Embed Size (px)
Citation preview

Manufacturing vaccines for first-in-man clinical trials in an academic GMP
facility
Fred Porter PhDDuke Human Vaccine Institute
Envelope Manufacturing WorkshopRockville, MDJuly 20, 2017

Introduction
• Manufacturing has been a roadblock to testing new HIV vaccine candidates– Long development timelines and program delays– Costs limit the number of Phase I first-in-man studies
• To date, new vaccine candidates have been manufactured by CMOs or Industrial vaccine manufacturers with a commercialization focus
• DHVI has assembled vaccine development and GMP manufacturing team to streamline Phase I vaccine production
2

Outline
• DHVI GMP organization• GMP Facilities• Development Approach: M5 gp120• Conclusions/Acknowledgements
3

Outline
• DHVI GMP organization
4

DHVI GMP OrganizationAn integrated and flexible team structure
Thomas DennyDHVI COO
Bart HaynesCHAVI-ID PI
DHVI Director
Geeta SwamyAssoc. Dean,
Regulatory Oversight & Research Inititavies
Munir AlamDirector of DHVI Protein
Purification and Antigenicity Characterization Amanda Parrish
Director, Quality /Regulatory Program
Daniel TonkinRegulatory Affairs
Scientist
James PeacockMgr, Upstream Mfg
Process Development
Ana Sanchez and Anna Fincher
DGP Program Management
Dan OzakiDuke GMP Facility Quality Manager
Duke University School of Medicine
Fred PorterSenior Director of
Product Development
Shauna Anderson & Open
QA Project Coordinators
Matt Tyson& Sravya KompalliGMP Downstream
Team
Kara AnastiAnalytics Team
Amy CaparoniGMP Operations
Manager
Michael Guerrero& George Barrett
GMP Upstream Team
Seth ThomasMgr, Downstream
Mfg Process Development
Diana MartikMgr, Mfg. Analytics
Team
David Milam James Baldwin
Jill WhitleyGMP Analytical
Team
Marcella Sarzotti-Kelsoe Director, QADVIP
Quality Leadership Team
Tony Moody, Chip Walter, and Geeta Swamy
Duke Clinical Vaccine Unit (DCVU)
HVTN Site
Kent WeinholdDirector, Duke Division
of Surgical Sciences
DCVU Clinical Staff6 Lead Coordinators
10 Clinical Research Staff3 Program Managers
Jae-Sung YuResearch Scientist
Cell Line Dev.
Maureen MaughanProduct
Development Leader.
Meghan SnareGMP Ops.Team
Technical Team20 team membersQuality/Regulatory Team
6 Team members
Clinical Unitand HVTN site
5

Development Team
Manufacturing Campaign Team
Discovery
ScientistScientistScientist
Cell culture Development
ScientistEngineerEngineer
Purification Development
Scientist EngineerScientist
Analytical Development
ScientistAnalystAnalyst
GMP Operations
Ops LeadEngineerEngineer
Development and GMP Matrix TeamsEliminate knowledge gaps through end to end involvement
6

Phase Appropriate Quality Systems• In compliance with FDA regulations• Designed with flexibility to suit phase I clinical
manufacturing needs
Quality Management Components of DGP QSU
ICH Q7 FDA Phase 1 CGMP
21 CFR Parts 210 and 211
7

Outline
• DHVI GMP organization• GMP Facilities
8

DHVI GMP Facilities• Dedicated labs for process development (10ml-50L scale)
– Cell Line Development– Cell Culture Development– Purification Development
• Analytical/ QC laboratory– Laboratory equipped for release testing and characterization of vaccine
products– UPLC, HPLC, ELISA, CE, SPR, BLI, Microfluidics (lab on-a-chip) and
molecular sizing instrumentation
• Clinical Manufacturing Suite– Fully commissioned facility with state of-the-art single use manufacturing
equipment– Flexible facility equipped for mammalian cell culture projects– 50L / 200L scale production capacity
• Support from research laboratories as needed9

DHVI GMP FacilitiesCell Culture Suite
10

DHVI GMP FacilitiesPurification Suite
11

DHVI GMP FacilitiesFinal Bulk Fill Suite
12

DHVI GMP FacilitiesManufacturing Support Area
13

DHVI GMP FacilitiesAnalytical Laboratory
14

Coming soon: 2nd GMP Facility 4.9 M USD NIH grant awarded
• Increased capability and flexibility (proteins immunogens, mRNAs, others platforms)
• Completion date: 2019 15

Outline
• DHVI GMP organization• GMP Facilities• Development Approach: M5 gp120
16

DHVI Development Approach • Focus on product
understanding and safety for Phase I
• Set manufacturing strategies to simplify clinical trial material delivery
• Accelerate development using standardized Envproduction platforms
• Leverage DHVI scientific expertise
Characterize vaccine products and processes. Limited focus on scale-up and
formulation
Define minimum targets to meet clinical objectives. Short GMP campaigns and stability programs. Limit use of CMO to
strategic partnerships
Build simple and efficient processes to reach project goals and shorten time to
clinic
Monitor critical immune epitopes from early development through product
release
17

• Set “Minimum-go” targets for development
• Minimum quantity/quality to enable clinical testing
Performance Criteria
“go”Target
Upstream titer >40mg/L
purification yield > 25%
Drug Substance 2 g
Purity Target >95%
Vials 1,000
EnvSeq-2 vaccine immunogenM5 gp120
• Our first product is CH505 M5 gp120, the priming immunogen of the EnvSeq-2vaccine. (Bonsignori M, KorberB, et al. Cell 165: 449, 2016)
• CH505 M5 gp120 is the best Env of ~ 100 tested for binding to the UCA of the CH235
• Phase I dose : 300 µg with GLA-SE (TLR-4 agonist)
18

Cell Line DevelopmentExpression Vector Design
• pOptiVEC expression vector− CMV promoter driven
bicistronic ORF− IRES driven expression of
DHFR
• Utilize CHO DG44 master cell bank produced by Charles River
• Evaluated 3 different leader sequences− M5 (wild-type envelope)− CD5− tPA
19

Cell Line DevelopmentStable Pools for Product Expression
DNA Transfection and
HT- selection(~1 month)
Methotrexate amplification
(0.25- 1 uM MTX )(~1 month)
Methotrexate amplification(1-2 uM MTX)
(~1 month)
• Stable pools were derived through a three-round selection strategy
• 6 pools (3 each leader sequence, 2 selection strategies each)
• Stability was evaluated over 30 PDL based on: viability, doubling time and Env expression
• Selected pools had <20% change in Env expression
20

Cell Line DevelopmentProductivity assessment
• An 8-day batch culture evaluation
• CHO pool tPA 1.0+ 2.0 MTX produced the highest titers of approx. 70 mg/L of M5 gp120 with good cell growth properties.
• CHP pool tPA + 1µm /2 µm MTX was selected for MCB production.
• MCB produced by BioReliance
21

Cell Culture Process Development
• Cell culture process design focused on:– Simple and robust scale up to meet
productivity targets– Ease of implementation in the DHVI GMP
facility– Chemically defined, animal component free
process– Simplicity to facilitate future tech transfer
22

Cell Culture Process
Chemically defined, animal
component free media with
single nutrient feed
Gibco CD OptiCHO media
Feed :Efficient Feed A+ (3x conc.)
Daily feed 1.5 % of initial working
volume, days 4 through 12
Glucose supplementation via feed
6 mM Glutamine bolus Day 0
Inoculation VCD:
0.5x106 viable cells/mL
Temperature: 37°C no temp shift
pH setpoint: 6.95 ± 0.1
Control at upper deadband with CO2
Control at lower deadband with 1M sodium carbonate
DO setpoint: 30%
23

Aeration strategy: Control at setpoint (30%) with
Air and O2
Agitation Agitation setpoint
Determined by desired kLa range (10 – 15) P/V ≤ 100 W/m3
Use kLa & P/V data to scale
Cell Culture Process Control and Scale up
2 L
10 L
50 L
24

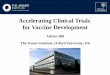
Process Data – M5 Consistency Run
• Process consistency demonstration at small scale using the M5 cell pool MCB
• 2x 2L Sartorius single use bioreactor
• 1x 10L glass (5x scale up)
25

Process Data – M5 Consistency Run
26

Process Data – M5 Consistency Run
14 day peak titers from M5 CHO cell pools >400 mg/L
27

Final M5 Cell Culture Process
Vial thaw (Passage 0)125 mL shake flask
25 mL working volume
Passage 11 mL shake flask
150 mL working volume
Passage 22 x 2 L shake flask
500 mL working volume per flask
Passage 3 (n-1)3 x 5 L shake flask
2500 mL working volume per flask
4 days
3 days
3 days
3 days
50 L BRX (n)40 L initial
working volume
14 days
Incubator Setpoints Temperature: 37°C CO2: 8 % Agitation: 120 rpm Humidity: 80%
Productivity: ~20g expected from a 50L GMP run
28

Final M5 Cell Culture Process – Harvest and Depth Filtration
50 L BRX (n)
X0HC2 x 0.11 m2
D0HC1 x 0.55 m2
1° Downstream StepViral inactivation
Culture harvested on Production Day14
Depth filtration via Millistak+ PodsProcess flux 100 to 200 LMH
29

Purification Process Development
• Purification process design focused on:– Step design to preserve activity and facilitate
efficient contaminant removal (HCP, DNA, viruses)
– Achieve yield target ( >25%)– Ease of implementation in the DHVI GMP
single use facility– Simplicity to facilitate future tech transfer
30

M5 gp120 purification processInitial Observations
• An initial evaluation was conducted on M5 purified from the CHO RCB
• Low dimer content <5%• M5 instability at low pH (≤5.0) at room temperature• Informed process design
Intermediate Hold Stability (Room Temp)
M5
pH 5.0 Intermediate Hold Stability CH106 Binding: BLI
Time (sec)
nm
0 100 200 300 400 500 600 700 800 9000
0.1
0.2
24hr RT
72hr RT
31

Capto DeVirS Capture
CHT Intermediate(pH 7.2)
Capto Adhere Polishing (pH 7.2)
Viresolve Pro
TangenX UFDF
0.22uM FiltrationBulk Drug Substance
Triton X-100 Viral Inactivation
M5 Process (7 steps)
Process Yield: >50%
pH 7.2
Load pH 6.0Elute pH 7.2
-Avoid low pH instability-Increase Yield
-Reduce complexity and buffer consumption
-Utilize orthogonal purification approaches
-Minimize number of steps-Avoid low pH instability
-Implement Single Use
-Increase Yield-Reduce Complexity
Final M5 purification process
32

Purification process performance
Step Yield Dev Run 5 ConsistencyRun Assay
ViralInactivation /
Capture75% 56% RP-UPLC
Intermediate 116% 104% RP-UPLC
Polishing 93% 91% RP-UPLC
Nanofiltration 97% 95% A280
UFDF 95% 97% A280Overall Process
Yield56% 52% RPUPLC
A280
• Overall Process Productivity– 0.17g M5 DS / L Clarified
Harvest (Dev Run 5) – 0.18g M5 DS / L Clarified
Harvest (Consistency Run)
• ~8.5 g of bulk drug substance at 50L scale
33

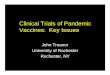
Development Lot Drug Substance SDS-PAGE comparison
250kD150kD100kD75kD
50kD
37kD
25kD20kD15kD
10kD
250kD150kD100kD75kD
50kD
37kD
25kD20kD15kD
10kD
1 2 3 4 5 6 7 1 2 3 4 5 6 7
Lane Upstream Source1 Marker2 Dev Run 2 – Shake
Flask3 Dev Run 3 – 10L4 Dev Run 4 – 2L5 Dev Run 5 – 2L 6 Consistency Run –
10L7 Marker
Gel: Novex NuPage BisTris 4-12%Marker: BioRad Precision Plus UnstainedLoading: 3ug M5 / well
Non-Reduced Reduced
34

Characterization of M5 Drug Substance from Development LotsMethod Proposed
Acceptance Criteria/Spec.
R&D LotDevelopment #4 Development #5 Consistency Run :
10L
pH 6.3-6.7 6.53 6.54 6.48
RP-UPLC ≥95% product peak 97.5% 98.6% 97.9%
SEC-UPLC ≥95% monomer 97.5% 99.1% 98.0%
SDS-PAGE Reduced/NR
Comparable to reference standard
Comparable to reference standard
Comparable to reference standard
Comparable to reference standard
Absorption 280 nm 1.0 – 1.4 mg/mL 1.36 mg/mL 1.02 mg/mL 1.0 mg/mL
Antibody binding (SPR)1.CH235 UCA2. CH235 Intermediate I.4
Comparable to reference standard
CH235 UCA: KD = 1.24 µM
CH235 I.4: KD = 1.39 µM
CH235 UCA: KD = 1.67 µM
CH235 I.4: KD = 6.10 µM
Pending
Residual HCPELISA (Cygnus 1st
gen kit)
TBD: based on process
performance
1.8 µg/mg 2.9 µg/mg 11.6 µg/mg
HC DNA <10 ng/ dose < 2.76 pg/dose 2.31 pg/dose Pending

Analytical Characterization: Purity AU
0.00
0.20
0.40
0.60
0.80
1.00
1.20
1.40
1.60
1.80
2.00
2.20
2.40
Minutes2.60 2.65 2.70 2.75 2.80 2.85 2.90 2.95 3.00 3.05 3.10 3.15 3.20 3.25 3.30 3.35 3.40 3.45 3.50 3.55 3.60 3.65 3.70 3.75 3.80 3.85 3.90 3.95 4.00 4.05 4.10 4.15 4.20 4.25 4.30 4.35 4.40 4.45 4.50 4.55 4.60
Consistency RunDev Run #4Dev Run #5
RP-UPLC
AU
0.00
0.10
0.20
0.30
0.40
0.50
0.60
0.70
0.80
0.90
1.00
1.10
1.20
Minutes0.20 0.40 0.60 0.80 1.00 1.20 1.40 1.60 1.80 2.00 2.20 2.40 2.60 2.80 3.00 3.20 3.40 3.60 3.80 4.00 4.20 4.40 4.60 4.80 5.00 5.20 5.40 5.60 5.80 6.00 6.20 6.40 6.60 6.80 7.00
Consistency RunDev Run #5
SEC-UPLC
Purity Range:97.5 – 98.6%
Purity Range:97.5 – 99.1%
36

Next Steps• 50L demo run underway to confirm scale up
parameters• Preparations for engineering run in August• DAIDS Audit in September• GMP lot planned for October
37

Outline
• DHVI GMP organization• GMP Facilities• Development Approach: M5 gp120• Conclusions/Acknowledgements
38

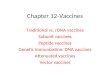
DHVI Development Timeline Versus Industry Standard: Potential Time Savings to Phase I
2018Today
Sep Nov Jan Mar May Jul Sep Nov Jan Mar May Jul2016 2017 2018
Sep 1 - Dec 31 Cell Line DevelopmentJan 1 - Jun 30 Process Development
Jul 1 - Oct 1 Tech TransferOct 1 - Nov 30 GMP Drug Substance
Nov 30 - Jan 1 Release TestingJan 15 - Jan 30 GMP Drug Product
Jan 30 - Mar 15 Release TestingSep 1 - Mar 1 Cell Line Development
Mar 1 - Sep 1 Process DevelopmentSep 1 - Dec 1 Tech Transfer
Dec 1 - Mar 1 GMP Drug SubstanceMar 1 - May 15 Release Testing
May 15 - May 30 GMP Drug Product
May 30 - Aug 30 Release Testing
6 months difference
DHVI
Industry Standard
39

Conclusions• DHVI has assembled a team focused on delivery of vaccine
products for Phase I
• We are have established state of the art equipment and facilities to develop vaccine candidates based on cell culture expression and other vaccine technologies
• We applied a phase-specific approach to development of M5 gp120
• Simplified approaches to cell line, upstream and downstream development were successfully applied with support of key analytical tools
• We are continuing to refine these approaches to shorten timelines for clinical trial material delivery
40

Our Team, Partners and Support• Bart Haynes• Munir Alam• Scott Alderman• Richard Scearce• Jadrien Hill
• Kurt Last (Working Buildings)
• Shawn Geisel (Working Buildings)
• NIAID: VTRB group
• Carl Dieffenbach• Mary Marovich• Stuart Shapiro• Mike Pensiero
41

AcknowledgementsSupported by:• National Institute of Allergy and Infectious Diseases (NIAID)• National Institutes of Health (NIH)• Division of AIDS (DAIDS)• U.S. Department of Health and Human Services (HHS)• Duke University School of Medicine
Duke Center for HIV/AIDS Vaccine Immunology and Immunogen Discovery (CHAVI-ID) #UM1-AI100645
HIV/AIDS Vaccine Facility (C06) #1C06OD023830
42