Embed Size (px)
Citation preview
鼎文文理補習班 1 本講義內容為授課講師所有,翻印必究
【機械製造~】講義
第一章 機械製造總論
1-1 機械製造的定義:
機械製造(manufacturing process)乃是依加工需求利用各種機器設備和工具,將金
屬或非金屬材料,加工為成品的方法。設計工程師先依據產品的特性、功能設計出適當
的工作圖;再交給製造工程師,依零件的特質選用適當的加工機器與加工程程序,以最
低的成本製造出合乎品質要求的產品。
為了達到以 低成本產製 適當的產品的要求,機械工作者必須對各種加工法的特
色與限制有充分的了解,才能針對不同的加工需求,決定 適宜的加工方式。
1-2 製造工程分析:
一、設計工程(design engineering): 由市場資訊評估產品的需求之後,從一個原始產品概念發展開始,經設計分析、原
型生產,到最後完成設計圖。設計工程師必須有材料、設計、製造、操作以及成本
經濟等相互關係的知識。
二、同步工程(concurrent engineering): 傳統之設計與製造活動是先後連續發生的,而不是同步(同時)發生的。所以設計
工程師在設計的時候並無法預期製造時可能遭遇到的困難,必須在製程中由製造工
程師提出問題再由設計工程師修改原設計,造成無謂的浪費與不便。這種情況可藉
由同步工程加以改善。
三、價值工程(value engineering): 在不改變產品的功能與強度下,選用較便宜的材料,或省去較貴材料與不必要操作,
藉以降低生產成本增加產品競爭力之設計觀念。
四、過度設計(overdesign): 一件產品能在無須維修、無須更換零件下使用若干年,即是好的設計。若產品的材
質、品質、強度、精密度、尺寸以及使用年限,超出實際使用上之需要,而使成本
鼎文公職 試閱講義
鼎文文理補習班 2 本講義內容為授課講師所有,翻印必究
大量增加,即是不良的設計,稱之為過度設計。
1-3 製造程度與產品數量分類:
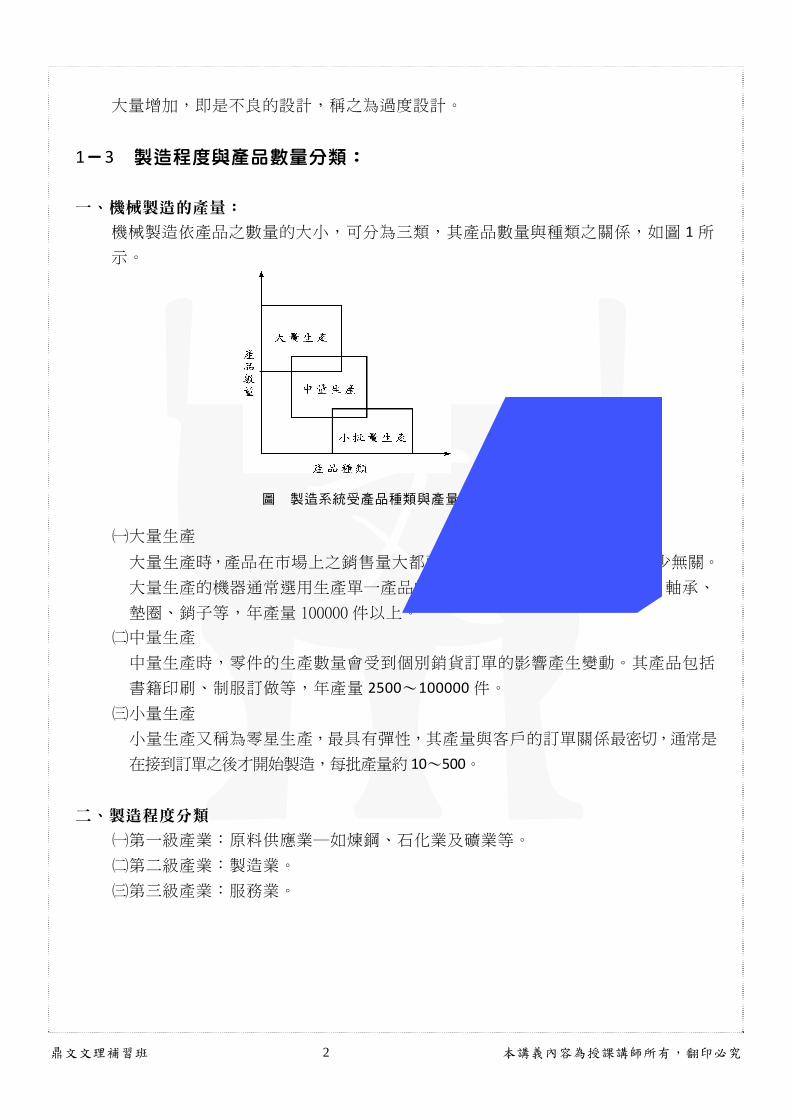
一、機械製造的產量: 機械製造依產品之數量的大小,可分為三類,其產品數量與種類之關係,如圖 1 所
示。
圖 製造系統受產品種類與產量影響之觀念
大量生產
大量生產時,產品在市場上之銷售量大都已經確定,其生產量與訂單的多少無關。
大量生產的機器通常選用生產單一產品的自動化機器,其產品例如螺帽、軸承、
墊圈、銷子等,年產量 100000 件以上。
中量生產
中量生產時,零件的生產數量會受到個別銷貨訂單的影響產生變動。其產品包括
書籍印刷、制服訂做等,年產量 2500~100000 件。
小量生產 小量生產又稱為零星生產,最具有彈性,其產量與客戶的訂單關係最密切,通常是
在接到訂單之後才開始製造,每批產量約 10~500。
二、製造程度分類 第一級產業:原料供應業─如煉鋼、石化業及礦業等。
第二級產業:製造業。 第三級產業:服務業。
鼎文公職 試閱講義
鼎文文理補習班 3 本講義內容為授課講師所有,翻印必究
1-4 機械製造分類
機械製造以成形過程中有無切屑之產生,可分為切削加工與非切削加工兩大類:
一、切削加工 切削加工是切除工件多餘材料的加工方法,又稱為有屑加工,其製品精度通常比無
屑加工高。切削加工以刀具與工件間之相對關係,可分為傳統式與非傳統式兩類:
傳統式切削加工: 在加工機械裝上比工件硬度高出很多之刀具,切除工件多餘的材料,以獲得所需
的形狀與尺寸精度。常見之傳統切削加工方式如下:
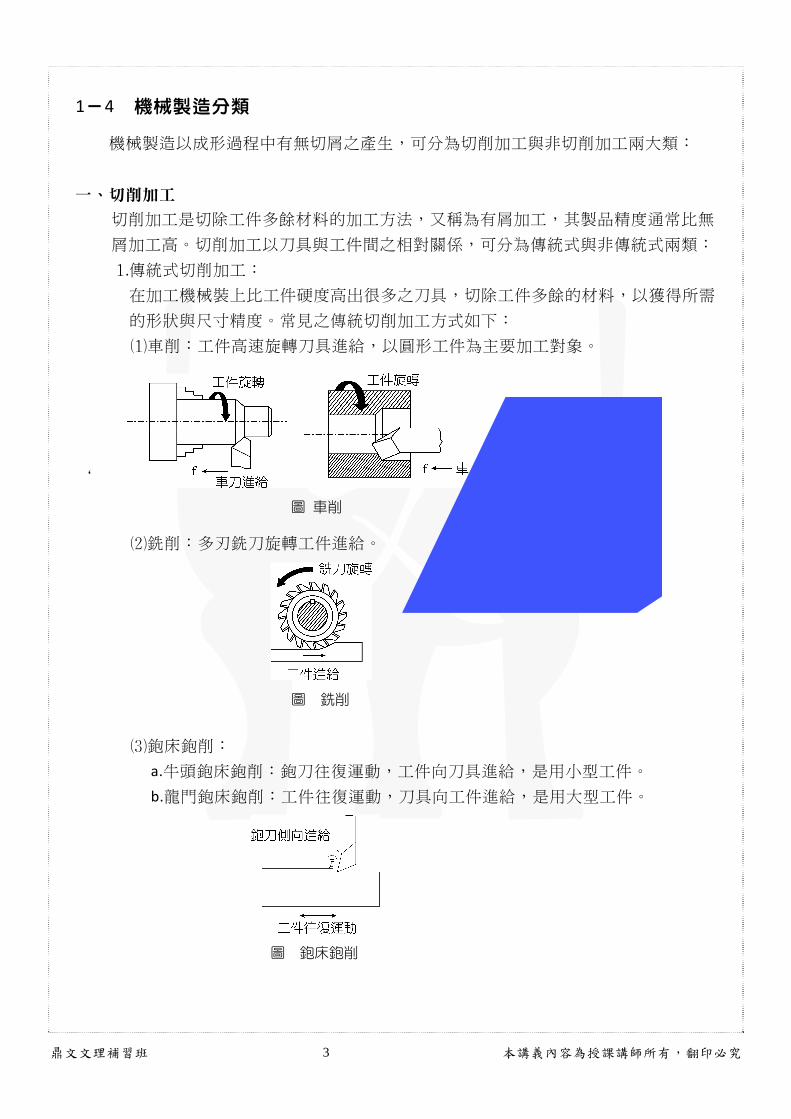
車削:工件高速旋轉刀具進給,以圓形工件為主要加工對象。
‘
銑削:多刃銑刀旋轉工件進給。
鉋床鉋削: a.牛頭鉋床鉋削:鉋刀往復運動,工件向刀具進給,是用小型工件。
b.龍門鉋床鉋削:工件往復運動,刀具向工件進給,是用大型工件。
圖 車削
圖 銑削
圖 鉋床鉋削
鼎文公職 試閱講義
鼎文文理補習班 4 本講義內容為授課講師所有,翻印必究
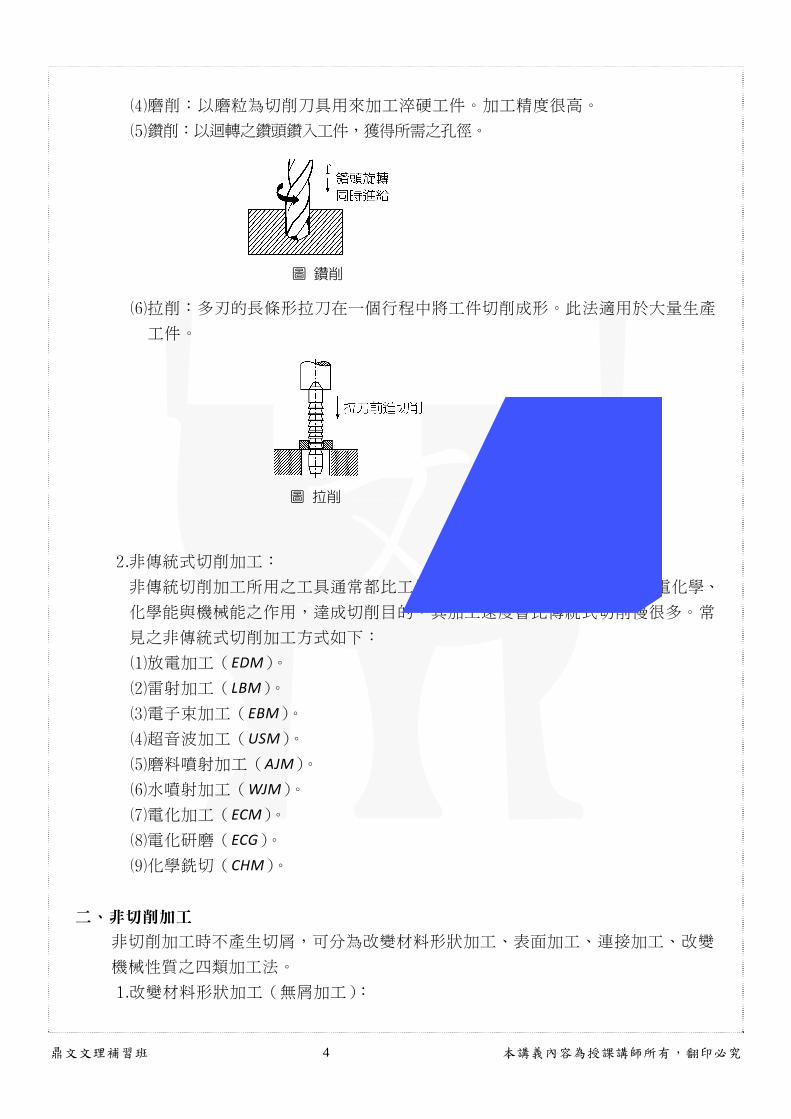
磨削:以磨粒為切削刀具用來加工淬硬工件。加工精度很高。 鑽削:以迴轉之鑽頭鑽入工件,獲得所需之孔徑。
拉削:多刃的長條形拉刀在一個行程中將工件切削成形。此法適用於大量生產
工件。
非傳統式切削加工: 非傳統切削加工所用之工具通常都比工件軟,藉著加工時的能量如熱能、電化學、
化學能與機械能之作用,達成切削目的,其加工速度會比傳統式切削慢很多。常
見之非傳統式切削加工方式如下:
放電加工(EDM)。 雷射加工(LBM)。
電子束加工(EBM)。 超音波加工(USM)。
磨料噴射加工(AJM)。 水噴射加工(WJM)。
電化加工(ECM)。 電化研磨(ECG)。
化學銑切(CHM)。
二、非切削加工 非切削加工時不產生切屑,可分為改變材料形狀加工、表面加工、連接加工、改變
機械性質之四類加工法。 改變材料形狀加工(無屑加工):
圖 鑽削
圖 拉削…………. 鼎文公職
試閱講義
鼎文文理補習班 5 本講義內容為授課講師所有,翻印必究
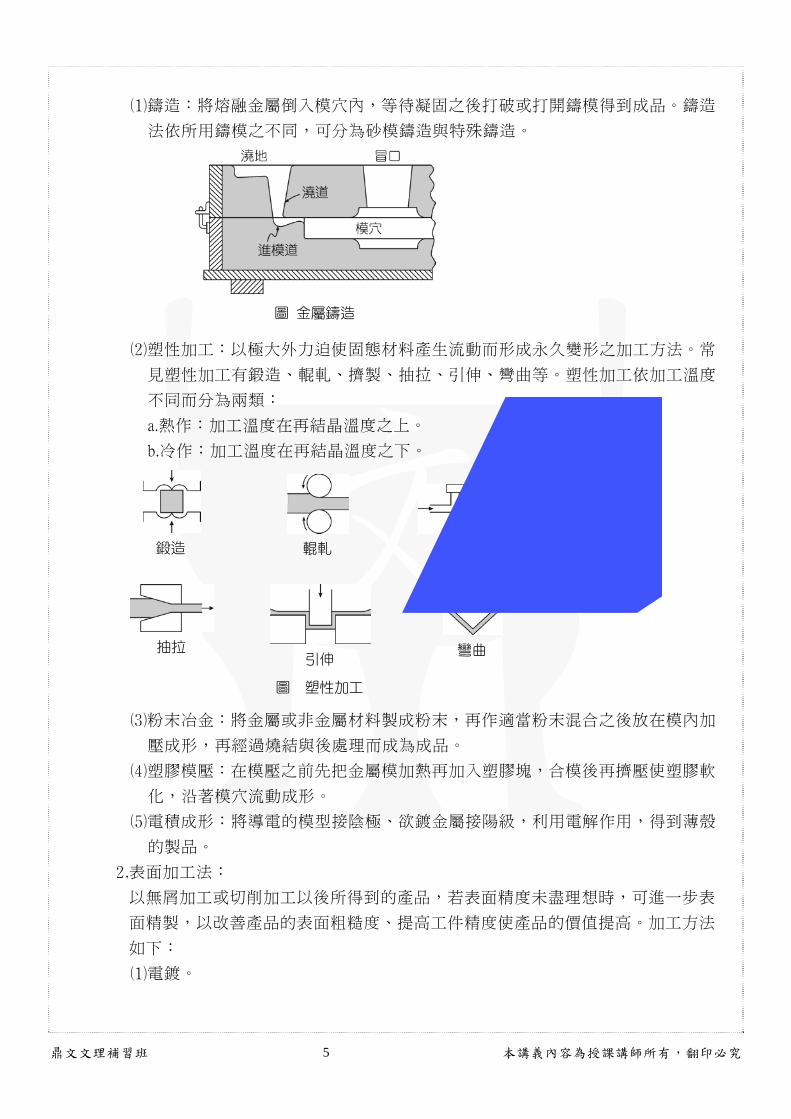
鑄造:將熔融金屬倒入模穴內,等待凝固之後打破或打開鑄模得到成品。鑄造
法依所用鑄模之不同,可分為砂模鑄造與特殊鑄造。
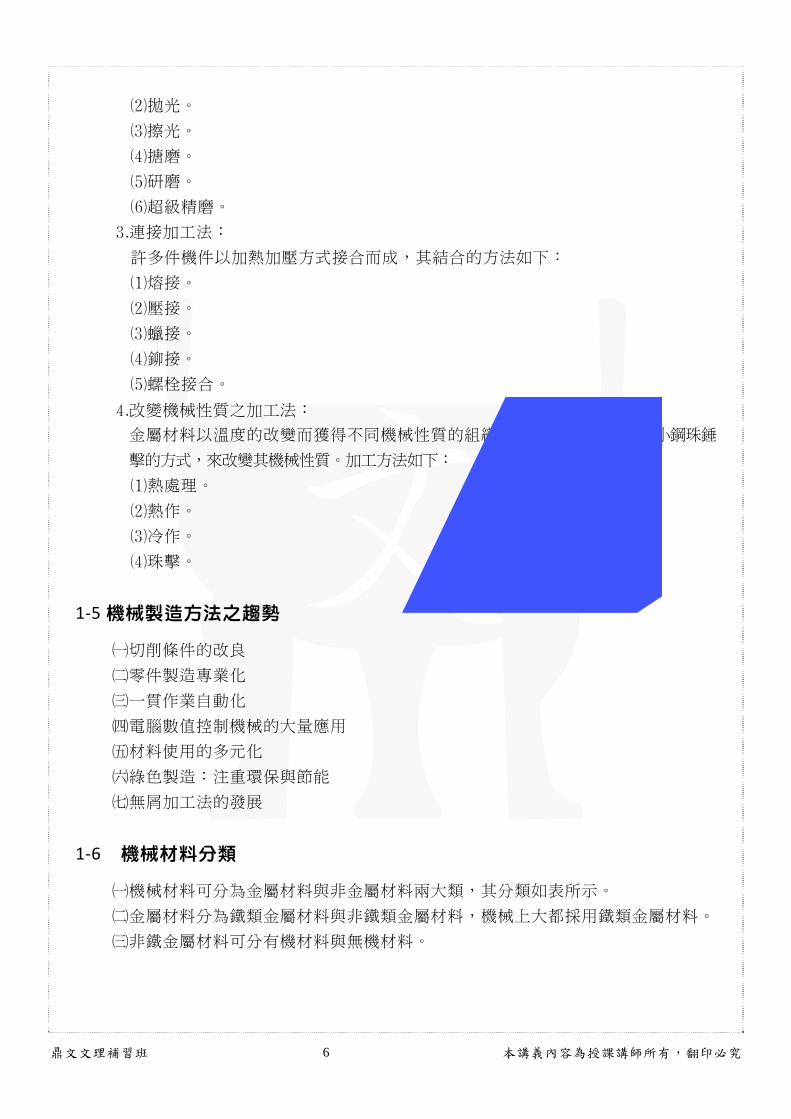
塑性加工:以極大外力迫使固態材料產生流動而形成永久變形之加工方法。常
見塑性加工有鍛造、輥軋、擠製、抽拉、引伸、彎曲等。塑性加工依加工溫度
不同而分為兩類:
a.熱作:加工溫度在再結晶溫度之上。
b.冷作:加工溫度在再結晶溫度之下。
粉末冶金:將金屬或非金屬材料製成粉末,再作適當粉末混合之後放在模內加
壓成形,再經過燒結與後處理而成為成品。 塑膠模壓:在模壓之前先把金屬模加熱再加入塑膠塊,合模後再擠壓使塑膠軟
化,沿著模穴流動成形。 電積成形:將導電的模型接陰極、欲鍍金屬接陽級,利用電解作用,得到薄殼
的製品。 表面加工法:
以無屑加工或切削加工以後所得到的產品,若表面精度未盡理想時,可進一步表
面精製,以改善產品的表面粗糙度、提高工件精度使產品的價值提高。加工方法
如下:
電鍍。
圖 金屬鑄造
鍛造
擠製
引伸
圖 塑性加工
彎曲
抽拉
輥軋 鼎文公職
試閱講義
鼎文文理補習班 6 本講義內容為授課講師所有,翻印必究
拋光。 擦光。
搪磨。 研磨。
超級精磨。 連接加工法:
許多件機件以加熱加壓方式接合而成,其結合的方法如下: 熔接。
壓接。 蠟接。
鉚接。 螺栓接合。
改變機械性質之加工法: 金屬材料以溫度的改變而獲得不同機械性質的組織,或利用外力來加壓、小鋼珠錘
擊的方式,來改變其機械性質。加工方法如下: 熱處理。
熱作。 冷作。
珠擊。
1-5 機械製造方法之趨勢
切削條件的改良
零件製造專業化 一貫作業自動化
電腦數值控制機械的大量應用 材料使用的多元化
綠色製造:注重環保與節能 無屑加工法的發展
1-6 機械材料分類
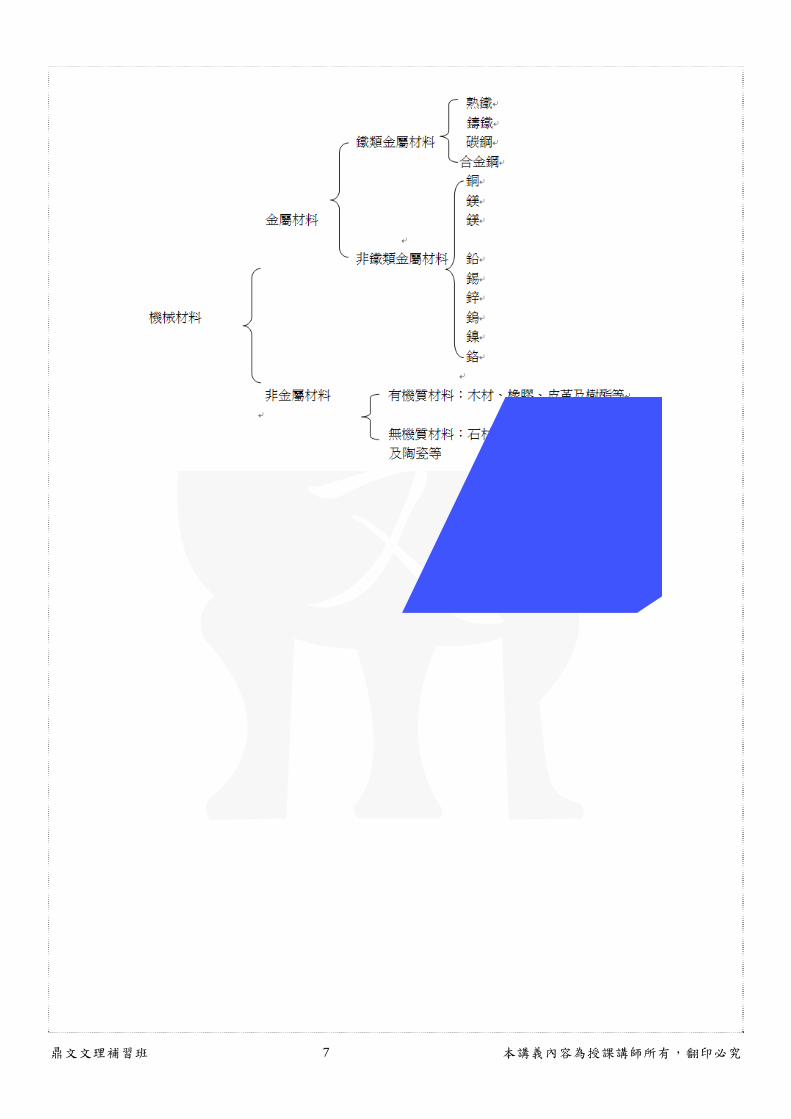
機械材料可分為金屬材料與非金屬材料兩大類,其分類如表所示。
金屬材料分為鐵類金屬材料與非鐵類金屬材料,機械上大都採用鐵類金屬材料。 非鐵金屬材料可分有機材料與無機材料。
鼎文公職 試閱講義
鼎文文理補習班 7 本講義內容為授課講師所有,翻印必究
鼎文公職 試閱講義
鼎文文理補習班 8 本講義內容為授課講師所有,翻印必究
精 選 試 題
( B ) 下列哪一種加工方法,不能改變工件材料內部之機械性質? (A)熱處理
(heat treatment) (B)拋光(polishing) (C)擠製(extrusion) (D)
鍛造(forging)。 ( D ) 金屬材料於製造過程中,使用熱處理加工法之主要目的為 (A)改變材料
的形狀 (B)改善產品的表面粗糙度 (C)結合材料 (D)改變材料
的機械性質。 ( C ) 下列何種加工屬於表面加工法? (A)輪磨 (B)搪削 (C)噴砂 (D)
全部皆是。 ( B ) 下列何者屬於傳統式切削加工法? (A)鍛造 (B)鑽削 (C)擠製
(D)放電加工。 ( B ) 下列哪一種屬於改變材料物理和機械性質的加工方法? (A)車削 (B)
冷作 (C)鉚接 (D)雷射光加工。 ( A ) 傳統機械切削加工法中,下列何者不是刀具旋轉加工者? (A)車削 (B)
輪磨 (C)銑切 (D)鑽削。 ( D ) 下列何者加工法屬於無屑加工? (A)超音波加工 (B)銑切 (C)
輪磨 (D)抽拉。 ( C ) 下列何種加工是屬於機件結合方法? (A)研磨 (B)抽製 (C)硬
銲 (D)滲鋅處理。 ( D ) 下列哪一種加工處理,可以使鋼材軟化? (A)淬火 (B)回火 (C)
珠擊法 (D)退火。 ( A ) 下列哪一種加工方法,屬於無屑加工法? (A)輥軋成形 (B)輪磨 (C)
鉸牙 (D)雷射切割。 ( A ) 下列哪一種加工法屬於無屑加工? (A)珠擊法 (B)雷射切割 (C)
超音波加工 (D)放電加工。 ( D ) 下列何者不是現代機械製造的趨勢? (A)切削刀具的改良 (B)無屑
加工法的採用 (C)數值控制機械的應用 (D)半自動機器的大量生產。 ( C ) 彈性製造系統簡稱為 (A)C.N.C (B)C.I.M (C)F.M.S (D)C.A.M。 ( C ) 下列何者為非傳統切削加工? (A)車削 (B)銑削 (C)雷射切削
(D)鑽削。 ( C ) 以下何種加工方法,可以改變金屬材料的機械性質? (A)龍門鉋削 (B)
電腦數值控制切削 (C)熱作加工 (D)磨粒拋光加工。
鼎文公職 試閱講義





























