Embed Size (px)
Citation preview

Operating manual • English
Käyttöohje • Suomi
Bruksanvisning • Svenska
Bruksanvisning • Norsk
Brugsanvisning • Dansk
Gebrauchsanweisung • Deutsch
Gebruiksaanwijzing • Nederlands
Manuel d’utilisation • Français
Manual de instrucciones • Español
Instrukcja obsługi • Polski
Инструкции по эксплуатации • По-русски
操作手册 • 中文
Manual de utilização • Português
Manuale d’uso • Italiano
EN
FI
SV
NO
DA
DE
NL
FR
ES
PL
RU
ZH
MasterTig MLS 2300 ACDC
PT
IT

Manual de insTruccionesespañol
Mas
terT
ig M
LS 2
300
ACD
C / ©
Kem
ppi O
y / 1
112
ES
conTenido
1. PreFacio . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 31.1 General . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 31.2 Introducción del producto . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
2. insTalaciÓn . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 42.1 Desembalaje . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 42.2 Ubicación de la unidad . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 42.3 Número de serie . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 42.4 Instalación y partes principales. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 42.5 Instalación del panel . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 52.6 Conexión a la red . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 62.7 Red de distribución.. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 62.8 Conexiones del cable de soldadura . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 62.9 Unidad de refrigeración Mastercool 20 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 62.10 Gas de protección . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8
3. FuncionaMienTo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 93.1 Procesos de soldadura . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9
3.1.1 Soldadura MMA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 93.1.2 Soldadura TIG con corriente alterna . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 93.1.3 Soldadura TIG con corriente continua (DC) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 93.1.4 Soldadura TIG pulsado sinérgico . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 103.1.5 Soldadura TIG pulsado largo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 103.1.6 Función de soldadura por punto . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 103.1.7 Función MicroTack™ . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 103.1.8 Soldadura TIG con corriente AC - DC (MIX) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10
3.2 Funciones de operación.. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 103.2.1 Fuente de potencia . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 103.2.2 Paneles de control . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 103.2.3 Almacenamiento de los ajustes de soldadura . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 153.2.4 Uso de los ajustes almacenados . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 153.2.5 Canales de memoria del control remoto . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 163.2.6 Funciones del SETUP . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 163.2.7 Control remoto a pedal R11F . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
3.3 Funcionamiento de la unidad de refrigeración Mastercool 20 . . . . . . . . . . . . . . . . . . . . . . . . . . . 163.4 Almacenamiento . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 163.5 Función SETUP . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 163.6 Códigos de error . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18
4. ManTeniMienTo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 184.1 Mantenimiento regular . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 184.2 Desperfectos en el funcionamiento . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 194.3 Cómo desechar el equipo de forma segura . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19
5. núMeros de Pedido . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20
6. daTos TÉcnicos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21
2
Mas
terT
ig M
LS 2
300
ACD
C / ©
Kem
ppi O
y / 1
112
ES
1. PreFacio
1.1 GeneralFelicitaciones por la elección del sistema de soldadura MasterTig MLS ACDC de Kemppi. La confianza y durabilidad de nuestros productos permiten un mantenimiento asequible y aumentan la productividad laboral.Este manual del usuario contiene información importante acerca del uso, el mantenimiento y la seguridad del producto Kemppi. Las especificaciones técnicas del dispositivo se pueden encontrar al final del manual. Lea atentamente este manual antes de utilizar el equipo por primera vez. Por su propia seguridad y por la del entorno de trabajo, preste especial atención a las instrucciones de seguridad incluidas en este manual.Para más información sobre los productos de Kemppi, póngase en contacto con Kemppi Oy, consulte a un distribuidor autorizado de Kempppi o visite el sitio web de Kemppi en www.kemppi.com.Las especificaciones que se presentan en este manual pueden modificarse sin previo aviso.
notas relevantesLos artículos de este manual que requieren especial atención para reducir al mínimo los daños y las lesiones se señalan con la indicación “¡NOTA!”. Lea detenidamente estas secciones y siga las instrucciones.
descargo de responsabilidadA pesar de los esfuerzos para asegurar que la información contenida en esta guía sea precisa y completa, la empresa no se responsabiliza de cualquier error u omisión que pudiera existir. Kemppi se reserva el derecho a modificar las características del producto descrito, en cualquier momento y sin previo aviso. No está permitido copiar, grabar, reproducir ni transmitir el contenido de esta guía sin el previo consentimiento de Kemppi.
1.2 inTroducciÓn del ProducToEl Kemppi Mastertig MLS ACDC, es un equipo perteneciente a la familia de máquinas de soldar TIG, diseñadas para uso industrial, con características especialmente adecuadas para soldar materiales como aluminio y acero inoxidable. El equipo está compuesto por una fuente de potencia, panel de control y pistola de soldar. La unidad de refrigeración Mastercool 20, se utiliza para soldadura TIG refrigerada por agua. La pistola de soldar, puede ser refrigerada por agua o por gas.La fuente de potencia multipropósito Mastertig MLS 2300 ACDC de 230A de máxima corriente, está diseñada para un uso profesional exigente, adecuada para soldadura con electrodo, TIG y TIG pulsado, con ambas corrientes, alterna y continua. La fuente de potencia se controla con transistores IGBT, con una frecuencia de aproximadamente 65 kHz y, las funciones de operación con un microprocesador.
3
Mas
terT
ig M
LS 2
300
ACD
C / ©
Kem
ppi O
y / 1
112
ES
2. insTalaciÓn
2.1 deseMbalajeEl equipo se entrega en un embalaje resistente, especialmente diseñado. Sin embargo, antes de usar el equipo, asegúrese que el equipo o alguna parte de éste no haya sufrido daños durante el traslado. Verifique, también, que haya recibido lo que compró y, que traiga las instrucciones apropiadas para su instalación y uso. El material del embalaje es reciclable.
2.2 ubicaciÓn de la unidadUbique la unidad en una superficie horizontal, sólida y limpia. Protéjala de la lluvia y del sol directo. Asegúrese que exista un espacio suficiente para que, el aire de refrigeración, circule libremente por la parte frontal y posterior de la máquina.
2.3 núMero de serieEl número de serie de la unidad está marcado en la placa de la máquina. El número de serie permite rastrear las series de fábrica del producto. El número de serie puede ser necesario cuando se realicen órdenes de compra por repuestos o cuando se planifique el mantenimiento.
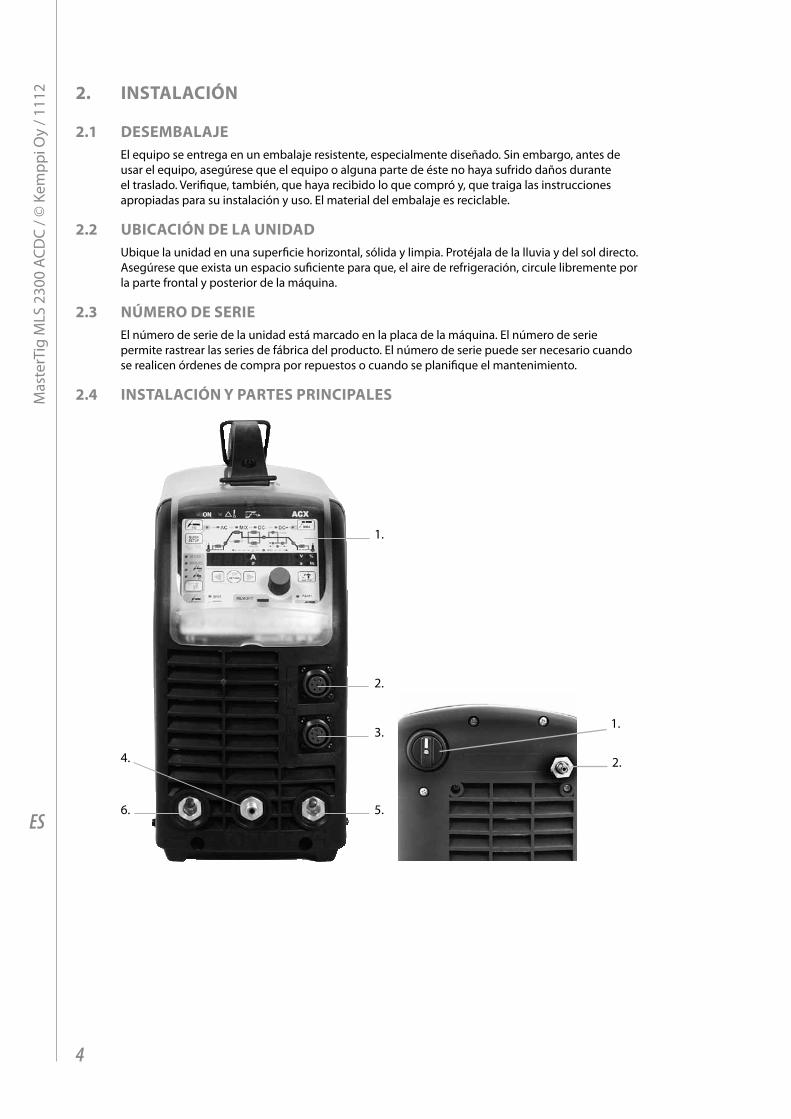
2.4 insTalaciÓn y ParTes PrinciPales
1.
2.
1.
2.
3.
5.6.
4.
4
Mas
terT
ig M
LS 2
300
ACD
C / ©
Kem
ppi O
y / 1
112
ES
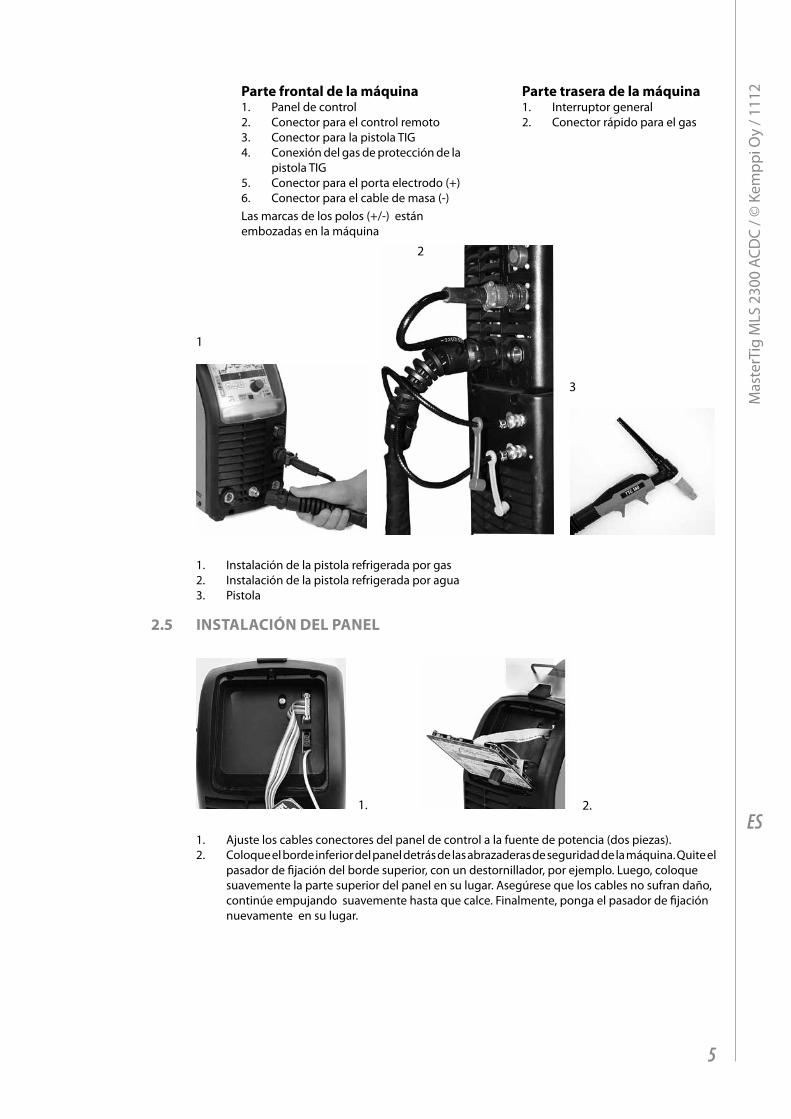
Parte frontal de la máquina1. Panel de control2. Conector para el control remoto3. Conector para la pistola TIG4. Conexión del gas de protección de la
pistola TIG5. Conector para el porta electrodo (+)6. Conector para el cable de masa (-)Las marcas de los polos (+/-) están embozadas en la máquina
Parte trasera de la máquina1. Interruptor general2. Conector rápido para el gas
1
2
3
1. Instalación de la pistola refrigerada por gas2. Instalación de la pistola refrigerada por agua3. Pistola
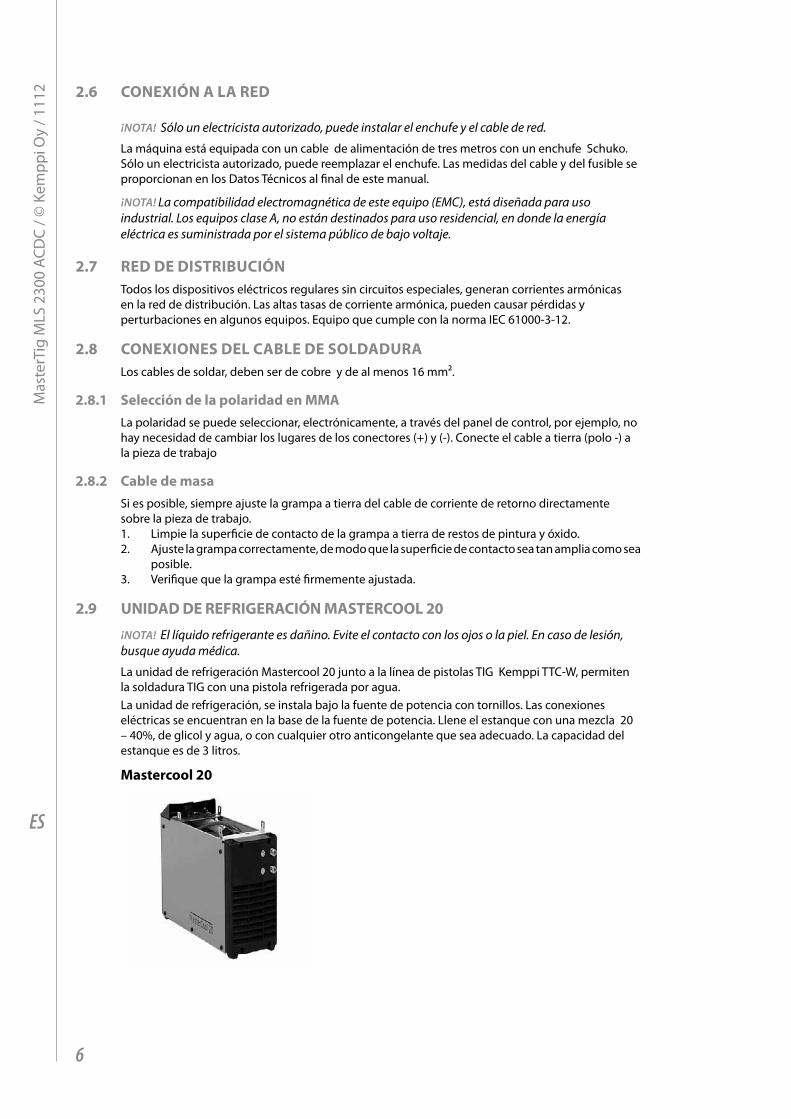
2.5 insTalaciÓn del Panel
1. 2.
1. Ajuste los cables conectores del panel de control a la fuente de potencia (dos piezas).2. Coloque el borde inferior del panel detrás de las abrazaderas de seguridad de la máquina. Quite el
pasador de fijación del borde superior, con un destornillador, por ejemplo. Luego, coloque suavemente la parte superior del panel en su lugar. Asegúrese que los cables no sufran daño, continúe empujando suavemente hasta que calce. Finalmente, ponga el pasador de fijación nuevamente en su lugar.
5
Mas
terT
ig M
LS 2
300
ACD
C / ©
Kem
ppi O
y / 1
112
ES
2.6 conexiÓn a la red
¡NOTA! Sólo un electricista autorizado, puede instalar el enchufe y el cable de red.
La máquina está equipada con un cable de alimentación de tres metros con un enchufe Schuko. Sólo un electricista autorizado, puede reemplazar el enchufe. Las medidas del cable y del fusible se proporcionan en los Datos Técnicos al final de este manual.
¡NOTA! La compatibilidad electromagnética de este equipo (EMC), está diseñada para uso industrial. Los equipos clase A, no están destinados para uso residencial, en donde la energía eléctrica es suministrada por el sistema público de bajo voltaje.
2.7 red de disTribuciÓnTodos los dispositivos eléctricos regulares sin circuitos especiales, generan corrientes armónicas en la red de distribución. Las altas tasas de corriente armónica, pueden causar pérdidas y perturbaciones en algunos equipos. Equipo que cumple con la norma IEC 61000-3-12.
2.8 conexiones del cable de soldaduraLos cables de soldar, deben ser de cobre y de al menos 16 mm².
2.8.1 selección de la polaridad en MMaLa polaridad se puede seleccionar, electrónicamente, a través del panel de control, por ejemplo, no hay necesidad de cambiar los lugares de los conectores (+) y (-). Conecte el cable a tierra (polo -) a la pieza de trabajo
2.8.2 cable de masaSi es posible, siempre ajuste la grampa a tierra del cable de corriente de retorno directamente sobre la pieza de trabajo.1. Limpie la superficie de contacto de la grampa a tierra de restos de pintura y óxido.2. Ajuste la grampa correctamente, de modo que la superficie de contacto sea tan amplia como sea
posible.3. Verifique que la grampa esté firmemente ajustada.
2.9 unidad de reFriGeraciÓn MasTercool 20
¡NOTA! El líquido refrigerante es dañino. Evite el contacto con los ojos o la piel. En caso de lesión, busque ayuda médica.
La unidad de refrigeración Mastercool 20 junto a la línea de pistolas TIG Kemppi TTC-W, permiten la soldadura TIG con una pistola refrigerada por agua.La unidad de refrigeración, se instala bajo la fuente de potencia con tornillos. Las conexiones eléctricas se encuentran en la base de la fuente de potencia. Llene el estanque con una mezcla 20 – 40%, de glicol y agua, o con cualquier otro anticongelante que sea adecuado. La capacidad del estanque es de 3 litros.
Mastercool 20
6
Mas
terT
ig M
LS 2
300
ACD
C / ©
Kem
ppi O
y / 1
112
ES
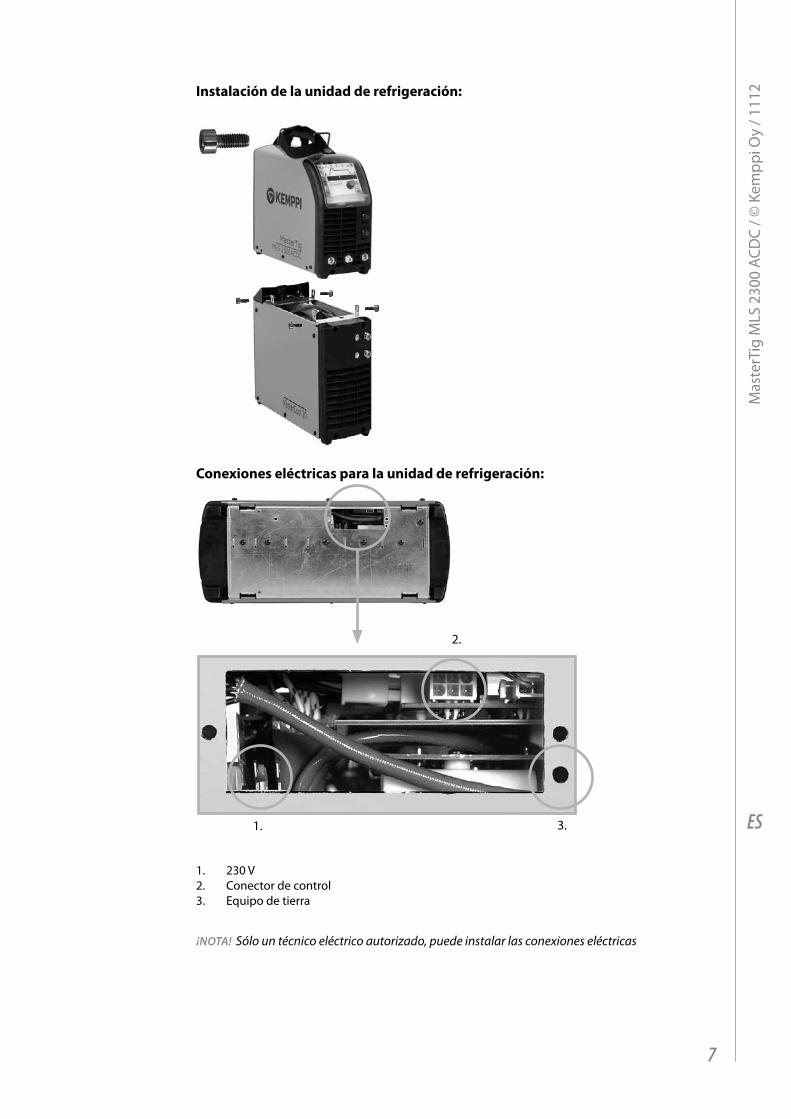
instalación de la unidad de refrigeración:
conexiones eléctricas para la unidad de refrigeración:
1. 3.
2.
1. 230 V2. Conector de control3. Equipo de tierra
¡NOTA! Sólo un técnico eléctrico autorizado, puede instalar las conexiones eléctricas
7
Mas
terT
ig M
LS 2
300
ACD
C / ©
Kem
ppi O
y / 1
112
ES
2.10 Gas de ProTecciÓn
¡NOTA! Manipule el cilindro de gas con cuidado. Existe riesgo de lesiones si el cilindro de gas o la válvula, están dañados
Como gas de protección en soldadura TIG, use gases inertes, tales como: argón, helio o una mezcla de argón- helio. Asegúrese que, el regulador de flujo de gas, sea el adecuado para el tipo de gas usado. La cantidad de flujo se ajusta de acuerdo a la corriente de soldadura, la forma de la junta y al tamaño de los electrodos. La cantidad de flujo adecuada, es normalmente 8 – 10 l/min. Si el flujo de gas no es el adecuado, las uniones soldadas resultarán porosas. La ignición por alta frecuencia se hace más difícil si el flujo de gas es demasiado alto. Contacte a su distribuidor Kemppi local para elegir el gas y equipo.
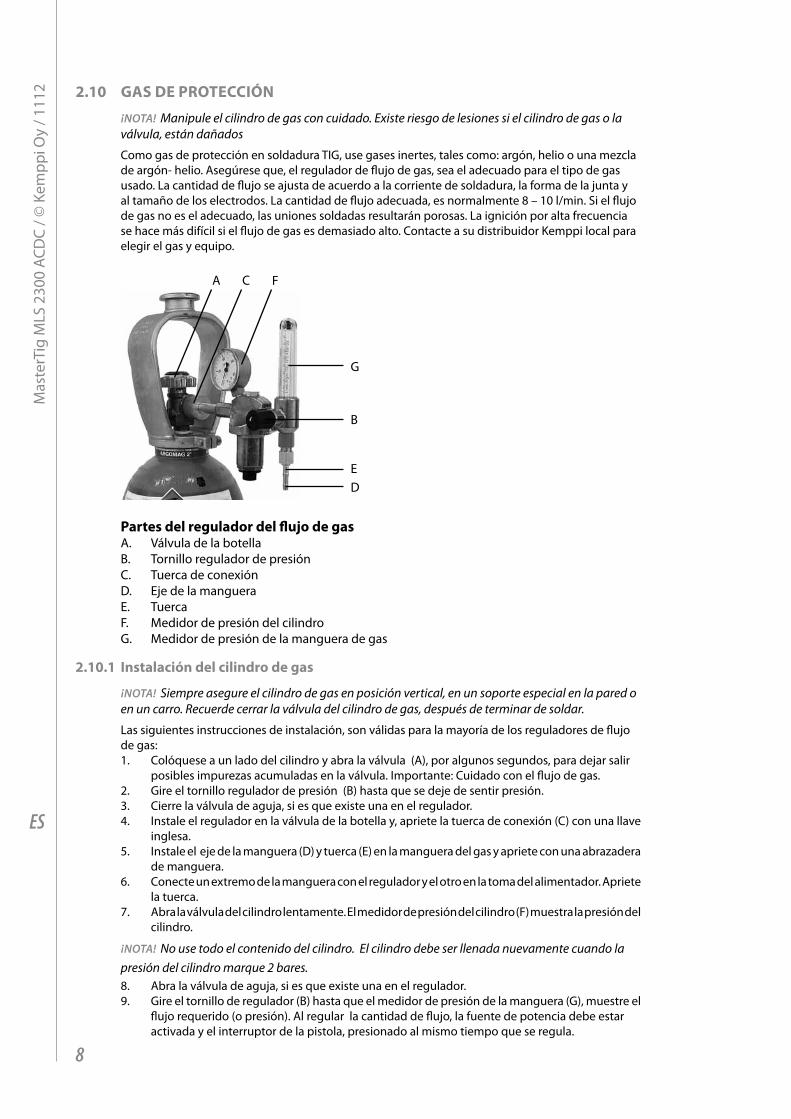
A C F
G
B
ED
Partes del regulador del flujo de gasA. Válvula de la botellaB. Tornillo regulador de presiónC. Tuerca de conexiónD. Eje de la mangueraE. TuercaF. Medidor de presión del cilindroG. Medidor de presión de la manguera de gas
2.10.1 instalación del cilindro de gas
¡NOTA! Siempre asegure el cilindro de gas en posición vertical, en un soporte especial en la pared o en un carro. Recuerde cerrar la válvula del cilindro de gas, después de terminar de soldar.
Las siguientes instrucciones de instalación, son válidas para la mayoría de los reguladores de flujo de gas:1. Colóquese a un lado del cilindro y abra la válvula (A), por algunos segundos, para dejar salir
posibles impurezas acumuladas en la válvula. Importante: Cuidado con el flujo de gas.2. Gire el tornillo regulador de presión (B) hasta que se deje de sentir presión.3. Cierre la válvula de aguja, si es que existe una en el regulador.4. Instale el regulador en la válvula de la botella y, apriete la tuerca de conexión (C) con una llave
inglesa.5. Instale el eje de la manguera (D) y tuerca (E) en la manguera del gas y apriete con una abrazadera
de manguera.6. Conecte un extremo de la manguera con el regulador y el otro en la toma del alimentador. Apriete
la tuerca.7. Abra la válvula del cilindro lentamente. El medidor de presión del cilindro (F) muestra la presión del
cilindro.
¡NOTA! No use todo el contenido del cilindro. El cilindro debe ser llenada nuevamente cuando la presión del cilindro marque 2 bares.8. Abra la válvula de aguja, si es que existe una en el regulador.9. Gire el tornillo de regulador (B) hasta que el medidor de presión de la manguera (G), muestre el
flujo requerido (o presión). Al regular la cantidad de flujo, la fuente de potencia debe estar activada y el interruptor de la pistola, presionado al mismo tiempo que se regula.
8
Mas
terT
ig M
LS 2
300
ACD
C / ©
Kem
ppi O
y / 1
112
ES
Cierre la válvula del cilindro luego de haber terminado de soldar. Si la máquina no se usa por un largo período de tiempo, quite presión del tornillo de regulación de presión.
3. FuncionaMienTo
¡NOTA! Está prohibido soldar en lugares que presenten riesgos de explosión o fuego.
¡NOTA! Los humos de soldadura pueden causar daños, cuide que exista una buena ventilación durante la soldadura.
3.1 Procesos de soldadura
3.1.1 soldadura MMaCon las fuentes de potencia Mastertig MLS ACDC, usted puede usar todos los electrodos apropiados para soldadura con corriente continua y alterna, dentro de los límites de corriente de la fuente de potencia. Ambos paneles de control (ACS, ACX), pueden ser usados para soldadura con electrodos cuando se selecciona soldadura MMA.
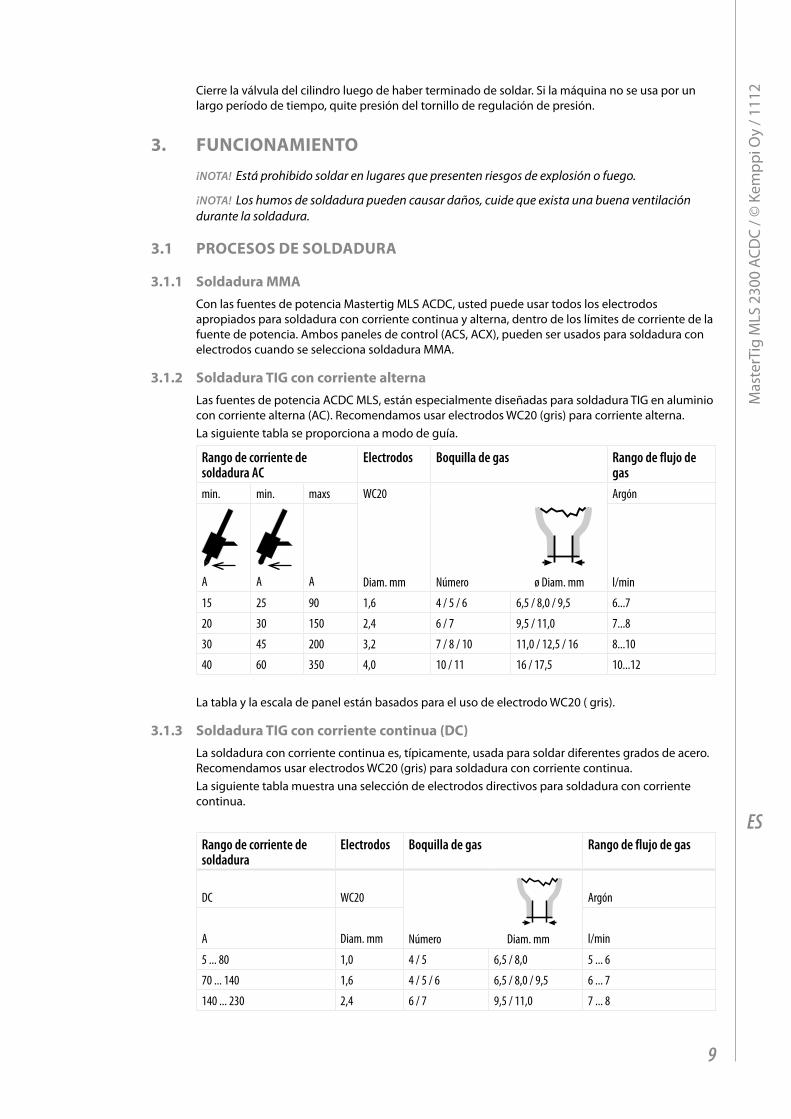
3.1.2 soldadura TiG con corriente alternaLas fuentes de potencia ACDC MLS, están especialmente diseñadas para soldadura TIG en aluminio con corriente alterna (AC). Recomendamos usar electrodos WC20 (gris) para corriente alterna.La siguiente tabla se proporciona a modo de guía.
Rango de corriente de soldadura AC
Electrodos Boquilla de gas Rango de flujo de gas
min. min. maxs WC20
Diam. mm Número ø Diam. mm
Argón
A A A l/min
15 25 90 1,6 4 / 5 / 6 6,5 / 8,0 / 9,5 6...7
20 30 150 2,4 6 / 7 9,5 / 11,0 7...8
30 45 200 3,2 7 / 8 / 10 11,0 / 12,5 / 16 8...10
40 60 350 4,0 10 / 11 16 / 17,5 10...12
La tabla y la escala de panel están basados para el uso de electrodo WC20 ( gris).
3.1.3 soldadura TiG con corriente continua (dc)La soldadura con corriente continua es, típicamente, usada para soldar diferentes grados de acero. Recomendamos usar electrodos WC20 (gris) para soldadura con corriente continua.La siguiente tabla muestra una selección de electrodos directivos para soldadura con corriente continua.
Rango de corriente de soldadura
Electrodos Boquilla de gas Rango de flujo de gas
DC WC20
Número Diam. mm
Argón
A Diam. mm l/min
5 ... 80 1,0 4 / 5 6,5 / 8,0 5 ... 6
70 ... 140 1,6 4 / 5 / 6 6,5 / 8,0 / 9,5 6 ... 7
140 ... 230 2,4 6 / 7 9,5 / 11,0 7 ... 8
9
Mas
terT
ig M
LS 2
300
ACD
C / ©
Kem
ppi O
y / 1
112
ES
3.1.4 soldadura TiG pulsado sinérgicoEl panel ACX incluye el proceso TIG Sinérgico, en el cual sólo necesita ajustar la corriente de soldadura, mientras que otros parámetros de pulso están programados. La frecuencia de pulsado es alta, lo cual garantiza un arco concentrado y un aumento en la velocidad de soldadura.
3.1.5 soldadura TiG pulsado largoEste método le entrega la posibilidad de ajustar todos los parámetros del pulso. El control del baño de fusión, es más fácil. La soldadura TIG pulsado largo se incluye en el panel ACX.
3.1.6 Función de soldadura por puntoEn la función Spot Welding, usted puede ajustar la duración de las soldaduras en un rango de 0-10 Seg.
3.1.7 Función MicroTack™La soldadura MicroTack es una forma eficiente de unir materiales usando una entrada baja de calor, la cual disminuye las distorsiones en el material base.
3.1.8 soldadura TiG con corriente ac - dc (Mix)La unión de materiales de diferentes espesores, se puede realizar de mejor manera usando una mezcla de corrientes.Ajuste los valores con la función SETUP, si fuera necesario.
3.2 Funciones de oPeraciÓn
3.2.1 Fuente de potencia
¡NOTA! Siempre encienda o apague la máquina desde el interruptor general. No utilice los enchufes como interruptor.
¡NOTA! Nunca mire el arco sin contar con una protección para su cara, diseñada para soldadura al arco. Protéjase a usted. mismo y su área circundante, contra el arco de soldadura y las salpicaduras.
3.2.2 Paneles de controlAntes de comenzar a soldar, seleccione, desde el panel de control, los ajustes de soldadura apropiados para la pieza de trabajo a realizar. El Sistema Kemppi Multi Logic, MLS, le permite seleccionar el panel de control de acuerdo al propósito de uso: el panel ACS para soldadura TIG AC con funciones básicas, o el panel ACX con TIG pulsado, control de corriente de soldadura 4T-LOG o MINILOG y funciones de canales de memoria.La precisión de la corriente desplegada, es de 3% ± 2 A y, la precisión del voltaje desplegado es de 3% ± 0.2 V.
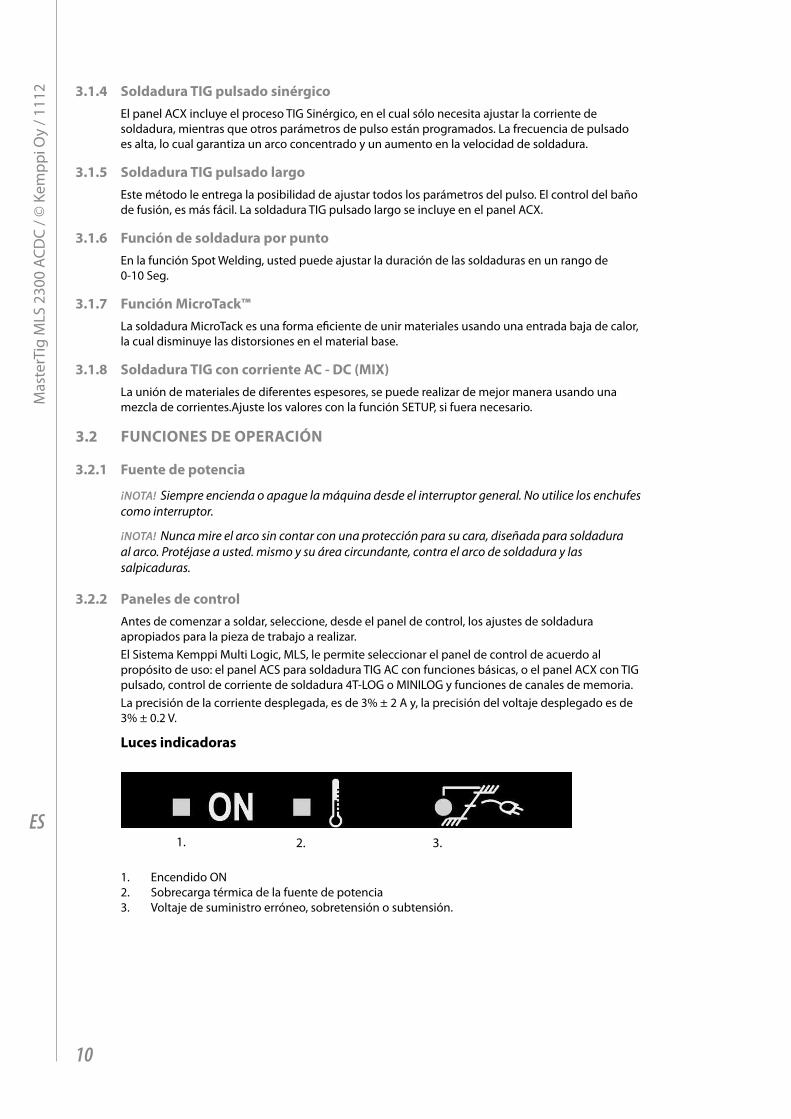
luces indicadoras
1. 2. 3.
1. Encendido ON2. Sobrecarga térmica de la fuente de potencia3. Voltaje de suministro erróneo, sobretensión o subtensión.
10
Mas
terT
ig M
LS 2
300
ACD
C / ©
Kem
ppi O
y / 1
112
ES
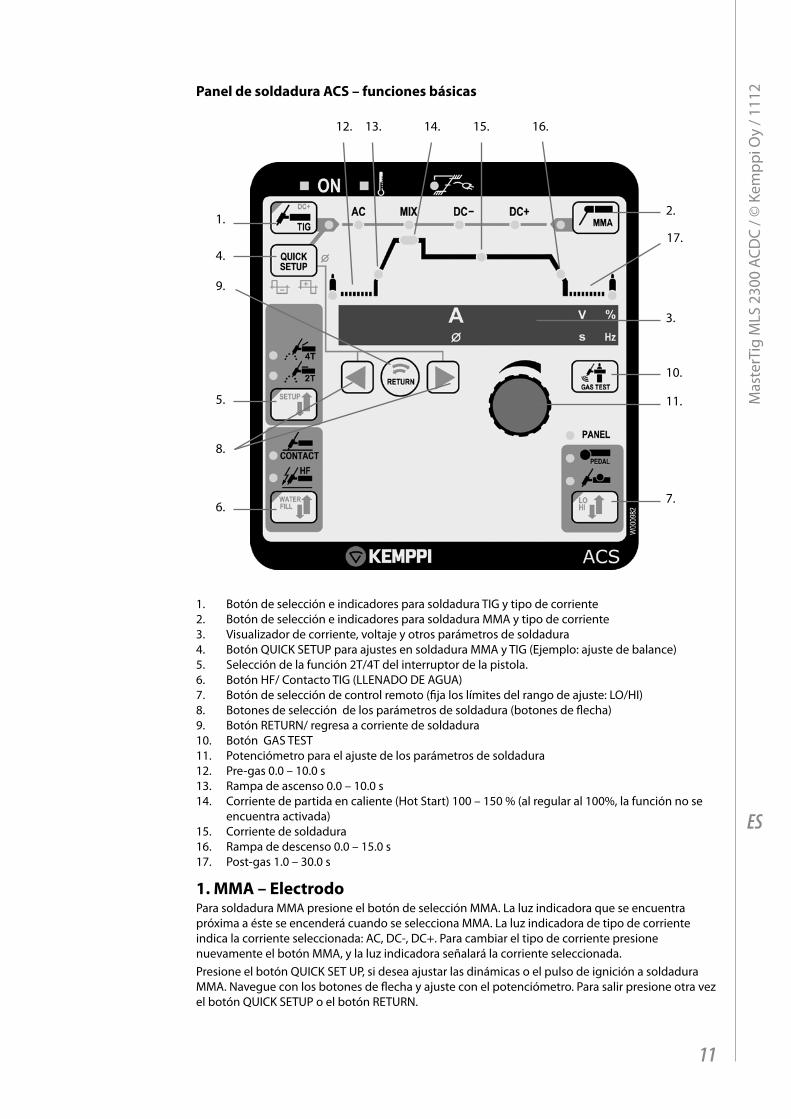
Panel de soldadura acs – funciones básicas
1.
4.
5.
6.
8.
9.
7.
11.
10.
3.
2.
12. 13. 14. 15. 16.
17.
1. Botón de selección e indicadores para soldadura TIG y tipo de corriente 2. Botón de selección e indicadores para soldadura MMA y tipo de corriente3. Visualizador de corriente, voltaje y otros parámetros de soldadura4. Botón QUICK SETUP para ajustes en soldadura MMA y TIG (Ejemplo: ajuste de balance)5. Selección de la función 2T/4T del interruptor de la pistola.6. Botón HF/ Contacto TIG (LLENADO DE AGUA)7. Botón de selección de control remoto (fija los límites del rango de ajuste: LO/HI)8. Botones de selección de los parámetros de soldadura (botones de flecha)9. Botón RETURN/ regresa a corriente de soldadura10. Botón GAS TEST11. Potenciómetro para el ajuste de los parámetros de soldadura12. Pre-gas 0.0 – 10.0 s13. Rampa de ascenso 0.0 – 10.0 s14. Corriente de partida en caliente (Hot Start) 100 – 150 % (al regular al 100%, la función no se
encuentra activada)15. Corriente de soldadura16. Rampa de descenso 0.0 – 15.0 s17. Post-gas 1.0 – 30.0 s
1. MMa – electrodoPara soldadura MMA presione el botón de selección MMA. La luz indicadora que se encuentra próxima a éste se encenderá cuando se selecciona MMA. La luz indicadora de tipo de corriente indica la corriente seleccionada: AC, DC-, DC+. Para cambiar el tipo de corriente presione nuevamente el botón MMA, y la luz indicadora señalará la corriente seleccionada.Presione el botón QUICK SET UP, si desea ajustar las dinámicas o el pulso de ignición a soldadura MMA. Navegue con los botones de flecha y ajuste con el potenciómetro. Para salir presione otra vez el botón QUICK SETUP o el botón RETURN.
11
Mas
terT
ig M
LS 2
300
ACD
C / ©
Kem
ppi O
y / 1
112
ES
1. dinámicas (“arco” -9… 0… +9)Los valores numéricos correspondientes a las dinámicas MMA, se muestran en el visor. El ajuste de fábrica, para todos los tipos de electrodos, es cero. Se puede cambiar el valor, al girar el potenciómetro de pulso. Si los valores de ajuste son negativos (-1… -9), el arco se suaviza y la cantidad de salpicaduras disminuye al soldar, en el límite superior del rango de corriente recomendado para el electrodo. Cuando los valores de ajuste son positivos (1…9), el arco es duro.
2. Pulso de ignición (caliente -9…0…+9)En el visor, se desplegará el valor numérico correspondiente al pulso de partida en caliente MMA.El valor se ajusta al girar el potenciómetro. Un valor positivo corresponde a un pulso más poderoso, siendo 0 el ajuste por defecto.
2. soldadura TiGLa soldadura TIG se selecciona al presionar el botón TIG. El tipo de corriente se puede cambiar al presionar, nuevamente, el botón de selección (AC, MIX, DC-, DC+). Para seleccionar DC+, se requiere mantener presionado el botón. De acuerdo al modo de corriente seleccionado, usted puede ajustar parámetros usando la función QUICK SETUP. Para abandonar la función QUICK SETUP, basta con presionar otra vez el botón QUICK SETUP. Al mismo tiempo, puede visualizar el diámetro de electrodo recomendado.
TiG ac (corriente alterna TiG)Para soldadura en aluminio. Usted puede ajustar, por ejemplo, el balance y la frecuencia de la corriente alterna, con los botones QUICK SETUP y de flecha. Se pueden ajustar los siguientes parámetros de soldadura:
1. balance (bal -50…0, ajuste de fábrica -25%)Un valor positivo de balance, separa el óxido de aluminio de manera más efectiva, pero el electrodo se calienta más que la pieza de trabajo (la punta redonda).Un valor negativo de balance, aumenta la generación de calor y la penetración en el metal base, mientras que disminuye la separación del óxido.Si desea aumentar la temperatura del electrodo al soldar con un electrodo de punta redondeada, ajuste el balance hacia la dirección positiva, y si desea disminuir la temperatura del electrodo cuando éste es afilado, ajuste el balance hacia la dirección negativa.Al soldar con los ajustes de fábrica, la punta del electrodo se mantiene casi afilada.Un electrodo afilado permite soldar con un arco más angosto, logrando una soldadura más angosta y una penetración más profunda que al hacerlo con un electrodo de punta redondeada. La soldadura angosta es, especialmente, útil cuando se trata de filetes de soldadura.Al soldar con un electrodo de punta redondeada, se produce un arco ancho, lo cualamplía el área de separación del óxido. Entre las aplicaciones, se incluyen la soldadura de reparación y fundición.
2. Frecuencia (Fre50…250 Hz, ajuste de fábrica 60 Hz)Al aumentar la frecuencia, el arco será ligeramente más estable y angosto, pero aumentará el ruido causado poe el arco.
3. selección de la forma de onda ac, sinusoidal o cuadrada (sinus/square)La forma de la onda, afecta el nivel de ruido y la penetración del arco. Una forma de onda sinusoidal, genera un nivel de ruido más bajo, mientras que, una onda cuadrada tiene mejor penetración (ajuste de fábrica).
4. Tiempo de partida en caliente para la función 2T (H2t 0.1 s….5.0 s, ajuste de fábrica 1 s) El temporizador de pre calentamiento para la función 2T. La pieza de trabajo puede ser pre calentada (Hot Start) con ambas corrientes; AC y DC. El tiempo ajustado, permanece activo para los tipos de corriente TIG DC.
3. Mix TiG (mezcla de corrientes ac/dc-)Con una mezcla de la frecuencia de la corriente y el balance de la corriente alterna, son determinados por ajustes efectuados en la corriente AC-. Para ajustar, seleccione las secciones 4. – 5. si fuera necesario.
12
Mas
terT
ig M
LS 2
300
ACD
C / ©
Kem
ppi O
y / 1
112
ES
se pueden ajustar los siguientes parámetros, en el QuicK seTuP: 1. Tiempo AC- (AC 10 … 90 %, ajuste de fábrica 50 %)2. Tiempo del ciclo (CYc 0.1 … 1.0 s, ajuste de fábrica 0.6 s)3. Corriente DC (DC(-) 50 … 150 %, ajuste de fábrica 100 %)4. Balance (bAL -50 … 0 …+10 %, ajuste de fábrica -25 %)5. Frecuencia (FrE 50 … 250 Hz, ajuste de fábrica 60 Hz)6. Selección de forma de onda AC, sinusoidal o cuadrada (SinuS/SquAreE)7. Tiempo de partida en caliente para la función 2T (H2t 0.1 s … 5.0 s, ajuste de fábrica 1.0 s). Sólo se
puede visualizar en la función 2T.El ajuste de fábrica es marcado con un punto después del valor numérico.Una corriente DC- en ascenso aumenta la penetración, pero disminuye el efecto de limpieza.
4. dc- (o dc+) corriente directaNo existen parámetros a ser ajustados. Para ver el diámetro recomendado para el electrodo, presione el botón QUICK SETUP. El diámetro depende del ajuste de la corriente.
HF/ ignición por contacto en soldadura TiG (llenado de agua)El arco TIG puede ser generado, ya sea con alta frecuencia (HF) o sin ella (ignición por contacto). La ignición HF se selecciona al presionar el botón HF CONTACT, lo cual encenderá la luz HF.Si usted. selecciona una pistola refrigerada por agua, ésta puede ser llenada con agua al presionar el botón HF CONTACT por más de 2 segundos. En el visor se desplegará la palabra “COOLER” (refrigerante).
Función del interruptor de 2 tiempos de la pistola de soldaduraEl flujo de gas comienza cuando se presiona el interruptor de la pistola. La soldadura comienza y, la corriente aumentará a corriente de Hot Start durante el período de rampa de ascenso, permanecerá en ese nivel durante el tiempo ajustado (H2t) y, luego, cambiará a corriente de soldadura. La función Hot Start puede ser deshabilitada y, la luz verde del panel se apaga cuando la corriente de Hot Start, se ajusta al 100%. Entonces, la corriente aumentará directamente al nivel de corriente de soldadura dentro del tiempo de rampa de ascenso. Libere el interruptor de la pistola y la corriente comienza a disminuir y, luego del tiempo de rampa de descenso seleccionado, el arco se rompe. Luego de esto, el gas protector fluirá durante el tiempo seleccionado.
Función del interuptor 4 tiempos de la pistola de soldaduraEl flujo de gas comienza cuando se presiona el interruptor de la pistola. Libere el interruptor de la pistola. La chispa de ignición enciende el arco, y la corriente aumentará a corriente de Hot Start durante el período de rampa de ascenso. Puede cambiar desde la corriente de Hot Start a la corriente de soldadura con una presión corta en el interruptor de la pistola. La función Hot Start puede ser deshabilitada ajustando la corriente de Hot Start al cien por cien. Entonces, la corriente aumentará directamente al nivel de corriente de soldadura dentro del tiempo de rampa de ascenso.Presione el interruptor de la pistola y la soldadura continuará. Libere el interruptor de la pistola y la corriente comienza a disminuir y, luego del tiempo de rampa de descenso seleccionado, el arco se rompe. Despues de esto, el gas protector fluirá durante el tiempo seleccionado.
control remotoSi selecciona ajustar la corriente de soldadura con una unidad de control remoto, conecte ésta última y presione el botón de selección de control remoto. Las luces del panel se apagan, y usted podrá seleccionar la unidad (R10, control remoto a pedal R11F, o control desde pistola). El control remoto a pedal, funciona sólo en el modo 2T. Mantenga presionado el botón de selección de control remoto (LO/HI), para ajustar los límites del rango de ajuste del control remoto.
ajuste de parámetrosPara seleccionar los parámetros de soldadura TIG, se necesita usar sólo dos botones: la flecha izquierda y la derecha.La luz roja del panel muestra el parámetro que ha sido seleccionado. El ajuste se hace con el potenciómetro. Al presionar el botón RETURN, el ajuste de parámetros va directo a corriente de soldadura. El visor muestra, automáticamente, valores numéricos y las unidades de los parámetros. Cuando se ajustan los parámetros, los valores se despliegan en el visor numérico. Luego de 10 segundos, el visor regresará a corriente de soldadura.
13
Mas
terT
ig M
LS 2
300
ACD
C / ©
Kem
ppi O
y / 1
112
ES
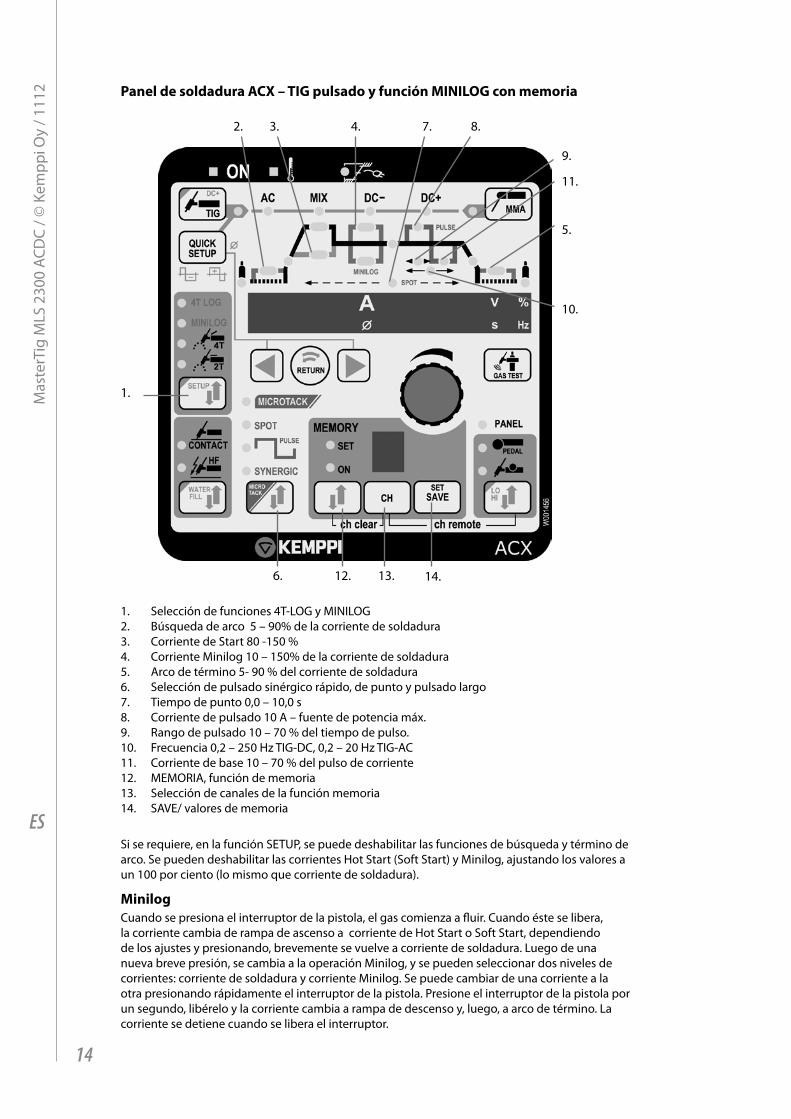
Panel de soldadura acx – TiG pulsado y función MiniloG con memoria
2.
1.
3. 4. 7. 8.
9.
11.
5.
10.
6. 12. 13. 14.
1. Selección de funciones 4T-LOG y MINILOG2. Búsqueda de arco 5 – 90% de la corriente de soldadura3. Corriente de Start 80 -150 %4. Corriente Minilog 10 – 150% de la corriente de soldadura5. Arco de término 5- 90 % del corriente de soldadura6. Selección de pulsado sinérgico rápido, de punto y pulsado largo7. Tiempo de punto 0,0 – 10,0 s8. Corriente de pulsado 10 A – fuente de potencia máx.9. Rango de pulsado 10 – 70 % del tiempo de pulso.10. Frecuencia 0,2 – 250 Hz TIG-DC, 0,2 – 20 Hz TIG-AC11. Corriente de base 10 – 70 % del pulso de corriente12. MEMORIA, función de memoria 13. Selección de canales de la función memoria14. SAVE/ valores de memoria
Si se requiere, en la función SETUP, se puede deshabilitar las funciones de búsqueda y término de arco. Se pueden deshabilitar las corrientes Hot Start (Soft Start) y Minilog, ajustando los valores a un 100 por ciento (lo mismo que corriente de soldadura).
MinilogCuando se presiona el interruptor de la pistola, el gas comienza a fluir. Cuando éste se libera, la corriente cambia de rampa de ascenso a corriente de Hot Start o Soft Start, dependiendo de los ajustes y presionando, brevemente se vuelve a corriente de soldadura. Luego de una nueva breve presión, se cambia a la operación Minilog, y se pueden seleccionar dos niveles de corrientes: corriente de soldadura y corriente Minilog. Se puede cambiar de una corriente a la otra presionando rápidamente el interruptor de la pistola. Presione el interruptor de la pistola por un segundo, libérelo y la corriente cambia a rampa de descenso y, luego, a arco de término. La corriente se detiene cuando se libera el interruptor.
14
Mas
terT
ig M
LS 2
300
ACD
C / ©
Kem
ppi O
y / 1
112
ES
4T-loGCuando se presiona el interruptor de la pistola, la corriente cambia a búsqueda de arco, una vez que se libera el interruptor la corriente, cambia dentro del período de rampa de ascenso. Cuando el interruptor se presiona otra vez, la corriente cambia a rampa de descenso y, luego a arco de término. La corriente se detiene cuando se libera el interruptor.
Pulsado sinérgico rápidoPresione dos veces el botón PULSE, se encenderá la luz indicadora sinérgica. Los parámetros pulsados son calculados, automáticamente, cuando se selecciona la corriente de soldadura promedio. Otras selecciones de pulsado, no son necesarias.
Pulsado largoEl método de pulsado largo entrega la posibilidad de ajustar todos los parámetros de pulsado (frecuencia de pulsado, rango de pulsado, corriente de pulsado y corriente de pausa). Usted también puede ajustar la corriente de soldadura, en el caso que reciba un nuevo valor corriente de pulsado. Los radios de pulsado y los porcentajes de corriente en pausa, se mantienen constantes. Cuando usted ajusta el radio de pulsado, corriente pulsada o corriente en pausa, el nuevo valor promedio de corriente de soldadura, es ahora mostrado.
PuntosSe puede usar ambos modos, 2T y 4T. El tiempo de ajuste para soldar por puntos, se ingresa presionando el botón de flecha, cuando se enciende la luz puede seleccionar el tiempo de ajuste requerido haciendo girar el potenciómetro.
Función TiG-Micro tack (MicroTack™) Usted puede seleccionar la función MicroTack presionando por algunos segundos el botón de flechas SPOT. Cuando la función está activada, la máquina habilita autamáticamente el modo de soldadura DC, el interruptor en modo 2T y la ignición por contacto. Los valores de rampa de ascenso y descenso son ajustados a cero y el LED de la función SPOT comienza a parpadear. Para deshabilitar la función MicroTack presione brevemente el mismo botón de flechas.Esta función puede ser utilizada con HF en el modo 4T. La duración del punto de soldadura puede ser ajustada presionando el botón Quick Setup y seleccionando un valor en el rango de 1-200 ms. La corriente de soldadura MicroTack puede ser ajustada con el potenciómetro de control cuando el led de corriente de soldadura está encedido.
3.2.3 almacenamiento de los ajustes de soldaduraEl panel ACX posee 10 canales de memoria, para los ajustes del usuario. La selección se realiza en la sección MEMORY. No tan sólo los parámetros de soldadura, pueden almacenarse en la memoria, sino que también, la selección de funciones. Los valores de soldadura MMA, también pueden ser almacenados de la siguiente manera:1. Presione le botón MEMORY, si la luz SET comienza a parpadear, el canal está libre. Si el canal está en
uso, se enciende la luz ON. Presione otra vez y, la luz SET estará constantemente encendida.2. Seleccione el canal de memoria presionando el botón CH.3. Seleccione los parámetros y presione le botón SAVE.4. Presione el botón MEMORY dos veces. La luz ON se enciende.5. Comience a soldar.Si los ajustes guardados necesitan ser modificados, la luz indicadora debe cambiar de la posición ON a SET para seleccionar los parámetros. Presione el botón SAVE.Cuando la función memoria está en estado OFF (luces apagadas), también es posible guardar los parámetros que están siendo usados en el panel, presionando el botón SET/SAVE, para seleccionar el canal, presione nuevamente el botón SET/SAVE. El canal se libera al presionar, simultáneamente, los botones MEMORY y CH, en el modo SET.
3.2.4 uso de los ajustes almacenados1. Presione el botón MEMORY.2. Seleccione el canal de memoria, presionando el botón CH.3. Comience a soldar.
15
Mas
terT
ig M
LS 2
300
ACD
C / ©
Kem
ppi O
y / 1
112
ES
3.2.5 canales de memoria del control remotoLos canales de memoria son seleccionados al presionar, simultáneamente, los botones REMOTE y CH. Con el control remoto, se pueden recuperar los ajustes guardados en los canales de memoria. El canal seleccionado es marcado con un punto.
3.2.6 Funciones del seTuPLa función SETUP se incluye, para modificar las funciones del panel. Para ingresar al estado SETUP, presione el botón SETUP por más tiempo de lo normal. Siga el mismo procedimiento para salir. Se puede seleccionar la función (ver listado adjunto), presionando los botones de flecha y, luego cambiar los ajustes haciendo girar el potenciómetro. Ver tabla con las funciones SETUP en la página siguiente.
3.2.7 control remoto a pedal r11FAntes de instalar y dejar operativo el control remoto, lea el punto “Control remoto” de la sección “Funciones básicas del panel ACS”. El control remoto a pedal R11F, se usa en soldadura TIG y su rango de control es ajustable. El valor mínimo del rango de control, se ajusta con el potenciómetro del panel cuando el pedal no está presionado, el visor muestra “LO”. El rango de control máximo, se ajusta de manera similar presionando primero el botón PEDAL LO/HI en el panel, el visor muestra “HI”. La soldadura comienza al presionar ligeramente el pedal, el arco se enciende con la corriente ajustada al mínimo. La corriente de soldadura cambia al máximo cuando el pedal se presiona hasta el fondo. El arco se interrumpe cuando el pedal se libera. Ajuste otra vez si fuera necesario.
3.3 FuncionaMienTo de la unidad de reFriGeraciÓn MasTercool 20El funcionamiento de la unidad de refrigeración Mastercool, se controla a través de la fuente de potencia. La bomba de la unidad de refrigeración, se activa automáticamente cuando comienza la soldadura. Proceda de la siguiente manera:1. Encienda la fuente de potencia.2. Verifique el nivel y el flujo de entrada de agua al tanque. Añada líquido si fuera necesario.3. Si se utiliza una pistola refrigerada por agua, usted puede llenarla con agua, presionando el botón
WATER FILL, por más de 2 segundos.La bomba sigue operando por 4 minutos posteriores al término del uso de la soldadura, para enfriar el agua a la misma temperatura que existe en el ambiente de la máquina. Esto reduce la necesidad de mantenimiento.
sobrecarga térmicaLa luz indicadora de sobrecarga térmica se enciende, la máquina se detiene y el visor muestra la palabra COOLER, cuando el control de temperatura de la máquina ha detectado un sobrecalentamiento del líquido refrigerante. Los ventiladores de la unidad de refrigeración, enfrían el agua y cuando se apaga la luz indicadora, la soldadura puede comenzar otra vez.
señal del flujo de aguaEl visor muestra COOLER cuando el flujo se encuentra bloqueado.
3.4 alMacenaMienToLa máquina debe ser almacenada en una habitación limpia y seca. Proteja la máquina de la lluvia y del sol directo, en lugares donde la temperatura exceda los +25°C.
3.5 FunciÓn seTuP
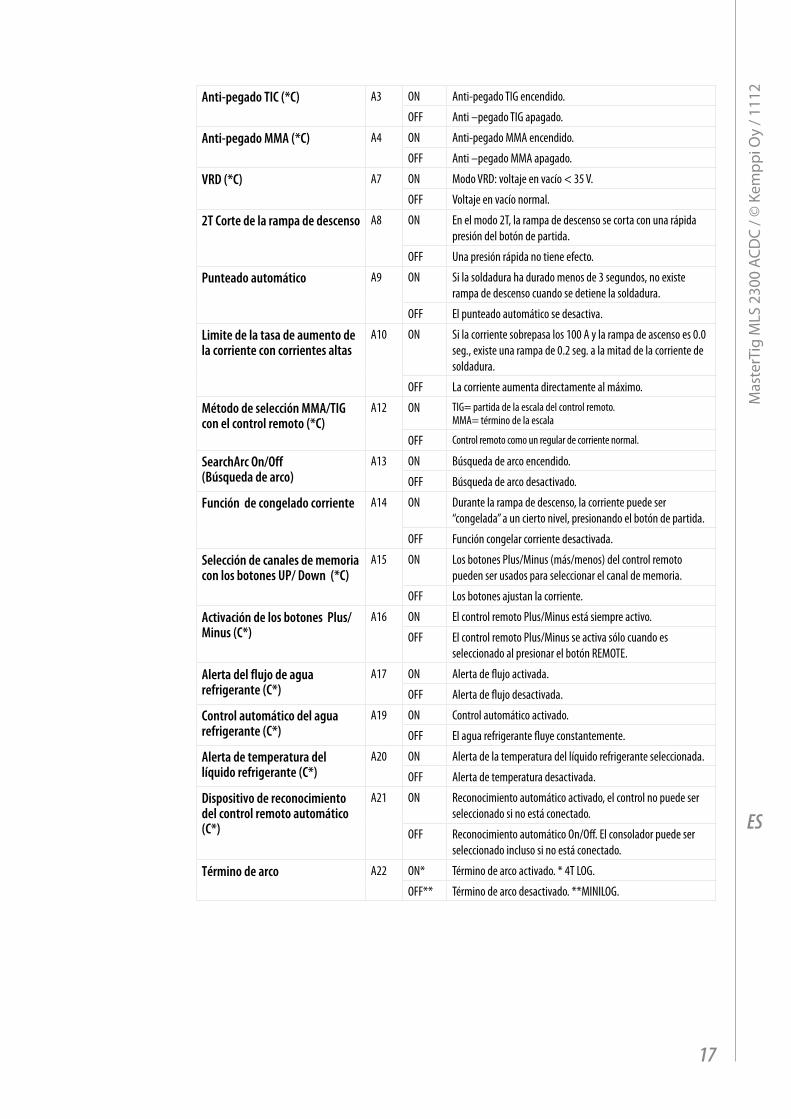
Función SETUP Visor *C= común: aplicable a todos los canales de memoria.Ajustes de fábrica en color gris
Dependencia de la corriente de rampa de ascenso (*C)
A1 ON El tiempo de rampa de ascenso es determinado por la corriente.
OFF El tiempo de rampa de ascenso permanece según lo ajustado.
Dependencia de la corriente de rampa de descenso (*C)
A2 ON El tiempo de rampa de descenso es determinado por la corriente (el usuario debe ajustar la gradiente de la pendiente).
OFF El tiempo de rampa de descenso permanece según lo ajustado
16
Mas
terT
ig M
LS 2
300
ACD
C / ©
Kem
ppi O
y / 1
112
ES
Anti-pegado TIC (*C) A3 ON Anti-pegado TIG encendido.
OFF Anti –pegado TIG apagado.
Anti-pegado MMA (*C) A4 ON Anti-pegado MMA encendido.
OFF Anti –pegado MMA apagado.
VRD (*C) A7 ON Modo VRD: voltaje en vacío < 35 V.
OFF Voltaje en vacío normal.
2T Corte de la rampa de descenso A8 ON En el modo 2T, la rampa de descenso se corta con una rápida presión del botón de partida.
OFF Una presión rápida no tiene efecto.
Punteado automático A9 ON Si la soldadura ha durado menos de 3 segundos, no existe rampa de descenso cuando se detiene la soldadura.
OFF El punteado automático se desactiva.
Limite de la tasa de aumento de la corriente con corrientes altas
A10 ON Si la corriente sobrepasa los 100 A y la rampa de ascenso es 0.0 seg., existe una rampa de 0.2 seg. a la mitad de la corriente de soldadura.
OFF La corriente aumenta directamente al máximo.
Método de selección MMA/TIG con el control remoto (*C)
A12 ON TIG= partida de la escala del control remoto. MMA= término de la escala
OFF Control remoto como un regular de corriente normal.
SearchArc On/Off(Búsqueda de arco)
A13 ON Búsqueda de arco encendido.
OFF Búsqueda de arco desactivado.
Función de congelado corriente A14 ON Durante la rampa de descenso, la corriente puede ser “congelada” a un cierto nivel, presionando el botón de partida.
OFF Función congelar corriente desactivada.
Selección de canales de memoria con los botones UP/ Down (*C)
A15 ON Los botones Plus/Minus (más/menos) del control remoto pueden ser usados para seleccionar el canal de memoria.
OFF Los botones ajustan la corriente.
Activación de los botones Plus/Minus (C*)
A16 ON El control remoto Plus/Minus está siempre activo.
OFF El control remoto Plus/Minus se activa sólo cuando es seleccionado al presionar el botón REMOTE.
Alerta del flujo de agua refrigerante (C*)
A17 ON Alerta de flujo activada.
OFF Alerta de flujo desactivada.
Control automático del agua refrigerante (C*)
A19 ON Control automático activado.
OFF El agua refrigerante fluye constantemente.
Alerta de temperatura del líquido refrigerante (C*)
A20 ON Alerta de la temperatura del líquido refrigerante seleccionada.
OFF Alerta de temperatura desactivada.
Dispositivo de reconocimiento del control remoto automático (C*)
A21 ON Reconocimiento automático activado, el control no puede ser seleccionado si no está conectado.
OFF Reconocimiento automático On/Off. El consolador puede ser seleccionado incluso si no está conectado.
Término de arco A22 ON* Término de arco activado. * 4T LOG.
OFF** Término de arco desactivado. **MINILOG.
17
Mas
terT
ig M
LS 2
300
ACD
C / ©
Kem
ppi O
y / 1
112
ES
3.6 cÓdiGos de errorLa máquina siempre comprueba automáticamente su funcionamiento durante la puesta en marcha e informa sobre los fallos detectados. Si se detectan fallos durante la puesta en marcha, éstos se muestran como códigos de error en la pantalla del panel de control.
err3: sobretensión de la fuente de potenciaLa máquina se ha detenido porque se han detectado picos de voltaje transitorios o un riesgo de sobretensión continuo en la red eléctrica. Compruebe la calidad de la red de suministro.
err4: sobrecalentamiento de la fuente de potenciaLa fuente de potencia se ha sobrecalentado. La causa puede ser:
• La fuente de potencia se ha utilizado durante un tiempo prolongado a la potencia máxima.• La circulación de aire de refrigeración de la fuente de potencia está bloqueada.• El sistema de refrigeración ha experimentado un fallo.
Elimine los obstáculos que bloquean la circulación de aire y espere hasta que el ventilador de la fuente de potencia haya enfriado la máquina.
4. ManTeniMienTo
¡NOTA! cuidado con el voltaje de red cuando manipule los cables eléctricos.
La cantidad de uso y el ambiente de trabajo, deben ser considerados al planear la frecuencia en el mantenimiento del producto. Un uso cuidadoso y un mantenimiento preventivo, ayudarán a asegurar una operación libre de problemas. Verifique, diariamente, las condiciones de los cables de conexión y de soldadura. No utilice cables dañados.
4.1 ManTeniMienTo reGular
4.1.1 Mantenimiento cada seis meses
¡NOTA! Desconecte el enchufe de la máquina del suministro de energía y, espere 2 minutos (para la descarga del condensador), antes de quitar la placa de cubierta.
las siguientes operaciones de mantenimiento, deben ser realizadas al menos cada seis meses:
• Conexiones eléctricas de la máquina – limpie los elementos oxidados y apriete los que se encuentren sueltos.
¡NOTA! Debe conocer la tensión correcta de torsión, antes de comenzar a reparar las conexiones.• Limpie el polvo y la suciedad de los elementos internos de la máquina, por ejemplo, con un
cepillo suave y una aspiradora. No use aire comprimido, ya que existe el riesgo que la suciedad penetre aún más en las separaciones de los perfiles. No utilice aparatos de lavado a presión.
¡NOTA! Sólo un técnico autorizado, puede reparar la máquina.
4.1.2 contrato de servicioLos Servicios Técnicos de Kemppi, realizan mantenimientos regulares según contratos especiales con los clientes. Todos los elementos son limpiados, verificados y, si es necesario, reparados. También se verifica la operación de la máquina de soldar.
18
Mas
terT
ig M
LS 2
300
ACD
C / ©
Kem
ppi O
y / 1
112
ES
4.2 desPerFecTos en el FuncionaMienTo
la luz on no está encendida. No hay energía en la máquina.
• Verifique los fusibles principales, reemplace los quemados.• Verifique el cable y el enchufe de suministro, reemplace los elementos defectuosos.
la máquina no está soldando correctamente.Se producen muchas salpicaduras durante la soldadura. Las uniones son porosas y el suministro de potencia es insuficiente.
• Verifique los ajustes de soldadura y modificarlos si fuera necesario.• Verifique el flujo de gas y la manguera de conexión.• Verifique que la grampa a masa esté ajustada correctamente y que el cable de tierra no tenga
defectos. Cambie la posición si fuera necesario y reemplace las partes defectuosas.• Verifique el cable y el conector de la pistola de soldadura. Apriete las conexiones y reemplace
las partes defectuosas.• Verifique los elementos consumibles de la pistola de soldadura. Limpie y reemplace las partes
defectuosas.• Verifique los fusibles principales, reemplace los fusibles quemados.
en la fuente de potencia, la luz indicadora de sobrecalentamiento, está encendida.La fuente de potencia está sobrecalentada.
• Verifique que exista espacio libre suficiente, detrás de la máquina, para la circulación del aire de refrigeración.
• Verifique la circulación del líquido en la unidad de refrigeración, limpie la rejilla y el filtro de aire de la unidad de refrigeración. Añada líquido refrigerante, si fuera necesario.
Para más información y asistencia, contacte al servicio técnico de Kemppi más cercano.
4.3 cÓMo desecHar el eQuiPo de ForMa seGuraNo deseche los equipos eléctricos junto con los residuos normales. De acuerdo con la norma europea 2002/96/EC sobre cómo eliminar los equipos eléctricos y electrónicos, y su implementación según la legislación nacional, los equipos eléctricos cuya vida útil haya llegado a su fin se deben recolectar por separado y depositar en una instalación de reciclaje adecuada, que no dañe el medioambiente. El propietario del equipo debe entregar la unidad fuera de servicio a un centro de recolección regional, de acuerdo con las instrucciones de las autoridades locales o de un representante de Kemppi. La aplicación de esta norma europea mejorará el medioambiente y la salud pública.
19
Mas
terT
ig M
LS 2
300
ACD
C / ©
Kem
ppi O
y / 1
112
ES
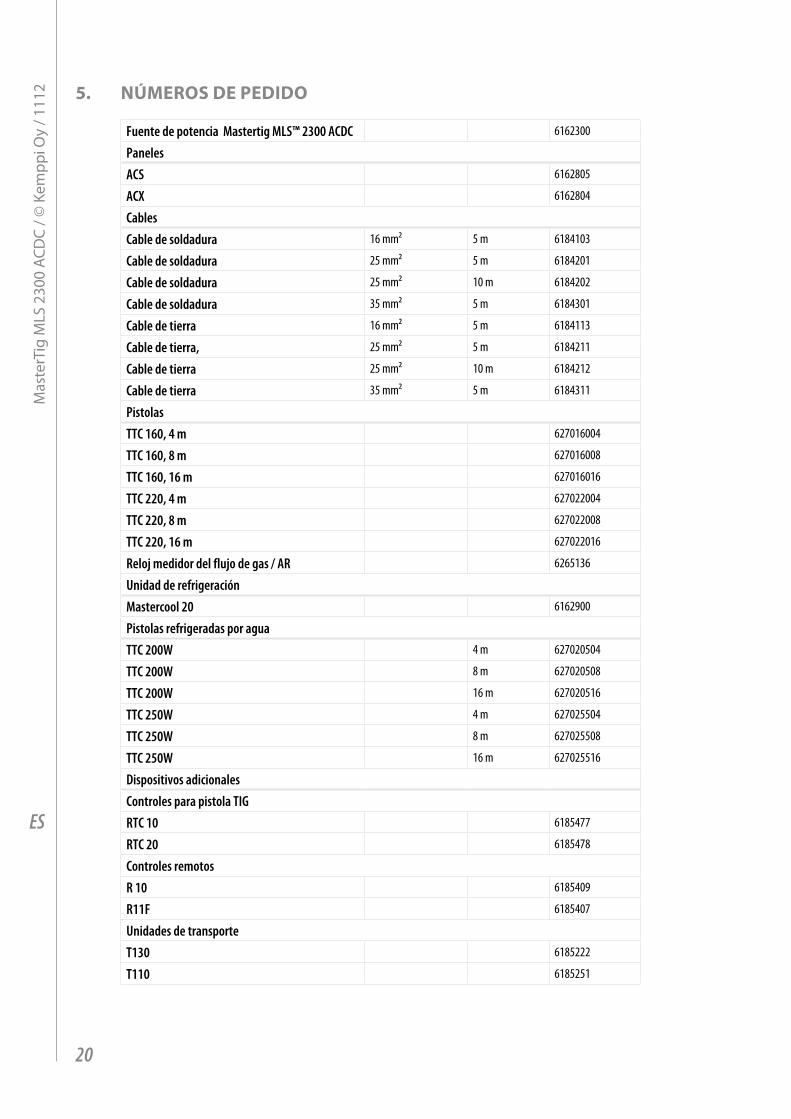
5. núMeros de Pedido
Fuente de potencia Mastertig MLS™ 2300 ACDC 6162300
PanelesACS 6162805
ACX 6162804
CablesCable de soldadura 16 mm² 5 m 6184103
Cable de soldadura 25 mm² 5 m 6184201
Cable de soldadura 25 mm² 10 m 6184202
Cable de soldadura 35 mm² 5 m 6184301
Cable de tierra 16 mm² 5 m 6184113
Cable de tierra, 25 mm² 5 m 6184211
Cable de tierra 25 mm² 10 m 6184212
Cable de tierra 35 mm² 5 m 6184311
PistolasTTC 160, 4 m 627016004
TTC 160, 8 m 627016008
TTC 160, 16 m 627016016
TTC 220, 4 m 627022004
TTC 220, 8 m 627022008
TTC 220, 16 m 627022016
Reloj medidor del flujo de gas / AR 6265136
Unidad de refrigeraciónMastercool 20 6162900
Pistolas refrigeradas por aguaTTC 200W 4 m 627020504
TTC 200W 8 m 627020508
TTC 200W 16 m 627020516
TTC 250W 4 m 627025504
TTC 250W 8 m 627025508
TTC 250W 16 m 627025516
Dispositivos adicionalesControles para pistola TIGRTC 10 6185477
RTC 20 6185478
Controles remotosR 10 6185409
R11F 6185407
Unidades de transporteT130 6185222
T110 6185251
20
Mas
terT
ig M
LS 2
300
ACD
C / ©
Kem
ppi O
y / 1
112
ES
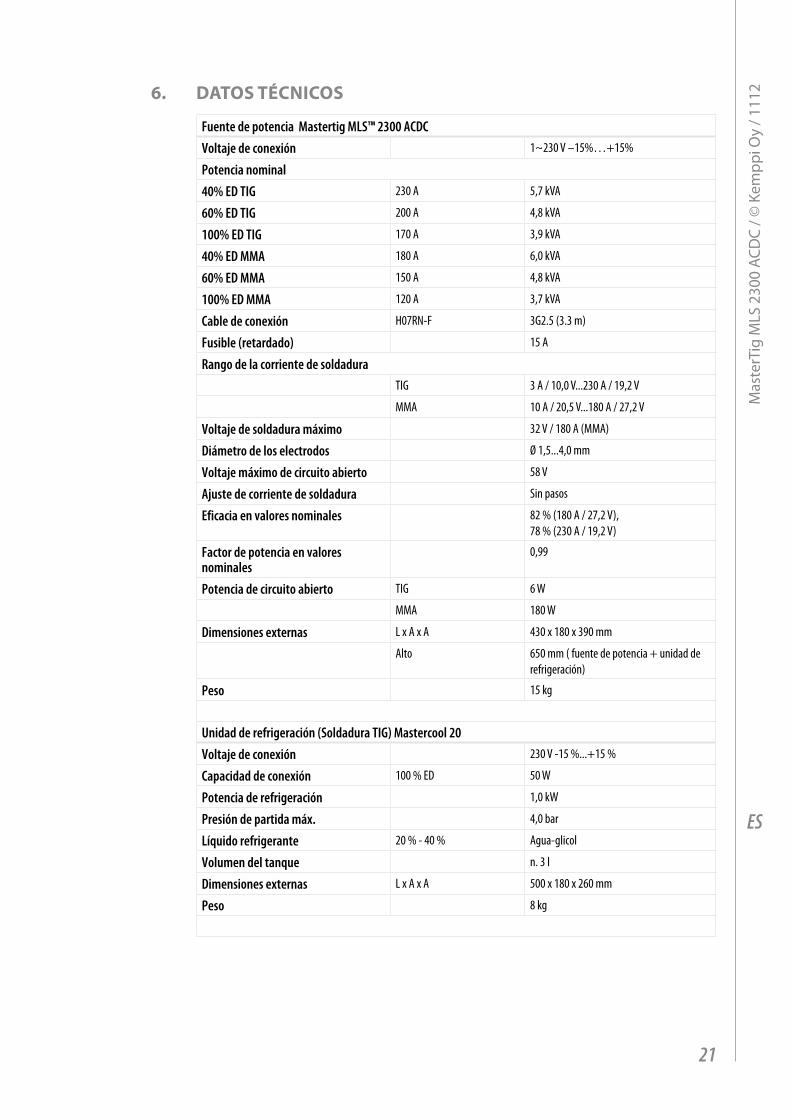
6. daTos TÉcnicos
Fuente de potencia Mastertig MLS™ 2300 ACDCVoltaje de conexión 1~230 V –15%…+15%
Potencia nominal40% ED TIG 230 A 5,7 kVA
60% ED TIG 200 A 4,8 kVA
100% ED TIG 170 A 3,9 kVA
40% ED MMA 180 A 6,0 kVA
60% ED MMA 150 A 4,8 kVA
100% ED MMA 120 A 3,7 kVA
Cable de conexión H07RN-F 3G2.5 (3.3 m)
Fusible (retardado) 15 A
Rango de la corriente de soldaduraTIG 3 A / 10,0 V...230 A / 19,2 V
MMA 10 A / 20,5 V...180 A / 27,2 V
Voltaje de soldadura máximo 32 V / 180 A (MMA)
Diámetro de los electrodos Ø 1,5...4,0 mm
Voltaje máximo de circuito abierto 58 V
Ajuste de corriente de soldadura Sin pasos
Eficacia en valores nominales 82 % (180 A / 27,2 V), 78 % (230 A / 19,2 V)
Factor de potencia en valores nominales
0,99
Potencia de circuito abierto TIG 6 W
MMA 180 W
Dimensiones externas L x A x A 430 x 180 x 390 mm
Alto 650 mm ( fuente de potencia + unidad de refrigeración)
Peso 15 kg
Unidad de refrigeración (Soldadura TIG) Mastercool 20Voltaje de conexión 230 V -15 %...+15 %
Capacidad de conexión 100 % ED 50 W
Potencia de refrigeración 1,0 kW
Presión de partida máx. 4,0 bar
Líquido refrigerante 20 % - 40 % Agua-glicol
Volumen del tanque n. 3 l
Dimensiones externas L x A x A 500 x 180 x 260 mm
Peso 8 kg
21
Mas
terT
ig M
LS 2
300
ACD
C / ©
Kem
ppi O
y / 1
112
ES
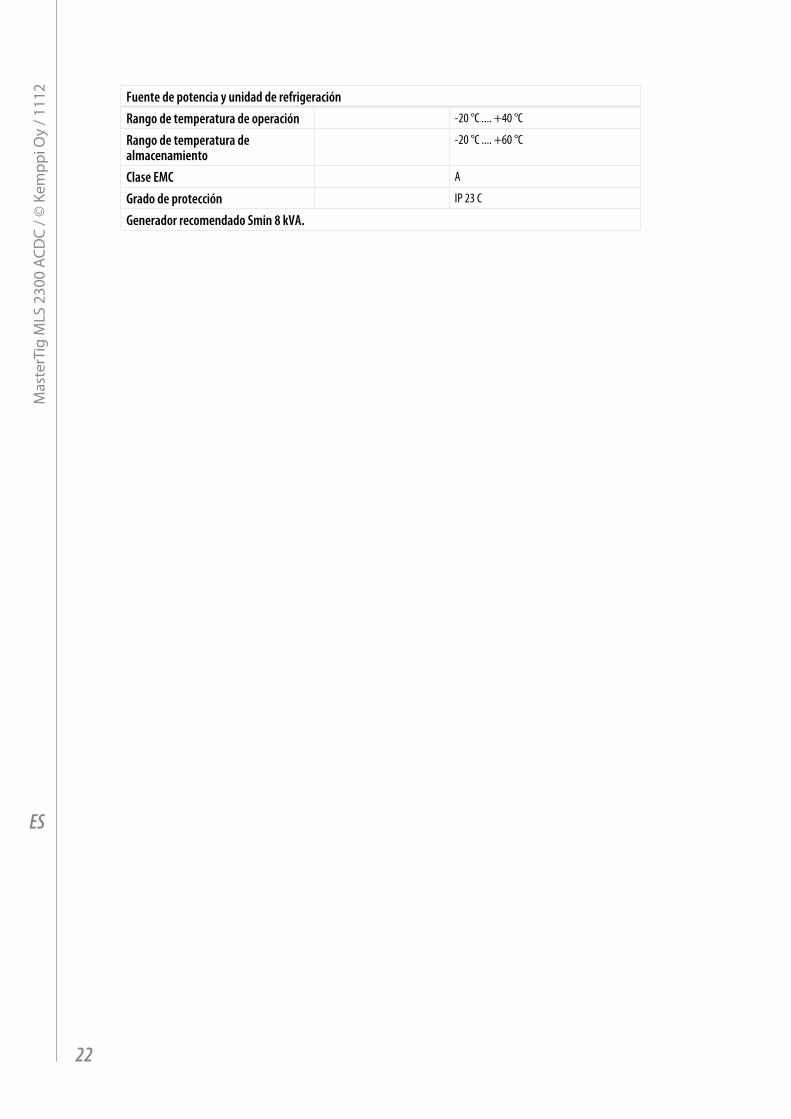
Fuente de potencia y unidad de refrigeraciónRango de temperatura de operación -20 °C .... +40 °C
Rango de temperatura de almacenamiento
-20 °C .... +60 °C
Clase EMC A
Grado de protección IP 23 C
Generador recomendado Smin 8 kVA.
22
Mas
terT
ig M
LS 2
300
ACD
C / ©
Kem
ppi O
y / 1
112
ES
23
Mas
terT
ig M
LS 2
300
ACD
C / ©
Kem
ppi O
y / 1
112
1910032 1112
www.kemppi.com
KEMPPI OYHennalankatu 39PL 13FIN-15801 LAHTIFINLANDTel +358 3 899 11Telefax +358 3 899 [email protected]
Kotimaan myynti:Tel +358 3 899 11Telefax +358 3 734 [email protected]
KEMPPI SVERIGE ABBox 717S-194 27 UPPLANDS VÄSBYSVERIGETel +46 8 590 783 00Telefax +46 8 590 823 [email protected]
KEMPPI NORGE A/SPostboks 2151, PostterminalenN-3103 TØNSBERGNORGETel +47 33 346000Telefax +47 33 [email protected]
KEMPPI DANMARK A/SLiterbuen 11DK-2740 SKOVLUNDEDANMARKTel +45 4494 1677Telefax +45 4494 [email protected]
KEMPPI BENELUX B.V.Postbus 5603NL-4801 EA BREDANEDERLANDTel +31 765717750Telefax +31 [email protected]
KEMPPI (UK) LtdMartti Kemppi BuildingFraser RoadPriory Business ParkBEDFORD, MK44 3WHUNITED KINGDOMTel +44 (0)845 6444201Telefax +44 (0)845 [email protected]
KEMPPI FRANCE S.A.S.65 Avenue de la Couronne des Prés78681 EPONE CEDEXFRANCETel +33 1 30 90 04 40Telefax +33 1 30 90 04 [email protected]
KEMPPI GmbHOtto-Hahn-Straße 14D-35510 BUTZBACHDEUTSCHLANDTel +49 6033 88 020Telefax +49 6033 72 [email protected]
KEMPPI SPÓŁKA Z O.O.Ul. Borzymowska 3203-565 WARSZAWAPOLANDTel +48 22 7816162Telefax +48 22 [email protected]
KEMPPI AUSTRALIA PTY LTD.13 Cullen PlaceP.O. Box 5256, Greystanes NSW 2145SMITHFIELD NSW 2164 AUSTRALIATel. +61 2 9605 9500Telefax +61 2 9605 [email protected]
OOO KEMPPIPolkovaya str. 1, Building 6127018 MOSCOWRUSSIATel +7 495 739 4304Telefax +7 495 739 [email protected]
ООО КЕМППИул. Полковая 1, строение 6127018 МоскваTel +7 495 739 4304Telefax +7 495 739 [email protected]
KEMPPI, TRADING (BEIJING) COMPANY, LIMITEDRoom 420, 3 Zone, Building B,No.12 Hongda North Street,Beijing Economic Development Zone,100176 BeijingCHINATel +86-10-6787 6064+86-10-6787 1282Telefax +86-10-6787 [email protected]
肯倍贸易(北京)有限公司中国北京经济技术开发区宏达北路12号创新大厦B座三区420室 (100176)电话: +86-10-6787 6064+86-10-6787 1282传真: +86-10-6787 [email protected]
KEMPPI INDIA PVT LTDLAKSHMI TOWERSNew No. 2/770, First Main Road, KAZURA Gardens, Neelangarai, CHENNAI - 600 041 TAMIL NADUTel +91-44-4567 1200Telefax +91-44-4567 [email protected]





![Universal kitchen machine · [da] Brugsanvisning [no] Bruksanvisning [sv] Bruksanvisning ... Robot ménager universel 30 Robot da cucina universale 45 Universele keukenmachine 59](https://img.pdfslide.net/doc/110x75/6147745fafbe1968d37a1245/universal-kitchen-machine-da-brugsanvisning-no-bruksanvisning-sv-bruksanvisning.jpg)























