-
9 August 1999
.Physics Letters A 259 1999
9196www.elsevier.nlrlocaterphysleta
Material removal rate prediction for ultrasonic drilling of
hardmaterials using an impact oscillator approach
M. Wiercigroch ), R.D. Neilson, M.A. PlayerDepartment of
Engineering, Kings College, Uniersity of Aberdeen, Aberdeen, AB24
3UE, UK
Received 28 May 1998; received in revised form 11 February 1999;
accepted 17 June 1999Communicated by A.P. Fordy
Abstract
.It is postulated that the main mechanism of the enhancement of
material removal rate MRR in ultrasonic machining isassociated with
high amplitudes forces generated by impacts, which act on the
workpiece and help to develop micro-crack-ing in the cutting zone.
The inherent non-linearity of the discontinuous impact process is
modelled, to generate the pattern ofthe impact forces. A novel
procedure for calculating the MRR is proposed, which for the first
time explains theexperimentally observed fall in MRR at higher
static forces. q 1999 Published by Elsevier Science B.V. All rights
reserved.
Keywords: Ultrasonics; Impact oscillator; Machining
Recently, nonlinear dynamics approaches haveincreasingly been
used to explain complexities oc-curring in manufacturing systems.
Theoretical stud-ies have been carried out in the area of ductile
metal
w x. .cutting e.g. 1,2 , where periodic chatter and ape- .riodic
chaos behaviour of simple models has been
demonstrated. Despite the fact that strong nonlineardependencies
have been observed in cutting brittlematerials, this area has been
given little attention sofar. For example, one of the best known
anomalies inultrasonic machining is the decrease in material
re-moval rate for higher values of static forces, contra-dicting a
classical perception of the efficiency of theprocess mechanism. A
study of this phenomenonwas the stimulus for the work described in
thispaper.
) Corresponding author. Tel. q44-1-224-272509, fax
q44-1224-272497, e-mail: [email protected]
.Ultrasonic machining USM offers a solution tothe expanding need
for machining brittle materialssuch as semiconductors, optical
glasses, and ceram-ics, and for increasingly complex operations to
pro-vide intricate shapes and workpiece profiles. Thisform of
machining is non-thermal, non-chemical,and creates no change in the
metallurgical, chemicalor physical properties of the workpiece. As
a conse-quence, ultrasonic machining offers virtually stressfree
machined surfaces. It is therefore used exten-sively in
manufacturing hard and brittle materialsthat are difficult to cut
by other conventional meth-ods. The actual cutting is performed
either by abra-sive particles suspended in a fluid, or by a
rotatingdiamond-plated tool. These variants are known re-spectively
as traditional ultrasonic machining, and
.rotary ultrasonic machining RUM . Traditional ul-trasonic
machining accomplishes the removal of ma-terial by the abrading
action of a grit-loaded slurry,circulating between the workpiece
and a tool that is
0375-9601r99r$ - see front matter q 1999 Published by Elsevier
Science B.V. All rights reserved. .PII: S0375-9601 99 00416-8
-
( )M. Wiercigroch et al.rPhysics Letters A 259 1999 919692
vibrated at small amplitude and high frequency, typi-cally 1020
mm at 2050 kHz. In a practical ma-chine, a high-frequency power
source activates astack of magneto-strictive or piezo-electric
materialto generate a standing wave in the transducer, whichis
coupled to the tool by a mechanical transformer orhorn. This motion
is transmitted under light pressureto the slurry, which abrades the
workpiece into anegative image of the tool form. In traditional
ultra-sonic machining, therefore, the workpiece shape
anddimensional accuracy are directly dependent on thegeometry of
the tool, there is limited capacity forcirculating the abrasive
slurry, and there is simulta-neous abrasion of both workpiece and
tool. Conse-quently, the method suffers from relatively
pooraccuracy, mediocre material removal rate and sub-stantial tool
wear.
These problems were largely overcome by theintroduction of
rotary ultrasonic machining usingdiamond impregnated or coated
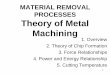
tools. Fig. 1 showssuch a rotary ultrasonic machine. A
piezo-electric
Fig. 1. Schematic of rotary ultrasonic machining. 1 -
piezo-electricelement, 2 - transducer assembly, 3 - coupler, 4 -
diamondimpregnatedrcoated tool, 5 - workpiece, 6 - fixture, 7 -
pump, 8 -tank, 9 - coolant jet.
.element 1 built into the rotating head provides thenecessary
vibration. The natural frequency of the
.transducer assembly 2 and coupler is tuned to theforcing
frequency, so ideally the tip of the diamond-
.impregnated tool 4 should be at an anti-node of .displacement.
During machining a cutting fluid 9 is
supplied to cool the tool and remove debris from the .workpiece
5 .
This technology was developed in the early 1960sby U.K.A.E.A. in
Harwell, England. Some yearslater quite similar methods were
studied by Markovw x w x35 and Petrukha 6 , but details of the
methodswere not revealed. Other workers carried out experi-mental
studies on the basic characteristics of theprocess, for example
Kubota, Tamura and Shima-
w xmura 7 . Their tests used three configurations,namely, a
glass plate drilled by a stationary ultra-sonic tool with a rotary
table, a glass rod turned by alathe with an ultrasonic transducer
on the carriage,and a glass plate drilled by a rotating
transducerhead. They established the influences of
workingconditions such as grain size, amplitude of
vibration,rotational speed and feed pressure on the material
.removal rate MRR , which is defined as volume ofmaterial
removed in a unit of time. A particularfeature of these experiments
is that plots of MRR
w x w xversus static load presented in 5 and 7 show amaximum for
a certain value of static load. Komara-
w xiah et al. 8 also conducted experimental studies onthe
ultrasonic machining of different workpiece ma-terials including
glass, porcelain, ferrite and alumina,using various tool materials,
in order to analyse theeffects of mechanical properties of the
workpieceand tool material on the surface roughness and accu-racy.
Their work confirmed the superiority of therotary technique over
traditional slurry-type machin-ing.
The first theoretical approach to modelling USMw xwas put
forward by Saha et al. 9 . They attempted to
develop a comprehensive analytical model for theestimation of
the MRR in order to make an in-depthstudy of the material removal
process and its depen-dence on major influencing parameters.
Satisfactoryagreement was reported between theory and experi-ment,
apparently explaining the fall in MRR forhigher static loads.
However, their model uses onlyHertzian theory to explain the
mechanism of materialremoval; it seems that this approach should be
more
-
( )M. Wiercigroch et al.rPhysics Letters A 259 1999 9196 93
suitable for workpieces comprising ductile ratherthan brittle
materials. Moreover, using Hertzian the-ory alone to explain the
relationship between MRRand static force, it appears impossible to
obtain afunction of the form obtained from experimental testw x7
.
Accordingly, this paper adopts the nonlinear dy-namics approach
to modelling MRR for brittle mate-rials, which is
phenomenologically different to anyothers previously undertaken,
and hopefully wouldbe of interest to both nonlinear dynamics and
appliedphysiscs communities. It is based on applying im-
w xpacting oscillator theory 1012 to explain the mainmechanism
occurring in ultrasonic drilling. In partic-ular, we shall address
the formulation of a simplemodel of the non-linear dynamic
interactions en-countered in the machine tool ultrasonic
cuttingprocess system, which could explain the fall in theMRR for
higher static loads. The basic assumptionof the proposed model is
that the efficiency ofcutting is dependent upon both the size and
fre-quency of the impact force during cutting.
The proposed dynamical model of ultrasonicdrilling is depicted
in Fig. 2, where a resonanttransducer assembly tuned to the
ultrasonic drivingfrequency is represented in a simple form as a
twolump mass model. It consists of a mass m represent-1ing the
movable headstock, and the equivalent massm of the vibrating
ultrasonic horn including the2tool. Linear springs of stiffness k
and k and1 2dashpots of viscous damping c and c connect the1
2headstock and the ultrasonic horn and tool to thepiezo-electric
ultrasonic driver. This excites the sys-tem kinematically with
amplitude A and frequencyv. The material of the workpiece is
represented by astiffness k and damper c . The process is started3
3with an initial gap g between the tool tip and theworkpiece. A
force f is required to drive theHYDheadstock downwards, and the
velocity of the head islimited by damping c in the vertical drive.
This0headstock model is particularly appropriate for thesoft
hydraulic vertical drive typically used in thesemachines.
The model represents only the dynamical part ofthe displacement
x corresponding to motion of the5
.cut face of the workpiece , and the gradual driftresulting from
penetration into the material is sup-pressed. Furthermore, the
model does not attempt to
Fig. 2. A dynamic model of rotary ultrasonic drilling.
represent in detail the full dynamics of the
ultrasonictransducer assembly; it is sufficient, however,
todescribe the essential interactions of the static forceand the
transducer with the workpiece.
The equations of motion for the system in non-di-mensional form
are as follows:x
XX q2j xX q2j xX y2j xX qx yx1 10 1 11 1 11 2 1 2s f t 1 .
.HYD
2j xX q2j xX q2j a xX y2j a xX11 1 11 2 12 12 2 12 12 4yx q 1qa
x ya x j a avcos nt . .1 12 2 12 4 12 12qa a sin nt 2 . .12
xXX y2j a xX q2j a xX ya x qa x4 21 21 2 21 21 4 21 2 21 4
sy2j a avcos nt qa a sin nt . .21 21 21for x yx -g4 5
3a .
-
( )M. Wiercigroch et al.rPhysics Letters A 259 1999 919694
xXX y2j a xX q2j a xX q2j a xX4 21 21 2 21 21 4 22 22 5
ya x qa x qa x21 2 21 4 22 5sy2j a avcos nt qa a sin nt . .21 21
21
for x yx sg4 53b .
2j a xX qa x s0 for x yx -g22 22 5 22 5 4 54a .
xX sxX for x yx sg5 4 4 5
4b .where
d k k1 2X 2 2s , tsv t , v s , v s ,11 11 12dt m m1 1k k c2 3 02
2v s , v s , j s ,21 22 10m m 2v m2 2 11 1
c c c1 2 2j s , j s , j s ,11 12 212v m 2v m 2v m11 1 12 1 211
1
c v v3 i jj s , a s , ns .22 i j2v m v v22 2 11 11
It is assumed that the MRR is a function of themagnitude of the
impact force and its frequencyw x1316 . This is consistent with a
removal process inwhich the tool tip impacts the workpiece,
makingmicro-cracks on its surface. Other assumptions arethat the
diamond is uniformly distributed on theworking part of the tool,
with a uniform grit size,and that the ultrasonic amplitude and
frequency, andthe geometry of the tool, remain constant. The
rela-tive value of MRR is estimated from the
followingalgorithm.
1.Initially an average value f of the impactAVG .force f t over
all trials is calculated from
m t1 1 2f s f t dt 5 . . HAVGm t yt t2 1 1is1
where m is the number of numerical simulations,and t , t are the
integration limits of a single trial,1 2
.chosen to provide a stable time history. Eq. 5 isre-written
replacing the integral with a sum as fol-lows
m m1 1f s f 6 . AVG i jm nis1 js1
.using the trapezium rule with interval t yt rn.2 1
2. Having calculated the average value f ofAVGthe impact force,
the number of excursions of theinstantaneous impact force above
this value, n ,CROSSis counted. The number of cycles of the impact
forceis then defined as:
nCROSSn s . 7 .CYC 2
3. It is assumed that there is a minimum levelf of impact force
sufficient to cause significantMINdamage to the material being
cut.
4. It is postulated that the MRR can then beestimated from the
following formula
n )n dCYC jMRRs d 8 . j2 /fn AVGjs0where n is the number of time
steps and z is anaccumulated damage parameter, normally chosenby a
direct comparison with the experimental results.
U Here, d and d are respectively the impact force atj j.
Utime-step j and the damaging impact force d sj
d y f .j AVGThe dynamical system parameters were identified
to model the ultrasonic drilling machine developed atw xAberdeen
University 17 and the cutting material
was chosen to be a float glass. The value f ofMINimpact force
sufficient to cause significant damagewas experimentally evaluated
using a specially de-
w xsigned load cell 18 . Because the system underinvestigation
is discontinuous, special precautionsare needed to maintain
numerical accuracy at thetimes when the discontinuity occurs.
Initially, spe-cially designed procedures for handling
motion-de-pendent discontinuities were used within the fourthorder
RungeKutta scheme. These procedures in-volve detecting
discontinuities and calculating pre-
cise values of times when they occur see e.g.w x.19,20 .
However, it was later found that for therange of parameters
investigated and the dynamicresponses generated, a sixth order
RungeKutta
w xmethod 21 with automatic time step adjustmentw xsimilar to
the Fehlberg scheme 22 is faster and able
to achieve a satisfactory accuracy of solution. Withthe initial
gap g equal to zero, the sign of displace-ment of the headstock is
dependent upon the magni-tude of the control static force f . If
this force isHYDsmall enough the steady state displacement x
is1
-
( )M. Wiercigroch et al.rPhysics Letters A 259 1999 9196 95
. .Fig. 3. Time history of a the tool displacement and b
theimpact force.
. .negative. Fig. 3 a and b show the time histories of .the x
displacements and the impact force, d t .1
The role of f is to supply an optimum condi-HYDtion to allow the
biggest impacting forces. Clearly,under the conditions of Fig. 3,
for instance, the lightload causes the head to bounce off the
workpiece,with only intermittent and small impact forces. How-ever,
when f is too big the hammering effectHYDdisappears and the
workpiece is loaded with a forcewhich possesses a large static
component but negli-gible impact component, decreasing
significantly thecutting efficiency. Fig. 4 shows the amplitude of
theimpact force and its distribution in the time domainfor
different values of f . It is evident that theHYDmagnitude of the
impact force and its frequencystrongly depend on the static
load.
This point is emphasised by the graph of Fig. 5,which shows the
MRR as a function of f , calcu-HYDlated using the above algorithm
and then normalisedwith respect to the MRR obtained without
ultrason-ics. In practical terms, Fig. 5 depicts the ratio be-tween
the material removal rate with ultrasonics andwithout for the same
cutting conditions. The upperand lower envelopes of the MRR
characteristic are
w xvery similar to results obtained experimentally 5,7 .The
jagged form of the theoretical MRR graph
appears to arise from the nonlinear dynamics of themodel, but it
has not been observed experimentally.
Fig. 4. Influence of the static hydraulic force f on the timeHYD
. .history of the impacting force for a f s0.1, b f s0.4HY D
HYD
.and c f s0.8.HYD
In other words, as the parameter f is varied, theHYDsystem
undergoes bifurcations, and also is influencedby the cut-off value
f chosen to model theMINminimum impact force enabling microcrack
propaga-
Fig. 5. The material removal rate versus static force.
-
( )M. Wiercigroch et al.rPhysics Letters A 259 1999 919696
tion. Further work is being undertaken to identifyfully the
origin of this behaviour and to understandwhy it has not so far
been detected experimentally.At this stage, it is worth noting that
changes in thevalues of z in the algorithm for the MRR do notsmooth
the curve, supporting the conclusion that theeffect is a direct
result of the nonlinear dynamics.Nevertheless, the top or bottom
envelope of thegraph predicts the experimentally observed form
ofthe drop in MRR for higher values of the staticloading.
Acknowledgements
This research was supported jointly by the Uni-versity of
Aberdeen Research Committee Grant
.No. R224 and European Community Science andTechnology Research
Programme Grant No.
.ERB3510PL92103 . The authors would like also tothank the
anonymous reviewer for his constructiveand stimulating
comments.
References
w x .1 I. Grabec, Phys. Lett. A 117 1986 384.w x .2 M.
Wiercigroch, ASME, J. Vib. Acoust. 119 1997 468.
w x3 A.I. Markov and I.D. Ustinov, Ind. Diamond Rev., March
.1972 97.
w x . .4 A.I. Markov, Stanki Instrument 48 1977 33 in Russian .w
x .5 A.I. Markov, Moscow, 1980 in Russian .w x .6 P.G. Petrukha,
Russ. Eng. J. L 1980 71.w x7 M. Kubota, J. Tamura, N. Shimamura,
Precis. Eng. 11
.1977 127.w x8 M. Komaraiah, M.P. Mannan, P.N. Reddy-Narasimha,
S.
.Victor, Precis. Eng. 10 1988 58.w x9 J. Saha, A. Bhattacharyya
and P.K. Mishra, Proc. 27th
MATADOR Conference, UMIST, Manchester, April 1988,275.
w x .10 J.M.T. Thompson, R. Ghaffari, Phys. Lett. A 91 1982 5.w
x .11 S.W. Shaw, J. Sound Vib. 99 1985 199.w x12 M. Wiercigroch and
V.T.W. Sin, J. Appl. Mech., accepted
for publication.w x13 Ayal de S. Jayatilawa. Fracture of
Engineering, Applied
Science Publishers Ltd., London, 1979.w x14 J.F. Knott,
Fundamentals of Fracture Mechanics, Butter-
worth, Norwich, 1973.w x .15 C.H. Yew, P.A. Taylor, Int. J.
Impact Eng. 15 1994 385.w x .16 J.F. Boudet, S. Ciliberto, Phys.
Rev. Lett. 80 1998 341.w x17 H. Barber and M.A. Player, UK patent
application No.
8710439, 1987.w x18 M. Wiercigroch, R.D. Neilson, M.A. Player,
Proc. IMechE,
.Part E 212 1998 263.w x19 M. Wiercigroch, Dynamics of
mechanical systems with dis-
continuities, Silesian University Press, Gliwice, 1994 in.Polish
.
w x .20 M. Wiercigroch, Mach. Vib. 5 1996 112.w x21 J. Legras,
Methodes et techniques de lanalyse numerique,
.Dunod, Paris 1971 .w x .22 E. Fehlberg, Computing 6 1970
61.