Embed Size (px)
Citation preview

Content table
1 Draw given working drawings of the parts........................................................................22 Check up of the drawings: materials, dimensions, accuracy, thermal treatment, surface roughness, technical requirements.................................................................................2
2.1 The axle 26.00.002..........................................................................................................22.2 The sprocket 27.00.012...................................................................................................32.3 The cover 26.00.008.......................................................................................................4
3 Analyze the assembly and part drawings for corresponding manufacturing requirements (design for manufacture or producibility)..........................................................5
3.1 The axle 26.00.002..........................................................................................................63.2 The sprocket....................................................................................................................63.3 The cover 26.00.008.......................................................................................................6
4 Decide the type of production and manufacturing method..............................................75 Selection of Blank Making Process.....................................................................................9
5.1 The axle...........................................................................................................................95.2 The sprocket..................................................................................................................105.3 The cover......................................................................................................................11
6 Assign machining allowance for every part.....................................................................116.1 Maching allowances for the axle..................................................................................116.2 Maching allowance for the sprocket.............................................................................126.3 Machining allowances for the cover.............................................................................13
7 Development of Process Route for Every Part.................................................................147.1 Process Route for axle..................................................................................................147.2 Process Route for the cover..........................................................................................197.3 Process Route for the sprocket......................................................................................23
8 Machining time Calculation...............................................................................................288.1 Sprocket........................................................................................................................298.2 The axle.........................................................................................................................318.3 The cover......................................................................................................................35
9 References:...........................................................................................................................39
1

1 Draw given working drawings of the parts
From the assebly drawing 26.00.000.513 it was given three parts: the axle 26.00.002, the
cover 26.00.008 and the sprocket 27.00.012. The drawings are presented in the appendix in the
end of the course work.
2 Check up of the drawings: materials, dimensions, accuracy, thermal treatment, surface roughness, technical requirements
2.1 The axle 26.00.002
In the drawing 26.00.002 all dimensions, the roughnesses, tolerances, cilindricity of the axle
are shown. The material of this detail is constructional carbon steel CT4. Constructional carbon
steel is an alloy of iron and carbon. Chemical structure:
Carbon (0,05-0,49% );
Silicon (0,05-0,35%);
Manganese (0,3-0,8%);
Sulphur (0,05%);
Phosphorus (0,04%);
Other impurities.
Simple constructional carbon steels (GOST 380-71) includes group A wich belong to CT4. The
details manufactured from group A constructional carbon steels are strong and durable. The
greater number of expression CT4 means more carbon in steel and it is stronger and firmer. From
this type of material is produced only details that are loaded moderately.
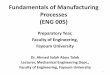
Surfaces 5 and 10 have no adjoinment with other parts edges, so the roughness of these parst are
Ra 12,5. Surfaces 1 and 3 have adjoinment with other parts, so roughness of it is Ra 0,32.
Surfaces 11, 2 and 4 are the chamfers of 1x45 of the axle. The diameter of surface 1 is
Ø14H6+0,011 of the length 26 mm. Surface 1 like surface 3 adjoin with the corpus of an assembly.
The diameter of surface 3 is Ø12H6+0,011 of the length 12 mm. There are 3 holes inside the axle
for the lubricant. These holes compose of 3 surfaces: 13, 9, 6. The surface 13 is the horizontal
hole of diameter Ø2 mm of the lengh 35 mm. The surfaces 9 and 6 are vertical holes of diameter
Ø2 mm. The hole that is surface 9 has the length of 5 mm, while the other hole that is surfece 6
has the length of 8 mm. Beneath the axle it is drilled the groove of the width of 2 mm, the length
2

of 26 mm and the depth of 1 mm. The groove is the surface 12 and two lateral surfaces 7. The
roughness of the groove is Ra 0,32.
Figure 2.1 The drawing of the axle with numbered surfaces
2.2 The sprocket 27.00.012
In the drawing 27.00.012 all dimensions, the roughnesses, tolerances, paralellism of the
sprocket are shown. The material of the sprocket is constructional alloy steel 45X. The sprocket
have to be resistant to wear and impact of dynamic load. Constructional alloy steel has the
components:
Iron and carbon;
Impurities (Si, Mn, S, P);
Alloying additives.
Constructional alloy steel 45X is of high quality material. According to standart GOST 4543-71
in constructional alloy steel 45X it is 45% of carbon. If alloying additives in material is less than
1%, in the expression the amount of it is not written.
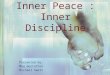
The outer surfaces 5 has no adjoinment with other parts and the roughness of it is Ra 12.5. The
end surfaces 4 and 9 also haven‘t connection with other parts‘ edges and the roughnesses of it
also are Ra 12.5. The diameter of surface 4 is Ø20 mm of the length 13 mm. The diameter of
surface 9 is Ø84 mm of the length 10 mm. The sprocket have 24 teeth, because the indicated
3

number z=24. The tooth is composed of surfaces: 12, 1, 11, 10. The roughness of these surfaces
is Ra 3.2, because teeth have the connection with chain ПP-9525-900 GOST 10947-64. The
height of the teeth is 6 mm. Surface 14 is the chamfer of 1x45 of the axle. Surface 6 is the fillet
of radius R3 mm. The surface 7 is the hole of diameter Ø9 mm of the length 23 mm that has an
adjoinment with the shaft and rotates on it. The roughness of it is Ra 0.8. The surface 3 is the
hole of diameter Ø3 mm of the length 20 mm with the roughness of Ra 20. The surface 13 is the
hole M6x8 GOST1476-64 of the roughness Ra 6.3.
Figure 2.2 The drawing of the sprocket with numbered surfaces
2.3 The cover 26.00.008
In the drawing 26.00.008 all dimensions, the roughnesses, tolerances, paralellism, roundness of
the cover are shown. The material of the cover is grey cast iron CЧ15. Grey cast iron is an alloy
of iron and cast with some impurities: manganese, silicon, sulphur, phosphorus and so on.
Silicon in material is to 4,2%. Grey cast iron CЧ15 is used when the walls‘ thicknes of the
product is 8-15 mm and for not important but difficult construction parts.
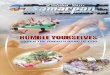
The aim of the cover is not to let the impurities from outside. The roughness of the parts that has
no adjoinment with other parts or don‘t make an impact is Ra 12.5. Cover contains of 8 holes of
4

diameter M4x8 GOST 1491-72 those provide better closure of the cover. The cover also
contains of 2 holes for key of diameters of 3x16 GOST3129-70. The surface 11 has contact with
other part: shaft. The roughness of surface 11 is Ra 0.8. The cover has contact with oil-filler and
the surface 9 is used. The roughness of surface 9 is Ra 6.3. The surface 7 adjoins with washer
and the surface roughness is the same Ra 6.3.
Figure 2.3 The drawing of the cover with numbered surfaces
3 Analyze the assembly and part drawings for corresponding manufacturing requirements (design for manufacture or producibility)
In the assembly drawing 26.00.000.513 is represented gear oil pump. The gear oil pump uses
internal gears in order to transfer the liquid oil product from one reservoir to another or to create
the pressure in working capacity of hydraulic cylinders. As the gears rotate they separate on the
intake side of the pump, creating a void and suction which is filled by fluid. The fluid is carried
by the gears to the discharge side of the pump, where the meshing of the gears displaces the
fluid. The mechanical clearances are small— in the order of 10 μm. The tight clearances, along
with the speed of rotation, effectively prevent the fluid from leaking backwards.
5

The rigid design of the gears and houses allow for very high pressures and the ability to pump
highly viscous fluids.
The entire assembly consists of the axle, gears, shafts, ring, sprocket, cover, 2 washers, union,
bracket, filler-cap and other components such like keys, screws, wedges that help to carry out
the main function of gear oil pump.
The requisition for parts is quite high – 750 pieces per year. So, the annual production will be
750 units of every part separately.
3.1 The axle 26.00.002
The detail – axle 26.00.002 is very important part of the assembly 26.00.000.513 which also
contributes to transfer the liquid oil product, has the holes inside for fluid flow supply to other
parts.
The axle has a cylindrical shape and the dimensions are quit small. The part is symmetric,
rigid enough for mechanical treatment. In the drawing all the dimensions are shown with the
required tolerance (h6), the roughness of the surfaces are shown as well.
All surfaces of the axle can be mashined using standart cutting tools and the dimensions of
it can me measured by standard measuring devices.
3.2 The sprocket
Sprocket transmits rotary motion between two parts. Every sprocket is polygon, whose
angles number is equal to the number of sprocket tooth z. Tooth coincide with the chain ПP-
9525-900 GOST 10947-64 that surround the sprocket. The sprocket in oil pump is rotating on
the main shaft and fixed to it with screw M6x8 GOST 1476-64. Chain dynamic hits are less
when the number of teeth is larger. Also in this case the wear of chain is small and and decreases
noise of operation.
3.3 The cover 26.00.008
The aim of this cover is it not let the impurities from outside. The cover 26.00.008 is used to
protect gears, axle and shaft from the outside particles that not to pass into liquid oil. It‘s shape
6

is composed of planar, cylindrical and curvilinear surfaces. The roughness of the surfaces that
haven‘t the contact with other surfaces or don‘t make an impact for them is Ra12.5.
4 Decide the type of production and manufacturing method.
Type of production (small scale) is selected according to output and overall mass. As it is
necessary 750 pieces per year of every detail separately and the details are of small weight, the
mass of them not reaches 1kg per piece, a small-lot batch production is chosen.
No. Notation of a partNumber
of parts
Annual output,
pieces/year
Mass of a part,
kg
1. The cover 26.00.008 1 850 0,714
2. The sprocket 27.00.012 1 850 0,340
3. The axle 26.00.002 1 850 0,041
The calculation of the masses:
, ƍ – density of a material, V – volume of a part.
Volume of the cylinder:
, where r – radius of the cylinder, h – height of the cylinder, V – volume of the
cylinder.
Volume of the sphere:
, where R- radius of sphere
Volume of ellipsoid:
, where a, b, c are the semi-axis of ellipsoid.
Volume of parallelepiped:
, where a, b, a are the edges of parallelepiped.
Calculation of the mass of the axle:
when and
7

when and
, and are the volumes of the holes that are inside the axle
when and
when and
when and
Calculation of the mass of the cover:
, when a=56 mm, b=30 mm, c=8 mm (half area of
parallelepiped)
, when R=28 mm (half area of the sphere)
(half area of ellipsoid)
(area of cutted sphere)
, when and
, when and (area of 8 holes)
, when and ( area of 2 plugs)
, when and
, when and
, when and
when
when a=30 mm, b=56 mm, c=3 mm (half area of parallelepiped)
8

We know that density of cast iron is:
Calculation of the mass of the sprocket:
, when and
, when and
, when and
, when and
, when and
, when and
We know that density of steel is:
5 Selection of Blank Making Process
5.1 The axle
The axle is a part with cylindrical surfaces. The most efficient way to manfucture this
product is by turning and by drilling the holes inside in it. A rod of cunstructional carbon steel
CT4 can be chosen as a blank, because it is the most suitable for manufacturing the axle. The
lengh of the rod is 6000mm. For manufacturing 850 axles it is neccesarry 6 rods of the steel C T4.
From one rod we can produce 139 axles.
9

5.1. fig. The drawing of the axle‘s blank
5.2 The sprocket
The sprocket is also a cylindrical detail. The best way to manufacture is by turning, by
drilling and reaming the holes and milling the gears in it. A rod of constructional alloy steel 45X
is chosen as a blank whose legth is 6000mm. For manufacturing 850 units of this detail it is
necessary 5 rods of the steel 45X. From one rod it is possible to manufacture 196 sprockets.
5.2. fig. The drawing of the sprocket‘s blank
10

5.3 The cover
The cover is manufactured using casting method in metal forms, because this way is the
most economical and productive, although the cost of metal forms is expensive. Metal forms are
used when the sample size is more than several hundred of pieces. The entire corps is casted and
some surfaces are milled in order to reach better accuracy. All holes are also drilled and reamed
after the casting process also. The material used for casting is grey cast iron CЧ15.
5.3. fig. The drawing of the cover after casting
6 Assign machining allowance for every part
6.1 Maching allowances for the axle
Surface No.
Technologicalprocess
Surfaceroughness
Machiningaccuracy
Allowancee, mm
Tolerance T, mm
Marginal dimensions, mm
Marginal dimensions, mm
Final dimension
,mm
2Zmin 2Zmax min max
5, 10L=38
Rough turningSmooth turning
Rz4012.5
IT14IT12
1,01,0
0,620,25
2,02,0
2,622,25
42,040,0
42,8740,25
42,8740,25
1Ø14H6
Rough turningSmooth turning
Preparative grindingSmooth grinding
Rz40Rz201.25
0.32
H14H12H10
H6
1,80,70,22
0,22
0,430,180,07
0,011
1,80,70,22
0,22
2,230,880,29
0,231
16,9415,1414,44
14,22
17,63115,40114,521
14,231
17,63115,40114,521
14,231
11

3Ø12H6
Rough turningSmooth turning
Preparative grindingSmooth grinding
Rz40Rz201.25
0.32
H14H12H10
H6
1,80,70,22
0,22
0,430,180,07
0,011
1,80,70,22
0,22
2,230,880,29
0,231
14,9413,1412,44
12,22
15,63113,40112,521
12,231
15,63113,40112,521
12,231
12Groove
DrillingSmooth grinding
1.250.32
H10H6
1,00,1
0,040,006
1,00,1
1,040,106
0,961,994
1,92,0
1,92,006
9,6,12Ø2(3
holes)Drilling Rz20 H10 1,0 0,04 1,0 1,04 1,96 2,04 2,04
6.2 Maching allowance for the sprocket
Surface No.
Technologicalprocess
Surfaceroughness
Machiningaccuracy
Allowancee, mm
Tolerance T, mm
Marginal dimensions, mm
Marginal dimensions, mm
Final dimension,
mm2Zmin 2Zmax min max
9,4L=24
Rough turningSmooth turning
Rz40Rz12.5
IT14IT12
1,01,0
1,50,7
2,02,0
3,52,7
2826
30,226,7
30,226,7
12z=24m=23
Rough turningGear shapingGear shaving
12.53.23.2
H14H12H10
3,61,050,12
0,8700,3500,140
3,61,050,12
4,471,40,26
88,7785,1784,12
90,1385,6684,26
90,1385,6684,26
5Ø20
Rough turningSmooth turning
Rz40Rz12.5
H14H10
2,00,7
0,520,21
2,00,7
2,520,91
23,221,2
23,99621,476
23,99621,476
7Ø9
DrillingReamingSmooth grinding
Rz202.50.8
H10H9H8
0,30,20,1
0,0580,0360,022
0,30,20,1
0,3580,2360,022
8,6428,7649,0
8,78,9
9,037
8,78,9
9,037
3Ø3 Drilling Rz20 H10 1,0 0,04 1,0 1,04
2,963,04 3,04
13M6x8
DrillingScrew-tap
Rz206.3
H10H8
0,20,04
0,0480,018
0,20,04
0,2480,058
5,7526,04
5,86,058
5,86,058
2Ø84 Smooth turning Rz 12.5 H12 3,6 0,160 3,6 3,76 84,16 87,76 87,76
12

6.3 Machining allowances for the cover
Surface No.
Technologicalprocess
Surfaceroughness
Machiningaccuracy
Allowancee, mm
Tolerance T, mm
Marginal dimensions, mm
Marginal dimensions, mm
Final dimension,
mm2Zmin 2Zmax min max
1 Rough millingSmooth milling
Rz2012.5
H10H12
0,50,08
0,3500,140
0,50,08
0,850,22
83,5883,08
84,0783,22
84,0783,22
6 Smooth milling 12.5 H10 0,11 0,120 0,11 0,23 66,11 66,23 66,23
11Ø12H6
DrillingReamingSmooth grinding
Rz202.50.8
H10H9H8
1,00,470,1
0,070,0430,045
1,00,470,1
1,070,9
0,145
10,9311,5312,0
11,011,9
12,045
11,011,9
12,045
7Ø13
DrillingReaming
Rz206.3
H10H8
1,00,05
0,070,033
1,00,05
1,070,083
11,9313,05
12,013,0850
12,013,0850
9M5
DrillingScew-tap
Rz206.3
H10H8
0,20,04
0,0750,002
0,20,04
0,2750,062
4,7255,04
4,85,062
4,85,062
16Ø5x8 Drilling Rz20 H10 1,0 0,048 1,0 1,048 4,952 5,048 5,048
5Ø3x2 Drillimg Rz20 H10 1,0 0,04 1,0 1,04 2,96 3,04 3,04
10, 12L=24
Rough millingSmooth milling
Rz2012.5
H10H12
1,01,0
0,0480,04
1,01,0
1,2101,084
2625
26,29425,084
26,29425,084
7 Development of Process Route for Every Part
The turning machine, milling machine and grinding machine were chosen from the products
catalog of www.staklija.lt . The turning tools, milling tools were chosen from products catalogs
of the company “Tungaloy“. The grinding tools were chosen from products catalog of Yinglong
13

Superhand Materials Manufactury. Measuring tools were chosen from the book “Inžinieriaus
mechaniko žinynas“.
7.1 Process Route for axle
The entire process route is taken in the following table:
Operation No. Operation Machine Cutting tools and measuring devices
Notes
005Rough turning of the end of a blank of the
axle of diameter Ø 12
mm, that is surface 5,
taking of 1mm
Rough turning of outer surface 1 from Ø 17,63
mm mm to Ø15,40 mm in the distance of
26 mm by 2 passes
Rough turning of outer surface 3 from Ø15,63 mm to Ø13,40 mm in the distance of 12 mm by 2 pass
Universal turning machineGS5264
3 jaw chuckTurning knife:
JCCWSR/L1616K2 p.21
Insert:JCCN200F p.21
Turning knife:Toolholder:
JSVJ2BR-L1616H11 p.14
Insert:VBGT110300-FR/L-
J10p.23
Turning knife:Toolholder:
JSVJ2BR-L1616H11 p.14
Insert:VBGT1103-FR/L-
J10p.23
During this operation the
The axle is fixed in 3 jaw chuck.
Taking off 1 mm of end surface by one pass ap=1.0, f=0.2
Rz40
1 pass 2 mmØ 17,63mm Ø15,63mm2 pass Ø
15,63mm Ø 15,40mm
ap= 1 mm, f=0.2 mm/revRz40
1 pass 2 mmØ 15,63mm Ø13,60mm
2 pass 13,6013,40mmap= 1 mm, f=0.2
Rz40
14

Smooth turning of the end of a blank of the axle of diameter Ø 12 mm, that is surface 5, taking of 1mm.
Smooth turning of surface 3
from 13,40 mm to 12,52 mm in the distance of
26 mm by 1 pass
Smooth turning of surface 1
from 15,40 mm to 14,52 mm in the distance of
12 mm by 1 pass
Making chamfers of 45 degrees of 1mm of surfaces 4, 2, 11 by 1 pass
Cutting of the end of a blank of the axle of diameter Ø 14
Turning knife:JCCWSR/L1616K2
p.21Insert:
JCCN200F p.21
Turning knife:Toolholder:
JSVJ2BR-L1616H11 p.14
Insert:VBGT1103-FR/L-
J10p.23
Turning knife:Toolholder:
JSVJ2BR-L1616H11 p.14
Insert:VBGT1103-FR/L-
J10p.23
Turning knife:Toolholder:
PSSNR/L202K12EInsert:
SNGN120408-DIA
Turning knife:JCCWSR/L1616K2
p.21Insert:
Taking off 1mm of end surface by one pass ap=1.0, f=0.2
Rz12.5
.
1 pass 2 mmØ 13,40mm Ø12,52mm
ap= 1 mm, f=0.15 mm/revRz20
1 pass 2 mmØ 15,40mm Ø14,52mm
ap= 1 mm, f=0.2 mm/revRz20
by one passap= 1 mm, f=0.2
mm/revRz12.5
1 pass 2 mmRz12.5
15

mm, that is surface 10
taking off 2 mm
JCCN200F p.21
010
Technical control
Control table Control board 100x100
Calipers ШЦ-1-125-01 GOST 166-89
Checking the surface roughness
andchecking the
dimensions of surfaces 5, 1, 3, 4,
2, 11
015
Drilling of the surface 13 of
diameter Ø2,04 mm of the
depth 35 mm.
Drilling machine GS2116
GIGA JET DRILL:DSX0300F08
p.450
In this case hole is drilled up to 2,04 mm, ap= 0.3 mm,
f=0.3 mm/revRz20
020
Drilling of the groove (2 mm) of the length 26
mm, that is surface 12.
Drilled up to Ø 1,9 mm.
Drilling machine GS2116
GIGA JET DRILL:DSX0300F08
p.450
In this case groove is drilled up to 1,9 mm; ap= 0.3 mm,
f=0.3 mm/revRz1.25
025Drilling of the surface 9 of diameter Ø2 mm of the
depth 6 mm
Drilling of the
Drilling machine GS2116
GIGA JET DRILL:DSX0300F03
p.449
GIGA JET DRILL:DSX0300F03
In this case hole is drilled up to 2,006 mm, ap= 0.3 mm,
f=0.3 mm/revRz20
In this case hole is
16

surface 6 of diameter Ø2 mm of the
depth 6 mm
p.449 drilled up to 2,006 mm,
ap= 0.3 mm, f=0.3 mm/revRz20
030
Technical control
Control table Control board 100x100
Calipers ШЦ-1-125-01 GOST 166-89
Checking the surface roughness
andchecking the
dimensions of surfaces 13, 12, 9,
6
035HardeningHRC=62
Furnace of heating
Oil reservoir Temperature of oil is
(840 - 860)°C
040
Preparative grinding of the surface 3 of the length 12 mm from12,52 mm till 12,23 mm
Smooth grinding of the surface 3 of the length 12
mm from12,23 till 12 mm
Preparative grinding of the surface 1 of the length 26 mm from14,52 mm till 14,23 mm
Combined grinding machineBP-100
Plain WheelsIAI/T2(P)
D-150mm W-4mm Y-20mm H-32mm
CBN Content (carat/ piece): 121.09
Plain WheelsIAI/T2(P)
D-150mm W-4mm Y-20mm H-32mm
CBN Content (carat/ piece): 121.09
Plain WheelsIAI/T2(P)
D-150mm W-4mm Y-20mm H-32mm
CBN Content (carat/ piece): 121.09
from12,52 mm till 12,23 mm
Rz1.25
from12,23 mm till 12,0 mmRz0.32
from14,52 mm till 14,23 mm
Rz1.25
17

Smooth grinding of the surface 1 of the length 26 mm from14,23 till 14 mm
Smooth grinding of the surface that is groove, up to
the width 2,006mm
Plain WheelsIAI/T2(P)
D-150mm W-4mm Y-20mm H-32mm
CBN Content (carat/ piece): 121.09
Plain WheelsIAI/T2(P)
D-150mm W-4mm Y-20mm H-32mm
CBN Content (carat/ piece): 121.09
from14,23 mm till 14 mmRz0.32
From 1,9 mm to 2,006 mm
Rz0.32
045Washing of a
partPressure water
jet cleanersMachine clamps
Pressure water jetby removing all
metal remainders from work
050
Technical control
Control table Control board 100x100
Calipers ШЦ-1-125-01 GOST 166-89
Checking the surface roughness
andchecking the
dimensions of surfaces: 3, 1, 12
7.2 Process Route for the cover
The entire process route is taken in the following table:
Operation No. Operation Machine Cutting tools and measuring devices
Notes
005
18

Casting of the cover
Casting of the coverin metal form
010
Rough milling of the surface 10 of diameter the cover 83 mm
taking off 1 mm (ap=1,0 mm,
f=0,1 mm/rev)
Smooth milling of the surface 10 of diameter 83
mm taking off 1 mm (ap=1,0 mm, f=0,1 mm/rev)
Rough milling of the surface 1 of length 25 mm from 84,07 mm
to 83,22mm.
Smooth milling of the surface 1 from 83, 22 mm
to 83,00 mm
Universal milling machine
PROMA FHV-50
3 jaw chuckMill:
TM054001/317p.317Insert:
TMD5404R/LIEp.339
3 jaw chuckMill:
TM054001/317p.317Insert:
TMD5404R/LIEp.339
3 jaw chuckMill:
TM054001/317p.317Insert:
TMD5404R/LIEp.339
3 jaw chuckMill:
TM054001/317p.317Insert:
TMD5404R/LIEp.339
The part is fixed in 3 jaw chuck.taking off 1 mm
(ap=1,0 mm, f=0,1 mm/rev)
Rz20
taking off 1 mm (ap=1,0 mm,
f=0,25 mm/rev)Rz12.5
from the length of the cover 84,07 mm to 83,22mm by 1 pass (ap=1,0 mm, f=0,1 mm/rev)
Rz20
from the length of the cover 83,22 mm to
83,00mm by 1 pass
(ap=1,0 mm, f=0,25 mm/rev)
Rz12.5
Smooth milling Mill: from 66,22 mm
19

015of the surface 6 from 66,22 mm
to 66 mm.
Drilling of the surface 16 of diameter Ø5
mm ( 8 holes).It is drilled the
hole to diameter of Ø 5,048 mm
Drilling of the surface 5 of
diameter Ø3 (2 holes).
Drilling of surface 9 of diameter M5 mm. We get
hole of diameter Ø4,8 mm.
Drilling of the surface 7 of
diameter Ø13 mm. Firstly,
hole is drilled to 12,0 mm
Reaming of surface 7 from
Ø 12 mm to Ø13 mm.
TN4405 R/LIE p.317Insert:
SEKN1203AGTN p.346
Tool:DSX0500F03
p.449
Tool:DSX0300F03
p.448
Tool:DSX0700F03
p.448
Tool:DSX1210F03
p.448
Tool holder:JS08H-SEXPR047
Inserts:EPGT040102L-J08
to 66 mm by one pass (ap=1,0 mm, f=0,25
mm/rev)Rz12.5
The hole is drilled to
diameter of Ø 5,048 mm
(ap=1,0 mm, f=0,3 mm/rev)
Rz20
The hole is drilled to
diameter of Ø 3,04 mm
(ap=1,0 mm, f=0,3 mm/rev)
Rz20
The hole is drilled to
diameter of Ø 4,8 mm
(ap=1,0 mm, f=0,3 mm/rev)
Rz20
The hole is drilled to
diameter of Ø 12,0 mm
(ap=1,0 mm, f=0,3 mm/rev)
Rz20
The hole is reamed from 12,0 mm to Ø 13,085 mm
20

Screw-tapping of the surface 9 of diameter M5 and after screw-tapping we get the hole of M5
mm.
Insert:11NR15ISO
(ap=1,0 mm, f=0,3 mm/rev)
Rz6.3
The hole is screwed toM5, Rz20
020
Technical control Control table
Control board 100x100
Calipers ШЦ-1-125-01 GOST 166-89
Checking the surface
roughness andChecking thedimensions of
surfaces: 1, 7, 9, 6
025
Drilling of the surface 11 of
diameter Ø12 of the depth 22
mm. Firstly, it is drilled the hole of diameter of
Ø11.
Reaming of the surface 11 of diameter Ø12 of the depth 22 mm. It is reamed the hole to 11,8 mm.
Tool:DSX1100F03
p.448
Tool holder:JS08H-SEXPR047
Inserts:EPGT040102L-J08
The hole is drilled of diameter
Ø11mm (ap=1,0 mm, f=0,3 mm/rev)
Rz20
The hole is reamed from Ø11mm to Ø
11,9 mm(ap=1,0 mm,
f=0,3 mm/rev)Rz2.5
030Technical
control Control tableControl board
100x100Calipers ШЦ-1-125-
Checking the surface
roughness and
21

01 GOST 166-89 Checking thedimensions of
surface: 11
035
Smooth grinding of the surface 11 of
diameter Ø12 of the depth 22
mm from 11,8 to 12 mm
Plain WheelsIAI/T2(P)
D-150mm W-4mm Y-20mm H-32mm
CBN Content (carat/ piece): 121.09
From Ø 11,9 mm to Ø 12
mm,Rz0.8
040
Washing of a part
Pressure water jet cleaners
Machine clampsPressure water jet
by removing all metal
remainders from work.
05
Technical control
Control tableControl board
100x100Calipers ШЦ-1-125-
01 GOST 166-89
Checking the surface
roughness andChecking thedimensions of
surface: 11
7.3 Process Route for the sprocket
The entire process route is taken in the following table:
Operation No.
Operation Machine Cutting tools and measuring devices
Notes
005Rough
turning of the end of a
blank of sprocket of diameter 20 mm, that is surface 4
taking off 2
Universal turning machineGS5264
3 jaw chuckTurning knife:
JCCWSR/L2020K2 p.21
Insert:JCCN200F p. 21
The part is fixed in 3 jaw chucks taking off 1 mm
(ap=1, f=0.3),Rz40
22

mm
Rough turning of
outer surface 12 from 90,13
mm to 85,66 mm in the distance of 13 mm by 3
passes.
Rough turning of outer surface 5 from 84,0 mm to 24,0 mm in the distance of 11 mm by 30 passes
Making chamfers of 45 degrees of 1mm of surface 14
by one pass
Smooth turning of
the end of a blank of
sprocket of
Turning knife: JTTACR/
L0810K08 p.12Insert:
TCMT110204-PMp.11
Turning knife: JSCACR/L1010H06
p.15Insert:
CCMT060204PMp.10
Turning knife: JSCACR/L1010H06
p.15Insert:
CCMT060204PMp.10
Turning knife:JCCWSR/L2020K2
p.21Insert:
JCCN200F p. 21
1pass2mm90,13mm88,13mm
2pass 88,13mm86,13mm3pass86,13mm85,66mm
where ap=1 mm, f=0,3 mm/rev.Rz12.5
by 30 passes, where ap=1 mm, f=0,3 mm/rev,
1 pass 2mmRz40
1pass 1mmby 1 pass, (ap=1.0 mm,
f=0.3 mm/rev)Rz12.5
taking off 1 mm(ap=1, f=0.15)
Rz12.5
23

diameter 20 mm, that is surface 4taking of
1mm
Smooth turning of surface 5
from 21,47mm to
20mm
Smooth turning of the surface 2 of width 10 mm from 13,76 mm to 10 mm by 2 passes
Drilling of the surface
7 of diameter Ø9 mm of the depth 24
mm. hole is drilled to 8,7 mm
Reaming of the hole 7 of diameter Ø9 mm of the depth 24 mm. The hole is
Turning knife: JSCACR/L1010H06
p.15Insert:
CCMT060204PMp.10
Turning knife: JCGSSR/L1616K3
p.20Insert:
JTGR/L3095Fp.20
GIGA JET DRILL:DSX0830F03
p.448
Toothholder:JS08H-SEXPR047
Inserts:EPGT040102L-J08
1pass2mm21,47mm20,0mm
where ap=1 mm, f=0,15 mm/rev.Rz12.5
1pass2mm13,76mm11,36mm
2pass2mm11,36mm10mm
where ap=1 mm, f=0,15 mm/rev.Rz12.5
The hole is drilled to 8,7 mm
ap= 0.3 mm, f=0.3 mm/revRz20
The hole is drilled to 8,9 mm
ap= 0.3 mm, f=0.3 mm/revRz2.5
24

reamed to 8,9 mm
Cutting off the end of a blank of the shaft of diameter Ø 14 mm, that is surface 10 takking off 2 mm
Turning knife:Toolholder:
JSTGR/L1616K3p.20
Insert:JTGR/L3050F
p.20
by 1 pass taking off 2 mm (ap=1,0 mm, f=0,3 mm/rev).
Rz12.5
010 Technical control
Control board 100x100
Calipers ШЦ-1-125-01 GOST 166-89
Checking the surface roughness and
checking the dimensions of surface: 4, 12, 5, 9, 7
015
Drilling of the surface
3 of diameter Ø3 mm of the depth 20
mm.
Vertical drilling machine
GIGA JET DRILL:
DSX0300F03
p.449
Drilling of the surface 3 of diameter Ø3 mm of the
depth 20 mm, where (ap=0,3 mm, f=0,3 mm/rev).
Rz20
020Drilling of the surface
13 of diameter
M6x8. Hole is drilled of Ø5,8 mm
Vertical drilling machine
GIGA JET DRILL:
DSX0530F03
p.448
Hole is drilled of Ø5,8 mm of the depth 20 mm.
(ap=0,3 mm, f=0,3 mm/rev).Rz20
25

of the depth 20 mm
Screw- tap of surface
13 of diameter
M6x8 from diameter of 5,8 mm M6.
Insert:
11NR15ISO
Screw tapping pf the hole to M6,
(ap=0,3 mm, f=0,3 mm/rev).Rz6.3
025Technical
control
Control board 100x100
Calipers ШЦ-1-125-01 GOST 166-89
Checking the surface roughness and
checking the dimensions of surfaces: 13, 3
030
Gear shaping of
the surfaces 1, 11, 10.Making
teeths of the sprocket,
when z=24, m=24
PROMA FPX-25E
Mill:CoroMill® 245
Holder:P/N 3077 (8.0 mm End Mill Holder)Pneumatic clamps
Making teeths of the sprocket, when z=24, m=24,
where ap= 0.3 mms=0.2mm/rev
Rz3.2
035 Technical control
Control board 100x100
Calipers ШЦ-1-125-01 GOST 166-89
Checking the surface roughness and
checking the dimensions of surfaces: 1, 11, 10
040
Smooth grinding of the teeth of surfaces 1, 11, 10 to length of
Combined grinding machine BP-100
Plain WheelsIAI/T2(P)
D-150mm W-4mm Y-20mm H-32mm
CBN Content (carat/ piece): 121.09
Smooth grinding of the teeth of surfaces 1, 11, 10
to the length l=6mm, where ap= 1.0mm, f=0.2mm/rev.
Rz3.2
26

teeth 6mm
045
Grinding of the hole 7
of diameter Ø9 mm of
the depth 24 mm from
diameter of Ø 8,9 mm
till Ø 9 mm.
Combined grinding machine BP-100
Elaboric grinding disk:
1A1-1 (LLP-1)p.435
Grinding of the hole 7of diameter Ø9 mm of the
depth 24 mm from diameter of Ø 8,9 mm till Ø 9 mm.
Rz0.8
050Washing of
a partPressure water jet cleaners
Machine clampsPressure water jet Removing all metal
remainders from work.
055 Technical control
Control board 100x100
Calipers ШЦ-1-125-01 GOST 166-89
Checking the surface roughness and
checking the dimensions of surface: 1, 10, 11, 7
060
Coating Combined grinding machine BP-100
The part is coated by the layer of lubricant
8 Machining time Calculation
, where z= number of teeth of the sprocket
- formula used screw-tapping
27

Where
Sm= , mm/min
s- feed for one revolution, mm/rev
n- frequency of a blank:
, rev/ min
where v- cutting speed, m/min
d- diameter of the blank before machining, mm
L- full required length L=l+l1+l2, mm
l- length of the surface to be machined, mm
l1 – length of the travel required for tool aproach, mm
l2 – length of the overtravel of the tool or workpiece in the direction of the feed, mm
i- numer of passes
8.1 Sprocket
Operation No.015
Time required for the drilling surface 3
s=0.3mm/rev
v=230m/min
d=3mm
Calculation:
L=l+ l1+l2
l=20 mm
l1=l2=0,54mm
L=20+0,54+0,54=21,8mm
min
28

Operation No.020
Time required for the drilling surface 13
s=0.3mm/rev
v=140m/min
d=6mm
Calculation:
L=l+ l1+l2
l=5,5 mm
l1=l2=1,09mm
L=5,5+1,09+1,09=7,68mm
min
Time required for the screw-tapping for the surface 13:
s=0.3mm/rev
v=140m/min
d=6mm
L=5,5mm
Calculation:
min
Operation 030
Shaping of surface (making teeth) 1,11,10 (sides of the teeth)
d=84mm
s = 0,2 mm/rev (feed),
29

v = 180 m/min (cutting speed)
In this case .
Machining time:
min
8.2 The axle
Operation 005
Time required for rough turning of the surface 5
The data for Tm1, which is taken from the table:
s= 0.2 mm/rev
v=120m/min
d=12 mm
L=12mm
Calculation:
min
Time required for rough turning of the surface 1
The data for Tm2, which is taken from the table:
s= 0.2 mm/rev
v=150m/min
d=14mm
L=26mm
Calculation:
30

min
Time required for rough turning of the surface 3
The data for Tm3, which is taken from the table:
s= 0.2 mm/rev
v=120m/min
d=12mm
L=12mm
Calculation:
min
Time required for smooth turning of the surface 5:
The data for Tm4, which is taken from the table:
s= 0.2 mm/rev
v=180m/min
d= 12mm
l=1mm
Calculation:
L=l+ l1+l2
l1= l2 =0,84mm
L=1+0,84+0,84=1,68mm
min
31

Time required for smooth turning of the surface 3:
The data for Tm5, which is taken from the table:
s= 0.2 mm/rev
v=180m/min
d= 12mm
l=12mm
Calculation:
L=l+ l1+l2
l1= l2 =0,84mm
L=12+0,84+0,84=13,68mm
min
Time required for smooth turning of the surface 1:
The data for Tm6, which is taken from the table:
s= 0.2 mm/rev
v=180m/min
d= 14mm
l=26mm
Calculation:
L=l+ l1+l2
l1= l2 =0,84mm
L=14+0,84+0,84=15,68mm
min
Time required for making chamfers of surface 4:
32

The data for Tm7, which is taken from the table:
s= 0.2 mm/rev
v=180m/min
d= 12mm
l=1mm
Calculation:
L=l+ l1+l2
l1= l2 =6mm
L=1+6+6=13mm
min
Time required for making chamfers of surface 2:
The data for Tm8, which is taken from the table:
s= 0.2 mm/rev
v=180m/min
d= 14mm
l=1mm
Calculation:
L=l+ l1+l2
l1= l2 =7mm
L=1+7+7=15mm
min
Time required for making chamfers of surface 11:
The data for Tm9, which is taken from the table:
s= 0.2 mm/rev
33

v=180m/min
d= 14mm
l=1mm
Calculation:
L=l+ l1+l2
l1= l2 =7mm
L=1+7+7=15mm
min
Time required for cutting of the surface 10:
The data for Tm10, which is taken from the table:
s= 0.4 mm/rev
v=250 m/min
d=14 mm
L=1mm
Calculation:
min
Total time required for operation 005
Tm=Tm1+Tm2+Tm3+Tm4+Tm5+Tm6+Tm7+Tm8+Tm9+Tm10=
0,06+0,076+0,04+0,0002+0,016+0,02+0,013+0,018+0,018+0,0004=0,261min
8.3 The cover
Operation 010
Time required for rough milling of the cover end (surface 10):
34

The data for Tm1, which is taken from the table:
s= 0,2 mm/rev
v=150m/min
n= 477rev/min
L=56mm
Calculation:
min
Time required for smooth milling of the cover end (surface 10):
The data for Tm, which is taken from the table:
s= 0,3 mm/rev
v=200m/min
n= 636rev/min
L=56mm
Calculation:
min
Time required for rough milling of the surface 1:
The data for Tm3, which is taken from the table:
s= 0,2 mm/rev
v=150m/min
n= 477rev/min
L=25mm
Calculation:
min
Time required for smooth milling of the surface 1:
The data for Tm4, which is taken from the table:
35

s= 0,3 mm/rev
v=200m/min
n= 636rev/min
L=25mm
Calculation:
min
Total time required for operation 010
Operation 020
Time required for drilling the hole of surface 11:
The data for Tm1, which is taken from the table:
s=0.25mm/rev
v=100m/min
d=12mm
L=22mm
min
Time required for rough boring of the surface 6:
The data for Tm2, which is taken from the table:
s= 0.2 mm/rev
v=150m/min
d= 30.13mm
Calculation:
L=l+ l1 +l2
l1=l2=0.63mm
36

L=25+0.63+0.63=26.26mm
min
Total time time required for operation 020:
Tm=Tm1+Tm2= 0,033+1,48=1,513min
37

9 References:1. Mašinų gamybos technologijos pagrindai : vadovėlis / Antanas Juozas Bražiūnas. Kaunas, 2004.
512, [1] p. ISBN 9955-09-558-X2. Užlaidų mechaniniam apdirbimui analitinis apskaičiavimas ir parinkimas : mokomoji knyga /
Ramutis Krančiukas. Kaunas, 2007. 102 p. ISBN 978-9955-25-341-93. Inžinieriaus mechaniko žinynas / Balys Dragūnas, Kęstutis Pilkauskas, Antanas Stasiūnas,
Raimundas Stasiūnas. Vilnius, 1988. 526 p. ISBN 5-420-00028-84. UAB Staklija produktų katalogas. www.staklija.lt;5. „Tungaloy“ įrankių katalogas. www.tungaloy.co.jp/ttj/english/products/cutting/cutting_11.html
38