Embed Size (px)
Citation preview

1
Universidade Federal de Alfenas – UNIFAL-MG
Engenharia Química
Campus Poços de Caldas
FLÁVIO FRANCISCO RIBEIRO
MAPEAMENTO DO FLUXO DE VALOR EM UMA
EMPRESA DO SETOR QUÍMICO
Poços de Caldas
2015
2
FLÁVIO FRANCISCO RIBEIRO
MAPEAMENTO DO FLUXO DE VALOR EM UMA
EMPRESA DO SETOR QUÍMICO
Poços de Caldas
2015
Trabalho de Conclusão de Curso
apresentado como requisito para a
graduação em Engenharia Química da
Universidade Federal de Alfenas,
campus Poços de Caldas.
Orientador: Prof. Dr. Maicon Gouvêa de
Oliveira.
4
M484m Ribeiro , Flávio Francisco . Mapeamento do fluxo de valor em uma empresa do setor químico./ Flávio Francisco
Ribeiro; Orientação de Maicon Gouvêa de Oliveira. Poços de Caldas: 2015. 30fls.: il.; 30 cm.
Inclui bibliografias: f. 30
Trabalho de Conclusão de Curso (Graduação em Engenharia Química ) –
Universidade Federal de Alfenas– Campus de Poços de Caldas, MG.
1. Produção Enxuta. 2. Fluxo de valor. 3. Lean Thinking I . Oliveira, Maicon Gouvêa de(orient.). II. Universidade Federal de Alfenas – Unifal. III. Título.
5
AGRADECIMENTOS
À Universidade Federal de Alfenas campus Poços de Caldas, seus
funcionários e todos os envolvidos direta e indiretamente em minha jornada,
obrigado por todas as oportunidades dadas.
À minha família pelo suporte e compreensão em todas as horas.
Ao Prof. Dr. Maicon Gouvêa de Oliveira, pela paciência e disponibilidade em
todas as horas necessárias, pelo conhecimento transmitido e confiança depositada
em mim.
6
RESUMO
Devido à grande internacionalização das empresas e seus produtos, cada dia
mais se torna necessário um planejamento e controle dos gastos de produção. Logo
após a Segunda Guerra Mundial surgiu no Japão um modo de organização que viria
a revolucionar o mercado, o Sistema Toyota de Produção ou Produção Enxuta. Esta
filosofia de produção mudou drasticamente o modo de administração das indústrias
convencionais, porém o setor químico tem uma difícil adaptação a tal filosofia já que
certa parte de seus processos de produção é empurrado. Várias ferramentas foram
desenvolvidas para auxiliar os gestores a perceber onde estão alguns desperdícios
em seus setores de trabalho, como o Mapeamento do Fluxo de Valor, que descreve
todas as etapas de um processo, mesmo esses agregando valor ao produto final ou
não. Escolheram-se as empresas do setor químico como alvo do estudo por estas
terem como um dos seus processos alguma etapa de funcionamento ininterrupto,
como fornos e caldeiras. O objetivo deste trabalho foi verificar a funcionalidade da
ferramenta Mapeamento de Fluxo de Valor em empresas deste tipo. Assim foi feito
um estudo de caso em uma empresa do setor cerâmico, onde se mapeou os
processos principais e dependentes pelos quais uma família de produtos é
submetida. Construiu-se o Fluxo de Valor atual, onde se pode observar os diferentes
tempos e etapas pelas quais as matérias primas passam, além de se constatar que
há uma etapa paralela de construção de componentes, que posteriormente
convergem e integram a produção desta família de produtos nesta indústria. O
resultado deste trabalho foi considerado satisfatório, detalhando bem o processo
como um todo, tomadas as devidas ressalvas.
7
SUMÁRIO
1. Introdução ............................................................................................................................................ 8
2. Revisão Bibliográfica ............................................................................................................................. 9
2.1. Produção Enxuta ..................................................................................................................... 9
2.2. Mapeamento do Fluxo de Valor ............................................................................................ 13
2.3. Escolha de uma Família de Produtos ................................................................................... 14
2.4. Utilizando a Ferramenta do Fluxo de Valor ........................................................................... 14
3. Metodologia ........................................................................................................................................... 15
4. Resultados .......................................................................................................................................... 17
4.1 Fluxo de Valor Atual .............................................................................................................. 18
4.1.1 Beneficiamento da Matéria Prima ......................................................................................... 20
4.1.2 Produção Principal ................................................................................................................ 22
4.1.3 Produção do Molde de Prensagem ....................................................................................... 24
5. Considerações Finais ........................................................................................................................... 29
6. Referências Bibliográficas ................................................................................................................... 31
8
1. Introdução
No Japão pós Segunda Guerra Mundial, uma fábrica de automóveis se
destacava por produzir carros em massa que possuíam ótima qualidade e baixos
custos de produção. Estava sendo ali empregada a produção enxuta.
O principal ponto deste modelo de gestão é eliminar as fontes de desperdício,
que afetam diretamente os custos e o tempo de produção. Basicamente são 7 fontes
de desperdício: defeitos, superprodução, espera, transporte, excesso de
movimentação, processamento inapropriado e estoque. Tais desperdícios podem
abranger outros fatores além dos aqui citados, dependendo da filosofia da empresa.
(LIKER, 2004).
Uma ferramenta importante para melhorar a produtividade e reduzir os custos
de produção é o Mapeamento do Fluxo de Valor, que nada mais é do que a
esquematização de todos os processos da empresa, que agregam valor ou não,
para a otimização daqueles processos mais importantes e vitais e a eliminação de
partes não essenciais ou eliminação de desperdícios.
Usualmente em empresas do setor químico possuem alguns de seus
processos ditados pelo sistema de produção empurrado, onde o produto é fabricado
independente de sua demanda. Tal necessidade se dá devido ao maquinário
empregado, como destiladores, fornos e caldeiras, que demandam altíssimos
valores energéticos para entrarem em funcionamento, e que uma vez iniciado, para-
lo ou diminuir sua vazão real traria grandes perdas energéticas e assim, prejuízo
para a indústria.
As indústrias da área química sempre formaram um dos alicerces do mundo
contemporâneo, fornecendo a matéria prima para as novas tecnologias que vêm
surgindo. No ano de 2012, aproximadamente cinco trilhões de dólares foram
movimentados por tal segmento no mundo, sendo que no Brasil este valor é de
aproximadamente 157 bilhões de dólares, representando assim o quarto maior setor
industrial brasileiro com em média 2,5% do PIB nacional (ABIQUIM, 2012).
Tal segmento vem sofrendo com a crise internacional dos últimos anos, e

9
também com a explosiva alta das importações de produtos químicos, além do lento
crescimento de suas exportações, sendo o déficit de 28,1 bilhões de dólares em
2012, o que torna ainda mais importantes novos estudos e medidas para a sua
evolução e competitividade internacional.
Portanto, o objetivo deste trabalho é aplicar a ferramenta de Mapeamento do
Fluxo de Valor em uma empresa do setor químico a fim de detectar fontes de
desperdício e a principal rota de agregação de valor.
Para tanto, uma revisão sobre os conceitos de produção enxuta é necessário
para um aprofundamento teórico nesta área, buscando entender melhor os seus
princípios, o funcionamento de uma família de produtos, e o Mapeamento do Fluxo
de Valor em si.
2. Revisão Bibliográfica
2.1. Produção Enxuta
Em meados dos anos 80, a Toyota teve atenção mundial destacada, onde
ficou claro que esta empresa possuía algo que a diferenciava das demais, haja vista
a qualidade diferenciada de seus produtos e a eficiência de sua produção. Seus
carros duravam mais e requeriam muito menos reparos, e mesmo tendo de pagar os
altos salários dos operários japoneses, seus carros tinham um preço muito
competitivo (LIKER, 2004).
Ainda de acordo com LIKER (2004), a produção em massa tradicional focava
em identificar eficiências locais, onde o produto tem seu valor aumentado, ir a este
equipamento, melhorar ainda mais sua eficiência ou trocar o operador. Tal
abordagem tinha certo efeito localmente, naquele processo em especifico, mas não
na produção como um todo, já que são poucos os processos que efetivamente
agregam valor ao produto final. Sem a produção enxuta, é difícil a visão de que
grandes resultados são obtidos evitando os desperdícios e como elimina-los.
Para isto, houve o emprego de alguns princípios que foram fundamentais para
o sucesso do sistema, 14 deles são fundamentais (LIKER, 2004).
10
• Princípio 1: Basear suas decisões estratégicas em uma filosofia de longo
prazo, mesmo em detrimento de objetivos financeiros imediatos.
Trazer para dentro da indústria a filosofia de produção enxuta, fazer
toda a comunidade empregada seguir um propósito que vem a ser muito maior do
que o simples lucro, mesmo que no primeiro instante o fluxo de dinheiro diminua.
Entender o seu papel dentro da empresa, e trabalhar para poder fazer-se evoluir
juntamente com a indústria.
• Princípio 2: Criação do Mapeamento do Fluxo de Valor para trazer os
problemas à tona.
Fazer o fluxo de valor para saber onde estão os processos que
agregam ou não valor. Tornar este fluxo de material e também de informações o
mais rápido e simples possível, evitando ao máximo pontos de desperdício.
Tornar evidente e deixar à mostra todo o processo da indústria, já que
sem isso, a melhora contínua tanto do processo quanto dos trabalhadores fica
ameaçada.
• Princípio 3: Utilização do sistema puxado para evitar altos estoques.
Entregar o produto ao cliente, quando ele necessitar, como ele
necessitar e no montante que ele precisar. A demanda de produto criada pela
clientela é um dos princípios básicos do Just-in-Time.
Evitar grandes custos de manutenção de estoque, armazenando
pequenas quantidades de material, que serão utilizados apenas quando houver a
necessidade de produção e logo após repostas.
• Princípio 4: Projetar o Mix de Produção.
Apenas um terço de toda a produção enxuta consiste em eliminar o
desperdício. Outra parte importantíssima é a de não sobrecarregar as máquinas nem
os trabalhadores com excesso de serviço. Evitar um grande desnível na ordem de
produção é geralmente um dos principais erros de empresas que estão
implementando a produção enxuta.
• Princípio 5: Construir a cultura de parar a produção para resolver os
problemas, gerando assim qualidade à todo momento.
11
A qualidade do produto vendido é o maior atrativo para fazer o cliente
continuar suas compras e o principal atrativo para novos consumidores. Utilizar-se
dos mais modernos meios para manter a qualidade é de extrema importância.
Ter máquinas que param automaticamente ao detectar um problema,
treinar um time para resolvê-los o mais rápido possível e sistemas visuais de alerta
sobre necessidade de manutenção ou supervisão do maquinário.
A filosofia de parar toda a produção e concentrar esforços para resolver
um problema assim que este aparecer além dos itens acima citados são a peça
chave para manter-se a qualidade em altos padrões.
• Princípio 6: Padronizar todos os passos da produção.
Utilizar-se de sistemas metódicos, bem explicados em todos os setores
para manter o padrão de produção. Utilizar-se do conhecimento adquirido sobre o
processo, aplicando as melhores técnicas utilizadas hoje, para poder melhorá-las
amanhã. O processo de dar ouvidos as dicas de funcionários para melhorias do
processo tem que fazer parte do processo de melhoria contínua como um todo.
• Princípio 7: Utilizar controles visuais para visualizações de problemas.
Ter sinais visuais para mostrar ao pessoal da produção quando o
produto do sistema esta saindo de acordo com as especificações ou se desviando
dela ajudará a controlar a qualidade final do produto. Quanto mais simples e objetivo
este sistema for, mais eficaz este será.
• Princípio 8: Fazer uso de tecnologias consolidadas .
Fazer uso da tecnologia para ajudar os trabalhadores, não para
substituí-los. Novas tecnologias geralmente são muito caras e de difícil
padronização de produção.
• Princípio 9: Tornar líderes pessoas que conhecem profundamente os
processos.
Treinar funcionários internos e torna-los líderes é melhor e mais
produtivo do que contratar novos colaboradores. Pessoas que já estão na empresa,
possuem a filosofia e modo de operar desta consigo, o que torna tudo mais
vantajoso e menos dispendioso.
12
• Princípio 10: Desenvolver times excepcionais que seguem a filosofia da
empresa.
Criar um ambiente onde o esforço pessoal e os valores da companhia
são difundidos. Criar times onde pessoas são devidamente valorizadas e o trabalho
em grupo é difundido trará grandes benefícios à indústria.
• Princípio 11: Ajudar os parceiros de trabalho e fornecedores a crescerem e
se desenvolverem junto com a empresa.
Praticar o bom relacionamento entre clientes, ajudando-os e
desafiando-os a crescer junto é de grande valia. Tratar os empregados da mesma
forma fará da empresa um lugar de cooperação.
• Princípio 12: Resolver o problema pessoalmente e fisicamente.
Ao entrar em contato pessoalmente e fisicamente com o problema,
muitas vezes o resultado será mais simples e prático do que se imagina. Mesmo
gerentes de alto escalão devem ir à fonte dos problema para ter uma visão mais
especifica deste e entendê-lo melhor.
• Princípio 13: Tomar decisões vagarosamente por consenso e considerando
todas as posições, implementá-las rapidamente.
Tomar decisões sem antes estas terem sido vigorosamente estudadas
e pensados todos os pontos positivos e negativos não é recomendado. Deve-se
considerar o maior leque de opções possível, e todas estas arduamente vistas. Uma
vez tomada a decisão, sua implementação deve se dar o mais rápido possível.
• Princípio 14: Tornar-se uma organização inteligente e evolucionária.
Fazer do ambiente de trabalho e processo, algo o mais simples
possível, onde qualquer um possa observar uma falha ou desperdício. Sempre
implementar seções de aprimoramento do sistema (kaizen). Pregar a boa conduta
dos funcionários e fazê-los trabalhar em equipe, sempre evoluindo, acarretará em
uma indústria pensante e sempre em evolução.
13
2.2. Mapeamento do Fluxo de Valor
Os princípios acima mostrados nos revelam que o grande intuito de toda a
filosofia é agregar o máximo de valor, tendo o mínimo de perdas ao produto final.
Porém, para ter uma visão mais ampla do processo como um todo é importante
mapear tanto o fluxo de valor quanto o fluxo de informação necessários para a
produção (ROTHER e SHOOK, 1999).
Outro ponto a ser destacado, é que não apenas o fluxo de material deve ser
mapeado mas também o fluxo de informação. Esse fluxo deve ser tratado com a
mesma importância. Tais fluxos devem combinar-se entre si, de modo que o fluxo de
material só parta para a etapa seguinte, quando o fluxo de informação o pedir.
Fluxo de valor é toda a ação que agregue ou não valor, necessário para a
confecção de um produto, seja este qual for. Para se ter uma visão completa, deve-
se observar o processo de produção por inteiro, desde os fornecedores até o cliente.
Deve-se portanto ter uma visão ampla, considerando todos os processos e as
melhorias desses totalmente, não apenas em um setor ou máquina.
Para fazer o fluxo de valor, é necessário seguir toda a trilha de produção, a
partir do consumidor até os fornecedores. O intuito de todo o fluxo mapeado é de
uma etapa apenas ser solicitada, gerando a informação, após a outra já ter sido
concluída, e o fluxo de material seguir adiante.
Após verificar esta trilha de produção, desenha-se todos os processos e
etapas necessários para a produção atual, com o fluxo de material e de informação,
sendo esse desenho chamado de Estado Atual, e após alguns estudos e sugestões
de melhorias, ter-se-á o chamado Estado Futuro.
Com esse fluxo de valor em mãos, algumas vantagens serão observadas,
como por exemplo:
• Melhor visualização de processos individuais.
• Ajuda a mapear as fontes de desperdício.
• Fornecimento de uma linguagem comum para os processos de manufatura.
14
• Junta conceitos e técnicas enxutas, o que impede a utilização de algumas
técnicas separadamente.
• Relação entre fluxo de valor e fluxo de material intimamente ligada, dando
melhor percepção do processo total.
2.3. Escolha de uma Família de Produtos
É importante começar o mapeamento o fluxo de valor com os principais
produtos comercializados pela empresa, já que nem todos possuem o mesmo fluxo
de vendas. Identificar estes produtos e a sua família, que são os produtos que
passam por processos parecidos e utilizam o mesmo maquinário, é o primeiro passo
a ser dado.
Feita isso, a próxima etapa é articular todas as etapas do fluxo de valor,
integrando-as, pois na maioria das vezes cada setor de produção terá sua própria
visão de fluxo de valor ou agregação deste. Depois, deve-se encontrar uma pessoa
que será a responsável pelo trabalho de tornar o fluxo de valor conciso e funcional.
Tal indivíduo deve ter contato direto com o alto escalão da indústria a fim de ter
poder para fazer as mudanças realmente acontecerem.
2.4. Utilizando a Ferramenta do Fluxo de Valor
Esta ferramenta é muito útil para a empresa. Como se trata de uma forma de
linguagem, para o funcionário como para a alta gerência, deve-se praticar o uso dela
até que sua utilização seja o mais normal e corriqueiro possível.
Tal mapeamento segue um esquema de evolução contínua, como mostrado
na Figura 1.

15
Figura 1: Etapas do Mapeamento do Fluxo de Valor
Observa-se que o desenho do estado futuro está em uma caixa destacada,
mostrando a importância de se ter sempre o objetivo desse desenho.
O mapa do estado atual é construído por meio de informações levantadas no
processo industrial, e no acompanhamento da operação por certo período de tempo.
Nota-se também as setas complementares entre o mapa do estado atual e estado
futuro, já que o estado futuro é pensado depois como uma melhoria do estado atual.
Pontos importantes do processo serão reforçados e partes negligenciadas virão à
tona.
A etapa final é a implementação do novo plano de trabalho, que deverá ser
descrito em uma página, dando as diretrizes da melhora, e como atingi-las.
Enquanto essa etapa é feita já se observa a necessidade de novos passos, que
virão a ser planejados e executados no próximo mapa futuro, tornando assim o
sistema sempre evolucionário e dinâmico.
3. Método
Família de Produtos
Desenho do Estado
Atual
Desenho do Estado
Futuro
Plano de Trabalho
e Implementação

16
Neste trabalho, primeiramente houve uma revisão bibliográfica que abordou
os tópicos mais relevantes na área que abrange o Mapeamento do Fluxo de Valor.
Para um aprofundamento teórico estudou se os princípios da produção enxuta, a
escolha de uma família de produtos além do Mapeamento do Fluxo de Valor e seu
modo de utilização.
Terminada esta etapa, houve uma busca de possíveis casos na região,
buscando empresas que se encaixavam no escopo inicial do projeto, ou seja, firmas
com um de seus processos ininterrupto.
Depois de analisados os possíveis casos, constatou-se á existência de uma
empresa do setor cerâmico onde o trabalho poderia ser realizado. Feito isso, fez-se
contato com esta fábrica, com a qual a parceria deu origem a este trabalho.
Com estas etapas anteriores realizadas, reuniu-se com o diretor industrial.
Neste encontro constatou-se que tal indústria trabalha com a produção sob demanda
e não com produção puxada, na qual a ferramenta de Mapeamento do Fluxo de
Valor é mais bem utilizada. Contudo decidiu-se pelo uso de uma família de produtos
que possui uma saída contínua como rota para o Mapeamento do Fluxo de Valor.
Também viu se a necessidade de mapear o processo de usinagem pelo qual o
molde onde as peças da família são prensadas é feito.
Com a família de produtos conhecida, optou-se por dividir o Fluxo em dois,
sendo o primeiro para os processos em que a família se submete, e outro para a
fabricação do molde onde estes itens serão prensados, já que estas duas etapas se
dão em paralelo. Como não havia ainda nenhum trabalho acerca do mapeamento de
tempos ou produção dos moldes de prensagem, optou-se por mapear a fabricação
do molde desde o seu princípio, observando-se todas as etapas pelas quais este se
submete.
A primeira visita à planta foi feita no dia 29 de abril de 2015, onde com a ajuda
do responsável pela operação de beneficiamento das matérias primas foi possível
saber : numero de funcionários, tempo de ciclo, tempos de set-up ( tempo para
tornar a máquina do processo disponível para trabalho), disponibilidade da máquina
e tamanho do lote de produção para cada um dos processos envolvidos na
fabricação da família de produtos. Importante ressaltar que nesta etapa, alguns dos
dados colhidos dos processos foram obtidos por meio da experiência e know-how
dos funcionários e operadores de cada processo de forma oral, já que a utilização de
tais equipamentos ou processos se dá em apenas alguns dias do processo de
17
produção.
A segunda parte se deu em duas visitas, uma no dia 4 e outra no dia 29 de
maio, esta mais específica na área de usinagem. Assim como na etapa anterior, a
visita foi acompanhada pelos funcionários responsáveis por cada etapa, e mais uma
vez alguns tempos foram tomados de maneira oral, já que várias etapas não
estavam acontecendo no momento da visita e nem aconteceriam num momento
próximo.
Com os tempos e outros dados em mãos, partiu-se para a montagem do
mapeamento do fluxo de valor em si, utilizando-se os padrões de representação
gráfica mostradas no livro ‘Aprendendo a Enxergar’, do Lean Institute Brasil,
mostrado nas referências bibliográficas deste trabalho (ROTHER E SHOOK).
Terminada esta etapa, partiu-se para as análises dos resultados.
4. Resultados
Logo no início, viu se que haveria o problema da empresa não trabalhar com
um fluxo de fabricação contínuo, mas sim sob demanda, o que diverge da aplicação
do Mapeamento do Fluxo de Valor, já que esta ferramenta é usada em fluxos
contínuos de produção. Entretanto, viu-se que havia uma família e produtos que
possuíam uma saída contínua e, portanto, uma produção contínua.
Viu-se também que há claramente duas etapas paralelas, uma de preparo da
matéria prima e outra da produção do molde onde esta peça será prensada.
Dessa forma, optou-se por mapear estes processos separadamente, os
unindo na etapa de prensagem, e todas as etapas da montagem da prensa entraram
como tempo de set-up desta, já que para esta estar apta para a produção o molde
deve estar devidamente produzido e alocado nela.
Outro ponto importante a ser ressaltado é que nesta etapa de usinagem, o
lead time para cada peça de cada molde da família varia, devido ao fato de que cada
molde necessita de diferentes peças e processos para ser fabricado, tendo em
comum apenas as etapas finais de montagem, ajustagem e montagem na prensa.
Deve-se observar também que as matérias primas são utilizadas pela família
estudada bem como por outros itens fabricados por esta empresa, o que faz com
18
que os processos que antecedem a prensagem sejam divididos com a fabricação de
outros produtos. É devido a este fato que o processo principal está representado em
duas etapas, a primeira apenas para o beneficiamento da matéria prima e a segunda
para a etapa da prensagem em si, além de um terceiro que mostra as etapas
necessárias para a montagem do molde de prensagem.
Importante ressaltar que o dia de trabalho é de 8 horas e 40 minutos na
empresa, e os tempos mostrados no Lead Time e Tempo de Produção devem ser
divididos por este valor para mostrarem quantos dias reais de trabalho devem ser
executados para se entregar o pedido.
4.1 Fluxo de Valor Atual
Com as devidas ressalvas mencionadas, os tempos e outras informações
importantes em mãos, foi possível criar o Mapeamento do Fluxo de Valor Atual em
si, que é mostrado na Figura 2.
19
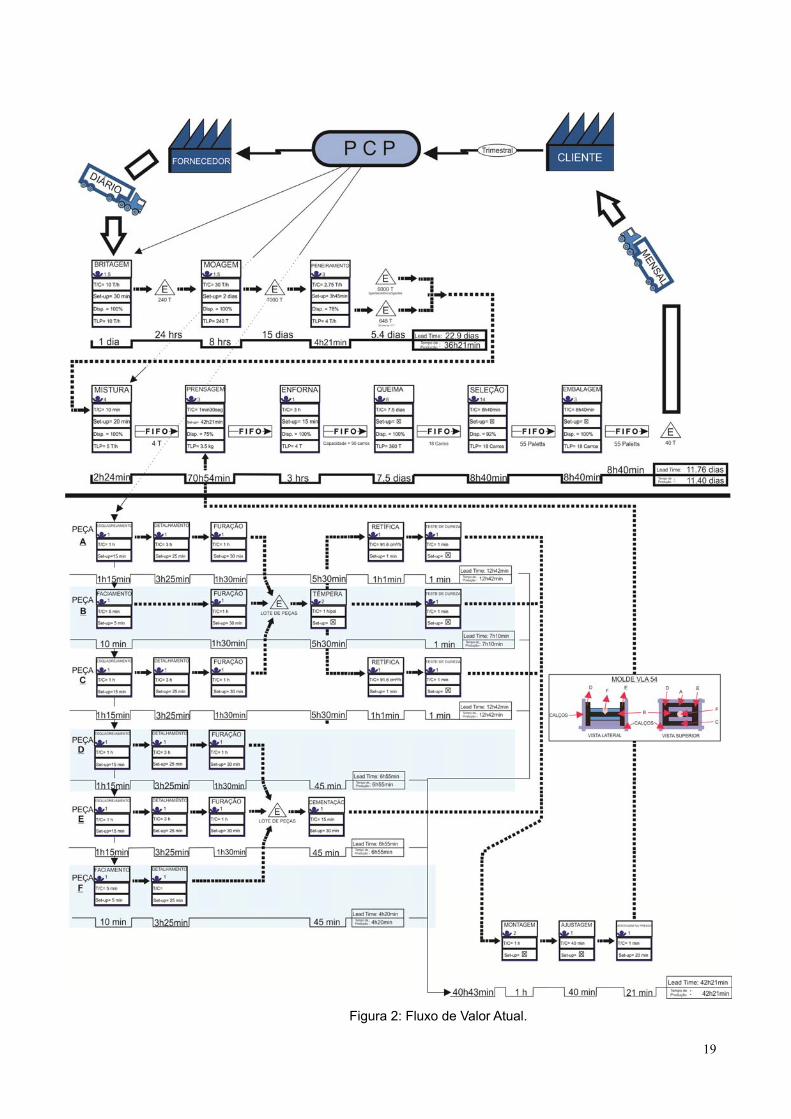
Figura 2: Fluxo de Valor Atual.
20
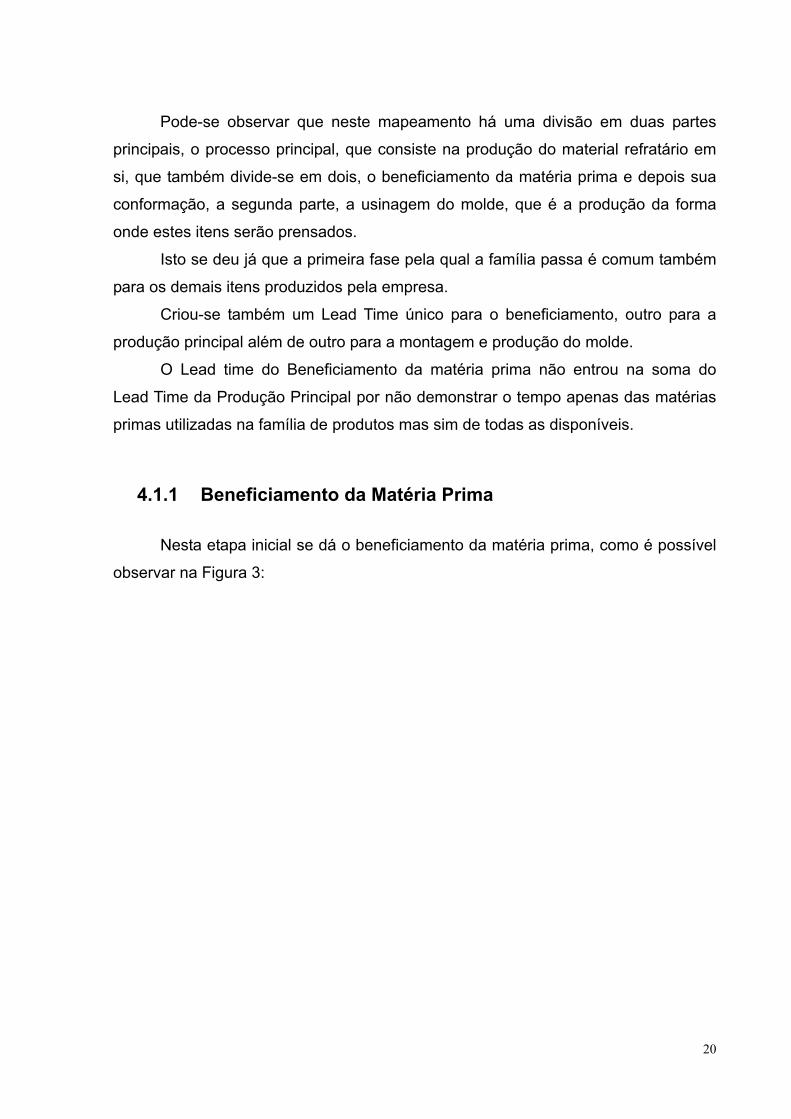
Pode-se observar que neste mapeamento há uma divisão em duas partes
principais, o processo principal, que consiste na produção do material refratário em
si, que também divide-se em dois, o beneficiamento da matéria prima e depois sua
conformação, a segunda parte, a usinagem do molde, que é a produção da forma
onde estes itens serão prensados.
Isto se deu já que a primeira fase pela qual a família passa é comum também
para os demais itens produzidos pela empresa.
Criou-se também um Lead Time único para o beneficiamento, outro para a
produção principal além de outro para a montagem e produção do molde.
O Lead time do Beneficiamento da matéria prima não entrou na soma do
Lead Time da Produção Principal por não demonstrar o tempo apenas das matérias
primas utilizadas na família de produtos mas sim de todas as disponíveis.
4.1.1 Beneficiamento da Matéria Prima
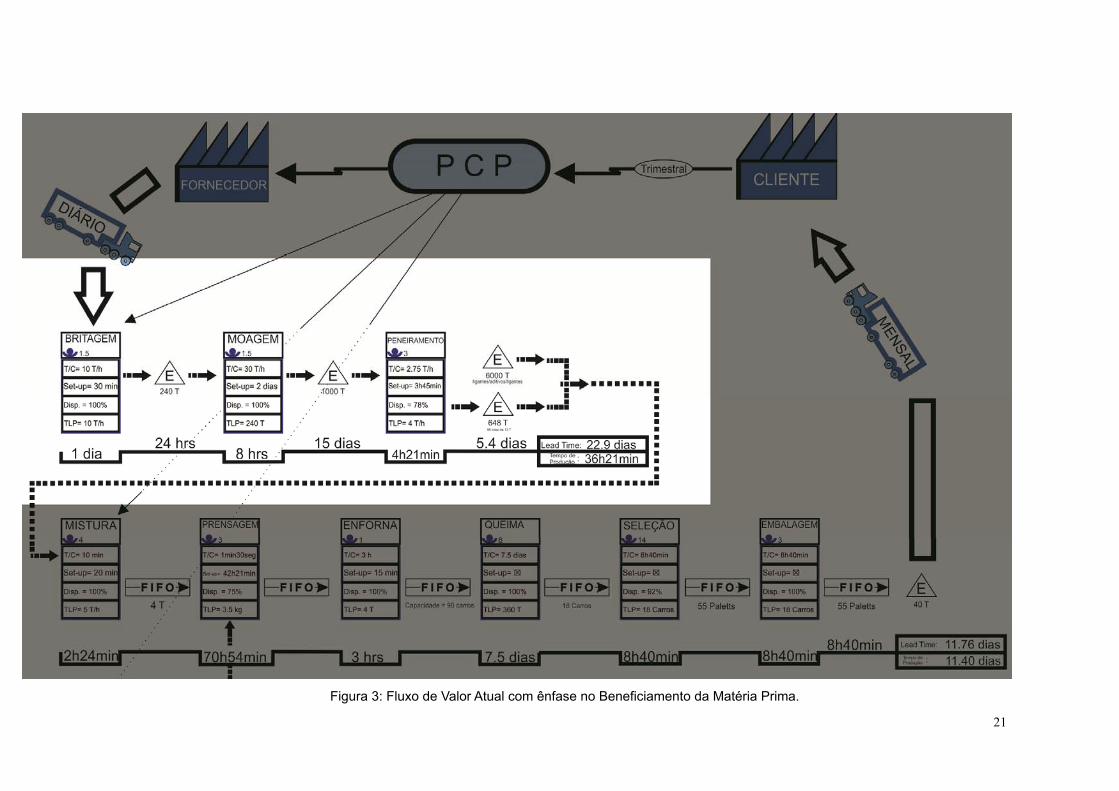
Nesta etapa inicial se dá o beneficiamento da matéria prima, como é possível
observar na Figura 3:
21
Figura 3: Fluxo de Valor Atual com ênfase no Beneficiamento da Matéria Prima.
22
As entregas destas matérias primas são feitas diariamente pelo fornecedor,
que a entrega calcinada (processo de pré-queima da matéria-prima), depois ela é
britada e estocada para mais tarde ser moída. Na etapa de moagem, o tamanho do
grão é reduzido e então armazenado.
A próxima etapa é o peneiramento desta matéria prima, que visa separar os
diferentes tamanhos de grãos das diferentes argilas, que serão alocados em 56 lotes
de 12 toneladas cada.
Com a inclusão de aditivos, acondicionados em um estoque de 6000
toneladas, as diferentes matérias primas serão misturadas na composição química
adequada para cada um dos itens da família de produtos a serem produzidos,
acondicionados em lotes de 4 toneladas e serão prensados posteriormente.
O beneficiamento das matérias primas, que abrangem não apenas as que
serão utilizadas na família de produtos estudada mas sim em todos os itens
produzidos pela empresa, possui o Lead Time (tempo de entrega total do produto)
de 22 dias, 21 horas e 36 minutos, porém o Tempo de Produção de 36 horas e 21
minutos, o que representa apenas 6,6% do Lead Time total.
A estocagem é a causadora de tamanho Lead Time, já que se demoraria 21
dias, 7 horas e 12 minutos para se processar toda a matéria prima armazenada.
Uma ressalva a ser dada nesta etapa é que a empresa mantém os estoques
de matérias primas altos propositalmente, já que estes produtos são minerados por
esta mesma empresa, que com a alta produtividade e estocagem tenta baixar o
custo fixo de produção destes componentes o máximo possível.
4.1.2 Produção Principal
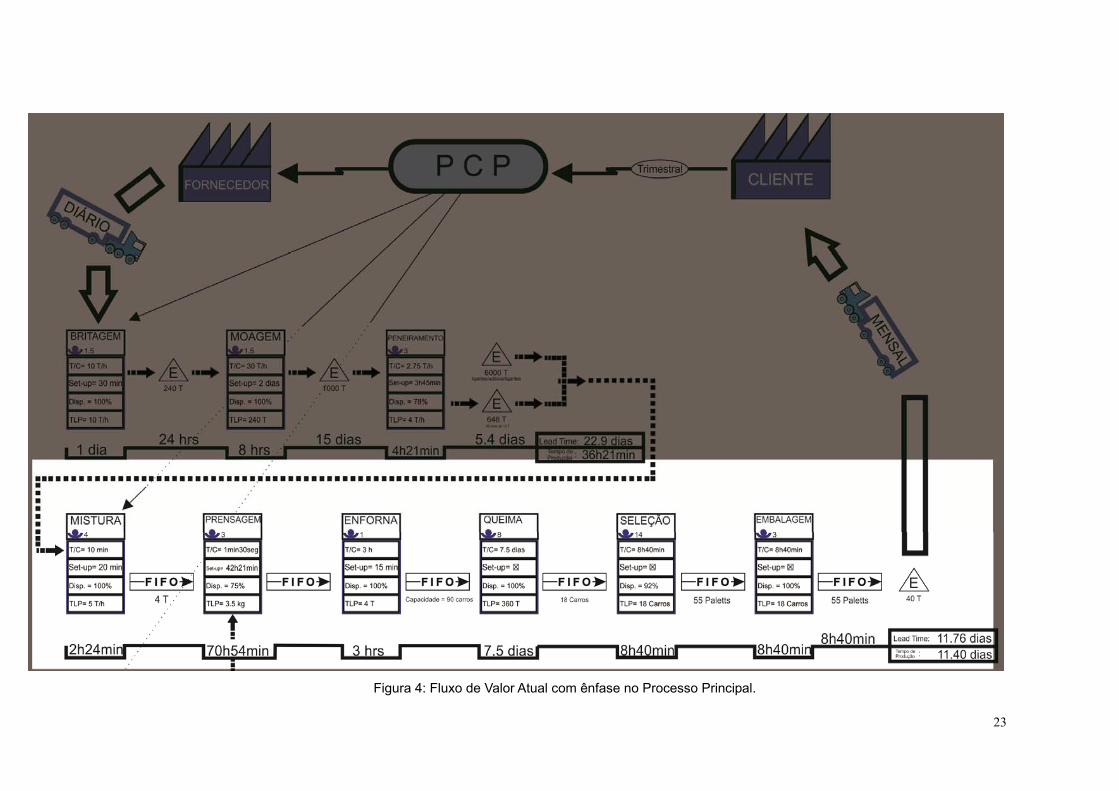
Na produção principal, que vem a ser a produção do tijolo refratário em si, o
processo deixa de ser puxado, e passa a seguir o movimento de First In First Out, ou
seja, o primeiro material a entrar no processo, será também o primeiro a sair deste e
seguir para a próxima etapa. O Fluxo de Valor pode ser visto melhor na Figura 4:
23
Figura 4: Fluxo de Valor Atual com ênfase no Processo Principal.
24
Após a etapa de mistura, têm-se a prensagem, cujo set-up foi considerado
todo o tempo necessário para a fabricação e ajuste do molde na prensa. Neste
processo as quatro toneladas de matérias primas previamente misturadas serão
moldadas de acordo com a característica de cada item da família de produtos,
enfornadas e queimadas em um forno de operação contínua durante, em média,
sete dias e meio.
Terminada esta etapa, as peças serão selecionadas por operadores treinados
para detectar falhar nas peças e imperfeições, que depois as acondicionam em
pallets. As peças selecionadas são embaladas e guardadas em um estoque
contendo aproximadamente 40 toneladas de peças da família estudada.
Percebeu-se que a etapa de prensagem é o processo comandante de toda a
produção, já que é através de sua demanda que as matérias primas são
processadas além de os itens fabricados empurrados, tornando assim a produção
também empurrada de acordo com o ritmo desta etapa.
O tempo total do Lead Time da etapa principal do processo foi de 11 dias, 18
horas e 14 minutos. Já o tempo total de produção foi de 11 dias, 9 horas e 21
minutos de trabalho.
O Tempo de Produção representa 96,9% do Lead Time total. Este valor foi
obtido devido ao fato de que neste trabalho não se considerou o tempo de transporte
entre uma etapa e a próxima.
Outras ressalvas também devem ser dadas neste ponto. Uma delas é que
para este Fluxo de Valor foi considerada apenas uma linha de produção, sendo que
na empresa há várias prensas que podem ser convertidas para este trabalho, uma
vez que os moldes de prensagem para tal existam, e assim o tempo de produção na
prensagem cai proporcionalmente ao número de prensas adicionadas à esta etapa.
Outra ressalva é que existe um estoque de moldes, e que não necessariamente um
molde deve ser fabricado toda a vez que uma peça irá ser prensada.
4.1.3 Produção do Molde de Prensagem
Esta etapa foi mapeada seguindo-se a produção do molde de um produto em
especifico, que é um dentre muitos que formam a família de produtos estudada.
25
Como para cada objeto da família de produtos acompanhado o molde varia, decidiu-
se acompanhar a manufatura deste molde a partir do começo, para se ter o tempo
para a confecção de um molde por completo.
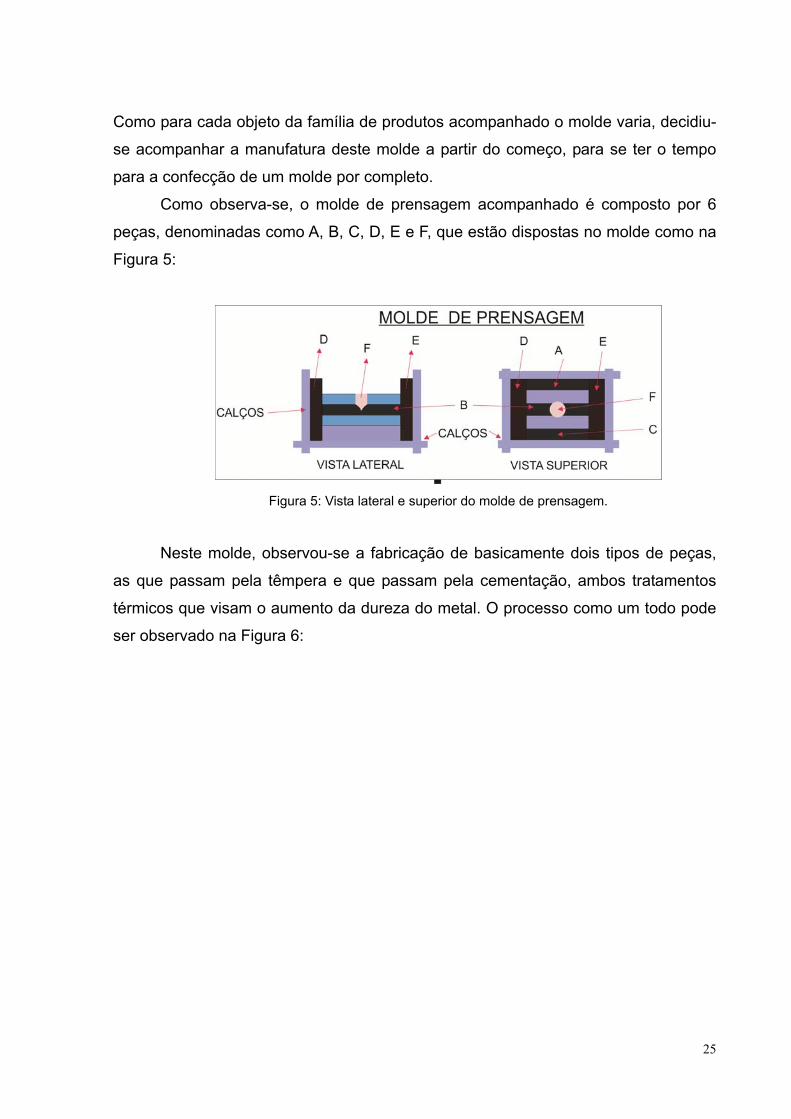
Como observa-se, o molde de prensagem acompanhado é composto por 6
peças, denominadas como A, B, C, D, E e F, que estão dispostas no molde como na
Figura 5:
Figura 5: Vista lateral e superior do molde de prensagem.
Neste molde, observou-se a fabricação de basicamente dois tipos de peças,
as que passam pela têmpera e que passam pela cementação, ambos tratamentos
térmicos que visam o aumento da dureza do metal. O processo como um todo pode
ser observado na Figura 6:
26
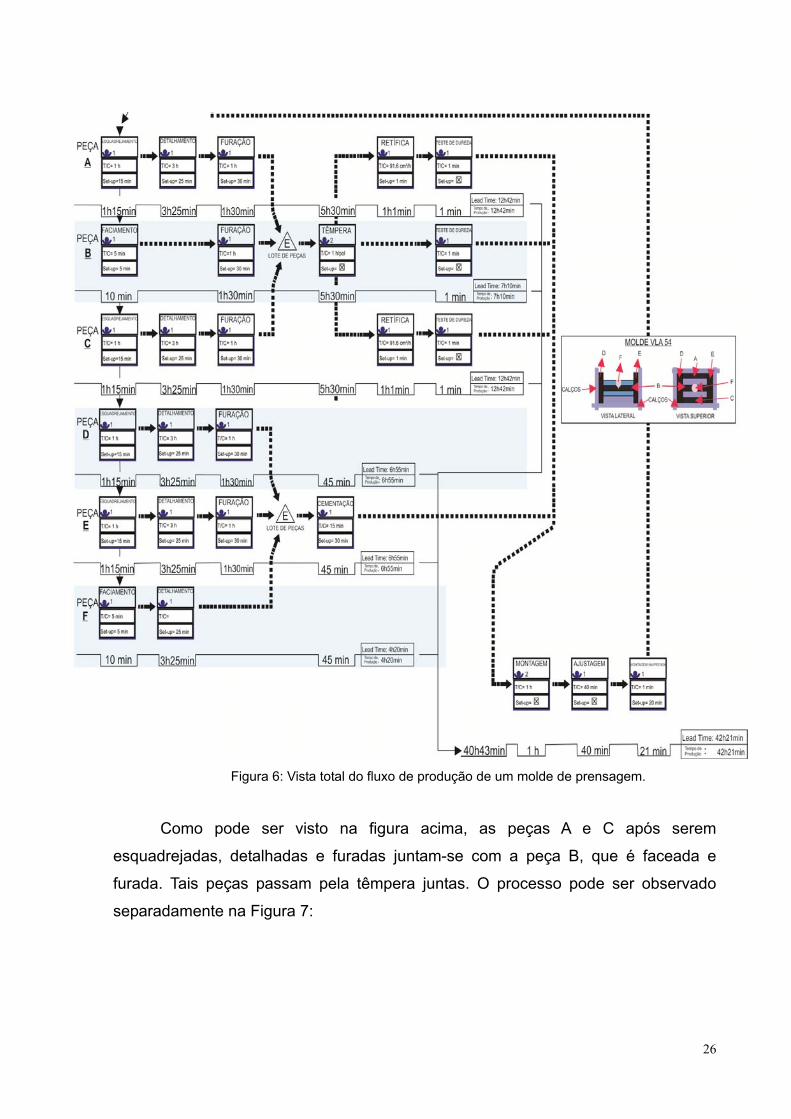
Figura 6: Vista total do fluxo de produção de um molde de prensagem.
Como pode ser visto na figura acima, as peças A e C após serem
esquadrejadas, detalhadas e furadas juntam-se com a peça B, que é faceada e
furada. Tais peças passam pela têmpera juntas. O processo pode ser observado
separadamente na Figura 7:
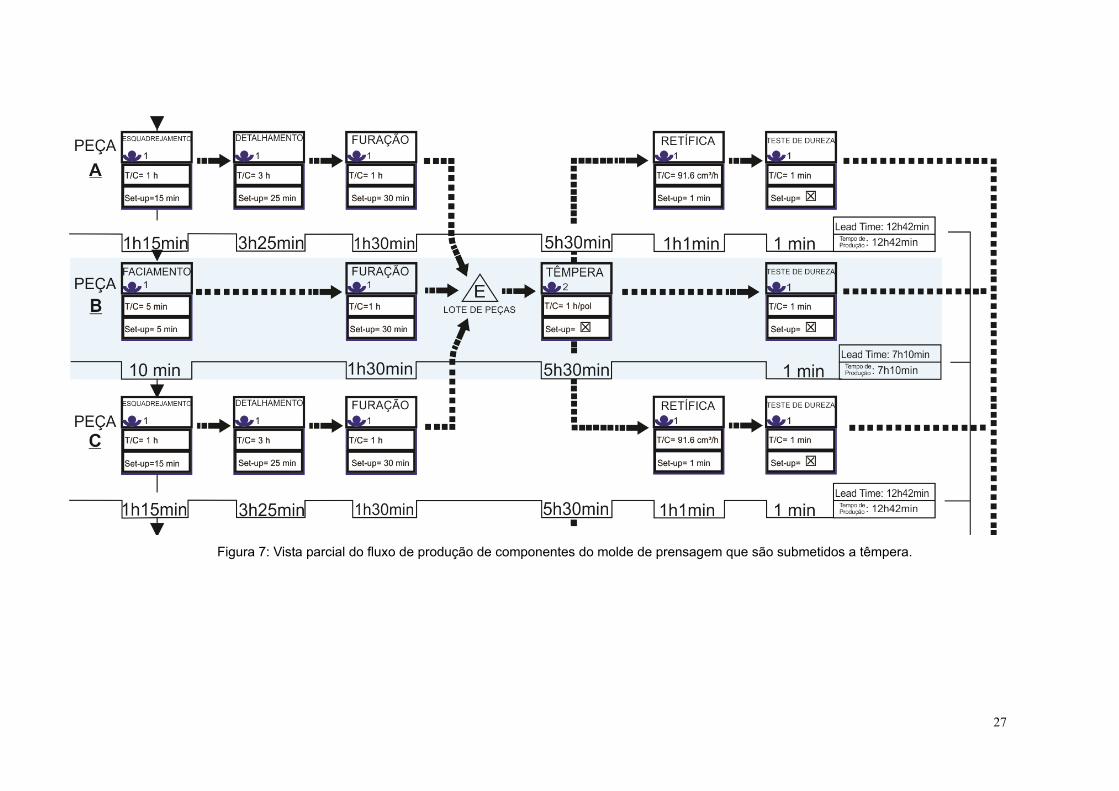
27
Figura 7: Vista parcial do fluxo de produção de componentes do molde de prensagem que são submetidos a têmpera.

28
Já as peças D, E são esquadrejadas, detalhadas e furadas para depois
juntarem-se com a peça F, que é faceada e detalhada. Estes três componentes são
cementados juntos posteriormente. Este processo pode ser observado
separadamente na Figura 8:
Figura 8: Vista parcial do fluxo de produção de componentes do molde de prensagem que
são submetidos a cementação.
Com todos estes materiais tratados, passa-se para a montagem do molde,
onde todas as peças são colocadas em uma banca, ajustadas nas dimensões da
prensa e onde se acerta tal molde, é nesta prensa em que os tijolos refratários da
família de produtos são conformados. O trajeto final que os componentes percorrem
pode ser observado na Figura 9:

29
Figura 9: Trajeto final percorrido pelos componentes do molde de prensagem.
Com estas etapas mostradas, o tempo de Lead Time para a entrega do molde
para a produção da família de produtos estudada é de 42 horas e 21 minutos, e o
tempo de produção vem a ser o mesmo, já que se supôs etapas de produção
consecutivas, considerando-se que cada processo possui apenas uma máquina
capaz de fazê-lo além dos operadores de cada etapa estarem disponíveis para início
imediato após o término da etapa anterior.
Na empresa estudada este conjunto de etapas, produção de cada peça
componente do molde de prensagem, se dá em linhas paralelas de produção, porém
para este trabalho tais condições não foram consideradas pelo fato dos processos
não seguirem um padrão de maquinários e operadores específicos e sim se darem
pelo know-how da linha de produção.
5. Considerações Finais
Este trabalho teve como principal objetivo fazer o Mapeamento do Fluxo de
Valor em uma empresa do setor químico, ramo que geralmente possui um processo
contínuo. Tal objetivo foi alcançado por meio da medida de tempos e outros
componentes pertinentes em uma indústria do setor de cerâmica refratária, em como
desejado, existia nesta empresa um processo ininterrupto, a utilização de um forno
contínuo.

30
Também vale mencionar que para este trabalho houve o desafio de se
Mapear o Fluxo de Valor de uma produção sob demanda, o que torna o trabalho
mais dificultoso já que tal ferramenta tem seu uso em produções para entrega.
O Mapeamento do Fluxo de Valor se deu por meio de visitas pessoais na
planta da indústria e as obtenções dos dados se deram de maneira oral com os
responsáveis por cada setor da produção.
Também se fez o Fluxo de Valor com apenas uma prensa, porém na indústria
há outras prensas que podem ser adaptadas para a prensagem dos produtos
estudados, desde que os moldes para tal já estejam fabricados.
No tocante a medição dos tempos da usinagem dos moldes de prensagem,
este processo que ocorre em paralelo com a produção principal mostrou-se parte
vital do trabalho, já que não existia nenhum dado semelhante nesta área na empresa
anteriormente.
Certas adaptações se fizeram necessárias em algumas etapas, como
suposições na forma de trabalho da área de usinagem, onde os processos foram
considerados sequenciais e imediatamente realizados um após o outro, sem tempos
de transporte nem estocagem.
Entretanto, entende-se que o resultado foi extremamente positivo, já que não
se possuía nenhum conhecimento acerca de tempos de produção de moldes na
indústria, e este trabalho disponibilizou tais dados para um molde especifico além de
uma clara visão da dinâmica da empresa.
Recomenda-se para trabalhos futuros a continuidade das tomadas de tempos,
desta vez para os diferentes moldes que compõem a família de produtos estudada
além da realização do Fluxo de Valor Futuro, que poderá mostrar pontos de melhora
na linha de produção, resultando assim em economia ou mais rapidez de produção
dos itens aqui analisados.
Outra melhoria sugerida é a medida do tempo de transporte entre as etapas,
já que neste trabalho não se levou isso em consideração.
Importante mencionar que a capacidade e velocidade de operação dos fornos
e/ou caldeiras podem variar dependendo do modo de condução desses, possuindo
setores da indústria que esta variação é menor e em outros maiores.
Ficou evidente que ao contrário do que imaginou-se inicialmente, a produção
ininterrupta pode não ser o ponto de estrangulamento em uma empresa do setor
químico, podendo existir outros pontos de melhora que a ser priorizados.
31
6. Referências Bibliográficas
ABIQUIM. Associação Brasileira das Indústrias Químicas. A Indústria Química
Brasileira, 2012. Disponível em:
<http://www.abiquim.org.br/pdf/indQuimica/AIndustriaQuimica-SobreSetor.pdf>
Acesso em 3.dez.2013
WOMACK, James P.; JONES, Daniel T.; ROOS, Daniel., A Máquina Que Mudou O
Mondo, 13ª ed. Rio de Janeiro: Elsevier, 2004.
LIKER, Jeffrey K., The Toyota Way, 14 Management Principles from the World's
Greatest Manufacturer. McGraw-Hill 2004.
ROTHER E SHOOK, Aprendendo a enxergar. 1ed. São Paulo, Lean Institute
Brasil. 1999