figura 5.4-1. Funcionamiento de un separador de aceites
La técnica de separadores de aceite essencilla y económica como una etapa previaa una separación de aceites más intensa,sobre todo, como medida de prolongaciónde la vida de baños de desengrasado conbajo poder de emulsión.
• El baño de desengrasado se debeanalizar periódicamente para agregarsólo la cantidad faltante de químicos.
• Después del equipo de desengrasado,debe instalarse un enjuague adicionalpara reducir la contaminación de losbaños siguientes. Este puede ser encascada respecto al primer enjuague.
• La limpieza de baños de desengrasetambién puede realizarse porcentrifugación. Esta técnica aceleraconsiderablemente la separación de losaceites y son de especial interés cuando
adicionalmente existen otroscontaminantes, como partículas ensuspensión procedentes del pulido en losdesengrases por ultrasonidos, queinteresan eliminarse de los baños.
• Los aceites solubles pueden separarsede los limpiadores alcalinos mediante unsistemas de ultrafiltración omicrofiltración. Estas técnicas rompenlas emulsiones fuertes antes de enviar alos desengrases agotados a la planta detratamiento de aguas residuales. En elcaso de instalaciones de microfiltracióndebe conectarse previamente unseparador de aceite o un skimmer, parano saturar las instalaciones.
La utilización de técnicas de mantenimientodel baño de desengrase facilita unadevolución del baño arrastrado. Dado que laevaporación suele ser elevada debido a lasaltas temperaturas y que la calidad del
Tanque dedesengras
V
T= 2-3 h
Residuo deaceite/agua
Q=0.1 V
Separador de aceite

5. Medidas para evitar o minimizar la generación de residuos
73
enjuague requerida no es muy elevada, esposible realizar un cierre completo de lasaguas de lavado en caso de que seenjuague con una técnica de lavadoadecuado como la técnica en cascada.
Operación y mantenimiento de baños dedesengrase
Ø Empleo de separadores de aceite
Ø Desengrase con agua a presión,Desengrase en caliente
Ø Empleo de desengrase electrolítico
Ø Sustitución de desengrase con solventespor desengrase acuoso
Ø Las piezas pueden desengrasarse pormedio de una centrífuga antes deintroducirse al tanque de desengrasado
Ø Mantenimiento de los baños, porcentrifugación en el caso de aceiteslubricantes.
Ø Separación de emulsiones mediantemicrofiltración o ultrafiltración
Ø Uso de un enjuague adicional tras eldesengrase
5.4.3 Mantenimiento de soluciones dedecapado
Opciones para aumentar la vida útil delos baños de decapado.
• En el caso de las soluciones dedecapado, puede aumentarse la vida útilprocurando que las piezas nopermanezcan mucho tiempo a laintemperie o estén mucho tiempo enlínea esperando ser procesadas, y asíreducir la formación de óxidos sobre lasuperficie de las piezas.
• Optimizar el tiempo de exposición: lapieza a decapar debe permanecer en latina de decapado sólo el tiemposuficiente para eliminar la capa de óxido.Si los tiempos de decapado son muylargos se puede afectar al metal base.
• Si se emplea un mismo baño en eldecapado con ácido sulfúrico de piezasde acero y de bronce, se pueden llegar aacumular contaminantes orgánicos ycobre. Si la concentración de cobrerebasa los 300 mg/l en el baño, puedecausar problemas de adhesión en elacero y además contaminar el baño deniquelado. En este caso se sugiereemplear distintos baños de decapadopara acero y bronce.
Regeneración de baños de decapado.
Existen diversos métodos para eliminarmetales disueltos de las soluciones dedecapado. Estos dependen del tipo desolución y del metal base:
• Solución de ácido sulfúrico-fosfórico/sustrato ferroso. La solubilidad del hierroaumenta conforme se incrementa latemperatura y disminuye con elincremento de la concentración delácido. Utilizando estas propiedades,puede regenerarse el baño enfriando lasolución para cristalizar el sulfatoferroso; como paso posterior se puedeadicionar ácido sulfúrico y enfriarnuevamente, con lo que se obtiene unasegunda fase de cristalización paraeliminar el hierro del baño.
• Un método de separación es elintercambio iónico, mediante el cual sepueden separar los iones metálicos de lasolución de ácido, con la posibilidad dereutilizarse. La eficiencia de este métododepende de la solubilidad de metal parapermanecer como ión en la soluciónácida.

Concepto de Manejo de Residuos Peligrosos e Industriales para el Giro de la Galvanoplastia
74
• Eliminación de iones metálicos medianteelectrólisis selectiva. Esta se puede usaren baños de decapado ácido paraeliminar cobre u otros metales.
Operación y mantenimiento en el decapado
Ø Evitar que las piezas permanezcan a laintemperie
Ø Sólo introducir la pieza al baño el tiemponecesario
Ø Emplear distintas tinas de decapado paraacero y para bronce
Ø Eliminar los iones de fierro mediantecristalización
Ø Eliminar iones metálicos medianteintercambio iónico o electrólisis
5.4.4 Mantenimiento de los tanques enla industria de galvanoplastia
Para los tratamientos previos, principales yposteriores en las plantas galvanizadoras seusan preferentemente tanquesrectangulares abiertos y sin presión. Elmaterial se selecciona de acuerdo a losrequerimientos de resistencia, a losquímicos del baño y a las cargas estáticas ytérmicas. Frecuentemente se utilizantanques de acero revestidos de hule,tanques de aceros finos o sintéticos decloruro de polivinilo (PVC), de polietileno,polipropileno, o también de plásticos conrefuerzo múltiple por fibra de vidrio.
Antes de preparar un baño nuevo, esnecesario el lavado cuidadoso del tanque,revisarlo para detectar eventuales daños.Para comprobar que un depósito revestidode goma esté libre de poros, éste puederevisarse mediante un aparato inductor dechispas. Defectos menores pueden serreparados por medio de mezclas de gomaautovulcanizables.
Si se emplean tanques revestidos deplástico o sintéticos, debe considerarse queexiste el peligro de sobrecalentamientoslocales al diluir soluciones concentradas quepueden generar reacciones exotérmicas,como por ejemplo, sosa cáustica y, sobretodo, ácido sulfúrico.
Algunos tipos de electrólitos trabajan atemperaturas elevadas o requieren, como enel caso del anodizado, de refrigeración. En elcaso del calentamiento directo, estegeneralmente se hace por medio decalentadores eléctricos inmersos en el bañoo con serpentines. En el calentamientoindirecto, el baño se calienta o enfría através de una camisa de agua o tubos deserpentín. Los sistemas de calentamiento oenfriamiento y los aislantes debensometerse a una revisión periódica paraverificar que se tenga unaprovechamiento/transferencia eficiente deenergía.
5.5 Medidas de minimización parainstalaciones de anodizado
Al anodizar las piezas se desprendealuminio, el cual se acumula en el baño,dependiendo del método La acumulación dealuminio puede ser tolerada hasta unaconcentración aproximada de 20 g/l, dealcanzarse concentraciones mayores, todoel contenido del baño debe cambiarse.Como alternativa existe la separación delaluminio a través de intercambiadoresiónicos, este método corresponde al estadodel arte y ya se está aplicando en el caso debaños electrolíticos que contienen ácidosorgánicos.
Por otra parte el desengrasado de las piezasa anodizar, principalmente se lleva a cabocon limpiadores alcalinos que contienenhidróxido de sodio, carbonato de sodio,silicatos y emulsificantes. El tiempo útil delos baños de desengrasado acuosos previosal anodizado, puede aumentarseconsiderablemente utilizando equipos deultrafiltración.

5. Medidas para evitar o minimizar la generación de residuos
75
Los limpiadores alcalinos generalmente seemplean en altas concentraciones, de modoque al salir del lavador el líquido quedaadherido a las piezas como una películamás o menos espesa. Las pérdidas porarrastre son altas, por ejemplo, en el casode perfiles, ya que rara vez se realizancambios de baño.
A continuación se mencionan algunasmedidas de minimización que pueden serútiles para procesos de anodizado:
• Para eliminar los restos adheridos delbaño limpiador se necesita un enjuagueparticularmente intenso. El porcentaje deagua de enjuague puede reducirsenotablemente al usar enjuagues encascada.
• Al sacar del desengrase sobre todo laspiezas cóncavas y los perfiles, debeninclinarse para que el líquido del interiortenga tiempo suficiente para escurrirse.
• Después del anodizado debe enjuagarsela pieza intensamente, a fin de eliminarrápidamente los arrastres del baño deanodizado de la superficie de las piezas.Generalmente, esta agua de enjuaguepuede volver a usarse en otras etapas delproceso. Por ejemplo, antes delanodizado y después del decapado odesengrasado alcalinos.
• La eliminación ácida de aluminio es unproceso que se esta considerando en laactualidad, debido al uso tan elevado deácidos. Hay varios productos en elmercado actualmente que son capacesde eliminar el aluminio usandoaproximadamente 1/10 de la cantidadusual de ácido nítrico. Una formulacióntípica es el uso de nitrato férrico como unagente eliminador que retira los residuosde aluminio en presencia de cantidadespequeñas de ácido nítrico. La velocidad yla acción de eliminación son comparables
al baño de ácido nítrico al 50%tradicionalmente usado.
• La mezcla de aluminato de sodio,hidróxido de aluminio, etc. que sesedimenta y endurece en los baños dedesengrasado se puede removermanualmente y regenerarloexternamente como sulfato de aluminio.El lodo de hidróxido de aluminio del bañode decapado se puede vender paraemplearlo como materia prima en laproducción de sulfato de aluminio. A suvez este sulfato de aluminio se utilizacomo floculante en el tratamiento de lasaguas residuales.
• El baño de sellado con acetato de níquel,se puede filtrar mediante carbón activadopara prolongar su vida útil.
• La neutralización de las aguas deenjuague y los concentrados y lodos delos tanques del baño, así como de laprecipitación del aluminio disuelto deberealizarse a valores de pH entre 7 y 8 yaque a pH 8.5 el aluminio se vuelve adisolver.
Minimización en anodizado
Ø Separar el aluminio de los baños deanodizado mediante intercambio iónico
Ø Regenerar baños de desengrasemediante ultrafiltración
Ø Permitir buen drenado de las piezas,especialmente de los perfiles.
Ø Verificar la calidad del enjuague
Ø Reutilizar el agua de enjuague delanodizado para desengrase o decapadoácidos
Ø Las aguas de sellado y coloración deben

Concepto de Manejo de Residuos Peligrosos e Industriales para el Giro de la Galvanoplastia
76
ser tratadas
Ø La neutralización y precipitación delaluminio debe realizarse a pH entre 7 y8
Ø Recuperar el aluminato de sodio ehidróxido de aluminio de los tanquespara producir sulfato de aluminio
Ø Filtrar el baño de sellado con carbónactivado
5.6 Control de emisiones y descargasde aguas residuales
5.6.1 Emisiones gaseosas
En algunos procesos de galvanoplastia,debido a las reacciones de óxido-reducciónen el cátodo, se tiende a la disociación deagua, por lo que se desprende hidrógenocomo gas. En el caso de los baños de Cr,junto con el hidrógeno se arrastranfracciones de baño con Cr VI, que junto conla evaporación del baño, forman neblinas enel área de trabajo, las cuales representan unriesgo a la salud de los trabajadores y unapérdida de electrolito. También son críticospara la salud de los trabajadores, los bañosácidos de anodizado, debido aldesprendimiento de hidrógeno que arrastraconsigo el baño. En otros casos laacumulación de hidrógeno gaseoso puedegenerar mezclas explosivas.
De acuerdo a la normatividad en materia desalud laboral (Nom-016-STPS-1994) en loscasos que por la naturaleza del proceso segeneren polvos, humos gases, vapores oneblinas de sustancias químicas sedispondrá de un sistema para extraerlo, deser posible en la fuente (en este caso sobrelos tanques), a fin de mantener en todomomento las concentraciones permisiblespara la exposición de los trabajadores,establecidos en la NOM-010-STPS-1994.También los sistemas de ventilación deberáde evitar la presencia de atmósferasexplosivas o inflamables.
En estos casos se especifica que siempreque exista un sistema de extracción de airese deberá contar con otro para reposicióndel aire extraído. El aire de reposicióndeberá estar libre de contaminantes. Porotro lado, la emisión a la atmósfera de lospolvos, humos, gases, vapores o nieblasextraídos, deberá considerar lo establecidoen la normatividad en cuanto a emisión decontaminantes en la atmósfera.
Los gases extraídos pueden purificarse, porejemplo, con lavadores de gases de talmanera que no se sobrepasen los valoreslímite de emisiones a la atmósfera. Lasaguas de lavado deben ser tratadas comoaguas de enjuague del proceso. Para losvapores orgánicos se pueden emplear filtrosde carbón.
Algunas medidas de minimización y controlde emisiones dentro de la planta son:
− Para reducir las emisiones y/o pérdidaspor evaporación se pueden usartensoactivos que reduzcan lasposibilidades de liberación de vapores yneblinas. También pueden usarsepequeños cuerpos flotantes en lostanques a fin de reducir las emisiones deneblinas y las pérdidas de calor del baño.
− Otra opción es aspirar el vapor generadoencima del baño de cromo, yconcentrarlo. El concentrado que segenera se puede devolver al baño.
− En la medida de lo posible, se debetrabajar a temperatura ambiente o a latemperatura más baja posible, parareducir la formación de vapores nocivos.
− Los baños calientes pueden cubrirse conpequeños cuerpos flotantes de plásticopara minimizar las pérdidas porevaporación y la contaminación del aireambiente.

5. Medidas para evitar o minimizar la generación de residuos
77
− En las áreas de pulido la aspiración delpolvo generado durante el proceso debeser captado adecuadamente. Por lo cuales importante que los equipos extractoresde polvos, sean diseñadosadecuadamente.
Control de emisiones
Ø Los vapores y neblinas generados debenaspirarse y tratarse antes de ser emitidos
Ø Los vapores del tanque de cromadopueden condensarse y retornarse altanque.
Ø Reducir las emisiones mediantetensoactivos, o cuerpos flotantes en eltanque
Ø Puede trabajarse a la temperaturamínima para el proceso
Ø Debe contarse con sistemas eficientes deaspiración en el área de pulido.
5.6.2 Tratamiento de aguas residuales
Un porcentaje importante de la generaciónde los residuos en la industria degalvanoplastia, son las aguas residuales delos enjuagues contaminadas con losquímicos de los baños de proceso y loslodos de neutralización y precipitación de laplanta de tratamiento de aguas residuales.Existen diferentes métodos para tratar losefluentes y obtener un lodo aprovechable. Acontinuación se mencionan los métodosrecomendados para el tratamiento de losefluentes de los procesos de la industria dela galvanoplastia.
Neutralización y precipitación de metales
El principio de la precipitación de metalescomo proceso de separación, se basa endiferentes grados de solubilidad de losmismos en función del pH de la solución. Lamayoría de los metales pesados son
solubles en medios ácidos y precipitan enmedios alcalinos. Por ejemplo, el zinc,aluminio, estaño y cromo III puedendisolverse nuevamente a pH muy elevado enfunción del álcali empleado.
Tabla 5.6-1. Rango de pH al cual se presenta unasolubilidad mínima en agua
Elemento pHAluminio 6-8Cadmio 10.5Cromo 7-8Cobre 7.5Níquel 10.5Zinc 9-11
Si el agua residual contiene varios metalesel pH debe ajustarse a un valor pH medio deaproximadamente 8.5, sin embargo, a estevalor de pH aún están en soluciónaproximadamente 10 mg/l de níquel ocadmio. Si la precipitación de agua residualque contiene varios metales se realiza avalores de pH de alrededor de 10, seencontrarán todavía aproximadamente 10mg/l de cromo III en solución.
A continuación se dan algunasrecomendaciones para optimizar laneutralización y precipitación de los metalespesados, empleando principalmente sosa(hidróxido de sodio), lechada de cal u otrosreactivos.
§ La precipitación de los metales pesadoscomo compuestos hidróxidos de bajasolubilidad mediante sosa, es el procesomás sencillo y económico. Estetratamiento es adecuado para talleresque trabajan con zinc ácido y pasivados.Sin embargo, puede ser insuficiente enlíneas que incluyen operaciones deniquelado y cobrizado. Cuando se utilizasosa para la precipitación de losmetales, el volumen de lodos que segenera corresponde sólo al contenidometálico del agua antes de ser tratada.Debido a esto la posibilidad deaprovechar los lodos aumenta en

Concepto de Manejo de Residuos Peligrosos e Industriales para el Giro de la Galvanoplastia
78
comparación con la precipitación concal.
• La precipitación mixta con sosa (NaOH)y lechada de cal (Ca(OH)2) incrementa laeficacia del proceso, puesto que la calmejora la precipitación y floculación, aúny cuando contribuye a generar mayorescantidades de lodo. Por lo general sedosifica la sosa y la lechadaconjuntamente o se dosifica primeroCa(OH)4 hasta pH 6 y se afina aportandoNaOH.
• El empleo de sulfuros (como Na2S uorganosulfurados) es necesario si no secumplen con los límites mínimos dedescarga, por lo general de níquel, por lapresencia de complejos. Después derealizar la precipitación con lechada decal y sosa y pasar por el filtro prensa serealiza la precipitación con sulfuros y unafiltración final.
• En una instalación de precipitación queopera por lotes se puede optimizar elconsumo de químicos auxiliares, encomparación con una instalación queopera en continuo. También se puedetener un mayor control de los parámetrosde entrada y de los del efluente tratado,con lo que además puede monitorearsela eficiencia del tratamiento. La operaciónpor lotes también facilita la corrección defallas de operación.
Durante la precipitación pueden presentarsefallas, pese a que se haya ajustado a el valorpH óptimo, debido a que existe una mayorconcentración de agentes tensoactivos,abrillantadores, aceites, grasas y salesneutras, con lo cual puede afectarse laformación de los flóculos de hidróxido; deigual manera, la precipitación de hidróxidosse obstaculiza por la presencia deformadores de complejos.
Para evitar estos problemas una opción esla separación de los flujos de aguasresiduales, de acuerdo a su composición, en
flujos parciales: aguas residuales ácidas,aguas residuales alcalinas, aguas residualescon cianuro, aguas residuales del cromado,aguas residuales del desengrase, etc. Laventaja de no mezclar los distintos flujosparciales es la posibilidad de un tratamientoespecífico de las aguas residuales y lageneración de lodos monometálicos quepueden ser recuperados más fácilmente.
Otros métodos de tratamiento son:
• Por los requerimientos y normas cadavez más estrictos en el área de lasaguas residuales se puede utilizar unintercambiador iónico con el cual sepueden recuperar las sales metálicas ypara controlar la calidad del aguaresidual (ver sección 6.3). Con unintercambiador iónico se mejora eltratamiento de las aguas residuales demanera que estas pueden serreutilizadas en el proceso.
• Para tratar y reutilizar aguas deenjuague, los metales pesados quecontienen pueden eliminarse de maneraelectrolítica. De igual forma puedereducirse electrolíticamente el Cr VI y elcianuro puede oxidarse. De este modo,se evitan los lodos y sales que seforman con el tratamiento típico.
Detoxificación de cianuro
Los cianuros contenidos en el agua residualdeben destruirse a través de métodos deoxidación. La oxidación controlada mediantehipoclorito de sodio es muy común, pero enel caso de existir materia orgánica, se puedellegar a la formación de sustancias.
De manera alternativa, se sugieren lossiguientes procedimientos para optimizar laoxidación de cianuros:
• La forma más conveniente para procesareste tipo de efluentes es tratarlas porseparado, sobre todo si hay operacionesde niquelado en la planta.

5. Medidas para evitar o minimizar la generación de residuos
79
• Evitar al máximo la mezcla de aguasresiduales cianuradas con aguasalcalinas de altos contenidos de materiaorgánica (DQO) para prevenir lageneración de compuestosorganoclorados peligrosos (AOX).
• El método más común para ladestrucción de los cianuros es mediantela adición de hipoclorito de sodio a un pHcontrolado, para formar en una primerafase cianatos y en una segunda fase dereacción por oxidación, descomponer loscianatos en carbonatos condesprendimiento de nitrógeno.
• A partir de una concentración mayor de10 g/l de cianuro, debe dosificarse elhipoclorito con precaución para evitar unrepentino incremento de temperatura.
• Oxidación de cianuros con peróxido dehidrógeno (agua oxigenada), con estemétodo se oxidan los cianuros a cianatosy con una oxidación adicional se puedenformar agua, ya que no se introduceniones. Actualmente este proceso se limitaa el tratamiento de cianuro de sodio.
• Los cianatos, generados a partir de laoxidación del cianuro mediante peróxidode hidrógeno, pueden continuaroxidándose hasta agua por medio deradiación ultravioleta o permosulfatos.
• Otro medio para oxidar los cianuros es elozono a altas concentraciones, con elcual se generan cianatos en primeraetapa, con el ozono sobrante se puedecontinuar la oxidación hasta obtenerbióxido de carbono y nitrógeno.
• Otro método de oxidación de los cianuroses por vía electrolítica.
Detoxificación de cromo hexavalente
Las aguas residuales del proceso decromado contienen Cr VI, que además deser altamente tóxico es soluble en todo elrango de pH ácido y alcalino. Sin embargo,el proceso de reducción del Cr VI es muyrápido y permite, además de destoxificarlo,precipitar el poco soluble Cr III. Por lo cualbastan tiempos de reacción de 15 minutos apH 2-2.5 con bisulfito de sodio (NaHSO3).
De manera alternativa, se sugieren lossiguientes procedimientos para optimizar lareducción de cromo VI:
• Separar las corrientes contaminadascon cromo VI
• Se recomienda el tratamiento por lotes
• Emplear bisulfito de sodio comoreductor para pH ácido. En caso de pHalcalino como son las aguasprocedentes de la regeneración deresinas, utilizar sulfato ferroso (FeSO4),el cual es barato pero generador de grancantidad de lodo o tiosulfito de sodio(Na2S2O5) que no incrementa el volumende lodo aunque su costo es máselevado.
• Completa la fase de reducción, el cromoIII se debe hidroxilar mediante la adiciónde un álcali, para formar un hidróxido decromo insoluble que precipita. Elsobrenadante será el efluente tratadolibre de cromatos.
Tratamiento electrolítico
En este caso el tratamiento se realizamediante reacciones electrolíticas. Adiferencia de un tratamiento fisicoquímico,en un tratamiento electrolítico de las aguasresiduales de la galvanoplastia, los metalespesados pueden recuperarse en forma deelementos y se evita la producción de lodos.
Este tratamiento generalmente se puederealizar mediante módulos de recuperacióno celdas electrolíticas. En una celda

Concepto de Manejo de Residuos Peligrosos e Industriales para el Giro de la Galvanoplastia
80
electrolítica la eficiencia catódica esdirectamente proporcional al área de launidad electrolítica, al coeficiente detransporte del material y a la concentracióndel electrolito en el residuo. Por lo tanto si laconcentración del metal en el agua residuales pequeña o se requieren obtenerconcentraciones del efluente muy pequeñas,entonces es necesaria un área muy grandede electrodo y relaciones hidrodinámicasque faciliten un alto coeficiente derecuperación del material, para que elproceso sea rentable.
De acuerdo al tipo de agua a tratar y a losrequerimientos de descarga o a lasnecesidades de recuperación, existendiferentes tipos de unidades de electrólisis.La unidad de cama fija consta de una camade partículas conductivas lo que proporcionauna gran área para corrientes conconcentraciones bajas. También se puedenusar varias camas. En este tipo de móduloel flujo es ascendente y permite grancontacto entre el líquido y las partículasconductivas. El cátodo de cama fija puedeser regenerado por medio ácido paraseparar los metales o renovarlo.
Si las concentraciones son muy altas(líquidos concentrados osemiconcentrados), es necesario trabajarcon superficies de electrodos pequeñaspara obtener resultados óptimos. En estecaso se puede emplear un electrolito deplaca. Las unidades de placas en seriepermiten además de la precipitacióncatódica de iones metálicos, efectuarreacciones anódicas de oxidación (p. ej.cianuro), dentro de la misma corrienteelectrolítica. El electrodo de placa se puedeemplear para tratar o pretratar concentradoso efluentes con cargas mayores y parareciclaje de soluciones en procesosindustriales. Si se requiere reducir laconcentración al mínimo se puede usar acontinuación de un sistema de placa unsistema de cama fija.
Cuando se requiere tratar electrolíticamentesoluciones en las que pueden ocurrir
reacciones redox (p.e. pasar de Fe II a Fe IIIo la reducción de Fe II a Fe II), o en lascuales no es deseable la reducción yoxidación de estas soluciones, es necesarioseparar el área catódica de la anódica; paralo cual se puede emplear una serie modularde celdas cilíndricas que las separe. Estetipo de celda se puede emplear tanto paraimpedir las reacciones redox como llevar acabo reducciones (p.e. para la precipitaciónde metales) y oxidaciones (por ejemplo decianuro), en soluciones diferentes. Tambiénse puede emplear para la precipitación deiones metálicos en soluciones con cloruros,sin generación de Cl-; también puedeeliminarse el níquel en los baños Watts o enlos enjuagues de recuperación. Debido a suconstrucción, este sistema puede operar aaltas tasas de flujo y además permitereducciones de la concentración desdealgunos g/l hasta 50ppm.
Sistema bipolar, en los casos en que serequiere altos niveles de tratamiento (p.e.desintoxicación de soluciones puras decianuros o de cromo VI), se pueden emplearunidades modulares de elementos bipolares.En estas unidades todos los electrodosoperan por un lado como cátodo y por el otrocomo ánodo, sólo los electrodos ubicadosen los extremos requieren alimentación decorriente. La solución se alimenta en el ladodel ánodo con un flujo ascendente y pasa através de la serie de electrodos, lasreacciones se realizan en el electrodocorrespondiente, y finalmente la solucióntratada sale a través del cátodo del extremo.
Con el sistema bipolar es posible trabajar aaltas intensidades de corriente, con pocaspérdidas de voltaje.
Según las características del agua residuala tratar y los requerimientos de descarga ode recuperación de metales, los sistemasde celdas electrolíticas pueden combinarsepara tratar desde flujos pequeños a bajasconcentraciones, hasta concentrados deplantas grandes.

5. Medidas para evitar o minimizar la generación de residuos
81
Tratamiento de aguas residuales
Ø Separar los flujos de aguas residuales porproceso
Ø Realizar el tratamiento en batch
Ø Oxidación de cianuros con hipoclorito desodio, agua oxigenada, ozono oelectroquímicamente
Ø Reducción del Cr VI a Cr III mediantebisulfito de sodio o electroquímicamente
Ø Precipitación de hidróxidos metálicos apH adecuado
Ø Emplear sosa cáustica para ajustar el pHy reducir el volumen de los lodos
Ø Tratamiento electrolítico de las aguas
Ø Uso de intercambiadores de iones..
5.7 Medidas para reducir lageneración de residuos mediantereuso/reciclaje
Algunas de las medidas descritas acontinuación se tomaron de los ConceptosEmpresariales de Manejo de Residuoselaborados para las empresascolaboradoras. Estas medidas no se estánaplicando en todas las empresas, nitampoco son aplicables para todas lasempresas, más bien, sirven de informacióny pueden emplearse de acuerdo al tipo deproceso e infraestructura existente.
Las medidas planeadas por las empresasvisitadas, generalmente se refieren amejoramientos de proceso y reducción deresiduos e incluyen:
5.7.1 Recomendaciones referentes abuenas prácticas operativas y deorganización
Las buenas prácticas operativas son todasaquellas medidas de manejo administrativaso de organización en la empresa, incluyendo
el proceso, que directa o indirectamentepueden minimizar la generación de residuos.Muchas de éstas medidas puedenemplearse en las empresasindependientemente del tipo de proceso, ygeneralmente pueden instrumentarse abajos costos o sin costo. Las buenasprácticas operativas incluyen:
• Capacitación y organización del personal
• Mejoras en el manejo de materiales einventarios
• Mantenimiento preventivo
• Separación de residuos
• Control de costos de materiales, demanejo de residuos y de operación
• Programación de la producción
Preparación de piezas
• Después de pulir las piezas éstasdeberían limpiarse para quitar restos demateriales de pulido o material enexceso, a fin de aumentar la vida útil delos desengrases.
• Las piezas pequeñas se pueden pulir conmaterial abrasivo, usando chips dedióxido de silicio y resina, agua ydetergentes. Los cuales dan una buenacalidad en la preparación de la pieza. Sinembargo, las aguas residuales debensedimentarse y neutralizarse antes deser descargadas al drenaje.
Proceso
• Los baños calientes pueden cubrirse concuerpos flotantes de plástico paraminimizar las pérdidas de calor porevaporación.
• Las piezas que han caído en los bañosdeben sacarse inmediatamente ya quede otra manera provocan contaminación

Concepto de Manejo de Residuos Peligrosos e Industriales para el Giro de la Galvanoplastia
82
del baño y fallas en el proceso, estodebe considerarse especialmente en elcaso de piezas de zamak, latón ymateriales no ferrosos.
• Las piezas que durante el proceso degalvanizado no cumplen con los criteriosde calidad, se pueden desmetalizar eintroducir nuevamente al proceso ovenderlas como chatarra.
• Deben pueden construir canales pararecolectar el agua que escurra al suelodurante el transporte de los bastidoresentre líneas, el agua recolectada deberáser tratada con las demás aguasresiduales.
Aguas Residuales
• Analizando y monitoreando el aguatratada, es factible que esta pueda serutilizada nuevamente, si cumple con losrequerimientos para el proceso.
• El agua del intercambiador térmico delbaño de anodizado puede usarse comoagua de enjugue del desengrase.
• Se debe utilizar un filtro-prensa parasecar los lodos generados en eltratamiento de aguas residuales, con loque se reduce el volumen de lodos quese envíen a disposición final y los costosdisminuyen.
• Después de un filtro prensa los lodosaún conservan cierto porcentaje dehumedad, se recomienda que los lodosfiltrados sean secados (p.e. al aire libre)para reducir al mínimo el contenido deagua y el volumen de los lodos a enviar aconfinamiento.
• Debe asignarse a una persona comoresponsable del tratamiento de las aguasresiduales, y del manejo de los lodos.
5.7.2 Manejo de Residuos
• Debe evitarse la mezcla de losresiduos a fin de aumentar el potencialde recuperación de estos.Especialmente se debe evitar la mezclade residuos no peligrosos con residuospeligrosos, debido a que la mezcla deéstos es considerada como residuopeligroso. Como el residuo peligrosomezclado es de mayor volumen, seincrementan los costos de manejo y sereducen las posibilidades de reciclaje.
• El material de embalaje de papel, cartóno plástico debe recolectarse porseparado, de esta forma se tiene laposibilidad de vender estos materiales arecicladores.
• Los residuos de metales como cobre,latón, níquel y acero se pueden vender.Las piezas defectuosas que no puedanreprocesarse pueden venderse comochatarra.
• De acuerdo con la normatividad losenvases que contuvieron materialespeligrosos se consideran residuospeligrosos, por lo que deben sermanejados como tales. Para facilitar sumanejo se pueden hacer convenios conlos proveedores de estos materiales, afin de regresar los envases vacíos parasu reuso.
• Los residuos peligrosos deben serrecolectado, transportados y manejadospor una empresa autorizada por el INE.La lista de empresas autorizadas para elmanejo de residuos peligrosos, seactualiza periódicamente, esta puede serconsultada en la Dirección General de

5. Medidas para evitar o minimizar la generación de residuos
83
Materiales Residuos y ActividadesRiesgosas del INE (ver capítulo 9).
• El aceite gastado se puede enviar areciclaje térmico, por medio de unacompañía autorizada por el INE paraelaborar combustible alterno paracementeras.
• Los tambos en donde se almacenanresiduos peligrosos deben marcarse conetiquetas que indiquen el tipo de residuopeligroso y qué debe hacerse en caso deun accidente. En la sección 6.2 sepueden consultar los requerimientoscorrespondientes al transporte deresiduos peligrosos.
• Los tambos o contenedores para eltransporte de residuos deben llenarse ala capacidad máxima permitida por eltransportista, a fin de reducir costos detransporte.
5.7.3 Otras medidas
Otras sugerencias generales son:
• La capacitación continua de lostrabajadores, lleva a una mejor calidaddel trabajo.
• Se debe establecer un concepto demantenimiento preventivo.
• Se debe elaborar un instructivo generalque describa el manejo de los baños einstalaciones.
• Los trabajadores deben dotarse de lacorrecta ropa protectora, lentes, delantal,guantes, mascarillas, etc.
• Iniciar un programa para registrar lassustancias dañinas para el ambiente enlas diferentes áreas, incluyendo lasmedidas de seguridad para su manejoincluidas en las hojas de seguridad. Este
registro debe incluir los movimientos delos materiales dentro de la planta y losencargados de realizarlos.
• Periódicamente se pueden medir elconsumo de energía y agua de la plantay si es posible de cada proceso, conesto se puede tener un mejor controlsobre los consumos y costos porproceso; pueden identificarse fugas,determinar la eficiencia de los procesosy los resultados de medidas deminimización instrumentadas.
• Sólo debe usarse materia prima de altacalidad que cumpla con laespecificación. Material de baja calidadpuede incrementar el porcentaje derechazos, los cuales innecesariamentehabrán consumido químicos y generadoresiduos.
5.8 Resumen de medidas deminimización aplicables al giro de lagalvanoplastia.
En esta sección se presenta un resumen delas medidas de minimización másimportantes presentadas en este capítulo,en este además se presentan algunoscriterios a considerar en la selección de lasmedidas, basados en información recabadaen las empresas y en referencias obtenidasen otros países. Las medidas se presentanen forma de tablas a fin de que sea más fácilsu identificación, además se menciona lasección de este capítulo en el que seabordan más ampliamente. Cabe recordarque las medidas aquí descritas son una guíade minimización para este giro, sin embargoéstas deben analizarse previamente yevaluarse de acuerdo a las condiciones decada empresa.
Además de las medidas aquí resumidas, eneste capítulo se abordaronrecomendaciones referentes almantenimiento de tanques de galvanizado(sección 5.4.4); tratamiento de aguasresiduales y control de emisiones a la

Concepto de Manejo de Residuos Peligrosos e Industriales para el Giro de la Galvanoplastia
84
atmósfera (sección 5.6); manejo de residuosy buenas prácticas operativas (sección 5.7);las cuales no se han resumido en esta
sección pero que pueden consultarsefácilmente en las seccionescorrespondientes.
Tabla 5.8-1. Medidas para reducción de arrastres
Reducción de la viscosidad del baño
MEDIDAS DEMINIMIZACIÓN
Incrementarel tiempo deescurrido yreducir lavelocidad deextracción depiezas
Giro debarrilessobre elbaño
Adición detensoactivos
Aumento delatemperatura del baño
Reducciónde laconcentración deelectrolito
Colocaciónde piezas enbastidores
Resultadoesperado
Recuperacióninmediata deelectrolito
Menoracumulaciónde baño en elinterior delbarril
Reducción de latensiónsuperficial(menos electrolitoadherido a la pieza)
Reducciónde laviscosidad ytensiónsuperficial
Reducción dela viscosidad
Mejora elescurrido de lapieza
Requerimientosadicionales
En transportemanual puedeninstalarsedispositivospara sostenerlos bastidores
Energía Tensoactivos Energía Control delbaño
Adaptación debastidores
Costos Mínimo Medio Mínimos (enfunción deltensoactivo)
Medios Mínimo Medio
Relacióncosto/beneficio
Muy buena Buena Buena Regular Regular Regular
Casos en que sepuede aplicar
En todos losbaños deproceso
En todos losbaños deproceso
En todas las sol.de procesocompatibles contensoactivos
Ensolucionesde procesoque no seafecten concambios detemperatura
En la mayoríade lassoluciones deproceso
En todos loscasos
Limitantes En solucionesque puedanpasivarsesobre la pieza(p.e. Ni,decapado) eltiempo deescurrimientono debeampliarse amás de 10seg.
En solucionesque puedanpasivarsesobre la pieza(p.e. Ni,decapado) eltiempo deescurrimientono debeampliarse amás de 10seg.
Laconcentraciónde tensoactivodebe seradecuada, altasconcentracionespuedenprovocardefectos en laspiezas
Ensolucionesde procesoque operan atemperaturasbajas
En electrolitoscon márgenesestrechos detolerancia
-
Ver sección 5.3.1 5.3.1 5.3.1 5.3.1 5.3.1 5.3.1
Tabla 5.8-2. Medidas para optimizar enjuagues
MEDIDAS DEMINIMIZACIÓN
Enjuague encascada
Enjuague porrocío
Enjuague derecuperación
Conducción encircuito cerrado
conintercambiador
iónico (I.O.),ósmosis inversa
(O.I.) oelectrólisis
Agitación entinas de
enjuague

5. Medidas para evitar o minimizar la generación de residuos
85
Resultadoesperado
Mejora el enjuaguey ahorro de agua
Mejora el enjuaguey ahorro de agua,reducción dearrastres
Recuperación delelectrolitoarrastrado yahorro de agua
Recirculación deagua de enjuaguey recuperación demetales
Mejora delenjuague y ahorrode agua
Requerimientosadicionales
Tanques oAdaptación detanques
Instalación deaspersores
Tanque Equipo de I.O. ó deO.M y aguadesionizada
Aire o agitadoresmecánicos
Costos Mínimos - medio Medios Mínimo Alto MedioRelacióncosto/beneficio
Muy buena Buena Buena Regular Buena
Casos en que sepuede aplicar
En todos losbaños de proceso
En todos losbaños de proceso
En todo tipo debaños
En todo tipo debaños,recuperación demetales
En todos loscasos
Limitantes Limitado al espaciode la planta:Se reduce laposibilidad derecuperar elelectrolitoarrastrado, amenos que secombine con untanque derecuperación
Piezas congeometría sencillay bien sujetas albastidor
El retorno de lasolución al bañopuede ser directaen baños conevaporaciónelevada. En elcaso de bañoscon pocaevaporación elenjuague debe serconcentrado antesde retornarlo albaño.
Se recomiendacon enjuagues deagua desionizada
Las piezas debenestar bien sujetasal bastidor
Ver sección 5.3.2 5.3.2 5.3.2, 5.3.3 5.3.2 5.3.2
Tabla 5.8-3. Recuperación de sustancias contenidas en los baños
MEDIDAS DEMINIMIZACIÓN
Recuperacióndel electrolitocon intercambioiónico
Recuperaciónde metalesmedianteósmosis inversao electrodiálisis
Separaciónelectrolítica deiones metálicos
Concentraciónde solucionesmedianteevaporadoratmosférico o devacío
Recuperaciónde soluciones dedesengrasemedianteultrafiltración omicrofiltración
Resultadoesperado
Recuperación delelectrolito.Recuperación deácido sulfúrico enel baño deanodizado
Recuperación delelectrolito y aguadesionizada
Recuperacióninterna de metales,en enjuagues osolucionesconcentradas
Concentración delos enjuagues odel enjuague derecuperación,para retornarlos albaño
Recuperación desoluciones dedesengrase
Requerimientosadicionales
Equipo de I.O.,agua desionizada,energía eléctrica
Energía eléctrica,membranas
Equipo deelectrólisis yenergía eléctrica
Equipo deevaporaciónatmosférica,energía
Energía
Costos Alto Alto Bajo - medio Alto AltoRelacióncosto/beneficio
Regular – mala Buena Buena Regular - mala Regular

Concepto de Manejo de Residuos Peligrosos e Industriales para el Giro de la Galvanoplastia
86
Casos en que sepuede aplicar
Recuperación demetales, (p. ej. enelectrolitos desulfato de cobre oníquel yrecuperación deCr).Recuperación deácido sulfúrico yaluminio en el bañode anodizado
Recuperación demetales en elprimer enjuaguede cascada.Recuperación deNi, Cu, Zn, Au ,latón.
Puede usarsedirectamente enenjuagues derecuperación oenjuagues encascada,principalmentepara larecuperación demetales nobles ycobre
Principalmente enbaños calientes(p.ej. baños decromo).
Baños dedesengrasealcalinos que notengan emulsiones
Limitantes Exige mayorcontrol delproceso. Limitadoen electrolitos deoro cianuradodebido al tipo decomplejo
Uso de aguadesionizada en losenjuagues. Lasmembranas debenser resistentes avariaciones detemperatura y pH.Poco usado pararecuperar Cr.
Se usaprincipalmentepara solucionesconcentradas osemiconcentradas. El proceso no seaplica pararecuperar cromo
Baños calientessin tensoactivos.Se recomiendacon el uso deaguadesmineralizada
Los materiales defiltración debenser resistentes asustanciasalcalinas
Ver sección 5.3.3 5.3.3 5.3.3, 5.6.2 5.3.3 5.3.3, 5.4.2
Tabla 5.8-4. Mantenimiento de baños de recubrimiento
CristalizaciónMEDIDAS DEMINIMIZACIÓN
Purificaciónmediante
electrólisisselectiva
Filtración concarbón activado
Precipitación demetales
Cristalización Congelación yprecipitación
Resultadoesperado
Eliminar cobre yaditivosdegradados
Remoción decompuestosorgánicosdegradados
Eliminación decompuestosdegradados ymetales ajenos alproceso
Eliminación desales concristalización enfrío
Eliminación decarbonatos
Requerimientosadicionales
Placa electrolítica yfiltración continua
Carbón activado,agua oxigenada,análisis periódicodel baño
Para zinccianurado: sulfatode zinc.Níquel: aguaoxigenadaFiltración
Energía eléctrica Hielo seco yacetona
Costos Bajos Bajos Bajos Bajos BajosRelacióncosto/beneficio
Buena Buena Buena Buena Buena
Casos en que sepuede aplicar
Baños de zinc yníquel. Decapadocon ácido sulfúrico
Baños de cobre yníquel
Baños de zinccianurado y bañosde níquel
Bañoscianurados,alcalinos ydecapados conácido sulfúrico
Baños cianurados
Limitantes Pueden eliminarsetambién aditivos nodegradados, por loque no deberealizarse enperiodosdemasiado cortos
Se recomiendajunto con análisiscontinuo de losbaños
Se recomiendajunto con análisiscontinuo de losbaños
Se recomiendajunto con análisiscontinuo de losbaños
Ver sección 5.4.1 5.4.1 5.4.1 5.4.1 5.4.1

5. Medidas para evitar o minimizar la generación de residuos
87
Tabla 5.8-5. Mantenimiento de baños de desengrase
MEDIDAS DEMINIMIZACIÓN
Separador de aceite Centrifugación Ultrafiltración omicrofiltración
Uso de desengrasesacuosos
Resultadoesperado
Prolongación de la vidaútil del desengrase
Reducción de grasa yaceites en las piezas.Remoción de aceiteslubricantes en los baños
Recuperación desoluciones dedesengrase
Sustitución dedesengrases basesolvente
Requerimientosadicionales
Energía eléctrica Energía eléctrica Energía, filtración previa -
Costos Mínimos Media Elevada MedianosRelacióncosto/beneficio
Buena Regular - buena Regular Buena
Casos en que sepuede aplicar
Baños de desengrasadocon bajo poder deemulsión
Baños de desengrasadocon bajo poder deemulsiónPrelimpieza de piezasmuy engrasadas
Baños de desengrasadocon bajo poder deemulsión
En todo tipo deaplicaciones
Limitantes Remoción de aceitessolubles
Los materiales defiltración deben serresistentes a sustanciasalcalinas
Limpieza de piezas conmucha grasa o aceite
Ver sección 5.4.2 5.4.2 5.3.3, 5.4.2 5.4.2
Tabla 5.8-6. Mantenimiento de baños de decapado
MEDIDAS DEMINIMIZACIÓN
Cristalización Intercambio iónico Electrólisis selectiva
Resultadoesperado
Eliminar iones de fierro Eliminar iones metálicos Eliminar cobre y otros metales
Requerimientosadicionales
Energía, filtración Equipo de Intercambio iónico Placa de electrólisis, energíaeléctrica
Costos Bajos Altos BajosRelacióncosto/beneficio
Buena Regular Buena
Casos en que sepuede aplicar
Baños de decapado con ácidosulfúrico
Soluciones de decapado ácidas,preferentemente para decapadoscon ácido fosfórico
Baños de decapado con ácidosulfúrico
Limitantes Aplicable para iones sulfato Compuestos de CrVer sección 5.4.3 5.4.3, 5.3.3 5.4.3, 5.4.1
Tabla 5.8-7. Medidas de minimización en el proceso de anodizado
MEDIDAS DEMINIMIZACIÓN
Purificación debaños mediante
intercambioiónico
Filtración deldecapado
Filtración delsellado con
carbón activado
Reutilización delenjuague deanodizado
Regeneración delodos de
aluminato desodio e hidróxido
de sodio

Concepto de Manejo de Residuos Peligrosos e Industriales para el Giro de la Galvanoplastia
88
Resultadoesperado
Purificación delelectrolito,recuperación deácido sulfúrico delbaño de anodizado
Remoción dealuminato de sodioen el decapado
Purificación delbaño de sellado
Reutilización paraenjuague dedecapado odesengrase.Ahorro de agua
Uso de lodos paragenerar sulfato dealuminio, que puedeemplearse comofloculante en eltratamiento deaguas residuales
Requerimientosadicionales
Equipo deintercambio iónico,agua desionizada,energía eléctrica
Filtración continua Filtros Sistema de bombeo -
Costos Alto Bajos Bajos Mínimos -Relacióncosto/beneficio
Baja Buena Buena Buena -
Casos en que sepuede aplicar
Recuperación deácido sulfúrico yaluminio enanodizado
Decapado conhidróxido de sodio
Sellado con acetatode níquel
Reuso deenjuagues en eldesengrase odecapado
Soluciones dedesengrase ydecapado conhidróxido de sodio
Limitantes Exige mayor controldel proceso.
Se requiere de unanálisis previo deambos enjuagues
Generalmente laregeneración serealiza encompañíasexternas
Ver sección 5.5, 5.3.3 5.5 5.5 5.5 5.5
Tabla 5.8-8. Opciones de sustitución de materiales
MEDIDAS DEMINIMIZACIÓN
Sustitución de bañoscianurados por baños ácidos
Sustitución de bañoscianurados de Zn, con baños
neutros de cloruros
Sustitución de Cr VI por Cr III
Resultadoesperado
Eliminación del uso de cianuros. Eliminación del uso de cianuros Se evita el uso de Cr VI
Requerimientosadicionales
Mantenimiento constante del baño Mantenimiento constante del baño,adición de abrillantadoresespeciales y agentes quelantes
Electrolito nuevo
Costos AltosRelacióncosto/beneficioCasos en que sepuede aplicar
Baños de zinc Baños de Zn Sustitución de baños de cromadocon Cr VI
Limitantes Baños de cobre ácido puedenafectar piezas de zamak
Formación de complejos quepueden dificultar el tratamiento deaguas residuales
Poco usado a nivel comercial.No se obtiene el mismo acabadoque con Cr. VI.
Ver sección 5.2.1 5.2.1 5.2.1

6. Aprovechamiento de residuos
89
6 Aprovechamiento de residuos
6.1 Generalidades
omo aprovechamiento de residuos seconsideran todas aquellas actividadesque permitan recuperar un materialpresente en los residuos, para
reintegrarlo a un proceso productivo, o quepermitan aprovechar alguna de suspropiedades (p.e. energéticas).
El aprovechamiento de residuos debellevarse cabo de acuerdo a las disposicioneslegales, en las que se señala que éste nodebe causar daño al medio ambiente, a lasalud o al bien común, también debenconsiderarse las disposiciones aplicables enmateria de seguridad e higiene en el trabajo.Debe además prestarse especial atenciónen aquellos residuos que puedanaprovecharse para ser reincorporados comomateria prima en nuevos productos
Se pueden realizar dos tipos deaprovechamiento de residuos: elaprovechamiento material (recuperación demateriales) y el aprovechamiento energético(aprovechamiento para generar energía).Siempre debe procurarse elaprovechamiento con el cual se puedanutilizar mejor las características del residuo(valor energético, valor socioeconómico,etc.), aplicando los siguientes criterios:
• Debe existir una vía de aprovechamientotécnicamente viable y económicamentefactible.
• Debe haber cantidades suficientes delresiduo para que el aprovechamiento searentable.
• Para el aprovechamiento material debeexistir un mercado, o debe considerarse
el reuso en la planta, de los subproductosobtenidos.
Al aprovechar residuos, deben tomarse encuenta:
• Los efectos ambientales previsibles,generados durante el proceso derecuperación.
• La energía a usar y/o a obtener.
• La acumulación de impurezas enproductos secundarios, en los residuos aaprovechar o en los productos que seobtienen de éstos.
• La protección de los recursos naturales.
En los siguientes párrafos se describirán lasdiferentes opciones de aprovechamiento ylas condiciones previas para este.
6.2 Posibilidades de aprovechamientode los lodos del giro de la galvanoplastia
La posibilidad de aprovechar un lododepende de su contenido metálico y tipo demetal presente. La conducción y eltratamiento de flujos parciales de aguasresiduales, así como la precipitación consosa ofrecen la posibilidad de generar unlodo más aprovechable.
6.2.1 Métodos de aprovechamiento
Los métodos de aprovechamiento puedenclasificarse de manera general en doscategorías, en primer lugar, están losprocedimientos enfocados a recuperar elcontenido metálico del lodo parareincorporarlo al mercado, estos métodosdeberían tener la preferencia al analizar las
C

Concepto de Manejo de Residuos Peligrosos e Industriales para el Giro de la Galvanoplastia
90
posibilidades de aprovechamiento; lasegunda categoría incluye losprocedimientos que aprovechan el contenidono metálico (mineral) en el lodo.
Los métodos de la primera categoría puedenclasificarse en dos procedimientosfundamentalmente diferentes para recuperarmetales de lodos del proceso degalvanizado:
• Tratamiento pirometalúrgico.
• Tratamiento hidrometalúrgico.
Estos métodos de aprovechamientodisponibles son utilizados para larecuperación de los metales presentes en ellodo, sin embargo, un lodo debe presentarun determinado contenido de metal de valor(p.e. económico) para que pueda seraprovechado. Además, debe asegurarseque el resto de las sustancias contenidas enel lodo no perturben el proceso deaprovechamiento.
Aprovechamiento pirometalúrgico delodos de la galvanoplastia
Los métodos de aprovechamientopirometalúrgico se aplican, en la mayoríade los casos, en plantas metalúrgicas noferrosas que se especializan en elprocesamiento de materias primassecundarias. En los hornos de estas plantaspreferentemente se procesan materiales lomás puros posible, tales como chatarra,viruta y polvos de pulido, que generalmentese generan en mayor cantidad.
En el aprovechamiento pirometalúrgicopueden usarse lodos del proceso degalvanizado como material sustituto odiluyente para materias primas naturales.Los lodos del proceso de galvanizadorepresentan, en cuanto a su cantidad, sóloun pequeño porcentaje de las materiasprimas de estas plantas pirometalúrgicas yse procesan solamente como lodos
monometálicos o con determinadascombinaciones de metales.
En general se deben considerar una serie defactores relacionados con la composicióndel lodo que afectan las posibilidad deaprovechamiento por esta vía:
• La humedad del lodo
• Bajos contenidos del metal a recuperar
• Presencia de metales pesados (cadmio,mercurio, etc.) que pueden generaremisiones, por lo que su presencia seconsidera excluyente
• El contenido de materia orgánica (p.e.aditivos)
• La existencia de cloruros, azufre y loscompuestos que especifique cada planta
• La existencia de cianuros libres, por elriesgo que supone el transporte y manejode los lodos
Los lodos enviados a tratamiento debenpresentar una composición lo más uniformeposible para evitar que afecten el procesopirometalúrgico. Los diferentes compuestoscontenidos en el lodo (metales pesados,compuestos orgánicos como por ejemploformadores de complejos, abrillantadores,compuestos de cloro orgánicos, calcio, etc.)no deben aumentar las emisiones al aire o alagua generadas en el proceso, tampocodeben limitar el aprovechamiento de laescoria metalúrgica generada ni perturbar laoperación normal de la planta. Las plantasrecuperadoras tienen especificaciones parala concentración máxima de determinadassustancias que puede aceptarse a fin de noalterar el proceso. Los valores límite dan unmargen de aprovechamiento, sin embargo ellodo puede modificarse con otro materialpara ajustarse a estos valores.

6. Aprovechamiento de residuos
91
Cuanto más alto es el contenido desustancias que interfieren en el lodo ycuanto más bajo el contenido de metales devalor, el costo de manejo de los lodos seincrementa. Aunado a esto, si el contenidode sustancias que pueden perturbar elproceso sobrepasa el límite que la plantametalúrgica acepta, se rechaza lautilización.
Los contenidos metálicos de las resinas deintercambiadores iónicos cargadas y noregenerables también pueden recuperarsede manera pirometalúrgica. En esteprocedimiento las resinas se queman.
Además del procesamiento de los lodos dela galvanoplastia en plantas metalúrgicas,existen otros métodos pirometálurgicoscomo el método de horno rotatorio o elmétodo de fundición de plasma, los cuales,sin embargo, no se distinguenfundamentalmente de la utilización de lodospor plantas metalúrgicas. En todos estosprocedimientos, los componentes del lodose liberan durante el proceso en forma demetales, escorias y emisiones gaseosas.Los contaminantes contenidos en el lodoson incorporados en la escoria einmovilizados o llegan al aire comoproductos de desintegración junto con lasemisiones. La escoria metalúrgica puedeusarse como material de construcción.
Puesto que generalmente en los procesospirometalúrgicos no se generan residuosnuevos, una mayor utilización de estosmétodos significaría una menor carga paralos confinamientos controlados de residuospeligrosos, además del uso más eficiente delos recursos naturales de metales.
Aprovechamiento hidrometalúrgico delodos de la galvanoplastia
En la regeneración hidrometalúrgica, losmetales contenidos en los lodos del procesode galvanizado se recuperan a través de unacombinación de varios métodos químicos en
húmedo, como p. ej. la precipitación,extracción, cristalización o electrólisis. Poreso son aptos para procesar residuoslíquidos. Los materiales sólidos, antes deser procesados, tienen que someterse a unproceso de disolución o neutralización.
A diferencia de los métodospirometalúrgicos, los procesoshidrometalúrgicos se desarrollaronespecialmente para la regeneración dematerias primas secundarias pero, en lamayoría de los casos, no han llegado másallá de las pruebas a nivel laboratorio. Conlos métodos hidrometalúrgicos, losmateriales de valor contenidos en losresiduos se recuperan como metales puroso sales metálicas.
Todos los métodos tienen en común laredisolución selectiva de los compuestos demetales pesados difícilmente solubles,presentes en el lodo. Los metales puros osales metálicas se recuperan o porextracción, precipitación selectiva,intercambio iónico, cristalización oelectrólisis. En la mayoría de los casos,varios de estos procesos individuales secombinan.
Estos métodos son, en primer instancia,adecuados para procesar residuos líquidos,por lo cual los materiales sólidos (salesmetálicas y lodos de galvanizado), antes deser procesados, tienen que someterse a unproceso de disolución o lixiviación. El aguaresidual que se genera con los métodoshidrometalúrgicos, tiene que tratarse segúnlas sustancias que contenga.
Con estos métodos hay, en principio, elproblema de que aún pequeñas cantidadesde cromo (del orden de 1%) perturbanconsiderablemente el proceso y no lo hacenviable.
Puesto que con esta forma de tratamientopueden separarse de un lodo diversosmetales de manera diferenciada, también esposible aprovechar lodos de mezclas demetales. Sin embargo, desde el punto de

Concepto de Manejo de Residuos Peligrosos e Industriales para el Giro de la Galvanoplastia
92
vista ecológico, los métodos químicos en víahúmeda deben evaluarse críticamenteporque en ellos se trabaja con una cantidadconsiderable de químicos de tratamiento, yen parte se pueden generar más residuosde los que se eliminan.
6.2.2 Sugerencias para incrementar lasposibilidades de aprovechamiento de loslodos.
Un lodo del proceso de galvanizado debecumplir ciertos requisitos para que unaempresa recuperadora lo acepte. Losrequerimientos de estas empresas serefieren, por una parte, al contenido mínimode metal y, por otra parte, al contenidomáximo de sustancias en el lodo quepueden afectar el proceso deaprovechamiento correspondiente yfinalmente al volumen de lodo a manejar. Laempresa recuperadora necesita, en últimainstancia, un análisis completo del lodo parapoder decidir si éste se puede utilizar y enqué condiciones.
Si actualmente un lodo no se estáaprovechando, la empresa debería contactara empresas recuperadoras y solicitar lasespecificaciones particulares para que unlodo pueda aprovecharse. En caso de que elaprovechamiento fracasara por algunas
sustancias que lo impiden, la empresageneradora puede buscar opciones parareducir la concentración de estas sustanciasperturbadoras en el lodo (por ejemplo,tratamiento de flujos parciales, sustituciónde materiales, etc.).
Generalmente, a través de las medidasinternas descritas a continuación, en lamayoría de los casos las posibilidades deaprovechamiento metalúrgico de los lodosde la galvanoplastia generados puedeincrementarse.
• Descarga, recolección y tratamientoseparados de los flujos de aguasresiduales parciales conforme a losmateriales de valor metálicos contenidosen ellos, y generación de lodosmonometálicos en la medida de loposible.
• En el mayor grado posible, durante eltratamiento de aguas residuales disminuirel uso de medios de floculación quegeneren lodo (por ejemplo, compuestosde hierro o aluminio).
• Dar prioridad al uso de sosa en lugar delechada de cal para la alcalinización en eltratamiento de aguas residuales.

7. Vías de manejo, tratamiento y disposición final de residuos
93
7 Vías de manejo, tratamiento y disposición final deresiduos
7.1 Almacenamiento interno
n general, tanto los residuos nopeligrosos como los peligrososgenerados por las industrias debenalmacenarse de manera tal, que no
tengan un impacto negativo sobre elambiente o sobre los trabajadores. Por tantoel sistema de almacenamiento debe prevenirlos riesgos a través de las medidas técnicasy administrativas establecidas en losreglamentos y normas correspondientes, enmateria de manejo de sustancias,materiales y residuos peligrosos.
En el mismo sentido se deberá cumplir conlos requerimientos establecidos en lanormatividad en materia de Seguridad eHigiene en el Trabajo y en el Reglamento dela LGEEPA en materia de Residuospeligrosos.
A continuación se presentan algunasreferencias a la legislación ambiental vigenteen México respecto al almacenamiento deresiduos y sustancias peligrosas. Mayorinformación sobre la legislación aplicable seencuentra en el capítulo dos, sin embargopara mas detalles se sugiere consultardirectamente los reglamentos y normasexpedidos por las autoridadescorrespondientes.
7.1.1 Medidas de gestión
• La instalación y operación de sistemas dealmacenamiento requiere de la previaautorización de la Secretaría de MedioAmbiente, Recursos Naturales y Pesca(a través del Instituto Nacional deEcología).
• Los movimientos de entrada y salida deresiduos peligrosos del área dealmacenamiento deberán quedarregistrados en una bitácora, indicandofecha de movimiento, origen y destino delresiduo peligroso.
7.1.2 Medidas técnicas
Seguridad
• El almacén de residuos debe estarseparado de las áreas de producción,servicios, oficinas y del almacén demateria prima o productos terminados.
• El tipo y tamaño de las áreas dealmacenamiento deben estar de acuerdoal tipo, cantidad, composición yconsistencia y características depeligrosidad de los residuos; tomando enconsideración la incompatibilidad deestos, de acuerdo a la NOM-054-ECOL-1993.
• Los químicos se almacenarán de talforma que no puedan reaccionar juntosen caso de averías. Esto se logra, porejemplo, almacenando por separadoácidos y cianuros.
• Queda prohibido almacenar residuospeligrosos en cantidades que excedan lacapacidad instalada del sistema dealmacenamiento.
• Colocar señalamientos y letreros alusivosa la peligrosidad de los residuos, enlugares y formas visibles.
E

Concepto de Manejo de Residuos Peligrosos e Industriales para el Giro de la Galvanoplastia
94
• En el caso de almacenes no techados,no deberán almacenarse residuospeligrosos a granel cuando éstosproduzcan lixiviados.
• Se debe contar con pasillos losuficientemente amplios, que permitan eltránsito de montacargas mecánicos,eléctricos o manuales, así como elmovimiento de los grupos de seguridad ybomberos en casos de emergencias.
Protección contra incendios y explosión
• Las áreas de almacenamiento, en lascuales se almacenan residuosinflamables, deben equiparse condispositivos de alarma y con sistemas deextinción de incendios. El equipo dealarma debe estar conectado a unacentral de vigilancia donde siempre hayauna persona trabajando.
• En el caso de los hidrantes, éstosdeberán tener una presión mínima de 6kg/cm2, durante por lo menos 15 min.
• En las áreas de almacenamientocerradas, las paredes deben estarconstruidas con materiales noinflamables.
• En las áreas donde pueda generarse unaatmósfera explosiva, debeninstrumentarse medidas contraexplosiones para evitar acumulación devapores peligrosos. Las instalacioneseléctricas deben ser diseñados a pruebade explosión.
• Se deben instalar equipos para laextracción de gases y vapores tóxicos yexplosivos, cuando estas emisionespuedan ser liberadas por los residuos enespacios cerrados.
• En el caso de almacenes cerrados, lasinstalaciones de ventilación forzada y
extracción deben tener una capacidad derecepción de por lo menos seis cambiosde aire por hora. La ventilación debe surtirefecto también cerca del piso.
• Los almacenes abiertos, sin techos,deben contar con pararrayos, detectoresde gases o vapores con alarma auditiva,cuando se almacenan residuos volátiles.
• En las áreas de producción donde sealmacenan sustancias o combustiblesinflamables, que se utilicen como materiaprima, las cantidades almacenadasdeben limitarse a un día de trabajo.
• El llenado de sustancias inflamables ocombustibles debe realizarse con equipode seguridad, el cual debe tener conexióna tierra.
Protección al agua y suelo
• El almacén debe construirse con un pisode concreto que esté equipado de unrevestimiento superficial resistente eimpermeable a los medios a almacenar.
• Las áreas de almacenamiento deresiduos muy tóxicos, tóxicos ypeligrosos para el agua deben techarse yprotegerse contra las lluvias.
• En caso de almacenes abiertos, los pisosdeben ser lisos y de materialimpermeable en la zona donde seguardan los residuos y de materialantiderrapante en los pasillos.
• En el caso de almacenes abiertos nodeben estar localizados en sitios pordebajo del nivel de agua alcanzado en lamayor tormenta registrada en la zona,más un factor de seguridad de 1.5.
• Las áreas de almacenamiento delíquidos, deben contar con equipos y/omedios de absorción, muros de

7. Vías de manejo, tratamiento y disposición final de residuos
95
contención y fosas de retención concapacidad de contener una quinta partede lo almacenado, para la captación delos derrames de residuos o sus lixiviados.
• Los pisos deben contar con trincheras ocanaletas que conduzcan los derrames alas fosas de retención, y sistema debombeo para la extracción de líquidos.
Seguridad en el trabajo
• El aire saturado de las áreas dealmacenamiento cerradas y de loslugares de trabajo debe ser captado lomás eficientemente posible, y se debegarantizar mediante las medidasadecuadas que no se generen emisionesinadmisibles a la atmósfera.
• Se deben mantener en existencia equiposde protección para los trabajadores, loscuales deben localizarse en lugares defácil acceso.
• En las áreas donde se almacenanresiduos que contienen sustanciastóxicas y corrosivas, deben instalarseduchas de emergencia y lavadores deojos.
• Se deben instalar sistemas decomunicación para casos de emergencia(equipo de llamada general, teléfono,interfon, alarmas acústicas y ópticas)
• Deben estar disponibles equipos paralimpiar las áreas de almacenamiento y detrabajo.
• Se garantizará que un sistema dealumbrado de emergencia iluminesuficientemente las rutas de evacuación ylas áreas de trabajo.
• Las puertas de emergencia deben abriren dirección de la salida (hacia afuera) ycerrarse automáticamente.
• El almacén debe asegurarse contra elacceso de personas no autorizadas.
7.1.3 Medidas de organización
La instrumentación de buenas prácticas degestión y organización dentro de la empresa,puede llevarse a cabo rápidamente, sinmucho esfuerzo y bajos costos, estasdeberán abarcar todos los niveles en elorganigrama de la empresa. Una buenaorganización y el contar con lineamientosclaros de trabajo pueden limitar los efectosde una falla, de modo que estas fallas nolleguen a convertirse en un incidente mayor.Los lineamientos para cada área o procesopueden presentarse en forma de instructivosde operación. A continuación se mencionanalgunas medidas relevantes.
• Describir específicamente las actividadesde cada trabajador así como susresponsabilidades.
• Describir específicamente las medidasde seguridad a seguir al trabajar consustancias y residuos peligrosos.
• Las áreas de almacenamiento temporalde residuos peligrosos deben estarseñaladas con letreros visibles. Losseñalamientos deben hacer resaltar lascaracterísticas de peligro de los residuosalmacenados.
• Contar con instructivos de operación, loscuales deben contener todas loslineamientos técnicos de operación y deseguridad para el personal.
• Especificar las disposiciones deseguridad que deben seguir todo elpersonal externo y visitantes.
Se sugiere que el gerente de operaciónresponsable haga firmar a cada uno de lostrabajadores una hoja anexa a los

Concepto de Manejo de Residuos Peligrosos e Industriales para el Giro de la Galvanoplastia
96
instructivos de operación, a fin de garantizarque los ha leído.
Los trabajadores que manejen sustanciaspeligrosas deben ser instruidosperiódicamente sobre el manejo adecuadode sustancias peligrosas. La instruccióndebería incluir también la formación ycapacitación en primeros auxilios, elmantenimiento de equipos de seguridad y elmanejo de vehículos y máquinas (p. ej.montacargas).
7.2 Etiquetado de envases
Para garantizar el transporte seguro deresiduos peligrosos se debe cumplir conrequisitos específicos de clasificación eidentificación de los mismos. A continuaciónse mencionan las normas que regulan suclasificación e identificación, así como ladocumentación requerida para el transportede residuos peligrosos.
• Los residuos peligrosos a transportardeben ser etiquetados de acuerdo a lasclases principales, subclases, señalandoel número UN (Número de NacionesUnidas) listadas en la NOM-002-SCT2/1994 y el tipo de embalaje (tablas NOM-003-SCT4/1994).
• Las sustancias no indicadas en éstastablas (por ejemplo también mezclas) seclasificarán por el remitente mismo(generador de residuos). Estaclasificación se presentará ante laSecretaría de Comunicaciones yTransporte, para su análisis yconocimiento. En el caso de mezclas, laclasificación se orientará en elcomponente más peligroso.
• Los empaques de sustancias peligrosastienen que ser codificados con etiquetasresistentes a la intemperie, de acuerdo alformato de los rótulos de riesgoespecificado en la NOM-003-SCT2/1994.Los rótulos se aplicarán centrados en lalateral.
• Las unidades de transporte en carretera oen ferrocarril tienen que ser equipadascon placas de advertencia, bien legibles,que deben contener, como mínimo, lasiguiente información (NOM-004-SCT2/1994):
a) Características principales de lapeligrosidad de la sustanciatransportada, sus característicasquímicas y físicas.
b) El número de identificación UN.
• Los rótulos son obligatorios también encontenedores impregnados con residuos.
• La siguiente información específica paraidentificar los residuos peligrosostransportados, se indicará en elDocumento de Embarque y en losformatos con los datos de seguridad:
a) La determinación oficial de la sustanciatransportada según el listado que sepresenta en la NOM-002-SCT2/1994.
b) Clases y subclases de la sustancia. Enel caso de las sustancias de la clase 1(explosivos), deberán registrarseadicionalmente los grupos decompatibilidad, que se describen en laNOM-009-SCT2/1994.
c) El número UN y el número de envase yembalaje.
d) Volumen y masa de la sustanciapeligrosa transportada.
• En el transporte de residuos se deberácolocar previamente la denominación"residuo".
• En sustancias que requieren de unaregulación de temperatura (subclase 4.1,sólidos inflamables y subclase 5.2

7. Vías de manejo, tratamiento y disposición final de residuos
97
peróxidos orgánicos), se indicarán latemperatura de control y la temperaturaen caso de emergencia. Aparte, seindicará el riesgo secundario 4"explosivo".
• El documento de Información deEmergencia debe contener la descripciónde la sustancia, los números telefónicosde especialistas en seguridad, y losprocedimientos a seguir en caso deemergencia.
• Deben determinarse los requerimientosespeciales para las sustancias de lasclases 1 y 5.2. Esto concierne también lacompatibilidad en el transporte y en elalmacenamiento conjuntos(NOM-025-SCT2/1994).
7.3 Requerimientos legales para eltransporte
Para el transporte de sustancias nopeligrosas no existen requerimientosespeciales. Para el transporte de residuospeligrosos deben considerarse elreglamento y la normatividad vigente queemite la Secretaria de Comunicaciones yTransporte en materia de sustancias,materiales y residuos peligrosos, que tomaen consideración los posibles riesgos quelos residuos puedan implicar durante sumanejo y transporte.
Algunas normas de interés para la industriade la galvanoplastia se encuentran listadasen el capítulo dos de este documento. Paramayor detalle deberán consultarse los textosde las normas aplicables directamente.
En particular para las unidades de transportede residuos peligrosos se aplican lassiguientes normas:
• Los camiones de carga deben serinspeccionados diariamente segúncriterios determinados y esto debe
documentarse en una bitácora deverificación (NOM-006-SCT2/1994).
• En cuanto a la carga y descarga segurasde los contenedores y su fijación en eltransporte por ferrocarril; los conductoresde los camiones de carga deben sercapacitados periódicamente, por lomenos en lo que se refiere a la carga y ala descarga de las pipas de gasolina(NOM-018-SCT2/1994).
• Para el transporte de residuos ymateriales peligrosos es necesario contarcon un documento que contenga lainformación básica relativa a laidentificación, riesgos y medidas deemergencia para su transporte (NOM-043-SCT2/1994).
• Las disposiciones generales para lalimpieza y control de remanentes desubstancias y residuos peligrosos enunidades de transporte (NOM-019-SCT2-1994)
7.4 Precios de manejo
Los costos del manejo de los residuos, tantode transporte como de disposición final,particularmente de residuos peligrosos,significan hoy en día un factor que no debeser despreciado por las empresas. ElConcepto Empresarial de Manejo deResiduos es uno de los instrumentos deplaneación más importante para creartransparencia en el flujo de los residuos, afin de tomar las medidas necesarias parareducir los costos de su manejo. Es muyprobable que estos costos aumentarán enlos próximos años, tanto en México -a mástardar con la puesta en operación de losCIMARIs- como en muchos otros países. Eneste contexto nos permitimos volver adestacar la importancia de la minimizaciónde los residuos como prioridad de manejoantes de recurrir al tratamiento o disposiciónfinal. Esto está siendo considerado enMéxico como parte del Plan Nacional de

Concepto de Manejo de Residuos Peligrosos e Industriales para el Giro de la Galvanoplastia
98
Minimización y Manejo de Residuos 1996-2000. Sin embargo la infraestructura delmanejo aún está en proceso deconstrucción; de manera que todavía noexiste información uniforme y completasobre los precios del manejo de residuos enMéxico.
De las visitas a las empresas se obtuvo unpanorama de los costos de manejo deresiduos, sin embargo aún existe unconocimiento insuficiente sobre los preciosdel manejo de residuos, debido a quemuchas empresas no tenían contabilizadoslos costos de manejo de sus residuos o sóloproporcionaban información en formaaproximada. A lo anterior se tiene queagregar que frecuentemente el margen delos costos del manejo de residuos delmismo tipo es muy amplio. Esta variaciónpuede deberse a las siguientes causas:
• contabilidad deficiente y, porconsiguiente, también desconocimientode los costos reales.
• el manejo de cantidades pequeñas, alser calculado por tonelada, es muchomás costoso que el manejo de grandescantidades (p.e., costos detransportación).
• el manejo de los residuos no es eladecuado, ya que muchos residuospeligrosos se mezclan entre sí o semezclan con residuos sólidosindustriales o municipales no peligrosos.
• existen diferentes métodos de manejoy/o tratamiento para un mismo residuo
• generalmente el precio de manejo es portambo, independientemente del volumenque contenga o su peso.
• los costos para un mismo residuo varíandependiendo de su contenido dehumedad
En la siguiente tabla se presentan los rangosde precios del manejo de residuos portonelada, tomados de los conceptos demanejo de residuos evaluados durante lasvisitas, para dar un panorama de la variedadde los costos de manejo por residuo.
La reducción en los costos de manejo deresiduos industriales puede lograrsemediante:
• evitar mezclar residuos de distintostipos, especialmente residuos peligrososcon no peligrosos
• el incremento de la conciencia ambientaly de calidad en el personal de laempresa
• la unión de empresas generadoras depequeñas cantidades de residuos paraformar “asociaciones de generadores deresiduos” y reducir así los costos detransporte y manejo.
• Almacenar los residuos con el menorcontenido de humedad posible.
• Llenar completamente los tambos o loscontenedores de recolección y acordarla frecuencia de recolección másadecuada, de acuerdo a la generaciónde la empresa.
Tabla 7.4-1. Precios de manejo de residuos en la industria de la galvanoplastia.
Tipo de residuo Tipo de manejo Precios por ton[$/ton]
Aceite lubricante gastado Reciclaje 1580.00
Residuos sólidos municipales (Basura municipal) Relleno sanitario 90.00 – 1500.00
Carbón activado contaminado Confinamiento 1600.00

7. Vías de manejo, tratamiento y disposición final de residuos
99
Tipo de residuo Tipo de manejo Precios por ton[$/ton]
controlado
Lodos de aceite lubricante gastado Reciclaje comocombustiblealterno
600.00
Lodos de cianuro de sodio y cianuro de cobre Estabilización yconfinamientocontrolado
3000.00
Lodos de cromado Confinamientocontrolado
2500.00
Lodos de desengrase y decapado Confinamientocontrolado
1215.00-2250.00
Lodos de galvanoplastia Confinamientocontrolado
1300.00 – 3000.00
Lodos de lavador de gases Confinamientocontrolado
1264.00
Lodos de niquelado Confinamientocontrolado
1300.00- 2250.00
Lodos de tropicalizado Confinamientocontrolado
1300.00
Lodos de tratamiento de las aguas residuales provenientesdel lavado de metales para remover solucionesconcentradas
Confinamientocontrolado
1050.00 – 2250.00
Lodos del proceso de limpieza por vibrado y barrilado Confinamientocontrolado
2000.00
Lodos provenientes de las operaciones de desengrasadoque contienen residuos de percloroetileno
Confinamientocontrolado
1500.00
Residuos de percloroetileno Reciclaje 800.00
Materiales de limpieza y auxiliares empleados en procesode galvanoplastia
Confinamientocontrolado
3000.00
Residuos del área de pulido Relleno sanitario 100.00
Resinas de intercambio iónico Confinamientocontrolado
1600.00
Polvos de pulido Confinamientocontrolado
1250.00
7.5 Vías alternas para el reciclaje,reuso, tratamiento y disposición final deresiduos.
Después de haber descrito elalmacenamiento interno, etiquetado ytransporte de los residuos que no puedenevitarse, a continuación en la tabla 7.5-1,listamos las vías de manejo y disposición

Concepto de Manejo de Residuos Peligrosos e Industriales para el Giro de la Galvanoplastia
100
final recomendadas para los residuosgenerados en este giro, tomando comoreferencia los tipos de manejo establecidosen el reglamento técnico TA ABFALL deAlemania y la Ley de manejo cíclico orecirculación (Kreislaufwirtschaftgestz,1996).
Algunas de las alternativas de tratamiento delos residuos aún no están disponibles enMéxico, sin embargo, se espera que en unfuturo próximo se encuentren enfuncionamiento los primeros CentrosIntegrales de Manejo de ResiduosIndustriales (CIMARIS).
Al seleccionar alguna de las vías propuestasde aprovechamiento o eliminación, debenobservarse los valores límite para losdistintos componentes de los residuos quese requieren en cada tipo de manejo.
Las vías de manejo o eliminaciónmencionadas en la columna “Manejoactual” son las vías empleadas por lasempresas entrevistadas y, por lo tanto, sóloson ejemplos para el giro. La lista incluyetambién residuos que no son atribuibles alproceso de galvanizado directo; pero estosotros residuos se generan frecuentementeen trabajos preparativos o en instalacionesque se operan paralelamente con lagalvanización.
En la tabla las vías de manejo se indican enel orden de preferencia a pretender, esto esreciclaje antes de tratamiento y tratamientoantes de disposición final. El Instituto
Nacional de Ecología es la autoridad acontactar para obtener un listado actualizadode las empresas autorizadas para llevar acabo el transporte, reciclaje, tratamiento odisposición final de residuos peligrosos.
La denominación oficial de los residuoslistados puede encontrarse en la tabla 3.2-2.
Claves de manejo:
z Reuso interno directo (sintratamiento)
C Aprovechamiento material interno,reuso interno con tratamiento previo
A Reciclaje
gAprovechamiento térmico en hornosrotatorios de la industria cementera(combustible alterno)
TFQ Planta de tratamiento físico-químico
' Planta de oxidación térmica deresiduos peligrosos
POTPlanta de oxidación térmica deresiduos municipales
e Relleno sanitario de residuos sólidosmunicipales
1 Confinamiento controlado de residuospeligrosos
CSConfinamiento subterráneo (minas desal clausuradas)
X No se indica ningún método demanejo.
Tabla 7.5-1. Vías de manejo recomendadas
Tipo de residuo Vía de manejosugerida
Vía de manejo según“TA Abfall”
Manejo actual
Residuos de aceites y materiales impregnados de aceite
Aceite lubricante gastado A / g TFQ / ' No tiene manejo externo

7. Vías de manejo, tratamiento y disposición final de residuos
101
Tipo de residuo Vía de manejosugerida
Vía de manejo según“TA Abfall”
Manejo actual
Aceites gastados de corte yenfriamiento en lasoperaciones de talleres demaquinado
A / g '/ TFQ Confinamiento
Guantes de trapoimpregnados con aceites
g '/ POT Se envían al relleno sanitario
Residuos del Anodizado
Aluminato de sodio A /C TFQ / 1
TFQ / 1 Se vende a una compañía la cual lorecicla para obtener sulfato de aluminio
Lodos del tanque dedecapado de aluminio ytierra de sosa
A /C TFQ / 1
TFQ / 1 Se vende a una compañía recicladora,la cual recicla este residuos paraobtener sulfato de aluminio
Lodos de hidróxidos dealuminio
A / C TFQ/ 1
TFQ/ 1 Los lodos y sedimentos se venden auna compañía, la cual agrega H2SO4
para obtener sulfato de aluminio
Residuos de la produccióngeneral: aluminio
A / C / 1 1/ 'X
Reciclaje
Residuos de la produccióngeneral: aluminio ycostales de polipropileno(PP), mezclado conresiduos municipales
C / g / 1 1/ 'X
Reciclaje y los residuos orgánicos seenvían a relleno sanitario
Efluentes de enjuagues
Efluente de los enjuaguesácidos-alcalinos
TFQ X Se descargan al drenaje municipal
Efluente de los enjuaguesdel cromatizado
TFQ X Se descargan al drenaje municipal
Efluente de los enjuaguesdel galvanizado.
TFQ X Se descargan al drenaje municipal
Efluente de los enjuaguesdel niquelado, cadmizado yestañado
TFQ X Se descargan al drenaje municipal
Efluentes del enjuague delproceso de anodizado
TFQ X Se descargan al drenaje municipal
Lodos
Lodos de cianuro de sodioy cianuro de cobre
TFQ / 1 TFQ / 1 Se envían a estabilización, lostransporta y trata una compañíaautorizada *
Se envían al relleno sanitario junto conla basura municipal
Lodos del baño de cromo TFQ / 1 TFQ / 1
Se envían a confinamiento controlado
Lodos de galvanizado TFQ / 1 TFQ / 1 No hay manejo externo,almacenamiento interno

Concepto de Manejo de Residuos Peligrosos e Industriales para el Giro de la Galvanoplastia
102
Tipo de residuo Vía de manejosugerida
Vía de manejo según“TA Abfall”
Manejo actual
Disposición final en confinamientocontrolado
Disposición final en confinamientocontrolado
Lodos de hidróxido demetales pesados
TFQ / 1 TFQ / 1 Disposición final en confinamientocontrolado
Lodos de tratamiento delas aguas residualesprovenientes del lavado demetales para removersoluciones concentradas
A / 1TFQ/ 1
1/ 'TFQ/ 1
Disposición final en confinamientocontrolado
Lodos de metalespesados de la planta detratamiento
A / 1 1/ ' Disposición final en confinamientocontrolado
Lodos de niquelado A / TFQ / 1 TFQ / 1 Disposición final en confinamientocontrolado
Lodos del lavador degases
TFQ / 1 TFQ / 1 Disposición final en confinamientocontrolado
Lodos del proceso delimpieza de vibrado ybarrilado
A / 1 1/ TFQ Disposición final en confinamientocontrolado
No son sometidos a tratamientoLodos del proceso detropicalizado
TFQ /1 1/ TFQ
Disposición final en confinamientocontrolado
Lodos del proceso dezincado
TFQ/ 1 TFQ/ 1 Disposición final en confinamientocontrolado, cuando completen untambo de 200 l
Lodos secos de losenjuagues ácidos yalcalinos
A / 1 '/ 1 Disposición final en confinamientocontrolado
Lodos secos de losenjuagues del niquelado,cadmizado y estañado
TFQ/ 1TFQ/ 1
TFQ/ 1TFQ/ 1
Disposición final en confinamientocontrolado
Soluciones gastadas y sedimentos de baños
Soluciones gastadasprovenientes del cromado
A / TFQ/ 1 TFQ / 1 No existe manejo externo, ya que seles almacena en la planta
Soluciones gastadas yresiduos provenientes delniquelado
TFQ/ 1 TFQ / 1 No existe manejo externo, ya que seles almacena en la planta
Soluciones gastadas yresiduos provenientes deltropicalizado
1 TFQ/ 1 Disposición final en confinamientocontrolado
Soluciones gastadas ysedimentos del anodizado
A / TFQ/ 1 TFQ/ 1 -

7. Vías de manejo, tratamiento y disposición final de residuos
103
Tipo de residuo Vía de manejosugerida
Vía de manejo según“TA Abfall”
Manejo actual
Soluciones gastadas yresiduos de bañoscianurados de operacionesde galvanoplastia
TFQ/ 1 TFQ/ 1 No existe manejo externo, ya que sonalmacenados en la planta
Soluciones gastadas ysedimentos del cobrizado
TFQ/ 1 TFQ/ 1 -
Soluciones gastadas ysedimentos del zincado
TFQ/ 1 TFQ/ 1 -
Soluciones residuales delas determinacionesanalíticas del laboratoriode control de calidad
'TFQ/ '/ 1
'/ CsTFQ/ Cs / '/ 1
Se descargan a la red de alcantarillado
Residuos y soluciones gastadas de procesos de desengrase
Aserrín impregnado congasolina blanca
G '/ POT Se envía al relleno sanitario
Lodos de desengrase ydecapado
TFQ/ 1 TFQ/ 1 Disposición final en confinamientocontrolado
Lodos de limpieza conpercloroetileno
'/ 1 ' Próximamente contratarán servicios deuna empresa autorizada para sumanejo *
Lodos provenientes de lasoperaciones dedesengrasado
' / 1 '/ 1 Disposición final en confinamientocontrolado
Residuos dePercloroetileno
A / ' ' Se envían a reciclaje mediantedestilación
Solventes halogenadosgastados, en operacionesde desengrasado
A / ' ' N.I.
Residuos del área de pulido
Pelusa de discos de pulido g / e X Disposición final en relleno sanitario
Se envía al basurero municipal
Transporte al sitio de disposición final,por la compañía Química Omega, S.A.
Polvo de pulido A / e/ 1 1/ e
Se envían al relleno sanitario
Residuos del área depulido
A / e/ 1 1/ e Los residuos son enviados al rellenosanitario, existe las posibilidad queuna parte de estos sean recuperadospara su reciclaje
Polvos de zinc z / C / 1 1 Se envían a relleno sanitario
Residuos sólidos municipales
Residuos sólidos C / e X Disposición final en relleno sanitario

Concepto de Manejo de Residuos Peligrosos e Industriales para el Giro de la Galvanoplastia
104
Tipo de residuo Vía de manejosugerida
Vía de manejo según“TA Abfall”
Manejo actual
municipales (basura)
Envases y materiales de empaque
Contenedor metálico decromato de zinc
C / 1 '/ 1 Disposición final en confinamientocontrolado
Envases de materia prima z / A/ C / eg / 1z / 1
X1/ '1/ '
Se entregan al proveedor para reuso
Envases y tambos usadosen el manejo de materialespeligrosos
1z / 1'
1/ e
1/ '1/ ''/ POT
1/ e
N.I.
Papel de empaque de losperfiles
A G X Se regala para reciclaje, a cambio delservicio de recolección de la basuramunicipal.
Sacos de materia prima z / C X Los recoge un servicio particular y losreutiliza
Equipo y material auxiliar gastado
Cepillos gastados C X Venta a otros pulidores
Equipo de seguridadgastado
g / 1/ e 1/ e Se envía al relleno sanitario
Guantes, estopas,franelas, jerga
g '/ POT Se envían a relleno sanitario
Material filtrante gastado
Carbón activado saturado g / ' '/ 1 Disposición final en confinamientocontrolado
Filtros desechadosmezclados con partículasde fierro, polvo e hidróxidode níquel
1 1/ e Se mezclan con los residuos sólidosmunicipales
Otros
Alambre de cobre C X Se vende para reciclaje
Chatarra metálica C X Se vende para reciclaje
Tarimas de madera ychatarra metálica
C/ gC
X Se vende para reciclaje
N.I.: no se dispone de información
* El listado de empresas autorizadas puede ser consultado en la Dirección General deMateriales, Residuos y Actividades Riesgosas (ver capítulo 9).

8. Fuentes de financiamiento
105
8 Fuentes de Financiamiento
a instrumentación de medidas deminimización, en algunos casosrequiere de cierta inversión, pararealizar modificaciones en la planta o
para la adquisición de equipo auxiliar.
A fin de que esto no sea una limitante acontinuación se presenta informaciónproporcionada por dos instituciones definanciamiento, que cuentan con programaspara la prevención de la contaminación.Para más información en el capítulosiguiente se tiene un listado con los datospara contactar estos organismos así comode las instituciones que han colaborado en laelaboración de este manual.
En cuanto a fuentes de financiamiento sepresentan los programas de FUNTEC:Fundación Mexicana para la Innovación yTransferencia de Tecnología en la Pequeñay Mediana Empresa A. C. y NAFIN: deNacional Financiera.
8.1 FUNTEC
FUNTEC cuenta con el Fondo paraProyectos de Prevención de laContaminación, FIPREV. El FIPREV es unfondo establecido por FUNTEC y laComisión para la Cooperación Ambiental enAmérica del Norte (CCA), para financiarproyectos de prevención de lacontaminación en industrias pequeñas ymedianas en México.
El fondo tiene como objetivo apoyar a laspequeñas y medianas empresas (PyMEs)en la realización de inversiones ytransferencia de tecnología, cuyo fin sea laprevención de la contaminación. Lasventajas económicas y ambientales derealizar este tipo de proyectos, se centranen el hecho de que prevenir lacontaminación da mejores resultados en el
largo plazo, y el costo-beneficio es superiorcomparado con las medidas de controltradicionales.
Funtec promueve proyectos de prevenciónde la contaminación para financiar a lasPyMEs en la evaluación e instrumentaciónde proyectos de prevención de lacontaminación a fin de:
• Evitar barreras comerciales noarancelarias para los productos deexportación,
• Apoyar la sobrevivencia y consolidaciónde las PyMEs,
• Eficientizar procesos,
• Cumplir con la normatividad,
• Ampliar los mercados con productosambientalmente limpios,
• Compromiso social.
Tipo de créditos:
ü Para Estudios de Evaluación Ambiental:
Investigación y diagnóstico que se realiceen una pequeña o mediana industriamexicana, para identificar las medidasque se requieran para la prevención de lacontaminación.
ü Para Proyectos Ejecutivos:
instrumentación de medidas deprevención de la contaminación, quedemuestren ventajas económicas yambientales, y que hayan sido
L

Concepto de Manejo de Residuos Peligrosos e Industriales para el Giro de la Galvanoplastia
106
identificadas en un Estudio de EvaluaciónAmbiental.
Financiamiento
1. Los apoyos se concederán en monedanacional o en dólares (para empresasque exporten).
2. Se financiarán proyectos hasta por el80% de su costo total con un máximoen moneda nacional, al equivalente deUS dlls. $12,000 para los estudios deevaluación ambiental y US dlls. $ 30,000para proyectos ejecutivos.
3. La tasa de interés será de TIIE +2 enmoneda nacional y LIBOR +3 en US dlls.
4. El plazo de pago se determinará enfunción de la capacidad de generaciónde flujo del proyecto, con un máximo de54 meses incluido el periodo de gracianecesario para la instrumentación.
5. Las formas de pago se acordarándependiendo de las características delproyecto.
8.1.1 Requisitos principales
a) Ser una industria mexicana legalmenteconstituida
b) Ser una Sociedad Anónima, y porexcepción las pequeñas empresaspodrían ser Sociedades deResponsabilidad Limitada
c) Presentar una propuesta de estudio deevaluación ambiental y/o un proyectoejecutivo.
d) Acreditar capacidad técnico-administrativa, adecuada para laejecución del proyecto.
e) Que las empresas tengan un flujo deefectivo suficiente para acreditar elproyecto.
8.2 Nacional Financiera -NAFIN
Dentro de los programas con que cuentaNAFIN, en materia de apoyo a la industria yen materia ambiental se encuentran:
ü Operaciones de crédito de segundo piso,
ü Créditos a Tasa fija,
ü Garantías,
ü Operaciones de crédito de primer piso,
ü Programa NAFIN-PNUD (Programa delas Naciones Unidas para el Desarrollo)para la Modernización Tecnológica,
ü ECIP (European Community InvestmentPartners),
ü NAEF (North America EnvironmentalFund).
A continuación se describen estosprogramas.
8.2.1 Operaciones de Crédito desegundo piso
Este programa tiene como objetivo financiarlos proyectos de inversión de las micro,pequeñas y medianas empresas, quetengan por objeto prevenir o eliminar lasemisiones contaminantes, el reciclaje desustancias contaminantes, o bien, laracionalización del consumo de agua yenergía.
Estas operaciones se dirigen hacia:
• Realización de estudios, asesoríastécnicas y capacitación, relacionados

8. Fuentes de financiamiento
107
con el proyecto de mejoramientoambiental de la empresa,
• Adquisición o reacondicionamiento demaquinaria y equipo, para lamodernización de la producción y laprevención de la contaminación,
• Construcción de plantas y distritos decontrol para tratamiento de aguasresiduales industriales,
• Aportaciones de capital accionario querealicen personas físicas o morales,para cualquiera de los fines anteriores.
Características.
1. Los créditos se otorgan en monedanacional o US dólares.
2. La tasa de interés en moneda nacionales de TIIE más margen del intermediariofinanciero; para US dlls, esta estará enfunción del plazo, tomando como base laTasa Libor a 3 meses.
3. El plazo de pago será de hasta 20 años,incluyendo el periodo de gracia.
8.2.2 Operaciones de crédito de primerpiso
Estas tienen como objetivo el otorgarfinanciamiento en forma directa a empresasque lleven a cabo proyectos demejoramiento ambiental.
Sujetos de apoyo:
Empresas pequeñas, medianas y grandesdel sector industrial.
Características:
1. Los créditos se otorgan en monedanacional o US dólares
2. La tasa de interés en moneda nacionales de TIIE; para crédito base US dlls,esta será la Tasa Libor a 3 meses.
3. El plazo de pago será de hasta 20 años,incluyendo el periodo de gracia de 3años como máximo.
4. El monto será hasta por el 75% del costodel proyecto.
8.2.3 Programa de Garantías
Este programa tiene como objetivo el facilitara las empresas el acceso a recursos delargo plazo, complementando el nivel degarantías que requieren los bancos.
El riesgo que asuma NAFIN será hasta porel 50% del crédito que otorguen los bancos.Para proyectos de desarrollo tecnológico ymedio ambiente, el porcentaje sedeterminará de acuerdo al tamaño de laempresa:
⇒ 80% para micro y pequeña empresa,
⇒ 75% para mediana,
⇒ 70% para grande.
8.2.4 Créditos a Tasa Fija
Estos créditos tienen como finalidad elbrindar apoyo adicional a las empresas,mediante la realización de subastas derecursos entre los bancos comerciales, paraque estos puedan canalizar créditos a tasafija.
Las ventajas para las empresas en estecaso son.
• Certidumbre en la planeación financiera
• Tasas de interés competitivas

Concepto de Manejo de Residuos Peligrosos e Industriales para el Giro de la Galvanoplastia
108
• Plazos razonables para la maduración delos proyectos.
Características:
1) El monto puede ser:
a) hasta 10 millones a través de labanca comercial.
b) hasta 1 millón a través deintermediarios financieros nobancarios.
2) Plazo, ambos incluyen periodo de graciahasta de 6 meses:
a) hasta 3 años para capital de trabajo.
b) hasta 5 años para activos fijos.
8.2.5 Programa NAFIN – PNUD para lamodernización tecnológica
Este programa tiene como objetivo elevar lacompetitividad y eficiencia de las pequeñas ymedianas empresas, mediante lacanalización y financiamiento de asistenciastécnicas para la incorporación de nuevastecnologías y para la atención de problemasde contaminación ambiental.
En este caso puede financiarse la asistenciatécnica que requieren las empresas paraprevenir o solucionar problemas decontaminación ambiental, así como paraincorporar tecnologías limpias.
Características
1. El monto puede ser hasta por el 85 % dela inversión sin exceder de 30,000 USdlls.
2. La tase de interés es la Tasa Nafin de22.75% al mes de abril de 1998.
8.2.6 ECIP- European CommunityInvestment Partners
En este caso el objetivo es apoyarcoinversiones de empresas medianas ypequeñas en el sector de medio ambiente,en las que participen inversionistasmexicanos y europeos.
Los tipos de apoyo otorgados pueden ser:
• Financiamiento para estudios defactibilidad, fabricación de prototipos yplantas piloto,
• Aportación de capital en la empresaconjunta,
• Financiamiento para capacitación detécnicos y cuadros gerenciales.
8.2.7 NAEF–North AmericaEnvironmental Fund
Este programa tiene como fin invertir enempresas manufactureras o de servicioscuyo giro principal de negocios sea laprevención y control de la contaminación y/ola restauración del medio ambiente, entre lasáreas consideradas están:
• Energía alternativa,
• Plantas de tratamiento de aguas,
• Manejo de residuos peligrosos yhospitalarios,
• Reciclamiento de productos.
Características:
1. Son sujetos de apoyo todas aquellasempresas pequeñas y medianas con

8. Fuentes de financiamiento
109
actividades relacionadas con el medioambiente.
2. El monto de la aportación de capital seráhasta de 3 millones de US dlls., con unatemporalidad de 5 a 7 años.
3. El porcentaje de participación del fondoserá con el 25% del capital social de laempresa.

Concepto de Manejo de Residuos Peligrosos e Industriales para el Giro de la Galvanoplastia
110
9 Contactos para más información
COMISIÓN AMBIENTAL METROPOLITANA
Secretaría del Medio Ambiente del Gobierno del Distrito Federal
Dirección General de Proyectos Ambientales
Subdirección de Residuos Peligrosos
Plaza de la Constitución No. 1, 3er. Piso
Col. Centro
C.P. 06000 México D.F.
Tel.: 521 81 60 y 542 24 83
Instituto Nacional de Ecología
Dirección General de Materiales, Residuos y Actividades Riesgosas
Av. Revolución 1425, niveles 13 y 33
Col. Tlacopac, Del. Alvaro Obregón
C.P. 01040, México, D.F.
Tel.: 624 34 33, 624 34 18, 630 94 32
http://www.ine.gob.mx
CONCAMIN
Confederación de Cámaras Industriales
Gerencia de Ecología
Manuel Ma. Contreras No.133, 2o Piso
Col. Cuauhtémoc
C.P. 06500, México D.F.
Tel.: 566 75 27, 566 78 22

9. Contactos para más información
111
CANACINTRA
Cámara Nacional de la Industria de la Transformación
Av. San Antonio No. 256
Col. Ampliación Nápoles, Del. Benito Juárez
C.P. 03849 México D.F.
Gerencia de EcologíaTel.: 563 34 00, ext. 203, 206, 307, 398
Email: [email protected]
Canacintra - Sección No. 72Industriales de la GalvanoplastiaTel.: 563 34 00 ext. 236, 239 a 241
Fax: 611 57 03
TÜV ARGE MEX - GTZ
Secretaría del Medio Ambiente del Gobierno del Distrito Federal
Dirección General de Proyectos Ambientales
Plaza de la Constitución No. 1, 3er piso
Col. Centro
C.P. 06500, México D.F
Tel.: 521 08 68, 723 65 78, 723 65 79
Email: [email protected]
CMPML
Centro Mexicano para la Producción más Limpia
Av. Instituto Politécnico Nacional s/n,
Edif. 9 de Laboratorios Pesados
Unidad Profesional Adolfo López Mateos (Zacatenco)
C.P. 07738, México, D.F.
Tel.: 729 60 00 ext. 55053 y 729 62 01
Email: [email protected]
CENICA

Concepto de Manejo de Residuos Peligrosos e Industriales para el Giro de la Galvanoplastia
112
Centro Nacional de Información y Capacitación Ambiental
UAM - Iztapalapa, Edificio de Ciencia y Tecnología Ambiental
Av. Michoacán y Purísima
Col. Vicentina, Del. Iztapalapa
C.P. 09340, México D.F.
Tel.: 613 38 21 y 724 46 00 ext. 2592
FUNTEC
Fundación Mexicana para la Innovación y Transferencia de Tecnologíaen la Pequeña y Mediana Empresa A.C.
Manuel Ma. Contreras 133-105
Col. Cuauhtémoc.
C.P. 06597, México, D.F.
Tel.: 591 00 02, 591 00 88, 591 00 91
Email: [email protected]
NAFIN
Nacional Financiera
Dirección de Capacitación y Asistencia Técnica
Insurgentes Sur 1971, Torre 3 - piso 11
Col. Guadalupe Inn
C.P. 01020, México, D.F.
Tel.: 325 66 70 y 71
Fax: 325 66 65
Email: [email protected]

11. Anexos
113
10 Bibliografía
& Abwassertechnik in der Produktion, laufend ergänzte Loseblattsammlung, WEKAFachverlag, Augsburg
& Beyer, K, Böhm, E., Toussaint, D., Unruh, J., Vermeidung von Abfällen durch abfallarmeProduktionsverfahren, Galvanotechnik, ABAG Abfallberatungsagentur, Fellbach, 1995
& Brugger, R., Die galvanische Vernickelung, Eugen G. Leuze Verlag, Saulgau, 1984
& Burkhardt, W. (Hrsg.), Theitig, W. (Hrsg.), VEM-Handbuch Galvanotechnik, VEB VerlagTechnik, Berlin
& Graham, K., (Hrsg).), Electroplating Engineering Handbook, Third Edition, Van NostrandRheinhold Company, New York, 1971
& Jelinek, T., Galvanisches Verzinken, Eugen G. Leuze Verlag, Saulgau, 1982
& Kirk, R., Othmer, D., Encyclopedia of Chemical Technology, John Wiley & Sons, 1991
& Leuze, H. (Hrsg.), Jelinek, T. (Hrsg.), Praktische Galvanotechnik, vierte Auflage, Eugen G.Leuze Verlag, Saulgau, 1988
& Mann, J., Galvanisieren mit moduliertem Strom, Springer Verlag, Berlin, 1984
& Nohse, W. (Hrsg.), Tabellenbuch Galvanotechnik, fünfte Auflage, Eugen G. Leuze Verlag,Saulgau, 1981
& Puippe, J., Leaman, F., Pulse. Plating, Eugen G. Leuze Verlag, Saulgau, 1990
& Rituper, R., Beizen von Metallen, Eugen G. Leuze Verlag, Saulgau, 1993
& Römpp, H., Falbe, J. (Hrsg.), Regitz, M. (Hrsg.), Römpp Chemie Lexikon, 9. erweiterte undneubearbeitete Ausgabe, Georg Thieme Verlag, Stuttgart, New York, 1995
& Strauch, A. (Hrsg.), Galvanotechnisches Fachwissen, VEB Deutscher Verlag fürGrundstoffindustrie, Leipzig, 1982
& Tagungsband Verwertung von Galvanikschlämmen, Möglichkeiten, Voraussetzungen,Kosten, ABAG Abfallberatungsagentur, Fellbach, Deutsche Gesellschaft für Galvano- undOberflächentechnik e.V., Düsseldorf, Landesgewerbeamt Baden Württemberg, Stuttgart,1996

Concepto de Manejo de Residuos Peligrosos e Industriales para el Giro de la Galvanoplastia
114
& Ullmann, F., Gerhartz, W. (Hrsg.), Ullmann's Encyclopedia of Industrial Chemistry, VCHVerlagsgesellschaft mbH, Weinheim, 1985.
& Klink, K., Cushine, G., Higgins, T., “ Metal Plating and Surface Finishing“, PollutionPrevention Handbook. Lewwis Publishers, 1995.
& IHOBE, Libro Blanco para la Minimización de Residuos y Emisiones, RecubrimientosElectrolíticos. IHOBE S.A, Gobierno Vasco. 1997.
& Fuchs,M., Riedel, F., Sistema de tratamiento electrolítico para aguas residuales concontenido de metales , GTW, 1995.