Embed Size (px)
Citation preview
master class DSS
Raymond Cordewener
M. C. Escher
AcknowledgementThere is very good literature available.
A lot is just available on the internet
Jacques Charles
Jan Olof Nilsson
IMOA
Nickel Institute
Outokumpu
Arcelor Mital
Sandvik
Cerec-Antonius Dominik Bruch and Brück® Group
In this master class I make use of this information With this statement refer to these publications!

Agenda• Introduction of the Duplex Stainless Steel family or grades
• What makes DSS so special?
• Mechanical Properties
• Do's and Don'ts for Duplex – Cutting of Duplex
– Welding
– Cold Forming
– Hot Forming
– Heat Treatment
• Temperature control
• Temperature Range of using Duplex
• Welding DSS to Carbon Steel
• Who is afraid of Sigma Phase
• Do's and Don't for Duplex– Forging
– NDE techniques
– Surface treatment
Agenda
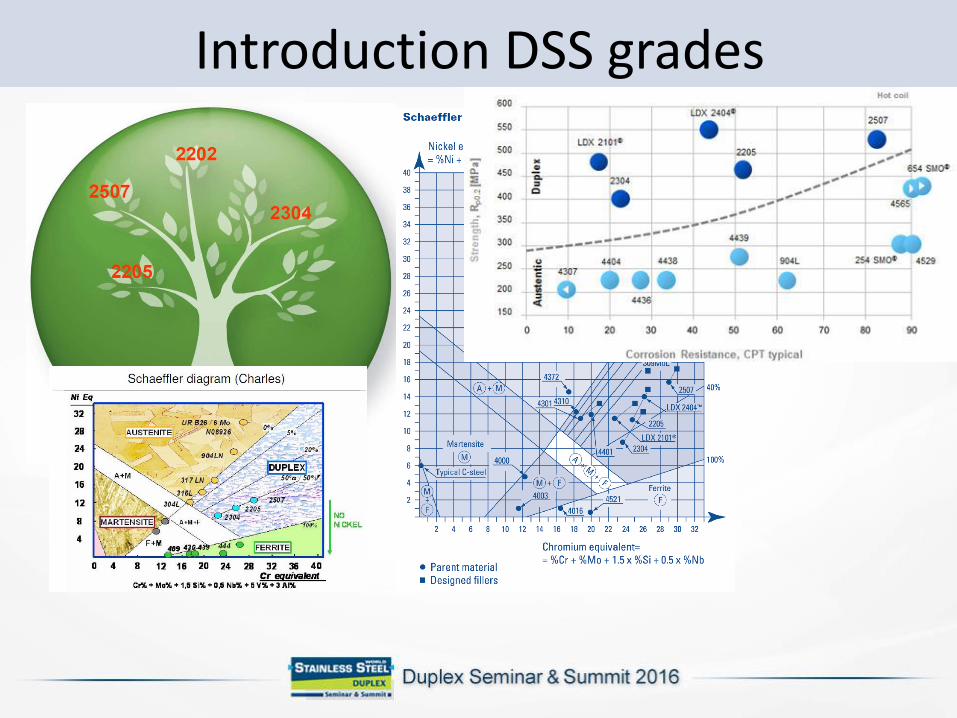
Introduction DSS grades
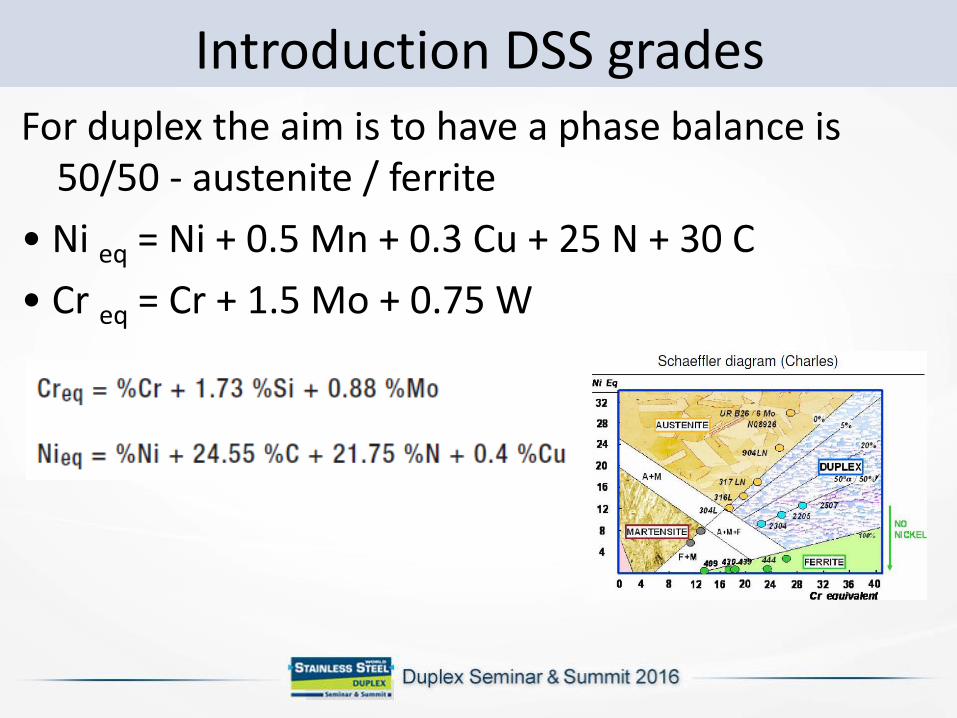
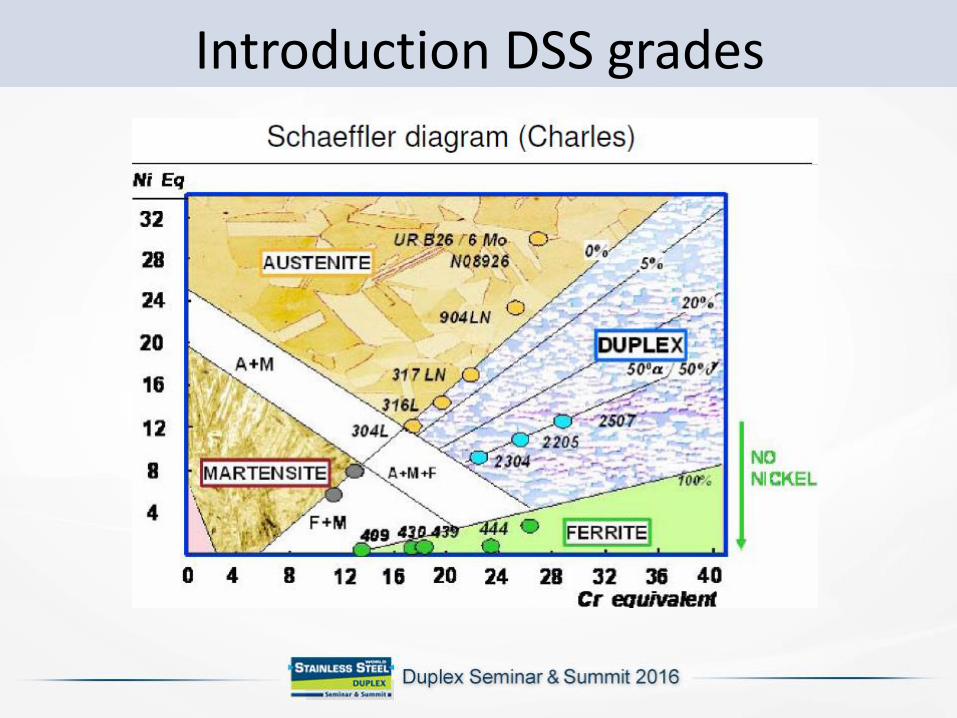
Introduction DSS gradesFor duplex the aim is to have a phase balance is
50/50 - austenite / ferrite
• Ni eq = Ni + 0.5 Mn + 0.3 Cu + 25 N + 30 C
• Cr eq = Cr + 1.5 Mo + 0.75 W
Introduction DSS grades
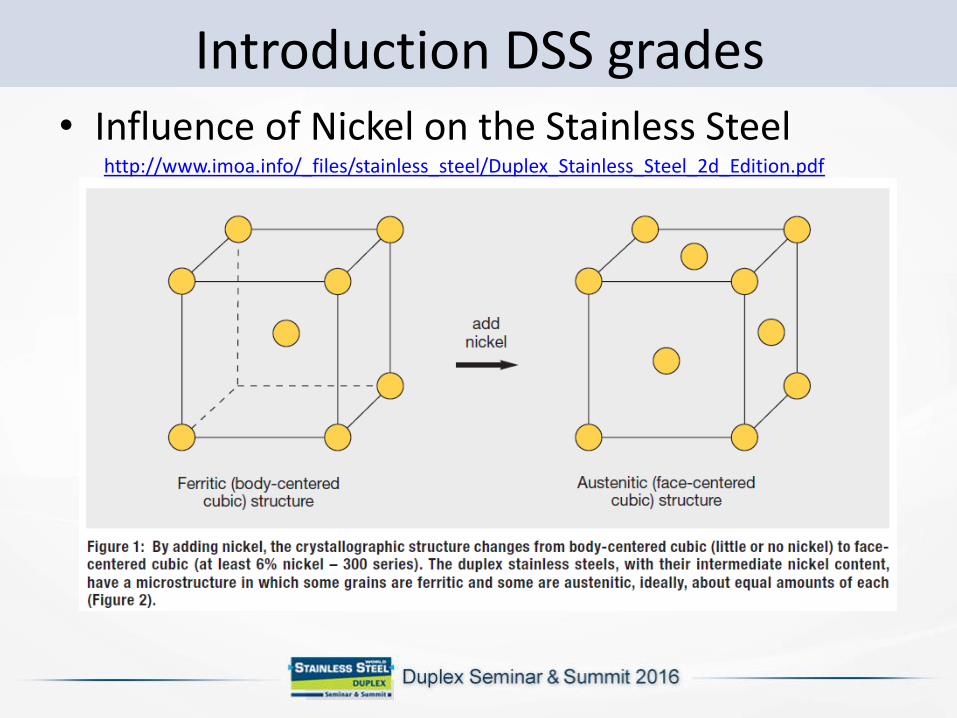
Introduction DSS grades• Influence of Nickel on the Stainless Steel
http://www.imoa.info/_files/stainless_steel/Duplex_Stainless_Steel_2d_Edition.pdf
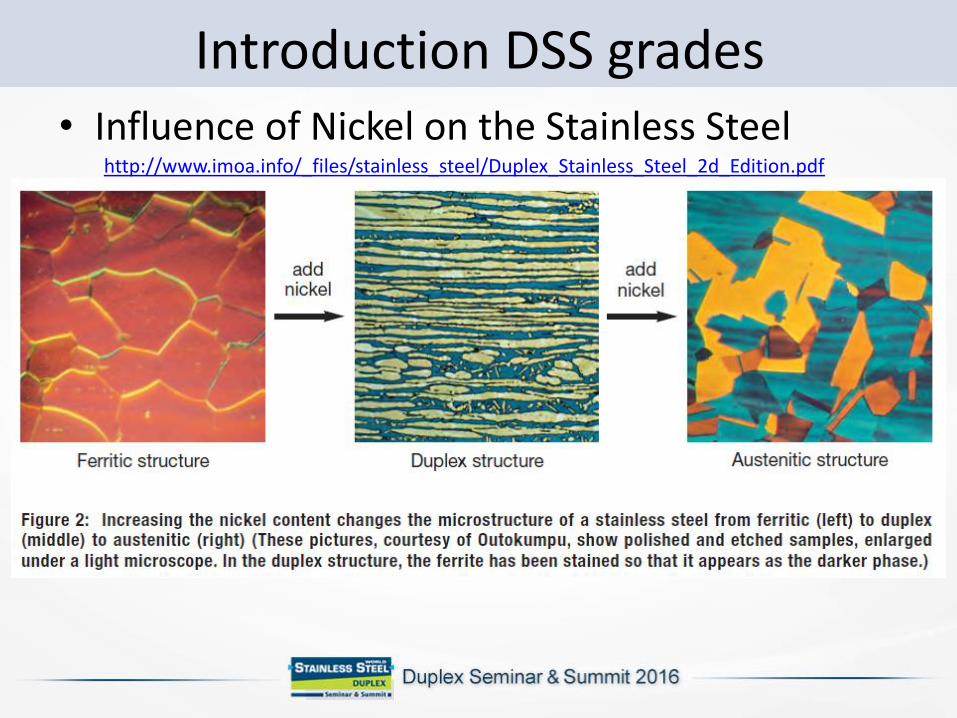
Introduction DSS grades• Influence of Nickel on the Stainless Steel
http://www.imoa.info/_files/stainless_steel/Duplex_Stainless_Steel_2d_Edition.pdf
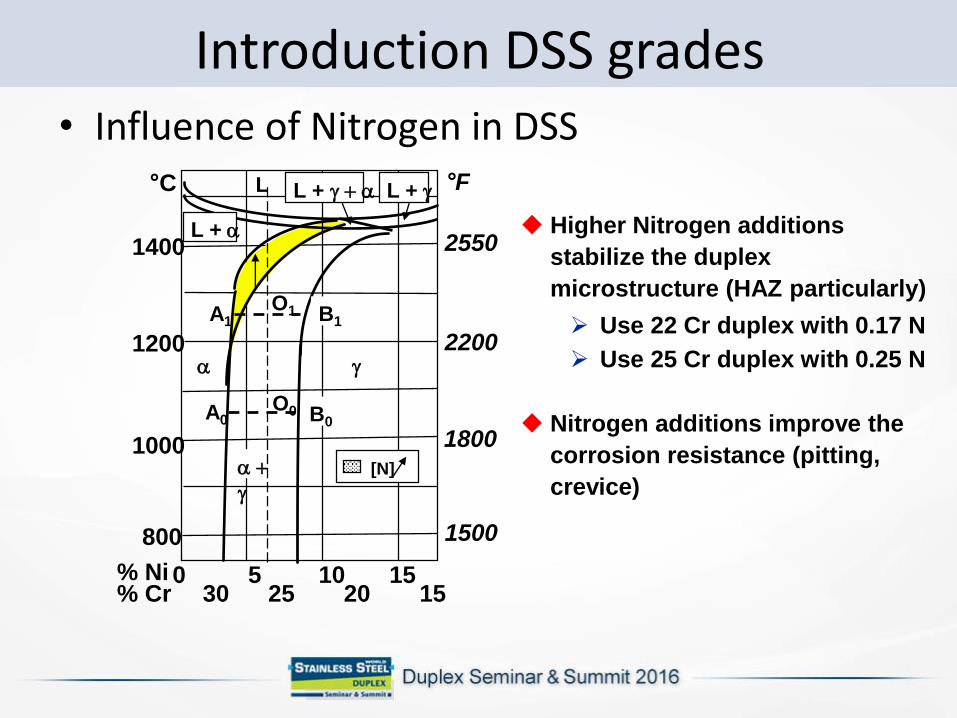
Introduction DSS grades• Influence of Nitrogen in DSS
Higher Nitrogen additions
stabilize the duplex
microstructure (HAZ particularly)
Use 22 Cr duplex with 0.17 N
Use 25 Cr duplex with 0.25 N
Nitrogen additions improve the
corrosion resistance (pitting,
crevice)
800
1000
1200
1400
0 5 10 1530 25 20 15
% Ni% Cr
L°C °F
2550
2200
1800
1500
[N]
A1 B1
A0 B0
O1
O0
L +
L + L +
What makes DSS so special?
Cost Saving:
High Strength
Good Corrosion Properties
Relatively easy to fabricate
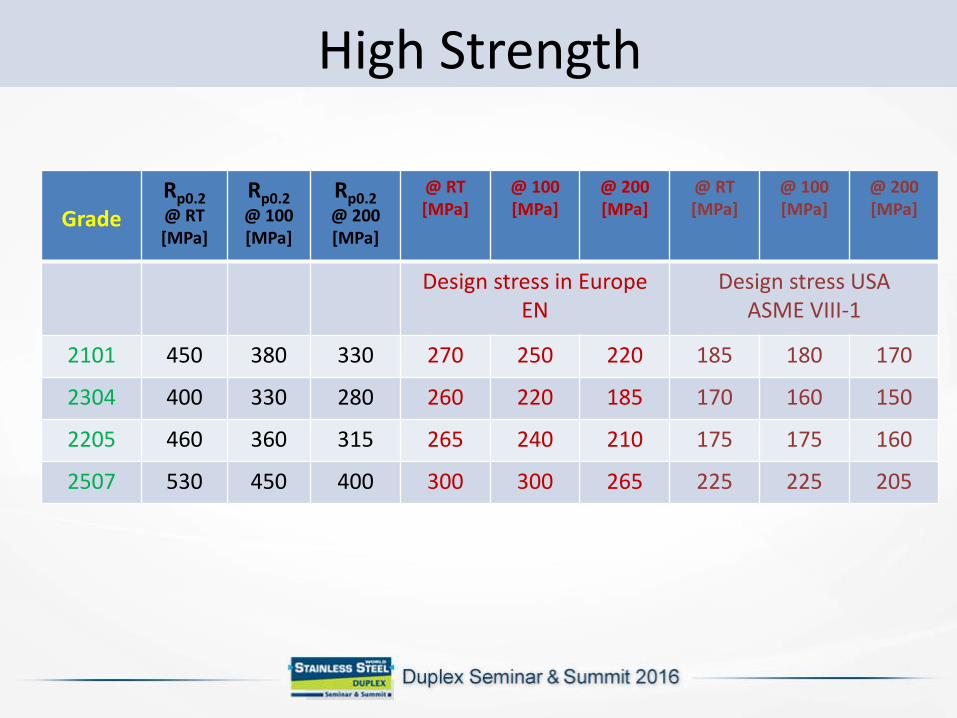
High Strength
GradeRp0.2@ RT[MPa]
Rp0.2@ 100[MPa]
Rp0.2@ 200[MPa]
@ RT[MPa]
@ 100[MPa]
@ 200[MPa]
@ RT[MPa]
@ 100[MPa]
@ 200[MPa]
Design stress in Europe EN
Design stress USA ASME VIII-1
2101 450 380 330 270 250 220 185 180 170
2304 400 330 280 260 220 185 170 160 150
2205 460 360 315 265 240 210 175 175 160
2507 530 450 400 300 300 265 225 225 205
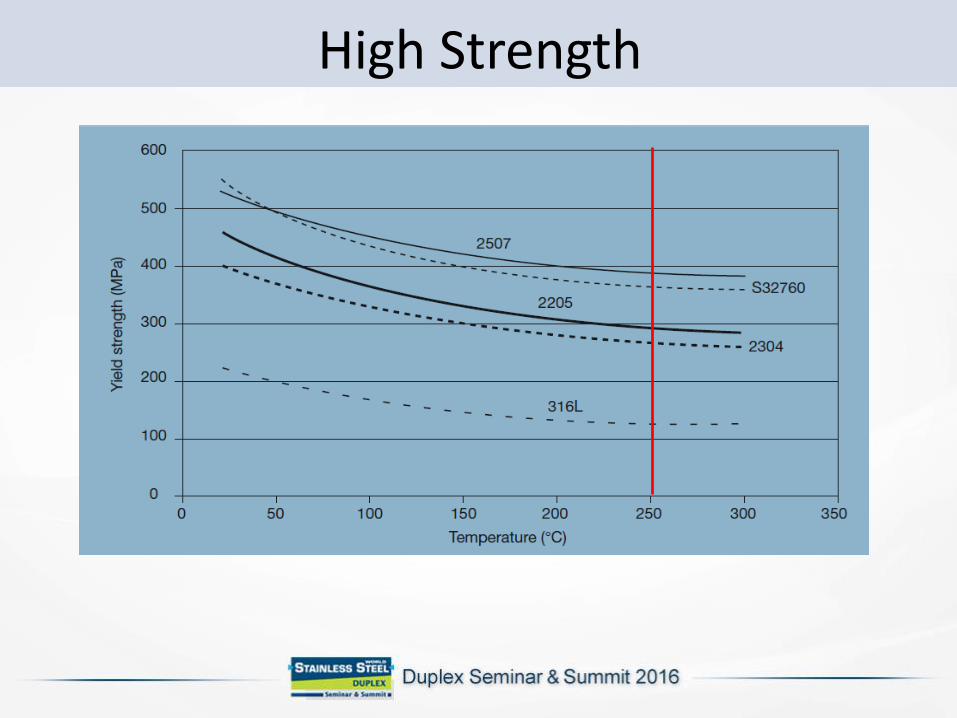
High Strength

Good Corrosion Properties

Good Corrosion Properties

Mechanical PropertiesFamily of Duplex Steels
Lean Duplex 2101
Lean Duplex 2202
Duplex 2304
Standard Duplex 2205
Super Duplex 2507
Hyper Duplex 2707 HD
Hyper Duplex 3207

Mechanical PropertiesInfluences on Mechanical properties:
Forming Direction
Thickness (3D effect)
Chemical composition
Cleanliness of the duplex S, B and more
Mg, Pb and a long list
Morphology
Machining
General information:
More power is required
More time is requiredTurning speed 2507 is 1/3 of speed 2101
Turning speed 2101 is 25% faster than 316L
Not easy with low roughness
Machining has influence on FN reading
Dry turning/milling is possible
Machining
Do
Use a sturdy machine
Use dedicated tool-bits and drills

Plasma-Cutting
General information:
Possible with small changes of parameters
Cut is not as good as on SS
Plasma-Cutting
Don’t
Neglect sparks made on plate surface. At surface you will have full ferritic SS and NO duplex anymore. You need to polish them clean.
Plasma-Cutting
Do
Understand that you generate a HAZ during cutting, which you have to grind off approx. 1 mm (check hardness)
Use Personal Protection + Local fume extraction for the fumes
Take care of good earthen
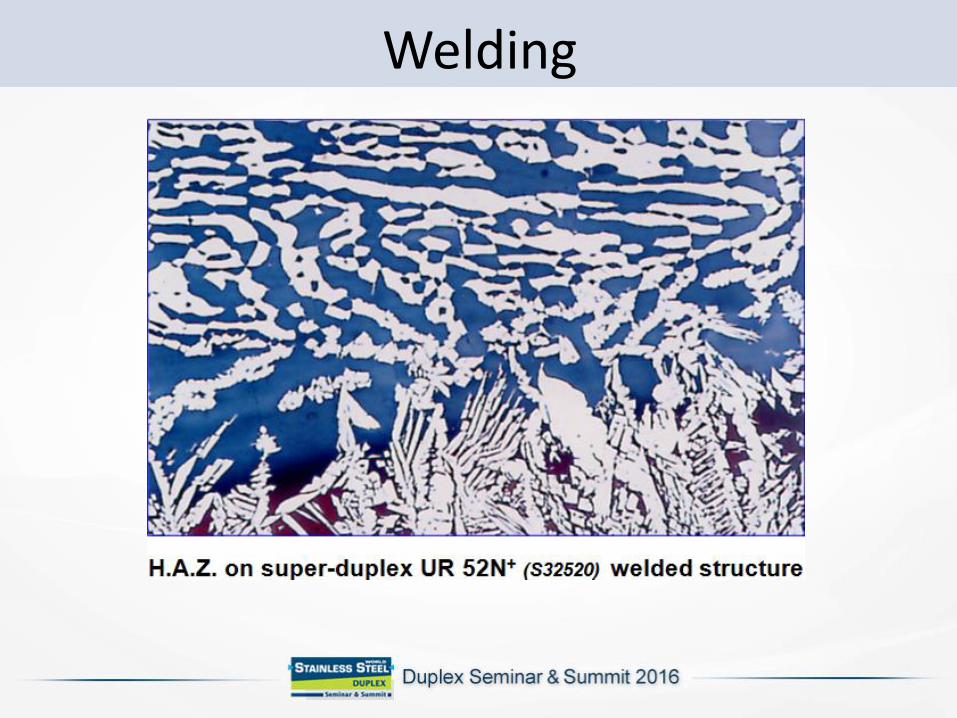
Welding
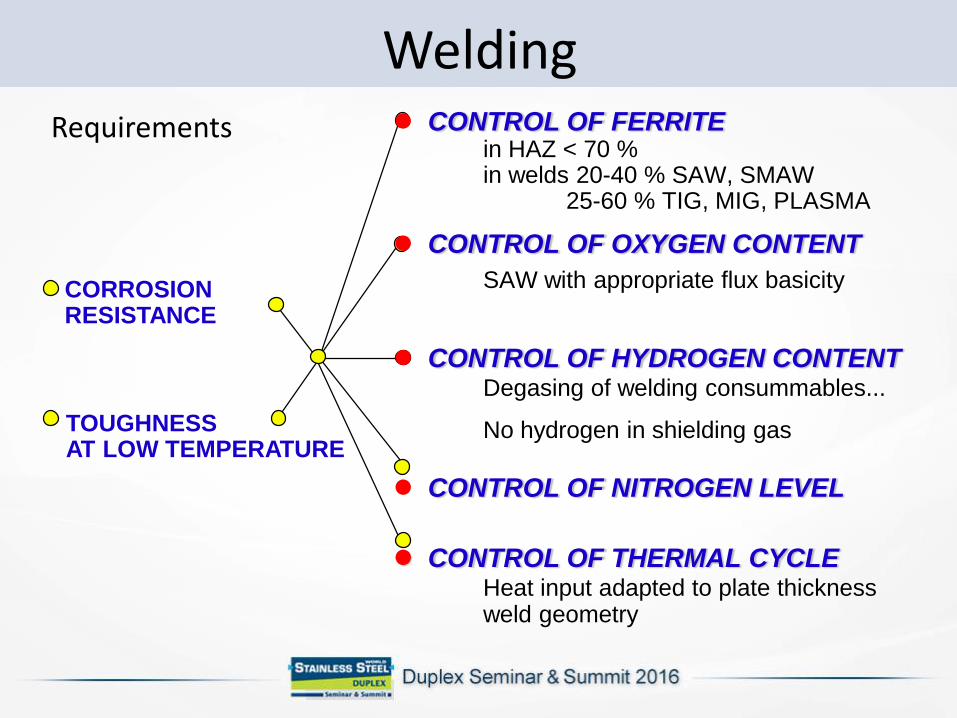
Welding
CORROSION RESISTANCE
TOUGHNESSAT LOW TEMPERATURE
CONTROL OF FERRITEin HAZ < 70 %in welds 20-40 % SAW, SMAW
25-60 % TIG, MIG, PLASMA
CONTROL OF OXYGEN CONTENT
SAW with appropriate flux basicity
CONTROL OF HYDROGEN CONTENTDegasing of welding consummables...
No hydrogen in shielding gas
CONTROL OF NITROGEN LEVEL
CONTROL OF THERMAL CYCLEHeat input adapted to plate thickness weld geometry
Requirements
Welding
General information:
Welding is not that different to SSProcesses like SAW, SMAW, FCAW, GTAW, GMAW,
PGMAW are all possible.
The Welder must take very good care and understand he is welding 2 phase material
Welding
General information:
The Welding Engineer must choose the correct welding consumable depending on yes/no solution annealing.Matching of Over-Alloyed composition
The choice has influence on solution annealing temperature
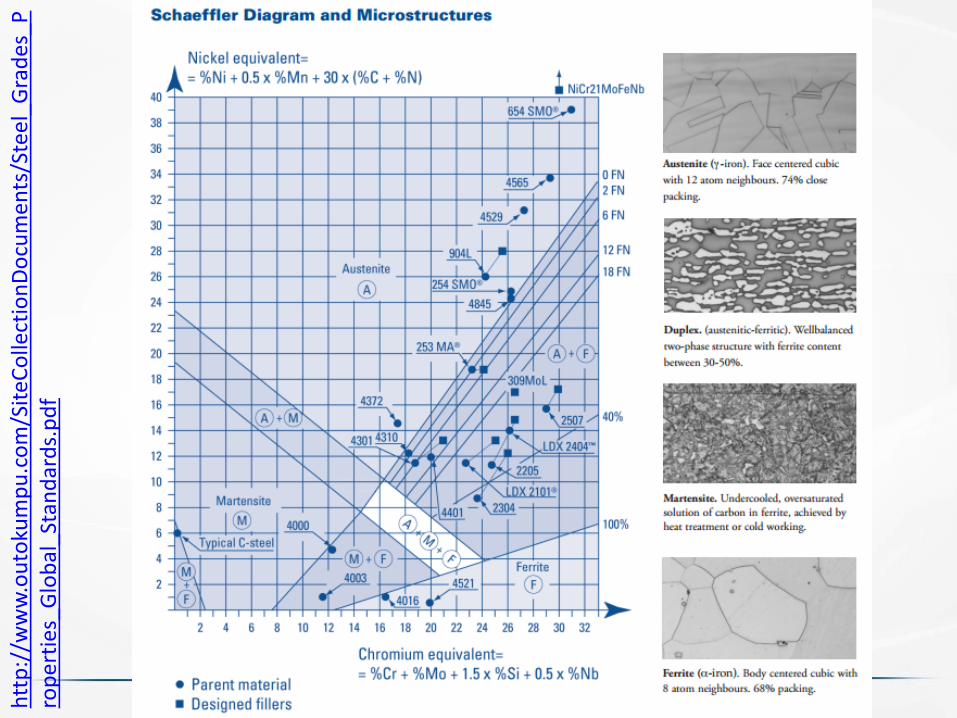
Weldingh
ttp
://w
ww
.ou
toku
mp
u.c
om
/Sit
eCo
llect
ion
Do
cum
en
ts/S
tee
l_G
rad
es_
Pro
per
ties
_Glo
bal
_Sta
nd
ard
s.p
df

Welding
Don’t
Strike the electrode in the Weld-edge or on the surface
Re-melt surfaces by TIG for smoothing the surface
Re-use welding flux more than 2 times

Welding
Do
Understand that every stop (crater) is a small crack and has to be removed by grinding
I prefer welders who can do PT-level 0 them selves
I don’t choose welder who think they are too good to perform grinding
Cold Forming
General information:
Due to high yield propertiesyou are working almost twice the thickness in SS.
If there is a weld-seam in theproduct you must take very good care of welding. (high impact values)
Cold Forming
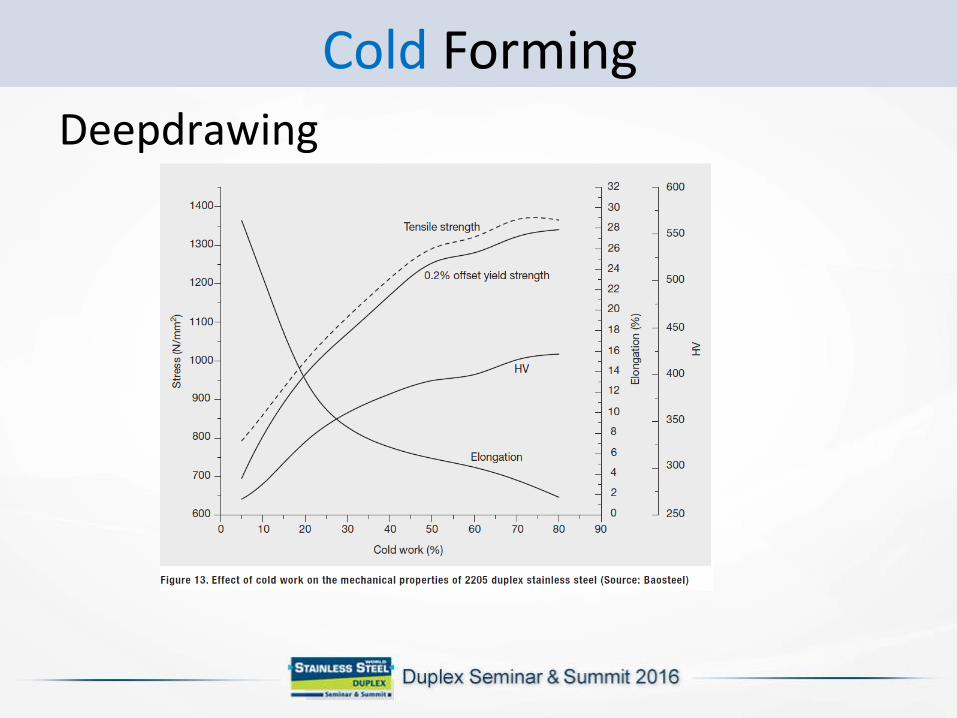
Deepdrawing
Cold Forming
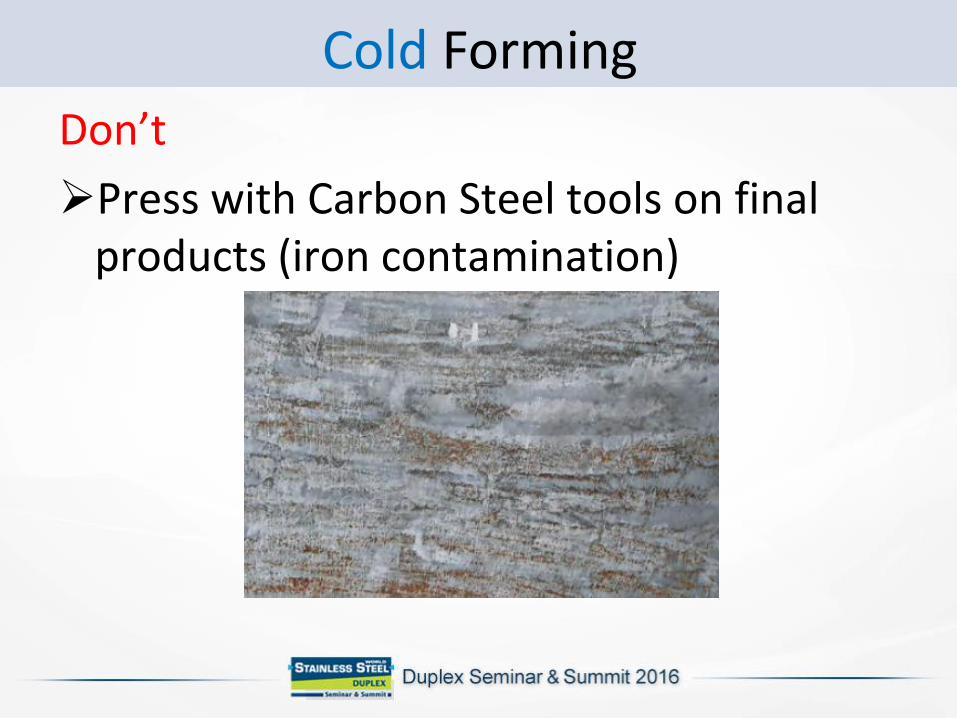
Don’t
Press with Carbon Steel tools on final products (iron contamination)
Cold Forming
Don’t
Perform flame straightening without final heat treatment
Don’t allow construction workers to perform welding.

Cold Forming
Don’t
Perform flame straightening without final heat treatment
Don’t allow construction workers to perform welding.
Cold Forming
Do
Take care of surface treatment
Perform Solution Annealing if deformation grade is over 10% and products are containing chemicals or are for sea-water application
Hot Forming
General Information:
For Hot Pressing you need to understand Duplex, heat treatment and all the phases you need to avoid.
The Hot pressing is easy if you understand all these points.
Hot Forming
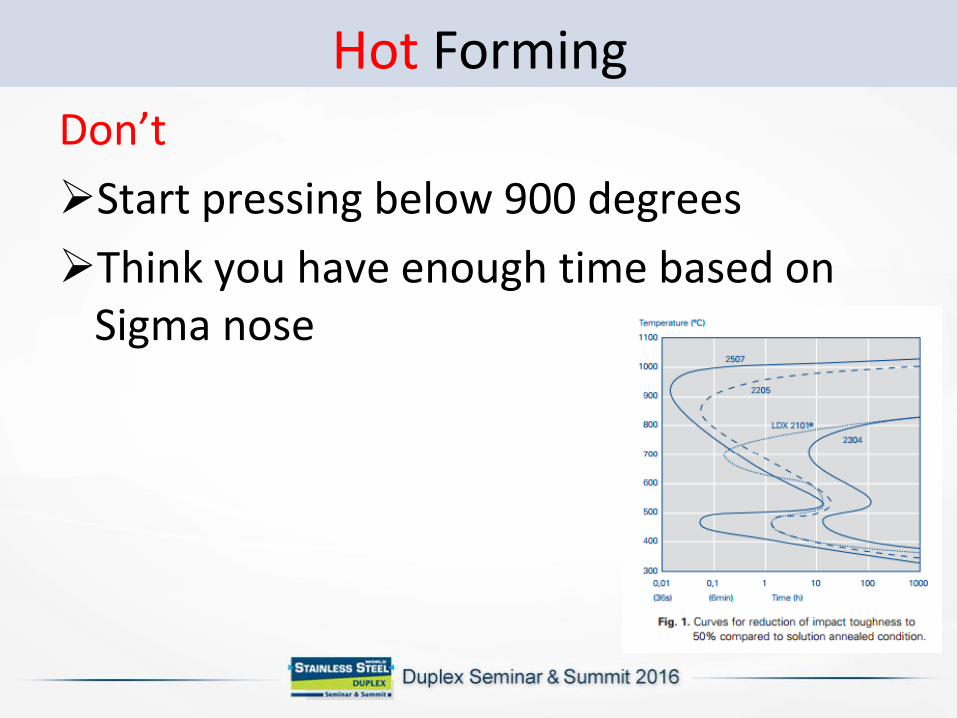
Don’t
Start pressing below 900 degrees
Think you have enough time based on Sigma nose
Hot Forming
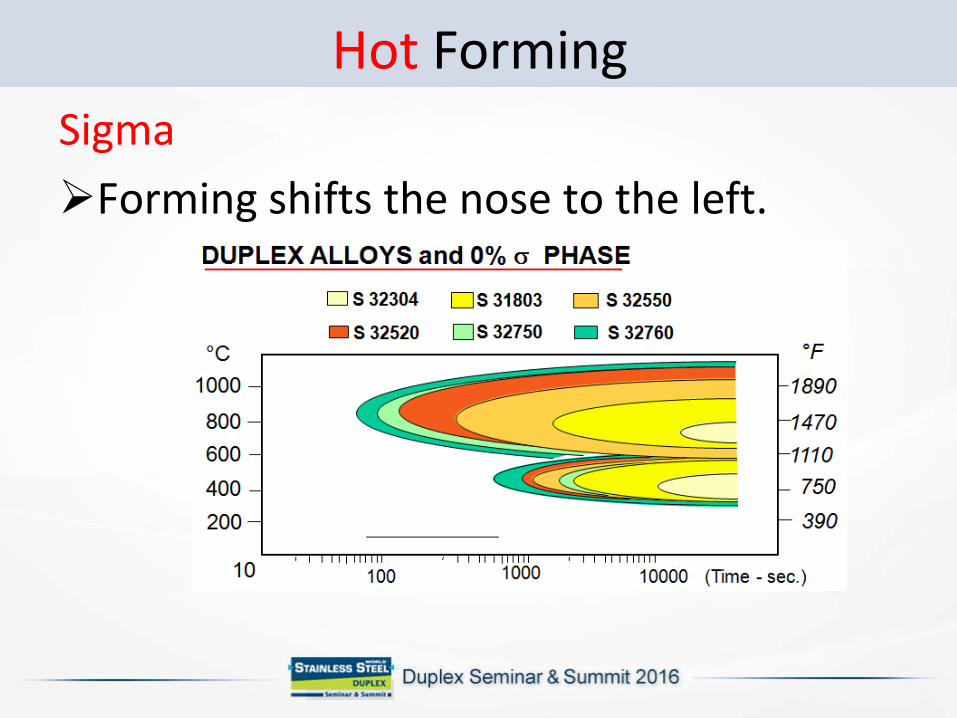
Sigma
Forming shifts the nose to the left.
Hot Forming
Do
Take care of correct temperature control during Hot Pressing
Take care of support of the product
Take care of proper surface treatment
(Sand) blasting and Pickling is recommended
Perform process in short period
Hot Forming
Do
Use Lubricants
Use Pyrometers to have an understanding of temperature during pressing
Heat Treatment
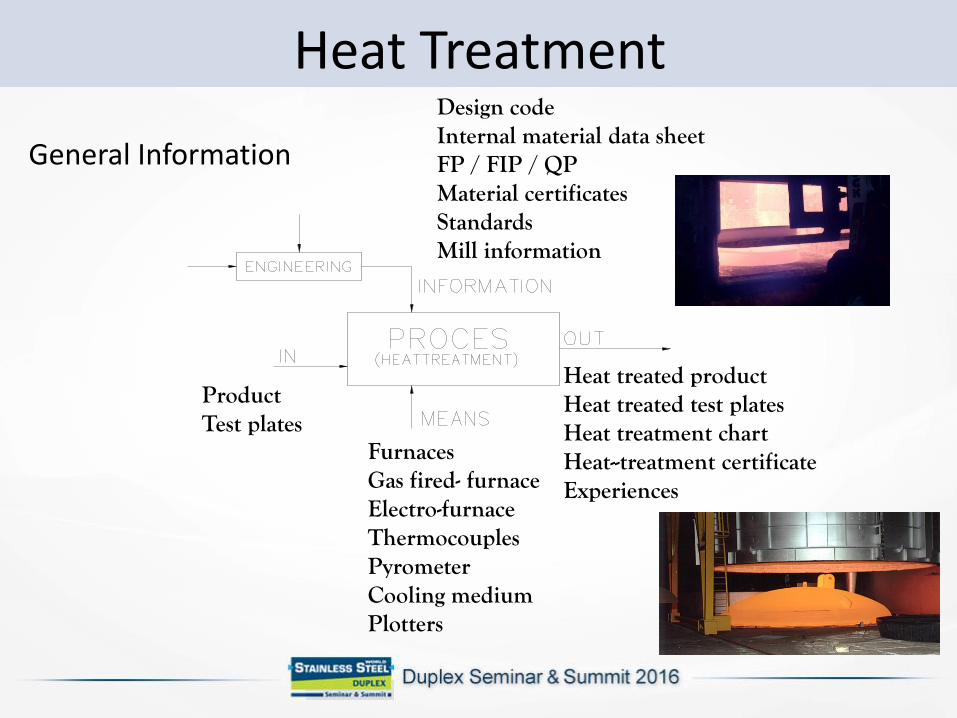
General Information
ProductTest plates
Design codeInternal material data sheetFP / FIP / QPMaterial certificatesStandardsMill information
FurnacesGas fired- furnaceElectro-furnaceThermocouplesPyrometerCooling mediumPlotters
Heat treated productHeat treated test platesHeat treatment chartHeat--treatment certificateExperiences
Heat TreatmentGeneral Information
In literature you find the risk of Sigma phase during welding due to high heat input
During heating up we will cross all phases and all phases needs to be dissolved again Solution annealing temperature is depending on chemical composition
of base-material and weld-material
Soaking time depending on thickness
The most important factor is the quenching In most cases this is not measured

Heat TreatmentExample from a graph including the quenching
0
100
200
300
400
500
600
700
800
900
1000
1100
1200
0:00:00 4:48:00 9:36:00 14:24:00 19:12:00 24:00:00 28:48:00
Fühler 1 (außen)
Fühler 2 (100 mm)
Fühler 3 (100 mm mitFehler)
Dauer [h:m:s]

Heat TreatmentFEM and 3D Metallurgy
-70
-60
-50
-40
-30
-20
-10
0
0
200
400
600
800
1000
1200
0 200 400 600 800 1000 1200 1400 1600
55x100mm_quenchsim
55x127mm_quenchsim
105x127mm_quenchsim
coolingrate 55x100mm
coolingrate 55x127mm
coolingrate 105x127
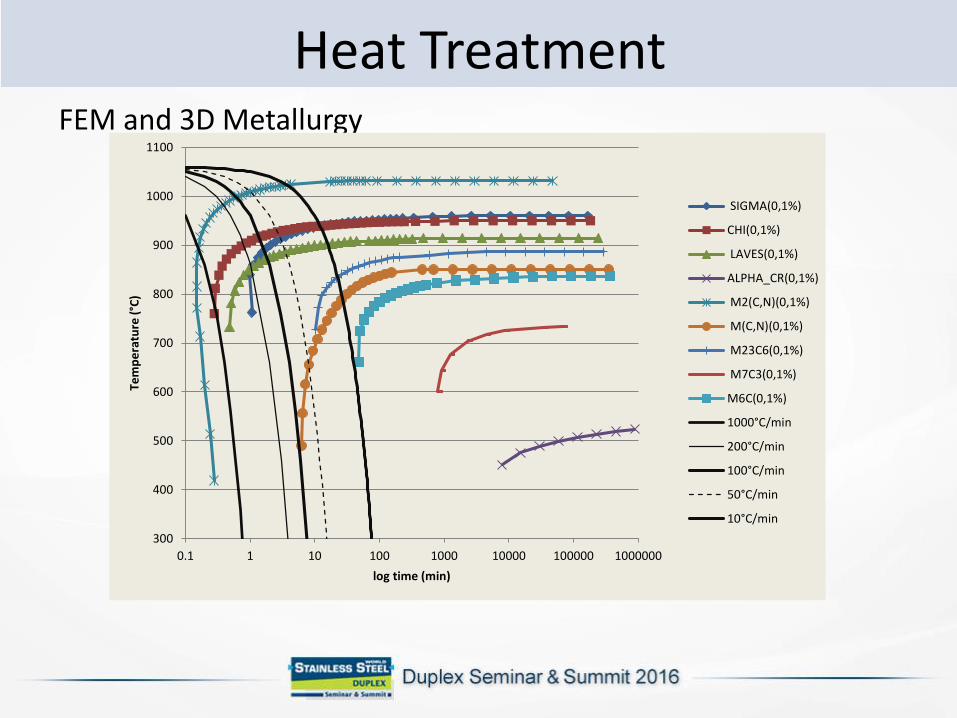
Heat TreatmentFEM and 3D Metallurgy
300
400
500
600
700
800
900
1000
1100
0.1 1 10 100 1000 10000 100000 1000000
Tem
pe
ratu
re (
°C)
log time (min)
SIGMA(0,1%)
CHI(0,1%)
LAVES(0,1%)
ALPHA_CR(0,1%)
M2(C,N)(0,1%)
M(C,N)(0,1%)
M23C6(0,1%)
M7C3(0,1%)
M6C(0,1%)
1000°C/min
200°C/min
100°C/min
50°C/min
10°C/min
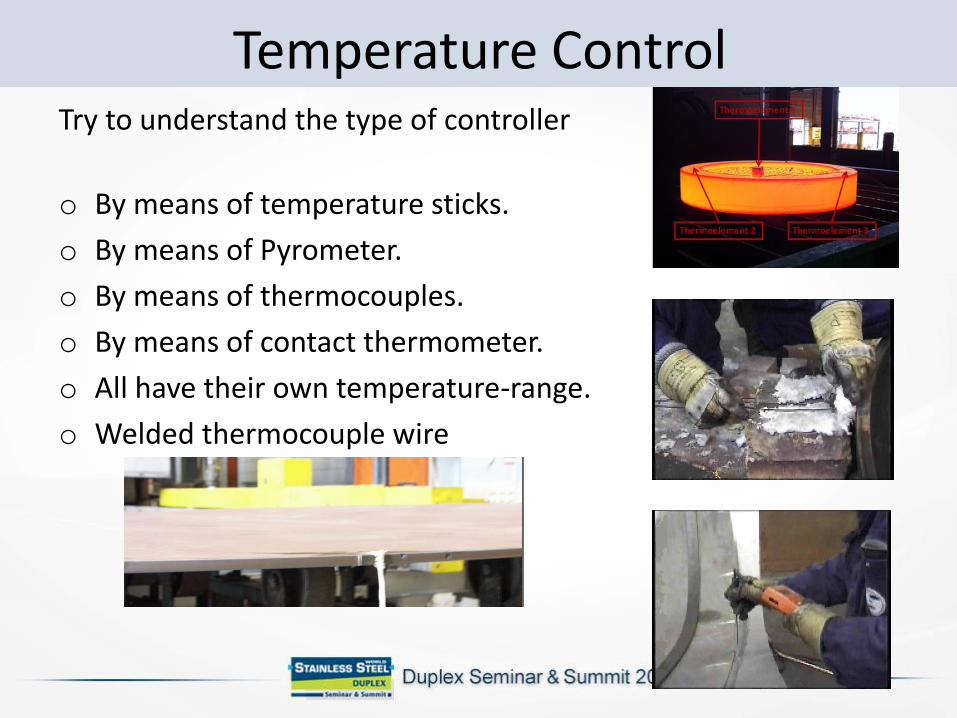
Temperature ControlTry to understand the type of controller
o By means of temperature sticks.
o By means of Pyrometer.
o By means of thermocouples.
o By means of contact thermometer.
o All have their own temperature-range.
o Welded thermocouple wire
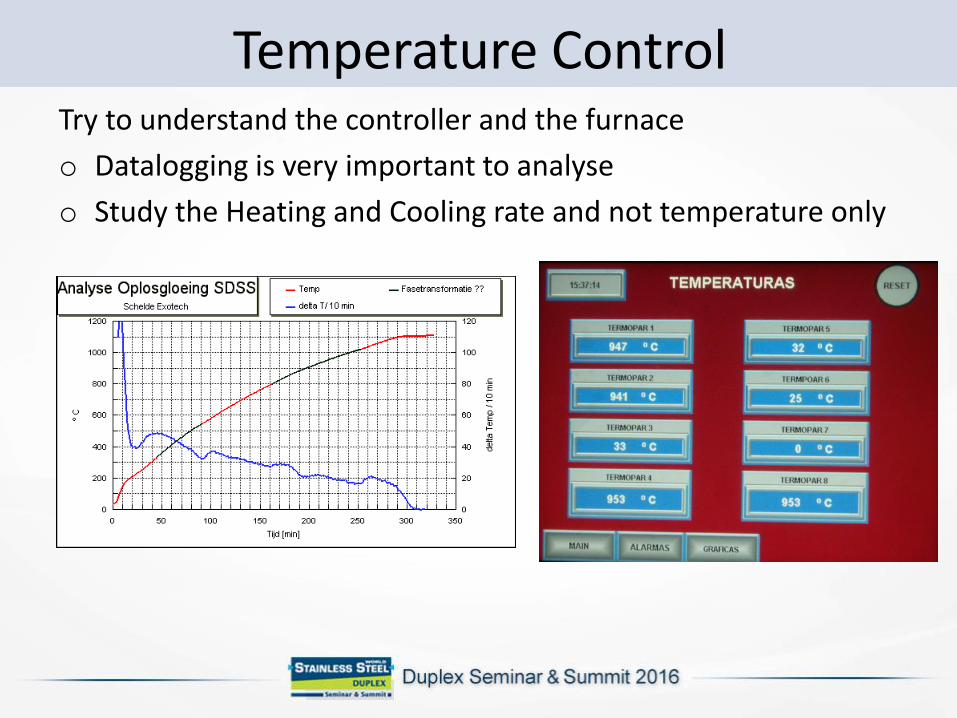
Temperature ControlTry to understand the controller and the furnace
o Datalogging is very important to analyse
o Study the Heating and Cooling rate and not temperature only

Temperature Range DSS
• Guess
10000 (Time - sec.)
S 31803
200
400
600
800
1000
10
°C
S 32304 S 32550
S 32520 S 32750 S 32760
100 1000
390
750
1110
1470
1890
°F
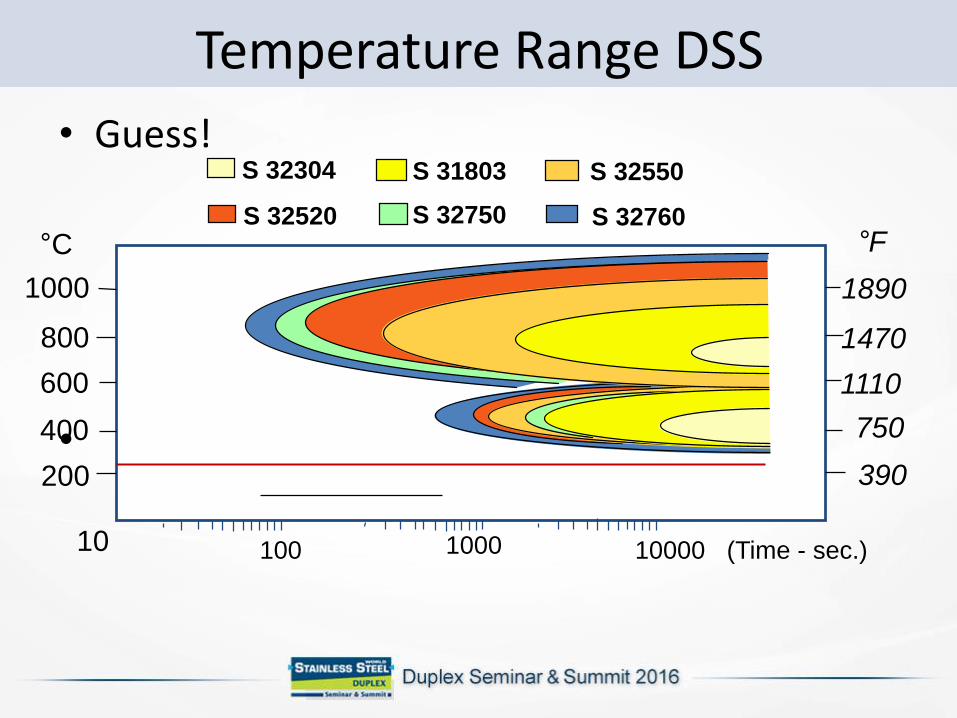
Temperature Range DSS
• Guess!
• 250°C
10000 (Time - sec.)
S 31803
200
400
600
800
1000
10
°C
S 32304 S 32550
S 32520 S 32750 S 32760
100 1000
390
750
1110
1470
1890
°F
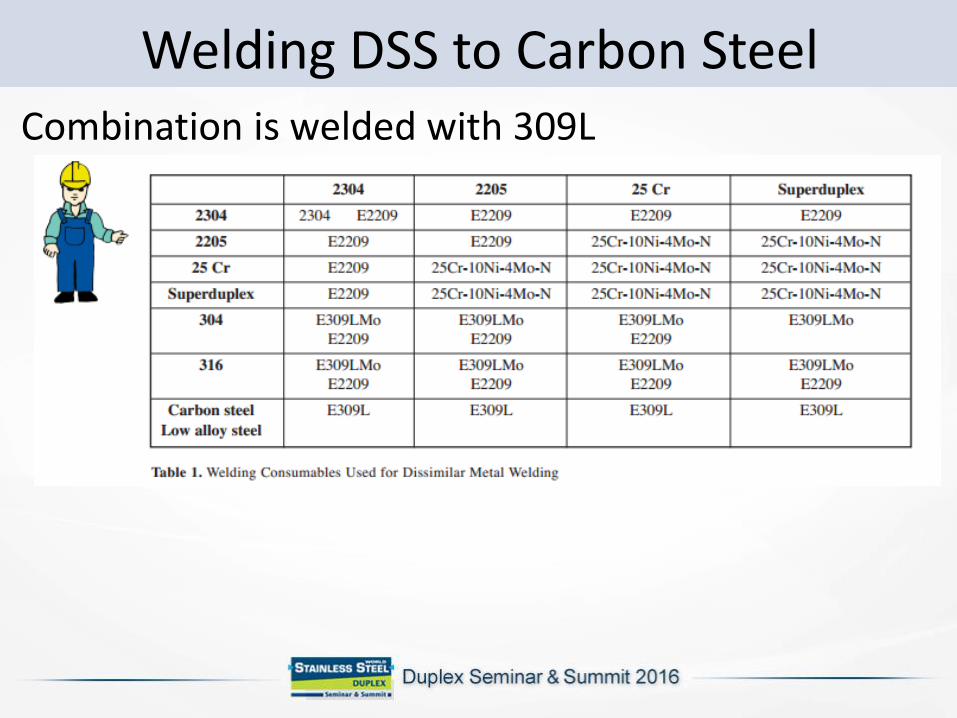
Welding DSS to Carbon SteelCombination is welded with 309L

Who is afraid of sigma phase?

Who is afraid of sigma phase?
• You should be
800 (116)
600 ( 87)
400 ( 58)
200 ( 29)
A % KCV HV5
25 150 420
20 120 380
15 90 340
10 60 300
5 30 260
Y.S. Rp 0.2 UTS (UTS/Rm)
10 20 30 40 % 50
MPa (KSI)
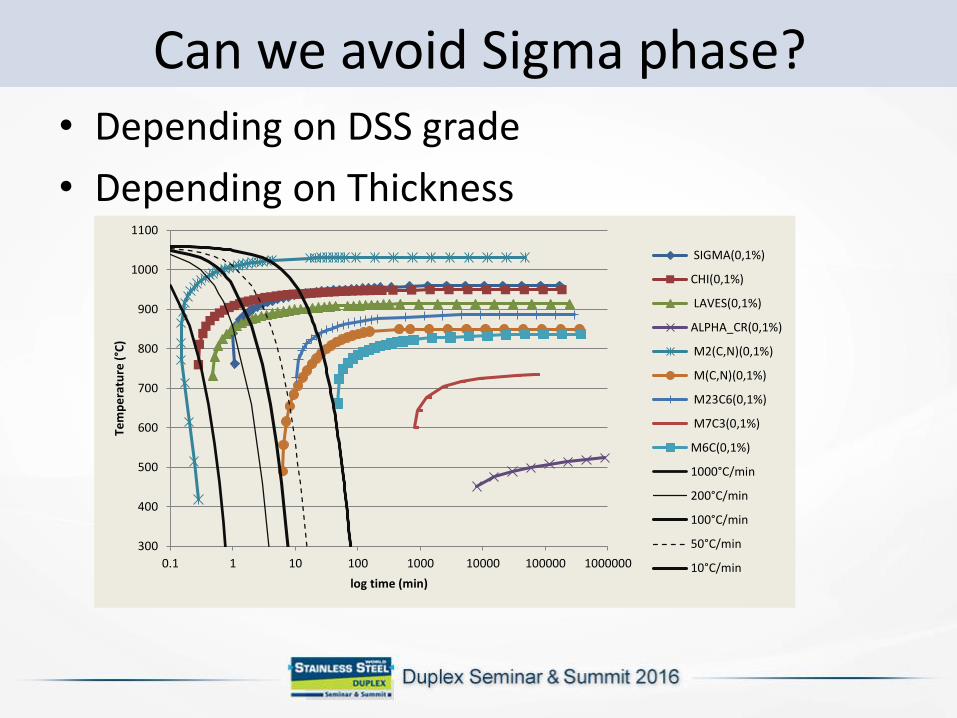
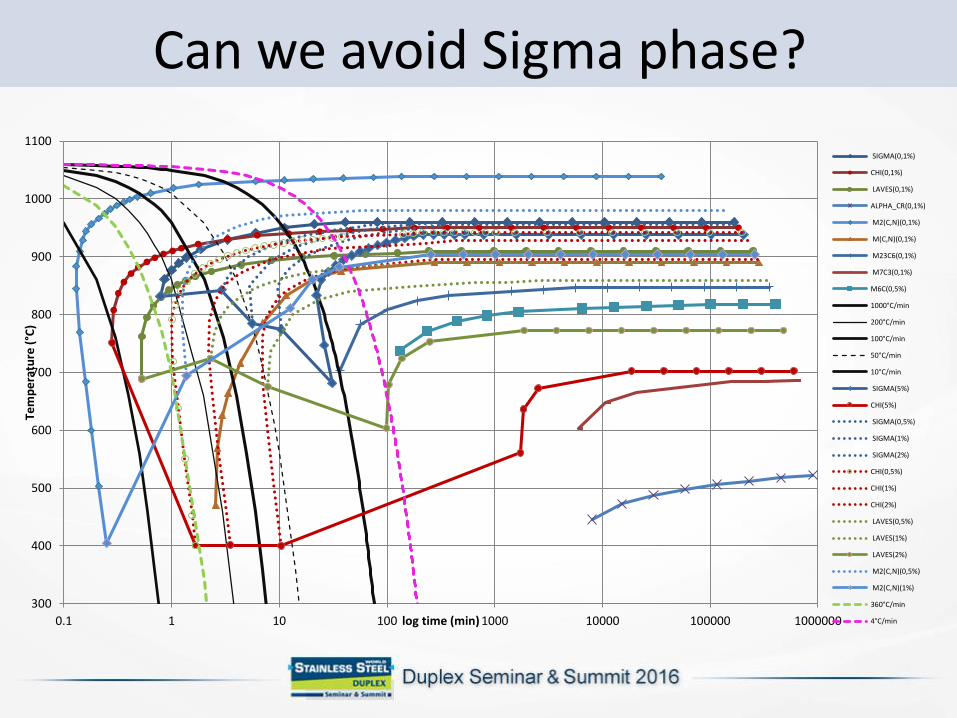
Can we avoid Sigma phase?• Depending on DSS grade
• Depending on Thickness
300
400
500
600
700
800
900
1000
1100
0.1 1 10 100 1000 10000 100000 1000000
Tem
pe
ratu
re (
°C)
log time (min)
SIGMA(0,1%)
CHI(0,1%)
LAVES(0,1%)
ALPHA_CR(0,1%)
M2(C,N)(0,1%)
M(C,N)(0,1%)
M23C6(0,1%)
M7C3(0,1%)
M6C(0,1%)
1000°C/min
200°C/min
100°C/min
50°C/min
10°C/min

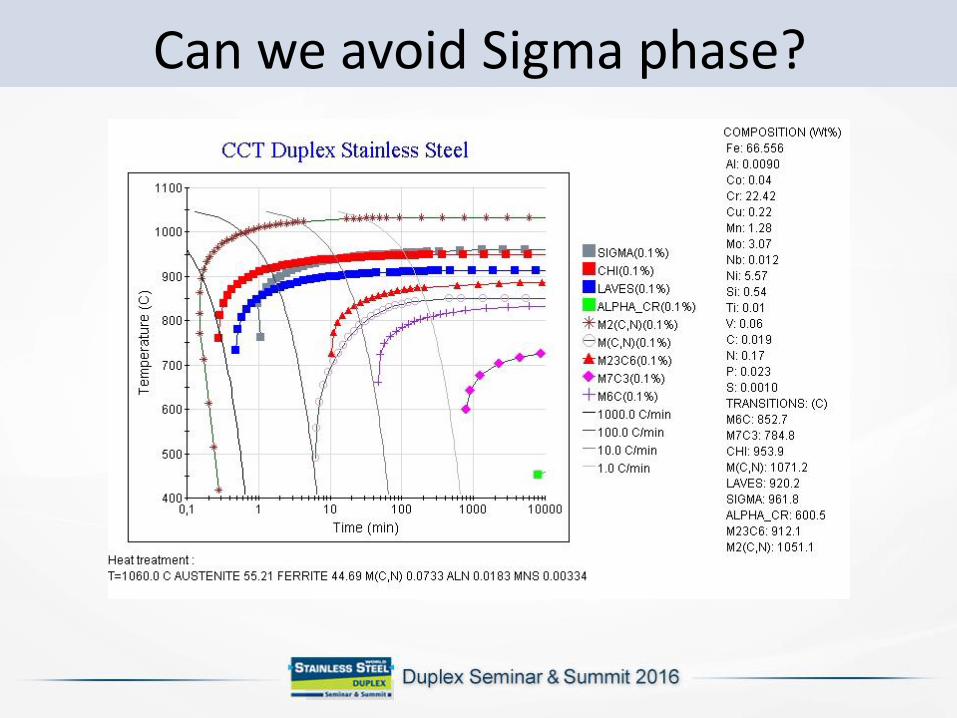
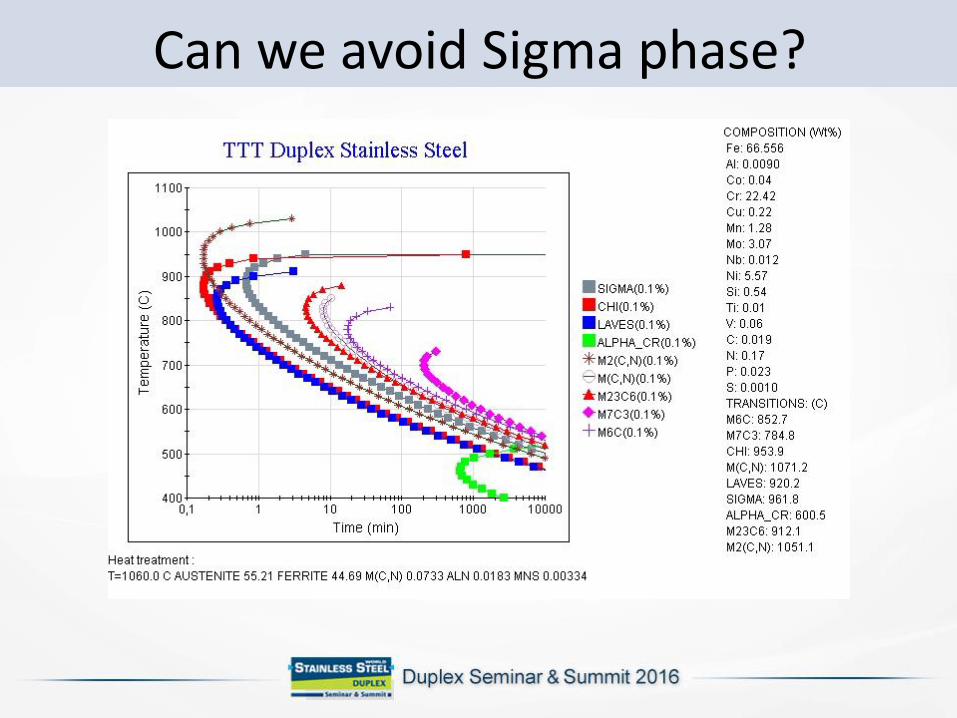
Can we avoid Sigma phase?
Can we avoid Sigma phase?
Can we avoid Sigma phase?

Can we avoid Sigma phase?
Can we avoid Sigma phase?
300
400
500
600
700
800
900
1000
1100
0.1 1 10 100 1000 10000 100000 1000000
Tem
pe
ratu
re (
°C)
log time (min)
SIGMA(0,1%)
CHI(0,1%)
LAVES(0,1%)
ALPHA_CR(0,1%)
M2(C,N)(0,1%)
M(C,N)(0,1%)
M23C6(0,1%)
M7C3(0,1%)
M6C(0,5%)
1000°C/min
200°C/min
100°C/min
50°C/min
10°C/min
SIGMA(5%)
CHI(5%)
SIGMA(0,5%)
SIGMA(1%)
SIGMA(2%)
CHI(0,5%)
CHI(1%)
CHI(2%)
LAVES(0,5%)
LAVES(1%)
LAVES(2%)
M2(C,N)(0,5%)
M2(C,N)(1%)
360°C/min
4°C/min

Can we avoid Sigma phase?
300
400
500
600
700
800
900
1000
1100
0.1 1 10 100 1000 10000 100000 1000000
Tem
pe
ratu
re (
°C)
log time (min)
SIGMA(2%)
CHI(2%)
LAVES(2%)
ALPHA_CR(2%)
M2(C,N)(2%)
M(C,N)(2%)
M23C6(2%)
M7C3(2%)
1000°C/min
200°C/min
100°C/min
50°C/min
10°C/min

Forging of DSSGeneral Information
You will need extra force
Material is very soft at high temperature (1.200-1.250 °C)
Like with any Hot Forming, Solution heat treatment is essential
Temperature control is essential
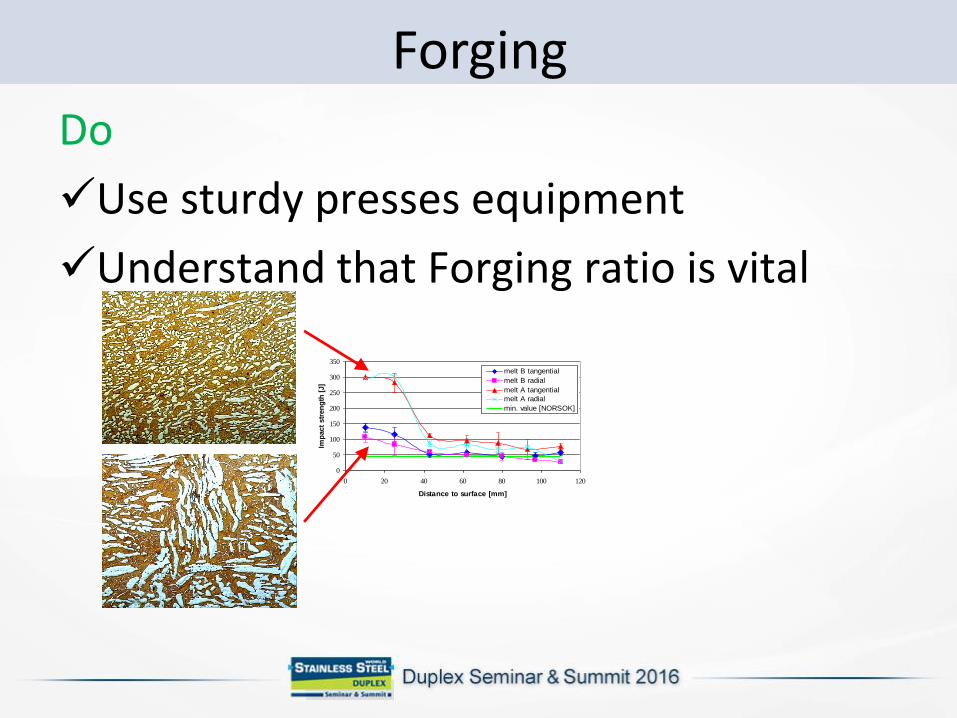
Do
Use sturdy presses equipment
Understand that Forging ratio is vital
0
50
100
150
200
250
300
350
0 20 40 60 80 100 120
Distance to surface [mm]
Imp
act
str
en
gth
[J]
melt B tangential
melt B radial
melt A tangential
melt A radial
min. value [NORSOK]
Forging

Forging
Don’t
Forge at low temperature
NDEGeneral Information:
DPE
UT of weld-seams over 50 mm
TOFD is performed and is known to show 10% more defects.
MPE is possible
RT of weld-seams up to 50 mm
Measuring FN with ferritscope
NDE
Do
Properly clean the surface before performing any NDE
Select the right film for RT
Practice with Ferritscope if you need to use it. Handle gently
NDE
Don’t
Perform polishing when defects are found
Use grinding or milling
Allow anybody grinding near to the testing area
Surface Treatment
General Information:
Polishing is possible but takes very long
Electro polishing is possible by experts
Pickling is not easy due to good pickling resistance of DSS
Surface Treatment
Do
Perform Pickling on formed products which are not machined are advised.
Perform Sandblasting on scaled surfaces from solution annealing, before pickling
Check surfaces on spatters and remove them by grinding before pickling.

Surface Treatment
Don’t
Use grit for blasting
Use used sand/ korrund for blasting
Pickle scaled surfaces after Solution Annealing. This takes days.
Thank You very MuchFor questions:
Raymond Cordewener
Tel: +49 6893 84184
Mobile: +31 653551792





























