Embed Size (px)
Citation preview
Máquinas deProdução
Makino Produtos para Usinagem de Peças
2 0 1 2
Impresso originalmente no Japão En 1201/2( )
*As especificações contidas nesse catálogo poderão ser alteradas sem aviso prévio para a incorporação de melhorias resultantes dos
programas contínuos de P&D
*As máquinas mostradas nesse catálogo estão instaladas com equipamentos opcionais.
*Este produto, incluindo os dados técnicos e software, pode estar sujeito à Legislação Japonesa de Câmbio e Comércio Exterior. s ou aprovações necessárias.
Makino Milling Machine Co., Ltd.
Matriz319 Nakane 2chome, Meguroku, Tokyo 1528578, Japan Tel: +81(0)337171151 Fax: +81(0)337252105 URL http://www.makino.co.jp
Atsugi Works International Operation Department4023 Nakatsu, Aikawamachi, Aikogun, Kanagawa 2430303, Japan Tel: +81(0)462841536 Fax: +81(0)462864334
Makino J Co., Ltd.4007 Nakatsu, Aikawamachi, Aikogun, Kanagawa 2430303, Japan Tel: +81(0)462868350 Fax: +81(0)462868385
Makino Inc.7680 Innovation Way, Mason, Ohio, 45040, U.S.A.Tel: +15135737200 Fax: +15135737360 URL http://www.makino.com
Makino Inc. Auburn Hills2600 Superior Court, Auburn Hills, MI 48326Tel: +12482326200 Fax: +12486201 URL http://www.makino.com
Makino GmbH (Hamburgo)Essener Bogen 5, 22419 Hamburg, GermanyTel: +49(40) 298 090 Fax: +49(40) 298 09 400 URL http://www.makino.de
Makino GmbH (Kirchheim)Kruichling 18, 73230 Kirchheim unter Teck, Germany Tel: +49(7021) 503 0 Fax: +49(7021) 503 400 URL http://www.makino.de
Makino France S.A.S.Z.A. Les Bordes, 21, rue Gustave Madiot 91070 Bondoufle, FranceTel: +33(169) 116396 Fax: +33(169) 116399 URL http://www.makino.fr
Makino Italia SrlStrada Privata delle Orobie, 5Localitá S. Maria in Campo I20873 Cavenago Brianza (MB)Tel: +39 02 / 95 948290 Fax: +39 02 / 95 948241 URL http://www.makino.it
Makino s.r.o.Tuhovská 31, 83106 Bratislava, SlovakiaTel: +421 2 496 12 100 Fax: +421 2 496 12 400 URL http://www.makino.sk
Makino Asia Pte Ltd2 Gul Avenue, Singapore 629649Tel: +6568615722 Fax: +6568611600 URL http://www.makino.com.sg
Makino Asia Pte Ltd Escritório na Indonésia Gading Mediterania Residences Unit RK/008/DJI.Boulevard Bukit Gading Raya Jakarta 14240 Indonesia.Tel: +62(0)2130041022 Fax: +62(0)2130041023
Makino Asia Pte Ltd
Escritório no Vietnã9th Fl Vinaconex Building 47 Dien Bien Phu St Da Kao Ward Dist 1 HCMC VN.Tel: +84(0)839104832 Fax: +84(0)839104994
Makino India Private LimitedNo.11, Export Promotion Industrial Park, Whitefield Road, K.R.Puram,Bangalore 560 066, IndiaTel: +91(0)802841 9500 Fax: +91(0)8028410538 URL http://www.makinoindia.co.in
Makino Thailand Co., Ltd.57/23 Moo 4, Ramintra Road, km 2, Anusaowaree, Bangkhen, Bangkok 102 20 ThailandTel: +66(0)29715750 Fax: +66(0)29715751 URL http://www.makino.com.th
Makino China Co., Ltd.No.2, Mu Ye Road, Yushan Town, Kunshan City, 215 316, China Tel: +86(0)51257778000 Fax: +86(0)51257779900 URL http://www.makino.com.cn
Makino Korea Co., Ltd.33512, DoksanDong, GeumcheonGu, Seoul, KoreaTel: +82(0)28568686 Fax: +82(0)28568555 URL http://www.makinoseoul.co.kr
Makino do BrasilRua Emilia Marengo, 260 Sala 91 03336000 São Paulo SP BrasilFone: (11) 26712534 Fax: (11) 26762097 [email protected] www.makino.com
Representante Exclusivo Grupo Bener Divisão High TechRua Iracema Lucas, 450 (Antiga Rua Parsch) Distrito Industrial 13280000 Vinhedo SP BrasilFone: (19) 38267373 Fax: (19) 38267374 [email protected] www.bener.com.br
C
M
Y
CM
MY
CY
CMY
K
PM-E-01-04.pdf 12/05/2012 02:08:18

Para melhorar a capacidade de produção
Máquinas deProdução
1
A tarefa de obter a mais alta produtividade e qualidade possível em um prazolimitado é um desafio constante para o chão de fábrica. Para encarar esse desafio, a confiabilidade e o desempenho consistentes docentro de usinagem da Makino foram aprimorados para proporcionar um corterápido e preciso dos materiais. No topo desse desempenho essencial, as máquinas Makino são cuidadosamente projetadas para oferecer melhor confiabilidade, como, por exemplo, com a incorporação de recursos exclusivos para evitar a penetração decavacos no cone do fuso. Em termos de aprimoramento das capacidades de fabricação, os centros de usinagem da Makino contribuemeficazmente de vários modos valiosos.
M á q u i n a s d e P r o d u ç ã o
C
M
Y
CM
MY
CY
CMY
K
pag01.pdf 11/05/2012 23:48:05
2M á q u i n a s d e P r o d u ç ã o
C
M
Y
CM
MY
CY
CMY
K
pag02.pdf 11/05/2012 23:49:43
Orifício de abastecimento
de óleo de refrigeração
Saída do óleo de refrigeração
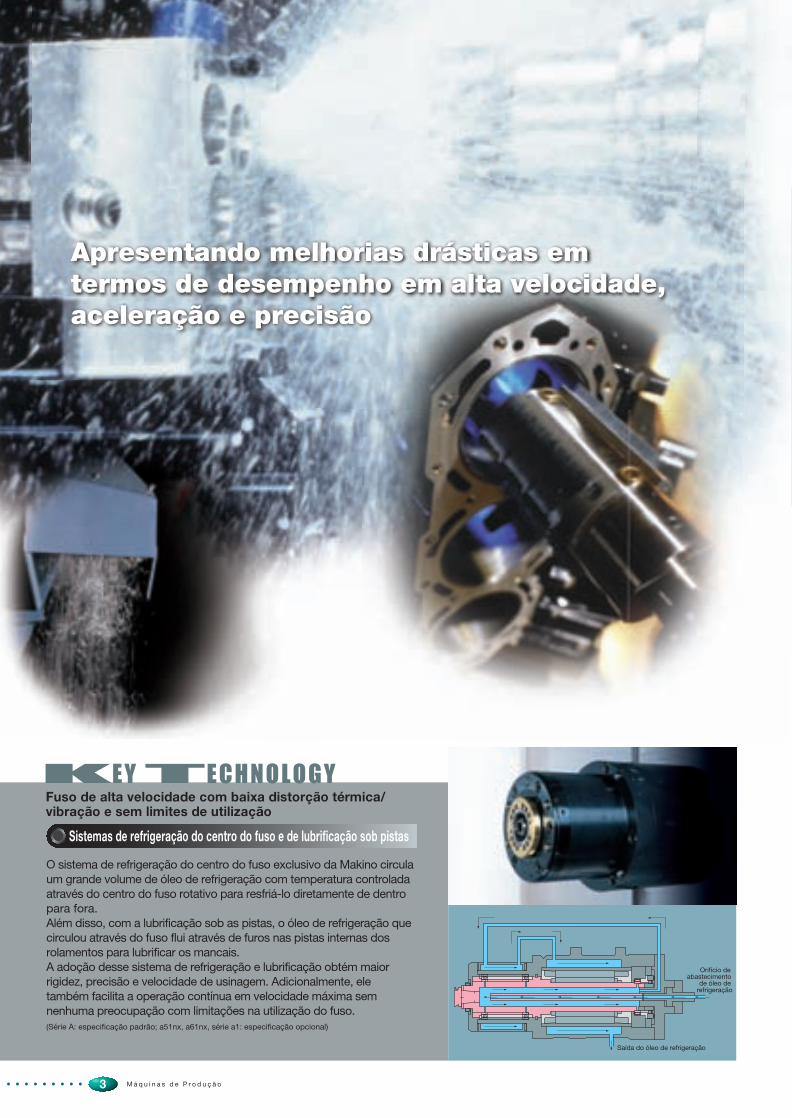
O sistema de refrigeração do centro do fuso exclusivo da Makino circula um grande volume de óleo de refrigeração com temperatura controlada
para fora.Além disso, com a lubrificação sob as pistas, o óleo de refrigeração que circulou através do fuso flui através de furos nas pistas internas dos rolamentos para lubrificar os mancais.A adoção desse sistema de refrigeração e lubrificação obtém maior rigidez, precisão e velocidade de usinagem. Adicionalmente, ele também facilita a operação contínua em velocidade máxima sem nenhuma preocupação com limitações na utilização do fuso.(Série A: especificação padrão; a51nx, a61nx, série a1: especificação opcional)
Fuso de alta velocidade com baixa distorção térmica/vibração e sem limites de utilização
Sistemas de refrigeração do centro do fuso e de lubrificação sob pistas
3
Apresentando melhorias drásticas emtermos de desempenho em alta velocidade,aceleração e precisão
M á q u i n a s d e P r o d u ç ã o
C
M
Y
CM
MY
CY
CMY
K
pag03.pdf 12/05/2012 01:19:15

a1SÉRIECENTRO DE USINAGEM HORIZONTAL
Abertura de roscas: 1.17 s/furo
Sistema de refrigeração do fuso de esfera Tampas telescópicas
A movimentação em alta velocidade dos fusos de esferas durante várias horas gera calor que pode afetar a precisão e o desempenho de usinagem. Para suprimir a geração de calor, o óleo com temperatura controlada em relação a base da máquinacircula através da cavidade dos fusos de esferas.
As taxas de avanço mais rápidas também exigem movimentação mais rápida das proteções telescópicas que protegem as guias. Construídas em uma única chapa de metal, as proteções dos eixos X e Z melhoram a confiabilidade da movimentação em alta velocidade, eliminando o risco de danos em decorrência da penetração de cavacos. A tampa do eixo Y é acionada por meio de um pantógrafo para evitar colisões com as tampas dos outros eixos.
Fuso cônico no 40 e paletes 400 x 400 mm
Centro de Usinagem Horizontal a51nx
Cursos dos eixos (XYZ)
Área de trabalho do palete
Faixa de velocidades do fuso
Sistema de suporte em três pontosO sistema de suporte em três pontos permite a rápida instalação da máquina e sua fácil movimentação em caso de necessidade de execução de mudanças do layout de produção, e também elimina a necessidade de manutenção do nivelamento.
: 560 × 640 × 640 mm: 400 × 400 mm
(Nº 40)
4
rpm
M á q u i n a s d e P r o d u ç ã o
C
M
Y
CM
MY
CY
CMY
K
pag04.pdf 12/05/2012 00:19:26

Funções de redução do tempo de usinagem
Funções para redução dos tempos de usinagem podem ser especificadas com um comando de código M, como a operação simultânea doATC com a rotação da mesa ou a execução simultânea de parada do fuso/orientação da ferramenta e o desligamento da circulação do refrigerante.
133, 218, 313 ferramentas (a51nx, a61nx)
97, 137, 186, 242, 300 ferramentas (a71, a81 (M), a82 (M))
92, 148, 204, 316 ferramentas (a92)
Magazine de ferramentas tipo matricial de grande capacidade
Ferramenta a ferramenta: 0,9 s (a61nx)
a1SÉRIECENTRO DE USINAGEM HORIZONTAL
O magazine de ferramentas (tipo anel) de alta velocidade reduz substancialmente o tempo de preparação das ferramentas
Fuso cônico no 40 e paletes 500 x 500 mm
Centro de Usinagem Horizontal a61nxCursos dos eixos (XYZ)
Área de trabalho do palete
Faixa de velocidades do fuso
Fuso cônico no 50 e paletes 500 x 500 mm
Centro de Usinagem Horizontal a71Cursos dos eixos (XYZ)
Área de trabalho do palete
Faixa de velocidades do fuso
: 730 × 650 (*730) × 800 mm: 500 × 500 mm: (Nº.40)
*Opcional
: 730 × 730 × 800 mm: 500 × 500 mm: (Nº.50)
5
rpm
rpm
M á q u i n a s d e P r o d u ç ã o
C
M
Y
CM
MY
CY
CMY
K
pag05.pdf 12/05/2012 00:24:24
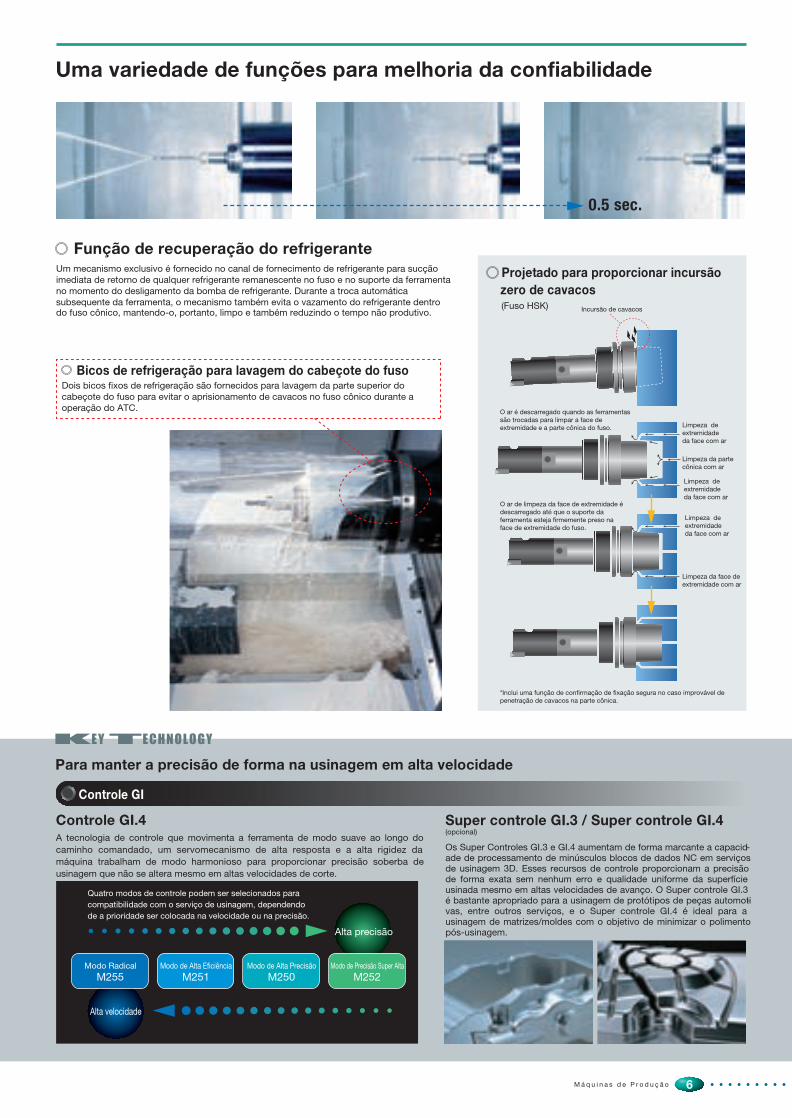
Projetado para proporcionar incursão zero de cavacos (Fuso HSK)
Uma variedade de funções para melhoria da confiabilidade
Função de recuperação do refrigeranteUm mecanismo exclusivo é fornecido no canal de fornecimento de refrigerante para sucçãoimediata de retorno de qualquer refrigerante remanescente no fuso e no suporte da ferramentano momento do desligamento da bomba de refrigerante. Durante a troca automáticasubsequente da ferramenta, o mecanismo também evita o vazamento do refrigerante dentro
Super controle GI.3 / Super controle GI.4 (opcional)
Os Super Controles GI.3 e GI.4 aumentam de forma marcante a capacidade de processamento de minúsculos blocos de dados NC em serviços de usinagem 3D. Esses recursos de controle proporcionam a precisão de forma exata sem nenhum erro e qualidade uniforme da superfície usinada mesmo em altas velocidades de avanço. O Super controle GI.3 é bastante apropriado para a usinagem de protótipos de peças automotivas, entre outros serviços, e o Super controle GI.4 é ideal para a usinagem de matrizes/moldes com o objetivo de minimizar o polimento
Quatro modos de controle podem ser selecionados para compatibilidade com o serviço de usinagem, dependendo de a prioridade ser colocada na velocidade ou na precisão.
Modo RadicalM255
Modo de Alta EficiênciaM251
Modo de Alta PrecisãoM250 M252
Modo de Precisão Super Alta
Alta precisão
Alta velocidade
Controle GI.4A tecnologia de controle que movimenta a ferramenta de modo suave ao longo do caminho comandado, um servomecanismo de alta resposta e a alta rigidez da máquina trabalham de modo harmonioso para proporcionar precisão soberba de usinagem que não se altera mesmo em altas velocidades de corte.
Para manter a precisão de forma na usinagem em alta velocidade
Controle GI
0.5 sec.
Bicos de refrigeração para lavagem do cabeçote do fusoDois bicos fixos de refrigeração são fornecidos para lavagem da parte superior do cabeçote do fuso para evitar o aprisionamento de cavacos no fuso cônico durante a operação do ATC.
6
Limpeza de extremidadeda face com ar
Limpeza da face de extremidade com ar
Limpeza da parte cônica com ar
Incursão de cavacos
O ar é descarregado quando as ferramentas são trocadas para limpar a face de extremidade e a parte cônica do fuso.
O ar de limpeza da face de extremidade é descarregado até que o suporte da ferramenta esteja firmemente preso na face de extremidade do fuso.
*Inclui uma função de confirmação de fixação segura no caso improvável de penetração de cavacos na parte cônica.
Limpeza de extremidadeda face com ar
Limpeza de extremidadeda face com ar
do fuso cônico, mantendo-o, portanto, limpo e também reduzindo o tempo não produtivo.
M á q u i n a s d e P r o d u ç ã o
C
M
Y
CM
MY
CY
CMY
K
pag06.pdf 12/05/2012 00:33:13

Excelente acessibilidade ao fuso
Porta do magazine de ferramentas com grande abertura
precedentes para uma construção sem engrenagens que integra o fuso e o rotor do motor de acionamento. Ele conta com mancais de grande diâmetro, com um diâmetro interno de 120 mm, que agrega as capacidades superiores do fuso em serviços que exigem níveis excepcionalmente altos de torque. Essas capacidades incluem abertura de grandes diâmetros internos, abertura de roscas de grande diâmetro e fresagem de faces em peças de ferro fundido de bombas, caixas de engrenagens e válvulas, bem como peças feitas de aço inoxidável e vários outros materiais. (Especificação padrão para a81M, a82M. Opcional para a92)
(a81)
Material da peça de trabalho Ferro fundido maleável (FCD450)
Ferramenta utilizada Fresa de face diâm. 200 mm
Velocidade do fuso 320 rpm
Taxa de avanço 1,280 mm/min
Profundidade/largura de corte 4/175 mm
Taxa de remoção de metal: 896 cm3/min
(a81)
Material da peça de trabalho Aço (S50C)
Ferramenta utilizada Fresa de face diâm. 200 mm
Velocidade do fuso 320 rpm
Taxa de avanço 1,280 mm/min
Profundidade/largura de corte 4/170 mm
Taxa de remoção de metal: 870 cm3/min
Fuso de alto torque
: 900 × 800 × 1020 mm / 1100 × 820 × 1020 mm: 630 × 630 mm (a82 Opcional: 800 × 630 mm): (Nº.50)
Fuso cônico no 50 e paletes 630 x 630 mm
Centro de Usinagem Horizontal a81/a82
Cursos dos eixos (XYZ)
Área de trabalho do palete
Faixa de velocidades do fuso
7
rpm
M á q u i n a s d e P r o d u ç ã o
C
M
Y
CM
MY
CY
CMY
K
pag07.pdf 12/05/2012 00:37:57

O recém desenvolvido ATC da Makino permite a troca automática de ferramentas longas, como barras de mandrilhar longas e brocas canhão com comprimentomáximo de 900mm.
(disponível somente para a92)
ATC de alto desempenho
Fuso cônico no 50 e paletes 800 x 1000 mm
Centro de Usinagem Horizontal a92
Cursos dos eixos (XYZ)
Área de trabalho do palete
Faixa de velocidades do fuso
: 1520 × 1250 × 1350 mm: 800 × 1000 mm: (Nº.50)
a1SÉRIECENTRO DE USINAGEM HORIZONTAL
8
rpm
M á q u i n a s d e P r o d u ç ã o
C
M
Y
CM
MY
CY
CMY
K
pag08.pdf 12/05/2012 00:38:37

(*Opcional)
µ MMC
Funções versáteis para automação avançada
a81 especificação de magazine de palete plano(7 paletes + 1 tipo WSS com magazine para 186 ferramentas)
a1SÉRIECENTRO DE USINAGEM HORIZONTAL
———————————————————————————————————————————————————————————————
Cursos (eixos X , Y , Z)
Distância da superfície do palete ao centro do fuso
Distância do centro do palete ao plano da linha de medição do fuso
Tamanho máximo da peça de trabalho (diâm. x altura)
Peso máximo do palete
Área de trabalho do palete
Faixa de velocidades do fuso
Furo cônico do fuso
Mancal do fuso (diâmetro interno/externo)
Motor de acionamento do fuso (30 min./cont;)
Deslocamento transversal rápido
Avanço de corte
Capacidade de armazenamento de ferramentas
Dimensões da máquina (L × P × A)
: 560 × 640 × 640 mm
: 80 720 mm
: 100 740 mm
: 630 × 900 mm
: 400 kg
: 400 × 400 mm
: 50 15000 rpm
: conicidade7 / 24 nº 40
: 70 / 110 mm
: 15 / 11 kW
: 60000 mm/min
: 1 50000 mm/min
: 40 (*60, 133, 218, 313)
: 2699 × 4236 × 2722 mm
730 × 650(*730) × 800 mm
80 730 mm
100 900 mm
800 × 1000 mm
500/700 kg (selecionável)
500 × 500 mm
50 15000 rpm
conicidade7 / 24 nº 40
70 / 110 mm
15 / 11 kW
60000 mm/min
1 50000 mm/min
40 (*60, 133, 218, 313)
2910 × 4888 × 2916 mm
730 × 730 × 800 mm
80 810 mm
50 850 mm
800 × 1000 mm
700 kg
500 × 500 mm
20 10000 rpm
conicidade7 / 24 nº 50
110 / 170 mm
35 / 25 kW (15 min/cont.)
50000 mm/min
1 50000 mm/min
40 (*60, 97, 137, 186, 242, 300)
3152 × 4843 × 3100 mm
900 × 800 × 1020 mm
80 880 mm
50 1070 mm
1000 × 1300 mm
1200 kg (Opcional: 1500 Kg)
630 × 630 mm
20 10000 rpm
conicidade7 / 24 nº 50
110 / 170 mm
35 / 25 kW (15 min/cont.)
50000 mm/min
1 50000 mm/min
40 (*60, 97, 137, 186, 242, 300)
3693 × 5584 × 3342 mm
a51nx Centro de Usinagem Horizontal a61nx Centro de Usinagem Horizontal a71 Centro de Usinagem Horizontal a81 Centro de Usinagem Horizontal
9 M á q u i n a s d e P r o d u ç ã o
C
M
Y
CM
MY
CY
CMY
K
pag09.pdf 12/05/2012 01:04:59
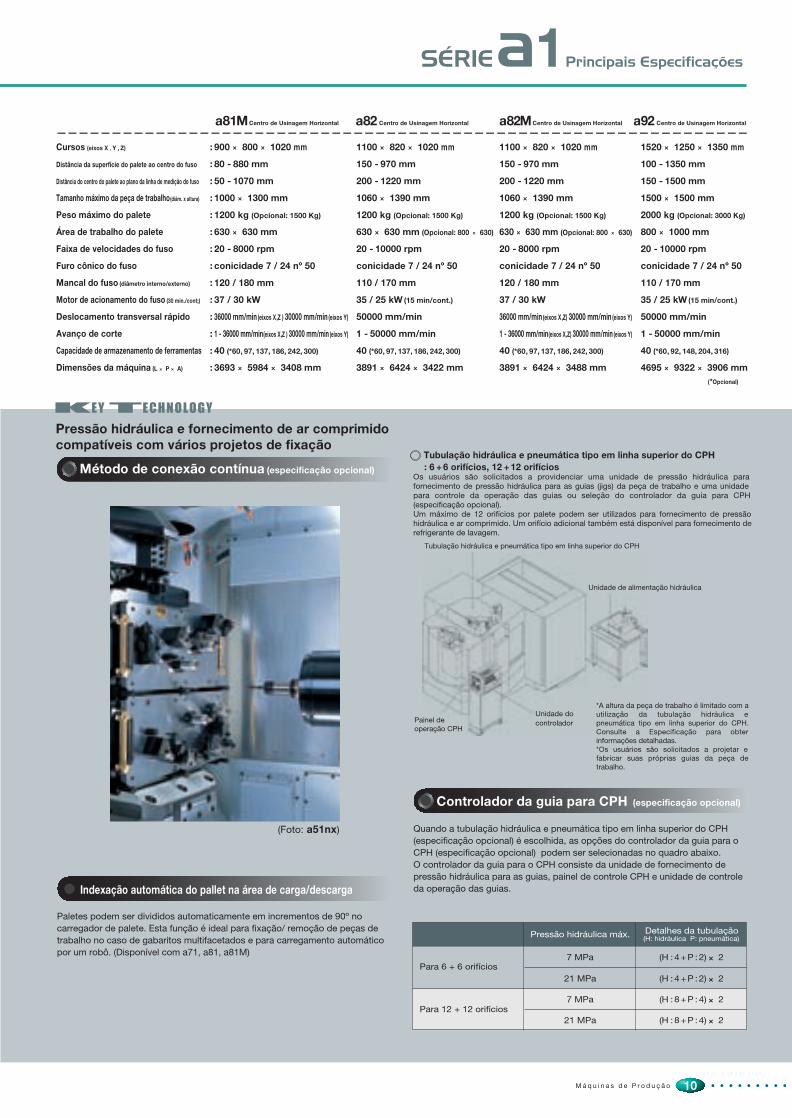
SÉRIE a1Principais Especificações
(*Opcional)
Pressão hidráulica e fornecimento de ar comprimido compatíveis com vários projetos de fixação
Quando a tubulação hidráulica e pneumática tipo em linha superior do CPH (especificação opcional) é escolhida, as opções do controlador da guia para o CPH (especificação opcional) podem ser selecionadas no quadro abaixo.O controlador da guia para o CPH consiste da unidade de fornecimento de pressão hidráulica para as guias, painel de controle CPH e unidade de controle da operação das guias.
(Foto: a51nx)
Método de conexão contínua (especificação opcional)
Controlador da guia para CPH (especificação opcional)
Paletes podem ser divididos automaticamente em incrementos de 90º no carregador de palete. Esta função é ideal para fixação/ remoção de peças de trabalho no caso de gabaritos multifacetados e para carregamento automático por um robô. (Disponível com a71, a81, a81M)
Indexação automática do pallet na área de carga/descarga
Tubulação hidráulica e pneumática tipo em linha superior do CPH : 6 + 6 orifícios, 12 + 12 orifíciosOs usuários são solicitados a providenciar uma unidade de pressão hidráulica para fornecimento de pressão hidráulica para as guias (jigs) da peça de trabalho e uma unidade para controle da operação das guias ou seleção do controlador da guia para CPH (especificação opcional).Um máximo de 12 orifícios por palete podem ser utilizados para fornecimento de pressão hidráulica e ar comprimido. Um orifício adicional também está disponível para fornecimento de refrigerante de lavagem.
Tubulação hidráulica e pneumática tipo em linha superior do CPH
Unidade do controladorPainel de
operação CPH
Unidade de alimentação hidráulica
*A altura da peça de trabalho é limitado com a utilização da tubulação hidráulica e pneumática tipo em linha superior do CPH. Consulte a Especificação para obter informações detalhadas.*Os usuários são solicitados a projetar e fabricar suas próprias guias da peça de trabalho.
———————————————————————————————————————————————————————————————
Cursos (eixos X , Y , Z)
Distância da superfície do palete ao centro do fuso
Distância do centro do palete ao plano da linha de medição do fuso
Tamanho máximo da peça de trabalho (diâm. x altura)
Peso máximo do palete
Área de trabalho do palete
Faixa de velocidades do fuso
Furo cônico do fuso
Mancal do fuso (diâmetro interno/externo)
Motor de acionamento do fuso (30 min./cont;)
Deslocamento transversal rápido
Avanço de corte
Capacidade de armazenamento de ferramentas
Dimensões da máquina (L × P × A)
: 900 × 800 × 1020 mm
: 80 880 mm
: 50 1070 mm
: 1000 × 1300 mm
: 1200 kg (Opcional: 1500 Kg)
: 630 × 630 mm
: 20 8000 rpm
: conicidade 7 / 24 nº 50
: 120 / 180 mm
: 37 / 30 kW
: 36000 mm/min (eixos X,Z ) 30000 mm/min (eixos Y)
: (eixos X,Z ) 30000 mm/min (eixos Y)
: 40 (*60, 97, 137, 186, 242, 300)
: 3693 × 5984 × 3408 mm
1100 × 820 × 1020 mm
150 970 mm
200 1220 mm
1060 × 1390 mm
1200 kg (Opcional: 1500 Kg)
630 × 630 mm (Opcional: 800 × 630)
20 10000 rpm
conicidade 7 / 24 nº 50
110 / 170 mm
35 / 25 kW (15 min/cont.)
50000 mm/min
1 50000 mm/min
40 (*60, 97, 137, 186, 242, 300)
3891 × 6424 × 3422 mm
1100 × 820 × 1020 mm
150 970 mm
200 1220 mm
1060 × 1390 mm
1200 kg (Opcional: 1500 Kg)
630 × 630 mm (Opcional: 800 × 630)
20 8000 rpm
conicidade 7 / 24 nº 50
120 / 180 mm
37 / 30 kW
36000 mm/min (eixos X,Z) 30000 mm/min (eixos Y)
(eixos X,Z) 30000 mm/min (eixos Y)
40 (*60, 97, 137, 186, 242, 300)
3891 × 6424 × 3488 mm
1520 × 1250 × 1350 mm
100 1350 mm
150 1500 mm
1500 × 1500 mm
2000 kg (Opcional: 3000 Kg)
800 × 1000 mm
20 10000 rpm
conicidade 7 / 24 nº 50
110 / 170 mm
35 / 25 kW (15 min/cont.)
50000 mm/min
1 50000 mm/min
40 (*60, 92, 148, 204, 316)
4695 × 9322 × 3906 mm
a81M Centro de Usinagem Horizontal a82 Centro de Usinagem Horizontal a82M Centro de Usinagem Horizontal a92 Centro de Usinagem Horizontal
Para 6 + 6 orifícios
Para 12 + 12 orifícios
Pressão hidráulica máx.
7 MPa
21 MPa
7 MPa
21 MPa
Detalhes da tubulação(H: hidráulica P: pneumática)
(H : 4 + P : 2) × 2
(H : 4 + P : 2) × 2
(H : 8 + P : 4) × 2
(H : 8 + P : 4) × 2
10M á q u i n a s d e P r o d u ç ã o
C
M
Y
CM
MY
CY
CMY
K
pag10.pdf 12/05/2012 01:05:55
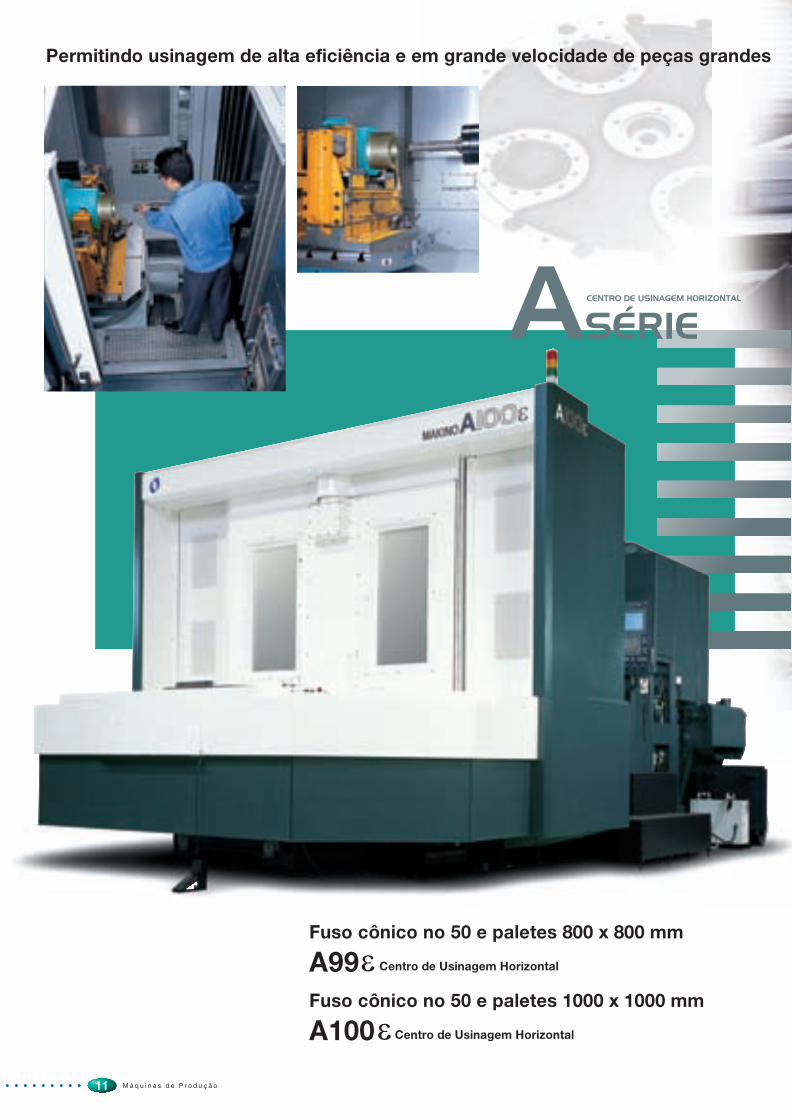
ASÉRIECENTRO DE USINAGEM HORIZONTAL
Permitindo usinagem de alta eficiência e em grande velocidade de peças grandes
Fuso cônico no 50 e paletes 800 x 800 mm
A99 Centro de Usinagem Horizontal
Fuso cônico no 50 e paletes 1000 x 1000 mm
A100 Centro de Usinagem Horizontal
11 M á q u i n a s d e P r o d u ç ã o
C
M
Y
CM
MY
CY
CMY
K
pag11.pdf 12/05/2012 01:22:27
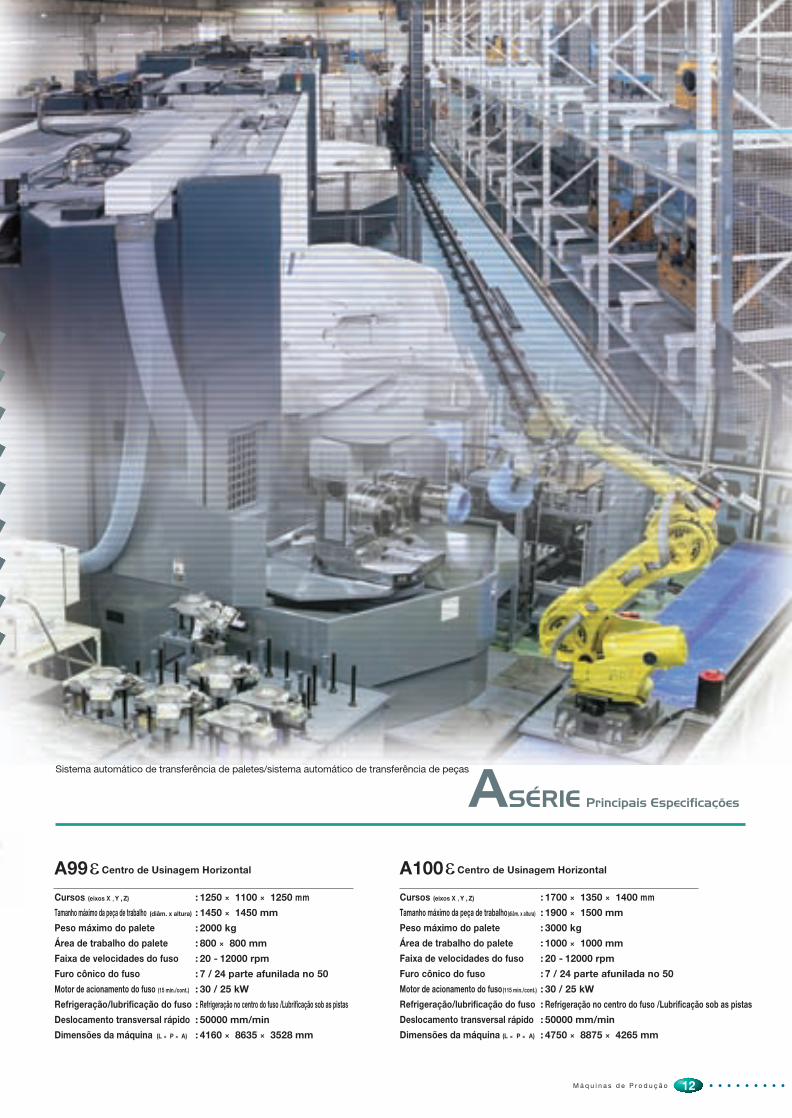
ASÉRIE Principais Especificações
A99 Centro de Usinagem Horizontal
Cursos (eixos X , Y , Z)
Tamanho máximo da peça de trabalho (diâm. x altura)
Peso máximo do palete
Área de trabalho do palete
Faixa de velocidades do fuso
Furo cônico do fuso
Motor de acionamento do fuso (15 min./cont.)
Refrigeração/lubrificação do fuso Deslocamento transversal rápido
Dimensões da máquina (L × P × A)
: 1250 × 1100 × 1250 mm
: 1450 × 1450 mm
: 2000 kg
: 800 × 800 mm
: 20 12000 rpm
: 7 / 24 parte afunilada no 50
: 30 / 25 kW
: Refrigeração no centro do fuso /Lubrificação sob as pistas : 50000 mm/min
: 4160 × 8635 × 3528 mm
A100 Centro de Usinagem Horizontal
Cursos (eixos X , Y , Z)
Tamanho máximo da peça de trabalho (diâm. x altura)
Peso máximo do palete
Área de trabalho do palete
Faixa de velocidades do fuso
Furo cônico do fuso
Motor de acionamento do fuso (115 min./cont.)
Refrigeração/lubrificação do fuso Deslocamento transversal rápido
Dimensões da máquina (L × P × A)
: 1700 × 1350 × 1400 mm
: 1900 × 1500 mm
: 3000 kg
: 1000 × 1000 mm
: 20 12000 rpm
: 7 / 24 parte afunilada no 50
: 30 / 25 kW
: Refrigeração no centro do fuso /Lubrificação sob as pistas : 50000 mm/min
: 4750 × 8875 × 4265 mm
Sistema automático de transferência de paletes/sistema automático de transferência de peças
12M á q u i n a s d e P r o d u ç ã o
C
M
Y
CM
MY
CY
CMY
K
pag12.pdf 12/05/2012 01:23:09

BH50Centro de Usinagem Horizontal
CU especializado para blocos e cabeçotes de motores
Especificações
Cursos (eixos X × Y × Z)
Tamanho máximo da peça de trabalho (diâm. x altura)
Peso máximo do palete
Área de trabalho do palete
Faixa de velocidades do fuso
Furo cônico do fuso
Motor de acionamento do fuso (25%ED/15 min./cont.)
Deslocamento transversal rápido
Dimensões da máquina (LPA)
: 630 × 650 × 830 mm
: 730 × 900 mm
: 500 kg
: 500 × 500 mm
: 50 × 12000 rpm
:
: 30 / 26 / 22 kW
: 60000 mm / min (eixos XYZ)
: 2500 × 5300 × 2742 mm
*Opcional
O fato de as programações de usinagem poderem ser criadas e revisadas de modo simples e confiável faz com que a produtividade seja bastante melhorada aumentando as taxas de tempo operacional das máquinas equipadas com um magazine de paletes ou um trocador automático de peças. Além disso,esse sistema também melhora a eficiência de trabalho, simplificando o gerenciamento de grandes volumes de programas NC e dados de ferramentas utilizados em pequenas operações de usinagem de grandes variedades de peças e na usinagem de protótipos de peças.
Sistema de suporte à usinagem de peças
13 M á q u i n a s d e P r o d u ç ã o
C
M
Y
CM
MY
CY
CMY
K
pag13.pdf 12/05/2012 01:26:01

Comprimento máximo da ferramenta
510 mm (29 N・m*)Diâmetro máximo da ferramenta
200 mm** Opcional
Porta para operação automática disponível
Porta padrão Especificação de módulo MMC*Especificação de porta automática*Especificação de intertravamento com barreira de luz*
Especificação de automação (para pórtico)*
* Opcional
14M á q u i n a s d e P r o d u ç ã o
C
M
Y
CM
MY
CY
CMY
K
pag14.pdf 12/05/2012 01:26:39
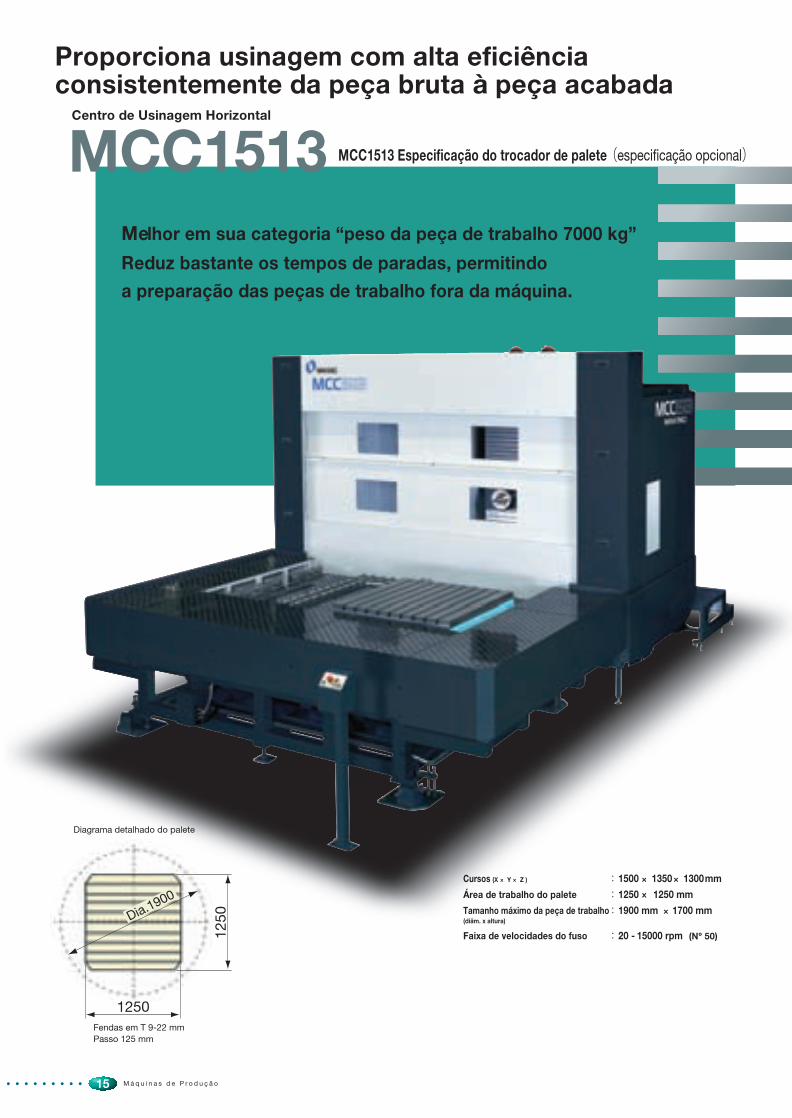
Passo 125 mm
Diagrama detalhado do palete
Dia.1900
1250
1250
MCC1513Centro de Usinagem Horizontal
Proporciona usinagem com alta eficiência consistentemente da peça bruta à peça acabada
MCC1513 Especificação do trocador de palete(especificação opcional)
Cursos (X × Y × Z )
Área de trabalho do palete
Tamanho máximo da peça de trabalho (diâm. x altura)
Faixa de velocidades do fuso
: 1500 × 1350 × 1300 mm
: 1250 × 1250 mm
: 1900 mm × 1700 mm
: 20 15000 rpm (Nº 50)
Melhor em sua categoria “peso da peça de trabalho 7000 kg”
Reduz bastante os tempos de paradas, permitindo
a preparação das peças de trabalho fora da máquina.
15 M á q u i n a s d e P r o d u ç ã o
C
M
Y
CM
MY
CY
CMY
K
pag15.pdf 12/05/2012 01:31:48
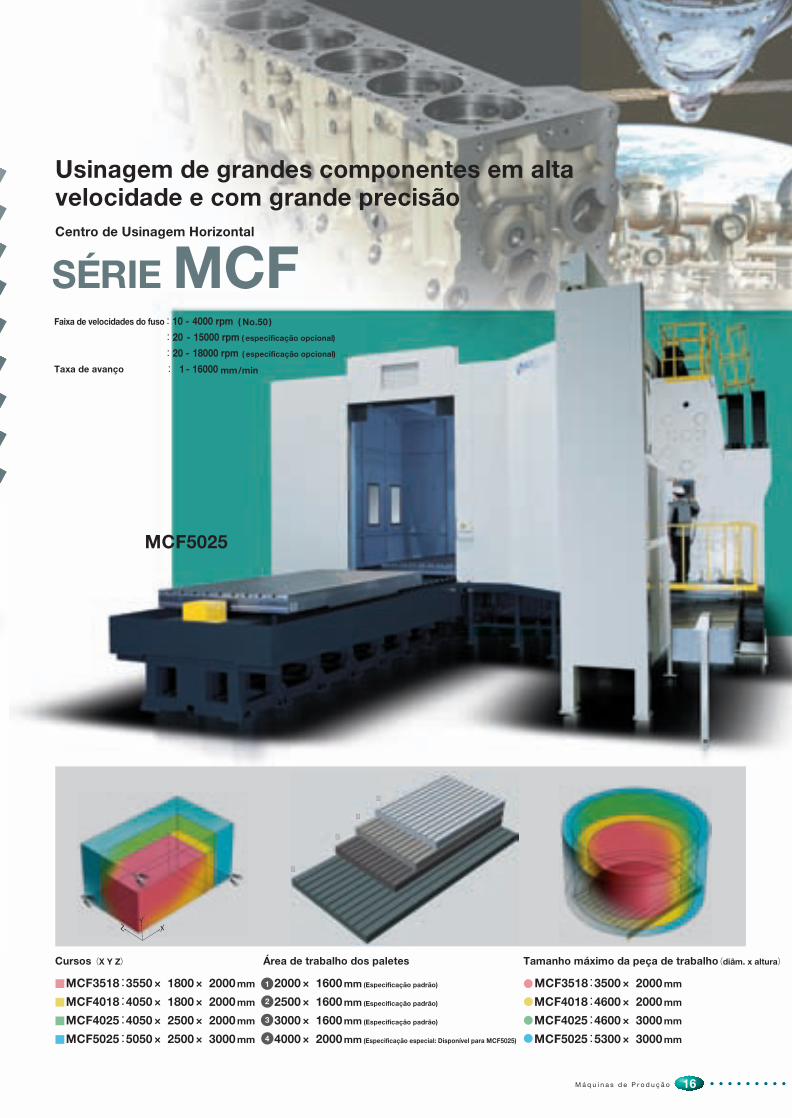
SÉRIE MCFCentro de Usinagem Horizontal
Usinagem de grandes componentes em alta velocidade e com grande precisão
Área de trabalho dos paletes
2000 × 1600 mm (Especificação padrão)
2500 × 1600 mm (Especificação padrão)
3000 × 1600 mm (Especificação padrão)
4000 × 2000 mm (Especificação especial: Disponível para MCF5025)
Cursos (X Y Z)
MCF3518
MCF4018
MCF4025
MCF5025
:3550 × 1800 × 2000 mm
:4050 × 1800 × 2000 mm
:4050 × 2500 × 2000 mm
:5050 × 2500 × 3000 mm
Tamanho máximo da peça de trabalho (diâm. x altura)
MCF3518 MCF4018 MCF4025
MCF5025
:3500 × 2000 mm
:4600 × 2000 mm
:4600 × 3000 mm
:5300 × 3000 mm
MCF5025
1416
Faixa de velocidades do fuso : 10 4000 rpm ( No.50 )
: 20 15000 rpm ( especificação opcional)
: 20 18000 rpm ( especificação opcional)
Taxa de avanço : 1 16000 mm / min
3
4
2
1
M á q u i n a s d e P r o d u ç ã o
C
M
Y
CM
MY
CY
CMY
K
pag16.pdf 12/05/2012 01:32:26

Motores de acionamento direto (DD)
Com base no kn how adquirido com o sistema exclusivo de refrigeração no centro do fuso e lubrificação sob as pistas da Makino, uma nova tecnologia foi desenvolvida para a circulação de refrigerante com temperatura controlada nas peças pivotantes de modo a manter sua temperatura constante. Essa nova tecnologia trabalha no sentido de minimizar a distorção térmica provocada pelo calor gerado durante a operação em alta velocidade.
*Sistema de acionamento direto (DD) : Pelo fato de o sistema de acionamento direto não utilizar engrenagem sem fim, não existe nenhuma folga de engrenagem.
Centro de Usinagem Vertical de 5 Eixos
D500
Centro de Usinagem Vertical de 5 EixosD300
DSÉRIECentro de Usinagem Vertical de 5 Eixos
:300 × 500 × 350 mm:240° (120° ) ・360° (cont.)
:0.0001°:1 60000 (eixos X, Y, Z) mm / min :300 mm dia. 300 mm dia. (Opcional):120 kg, 200 kg (Opcional):2800 × 2500 × 2500 mm
Cursos (eixos XYZ)
Cursos (A・C)
Ângulo mínimo de divisãoTaxa de avanço de corte
Área de trabalho da mesa(Mesa circular com fendas em T*)
Carga máxima da mesaDimensões da máquina (WDH)
D300 D500
*Especificação da mesa de paletes (Opcional) Tamanho do palete Carga máxima na mesa
* Foto: Gerador de pulso manual portátil com tipo de display de posição da ferramenta (opcional)
: 200 mm dia. / 300 mm dia. : 100 kg
: 400 × 400 mm / 500 × 500 mm : 300 kg / 250 kg, 500 kg
Taxa de avanço (eixos A/C) : 45,000 / 54,000°/min
D300 D500D500
: 18,000°/min
Os eixos basculantes e rotativos são equipados com motores DD, permitindo que os dois eixos rotativos de alta velocidade e alto torque proporcionem alta produtividade na usinagem de protótipos de peças e peças de alumínio, bem como materiais de difícil corte, como o titânio.
D300 Limites de tamanho da peça de trabalho
450 diâm.
300 diâm.
270
160
20
SR29
0
Centro do eixo A
D500 Limites de tamanho da peça de trabalho
(Especificação da mesa circular 500 mm diâm. com fendas em T)
650 diâm.
500 diâm.
530
80
380 SR
450
Centro do eixo A
17
Desafiando as barreiras de precisão e velocidade na usinagem simultânea de 5 eixos
:550 × 1000 × 500 mm:150° (+ 30 - 120° ) ・360° (cont.)
:0.0001°:1 32000 (X axis) mm / min 1 40000 (Y axis, Z axis) mm / min:500 mm dia. 630 mm dia. (Opcional):350 kg, 500 kg (Opcional):3550 × 4400 × 3200 mm
M á q u i n a s d e P r o d u ç ã o
C
M
Y
CM
MY
CY
CMY
K
pag17.pdf 12/05/2012 01:41:01
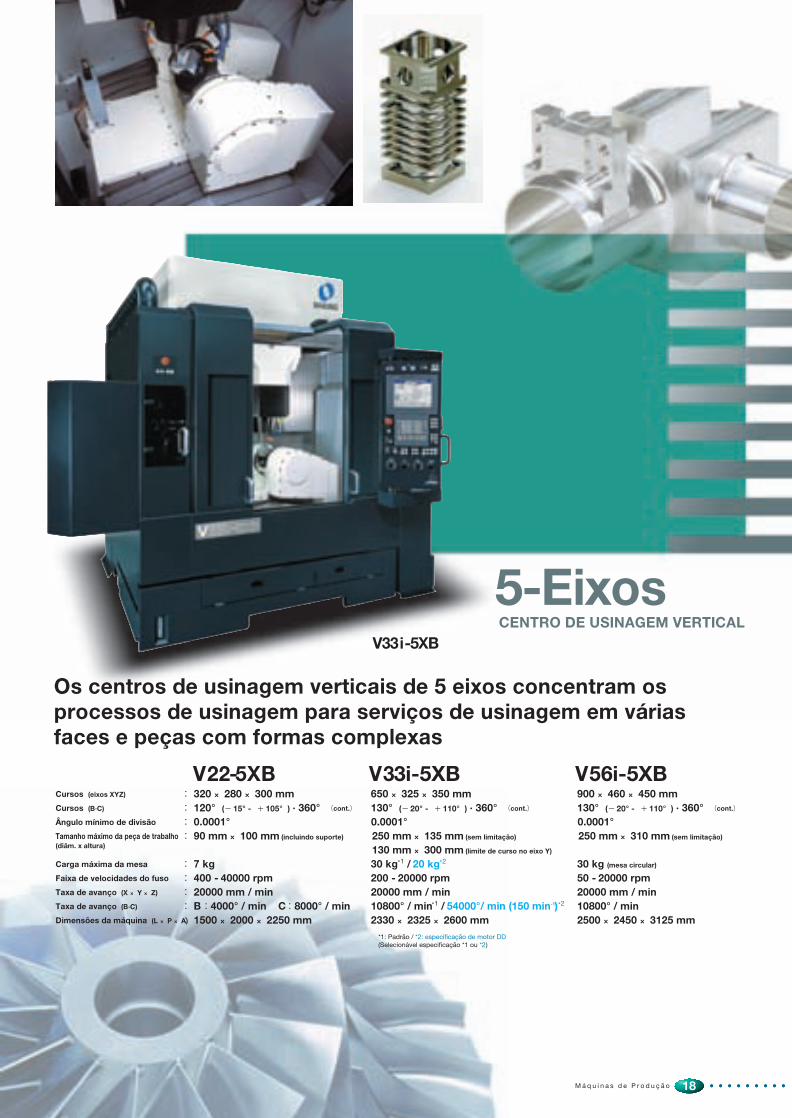
*1: Padrão / *2: especificação de motor DD(Selecionável especificação *1 ou *2)
Os centros de usinagem verticais de 5 eixos concentram os processos de usinagem para serviços de usinagem em várias faces e peças com formas complexas
V33 i XB
Cursos (eixos XYZ)
Cursos (B·C)
Ângulo mínimo de divisão
Tamanho máximo da peça de trabalho (diâm. x altura)
Carga máxima da mesa
Faixa de velocidades do fuso
Taxa de avanço (X × Y × Z)
Taxa de avanço (B·C)
Dimensões da máquina (L × P × A)
V22 5XB: 320 × 280 × 300 mm: 120° (- 15 + 105° ) · 360° (cont.)
: 0.0001°: 90 mm × 100 mm (incluindo suporte)
: 7 kg: 400 40000 rpm: 20000 mm / min: B:4000° / min C:8000° / min: 1500 × 2000 × 2250 mm
V3
650 × 325 × 350 mm 130° (- 20 + 110° ) · 360° (cont.)
0.0001° 250 mm × 135 mm (sem limitação)
130 mm × 300 mm (limite de curso no eixo Y)
30 kg*1 / 20 kg*2
200 20000 rpm 20000 mm / min 10800° / min*1 / 54000°/ min (150 min )*2
2330 × 2325 × 2600 mm
V5 900 × 460 × 450 mm 130° (- 20 + 110° ) · 360° (cont.)
0.0001° 250 mm × 310 mm (sem limitação)
30 kg (mesa circular)
50 20000 rpm 20000 mm / min 10800° / min 2500 × 2450 × 3125 mm
Eixos CENTRO DE USINAGEM VERTICAL
1418M á q u i n a s d e P r o d u ç ã o
C
M
Y
CM
MY
CY
CMY
K
pag18.pdf 12/05/2012 01:42:14
TM
Função de ajuste da peça de trabalho
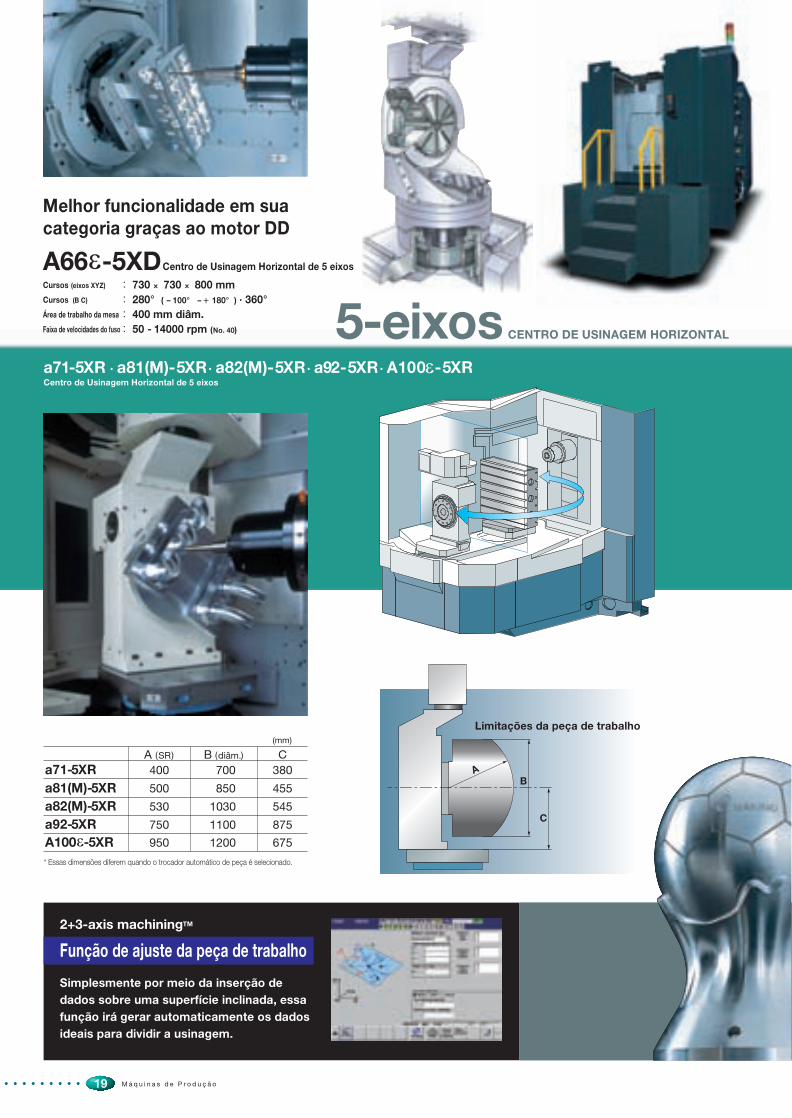
a71 5XR · a81(M) 5XR · a82(M) 5XR · a92 5XR · A100 5XRCentro de Usinagem Horizontal de 5 eixos
A
C
Ba71 5XRa81(M) 5XR
A (SR)
400
500
530a82(M) 5XR
B (diâm.)
700
850
1030
C380
455
545
9505XR 1200 675
750a92 5XR 1100 875
(mm)
* Essas dimensões diferem quando o trocador automático de peça é selecionado.
Simplesmente por meio da inserção de dados sobre uma superfície inclinada, essa função irá gerar automaticamente os dados ideais para dividir a usinagem.
ixos CENTRO DE USINAGEM HORIZONTAL
19
: 730 × 730 × 800 mm: 280° ( 100° + 180° ) · 360°: 400 mm diâm. : 50 14000 rpm (No. 40)
Centro de Usinagem Horizontal de 5 eixos
Cursos (eixos XYZ)
Cursos (B C)
Área de trabalho da mesa
Faixa de velocidades do fuso
Melhor funcionalidade em sua categoria graças ao motor DD
Limitações da peça de trabalho
M á q u i n a s d e P r o d u ç ã o
C
M
Y
CM
MY
CY
CMY
K
pag19.pdf 12/05/2012 01:56:14

MCD1516 / 5XACentro de Usinagem Horizontal
Centro de usinagem simultânea em 5 eixos combinando alta rigidez com alta velocidade de operação.
Fuso de alta potência
Especificação opcional
Fuso RJ
Fuso de alto torque
Fuso de barra
Fuso escareador pesado
: 6000 rpm Torque (40%ED / cont.) : 1127 / 823 N・m
: 15000 rpm Drive motor (30 min. / cont.) : 30 / 25 kW: 18000 rpm Drive motor : 50 kW: 8000 rpm Torque (15%ED / cont.) : 1009 / 504 N・m
: 4000 rpm : 300 mm
: 3000 rpm Torque (40%ED / cont.) : 3528 / 2842 N・m
Cursos dos eixos ( X × Y × Z)
Cursos dos eixos (B · C)
Ângulo mínimo de divisãoDeslocamento transversal rápido (X ·Y· Z)
Deslocamento transversal rápido (B·C)
Dimensões da máquina
XR / XR: 900 / 1100 × 800 / 820 × 1020 mm
: 210° (-60° +150° ) · 360° (cont.)
: 0.0001°: 50000(36000) / 30000 mm / min (X · Z / Y) : 7714 · 12000° / min
: 325 mm diâm.
XA / XA1500 / 2000 × 1600 × 1300 mm
115° (-100° +15° ) · 360° (cont.)(A・B)
16000 mm / min
720 ・ 1440° / min(A・B)
1000 × 1000 mm
XR1520 × 1250 × 1350 mm
210° (-90° +120° ) · 360° (cont.)
50000 mm / min
6000° / min
635 mm diâm.
Fuso de alta rigidez e alta velocidadeUm fuso altamente rígido e de alta velocidade, com velocidade máxima de 18.000 rpm facilita a usinagem rápida de grandes peças. Além disso, é disponível um fuso de alta potência e com alto torque, ideal parausinagem de materiais de difícil corte, como titânioe Inconel.
Usinagem contínua de alta precisão Um sistema de retroalimentação de escala 0,1 µ m assegura alta precisão ao longo de várias horas de usinagem. Além disso, a divisão de 0,0001 graus nos eixos A e B é perfeitamente adequada à usinagem em várias faces comprecisão e à usinagem simultânea em 5 eixos.
Especificação padrão
20
Os centros de usinagem verticais de 5 eixos concentram os processos de usinagem para serviços de usinagem em várias faces e de peças com formas complexas.
M á q u i n a s d e P r o d u ç ã o
C
M
Y
CM
MY
CY
CMY
K
pag20.pdf 12/05/2012 01:57:07

VSÉRIECENTRO DE USINAGEM VERTICAL
Morsa Rotativa Inteligente(Disponível com V77 e V77L)
Morsa mágica para usinagem de várias faces em uma fixação
Usinagem Hale proporciona acabamentos superficiais com precisão de submícronsA usinagem Hale é adequada para as superfícies de vedação da câmara de vácuo utilizada em equipamentos de fabricação de semicondutores, os quais exigem qualidade superficial superior.A usinagem com ferramentas não rotativas equivale a uma superfície meticulosamente polida a mão, pois a utilização da usinagem Hale não deixa nenhuma marca do dispositivo de corte na superfície usinada.
Usinagem de ranhuras em face de 90º
Usinagem de ranhuras em face de 180º
Dispositivo de esmerilhamento em correia (especificação opcional)
Em operações de esmerilhamento em um cento de usinagem, este dispositivo produz superfícies usinadas que não exigem polimento manual. A correia pode ser trocada para acomodar superfícies usinadas de várias larguras. (Larguras de correia disponíveis: 10, 20 e 30 mm) O mecanismo simples de acionamento da correia utiliza ar através do fuso, permitindo que o dispositivo seja fixado nos suportes de ferramenta existentes, bem como trocas automáticas de ferramentas (diâmetro da haste 32 mm).
Cursos dos eixos (XYZ)
Área de trabalho da mesa
Carga máxima na mesa
Faixa de velocidades do fuso
Motor de acionamento do fuso (30 min/cont.)
Dimensões da máquina (L × P × A)
V56 i: 900 × 550 × 450 mm: 1050 × 550 mm: 800 kg: 50 20000 rpm: 18.5 / 15 kW: 2500 × 2450 × 2925 mm
Cursos dos eixos (XYZ)
Área de trabalho da mesa
Carga máxima na mesa
Faixa de velocidades do fuso
Motor de acionamento do fuso
Dimensões da máquina (W × D × H)
V22: 320 × 280 × 300 mm: 450 × 350 mm: 100 kg: 400 40000 rpm: 8.4 kW (cont.)
: 1500 × 2000 × 2250 mm
V33 i650 × 450 × 350 mm750 × 450 mm300 kg200 20000 rpm15 / 11 kW (30 min / cont.)
2330 × 2325 × 2400 mm
V99/ V99L 1500 / 2000 × 1000 × 800 mm 1800 / 2300 × 1000 mm 4000 kg 50 20000 rpm (Nº 40) / 50 12000 rpm (Nº 50) Selecionável
18.5 / 15 kW(Nº 40) 22 / 18.5 kW (Nº 50) 4700 / 5200 × 3635 × 3500 mm
V77/ V77L 1200 / 1500 × 700 × 650 mm 1400 / 1650 × 700 mm 2500 / 2000 kg 50 20000 rpm (Nº 40) / 50 12000 rpm (Nº 50) Selecionável
18.5 / 15 kW(Nº 40) 22 / 18.5 kW(Nº 50) 3700 / 3950 × 3000 × 3300 mm
A Série V de centros de usinagem vertical é ideal para serviços de usinagem de peças que exigem precisão e qualidade de acabamento superficial aprimoradas
21 M á q u i n a s d e P r o d u ç ã o
C
M
Y
CM
MY
CY
CMY
K
pag21.pdf 12/05/2012 02:03:22

*Opcional
V33i
Perceba a melhoria da produtividade nos componentes de precisão
Medições de estabilidade térmica
・Sistema de refrigeração do centro do fuso / sistema de refrigeração da camisa・Refrigeração do motor linear・Proteção térmica・Isolação da plataforma e coluna・Estabilizador da plataforma e coluna
(especificação opcional)
・Câmara térmica (especificação opcional
・Unidade de alimentação elétrica autônoma
Proteção térmica
Isolação
Tampa
(especificação opcional)
A Proteção Térmica cobre a parte superior da máquina para manter o isolamento do ar ambiente, minimizando, portanto, mudanças de comportamento em decorrência de flutuações da temperatura ambiente.
Medidas de estabilidade térmica:
Estabilizador Térmico Makino é o nome genérico das funções que suprimem mudanças de
comportamento da máquina causadas pela temperatura ambiente. A Proteção Térmica se encontra
opcionalmente disponível nas máquinas da Série V. (iQ300, V22, V33i e V56i: Especificação Padrão)
AutomaçãoO tamanho da mesa permite a utilização de várias morsas de precisão e mandris automáticos, facilitando a usinagem de várias peças de trabalho de mesmo formato. Um
trocador automático de peça (especificação opcional) também pode ser instalado para permitir operação contínua não assistida à noite ou nos finais de semana.
Cursos dos eixos (XYZ)
Área de trabalho da mesa
Carga máxima na mesa
Faixa de velocidades do fuso
Motor de acionamento do fuso (cont.)
Dimensões da máquina (W × D × H)
: 400 × 350 × 200 mm: 600 × 400 mm: 100 kg: 400 45000 rpm: 9.5 kW: 2030 × 2300 × 2250 mm
iQ300
Tamanho da mesa
Tamanho da peça
Carga útil
Ângulo mínimo de divis
: 135 mm dia. : 180 mm dia. × L250 mm (sem limitação): 15 kg: 0,0001°
Cabeçote de Trabalho Rotativo* (especificação de motor DD)
22M á q u i n a s d e P r o d u ç ã o
C
M
Y
CM
MY
CY
CMY
K
pag22.pdf 12/05/2012 02:04:06
0.1
1.0
100 1000 (mm/min)
(µ m)
Máq
uina
de
altí
ssim
a p
reci
são
par
a fin
s es
pec
iais
Centros de usinagem
Centros de usinagem de alta velocidade
HYPER2J
Machining speed Alta eficiência
Pre
cisã
o d
e us
inag
em
Alt
a p
reci
são
20
21
22
23
24
25
26
27
60 min
Tem
per
atur
a(°
C)
Tempo
± 0.15° C30 min
Des
loca
men
to
Tempo
10µ m
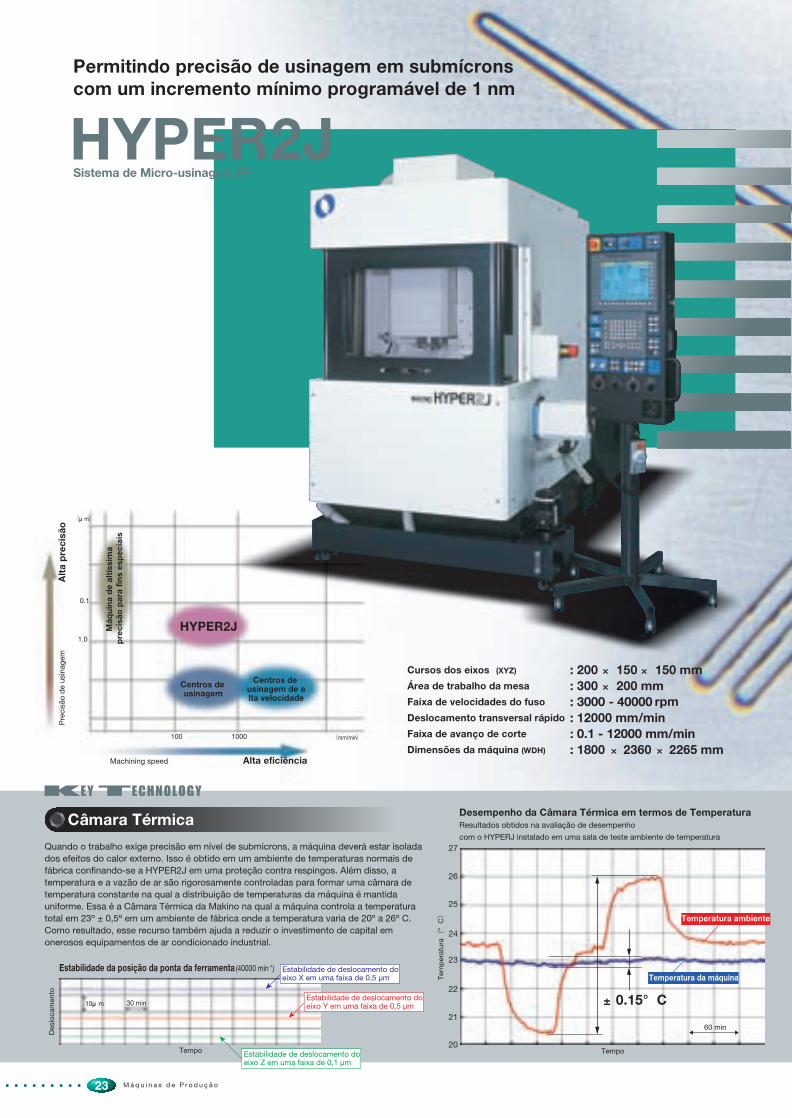
Permitindo precisão de usinagem em submícrons com um incremento mínimo programável de 1 nm
HYPER2J
Cursos dos eixos (XYZ)
Área de trabalho da mesa
Faixa de velocidades do fuso
Deslocamento transversal rápido
Faixa de avanço de corte
Dimensões da máquina (WDH)
: 200 × 150 × 150 mm: 300 × 200 mm
: 12000 mm/min
: 1800 × 2360 × 2265 mm
Quando o trabalho exige precisão em nível de submícrons, a máquina deverá estar isolada dos efeitos do calor externo. Isso é obtido em um ambiente de temperaturas normais de
temperatura e a vazão de ar são rigorosamente controladas para formar uma câmara de temperatura constante na qual a distribuição de temperaturas da máquina é mantida uniforme. Essa é a Câmara Térmica da Makino na qual a máquina controla a temperatura total em 23º ± 0,5º em um ambiente de fábrica onde a temperatura varia de 20º a 26º C. Como resultado, esse recurso também ajuda a reduzir o investimento de capital em onerosos equipamentos de ar condicionado industrial.
Câmara Térmica Desempenho da Câmara Térmica em termos de TemperaturaResultados obtidos na avaliação de desempenho
com o HYPERJ instalado em uma sala de teste ambiente de temperatura
Estabilidade da posição da ponta da ferramenta (40000 min 1)
Temperatura ambiente
Temperatura da máquinaEstabilidade de deslocamento do eixo X em uma faixa de 0,5 µm
Estabilidade de deslocamento do eixo Y em uma faixa de 0,5 µm
Estabilidade de deslocamento do eixo Z em uma faixa de 0,1 µm
23
rpm
M á q u i n a s d e P r o d u ç ã o
C
M
Y
CM
MY
CY
CMY
K
pag23.pdf 12/05/2012 02:20:25
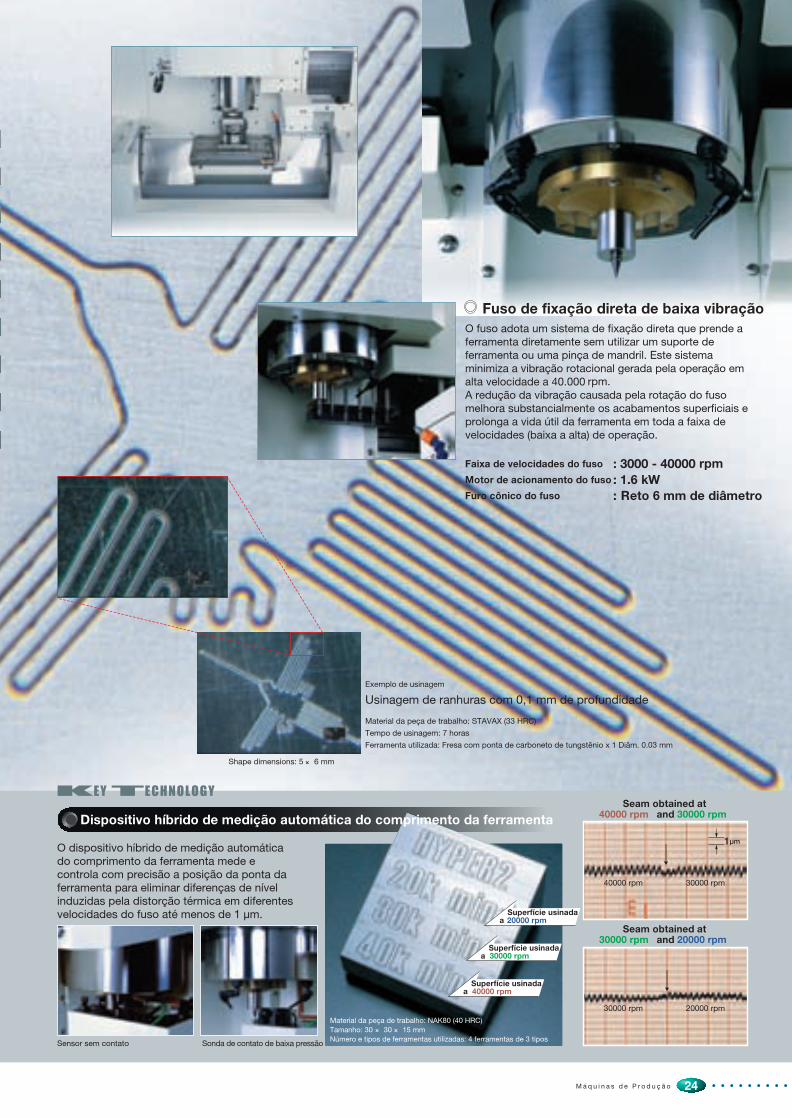
Exemplo de usinagem
Usinagem de ranhuras com 0,1 mm de profundidade
Material da peça de trabalho: STAVAX (33 HRC)
Tempo de usinagem: 7 horas
Ferramenta utilizada: Fresa com ponta de carboneto de tungstênio x 1 Diâm. 0.03 mm
Shape dimensions: 5 × 6 mm
Faixa de velocidades do fuso
Motor de acionamento do fuso
Furo cônico do fuso
: 1.6 kW: Reto 6 mm de diâmetro
O fuso adota um sistema de fixação direta que prende a ferramenta diretamente sem utilizar um suporte de ferramenta ou uma pinça de mandril. Este sistema minimiza a vibração rotacional gerada pela operação em
A redução da vibração causada pela rotação do fuso melhora substancialmente os acabamentos superficiais e prolonga a vida útil da ferramenta em toda a faixa de velocidades (baixa a alta) de operação.
Fuso de fixação direta de baixa vibração
Sensor sem contato
O dispositivo híbrido de medição automática do comprimento da ferramenta mede e controla com precisão a posição da ponta da ferramenta para eliminar diferenças de nível induzidas pela distorção térmica em diferentes velocidades do fuso até menos de 1 µm.
Dispositivo híbrido de medição automática do comprimento da ferramenta
Superfície usinada a 20000 rpm
Superfície usinada a 30000 rpm
Superfície usinada a 40000 rpm
Seam obtained at 40000 rpm and 30000 rpm
Seam obtained at 30000 rpm and 20000 rpm
40000 rpm 30000 rpm
30000 rpm 20000 rpm
1µm
Material da peça de trabalho: NAK80 (40 HRC)Tamanho: 30 × 30 × 15 mmNúmero e tipos de ferramentas utilizadas: 4 ferramentas de 3 tiposSonda de contato de baixa pressão
24
rpm.
rpm
M á q u i n a s d e P r o d u ç ã o
C
M
Y
CM
MY
CY
CMY
K
pag24.pdf 12/05/2012 02:21:37
0.047 mm
1.8 mm diâm.
1.86 mm diâm.
35
Tem
per
atur
a (°
C)
20
21
22
23
24
25
26
27
28
29
30
6:00 8:00 10:00 12:00 14:00 16:00 18:00
Tempo
Room temperature setting Machining chamber
Ajuste da temperatura ambiente 20°C 23°C
Ajuste da temperatura ambiente 26°C 20°C
Ajuste da temperatura ambiente 23°C 26°C
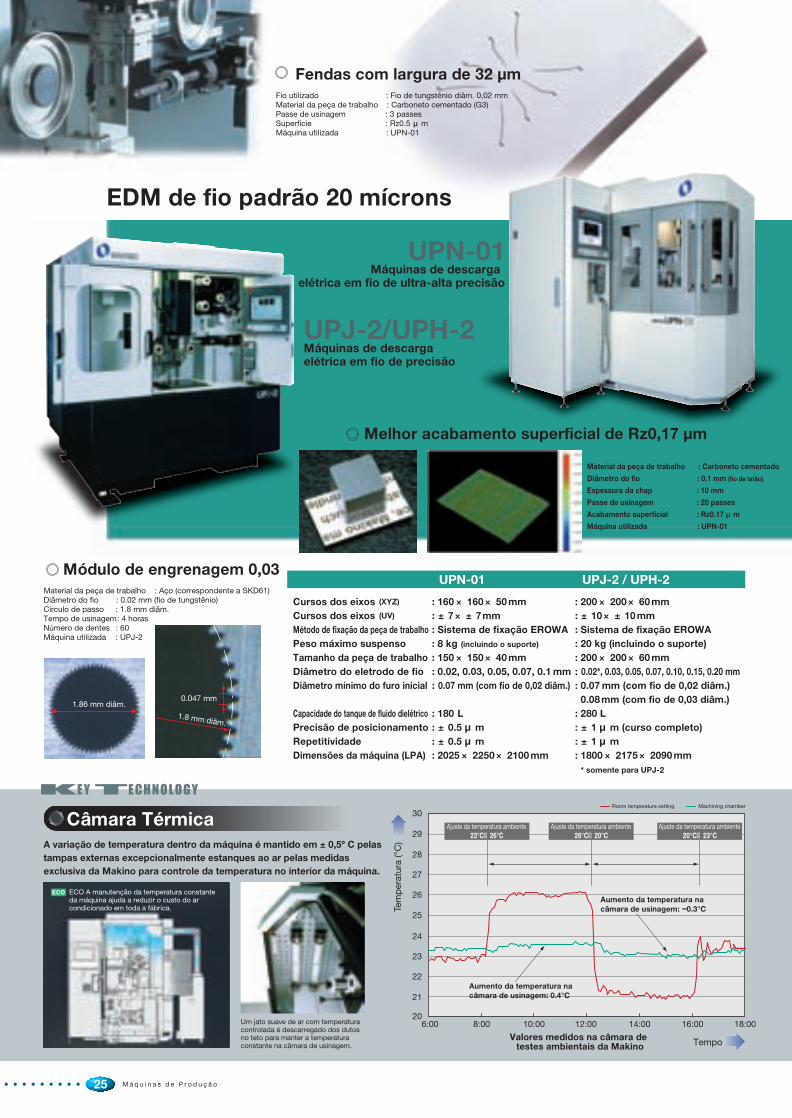
A variação de temperatura dentro da máquina é mantido em ± 0,5º C pelas tampas externas excepcionalmente estanques ao ar pelas medidas exclusiva da Makino para controle da temperatura no interior da máquina.
Câmara Térmica
Um jato suave de ar com temperatura controlada é descarregado dos dutos no teto para manter a temperatura constante na câmara de usinagem.
Material da peça de trabalho : Carboneto cementado
Diâmetro do fio : 0.1 mm (fio de latão)
Espessura da chap : 10 mm
Passe de usinagem : 20 passes
Acabamento superficial : Rz0.17 µ m
Máquina utilizada
Máquinas de descarga elétrica em fio de precisão
Fendas com largura de 32 µmFio utilizado : Fio de tungstênio diâm. 0,02 mmMaterial da peça de trabalho : Carboneto cementado (G3)Passe de usinagem : 3 passesSuperfície : Rz0.5 µ mMáquina utilizada
EDM de fio padrão 20 mícrons
Cursos dos eixos (XYZ)
Cursos dos eixos (UV)
Método de fixação da peça de trabalhoPeso máximo suspensoTamanho da peça de trabalhoDiâmetro do eletrodo de fioDiâmetro mínimo do furo inicial
Capacidade do tanque de fluido dielétricoPrecisão de posicionamentoRepetitividadeDimensões da máquina (LPA)
: 160 × 160 × 50 mm: ± 7 × ± 7 mm: Sistema de fixação EROWA: 8 kg (incluindo o suporte)
: 150 × 150 × 40 mm: 0.02, 0.03, 0.05, 0.07, 0.1 mm: 0.07 mm (com fio de 0,02 diâm.)
: 180 L: ± 0.5 µ m : ± 0.5 µ m : 2025 × 2250 × 2100 mm
: 200 × 200 × 60 mm: ± 10 × ± 10 mm: Sistema de fixação EROWA: 20 kg (incluindo o suporte): 200 × 200 × 60 mm: 0.02*, 0.03, 0.05, 0.07, 0.10, 0.15, 0.20 mm: 0.07 mm (com fio de 0,02 diâm.) 0.08 mm (com fio de 0,03 diâm.): 280 L: ± 1 µ m (curso completo) : ± 1 µ m : 1800 × 2175 × 2090 mm
ECO A manutenção da temperatura constante da máquina ajuda a reduzir o custo do ar condicionado em toda a fábrica.
Máquinas de descarga
Melhor acabamento superficial de Rz0,17 µm
Módulo de engrenagem 0,03Material da peça de trabalho : Aço (correspondente a SKD61)Diâmetro do fio : 0.02 mm (fio de tungstênio)Círculo de passo : 1.8 mm diâm. Tempo de usinagem : 4 horasNúmero de dentes : 60Máquina utilizada
Aumento da temperatura na câmara de usinagem: -0.3°C
Aumento da temperatura na câmara de usinagem: 0.4°C
Valores medidos na câmara de testes ambientais da Makino
25 M á q u i n a s d e P r o d u ç ã o
C
M
Y
CM
MY
CY
CMY
K
pag25.pdf 12/05/2012 02:48:46

36
(Foto: Especificação automática eixo W NC)
Pelo fato de o eletrodo lançador já ter os eletrodos de tubo/sólidos de pequeno diâmetro inseridos na guia do eletrodo, a troca automática é efetuada com segurança.A usinagem contínua é possível mesmo com eletrodos de diâmetros diferentes. (Patenteado)
Guia do Eletrodo Lançador *Apenas EDFH1 (Patenteada)
Suporte de eletrodo de pequeno diâmetro + Mandril de pinça Suporte da guia +
Guia do eletrodo
Os eletrodos são montados no suporte de eletrodo de pequeno diâmetro e, a seguir, passados dentro da guia do eletrodo para colocação no magazine do ATC.
O braço do ATC utiliza o sistema duplo de retenção de modo a reduzir o tempo de troca do eletrodo. (ATC32 somente)
Máquina EDM de Furos Finos
Cursos (XYZ) : 350 x 250 x 250mm / 450 x 350 x 350mm (W) : 250 mmPeso máximo da peça de trabalho : 500 kg / 800kg Altura máxima do fluido dielétrico : 250 mm / 350 mmDeslocamento transversal rápido (cabeçote MA) : 2000 rpmFaixa de diâmetros do eletrodo (para uso)
de furo fino (para troca automática)
Usinagem de passo de furos de alta precisão Usinagem de eletrodo conformado
Caso de usinagem de furos finos
Número de furosDiâmetro dos eletrodos
Material da peça de trabalho utilizadaEspessura da peça de trabalhoTempo de usinagemComprimento de desgaste do eletrodoTaxa de desgaste do eletrodoDiâmetro dos furosPrecisão do passoEletrodos utilizados
: 150 (passo: 0.2 mm): 0.1 mm Eletrodos de tubo de cobre: Carboneto cementado (G3): 2 mm: 140 segundos/furo: 2 mm: 100%: 0.12 mm ± 5 µ m: ± 0.002 mm: 34
FurosDiâmetro do eletrodo conformadoMaterial da peça de trabalhoEspessura da peça de trabalhoTempo de usinagemComprimento de desgaste do eletrodoTaxa de desgaste do eletrodoDiâmetro dos furosPrecisão do passo
: 8 holes (passo: 0.1 mm): 0.006 mm tungsten electrode: Carboneto (G5): 0.025 mm: 20 segundos/furo: 0.017 mm: 68%: 0.01 mm ± 1 µ m: ± 0.001 mm
A usinagem de passo de furos de alta precisão é possível com o ATC.
(Resultados reais no ambiente de nossa fábrica)
Cada máquina incorpora todas as funções necessárias para usinagem fina de furos de alta precisão, incluindo a usinagem fina de furo com eletrodo de tubo, usinagem de furo de conformação fina e faceamento de pontos inversos por EDM comum, entre outros trabalhos.
EDFH1
EDAF2 / EDAF3
Cursos (XYZ) : 220 x 180 x 300 mm (W) : 220 mmPeso máximo da peça de trabalho : 50 kgAltura máxima do fluido dielétrico : 170 mmDeslocamento transversal rápido (cabeçote MA) Faixa de diâmetros do eletrodo (para uso)
(para troca automática)
EDFH1
EDAF2 EDAF3 Especificação de furos finos
Máquina EDM NC de Alta Precisão
Braço de guia (eixo W)
Guia intermediária
Suporte da guia (guia do eletrodo)
Cabeçote Ma
Suporte do eletrodo de pequeno diâmetro
Eletrodo
26
rpm
M á q u i n a s d e P r o d u ç ã o
C
M
Y
CM
MY
CY
CMY
K
pag26.pdf 12/05/2012 02:27:51

A utilização da guia de fio C e o eletrodo de fio dedicado para corte de ângulos amplos de ±45º aumentam bastante o ângulo máximo de afunilamento que pode ser executado. (Ele requer uma diâmetro mínimo de fio de 0,20 mm em relação a uma espessura de chapa de 70 mm.) Esse equipamento opcional também melhora a precisão da usinagem cônica para permitir um acabamento superficial de alta qualidade.
Versatilidade para o manuseio de vários serviços de usinagemA despeito do seu grande tamanho, essasmáquinas de descarga elétrica em fiopodem manter a precisão da forma e omelhor acabamento superficial equivalenteàquele das máquinas pequenas.
O projeto do tanque de gotejamentoproporciona alta operabilidade eacessibilidade.
Conjunto de corte de ângulo de afunilamento
Ângulos de grandes conicidades
U86 / U1310
: 800 × 600 × 320 (Opt. 520) mm / 1310 × 1010 × 520 (Opt. 620) mm: ± 101 × ± 101 mm / : 1220 × 910 mm / 1720 × 1475 mm: 1220 × 910 × 320 mm / 2000 × 1600 × 500 mm: 3000 kg / 6000 kg: 1100 mm / 1200 mm: 0.2, 0.25, 0.3 mm / : ± 15° / 100 t / : 1850 L / 4500 (Opt. 4630) L: 5 L × 4 / 20 L × 2: 2940 × 3725 × 2620 mm / 3755 × 5255 × 2925 (Opc. 3125) mm
Cursos dos eixos (XYZ)
(UV)
Área de trabalho da mesaTamanho máximo da peçaPeso máximo da peçaAltura até a superfície da mesaDiâmetro máximo do eletrodoÂngulo máximo usinávelFluido dielétricoResina deionizanteDimensões da máquina (WDH)
U86 / U1310Máquina de Descarga Elétrica em Fio
45°45°
27
Para usinagem de grandes peças
M á q u i n a s d e P r o d u ç ã o
C
M
Y
CM
MY
CY
CMY
K
pag27.pdf 12/05/2012 02:31:10

Cursos (XxYxZ)
Cursos (UxV)
Área de trabalho da mesa*
Tamanho máximo da peça de trabalho
Peso máximo da peça de trabalho
Diâmetro do eletrodo de fio
Ângulo máximo de afunilamento
Dimensões da máquina
DUO43
: 450 × 300 × 320 mm
: ± 101 × ± 101mm (com limitação)
: 710 × 560 mm
: 710 × 560 × 300 mm
: 800 kg
: 0.1, 0.15, 0.2, 0.25, 0.3 mm
: 15°/100 t
: 1975 × 2815 × 2250 mm
DUO64
: 650 × 400 × 420 mm
: ± 101 × ± 101 mm (com limitação)
: 910 × 660 mm
: 910 × 660 × 400 mm
: 1200 kg
: 0.1, 0.15, 0.2, 0.25, 0.3 mm
: 15°/100 t
: 2200 × 3140 × 2422 mm
Versatilidade para o manuseio de vários serviços de usinagem
DUO SÉRIE
Máquina de Descarga Elétrica em Fio
A usinagem de alta velocidade com ambos os bicos afastados H.E.A.T. proporciona uma espantosa velocidade de usinagem de 120 mm2/min*1.A combinação da vazão de sopro em alta pressão e da tecnologia H.E.A.T. reduz bastante o tempo de usinagem no caso de não ser possível o fornecimento de líquido de usinagem suficiente sobre a face de extremidade e a peça de trabalho reforçada. Além disso, é possível obter acabamento superficial menor que 10 µm Rz por condição de 3ª usinagem adicional de H.E.A.T.
*1)Condição de usinagem: 1ª usinagem, 0,25 mm diâm. fio BS,espessura da chapa 60 mm
Usinagem de alta velocidade e alta precisão com ambos os bicos afastados
Máquinas compatíveis (Especificação padrão):DUO43, DUO64, U32j* 2, U53j*2, U53Tj, UP32j*2, UP53j*2, U86, U1310 *2)Requer 2 filtros adicionais.
Usinagem de 25 a 75% mais rápida(Diâm. 0,25 mm fio BS, 1ª usinagem)
Para usinagem de alta precisão Sistema de Guia de Precisão Bi-partidas Diâmetro do fio:0.1, 0.15, 0.2, 0.25, 0.3 mm
Para usinagem cônica Sistema de guia de precisão PICODiâmetro do fio:0.1, 0.15, 0.2, 0.25, 0.3 mm
* Tipo quadrado* Ambas as guias são selecionáveis em tempo de compra. Favor entrar em contato com o seu representante de vendas da Makino para obter detalhes das mudanças de guias após a data da compra.
H.E.A.T.
Material da peça de trabalhoDiâmetro do fioEspessura da chapanº de passes de usinagem
: STAVAX (stainless steel): 0.25 mm (BS): 60 - 100 mm: 3
Velocidade de usinagem
Retidão
2nd 7.8 mm / min 3rd 8 mm / min: Rz7.3 µ m (Ra1.1 µ m)
28M á q u i n a s d e P r o d u ç ã o
C
M
Y
CM
MY
CY
CMY
K
pag28.pdf 12/05/2012 02:31:52

MAGSÉRIECentro de Usinagem de 5 eixos
Eixo C
Eixo A
(MAG3, A7) : ± 110 graus
Travels
Eixo A (MAG4) : ± 107.5 graus
Eixo C ・・・・・・・・・・・360 graus (cont.)
FusoCom seu eixo A oscilante e eixo C rotativo capaz de giro contínuo, o fuso pode usinar as grandes superfícies curvas das peças estruturais aeroespaciais com alta eficiência.
Novo conceito em máquinas que incrementam as eficiências de usinagem de componentes estruturais aeroespaciais de médio a grande porte
MAG SÉRIE Centro De Usinagem De 5 Eixos
Spoiler de ar
B axis
A axis
A・B axis Cursos dos eixos
A axis : -110° +100°B axis : 360° (cont.)
MAG1
MAG3・4, A7
Tamanho
Material da peça de trabalho
Tempo de usinagem
: 1,220 × 400 × 38 mm
:
: 22 min.
Caixa da asa
29 M á q u i n a s d e P r o d u ç ã o
C
M
Y
CM
MY
CY
CMY
K
pag29.pdf 12/05/2012 02:36:30

Centro de Usinagem de 5 eixos T2
Centro de Usinagem de 5 eixos T4
Tipo A/C (Opcional)
Especificações
Cursos dos eixos (XYZ)
Cursos dos eixosTamanho da face de trabalhoCarga máxima da mesaFaixa de velocidades do fusoFuro cônico do fusoMotor de acionamento do fuso(S6 (25%ED) / cont.)
Características de torque do fuso(S6 (25%ED) / cont.)
*1: Tamanho máximo da Peça do trabalho somente para T2.
T4
: 4200 × 2000 × 1000 mm: ±110° / 360° (eixo C, cont.)
: 4000 × 1500 mm: : : :
:
T2
: 2000 × 2000 × 1800 mm: ±110° (eixo A) / 360° (eixo B, cont.) : 1900 × 2000 mm (diâm. x H)*1
: 5000 kg: 20 – 4000 rpm
: 150 / 100 kW
: 1500 / 1000 N•m
Cursos dos eixos (XYZ)
Cursos dos eixos (AC)*1
Tamanho da face de trabalho (diâm. x altura) Carga máxima da mesaFaixa de velocidades do fusoFuro cônico do fusoMotor de acionamento do fuso
MAG3 / MAG3.H
:3000 × 1500 / 1800 × 1000 mm
:± 110°・ 360° (cont.)
:3000 × 1500 / 1800 mm
:3000 kg
:500 - 30000 rpm
::60 kW (cont.)
MAG1
:1520 × 1100 × 1350 mm
:-110° - + 100°・ 360° (cont.)
:1500 × 1500 mm*2
:1300 kg
:500 - 33000 rpm
: *3
:80 kW (cont.)
MAG3.EX
4000 × 1500 × 1000 mm
3500 × 1500 mm
3000 kg
MAG4 / MAG4.H
4000 × 2000 / 2600 × 700 mm
± 107.5°・ 360° (cont.)
4000 × 2000 mm
3000 kg
A7
7000 × 2500 × 1000 mm
± 110°・ 360° (cont.)
7000 × 2000 mm
5000 kg
500 - 33000 rpm
80 kW (cont.)
Melhor produtividade de peças em liga de titânio para estruturas aeroespaciais
MAG3 Sistema Automático de Transferência de Paletes
MAG1MAG3
*1 Cursos (A・B) somente para MAG1*2 Tamanho máximo da Peça do trabalho somente para MAG1*3 Pino de posicionamento especial com apoio
A7
30M á q u i n a s d e P r o d u ç ã o
C
M
Y
CM
MY
CY
CMY
K
pag30.pdf 12/05/2012 02:37:15

i ESMERILHADOR
1. Fuso CD (fuso de dressagem contínua)* 2. Rebolo3. Bico de refrigerante programável *Somente para G10
Retificadora i Grinder G5, G7, G10
1
2
3
Esta especificação permite operação contínua não assistida para peças de difícil usinagem feitas de titânio, Inconel e outros materiais utilizados em motores aeroespaciais, instrumentos médicos e outras aplicações.
Eixo (X, Y, Z)
Eixo (B, C)
Tamanho máx. peça de trabalho (diâm. x SR)
Faixa de velocidades do fuso
Diâmetro máx. da ferramenta
Comprimento máx. da ferramenta
: 520(+240~-280) × 560 × 600 mm
: 270° (-90°~ +180° ), 360°
: 440 × 380 mm
: 50~12000 rpm
: 70 / 220 mm
: 360 mm
: 1700 × 1050 × 1400 mm
:
: 980 × 950 mm
: 20~8000 rpm
: 100 / 300 mm
: 600 mm
: 690 × 650 × 730 mm
:
: 535 × 400 mm
:
:
:
Eixo Pu : -180°~+180°
Eixo Pv °063 :
Dressagem de rebolo para operação automática contínua
Retificação VIPERO refrigerante de alta pressão é fornecido
ao ponto de esmerilhamento ideal,
evitando a carga sobre o rebolo.
Permitindo a retificação VIPER* adequada para a retificação com alta eficiência de materiais de difícil usinagem.
G10
O refrigerante em alta pressão e grande
quantidade é injetado na direção do centro do
rebolo.
O refrigerante é aspergido através da camada
de ar e penetra no rebolo e é empoçado
novamente em um ponto de corte por meio de
força centrífuga.
Rebolo de alumina vitrificadoVelocidade do reboloPressão do refrigeranteVolume de refrigerante
: 10 80 m/s: 4 7 MPa: 100 litros/min
Ar Refrigerante em alta velocidade
31 M á q u i n a s d e P r o d u ç ã o
C
M
Y
CM
MY
CY
CMY
K
pag31.pdf 12/05/2012 03:27:13

Máquinas de Produção
Pesquisa, desenvolvimento e comercialização de novas tecnologias de usinagem
Verificação do desempenho dos produtos com base em testes de usinagem
Acúmulo e disseminação de informações sobre tecnologias de usinagem
Suporte abrangente em termos de tecnologias de usinagem
Centro de Tecnologia de Aplicações
Aritomo Sasaki Divisão de Tecnologia de AplicaçõesGerente Geral
S u p o r t e à s A p l i c a ç õ e sTecnologias de usinagem práticaA Makino estabeleceu um Centro de Tecnologia de Aplicações em Atsugi, Tóquio, Nagoya e Osaka para fornecer pronto suporte adaptado às necessidades dos usuários dos produtos Makino. Esses centros servem como um grupo de suporte à aplicação que desenvolve e propõe novos métodos de usinagem aos clientes. O objetivo é encurtar os prazos de entrega e atende a requisitos rigorosos de precisão para protótipos de produtos e peças de precisão com alto valor agregado.A Makino também fornece constantemente aos clientes informações atualizadas por meio de avaliações independentes de novos materiais de peças de trabalho, condições de usinagem de ferramentas e outros aspectos relacionados.
Trabalhamos com os clientes engajados em uma ampla variedade de usinagens de peças,de micro-peças de precisão a componentes aeroespaciais. Quando os usuários nosinformam sobre suas necessidades de melhoria de produtividade, maior precisão e outrosrequisitos, respondemos com a proposta da melhor solução com base em nossa extensaexperiência e capacidades criativas.Estamos constantemente nos esforçando para oferecer as mais recentes e avançadastecnologias de usinagem e esperamos que os clientes sempre se sintam à vontade parafazer uso intensivo de nosso Centro de Tecnologia de Aplicações.
32M á q u i n a s d e P r o d u ç ã o
C
M
Y
CM
MY
CY
CMY
K
pag32.pdf 12/05/2012 02:43:43

EMP Inc.— USA —
Company profile.Líder em engenharia e manufatura no projeto, fabricação e montagem
de produtos de controle térmico e de óleo mecanicamente e eletronicamente acionados para o setor de motores a diesel global..
nº de funcionários: 800 em todas as cinco instalações em Michigan e Indiana.
Outras histórias de sucesso estão disponíveis em http://www.competitiveproduction. com/
Mudando o Valor da Produção por meio da Melhoria dos ProcessosQuando Brian Larche adquiriu a Engineered Machined Products (EMP) em Escanaba, Michigan, em 1991, ela era uma fábrica de produção de peças automotivas com uma grande promessa de oportunidade. Larche e sua equipe aga rraram essa oportunidade, adicionara m a ela uma visã o de agrega r processos de fabricação mais modernos e tecnologicamente avançados para o nicho de mercado de motores a diesel da empresa.A EMP enfocou o objetivo de se tornar uma “resolvedora de problemas” dos seus clientes, fornecendo a eles maior atendimento, inovação em termos de P&D e metodologia de produtividade em grandes volumes como eles nunca tinham visto antes, para permanecerem não somente viáveis, mas também globalmente competitivos.
Células Automatizadas/ Fabricação IntegradaA EMP tem cinco instalações, as fábrica s em Greenfield , Indiana e Indianapoli s são basicame nte unidades de montagem e depósito para os produtos fabricados na U.P. Quatro importantes célula s de usinagem Makino operam fora de Escanaba, incluin do as fresadoras horizontais, operações robóticas, ajust e de peças de trabalho e estações de transferência de peças, lançadeiras de paletes, sistemas de transporte e operações multifuncio -nais.Uma das operações é chamada de “linha de trilho”, que é uma linha robusta composta de 12 equipamentos J55 e 8 equipamentos J66 da Makino, todos eles integrados e equipamentos de lavagem da produção de peças das várias “linhas de trilhos”. A segunda é uma célula com 16 máquinas J66 integradas em quatro máquinas por linha, utilizadas para a fabricação de um suporte de braço de balancim para motores diesel de seis litros.Uma terceira linha conta com uma célula robótica com três máquinas Makino a81. As máquinas foram inicialmente introduzidas na EMP para a construção de protótipos de uma nova “linha de trilho”, que já entrou em produção plena em uma célula com três a81s. Elas são utilizadas para um motor diesel de sei litros em linha e um motor diesel ferroviário em aço. As peças têm as suas faces usinadas e furadas com furos de montagem, aberturas para injetores são abertas e fresadas e algu ns furos de presilha s de montagem são também fresados.A quarta linha conta com 12 máquinas a51 da Makino fabricando um produto de maquinário para uma importante empresa de implementos agrícolas, que está sendo expandida para 18 máquinas para aumentar o volume de produção.
Flexibilidade das célulasBrian Brown, o engenheiro de manufatura que inici ou a “linha de trilho” de alta pressão, afirma: “as unidades da Makino são suficientemente flexíveis para atender às necessidades da célula, bem como operar como centros de usinagem horizontal autônomos. é possível reequipar e obter usinage m em duas faces sem nenhum trocador de paletes.
É possível usinar um lado enquanto o outro lado está sendo carregado e descarregado por um robô, com uma divisão mais rápida do que a troca de um palete. Esse é o motivo pelo qual introduzimos a usinagem de duas faces na célula. A linha é razoavelmente flexível para permitir diferentes características e movimentaçõe s em uma determinada operação por meio de programa simples ou trocas de ferramentas , modificaç ões de acess órios ou ajustes hidráulicos. Não precisamos procurar as ferramentas da máquina ou trocar os tamanhos, além de sermos capazes de manter o mesmo robô de pórtico pela simples troca da ferramenta do braço de extremidade para manter o fluxo de trabalho. Em um modelo mais antigo de máquina ou estilo mais rígido de fabricação , teríamos de reconstruir totalmente a linha, reduzindo nossa produção entre 25 a 50 por cento durante quase um mês.A Makino tem kits de integração que permitem a conversão e reparos de quatro máquinas em aproximadamente 7 a 10 dias por linha.”
Realocação de mão de obraA linha de braços de bala ncim é um grupo de quatro linhas, cada qual consistindo de quatro máquinas J66 da Makino em uma configuração de linha serial. Essa linha de “transferência de peças livres” é diferente da outra linha com máquinas da Série S, conforme Rob Jensen, gerente de fabricação, pois a peça se move de máquina a máquina para diferentes funções de fresagem.“O conjunto permanece na máquina, as peças são transferidas uma de cada vez e são então descarregadas e carregadas em uma extremidade da operação”, afirma Jensen. “Essa linha produz uma peça em alumí nio fundido que é fresada, furada e submetida à abertura de roscas com ferramentas diamantadas de dois e três bicos, projetadas pela Makino e EMP de um modo “compartil -hado”. A peça se movimenta quase sem nenhuma intervenção, e como essa é uma configuração de quatro linhas e quatro máquinas, só precisamos de um operador para duas ou três máquinas, em contraste com um operador para duas máquinas na fabricação padrão. Essa modalidade precisaria de oito pessoas por turno e nós operamos três turnos. Agora, só precisamos de duas pessoas por turno, cada uma para carregar e descarre gar em cada extremidade da célula e para monitorar as operações.”
Minimização dos prazos de entregaA automação integrada é tudo para minimizar os prazos de entrega da EMP, deacordo com Brown. “Um de nossos mais recentes projetos foi aquele que apresen-tou a queda mais significativa no prazo de entrega que eu já ouvi ou vi no setor.Isso foi o resultado de uma solução “compartilhada” entre a Makino e a EMP. “Pegamos o que normalmente teria levado de 26 a 32 semanas de prazo e produzimos em nove semanas. Fornecedores, distribuidores, a Makino e a EMP trabalharam em conjunto para obter essa realização de um modo muito impressionante.”Brown acrescenta que o sucesso na EMP com a Makino é uma fórmula simples. “Em conjunto, confiamos um no outro e fazemos o trabalho. Essa é a forma pela qual conseguimos a redução no prazo de entrega e a melhoria de produtividade no U.P.: tecnologia e trabalho em equipe”!
E n t r e v i s t a
33 M á q u i n a s d e P r o d u ç ã o
C
M
Y
CM
MY
CY
CMY
K
pag33.pdf 12/05/2012 02:55:32

Planta de produção de médio porte em crescimentopara grande porteEstabelecida como uma empresa inicia nte por um jovem engenheiro recém saído da universidade com grandes sonhos, a Craftsman Automation trilhou um longo caminho para se tornar uma empresa de US$ 22,6 milhões.Para avalia r o crescimento e o sucesso da empresa, precisamos entender os ambientes de operação na Índia! A infraestrutura limita da, uma burocracia de difícil convivência , altos custos de suporte, opções limitada s de fornecedores, altos custos tributários, tornando ainda mais desafiador esse cenário para que um empreendedor obtenha margens sustentáveis e sucesso. Nesse contexto, precisamos entender a filosofia básica de trabalho do Sr. Ravi – Diretor-Gerente da Craftsman Automation. A determinação e a luta incansável para alcança r uma configuração de fabricação de classe internacional impulsionaram a Craftsman a se tornar um dos principais empreendimentos de valor, com fábricas em vários locais, mais de 40 Centros de Usinagem, fornecendo a cerca de 40 clie ntes nacionais e internacionais com participaçõe s de mercado equivale ntes, cerca de 90% deles no setor automotivo, em uma variedade de 180 ~200 peças em lotes de produção que variam de 50 a quase 30.000 peças por mês.Relemb rando sua primei ra experiência com a Makino (o custo da primei ra máquina A77 equivale u à metade do capital de giro da empresa na época), de 1977 até hoje, a Craftsman Automation já adquiriu 30 máquinas e outras 11 já estão encomendadas.O Sr. Ravi compartilha francamente sua experiência , seu primei ro contato com a Makino veio após a experiência inicial em CNC com alguns fabricantes de máquinas do sudeste asiátic o (não japoneses). Ele afirma claramente que no longo prazo, as
máquinas da Makino são mais econômica s do que as outras máquinas, mesmo considerando o maior custo de compra direta. Ele atribui esse fato à vida útil quase 2 vezes maior das máquinas, a capacidade de manter a precisão mesmo quando a mesma máquina é utiliza da para trabalhar a peça bruta e o acabamento, o maior grau de estabili dade térmica e confiabili dade das máquinas. Outro ponto significati vo apontado por ele em relaçã o à máquina é sua capacida de de adaptaçã o às necessidades de aplicação com materiai s ferrosos e não ferrosos com relativa facili dade. Todos esses fatores aumentam a dependência de sua empresa com as máquinas para se comprom-eter com as entregas aos clie ntes e se diferencia r como “alguém que pode efetuar as entregas” daqueles “que tentam efetuar as entregas”.
Estabelece r uma vi são global c omercial pa ra a empresa Tudo isso somado leva a Craftsman a – o Sr. Ravi claramente afirma, executar suas tarefas! As Zonas de Nichos de Produção Automotiva no país implica m na necessidade da presença Pan-Indiana em várias locali dades, escalan do a cadeia de valor com uma certa integração retroativa e para frente em termos de produto e no estabelecime nto de uma visão global comercial da empresa, operando a partir da Índia. Com a economia indiana em expansão, a demanda por máquinas-ferramenta crescerá de forma significativa a partir de seus níveis nascentes atuais entre os consumidores globais e a Craftsman tem planos de contar com 150 a 200 centros de usinagem em um futuro não tão distante.E de forma cla ra – a Makin o desempenhará um papel significativ o na Visã o da Craftsman e nos sonhos presentes e futuros de outros empreendedores simila res!
EATON Amtec S.p.a.— ITÁLIA —
Perfil da empresa.Fabricação de cabeçotes de um e vários cilindro(s) em alumínio ou
ferro fundido, suportes de motores, cárteres, caixas de câmbio.nº de funcionários: 150 .
Web site: http://www.automotive.eaton.com/amtec/
Craftsman Automation Pvt Ltd.— Índia —
Perfil da empresa.Fabrica subconjuntos conjuntos totalmente
acabados para maquinários..nº de funcionários: 450 .
Web site: http://www.craftsmanautomation.com
Melhoria contínua como uma filosofiaCom sede na região noroeste da Itália e desde 1998 como parte do Grupo EATON, a empresa é uma das plantas mais produtivas na unidade de negócio específica. Sua filosofia clara é um dos motivos de seu sucesso: melhorias contínuas de eficiência por meio de medidas de amplo alcance e permanentes.O Gerente da Fábrica, Andrea Ghezzi, explica o motivo de a Makino ser a parceira certa da EATON Amtec, “A Makino entrou em nosso processo de tomada de decisões em parte por causa da qualidade de seus produtos – a EATON nos EUA utiliza um grande número de máquinas da Makino – e em parte porque a empresa conta com capacidades e conhecimentos que vão além das habili dades com maquinário simplesmente. No caso do “Projeto Piaggio”, por exemplo, no qual fabricamos cabeçotes de cilindros para motores de um cilindro de 125 250 cc refrigerados a água e ar das scooters da Piaggio, a cooperação começou em nível de consultoria. A Makino e a EATON redefini -ram os processos pela utilização de estudos de tempos de ciclo e escolha correta das ferramentas. A solução técnica final , com carga e descarga automáticas e todos os equipamentos de fixação, foi então desenvolvida.
Tempo de ciclo reduzido em 40% O antigo centro de usinagem de três fusos foi substituído por dois centros a51 de um fuso. No momento, os centros são utilizad os para operações de acabamento nos cabeçotes de cilindros refrigerados a água, em particular, na usinagem das sedes de válvulas e abertura do diâmetro interno da árvore do comando de válvulas.”Até agora, a veloci dade e a precisão dos equipamentos a51 têm atendido a todas as expectativa s”, afirmou Ghezzi. “A implementação de todo o sistema desenvolvido com a Makino aumentou a produtividade, reduziu o trabalho manual oneroso, economizando, portanto, os encargo s trabalhistas de oito
funcionários, alé m da redução drástic a dos tempos de cicl o em aproximadamente 40% quando comparado àquele do mesmo tipo de máquinas que estávamos utiliza ndo no layout da planta anterior.
Smart Tools aumentam a produtividadeNo caso da usinagem dos cabeçotes de cili ndros para a VM Motori, acrescenta Ghezzi , a abertura do
diâmetro interno da árvore do comando de válvulas era previamente efetuada em uma Máquina de Uso Especia l (SPM) , que executav a somente essa operação. O processo era muito menos flexível e mais lento. Além disso, o alto valor contábil desse tipo de SPM aumentava bastante a pressão dos encargos na contabilidade. Com a solução da Makino de duas a81 equipadas com Smart Tools (barras de furação eletrostática HSBB), foi possível concentrar todo o processo de usinagem em um único Centro de Usinagem Universal. O tempo de ciclo foi reduzido de modo significativo, permitindo o cumprimento de várias metas, como o aumento da capaci dade de produção em termos de volume de peças, a melhoria da eficiência do processo, a redução do número de etapas de preparação e manuseio de peças e, por último, porém não menos importante, a melhoria da qualidade final das peças usinadas, com menor volume de sucata e melhor acabamento. O aumento da produtividade também é um fator que conta, pois ele ficou acima de 10% em relação aos números obtidos em um modelo comparável atualmente em produção.
Redução do nível de estoque WIPPara nós, prossegue Ghezzi, provavelme nte o resultado mais importante dos investimentos nos equipamentos Makino a51 e a81 é a redução considerável da necessidade de estocagem. As otimizações de processo implementadas pela Makino, juntamente com a abordagem conceitual total da automação às Smart Tools, reduziu os níveis de estoque WIP (Trabalho em Processo) em mais de 50%, continua Ghezzi.A cooperação está estabelecida para continuar. O próximo projeto envolve duas máquinas a71 com Smart Tools para a usinage m de cabeçotes de cilindros. O que agradou especialmente a Eaton é o fato de que a Makino foi capaz de introduzir abordagens novas no processo de produção e melhorar a eficiência e a produtividade de modo significativo com soluções inovadoras, como as Smart Tools.A Makino e a Eaton Amtec trilham o mesmo caminho a esse respeito.
A solução da Makino convence a gerência e os funcionários da fábrica
Mr. Ravi –Managing director of Craftsman Automation
34M á q u i n a s d e P r o d u ç ã o
C
M
Y
CM
MY
CY
CMY
K
pag34.pdf 12/05/2012 03:32:23

Cursos dos eixos (XYZ)
Área de trabalho da mesa
Faixa de velocidades do fuso
Motor de acionamento do fuso (15%ED/cont.)
Furo cônico do fuso
Tempo de partida do fuso
Deslocamento transversal rápido
Avanço de corte
Capacidade de armazenamento de ferramentas
Diâmetro máx. da ferramenta (com limitação)
Comprimento máx. da ferramenta
Dimensões da máquina (W × D × H)
: 300 × 200 × 150 mm
: 400 × 300 mm
: 200 ~ 20000 rpm
: 7.5 kW / 5.5 kW
: 0.6 sec. ±10 % / 20000 rpm
: 48000 mm / min
: 1 ~ 48000 mm / min
: 15 tools
: 50 mm
: 170 mm
: 850 × 1940 × 2245 mm
Especificações
Centro de Usinagem Vertical L2Solução ideal para linha de usinagem de componentes pequenos
35 M á q u i n a s d e P r o d u ç ã o
C
M
Y
CM
MY
CY
CMY
K
pag35.pdf 12/05/2012 03:35:10
Construção arrojada e rápida do ambiente de produção em massa idealA Makino trabalha de modo constante para desenvolver as mais novas tecnologias de usinagem para atender às expectativas sofisticadas dos fabricantes e plantas de usinagem. Estas incluem tecnologias para a agilização dos processos de usinagem, máquinas centrais que demonstrem totalmente essas tecnologias e projeto e construção de linhas de produção em massa capazes de se adaptar de modo flexívelàs necessidades em constante mudança.
36M á q u i n a s d e P r o d u ç ã o
C
M
Y
CM
MY
CY
CMY
K
pag36.pdf 12/05/2012 03:35:37

Fornecendo os recursos de usinagem de uma máquina de classe superior
J3 Centro Compacto de Usinagem em Alta Velocidade
Capacidade de corte equivalente a um fuso cônico no 40
Usinagem de liga de alumínio (A5052)
Ferramenta
Taxa de remoção de metal
:Fresa de ponta de 16 mm diâm.:1400 cm3/min
Usinagem de ferro fundido cinza (FC250) * Fuso de alta potência (Especificação opcional)
Ferramenta
Taxa de remoção de metal
:Fresa de face de 80 mm diâm.:645 cm3/min
Usinagem completa do virabrequim com um único setupCentro Compacto de Usinagem em Alta Velocidade J3CS (Específico para usinagem de virabrequim)
37 M á q u i n a s d e P r o d u ç ã o
C
M
Y
CM
MY
CY
CMY
K
pag37.pdf 12/05/2012 03:38:37

J3 Com robô incorporadopara manuseio de peçasde trabalho
Fuso de alto torque (Padrão para J3R)
Máquina autônoma com trocador de paletes
J3 FORMULA Centro Compacto de Usinagem
em Alta Velocidade
Redução de custos em altos volumes de produção
J5 Centro de Usinagem Horizontal
Capacidade de usinagem reforçada de ferro fundido
J3R Centro Compacto de Usinagem
em Alta Velocidade
Especificações
Cursos dos eixos (XYZ)
Área de trabalho da mesa
Ângulo mínimo de divisão da mesa
Deslocamento transversal rápido
Avanço de corte
Faixa de velocidades do fuso
Motor de acionamento do fuso
Característica de torque do fuso
Furo cônico do fuso
Tempo de partida do fuso
Capacidade de armazenamento de ferramentas
Diâmetro máximo da ferramenta
Comprimento máximo da ferramenta
Dimensões da máquina (L× P× A)
(incluindo tanque de refrigeração)
:400 × 400 × 400 mm
:400 mm diâm. / 400 mm × 400 mm
:1° / 0.001°
:60000 mm
:1 - 50000 rpm
:50 - 16000 rpm
:15 / 11 kW (5 min / cont.)
:29 / 14 N・m (5 min / cont.)
:
:0.6 sec ±10% / 16000 rpm
:15 ferramentas
:80 mm
:310 mm
:1280 × 3795 × 2300 mm
400 × 400 mm (pallet type)
30 ferramentas
1280 × 4515 × 2700 mm
J3 FORMULAJ3
400 mm dia. / 400 mm × 400 mm
50 - 8000 rpm
11 / 7.5 kW (10% / cont.)
81 / 31 N・m(10% / cont.)
0.5 sec ±10% / 8000 rpm
15 ferramentas
1280 × 3795 × 2300 mm
J3R
Especificações
Cursos dos eixos (XYZ)
Ângulo mínimo de divisão da mesa
Deslocamento transversal rápido
Avanço de corte
Faixa de velocidades do fuso
Motor de acionamento do fuso
Furo cônico do fuso
Tempo de partida do fuso
Capacidade de armazenamento de ferramentas
Diâmetro máximo da ferramenta
Comprimento máximo da ferramenta
Dimensões da máquina (L x P x A)
(incluindo tanque de refrigeração)
:800 × 650 × 650 mm
:1°
:60000 mm / min
:1 - 50000 rpm
:20 - 10000 rpm
:35 / 25 kW (15 min / cont.)
:
:2.5 sec ±10% / 10000 rpm
:16 ferramentas
:160 mm
:450 mm
:1800 × 4420 × 2970 mm
38M á q u i n a s d e P r o d u ç ã o
C
M
Y
CM
MY
CY
CMY
K
pag38.pdf 12/05/2012 03:39:06

ATC tipo Bastidor para ferramentas de grande porte Trocas automáticas de ferramentas são viabilizadas para ferramentas de
ferramentas longas como barras longas de abertura de diâmetros internos e furadeiras de pistola. (Disponíveis com J3, J4M e J5)
J4M
J55
SMART TOOL
Especificações
Cursos dos eixos (XYZ)
Faixa de velocidades do fuso
Motor de acionamento do fuso (5 min/cont.)
Furo cônico do fuso
Tempo de partida do fuso
Deslocamento transversal rápido
Avanço de corte
Capacidade de armazenamento de ferramentas
Diâmetro máximo da ferramenta (sem/com limitação)
Comprimento máximo da ferramenta
Dimensões da máquina (LxPxA)
:500 × 560 × 500 mm
:50 - 16000 rpm
:15 / 11 kW
:
:1.2 sec ±10% / 16000 rpm
:60000 mm/min
:1 - 50000 rpm
:15 ferramentas
:110 mm / 125 mm
:310 mm :1500 × 4210 × 2801 mm
550 × 480 × 300 mm
50 - 12000 rpm
22 / 18.5 kW
7 / 24 parte afunilada nº 40
1.5 sec ±10% / 12000 rpm
40000 mm/min
1 - 40000 rpm
12 ferramentas
250 mm 1820 × 3680 × 2700 mm
J55J4M
Série J de centros de usinagem horizontal com projeto compatível com a linha
Oferecendo todo o potencial de ferramentas especializadas em centros de usinagemO termo Smart Tools se refere a várias ferramentas especializadas desenvolvidas pelo Grupo Makino e destinadas à usinagem automática de peças.
39 M á q u i n a s d e P r o d u ç ã o
C
M
Y
CM
MY
CY
CMY
K
pag39.pdf 12/05/2012 03:42:06

Um fornecedor de soluções totais para fabricação em massa de peças produzidas
Makino J Co., Ltd.
Como uma empresa que fornece soluções totais, a responsabilidade da Makino J de
ser fornecedora única é a sua fundação. Não pensamos simplesmente em reunir
máquinas de processamento, ferramentas de corte, máquinas de instalação, máquinas
transportadoras e outras similares divergentes, mas acreditamos que essas
unidades precisam ser dimensionadas como um todo para obter fabricação de alta
qualidade e alta eficiência. Para isso, nossa empresa atua como um todo com boa
comunicação entre seus departamentos de vendas, propostas, engenharia e projeto.
Áreas de negócios
Engenharia de linhas de processamento em massa e células de processamento de peças automotivas, etc.
Desenvolvimento de tecnologias de processamento
Projeto e produção de ferramentas de instalação
Desenvolvimento de centros de usinagem compatíveis com as linhas de produção
Desenvolvimento de equipamentos automatizados
Kiyoyuki SakaiGerente do Depto. de AplicaçõesMakino J Co.,Ltd.
A força por trás da Makino J é constituída pelas rigorosas exigências demandadas pelos nossos clientes. Para atender a essas demandas, propomos sistemas de processamento com as tecnologias mais recentes e as idéias da Makino J. Em conjunto com nossos clientes, queremos produzir os melhores sistemas de processamento possíveis para eles. Por favor, considere as propostas que a Makino J pode preparar para a sua empresa. Vamos continuar a ser bons parceiros de nossos clientes no campo de peças automotivas e de máquinas de construção, contribuindo no campo de processamento em massa.
40M á q u i n a s d e P r o d u ç ã o
C
M
Y
CM
MY
CY
CMY
K
pag40.pdf 12/05/2012 03:43:24
Suwa Escritório de Vendas e Serviços
Escritório de Vendas e Serviços
Omiya Filial de Vendas e Serviços
Sendai Escritório de Vendas e Serviços
Fuji Katsuyama Plant
Koriyama Escritório de Serviços
Niigata Escritório de Vendas e Serviços
Ota Escritório de Vendas e Serviços
Tokyo Departamento de Vendas e Escritório de Serviços
Shizuoka Escritório de Vendas e Serviços
Hamamatsu Escritório de Serviços
Toyama Escritório de Vendas e Serviços
Osaka Filial de Vendas e Serviços
Kyoto Escritório de Vendas e Serviços
Kakogawa Escritório de Vendas e Serviços
Hiroshima Escritório de Vendas e Serviços
Fukuoka Escritório de Vendas e Serviços
Nagoya Filial de Vendas e Serviços
Filial de Vendas e Serviços em Nagoya
Depto. Vendas em Tóquio
Osaka Filial de Vendas e Serviços
Operações da Makino no Japão
Planta Fuji Katsuyama
Linha de montagem em série
Chão de fábrica com máquinas
41 M á q u i n a s d e P r o d u ç ã o
C
M
Y
CM
MY
CY
CMY
K
pag41.pdf 12/05/2012 03:48:15
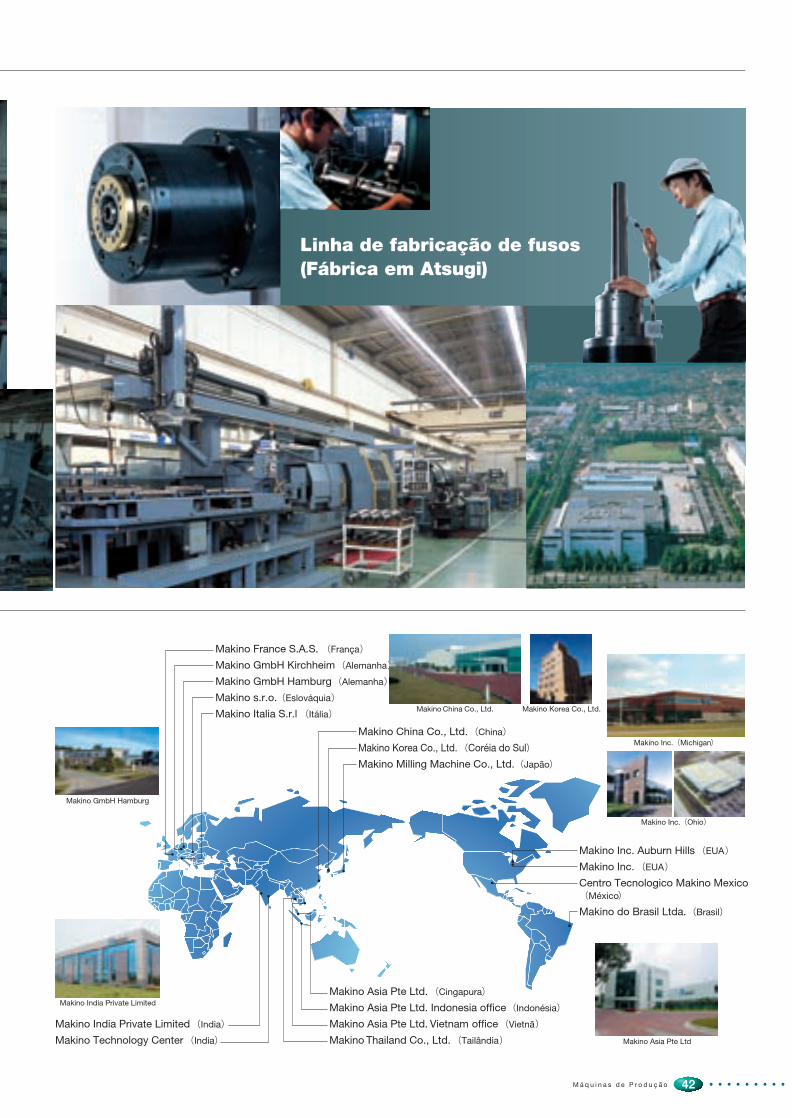
Linha de fabricação de fusos (Fábrica em Atsugi)
Makino France S.A.S. (França)
Makino GmbH Kirchheim (Alemanha)
Makino GmbH Hamburg (Alemanha)
Makino s.r.o.(Eslováquia)
Makino Italia S.r.l (Itália)
Makino China Co., Ltd. (China)
Makino Korea Co., Ltd. (Coréia do Sul)
Makino Milling Machine Co., Ltd. (Japão)
Makino Inc. Auburn Hills (EUA)
Makino Inc. (EUA)
Centro Tecnologico Makino Mexico
(México)
Makino do Brasil Ltda. (Brasil)
Makino Asia Pte Ltd. (Cingapura)
Makino Asia Pte Ltd. Indonesia office (Indonésia)
Makino Asia Pte Ltd. Vietnam office (Vietnã)
Makino Thailand Co., Ltd. (Tailândia)
Makino India Private Limited (India)
Makino Technology Center (India)
Makino India Private Limited
Makino China Co., Ltd. Makino Korea Co., Ltd.
Makino Asia Pte Ltd
Makino Inc.(Michigan)
Makino Inc.(Ohio)
Makino GmbH Hamburg
42M á q u i n a s d e P r o d u ç ã o
C
M
Y
CM
MY
CY
CMY
K
pag42.pdf 12/05/2012 03:48:56

O “monitoramento do status de operação” e a “análise de alarmes” da máquina podem
ser efetuados de modo apropriado. Além disso, os dados das ferramentas e dados NC
podem ser gerenciados e inseridos facilmente de modo a melhorar a eficiência.
Função de exibição de alarmes
Funções de filtragem e classificação de dados de ferramentas
Máquinas Professional 5
MPmax
Tela de menu versátil
Controlador CNC
Professional 5A facilidade de operação foi aprimorada pela adoção de telas similares às exibições do Windows e uma tela de toque.Uma “função de centro de dados (data center)” também é fornecida como recurso padrão para gerenciamento centralizado dos vários tipos de dados. A funcionalidade melhorada de rede possibilita a transferência e edição de arquivos de modo similar ao PC.
Software de Gerenciamento de Informações
Função de centro de dados
43 M á q u i n a s d e P r o d u ç ã o
C
M
Y
CM
MY
CY
CMY
K
pag43.pdf 12/05/2012 03:56:31
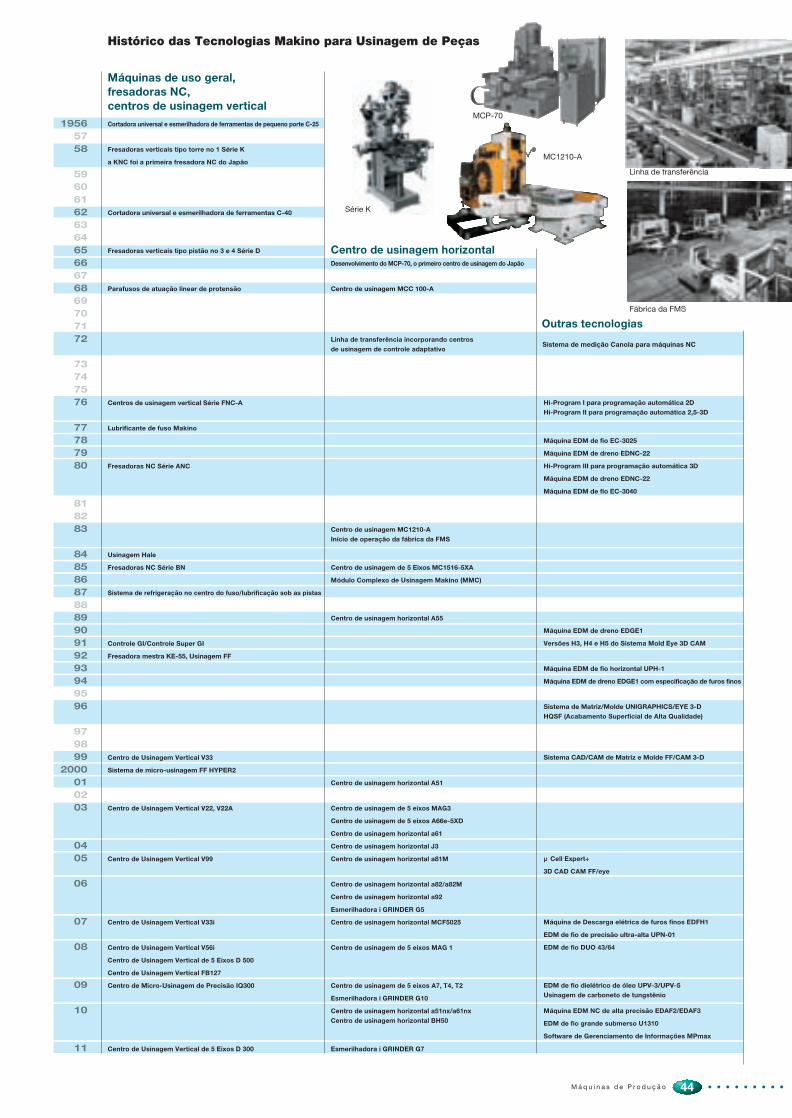
Fresadoras verticais tipo torre no 1 Série K
a KNC foi a primeira fresadora NC do Japão
Fresadoras verticais tipo pistão no 3 e 4 Série D
Parafusos de atuação linear de protensão
Lubrificante de fuso Makino
Fresadoras NC Série ANC
Usinagem Hale
Fresadoras NC Série BN
Sistema de refrigeração no centro do fuso/lubrificação sob as pistas
Controle GI/Controle Super GI
Centro de Usinagem Vertical V33
Centro de Usinagem Vertical V22, V22A
Centro de Usinagem Vertical V99
Centro de Usinagem Vertical V33i
Centro de Usinagem Vertical V56i
Centro de Usinagem Vertical de 5 Eixos D 500
Centro de Usinagem Vertical FB127
Centro de Usinagem Vertical de 5 Eixos D 300
19565758
5960616263646566676869707172
73747576
77787980
818283
84858687888990919293949596
979899
2000010203
0405
06
07
08
09
10
11
Linha de transferência incorporando centros de usinagem de controle adaptativo
Início de operação da fábrica da FMS
Módulo Complexo de Usinagem Makino (MMC)
Centro de usinagem horizontal A55
Centro de usinagem horizontal A51
Centro de usinagem de 5 eixos MAG3
Centro de usinagem horizontal a61
Centro de usinagem horizontal J3
Centro de usinagem horizontal a81M
Centro de usinagem horizontal a82/a82M
Centro de usinagem horizontal a92
Esmerilhadora i GRINDER G5
Centro de usinagem horizontal MCF5025
Centro de usinagem de 5 eixos MAG 1
Centro de usinagem de 5 eixos A7, T4, T2
Esmerilhadora i GRINDER G10
Centro de usinagem horizontal a51nx/a61nxCentro de usinagem horizontal BH50
Esmerilhadora i GRINDER G7
Máquina EDM de dreno EDGE1
Versões H3, H4 e H5 do Sistema Mold Eye 3D CAM
Máquina EDM de dreno EDGE1 com especificação de furos finos
HQSF (Acabamento Superficial de Alta Qualidade)
µ Cell Expert+
3D CAD CAM FF/eye
Máquina de Descarga elétrica de furos finos EDFH1
EDM de fio DUO 43/64
Usinagem de carboneto de tungstênio
Máquina EDM NC de alta precisão EDAF2/EDAF3
EDM de fio grande submerso U1310
Software de Gerenciamento de Informações MPmax
Outras tecnologias
Centro de usinagem horizontal
Máquinas de uso geral,fresadoras NC,centros de usinagem vertical
Histórico das Tecnologias Makino para Usinagem de Peças
Série K
Linha de transferência
Fábrica da FMS
Sistema de medição Canola para máquinas NC
44M á q u i n a s d e P r o d u ç ã o
C
M
Y
CM
MY
CY
CMY
K
pag44.pdf 12/05/2012 03:57:15

Outros Produtos
K SÉRIE Nº1 Comercial Abertura de diâmetros internos de guias (jigs) e fresadora
SÉRIE Fresadora Mestra
AE SÉRIE Fresadora Mestra
MCC SÉRIE Centro de Usinagem Horizontal
MCC2013VGMCC2516VGMCC3016VG
45 M á q u i n a s d e P r o d u ç ã o
C
M
Y
CM
MY
CY
CMY
K
pag45.pdf 12/05/2012 04:01:25

GF12/20
GF SERIESCentro de Usinagem Vertical
MCF SÉRIE Centro de Usinagem Horizontal
SÉRIE Centro de Usinagem Horizontal de 5 Eixos
MCF3518Especificação de trocador de paletes
Especificação de trocador de paletes
46M á q u i n a s d e P r o d u ç ã o
C
M
Y
CM
MY
CY
CMY
K
pag46.pdf 12/05/2012 04:02:03

Máquinas deProdução
Makino Produtos para Usinagem de Peças
2 0 1 2
Impresso originalmente no Japão En 1201/2( )
*As especificações contidas nesse catálogo poderão ser alteradas sem aviso prévio para a incorporação de melhorias resultantes dos
programas contínuos de P&D
*As máquinas mostradas nesse catálogo estão instaladas com equipamentos opcionais.
*Este produto, incluindo os dados técnicos e software, pode estar sujeito à Legislação Japonesa de Câmbio e Comércio Exterior. s ou aprovações necessárias.
Makino Milling Machine Co., Ltd.
Matriz319 Nakane 2chome, Meguroku, Tokyo 1528578, Japan Tel: +81(0)337171151 Fax: +81(0)337252105 URL http://www.makino.co.jp
Atsugi Works International Operation Department4023 Nakatsu, Aikawamachi, Aikogun, Kanagawa 2430303, Japan Tel: +81(0)462841536 Fax: +81(0)462864334
Makino J Co., Ltd.4007 Nakatsu, Aikawamachi, Aikogun, Kanagawa 2430303, Japan Tel: +81(0)462868350 Fax: +81(0)462868385
Makino Inc.7680 Innovation Way, Mason, Ohio, 45040, U.S.A.Tel: +15135737200 Fax: +15135737360 URL http://www.makino.com
Makino Inc. Auburn Hills2600 Superior Court, Auburn Hills, MI 48326Tel: +12482326200 Fax: +12486201 URL http://www.makino.com
Makino GmbH (Hamburgo)Essener Bogen 5, 22419 Hamburg, GermanyTel: +49(40) 298 090 Fax: +49(40) 298 09 400 URL http://www.makino.de
Makino GmbH (Kirchheim)Kruichling 18, 73230 Kirchheim unter Teck, Germany Tel: +49(7021) 503 0 Fax: +49(7021) 503 400 URL http://www.makino.de
Makino France S.A.S.Z.A. Les Bordes, 21, rue Gustave Madiot 91070 Bondoufle, FranceTel: +33(169) 116396 Fax: +33(169) 116399 URL http://www.makino.fr
Makino Italia SrlStrada Privata delle Orobie, 5Localitá S. Maria in Campo I20873 Cavenago Brianza (MB)Tel: +39 02 / 95 948290 Fax: +39 02 / 95 948241 URL http://www.makino.it
Makino s.r.o.Tuhovská 31, 83106 Bratislava, SlovakiaTel: +421 2 496 12 100 Fax: +421 2 496 12 400 URL http://www.makino.sk
Makino Asia Pte Ltd2 Gul Avenue, Singapore 629649Tel: +6568615722 Fax: +6568611600 URL http://www.makino.com.sg
Makino Asia Pte Ltd Escritório na Indonésia Gading Mediterania Residences Unit RK/008/DJI.Boulevard Bukit Gading Raya Jakarta 14240 Indonesia.Tel: +62(0)2130041022 Fax: +62(0)2130041023
Makino Asia Pte Ltd
Escritório no Vietnã9th Fl Vinaconex Building 47 Dien Bien Phu St Da Kao Ward Dist 1 HCMC VN.Tel: +84(0)839104832 Fax: +84(0)839104994
Makino India Private LimitedNo.11, Export Promotion Industrial Park, Whitefield Road, K.R.Puram,Bangalore 560 066, IndiaTel: +91(0)802841 9500 Fax: +91(0)8028410538 URL http://www.makinoindia.co.in
Makino Thailand Co., Ltd.57/23 Moo 4, Ramintra Road, km 2, Anusaowaree, Bangkhen, Bangkok 102 20 ThailandTel: +66(0)29715750 Fax: +66(0)29715751 URL http://www.makino.com.th
Makino China Co., Ltd.No.2, Mu Ye Road, Yushan Town, Kunshan City, 215 316, China Tel: +86(0)51257778000 Fax: +86(0)51257779900 URL http://www.makino.com.cn
Makino Korea Co., Ltd.33512, DoksanDong, GeumcheonGu, Seoul, KoreaTel: +82(0)28568686 Fax: +82(0)28568555 URL http://www.makinoseoul.co.kr
Makino do BrasilRua Emilia Marengo, 260 Sala 91 03336000 São Paulo SP BrasilFone: (11) 26712534 Fax: (11) 26762097 [email protected] www.makino.com
Representante Exclusivo Grupo Bener Divisão High TechRua Iracema Lucas, 450 (Antiga Rua Parsch) Distrito Industrial 13280000 Vinhedo SP BrasilFone: (19) 38267373 Fax: (19) 38267374 [email protected] www.bener.com.br
C
M
Y
CM
MY
CY
CMY
K
PM-E-01-04.pdf 12/05/2012 02:08:18


![USINAGEM parte 1 junho2016 [Modo de Compatibilidade] · Conformação por Corte ou Usinagem ... USINAGEM Processos Mecânicos de Fabricação Danielle Bond USINAGEM. 3 Danielle Bond](https://img.pdfslide.net/doc/110x75/5be30e4f09d3f20f518cce9d/usinagem-parte-1-junho2016-modo-de-compatibilidade-conformacao-por-corte.jpg)


























