Embed Size (px)
DESCRIPTION
Material MMS
Citation preview

Natural Sciences Tripos Part IA
MATERIALS SCIENCEMATERIALS SCIENCE
Course D: Mechanical Behaviour of Materials
Pl i f di l ti l
Dr Howard Stone
Lent Term 2013 14
Plan view of a dislocation loop
Name............................. College..........................
Lent Term 2013-14
IA

DH1 Course D: Mechanical Behaviour of Materials DH1
Contents
1 Synopsis 3
2 Reading list 52.1 Text books . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 52.2 Web-based resources . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
3 Elastic deformation 73.1 Normal stress and normal strain . . . . . . . . . . . . . . . . . . . . . . . . . . 73.2 Shear stress and shear strain . . . . . . . . . . . . . . . . . . . . . . . . . . . . 93.3 Elastic deformation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10
3.3.1 Young’s modulus . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 103.3.2 Shear modulus . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 103.3.3 Poisson’s ratio . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 123.3.4 Multiaxial stress states . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13
3.4 Elastic strain energy . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 143.5 Atomic picture of elasticity . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 153.6 Thermal expansion . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 173.7 Young’s modulus of composites: Rule of mixtures . . . . . . . . . . . . . . . . . 19
3.7.1 Axial modulus . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 203.7.2 Transverse modulus . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21
3.8 Materials in structures under stress . . . . . . . . . . . . . . . . . . . . . . . . . 223.8.1 Deformation of an elastic beam . . . . . . . . . . . . . . . . . . . . . . . 223.8.2 Second moments of area . . . . . . . . . . . . . . . . . . . . . . . . . . 24
4 Plastic deformation: An introduction to dislocations 254.1 Estimate of the yield stress in a perfect crystal . . . . . . . . . . . . . . . . . . 264.2 Dislocations . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 28
4.2.1 Edge dislocations . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 284.2.2 Screw dislocations . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 314.2.3 Mixed dislocations . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 324.2.4 Dislocation loops . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 32
4.3 Motion of dislocations . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 344.4 Shear stress required to move a dislocation . . . . . . . . . . . . . . . . . . . . 364.5 Force on a dislocation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 374.6 Slip systems . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 384.7 Geometry of single crystal slip and Schmid’s law . . . . . . . . . . . . . . . . . 394.8 Determining the operative slip systems . . . . . . . . . . . . . . . . . . . . . . . 40
4.8.1 The OILS rule . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 404.9 Geometry as slip proceeds . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 424.10 The energy associated with a dislocation . . . . . . . . . . . . . . . . . . . . . 444.11 Dislocation interactions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 464.12 Dislocation reactions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 48
4.12.1 Interaction of dislocations on different slip systems: The Lomer lock . . 494.13 Dislocation generation: Frank-Read sources . . . . . . . . . . . . . . . . . . . . 504.14 Jogs and kinks . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 51
4.14.1 The absorption of vacancies/ atoms . . . . . . . . . . . . . . . . . . . . 52

DH2 Course D: Mechanical Behaviour of Materials DH2
4.15 Climb and cross slip of dislocations . . . . . . . . . . . . . . . . . . . . . . . . . 534.16 Plastic deformation of metallic single crystals . . . . . . . . . . . . . . . . . . . 55
4.16.1 hcp metals . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 554.16.2 fcc metals . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 564.16.3 Polycrystalline metals . . . . . . . . . . . . . . . . . . . . . . . . . . . . 57
5 Strengthening mechanisms 585.1 Forest hardening . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 585.2 Dislocation pile ups and the effect of grain size . . . . . . . . . . . . . . . . . . 595.3 Solid solution strengthening . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 60
5.3.1 Substitutional solute atoms . . . . . . . . . . . . . . . . . . . . . . . . . 605.3.2 Interstitial solute atoms . . . . . . . . . . . . . . . . . . . . . . . . . . . 62
5.4 Precipitate hardening . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 665.4.1 Stress required to bow dislocations between precipitates . . . . . . . . 675.4.2 Transition from cutting to bowing and maximum hardening . . . . . . . . 685.4.3 Changing strengthening mechanisms during age hardening . . . . . . . 69
5.5 Partial dislocations and stacking faults . . . . . . . . . . . . . . . . . . . . . . . 725.6 Order hardening . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 745.7 Plastic deformation by cooperative shear - Twinning . . . . . . . . . . . . . . . 76
6 Fracture 806.1 Estimate of ideal fracture stress . . . . . . . . . . . . . . . . . . . . . . . . . . . 816.2 Griffith criterion . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 82
6.2.1 The strain energy release rate . . . . . . . . . . . . . . . . . . . . . . . 836.2.2 Fracture energy (crack resistance) . . . . . . . . . . . . . . . . . . . . . 836.2.3 Critical flaw size and ’toughening’ by flaw removal . . . . . . . . . . . . 84
6.3 Ductile fracture . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 856.3.1 Effect of plasticity on fracture energy . . . . . . . . . . . . . . . . . . . . 876.3.2 Stress intensity factor . . . . . . . . . . . . . . . . . . . . . . . . . . . . 876.3.3 Uniting the stress and energy approaches . . . . . . . . . . . . . . . . . 886.3.4 Ductile rupture . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 89
6.4 The Ductile-Brittle Transition Temperature (DBTT) . . . . . . . . . . . . . . . . 906.5 Toughness of composites . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 916.6 Pressurised pipes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 936.7 Aircraft stresses and materials . . . . . . . . . . . . . . . . . . . . . . . . . . . 94
7 Appendix: Observing dislocations 95
8 Glossary 97

DH3 Course D: Mechanical Behaviour of Materials DH3
1 Synopsis
Elastic deformation
Definitions of stress and strain, both normal and shear. Definitions of elastic deformation,Young’s modulus, shear modulus, Poisson’s ratio. Multiaxial stress states.
Elastic strain energy. The atomic picture of elasticity: bond stretching. Calculation of Young’smodulus from binding energy curve for a crystal. Typical values of elastic moduli. Thermalexpansion and bimetallic strips.
Elastic properties of composite materials: axial and transverse moduli using the slab model.
Deformation of an elastic beam. Bending moments. Second moments of area.
Effect of increasing stress on materials: the elastic limit, plastic flow, brittle and ductile frac-ture.
Plasticity
Why and how does plastic flow occur in crystals? Yield stress for different materials. Frenkelcalculation of theoretical shear strength. Difference between ideal and actual yield stressexplained in terms of dislocations.
Geometry of an edge dislocation in a simple cubic structure. Definitions of line vector, Burgersvector and slip plane. Screw dislocations, mixed dislocations, dislocation loops.
Observation of dislocations using transmission electron microscopy.
Movement of dislocations. Atom movement at the core of a dislocation due to glide. Conceptof lattice potential (Peierls-Nabarro energy) leading to Peierls-Nabarro stress. Width of adislocation determined by bonding type (metallic, covalent, ionic). Expression for Peierlsstress in terms of Burgers vector. Force on a dislocation due to shear stress.
Slip in single crystals. Definition of slip systems. Slip systems for fcc, bcc, hcp metals andNaCl structures. Geometry of single crystal slip. Schmid factor. Example of calculation ofsystem with the highest Schmid factor for fcc. The OILS rule. Geometry of a single crystal asslip proceeds. Sample elongation in single crystal slip. Rotation of the tensile axis.
Dislocation interactions. Repulsion and attraction of dislocations. Energies of dislocations.Frank’s rule. Formation of a Lomer lock. Dislocation generation (Frank-Read sources). Jogsand kinks and their consequence on dislocation mobility. Cross slip of screw dislocations.Climb of edge dislocations. Intersection of propagating dislocations.
Stress-strain curves for single crystals of hcp and fcc metals. Explanations for stages I, IIand III. Duplex slip. Geometrical softening. Differences in polycrystalline metals. Taylorfactor.

DH4 Course D: Mechanical Behaviour of Materials DH4
Strengthening mechanisms
Factors which control yield stress: Forest hardening; typical values of dislocation density;dislocation pile ups and the effect of grain size (Hall-Petch relation); interactions betweendislocations and solute atoms. Cottrell atmosphere formation with interstitial solutes. Ludersbands and the Portevin-Le Chatelier Effect.
Precipitates as obstacles to dislocations. Coherency strains and precipitate cutting. Orowanbowing. Stress to by-pass obstacles. Age hardening and precipitation sequences. Mecha-nisms of hardening.
Partial dislocations and stacking faults. Order hardening and anti-phase boundaries.
Deformation twinning as a mechanism of plastic deformation. Twinning elements and thetwinning shear. Factors favouring Twinning. Effects of temperature and strain rate. “Tin Cry”.Morphology of deformation and annealing twins.
Fracture
Estimate of theoretical cleavage stress. Explanation of difference from observed values interms of propagation of pre-existing defects. Griffith criterion for fracture. Strain energy re-lease rates and fracture energies.
Fracture of ductile solids. Concept of stress concentration. Stress intensity factor. Cracktip plasticity. Fracture toughness. Ductile tearing vs cleavage fracture. Designing againstfast fracture. Pressurised thin walled tubes. Stresses in aircraft fuselages. Toughness ofengineering materials and composites. Ductile/brittle transition temperature.

DH5 Course D: Mechanical Behaviour of Materials DH5
2 Reading list
2.1 Text books
1. Hull, D. and Bacon, D.J., Introduction to Dislocations, Butterworth, 4th ed., (2001).
2. Hosford, W.F. Mechanical Behaviour of Materials, Cambridge University Press, (2010).
3. Ashby M.F. and Jones D.R.H., Engineering Materials : An Introduction to their Proper-ties and Applications, Pergamon, 2nd ed., (1996).
4. Hull, D. and Clyne, T.W., Introduction to Composite Materials, Cambridge UniversityPress, (1996).
5. Hamley, I.W., Introduction to Soft Matter, Wiley, (2000).
6. Callister, W.D., Materials Science and Engineering: An Introduction, Wiley, 6th ed.,(2002).
2.2 Web-based resources
Most of the material associated with the course (handouts, question sheets, practical scriptsetc) can be viewed on the web (www.msm.cam.ac.uk/Teaching) and also downloaded. Thisincludes model answers, which are released after the work concerned should have been com-pleted. In addition to this text-based material, resources produced within a project based inthe Materials Science Department, called DoITPoMS (Dissemination of Information Technol-ogy for the Promotion of Materials Science) are also available (www.doitpoms.ac.uk). Theseinclude libraries of Micrographs, Videos and Teaching and Learning Packages (TLPs). Thefollowing TLPs are relevant to course D:
• Thermal Expansion and the Bimaterial Strip
• Introduction to Dislocations
• Slip in Single Crystals
• Introduction to Mechanical Testing
• Hardness and Indentation
• Brittle Fracture
• Mechanics of Fibre-Reinforced Composites
• Bending and Torsion of Beams

DH6 Course D: Mechanical Behaviour of Materials DH6

DH7 Course D: Mechanical Behaviour of Materials DH7
3 Elastic deformation
3.1 Normal stress and normal strain
Consider the effect of forces acting on the surfaces of a cuboid. If a force acts perpendic-ular to a surface we have a normal stress, denoted by σ. With equal and opposite forcesacting over two opposing faces, as shown in Fig. 1, the cuboid will remain stationary (will notaccelerate).
Area (A)
Force (F) Force (F)
Stress (σ) = Force (F)
Area (A)
Figure 1: A cuboid subjected to forces acting perpendicular to two opposite faces generating a normalstress, σ.
Tensile stress (by convention positive).
Compressive stress (by convention negative).
The stress is defined as the force acting per unit area.
σtrue =F
A(3.1)
in which F is the magnitude of the force and A is the area of the face.
This definition of stress is referred to as the true stress.
As the cuboid elongates, conservation of volume would suggest that the area of the cuboidfaces over which the forces act will decrease. To avoid having to account for this effect, it isoften more convenient to define the force as acting over the original area, A◦
σeng =F
A◦(3.2)
This is referred to as the nominal stress or engineering stress.
In practice, the difference between the nominal stress/engineering stress and the true stressis usually small and is often ignored.

DH8 Course D: Mechanical Behaviour of Materials DH8
The extension of the cuboid under the action of the stress is described by the strain, denotedby ε. The normal strain is the relative change in linear dimension in the direction of a normalforce. If the cuboid extends by a length δL in the direction of the applied force, from its initiallength of L0 to L1, as shown in Fig. 2, then the normal strain, ε is defined by
L0
L1
Force (F)Force (F)
Strain (ε) = L1 - L0
L0
Figure 2: Extension of a cuboid subjected to forces acting perpendicular to two opposite faces .
δε =δL
L(3.3)
If the strain is finite, this may be integrated to obtain the true strain or logarithmic strain.
εtrue =
∫ L1
L0
dL
L= ln
L1
L0(3.4)
For small strains, the strain is reasonably approximated by the nominal strain or engineeringstrain , which is taken to be
εeng =L1 − L0
L0=L1
L0− 1 (3.5)
The distinction between nominal strain and true strain only becomes important for strains inexcess of a few percent.
Small Strains (up to a few %)→ True Stress ∼ Nominal Stress
Large Strains→ True Stress > Nominal Stress

DH9 Course D: Mechanical Behaviour of Materials DH9
3.2 Shear stress and shear strain
If a force acts parallel to the surface of the cuboid we have a shear stress, denoted by τ . Asbefore, this is considered to act over the surface of the cuboid. To ensure that the cuboiddoes not accelerate (rotate) we must define two pairs of opposing forces acting over 4 facesof the cuboid, as shown in Fig. 3.
Area (A0)
Force (F)
shear stress (τ) =Force (F)
Area (A0)
original section deformed section rotated deformed section
Δy0
x0φ
shear strain =Δy0
x0= tan φ = γ
Figure 3: A cuboid subjected to forces acting parallel to two opposite faces of the cuboid generatinga shear stress, τ .
As before, the shear stress is defined as the force acting per unit area.
τ =F
A◦(3.6)
The distortion of the cuboid under the action of the shear stress is shown in Fig. 3. There isan elongation of the cuboid along one face diagonal accompanied by a contraction along theother. This distortion can be described by the shear strain, denoted by γ, which is the ratio ofthe distances, ∆y◦ and x◦. The associated angle through which the cuboid has been shearedis typically referred to as the angle of shear, φ.
γ =∆y◦x◦
(3.7)
= tanφ (3.8)
Normal Stresses & Strains→ +ive (tensile) or –ive (compressive)→ physically different
Shear Stresses & Strains→ +ive or –ive, but depends only on convention used for +ive senseof reference directions→ no physical difference
General stress states more complicated - but can always be resolved into shear stresses andnormal stresses.
Stresses & Strains→ Two directions associated with each value. Hence they are NOT vectors(one direction only).
→ Stresses & strains cannot be resolved as if they were vectors (ie with a single cosine term).They need two cosine terms - see www.doitpoms.ac.uk/tlplib/tensors/index.php.

DH10 Course D: Mechanical Behaviour of Materials DH10
3.3 Elastic deformation
3.3.1 Young’s modulus
For an ideal, elastic, isotropic material (no orientational dependence of the material proper-ties) the normal strain, ε, that we measure will be proportional to the applied normal stress, σsuch that
σ = Eε (3.9)
in which the constant, E, is called the Young’s modulus.
3.3.2 Shear modulus
Similarly, the shear strain, γ, will be proportional to the applied shear stress, τ , such that
τ = Gγ (3.10)
in which G is the Shear modulus.
It should be noted that G and E are different as they describe the response of a material todifferent types of deformation. However, for many materials G ≈ 0.4E.
Young’s modulus is related to Hooke’s law - Force is proportional to displacement
(F = kδL)
Stiffness, k, is an extensive property (depends on the material properties and the shape)
Young’s modulus, E, is an intensive property (depends on the material only)→More generallyuseful.
k can be related to E
σ = EεF
A= E
δL
L
F =
(EA
L
)δL
F = kδL

DH11 Course D: Mechanical Behaviour of Materials DH11
Figure 4: Young’s modulus values for various materials, sub-divided according to type (from: M.F.Ashby and D.R.H. Jones, Engineering Materials 1, Butterworth-Heinemann, 2001).

DH12 Course D: Mechanical Behaviour of Materials DH12
3.3.3 Poisson’s ratio
For most materials, the application of a tensile normal stress would be expected to lead to acontraction in the perpendicular directions, as shown in Fig. 5.
Force (F)
Force (F) xz
y
Figure 5: Lateral contraction of a cuboid in directions x and y under the action of a tensile normalstress applied along direction z.
For an isotropic material the strains in the two directions perpendicular to the tensile normalstress will be the same. We define the relationship between the tensile normal stress (actingalong direction z) and the normal strains (in directions x and y) to be
εx = εy = −νεz = −ν σzE
(3.11)
in which ν is the Poisson’s ratio.
Poisson’s ration is dimensionless.
It can take values between -1 and 0.5.
The conservation of volume would suggest that Poisson’s ratio should be 0.5 (K=∞).
In practice, Poisson’s ratios between 0.2 and 0.5 are common (most metals have Poisson’sratios around 0.3)

DH13 Course D: Mechanical Behaviour of Materials DH13
3.3.4 Multiaxial stress states
If an elastic, isotropic material is subjected to normal stresses in three perpendicular direc-tions, σx, σy and σz, as shown in Fig. 6, the resultant normal strains in the directions, x, y andz will be given by
εx =1
E(σx − ν (σy + σz)) (3.12)
εy =1
E(σy − ν (σx + σz)) (3.13)
εz =1
E(σz − ν (σx + σy)) (3.14)
xz
y
σy
σz σx
σx
σy
σz
Figure 6: A cuboid subjected to three perpendicular normal stresses.
Some special cases:
• Plane stress - One of the normal stresses is zero (e.g. stretching a thin sheet.)• Plane strain - One of the normal strains is zero• Hydrostatic stress - All three normal stresses have the same magnitude.

DH14 Course D: Mechanical Behaviour of Materials DH14
3.4 Elastic strain energy
When a body is elastically deformed the work done is stored as elastic strain energy.
If we consider a cylinder extended by a length δL under the action of opposing forces, F , thework done on the cylinder is FδL.
L δL
F
A
F
Figure 7: A cylinder extended under the action of opposing forces.
From our definition of normal stress, σ = F/A. Hence, F = σA
Similarly, from our definition of normal strain, δε = δL/L. Hence, δL = Lδε
Hence the work done on the cylinder is
work done = FδL = (σA) (Lδε) (3.15)
Assuming the volume of the cylinder, V = AL is invariant and substituting σ = Eε, Equa-tion 3.15 may be integrated between 0 and εmax
work done =
∫ εmax
0V Eε dε (3.16)
=1
2V Eε2max (3.17)
Hence
the work done per unit volume under a normal stress is 12Eε
2
This energy is stored as potential energy in strained interatomic bonds and is also referred toas the strain energy density.
It can be similarly shown that
the work done per unit volume under a shear stress is 12Gγ
2
As σ = Eε, elastic strain energy can also be written as 12σε.
This is the area under a σ − ε curve.
The equivalent for shear strain energy is 12τγ.

DH15 Course D: Mechanical Behaviour of Materials DH15
3.5 Atomic picture of elasticity
The variation of potential energy, U , with distance, r, between two atoms, and the resultantforce, is shown schematically in Fig. 8.
Energy, U
Inter-atomicspacing, r
ro
F (=dU/dr)
Figure 8: Variation of potential energy with inter-atomic spacing.
At very large distances the potential energy is approximately zero. As the atoms approachone another the potential energy falls, reaching a minimum of Umin at a distance of r◦, afterwhich the potential energy rises, ultimately becoming positive at small distances.
This variation in potential energy with distance can be reasonably approximated by theLennard - Jones potential , ULJ
ULJ = Umin
[(r◦r
)12− 2
(r◦r
)6](3.18)
As the atoms are displaced from their equilibrium separation of r◦ they will experience arestoring force.
F =dU
dr(3.19)
For small displacements from r◦ the variation in the potential energy is approximately linear(see Fig. 8). Hence, the force will be approximately proportional to the displacement - this isthe origin of Hooke’s law. We can therefore estimate the Young’s modulus from the Lennard-Jones potential.

DH16 Course D: Mechanical Behaviour of Materials DH16
Consider a simple cubic crystal. If we stretched the crystal parallel to [100] we will be stretch-ing a square array of atomic bonds as shown in Fig. 9
σ σ z
yx
Figure 9: A simple cubic crystal - consider the square array of bonds identified by the dotted lines.
Prior to loading, we may reasonably expect the atoms to be r◦ apart. The area occupied byeach bond in the plane perpendicular to the applied normal stress is r2◦.
The stress on each bond, σ, is therefore,
σ =F
r2◦=
1
r2◦
dU
dr(3.20)
By definition (from Eq. 3.3), the strain in the bond, ε, is
δε =δr
r◦(3.21)
The Young’s modulus is therefore
E =dσ
dε=dσ
dr
dr
dε=
(1
r2◦
d2U
dr2
∣∣∣∣r◦
)(r◦) (3.22)
The Young’s modulus can therefore be obtained from the interatomic potential by
E =1
r◦
d2U
dr2
∣∣∣∣r◦
(3.23)

DH17 Course D: Mechanical Behaviour of Materials DH17
3.6 Thermal expansion
“Temperature becomes a quantity definable either in terms of macroscopic thermodynamicquantities such as heat and work, or, with equal validity and identical results, in terms of aquantity which characterised the energy distribution among the particles in a system.” (Quinn,T. J. Temperature 1990 Academic Press ISBN 0-12-569681-7)
The temperature of any system, T , can be related to the mean kinetic energies of the atomsit contains according to
3
2kbT = 〈1
2mv2〉 (3.24)
where kb is Boltzmann’s constant
At higher temperatures, the greater kinetic energy of the atoms will allow them to move furtheraway from their equilibrium positions. The asymmetry of the potential energy vs distancecurve results in the mean position increasing for oscillations of higher energy. This is shownschematically in Fig. 10. This give rise to thermal expansion.
Energy, U
Inter-atomicspacing, r
rlow T
rhigh T
ro
ThermalExpansion
Figure 10: Variation of potential energy with inter-atomic spacing, illustrating the effect of temperatureon the mean atomic position.
Macroscopically we define the relationship between a temperature change ∆T and the ac-companying increase in thermal strain ε to be
εthermal = α∆T (3.25)
where α is the coefficient of thermal expansion or thermal expansivity.
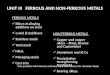
In general, materials with stronger interatomic bonds (e.g. ceramics) show low coefficients ofthermal expansion as well as high Young’s moduli. The converse is true of weakly bondedmaterials (e.g. polymers). Examples of the temperature dependence of the coefficients ofthermal expansion of a range of materials are given in Fig. 11

DH18 Course D: Mechanical Behaviour of Materials DH18
0 50 100 150 200 250 300 350 400 450 50010−1
100
101
102
103
aluminium
titanium
SiC
Al2O3
SiO2
temperature/°C
linea
r co
effic
ient
of t
herm
al e
xpan
sion
, α ([
µstr
ain]
/°C
)
polyester
epoxy
Figure 11: Temperature dependence of the coefficients of thermal expansion of selected materials.

DH19 Course D: Mechanical Behaviour of Materials DH19
3.7 Young’s modulus of composites: Rule of mixtures
Composites
Metals typically combine both high strength and damage tolerance. However, they have anumber of drawbacks. In particular, they are often quite dense and may corrode. Ceramicsand polymers are generally lighter and more corrosion-resistant. Regretably, ceramics andpolymers do not have much damage tolerance. However, excellent properties can be ob-tained by combining different materials to produce composites, usually with one constituentin fibre form.
Ceramics and polymers are often much stronger when produced as fine fibres. For ceramics,this strengthening arises from removal of flaws. This is discussed in greater detail in Section 6.In polymers it is achieved by molecular alignment. Three main types of fibre are used incomposites: glass, carbon and aramid (aromatic polyamides, such as KevlarTM). These fibresare embedded in a matrix - usually a polymer and commonly a thermosetting resin, such asan epoxy or a polyester. In some types of composite, the fibres are oriented randomly withina plane, while in others the material is made up of a stack of differently-oriented “plies”, eachcontaining an aligned set of parallel fibres.
Stiffness of Composites
The materials used for the fibres and matrices of composites typically have very differentYoung’s moduli. As such, the composite will exhibit highly anisotropic elastic behaviour de-pending upon whether it is loaded parallel or perpendicular to the fibres. The Young’s moduliin these two cases can be reasonably predicted using a simple ‘slab’ model and the rule ofmixtures. These are shown in Fig. 12.
σ
σ
σf
σmVf
1-Vf
(c)(b)
Vf
1-Vf
σ
σ
σf
σm
(a)
Figure 12: A unidirectional long fibre composite material and simplified ’slab’ models for (b) axialdeformation and (c) transverse deformation.

DH20 Course D: Mechanical Behaviour of Materials DH20
3.7.1 Axial modulus
The axial modulus may be obtained assuming the ‘slabs’ shown in Fig. 12(b) are subjectedto equal strain. This is known as the Voigt Model.
Using the subscripts, c, f andm to refer to the composite, fibres and matrix respectively.
The stress experienced by the composite will be equal to the sum of the stresses experiencedby the fibres and matrix weighted by their area/volume fractions
σc = σfVf + σmVm (3.26)σc = σfVf + σm(1− Vf ) (3.27)
Given that σ = Eε
Ecεc = EfεfVf + Emεm(1− Vf ) (3.28)
Using the equal strain assumption, εc = εf = εm
Ec = EfVf + Em(1− Vf ) (3.29)
Hence, the axial stiffness of a unidirectional fibre composite is
Ec = EfVf + Em(1− Vf ) (3.30)
Axial - Rule of mixtures provides a reasonable estimate of the composite stiffness

DH21 Course D: Mechanical Behaviour of Materials DH21
3.7.2 Transverse modulus
The transverse modulus may be obtained assuming the ’slabs’ shown in Fig. 12(c) are sub-jected to equal stress. This is known as the Reuss Model.
The strain experienced by the composite will be equal to the sum of the strains experiencedby the fibres and matrix weighted by their area/volume fractions
εc = εfVf + εmVm (3.31)εc = εfVf + εm(1− Vf ) (3.32)
Given that ε = σ/EσcEc
=σfEf
Vf +σmEm
(1− Vf ) (3.33)
Using the equal stress assumption, σc = σf = σm
1
Ec=
1
EfVf +
1
Em(1− Vf ) (3.34)
1
Ec=
EmVf + Ef (1− Vf )
EfEm(3.35)
Hence, the transverse stiffness of a unidirectional fibre composite is
Ec =EfEm
EmVf + Ef (1− Vf )(3.36)
Transverse modulus / Inverse rule of mixtures is substantially lower that the axial value.Critically, it is not very accurate as parts of the matrix are shielded from the applied stress bybeing “in parallel” with the fibres

DH22 Course D: Mechanical Behaviour of Materials DH22
3.8 Materials in structures under stress
The effective design of structures capable of withstanding mechanical loads involves calcula-tions of the stresses and strains as well as an understanding of how the materials will deformand fail. Today, the stresses that develop in engineering structures may be calculated usingwell established and powerful numerical models. These may be used without deep back-ground knowledge. However, materials science is still a relatively new discipline and therehave been, and continue to be, many examples of structures failing because of a poor choiceof material, an inadequate understanding of material behaviour, or simply failing to under-stand the stresses and strains generated in the structure.
3.8.1 Deformation of an elastic beam
Consider a uniform beam bent under a bending moment, M , as shown in Fig. 13. In bending,the top surface has become longer (in tension) whilst the bottom surface has become shorter(in compression). Along the mid thickness of the beam, the length is unchanged - this istermed the neutral axis.
neutral axis
y
l
MM
R
θ
y
ε
θ
Figure 13: Strains induced during bending of a beam by the application of a moment, M .
The axial strain at a distance of y from the neutral axis is given by
εaxial =extension
original length=
(R+ y)θ −RθRθ
=y
R(3.37)

DH23 Course D: Mechanical Behaviour of Materials DH23
Hence, the axial stress is
σaxial = Eεaxial =Ey
R(3.38)
The force on a strip of thickness dy and width b at a distance y from the neutral axis is
F = σA =
(Ey
R
)(b · dy) (3.39)
The bending moment about the neutral axis associated with this force is
Bending moment = y
(Ey
R
)(b · dy) (3.40)
Hence, the total bending moment is
M =E
R
∫ h/2
−h/2y2bdy (3.41)
For any section, we can define the second moment of area, I =∫ h/2−h/2 y
2bdy. Hence the totalbending moment may be written in terms of the Young’s modulus, E, the second moment ofarea, I and the radius of curvature, R, or the curvature, κ = 1/R
M =EI
R= κEI (3.42)
The product EI is termed the beam stiffness or sometimes as flexural rigidity.

DH24 Course D: Mechanical Behaviour of Materials DH24
3.8.2 Second moments of area
For a general shape, the second moment of area about a neutral axis is defined as
I =
∫section
y2b{y}dy (3.43)
Large values of I will give a stiff beam. This is most readily achieved with sections that havethe greatest proportion of their sections at large distances from the neutral axis, hence theuse of I-beams, box- and tube- sections.
The formulae giving the second moment of area for a wide variety of common shapes aregiven in many books.
h
wI = wh3
12
D
I = πD4
64
Dd
I= π(D4-d4)64

DH25 Course D: Mechanical Behaviour of Materials DH25
4 Plastic deformation: An introduction to dislocations
If a stress below the yield stress is applied, the material deforms elastically, i.e. the materialis able to return to its original shape after the stress is removed. With larger stresses, unre-coverable or plastic deformation occurs, i.e. it yields. The stresses at which materials yieldvary widely. They are typically in the range 30-1000 MPa for most engineering materials butcan be greater than 1 GPa or as low as 1 MPa.
Figure 14: Yield stresses for various materials, sub-divided according to type (from: M.F. Ashby andD.R.H. Jones, Engineering Materials 1, Butterworth-Heinemann, 2001).

DH26 Course D: Mechanical Behaviour of Materials DH26
4.1 Estimate of the yield stress in a perfect crystal
Plastic deformation usually occurs by atomic planes sliding over each other, under the in-fluence of shear stresses. Note that when a normal stress is applied, shear stresses aregenerated on planes inclined at an angle to the stress axis, as shown in Fig. 15.
σ
τmax
≈ σ/2
τcrit
Figure 15: Shear stresses generated in a material subjected to a normal stress and the associatedslip of atomic planes over one another under the action of the shear stresses.
To estimate the yield stress of a perfect crystal, consider two close-packed planes with sepa-ration h and interatomic spacing b sliding over one another by a distance of u under the actionof a shear stress, τ , as shown in Fig. 16. We can also imagine that, for small values of u, thedeformation will be elastic.
We need to understand how τ varies with u. It is clearly going to be periodic with the distancemoved, u, and will be zero when u = 0, u = b/2, u = b, etc.
b
h
τ
τ
τ
τ
τ
τ
u = 0 u = 0.5b u = b
Figure 16: Movement of a close packed plane past another close packed plane from positions, u = 0to u = b.

DH27 Course D: Mechanical Behaviour of Materials DH27
If we assume it is sinusoidal then we can write
τ = C sin2πu
b(4.44)
in which C is a constant.
From the relationship between shear stress and shear strain given in Eqn. 3.10, τ = Gγ.
In this case, the shear strain isγ = u/h (4.45)
From Equation 4.44, for small u/b
τ ≈ C 2πu
b= C
2π (hγ)
b=
(2πCh
b
)γ (4.46)
Hence,
C =Gb
2πh(4.47)
and Equation 4.44 becomes
τ =Gb
2πhsin
2πu
b(4.48)
For slip to occur we must apply a critical shear stress, τcrit, that will be sufficient to overcomethe maximum resistance that will be encountered. Hence,
τcrit =Gb
2πh(4.49)
For close packed spheres,b
h=
2√3
and hence, τcrit =G
π√
3≈ G
5
Note that for many materials G ≈ 0.4E. This is ∼1000 larger than the shear stresses actuallyrequired to deform real materials!

DH28 Course D: Mechanical Behaviour of Materials DH28
4.2 Dislocations
4.2.1 Edge dislocations
A dislocation is a line defect in a crystal in which the atoms are systematically displaced fromtheir ideal positions. Arguably the simplest dislocation to visualise is an edge dislocation. Anexample of an edge dislocation is shown in Fig. 17. This can be simply considered as anextra half plane of atoms in an otherwise perfect crystal structure. The line of the dislocationcan easily be seen at the base of the extra half plane, going into the page.
Figure 17: Schematic representation of an edge dislocation in a simple cubic material.
If a dislocation is present in a crystal, slip can occur by the progressive movement of thedislocation. This motion is analogous to the movement of a caterpillar, as shown in Fig. 18.A better analogy may be moving a carpet by moving a ruck across it rather than trying todrag the whole carpet. As only a few bonds are being distorted at any point in time bythe progressive motion of the dislocation, the shear stress required to move a dislocation issignificantly lower than that required to shear the whole crystal at once.
Figure 18: Movement of an edge dislocation under the action of a shear stress
An animation of the glide motion of an edge dislocation can be seen in a DoITPoMS TLP atwww.doitpoms.ac.uk/tlplib/dislocations/dislocation glide.php.

DH29 Course D: Mechanical Behaviour of Materials DH29
Geometry of a dislocation
For any dislocation we can define a dislocation line vector, l. In an edge dislocation thiscorresponds to the base of the extra half plane of atoms. Perhaps more usefully, we candefine the dislocation line vector to be the line that separates the slipped from the unslippedregions of the crystal.
Note that the dislocation line cannot end within the crystal (but it can form loops).
The lattice displacement caused by the dislocation can be described by its Burgers vector, b.The Burgers vector may be obtained by constructing a Burgers circuit around the dislocationcore. This is shown schematically in Fig. 19.
(a) (b)
A A
BB
C
D
E
C
D
Eb
Figure 19: A Burgers circuit around an edge dislocation in a simple cubic crystal. The Burgers vector,b is defined by the closure failure, EA.
The Burgers vector is obtained by making integer steps between lattice points in the positiveand negative directions as you go around the dislocation core in a right-handed sense. Ifthe same number of steps in the same directions is performed in a perfect crystal you willNOT end up back where you started. This leads to a closure failure. The vector defining theclosure failure,
−→EA defines the Burgers vector, b.
For an edge dislocation, the Burgers vector is perpendicular to its line vector.
A dislocation can only slip in the plane containing both its Burgers vector and line vector. Thisis termed the slip plane. In the case of an edge dislocation, as the Burgers and line vectorsare perpendicular to one another there is only ever one plane in which an edge dislocationcan glide.

DH30 Course D: Mechanical Behaviour of Materials DH30
b
Figure 20: Plan view of an edge dislocation in a simple cubic crystal.

DH31 Course D: Mechanical Behaviour of Materials DH31
4.2.2 Screw dislocations
There are other types of dislocation. The other simple one is the screw dislocation, seeFig. 21. A screw dislocation can be considered as a helical spiral defect in the crystal. Theaxis of the helix defines the associated dislocation line vector, l, as well as the associatedBurgers vector, b (i.e. b ‖ l).
(a) (b)
A
A
BB
CC
DD
E E
F F
GG
b
Figure 21: (a) A screw dislocation in a simple cubic crystal. The Burgers circuit is shown. (b) Burgerscircuit in a perfect crystal indicating the Burgers vector associated with the screw dislocation (GA).
b
Figure 22: Plan view of a screw dislocation in a simple cubic crystal.
Critically, because the Burgers vector and line vector of screw dislocations are parallel, screwdislocations may glide on a family of possible slip planes. In the same way that the move-ment of an edge dislocation caused shear of the crystal, (see Fig. 18), passage of a screwdislocation will shear a crystal.

DH32 Course D: Mechanical Behaviour of Materials DH32
4.2.3 Mixed dislocations
Dislocations may also be intermediate between edge and screw and are termed mixed dis-locations. The relative orientations of the line and Burgers vectors of edge, screw and mixeddislocations are shown in Fig. 23
slipped unslipped
(a)
edge
l
b
slipped unslipped
(b)
screw
l
b
slipped unslipped
(c)
mixed
l
b
Figure 23: Relative orientations of (a) edge, (b) screw and (c) mixed dislocations.
4.2.4 Dislocation loops
It is also possible to have a dislocation loop, as shown in Fig. 24. As before, the dislocation lineseparates the slipped from the unslipped crystal. The Burgers vector is the same all aroundthe dislocation loop but as the line vector changes from being parallel to the Burgers vectorto being perpendicular to the Burgers vector so the character of the dislocation changes fromscrew to mixed to edge and back again.
edge
slipped unslipped
screwlb
mixed
edge
screw
mixed
mixedmixed
unslipped
Figure 24: A dislocation loop. The Burgers vector is constant all around the loop whilst the characterchanges between screw, mixed and edge.

DH33 Course D: Mechanical Behaviour of Materials DH33
Figure 25: A plan view of a dislocation loop in a simple cubic crystal.

DH34 Course D: Mechanical Behaviour of Materials DH34
4.3 Motion of dislocations
The motion of an edge and a screw dislocation are shown in Fig. 26. Note that in both casesthe dislocation moves perpendicular to the dislocation line vector and the resultant slip ofthe crystal is equal to the Burgers vector of the dislocation. However, in the case of an edgedislocation the dislocation line lies perpendicular to the applied shear stress, whilst for a screwvector the dislocation line lies parallel to the applied shear stress
(a) (b)
(c)
Slipped
Unslipped
ττ
ττ
Figure 26: Schematic representations of the motion of (a) an edge dislocation and (b) a screw dislo-cation under an applied shear stress leading to shear of the crystal (c).
Note that for the crystal structure to be recovered after the passage of a dislocation theBurgers vector MUST correspond to a vector between lattice points. These are termed perfectdislocations. Other dislocations, not corresponding to lattice vectors, may exist but these willnot recover the original crystal structure in their wake.

DH35 Course D: Mechanical Behaviour of Materials DH35
Motion of dislocation loops
Under the action of a shear stress applied parallel to the Burgers vector a dislocation loop,like that shown in Fig. 24, will expand (or contract) in all directions. This can be understood byconsidering that the edge segments of the dislocation loop will move out in the direction of theapplied shear stress whilst the screw line segments will move out sideways, perpendicular tothe applied shear stress. Note that the top and bottom (and left and right) segments move inopposite directions because, whilst they have the same Burgers vector defined with referenceto the direction of the dislocation line marked on the diagram, they would have Burgers vectorsof opposite sense if Burgers circuits were drawn around them in the same direction.
edge
slipped unslipped
screwb
edge
screw
unslipped
Figure 27: Schematic representations of the motion of a dislocation loop.

DH36 Course D: Mechanical Behaviour of Materials DH36
4.4 Shear stress required to move a dislocation
As a dislocation is moved, bonds are required to break and reform. As such, a shear stresssufficient to overcome the associated energy barrier must be applied. This must move adislocation beyond its highest energy configuration.
Figure 28: (a) lowest and (b) highest energy configurations of an edge dislocation moving in a simplecubic crystal.
The energy barrier to move a dislocation from one position to the next is called the Peierl’s-Nabarro energy and the associated shear stress is called the Peierl’s-Nabarro stress, τP .
The Peierl’s-Nabarro stress cannot be easily calculated as it is very sensitive to the natureand directionality of the interatomic forces. However, a simple model gives
τP ≈ 3G exp
(−2πw
b
)(4.50)
where w is the dislocation width. This function is strongly dependent upon w/b.
The width of a dislocation is the distance over which atoms are significantly displaced fromtheir perfect crystal positions. This can be taken to be the region in which the atoms aredisplaced by & b/4. Note that at the core of the dislocation, the atoms are displaced by b/2.Schematic illustrations of wide and narrow edge dislocations are shown in Fig. 29.
0.25b0.25bw
0.25b0.25bw
Figure 29: Atomic disregistry in (a) wide and (b) narrow edge dislocations.

DH37 Course D: Mechanical Behaviour of Materials DH37
4.5 Force on a dislocation
The force acting on a dislocation as a result of an applied shear stress may be obtained byconsidering the work done in moving the dislocation - see Fig. 30
F
Figure 30: Movement of an edge dislocation with Burgers vector, b, under the action of an appliedshear stress.
If an edge dislocation of length, L experiences a force acting per unit length, F , then the totalforce acting over the dislocation will be FL.
The work done in moving the dislocation through the crystal a distance d is therefore FLd.
This must be equal to the work done by the shear stress, τ , which acts over the entire areaof the slip plane, Ld. Thus the work done in shearing the crystal a distance b is τLdb.
Hence,τLdb = FLd (4.51)
Therefore, the force per unit length acting on a dislocation as a result of an applied shearstress is
F = τb (4.52)
Applies to all types of dislocation
NB dot product→ = τb only if τ acts ‖ to b
Force always acts normal to the dislocation line (⊥ to l)

DH38 Course D: Mechanical Behaviour of Materials DH38
4.6 Slip systems
If we deform a single crystal of a material, we usually find that it deforms on a specific set ofparallel planes and in a specific set of directions within these planes.
The combination of the plane in which slip occurs (slip plane) and the direction (slip direction)together make up the slip system.
The slip system that operates in a given material is governed by the crystal structure andthe nature of the interatomic bonds. These are most commonly, but not always, the closestpacked planes and the closest directions within those planes.
For example, in a cubic close-packed metal, slip invariably occurs on the close-packed planes,{111}, and in the close-packed directions in those planes, 〈110〉.
Table 1: Slip systems in some common materials
Material Slip systemsfcc metals {111}〈110〉
bcc metals{110}〈111〉
(others occur at high T)C, Si, Ge {111}〈110〉
(diamond structure)
NaCl* {110}〈110〉
CsCl* {110}〈001〉
hcp metals{001}〈100〉
(others can also occur)
* and other ionic crystals with this structure
Figure 31: Slip systems and Burgers vectors of common crystal structures
Burgers vector of a (perfect) dislocation
→ must be a lattice vector
Other defects may exist but these lead to defects

DH39 Course D: Mechanical Behaviour of Materials DH39
4.7 Geometry of single crystal slip and Schmid’s law
If a stress is applied at an arbitrary angle to a single crystal, as shown in Fig. 32, eachavailable slip system will experience a resolved shear stress acting in the associated slipplane in the slip direction.
λφ
Force (F)
Force (F)
Area (A)
slip planenormal (n)
slipdirection
Figure 32: Geometry of slip during tensile testing of a single crystal.
If the normal to the slip plane makes an angle φ with the tensile axis then the area of theplane is A/ cosφ.
If the slip direction is at an angle of λ to the tensile axis then the resolved component of theapplied force, F , parallel to the slip direction is F cosλ.
The resolved component of the shear stress on the slip plane acting parallel to the slip direc-tion, τR, is therefore
τR =F cosλ
A/ cosφ(4.53)
=F
Acosφ cosλ (4.54)
For a given material we find experimentally that the value of τR at which slip occurs is con-stant. This value is called the critical resolved shear stress, τc. This is Schmid’s law. Thequantity cosφ cosλ is called the Schmid factor.
The relationship between the yield stress, σy, at which plastic deformation initiates and thecritical resolved shear stress is therefore
τc = σy cosφ cosλ (4.55)
Schmid factor→ Note the two cosine terms
(Both the area of the slip plane & the component of force in the slip direction change asdifferent slip systems are considered)

DH40 Course D: Mechanical Behaviour of Materials DH40
4.8 Determining the operative slip systems
During deformation, all of the available slip systems will experience a resolved shear stress.
As the critical resolved shear stress is the same for all slip systems, so we would expect theone with the greatest Schmid factor to yield first. If we know the orientation of the tensile axiswe can calculate the Schmid factor of all of the slip systems and identify the largest Schmidfactor. This is effective but time consuming.
For bcc and fcc structures there is a simple method that identifies the slip system with thegreatest Schmid factor very easily, called the OILS rule.
4.8.1 The OILS rule
For fcc metals, the slip systems are {111}〈110〉.
For bcc metals, the slip systems are {110}〈111〉
Using the OILS rule:
1. Write down the indices of the tensile axis [UVW ].
2. Ignoring the signs, identify the Highest, Intermediate and Lowest valued indices.
3. The slip direction in a fcc crystal is the 〈110〉 direction with zero in the position of theIntermediate index and the signs of the other two preserved.
or
The slip plane in a bcc crystal is the {110} plane with zero in the position of theIntermediate index and the signs of the other two preserved from the tensile axis.
4. The slip plane in a fcc crystal is the {111} plane with the sign of the Lowest valued indexreversed and the signs of the other two preserved from the tensile axis.
or
The slip direction in a bcc crystal is the 〈111〉 direction with the sign of the Lowest valuedindex reversed and the signs of the other two preserved.
The mnemonic OILS stands for zerO Intermediate, Lowest Sign.
Example of OILS rule: If the tensile axis is parallel to the [214] direction of a fcc crystal, thesequence is [ILH]. As the slip systems for fcc metals are {111}〈110〉
zerO Intermediate gives the slip direction as being [011]
and Lowest Sign reversed gives the slip plane as being (111)
Hence, in this case, the slip system with the largest Schmid factor is (111)[011].

DH41 Course D: Mechanical Behaviour of Materials DH41
Schmid factor calculation for the example above
cosφ can be obtained from the dot product of the normal to the slip plane and the tensileaxis.
cosφ =
111
· 2
14
√
3√
21=
5√63
= 0.630 (4.56)
Similarly cosλ can be obtained from the dot product of the slip direction and the tensileaxis.
cosλ =
011
· 2
14
√
2√
21=
5√42
= 0.772 (4.57)
Hence, in this case cosφ cosλ = 0.486.
Note that the largest possible value of the Schmid factor is 0.5 (cosφ = cosλ = 1/√
2).

DH42 Course D: Mechanical Behaviour of Materials DH42
4.9 Geometry as slip proceeds
Slip on a single system tends to cause lateral displacement (as well as axial extension). Ifthe grips used to hold the sample are aligned so as to prevent this, then the tensile axis willrotate towards the slip direction, as shown in Fig. 33.
λ0
bending
rotation
bending
(a) (b) (c)
λ1
slipdirection
λ1
(d)
Figure 33: Deformation of a single crystal with one operative slip system (a) before loading, (b) duringloading, (c) allowing rotation at the grips, (d) with fixed grips.
The spacing between the planes remains constant through the deformation and the numberof planes is conserved. Hence, l cosφ will remain constant as deformation proceeds. This isshown schematically in Fig. 34. Hence,
l◦ cosφ◦ = l1 cosφ1 (4.58)
Similarly, if we consider the section of the sample that contains both the slip direction and thetensile axis, by the same argument l cos(90◦ − λ) = l sinλ is constant. Hence,
l◦ sinλ◦ = l1 sinλ1 (4.59)
As slip proceeds and the slip direction rotates towards the tensile axis, the resolved shearstress on all available slip systems will change.
It is often more convenient to refer to this movement from the reference frame of the sampleand consider the tensile axis rotating towards the slip direction.
The direction of the tensile axis relative to the crystal lattice vectors as slip proceeds can alsobe obtained by adding multiples of the slip direction to the tensile axis indices. Using theexample we had earlier
TA = [214] + n[011] (4.60)

DH43 Course D: Mechanical Behaviour of Materials DH43
λslipdirection
l
slip planenormal
l
tensileaxis
tensileaxis
Figure 34: Geometry as slip proceeds showing the number of planes remains constant.
This continues until two of the indices have the same value (ignoring their signs). In the ex-ample we are working with this will occur when the tensile axis reaches [225]. At this point twoslip systems now have the same Schmid factor and slip proceeds on both of them. The newslip system can also be obtained by the OILS rule and, in our example, is (111)[101].
The subsequent reorientation of the tensile axis will now proceed by adding equal multiples ofboth slip directions to the tensile axis indices. Again, using the example we had earlier
TA = [225] + n[011] + n[101] (4.61)
As can be seen from this equation, the tensile axis will approach a 〈112〉 type direction, butwill never quite get there. For deformation along a 〈112〉 type direction the rotations inducedby the two slip systems exactly cancel.

DH44 Course D: Mechanical Behaviour of Materials DH44
4.10 The energy associated with a dislocation
The energy associated with the elastic distortion of the crystal around a dislocation can bemost readily estimated by examining a screw dislocation. Consider the annulus of materialaround a screw dislocation (see Fig. 35(b)). If this annulus is unwrapped we can see that theoriginal cuboid of material has been sheared.
r
dr
b
l
b
l
2πr
dr
(a) (b) (c)
Figure 35: Lattice distortion around a screw dislocation.
The associated shear strain of the annulus, γ, is
γ =b
2π r(4.62)
The volume of material in this annulus, V , is
V = 2π r l dr (4.63)
The shear strain energy per unit volume is 12Gγ
2. Hence the strain energy in this element,dU , is
dU =1
2G
(b
2πr
)2
(2π r l dr) (4.64)
The total strain energy can be obtained by integrating this expression between r = r◦, theradius at which the strain is too great to be treated as elastic, and some outer limit, r = r∞.It is also necessary to make allowance for the core energy (the energy associated with theregion for which r < r◦).
U =Gb2l
4π
∫ r∞
r◦
dr
r+ core energy (4.65)
=Gb2l
4πln
(r∞r◦
)+ core energy (4.66)
The challenge is to choose suitable values for r∞, r◦ and the core energy.

DH45 Course D: Mechanical Behaviour of Materials DH45
Clearly as r◦ approaches zero, Hooke’s law would suggest that the stress would becomeinfinite. However, the actual stress will remain finite (as dU/dr will remain finite). It has beensuggested that taking a limit of integration of r◦ = b/4 provides a slight overestimate of theactually stress and hence the strain energy density in the region immediately above r◦ that isapproximately equal to the core energy (see Fig. 36).
real
Figure 36: Strain energy density close to the dislocation core.
Similarly, r∞ cannot be larger than the crystal. In practice taking a value equal to half thedistance between dislocations is considered reasonable.
With such assumptions, the overall result is
U ≈ 1
2Gb2l (4.67)
A similar result can be obtained for an edge dislocation, but is more difficult to derive. Im-portantly, the energy of an edge dislocation is always higher than that of a screw disloca-tion.
It is often more useful to express the strain energy per unit length of dislocation, Λ.
Λ ≈ 1
2Gb2 (4.68)

DH46 Course D: Mechanical Behaviour of Materials DH46
4.11 Dislocation interactions
The distortion induced in a crystal by the presence of a dislocation leads to local tensile,compressive and shear stresses.
A screw dislocation only gives rise to localised shear stresses. As we saw earlier, the shearstrain associated with a screw dislocation is γ = b/2πr (from Eq. 4.62). Hence, the localshear stress acting along the axis of the dislocation is
τ = Gγ =Gb
2πr(4.69)
in which r is the radial distance from the dislocation core.
The local stress field around an edge dislocation is much more complex and contains ten-sile, compressive and shear stresses. However, by just considering the hydrostatic tensileand compressive stresses around an edge dislocation it is easy to visualise the local stressfields. Specifically, the extra half plane of atoms above the slip plane puts this region intocompression whilst the region below the slip plane goes into tension.
The stress fields associated with dislocations interact. The resulting stress at any point willthen be the sum of the stress contributions from each dislocation. As the elastic strain energyis proportional to the square of the local strain, it is energetically favourable for the stressfields to configure themselves to minimise this strain.
As a result, two dislocations of the same sign on the same slip plane will repel one another,whilst two dislocations of opposite sign on the same slip plane will attract one another. Sim-ilarly, dislocations of the same sign moving on different slip planes may be attracted to oneanother, and possibly form dislocation arrays.
C
T
C
T
C
T
C
T
(a) C
T
T
C
T
C
C
T
(b)
(d)(c)
Figure 37: Interactions between the hydrostatic stress fields surrounding (a) two dislocations of thesame sign moving on the same slip plane, (b) two dislocations of opposite sign moving on the sameslip plane, (c) two dislocations of the same sign moving on different slip planes, (d) two dislocations ofopposite sign moving on different slip planes.
Dislocation arrays may form that minimise the overall energy, as shown in Fig. 38.

DH47 Course D: Mechanical Behaviour of Materials DH47
(a) (b)
Figure 38: (a) original dislocation configuration. (b) dislocation array.
Figure 39: Dislocation arrays in a single-slip-oriented copper single crystal (from: Lepisto et al.,Materials Science and Engineering, 81 (1986) 457-463).

DH48 Course D: Mechanical Behaviour of Materials DH48
4.12 Dislocation reactions
If two dislocations combine, the new dislocation will have a Burgers vector, b3, which will bethe sum of the Burgers of the two dislocations from which it formed, b1 and b2.
The line vector of the new dislocation, l3, will be the intersection of the slip planes of the twooriginal dislocations.
The plane in which the new dislocation may slip will be the plane containing both its Burgersvector, b3, and its line vector, l3.
For such a dislocation reaction to occur, however, it must be energetically favourable. As theenergy associated with a dislocation is proportional to the square of the magnitude of theBurgers vector, dislocations will combine if
b23 < b21 + b22 (4.70)
This is known as Frank’s rule.
Consider the example of slip in the fcc single crystal we considered earlier.
The two slips systems that became active when the tensile axis rotated to [225] were
(111)[011] and (111)[101].
The associated Burgers vectors are therefore b1 =a
2[011] and b2 =
a
2[101].
If dislocations with these two Burgers vectors were to combine then the resultant dislocationwould have a Burgers vector
b3 = b1 + b2 =a
2[011] +
a
2[101] =
a
2[112] (4.71)
The square of the magnitude of the Burgers vectors of the two original dislocations are botha2/2, whilst the square of the magnitude of the Burgers vectors of the resultant dislocationwould be 3a2/2
In this case, b23 > b21 + b22, so we do not expect these dislocations to combine.

DH49 Course D: Mechanical Behaviour of Materials DH49
4.12.1 Interaction of dislocations on different slip systems: The Lomer lock
Dislocation interactions can have profound effects upon the plastic deformation behaviour ofmaterials.
Consider the example of the interaction of the dislocations moving on the following two slipsystems in a fcc metal. (111)[101] and (111)[110].
Figure 40: Dislocation interaction leading to the formation of a Lomer lock.
The associated Burgers vectors are b1 =a
2[101] and b2 =
a
2[110].
If these dislocations combine then the resultant dislocation would have a Burgers vector
b3 = b1 + b2 =a
2[101] +
a
2[110] =
a
2[011] (4.72)
In this case, the square of the magnitude of the Burgers vectors of the two original dislocationsand the resultant dislocation are all equal to a2/2. We therefore expect these dislocations tocombine as b23 < b21 + b22.
The line vector of the new dislocation, l3, must lie at the intersection of both slip planes, i.e.along [011] (or [011]), which is perpendicular to b3 (you can obtain this result using the WeissZone law). The new dislocation is therefore an edge dislocation and can glide in the planecontaining b3 and l3, i.e. (100).
Unfortunately, (100) is not a plane on which slip occurs in fcc metals. As such this dislocationwill not move - it is sessile and will block the movement of further dislocations on both slipplanes.
This type of sessile dislocation is called a Lomer lock.

DH50 Course D: Mechanical Behaviour of Materials DH50
4.13 Dislocation generation: Frank-Read sources
Once a dislocation has moved across a crystal and generated a step on the surface of thecrystal it is no longer available to participate in plastic deformation. The gross plastic defor-mation we see in metals therefore requires sources of dislocations. In practice, dislocationscan be created at free surfaces, grain boundaries and within grains.
The most famous type of dislocation source is a Frank-Read source - named after the twopeople who postulated its existence. This is shown in Fig. 41
τb
Figure 41: A schematic representation of the operation of a Frank-Read source
Imagine a dislocation with Burgers vector, b, of initial length, L, pinned at both ends. Withno applied shear stress, the dislocation will lie in a straight line, as this minimises its elasticstrain energy.
When a shear stress, τ , is applied, the dislocation will experience a force (F = τb) normalto the dislocation line. As the dislocation is pinned at both ends it will bow out, balancing theline tension (i.e. dislocation energy) and the force due to the applied shear stress.
As the shear stress and hence the force on the dislocation is increased, it will eventuallybecome unstable and bow outwards until it forms a loop. When the two segments at thebottom of the loop touch one another they annihilate each other as their line vectors aredefined in opposite directions, implying that their Burgers vectors will also be opposite.
Provided the shear stress is maintained, the dislocation loop formed may continue to prop-agate outwards whilst the remaining segment between the two pinning points may go on toproduce further dislocations.
An example of a Frank-Read source in silicon is shown in Fig. 42.
Figure 42: A Frank-Read source in Si (from: W.G. Dash, Dislocations and Mechanical Properties ofCrystals, ed. J.C. Fisher, Wiley New York, 1957.)

DH51 Course D: Mechanical Behaviour of Materials DH51
4.14 Jogs and kinks
Dislocations are rarely straight and may not lie entirely in a single slip plane. Steps which liein the same slip plane are termed kinks.
(a) (b)
Figure 43: Schematic illustration of kinks in (a) an edge dislocation, and (b) a screw dislocation.
Steps in the dislocation from one slip plane to another are termed jogs.
(a) (b)
Figure 44: Schematic illustration of a jog in (a) an edge dislocation, and (b) a screw dislocation.
As kinks lie in the same slip plane they do not inhibit the movement of the dislocation. In factthey may assist its motion, as atoms or vacancies diffusing to them may enable the dislocationto move at stresses below the critical resolved shear stress!
Although, in the case of the screw dislocation, the kink will have some edge character thescrew dislocation may now be confined to a single slip plane.
Kinks and jogs are formed by:
• The absorption of vacancies/ atoms• Intersection of propagating dislocations

DH52 Course D: Mechanical Behaviour of Materials DH52
4.14.1 The absorption of vacancies/ atoms
The absorption of vacancies or atoms into a dislocation may lead to the formation of kinks orjogs. This is a thermally activated process.
Similarly, if kinks or jogs are already present along the dislocation, they may get larger orsmaller (and possibly annihilate) as a result of this process. The mobility of atoms in mostmaterials is sufficient that an equilibrium exchange of atoms is set up between the slippedand unslipped crystals either side of the dislocation.
If it is energetically favourable for one process to dominate, for example under an appliedstress, the kink or jog may move.
This is most readily visualised with the migration of kinks in the extra half plane of an edgedislocation.
(a)
(b)
Figure 45: Movement of a kink in an edge dislocation by the transfer of vacancies/ atoms.
Spontaneous creation of double kinks by thermal motion
A dislocation may move under an applied shear stress lower than the critical resolved shearstress by the spontaneous formation and growth of double kinks. As this is a thermally acti-vated process it is favoured at higher temperatures.
(a) (b)
Figure 46: Formation and propagation of double kinks by thermal motion of atoms.

DH53 Course D: Mechanical Behaviour of Materials DH53
4.15 Climb and cross slip of dislocations
If dislocation glide on a given slip plane is inhibited by an obstacle it may be possible for thedislocation to migrate onto another slip plane and continue gliding from there. Two importantprocesses by which this can occur are: cross slip of screw dislocations and climb of edgedislocations.
Climb of edge dislocations
As the Burgers vectors and line vectors of edge dislocations are perpendicular to one another,they are confined to a single slip plane and, as such, it is not possible for edge dislocations toundergo cross slip.
Edge dislocations may, however, move onto other slip planes to avoid obstacles or to ar-range themselves into energetically favourable configurations by the process of dislocationclimb.
If a vacancy in the crystal structure migrates to the dislocation core, the segment of thedislocation where the vacancy is absorbed will rise by one atomic spacing. This is termedpositive climb.
It is also possible for extra atoms to diffuse to the edge dislocation core, moving the dislocationcore downward. This is termed negative climb.
(a) (b) (c)
Obstacle
Figure 47: Positive climb of a dislocation to bypass an obstacle.
Note that a lot of vacancies/ extra atoms may be required to raise or lower an entire edge dis-location to the next slip plane. The diffusion processes required for either positive or negativeclimb are thermally activated and therefore occur more readily at high temperatures.

DH54 Course D: Mechanical Behaviour of Materials DH54
Cross slip of screw dislocations
As the Burgers vector and line vector of screw dislocations are parallel, they may glide on thefamily of crystallographically related planes that contain these vectors. This enables thesedislocations to change the slip system in which they move to detour past obstacles.
Consider a screw dislocation with Burgers vector a/2[110] propagating along (111) as shownin Fig. 48. It will continue to slip on this slip plane until the local stress field changes so thatmotion on the (111) becomes preferred. At which point it will begin gliding on this new slipsystem.
Double cross slip may also be possible, as shown in Fig. 48(d). By this process, screwdislocations may move past obstacles in their initial slip plane.
[110](111)
(111)
(a)
(b)
(c)
(d)
b
Figure 48: Schematic illustrations of cross slip in a fcc metal. (a) A screw dislocation is gliding along(111). (b) The dislocation may begin slipping on (111) if it is favourable for it to do so. (c) The dislocationmay continue to propagate along (111). (d) Double cross slip back onto a (111) plane may also bepossible.

DH55 Course D: Mechanical Behaviour of Materials DH55
4.16 Plastic deformation of metallic single crystals
If we conduct a tensile test on a metallic single crystal we expect to see the normal strainincrease approximately linearly with applied normal stress, according to Hooke’s law, until thestress reaches the yield stress, σy. At this stress, the resolved shear stress on the slip systemwith the largest Schmid factor will be sufficient for dislocations to move.
As the crystal plastically deforms, the tensile axis rotates towards the slip direction, with aprogressive change in the Schmid factor.
4.16.1 hcp metals
During the deformation of hcp metals, only one slip system will operate. The critical resolvedshear stress will not vary during deformation, as shown in Fig. 49. However, as the tensile axis
Initialelastic strain
Plastic deformation
Figure 49: Shear stress vs shear strain typically observed for hcp metal single crystals.
rotates towards the slip direction, its Schmid factor will change. Depending upon the initialorientation of the crystal the Schmid factor may decrease (Fig. 50 - A) or it may first increasebefore decreasing (Fig. 50 - B). As a result, for some initial orientations, the tensile normalstress required to continue plastic deformation may actually decrease after yield (Fig. 50 - B).This effect is referred to as geometric softening.
Initialelastic strain
Plastic deformation
A
B
Figure 50: Normal stress vs strain observed for hcp metal single crystals. A - decreasing Schmidfactor. B - initially increasing Schmid factor (Geometric softening).

DH56 Course D: Mechanical Behaviour of Materials DH56
4.16.2 fcc metals
During the deformation of fcc metals, one or two slip systems will operate, depending uponthe orientation of the crystal. The critical resolved shear stress will vary during deformation,as shown below.
Initialelastic strain
Plastic deformation
Stage
I
Stage
II
Stage
III
Figure 51: Shear stress vs shear strain typically observed for fcc metal single crystals.
Stage I: One operative slip system. The tensile axis rotates towards the slip direction. Thecritical resolved shear stress remains constant but the Schmid factors on all slip systemschange. The extent of Stage I is determined by the initial orientation of the crystal. Stage I isoften referred to as easy glide.
Stage II: Two operative slip systems (duplex slip). The tensile axis has rotated into a positionin which two slip systems share the largest Schmid factor. Dislocations moving on these slipsystems interact with each other producing jogs, locks and pile ups. This leads to a rapidincrease in the critical resolved shear stress required to move further dislocations on theseslip systems. The increase in strength with plastic strain that arises by this process is referredto as work hardening or strain hardening .
Stage III: The resolved shear stress becomes sufficient to activate other slip systems andallow dislocations to bypass obstacles. The transition to stage III correlates with stacking faultenergy in fcc metals as cross-slip occurs more readily with higher stacking fault energies andtherefore the transition in such materials occurs at lower applied stresses.

DH57 Course D: Mechanical Behaviour of Materials DH57
4.16.3 Polycrystalline metals
In a polycrystalline metal, the orientation of the individual grains and hence also their Schmidfactors are different. The stress-strain curve (Fig. 52) shows no Stage I deformation behaviouras duplex slip and work hardening initiates after different plastic strains in each grain. As aresult, the stress-strain curve shows a continuous work hardening after yield.
Initialelastic strain
Plastic deformation
Figure 52: Normal stress vs strain typically observed for polycrystalline fcc metals.
For randomly orientated grains the average value of the Schmid factor is ∼1/3. This aver-age value is referred to as the Taylor factor. Hence for polycrystalline materials it might beexpected that
σy ≈ 3τc (4.73)
In practice, the yield stress of polycrystalline metals is often much higher than this due toeffect of grain boundaries. In a polycrystal, the deformation of each individual grain has to becompatible with that of its neighbours – i.e. there is a strong constraint effect. Multiple slipis normally required from the outset in virtually all grains in order to satisfy this requirement,and substantially higher stresses are needed for yielding and plasticity, compared with singlecrystals.

DH58 Course D: Mechanical Behaviour of Materials DH58
5 Strengthening mechanisms
5.1 Forest hardening
The dislocation density, ρ, is a measure of the total dislocation line length per unit volume or,equivalently, the number of dislocations intersecting unit area. It has units of m–2.
The average spacing between dislocations, L, is related to the dislocation density. If weassume we have a simple cubic array of dislocations, then an area of L2 has 1 dislocationpassing through it. Hence, ρ = 1/L2
With higher dislocation densities, dislocation motion becomes increasingly difficult due to thepresence of sessile dislocations blocking the easy glide of glissile dislocations. A greatershear stress is therefore required to push dislocations through the material resulting in higheryield strengths. This effect is known as forest hardening.
Figure 53: TEM micrograph of a creep deformed nickel alloy showing regions with high and lowdislocation densities.
Dislocation densities in metals range from ∼ 1010 m–2 in annealed metals to ∼ 1016 m–2 incold worked metals. These correspond to spacings of ∼ 10µm to 10 nm.

DH59 Course D: Mechanical Behaviour of Materials DH59
5.2 Dislocation pile ups and the effect of grain size
Dislocations will move along a slip plane until they encounter an obstacle. A grain boundaryforms such an obstacle as the dislocation cannot pass from one grain to the next. Instead thegrain must exert a sufficient stress on the neighbouring grain to initiate slip in it. Dislocationstravelling on the same slip plane will therefore accumulate at grain boundaries, forming adislocation pile-up, see Fig. 54.
Similar dislocations travelling on the same slip plane will repel each other. If there are ndislocations in a pile up, the stress at the obstacle will be n times the applied stress.
A B
Figure 54: Dislocation pile up a a grain boundary.
The effect of grain size on yield strength can now be understood. For macroscopic yieldingof the metal, slip must be initiated in all grains. If slip in a favourably orientated grain (A) isunderway a dislocation pile-up must be established that is capable of exerting sufficient stresson the neighbouring grain (B) to initiate yield. With a large grain size it is possible to reachthe necessary stress by forming a long pile-up. If the grain size is small only shorter pile-upscan be supported and hence a greater stress is required.
Experimentally, the tensile yield stress, σy, is seen to be related to the diameter of the grains,d by the Hall-Petch relation.
σy = σ◦ +k√d
(5.74)
in which, σ◦ is the intrinsic yield stress and k is a constant for the material.
Neighbouring grains:
→ constraint on deformation (“back-stress” on dislocations)
→ yield stresses much higher than for single crystals
→ finer grain size usually gives higher yield stress

DH60 Course D: Mechanical Behaviour of Materials DH60
5.3 Solid solution strengthening
The effect of solute atoms can best be understood by considering the interaction between thestress fields they produce and those of the dislocations with which they interact. Substitutionaland interstitial solute atoms act differently and must be considered separately.
vacancy substitutional defects
interstitialdefect
Figure 55: Lattice distortions associated with point defects
5.3.1 Substitutional solute atoms
If the substitutional solute atom is larger than the atoms in the crystal it resides in it willintroduce a spherically symmetric compressive stress field. If the solute atom is smaller, it willintroduce a spherically symmetric tensile stress field.
As the stress fields induced by either large or small solute atoms contain no shear stresscomponent, they will not interact with screw dislocations, because the stress fields of screwdislocations involve shear only.
Substitutional solute atoms may, however, interact with the stress fields generated by edgedislocations. It is favourable for the solute atoms to position themselves such that the overallstrain energy is minimised.

DH61 Course D: Mechanical Behaviour of Materials DH61
Larger solute atoms will position themselves in the tensile field of the dislocation (below theextra half plane of an edge dislocation - see Fig. 56(a)). Smaller solute atoms will positionthemselves in the compressive field (at the end of the extra half plane of an edge dislocation- see Fig. 56(b)). In practice, dislocations are much more mobile than substitutional soluteatoms. As such, the presence of solute atoms in the slip plane can be considered on thebasis of their relative size and where they sit relative to the gliding dislocation.
(a) (b)
Figure 56: (a) Larger solute atoms in the tensile field of an edge dislocation. (b) Smaller solute atomsin the compressive field of an edge dislocation.
For example, if a small solute atom sits just above the slip plane of an edge dislocation,it will attract the dislocation as this will form an energetically favourable configuration (seeFig. 56(b)). Similarly, if it was located on the other side of the slip plane it would be expectedto repel the dislocation.
As it is energetically favourable for the dislocation to be in certain arrangements with substi-tutional solute atoms, the dislocation will spend more time in these energetically favourableconfigurations. Overall this results in dislocation motion being retarded with a greater shearstress being required to move dislocations.

DH62 Course D: Mechanical Behaviour of Materials DH62
5.3.2 Interstitial solute atoms
Interstitial solute atoms typically have a stronger effect than substitutional solute atoms. Thismay be attributed to the larger strains they typically generate and, more importantly, theymay also produce asymmetric distortions of the crystal structure. The best known example iscarbon atoms in α-iron.
a
Octahedralinterstice
Figure 57: Carbon atom occupying an octahedral interstice in α-iron.
The octahedral interstice occupied by the carbon atom has two iron atoms at a distance ofa/2 from the centre of the interstice and four iron atoms at a distance of a/
√2 from the centre
of the interstice. If the atom in the interstice has a diameter greater than a− 2rFe it will inducean asymmetric distortion of the lattice.
Such asymmetric distortions can interact with both edge and screw dislocations.
The comparative effectiveness of solid solution strengthening with substitutional and intersti-tial additions is shown in Fig. 58
150
100
0
50
0 1.0 2.0% alloying element
Δσ
y (M
Pa)
C,N
Si
Mn
MoNi
Figure 58: Comparative effect of solid solution strengthening in α-iron. (from: F.B. Pickering and T.Gladman, ISI Special Report 81, Iron and Steel Inst., London, p109 (1963)).

DH63 Course D: Mechanical Behaviour of Materials DH63
Interstitial diffusion rates can be very high (see Fig. 59). In steels carbon atoms may thereforemigrate to dislocations very quickly (in a few hours at room temperature, a few seconds at150◦C, or virtually instantaneously at 300◦C).
0.001
0.01
0.1
1
10
100
Diff
usio
n di
stan
ce (
µm)
100
101
102
103
104
105
Time (s)
20˚C
150˚C
300˚C
Figure 59: Diffusion distances for (interstitial) carbon in α-iron.
These rapid diffusion rates can allow carbon atoms to locate themselves in every cross-sectional plane containing the dislocation (see Fig. 60). These accumulations of interstitialcarbon atoms at dislocations are said to form carbon atmospheres or Cottrell atmospheres.
Figure 60: Schematic depiction of the formation of a carbon atmosphere along the length of a dislo-cation in a steel.
Cottrell atmospheres can also have a profound effect upon the yield behaviour as a functionof temperature.

DH64 Course D: Mechanical Behaviour of Materials DH64
Luders bands
The stress-strain curve of a low carbon steel is shown schematically in Fig. 61.
σ
ε
Luders bands
yielded
unyielded
upper yield stress
lower yield stress
Figure 61: Schematic illustration of the occurrence of Luders bands associated with a localised dropin yield stress, observed with low-carbon steels.
The steel first starts to deform plastically at the upper yield stress as the dislocations escapefrom their Cottrell atmospheres.
During a tensile test, stress concentrations towards the ends of the sample will initiate yieldin those regions. As the dislocations in these regions are no longer pinned by their Cottrellatmospheres, the local yield stress will now be lower than that of the rest of the sample.Plastic deformation is therefore concentrated in these regions. However, as they deform theywork harden and the local yield stress will again rise.
Plastic deformation may continue at the lower yield stress by the movement of the boundarybetween the yielding and unyielding regions of the sample. These boundaries, or Ludersbands typically lie at ∼50◦ to the tensile axis and move together towards the centre of thesample. When they meet, continued plastic deformation will lead to work hardening and aprogressive increase in the yield stress.

DH65 Course D: Mechanical Behaviour of Materials DH65
Portevin-Le Chatelier effect
As the temperature increases, the shape of the stress-strain curves changes markedly as themobility of carbon atoms increases.
At high temperatures (∼300◦C) carbon atoms are sufficiently mobile to move with the dis-locations. As such, they no longer inhibit dislocation motion and provide no strengtheningeffect.
At intermediate temperatures (∼150◦C) the carbon atoms and dislocations move at compara-ble speeds. This enables dislocations to repeatedly escape their Cottrell atmospheres and forthem to reform. This produces serrations in the stress-strain curve. This behaviour is knownas the Portevin–Le Chatelier effect.
σ
ε
room temperature
150 ˚C
300 ˚C
Figure 62: Schematic stress-strain plots for low carbon steel, showing the Portevin-Le Chatelier effectwith increasing test temperature

DH66 Course D: Mechanical Behaviour of Materials DH66
5.4 Precipitate hardening
A highly effective method of restricting dislocation motion is through the use of precipitates inthe crystal matrix. Small coherent precipitates may be sheared by the passage of a disloca-tion.
(a)b
r
precipitate
matrix(b) (c)
Figure 63: Shearing of a coherent precipitate by a dislocation. (a) the dislocation approaches theprecipitate. (b) the precipitate has passed part way through the precipitate. (c) the dislocation hasexited the precipitate, leaving it sheared by the Burgers vector.
For precipitate shearing in this fashion, the increase in shear stress required for dislocationmotion, ∆τ , is proportional to the square root of the precipitate radius, i.e. ∆τ ∝
√r.
Larger precipitates will normally have a different crystal structure from the matrix. This pre-vents dislocations from the matrix passing directly into the precipitate. However, they maybow around the precipitate, leaving a dislocation loop around the precipitate (Fig. 64). This isknow as Orowan bowing.
(a) (b) (c) (d) (e)
Figure 64: Schematic depiction of Orowan bowing of dislocations around a pair of large, unshearableprecipitates leaving dislocation loops around them.

DH67 Course D: Mechanical Behaviour of Materials DH67
5.4.1 Stress required to bow dislocations between precipitates
Consider a dislocation bowing between two precipitates separated by a distance, L (Fig. 65).The peak curvature of the dislocation line, and hence also the peak energy, will occur whenthe dislocation forms a semi-circle between the precipitates.
θ
dθ
r
R
dl
L
Figure 65: Force on a short segment of a dislocation to bow it between two precipitates.
For a segment of the dislocation of length, dl, the force acting normal to the segment is Fdl.Thus the resolved component of the force acting in the vertical direction is∫ π
0F sin θdl =
∫ π
0F sin θ
(L
2dθ
)=FL
2[− cos θ]π0 = FL = τbL (5.75)
This force is balanced by the line tension of the dislocation in the downwards direction at eachprecipitate. The line tension is equivalent to the energy per unit length of the dislocation ateach precipitate and is given by Λ = Gb2/2. Thus,
τbL = 2
(Gb2
2
)(5.76)
The bowing stress or Orowan stress required to bow a dislocation between precipitates sep-arated by a distance, L, is therefore
τ =Gb
L(5.77)
Note that as the Orowan stress is inversely proportional to the precipitate spacing we needvery fine arrays of precipitates to provide significant strengthening.

DH68 Course D: Mechanical Behaviour of Materials DH68
5.4.2 Transition from cutting to bowing and maximum hardening
If the precipitates are very small (and coherent) they may be sheared readily providing lit-tle hardening. As their radii increases (and number density decreases for constant volumefraction), so the resistance to dislocation cutting will increase with
√r. Eventually it becomes
easier for the dislocations to bow between the precipitates rather than cut them. Further in-creases in precipitate radii will result in a decrease in the critical resolved shear stress with1/r. A peak strength will be seen at the transition from precipitate cutting to Orowan bowing(Fig. 66).
BowingCutting
Δτc
rFigure 66: Change in the critical resolved shear stress as a function of precipitate radius in precipitatehardened alloys showing the transition from cutting to bowing mechanisms.

DH69 Course D: Mechanical Behaviour of Materials DH69
5.4.3 Changing strengthening mechanisms during age hardening
In nucleating and growing precipitates in an alloy from a supersaturated solid solution, sev-eral factors will contribute to the strength of the alloy and these will change with time (seeFig. 67).
• Solute hardening
At short ageing times the majority of the strength of the alloy will come from solid solu-tion strengthening in the supersaturated solid solution. This will decrease with time assolute is rejected from the matrix to form the precipitates.
• Coherency strains
The coherent and semi-coherent precipitates that form in the early stages of ageing willdistort the lattice in which they sit. This induces coherency strains in the matrix whichextend the range of influence of the precipitates and inhibit dislocation motion. At thisstage the coherent precipitates may be readily sheared by dislocations.
• Precipitate cutting
As the coherent and semi-coherent precipitates become larger significantly larger stressesare required to shear the precipitates.
• Orowan bowing
As the precipitates become large and the distance between precipitates increases, dis-location bypass by bowing becomes possible. This becomes easier as the precipitatearray becomes coarser (over-ageing).
overall yield stress
solution strength-
ening
coherency strength-
ening
precipitate cutting
precipitate bypass
(Orowan
yiel
d st
reng
th, σ
y
aging time
Figure 67: Origins of changes in yield stress of an age hardenable alloy as a function of heat treatmenttime.

DH70 Course D: Mechanical Behaviour of Materials DH70
Precipitate hardening in Al-Cu alloys: If we quench an Al-Cu alloy from the single phasefield we obtain a supersaturated solid solution. Ageing the alloy will first lead to coherentGunier-Preston (GP) zones, then coherent θ”, then semi coherent θ′ and finally incoherentprecipitates θ. As the precipitates age their average size and spacing will increase. This willbe accompanied an initial increase in yield stress with ageing time followed by a decrease inyield stress with longer ageing times, see Fig. 68.
Figure 68: Hardness of Al-Cu alloys (related to yield stress) as a function of heat treatment time attwo different temperatures. (from: J. Silcock, et al., Inst. Metals, 82, 239, 1953-54.)
• Higher peak strength at lower T• Longer to reach peak strength at lower T (note the log scale)• Sometimes get multiple peaks (optimum precipitate size of a given type)

DH71 Course D: Mechanical Behaviour of Materials DH71
Images of the precipitates in an Al-Cu alloy are shown in Fig. 69.
Figure 69: TEM micrographs of Al-Cu alloys at different stages of ageing:GP zones (from: R.B. Nicholson & J. Nutting, Phil. Mag., 3, 531, 1958), θ” (from: R.B. Nicholson et al., J. Inst.Metals., 87, 431, 1958-59), θ′ (from: G.C. Weatherly & R.B. Nicholson, Phil. Mag., 17, 813, 1968), θ (from: G.A.Chadwick, Metallography of phase transformations, Butterworths, London, 1973).
The nature of the precipitates also has a pronounced effect upon the rate of strain hardening(see Fig. 70). Whilst GP zones may provide significant strengthening, once slip starts the
σ Aged to peak hardness
ε
Underaged to produce GP zones
Overaged
Solid solution
Pure Al
Figure 70: Schematic illustrations of the stress-strain curves of Al-Cu alloys after different stages ofageing.
precipitates may be repeatedly sheared by dislocations and the yield stress may actuallydecrease. As dislocations may pass through the entire crystals relatively unhindered the rateof strain hardening is low.
In the peak hardened and overaged states, dislocations must bow around precipitates. Theincrease in dislocation debris (loops, tangles, etc) left by the process inhibits the passage offurther dislocations and the material strain hardens rapidly.

DH72 Course D: Mechanical Behaviour of Materials DH72
5.5 Partial dislocations and stacking faults
In practice, it is often energetically favourable for dislocations to dissociate into dislocationswith smaller Burgers vectors.
Consider the (111) plane of an fcc metal. The crystal structure is restored after the passageof a perfect dislocation that shifts atoms in a B position to the next B position. The Burgersvector required to do this is shown by b1 = a/2[101] in the figure below.
A A A
A A A
B B
C C
C C
b1
b2 b3
Figure 71: The (111) plane of an fcc metal. Atoms in the A layer are drawn. The B and C layer atomicpositions are marked.
An alternative path between B positions is to first shift an atom in a B position to a C positionand then on to the next B position. This requires the passage of two smaller dislocations thatare not lattice vectors, and are shown by b2 = a/6[211] and b3 = a/6[112]. These are referredto as partial dislocations.
In an fcc metal these partial dislocations will have Burgers vectors of a/6〈112〉
After passage of the first dislocation with Burgers vector b2, the stacking sequence willchange from
A B C A B C A B C
to
A B C A C A B C A
This generates a stacking fault. The passage of the second dislocation with Burgers vectorb3 will restore the original structure. An illustration of a stacking fault formed between twopartial dislocations is shown in Fig. 72.
Consider the dissociation of the dislocation b1 into the two partial dislocations, b2 and b3.
a
2[101]→ a
6[211] +
a
6[112] (5.78)
The energies of these dislocations are proportional to
a2
2→ a2
6+a2
6=a2
3(5.79)
Hence, the dissociation of the dislocation into partial dislocations is energetically favourable.

DH73 Course D: Mechanical Behaviour of Materials DH73
Monday, 23 January 12
Figure 72: A stacking fault in a fcc (or hcp) metal.
Once a perfect dislocation has dissociated into two partial dislocations, the elastic stressfields will cause the partial dislocations to repel each other, generating an extended stackingfault between them. As there is an energy penalty associated with forming the stacking fault(stacking fault energy). The width of the stacking fault will be limited by the condition wherethe net repulsive force (or reduction in elastic strain energy) between the partial dislocationsequals the total stacking fault energy.
Hence, if the stacking fault energy (per unit area) is low, the two partial dislocations may bewell separated. If the stacking fault energy is high, then these two partial dislocations will beclose together.
The stacking fault energy has a strong influence on the ease with which cross-slip may occurin fcc metals. A perfect screw dislocation may cross-slip readily. However, as partial dislo-cations have both screw and edge components they may not cross-slip directly. Instead theymust recombine before cross-slip can occur. As a consequence, the onset of Stage III isdelayed in metals with low stacking faults energies (e.g. brass and stainless steels) and theywill work-harden rapidly.
Table 2: Stacking fault energies of selected fcc metals (in mJ m−2).
Ag Al Au Cu Ni Pd Pt Rh Ir16 166 32 45 125 180 322 750 300

DH74 Course D: Mechanical Behaviour of Materials DH74
5.6 Order hardening
For those compounds that show an transition between ordered and disordered (related) struc-tures an abrupt change in strength is often seen. For example, in β brass a large change inthe critical resolved shear stress is observed around the order-disorder transition at 470◦C.
1
2
3
4
5
400 440 480 520Tc
τc (MPa)
Temperature ˚C
00.20.50.6Long range order
Figure 73: Effect of order/disorder on the critical resolved shear stress of β brass [from: N. Brownin Mechanical Properties of Intermetallic Compounds, J.H. Westbrook (ed), John Wiley and Sons,(1960)]
In bcc metals, like high temperature β brass, slip would be expected on the {110}〈111〉 slipsystems. The associated Burgers vectors are a/2〈111〉. However, these are not lattice vec-tors in the CsCl structure, like low temperature β brass. The passage of such a dislocationthrough a crystal with the CsCl structure would therefore generate a layer with energeticallyunfavourable like-like bonds.
This energetically unfavourable layer is called an anti-phase boundary and is a 2D planardefect.
The passage of a second a/2〈111〉 dislocation following the first one will restore the originalstructure. The two dislocations (and their anti-phase boundary) collectively form a superdislo-cation and the individual dislocations are often referred to as superpartial dislocations.
Superdislocations can be incredibly effective in strengthening materials at high temperature(more on this in Course F).
Antiphase boundaries are therefore associated with dislocations at either end in a similarway that stacking faults are associated with partial dislocations, as described previously. Asbefore, if the energy associated with the antiphase boundary is low these two dislocations

DH75 Course D: Mechanical Behaviour of Materials DH75
[001]
[110]
Figure 74: (110) plan view of the CsCl structure showing the formation of an anti-phase boundaryafter a displacement of a/2[111].
may be well separated. If the energy associated with the antiphase boundary is high, thesetwo dislocations will need to be close together.
Note that in the CsCl structure, the shortest vectors between lattice points are a〈110〉. Theseare much longer than a/2〈111〉 dislocations and therefore have a much greater energy asso-ciated with them.

DH76 Course D: Mechanical Behaviour of Materials DH76
5.7 Plastic deformation by cooperative shear - Twinning
Whilst dislocation motion is the predominant deformation mechanism in most metals at roomtemperature, plastic deformation may also occur by other mechanisms.
Another important deformation mechanism is the co-operative (simultaneous) shearing ofsuccessive atomic planes. If the crystal structure formed by this process differs from theoriginal structure it is termed a martensitic phase transformation. If the crystal structureformed is the same as the original, but in a different orientation, it is termed deformationtwinning or mechanical twinning.
It is called twinning because the crystal either side of the twin boundary are mirror images ofeach other.
Deformation twinning occurs through a combination of a twinning plane and a twinning di-rection. These are analogous to the slip plane and slip direction that define deformation bydislocation slip.
Table 3: The twinning planes and twinning directions seen in selected crystal structures.
Crystal structure Twinning plane Twinning directionbcc {112} 〈111〉bct {011}, {102}, etc 〈100〉, 〈201〉, etcfcc {111} 〈112〉
As with other shear processes, the shear associated with twinning (twinning shear) is simplythe displacement parallel to the plane divided by the interplanar separation.
Slip
→ Lattice unaffected
→ can generate large shear displacements on a single plane (by repeated passage of dislo-cations)
Deformation Twinning
→ can generate similar type of displacement, but homogeneously distributed
→ elastic strain due to constraint from surrounding material (in polycrystals)

DH77 Course D: Mechanical Behaviour of Materials DH77
Twinning in fcc metals
Fcc metals rarely undergo significant deformation twinning, except under specific conditions(e.g. Cu or Ag-Au alloys at cryogenic temperatures and alloys with low stacking fault ener-gies, such as TWIP steels and Ni-Co alloys). However, the twinning process in fcc metals isperhaps the easiest to visualise. It requires the shear of each successive {111} plane. Thisis shown schematically in Fig. 75 below.
Layer A A
A
A A
A
A
AA
parent
parent
twin
AA
A
{111} in fcc
(a/6)[112]
A
ALayer B
B
B
B
B
B
B
B
BB
B
BLayer C
C
C
C C
CC
CC
C C
C
[001]
[110]
twin
[112]
parent
Figure 75: Stacking sequence changes during shearing of {111} planes in the fcc structure to form atwin.
Each successive atomic plane is displaced by a/6〈112〉. The magnitude of this displacementis δ = a/
√6. Hence, the twinning shear in fcc metals is
Twinning shear =δ
d111=a/√
6
a/√
3=
1√2
(5.80)

DH78 Course D: Mechanical Behaviour of Materials DH78
Effect of temperature: Deformation twinning is athermal (does not require thermal acti-vation). This is in contrast to dislocation glide, which does show temperature dependence,particularly if cross-slip or climb are required. Deformation twinning is therefore favouredat lower temperatures. The temperature dependence of dislocation glide and deformationtwinning are shown in Fig. 76 below.
τcrit
T
Ambient T
Slip(low strain rate)
Twinning
Slip(high strain rate)
Figure 76: Effect of temperature and strain rate on dislocation slip and deformation twinning.
Effect of strain rate: Deformation twinning typically requires higher shear stresses thandislocation glide (at room temperature). However, it occurs very quickly, propagating at thespeed of sound in the material. As such, deformation twinning may become favoured athigher strain rates.
Effect of crystal structure: Deformation twinning is more likely to occur in crystal systemsin which limited slip systems are available (e.g. hcp metals) or where dislocation mobility isimpaired.

DH79 Course D: Mechanical Behaviour of Materials DH79
Morphology of twins
Deformation twins typically display a lenticular (lens like) shape as it is necessary to maintainstrain compatibility at grain boundaries. In contrast, annealing twins formed naturally at hightemperature in the absence of stress typically display straight interfaces. Such twins arecommon in materials with very low twin boundary energies.
Annealing Twins Deformation Twins
Figure 77: Schematic representation of the morphologies of annealing and deformation twins.
Figure 78: Annealing twins in an α brass (DoIT-PoMS micrograph library number 430)
Figure 79: Deformation twins in commercially pureTi. (Courtesy of N.G. Jones)
All twins crystallographically-related to parent grain
Annealing twins• formed by reconstructive (diffusional) processes during heat treatment (often as recrys-
tallisation occurs)• boundaries usually straight (fully coherent)• common in materials with very low twin boundary energy
Deformation twins• formed by cooperative shear, accommodating imposed shear strain• often lens-shaped, since anchored to grain boundaries at ends

DH80 Course D: Mechanical Behaviour of Materials DH80
6 Fracture
The catastrophic extension of cracks throughout the thickness of a component is termedfracture. In brittle materials, where no plastic deformation occurs, brittle fracture is to beexpected. However, it is also possible for materials that exhibit plastic deformation to fail ina similar catastrophic fashion by ductile fracture. In both cases, understanding the circum-stances under which fracture may occur is therefore critical and has been addressed throughthe field of fracture mechanics.
In brittle materials, the path of the fracture surface may pass straight across grain bound-aries in transgranular fracture or follow the path of grain boundaries in intergranular fracture.Examples of the fracture surfaces from these two modes of failure are shown below.
Figure 80: Example of a transgranular fracture surface on a notched low carbon ferritic steel (DoIT-PoMS micrograph library number 143).
Figure 81: Example of a intergranular fracture surface on HY100 forging steel (DoITPoMS micrographlibrary number 146).

DH81 Course D: Mechanical Behaviour of Materials DH81
6.1 Estimate of ideal fracture stress
The ideal fracture stress of a material can be estimated by considering the interatomic forcesbetween atoms.
If the atomic bonds across the surfaces that are being pulled apart are separated by a dis-tance of r◦, there will be A/r2◦ bonds crossing the area, A. The force on each bond is there-fore
F = σr2◦ (6.81)
Given that the force on a bond may be related to the potential energy of the bond, U , by
F =dU
dr(6.82)
The stress across the bond isσ =
1
r2◦
dU
dr(6.83)
The Young’s modulus is related to the potential energy of the bond by
E =1
r◦
d2U
dr2
∣∣∣∣r◦
(6.84)
Using the Lennard-Jones potential, the Young’s modulus can be approximated by
E =72Umin
r3◦(6.85)
Hence,
Umin =Er3◦72
(6.86)
Substituting this expression for Umin into the Lennard-Jones potential, the stress can be ob-tained
σ =E
6
((r◦r
)7−(r◦r
)13)(6.87)
This has a maximum value at
r = r◦
(13
7
) 16
(6.88)
Substituting this value into the equation for the stress, the maximum stress is therefore
σmax =
(7
169
)(7
13
) 16
E = 0.0373E (6.89)
For a material with a Young’s modulus of 300 GPa, a value typical of many ceramics, the ex-pected fracture stress is therefore ∼ 11.2 GPa. In practice is it almost impossible to approachsuch theoretical fracture stresses due to the presence of cracks, holes or flaws in the material.We will examine this effect in the next section.

DH82 Course D: Mechanical Behaviour of Materials DH82
6.2 Griffith criterion
Alan Arnold Griffith, one of the pioneers of fracture mechanics, used energetic considerationsto determine when a crack present in a material under stress will grow. For such a crack togrow, sufficient energy must be supplied to allow the crack to extend. This energy can comefrom the stored elastic strain energy in the material or work done by the applied stress.
Following this approach, consider a plate subjected to an applied stress, σ, with a pre-existingcrack of length 2c at its centre, as shown in Fig. 82. As the crack extends by a length, dc,at each end it relaxes the elastically strained material around it. This is shown by the dottedregion.
σ0
σ0
c
dc
Figure 82: Stress-free region shielded by a crack from the applied load.
The strain energy per unit volume in an elastically stressed material is given by
Eε2
2=σ2◦2E
(6.90)
The strain energy released by the extension of the crack by dc at each end is the product ofthis expression and the increase in the stress-free volume.
The shape of the stress-free region is not well-defined, and the stress was not uniform withinit before the crack advanced, but taking the relieved area to be twice that of the circle havingthe crack as the diameter gives a fair approximation. Thus, for a plate of thickness, t, theenergy released during incremental crack advance under a stress of σ◦ is given by
dW =σ2◦2E
2 (2πc t dc) =2σ2◦πc t dc
E(6.91)

DH83 Course D: Mechanical Behaviour of Materials DH83
6.2.1 The strain energy release rate
The concept of stored elastic strain energy being released as the crack advances is central tofracture mechanics. The strain energy release rate (crack driving force) is usually given thesymbol G (not to be confused with shear modulus or Gibbs free energy!). It is a ‘rate’ withrespect to the creation of new crack area (and so has units of J m–2) and does not relate totime in any way. It follows that
G =dW
new crack area=
(2σ2◦πc t dc
)/E
(2t dc)= π
(σ2◦c
E
)(6.92)
The value of the constant (π in this case) is not well defined. It depends on specimen ge-ometry, crack shape/orientation and loading conditions. In any event, the approximation usedfor the stress-free volume is simplistic. However, the dependence of G on (σ2◦c/E) is moregeneral and has important consequences.
G ∼ σ2◦c
E
The strain energy release rate is therefore:* Larger for larger cracks (flaws)* More energy released (per unit of new crack area) when longer cracks propagate* Larger under larger applied stresses
6.2.2 Fracture energy (crack resistance)
In order for crack propagation to be possible, the strain energy release rate must be greaterthan or equal to the rate of energy absorption (expressed as energy per unit area of crack).This energy requirement is sometimes known as the Griffith criterion. For a brittle material thisfracture energy is simply given by 2γ (where γ is the surface energy, with the factor of 2 arisingbecause there are two new surfaces created when a crack forms). It can be considered asa critical strain energy release rate, Gc. It is a material property. It is sometimes termed thecrack resistance or work of fracture. The fracture strength can therefore be written as
G ≥ Gc = 2γ (6.93)
Therefore, combining this inequality with the expression for the strain energy release rate weobtained earlier
π
(σ2◦c
E
)≥ Gc = 2γ (6.94)
Rearranging this expression, the fracture stress, σ∗, is
σ∗ =
√2γE
πc(6.95)

DH84 Course D: Mechanical Behaviour of Materials DH84
6.2.3 Critical flaw size and ’toughening’ by flaw removal
If a component is to be subjected to a particular stress level in service, then the conceptemerges of a critical flaw size, c∗,which must be present in order for fracture to occur
c∗ ≈2γE
πσ2◦(6.96)
Fig. 83 shows predicted values of the fracture stress for Al2O3 obtained using this equationand data from the databook (Gc = 0.05 kJ m−2, E = 390 GPa). Note that the tensile strengthof Al2O3 given in the databook of 500 MPa corresponds to a critical crack size of 0.025 mm .
10
2
4
6
100
2
4
6
Fra
ctur
e st
ress
(M
Pa)
0.01 0.1 1 10 100
Critical crack length (µm)
Figure 83: Fracture stress of Al2O3 as a function of crack size.
If high stress levels (∼several hundred MPa) are to be sustained, then all sizeable flaws (&1 µm) must be removed. This can often be done by various kinds of surface treatment, someof which put the surface into compression (close up cracks). However, it should be noted that,while these procedures can raise the maximum tolerable stress, they do not actually changethe material toughness (fracture energy), which is still equal to 2γ (for a brittle material).
It’s also worth noting that certain conditions, such as a corrosive environment or a repeatedlycycled load (fatigue), can cause cracks to elongate progressively with time, even if they areinitially below the critical length for fast (unstable) fracture. Clearly this may eventually leadto unstable (energetically favoured) crack growth. Fortunately, many materials are not brittle,and so can sustain relatively high stress levels without fracturing, even in the presence oflarge flaws.
Can apparently “toughen” by reducing the size of the largest flaw present.
As most flaws are likely to be found on the surface
→ polish surface
→ put surface into compression (eg “shot peen”, quench surface of glass plates) (BUT,doesn’t raise the fracture energy→ that is real “toughening” of material)

DH85 Course D: Mechanical Behaviour of Materials DH85
6.3 Ductile fracture
In the calculations in the preceding section we did not consider the effect of stress concen-trations around the crack tip.
Figure 84: Schematic repre-sentation of the ‘lines of force’that lead to stress concentra-tions around crack tips.
Inglis examined this mathematically, focussing on the crack tip region, and derived the follow-ing expression for the peak stress, σmax, in terms of the applied stress, σ◦.
σmax = σ0
(1 + 2
√c
r
)(6.97)
where 2c is the crack length (c for a surface crack) and r is the radius of curvature at the tip.(It follows that the stress concentration factor for a circular hole is 3.) The stress distributionahead of a crack tip is shown schematically in Fig. 85.
x y
c
2c
σ0
σ0
σ0
σmax
r
(a) (b)
Figure 85: Stress concentration at a crack tip: (a) loading of a flat plate containing an ellipsoidal crackand a surface crack and (b) schematic stress distribution in the vicinity of the ellipsoidal crack.
In ductile materials, the high stresses in the vicinity of the crack tip may result in local plasticdeformation producing a zone of plasticity. This is shown in Fig. 86. This local plasticitylimits the peak stress to approximately the yield stress of the material, σy, and increases

DH86 Course D: Mechanical Behaviour of Materials DH86
the radius of curvature, r, at the crack tip and thereby also reduces the stress concentrationeffect. Critically, this local plastic deformation requires work to be done, most of which isdissipated as heat. This demands a much higher strain energy release rate to propagate thecrack.
σ0
σ0
σ0
σ σmax
X Y
X Y
σ0
σ0
σ0
σσmax = σy
X Y
X Y
Figure 86: Crack tip shapes and stress distributions for (a) brittle and (b) ductile materials.
Stress concentration at crack tip
• stimulates plasticity• blunts the crack tip• reduces the peak stress (to ∼ σY )• increases energy absorption

DH87 Course D: Mechanical Behaviour of Materials DH87
6.3.1 Effect of plasticity on fracture energy
The Griffith criterion is only truly valid for brittle materials. However, Irwin proposed (1948)that the Griffith condition could be modified to include the plastic work done during crackadvance, γp
G ≥ Gc = 2 (γ + γp) (6.98)
As before, we can write
π
(σ2◦c
E
)≥ Gc = 2 (γ + γp) (6.99)
which can be rearranged to give the associated fracture stress
σ◦ =
√2 (γ + γp)E
πc(6.100)
The extra energy required by γp make a big difference. Gc for metals (∼1-100 kJ m−2)� Gcbrittle materials (ceramics, glasses etc) (∼1-100 J m−2)
6.3.2 Stress intensity factor
In most cases, the Inglis stress concentration equation (Eqn. 6.97) can be approximatedby
σmax = σ0
(1 + 2
√c
r
)≈ 2σ◦
√c
r(6.101)
Since a critical stress is needed at the crack tip to open up the atomic planes, it follows thatcrack propagation is expected when
σ◦√c ≥ critical value (6.102)
where the critical value is expected to be constant for a given material, but to vary betweenmaterials (σmax
√r is constant for a given material). In the 1950’s, Irwin proposed the concept
of a stress intensity factor, K, such that
K = σ◦√πc (6.103)
The stress intensity factor (units of MPa√
m) scales with the level of stress at the crack tip.Fracture is expected when K reaches a critical value, Kc, the critical stress intensity factor,which is often termed the fracture toughness.
K ≥ Kc {crack tip conditions} → analogous to G ≥ Gc {global energy balance}

DH88 Course D: Mechanical Behaviour of Materials DH88
6.3.3 Uniting the stress and energy approaches
There are clearly parallels between K reaching a critical value, Kc, and G reaching a criticalvalue of Gc. The magnitude of K can be considered to represent the crack driving force,analogous to G. Consider again the Griffiths energy criterion
G ≥ Gc , i.e. π
(σ2◦c
E
)= G (6.104)
Therefore,σ◦√πc∗ ≥
√EGc = Kc (6.105)
It can be seen that this is similar in form to Eqn. 6.103. It follows that
K =√EG and Kc =
√EGc (6.106)
Kc → “fracture toughness” (critical stress intensity factor)
Gc → “fracture energy” (critical strain energy release rate)
While it is reassuring to be able to treat fracture from both stress and energy viewpoints, it isnot immediately apparent what advantages are conferred by using a stress intensity criterion,rather than an energy-based one. However, in practice it is possible to establish K values,and corresponding Kc values, for various loading and specimen geometries, whereas this isnot really possible with an energy-based approach. (The 3-D stress state at the crack tip, andhence the size and shape of the plastic zone, can be affected by specimen thickness andwidth.) Moreover, rates of sub-critical crack growth (progressive advance of a crack, due to acorrosive environment or cyclic loading) can often be predicted from the stress intensity factor,since it is directly related to conditions at the crack tip, whereas the strain energy release rateis a more global parameter.

DH89 Course D: Mechanical Behaviour of Materials DH89
6.3.4 Ductile rupture
The preceding section suggests that the Griffith criterion may be applied to ductile materialsand that they should be as sensitive to flaws as brittle materials, although they would havehigher fracture stresses for a given crack size. In practice, failure stresses are not system-atically higher for ductile materials, although they certainly fracture less readily and requiremuch more energy input. Furthermore, ductile materials show little or no sensitivity to initialflaw size. The differences between these modes of fracture, which are illustrated in Fig. 87below are clearly important.
Figure 87: Micrographs of fractured specimens, and schematic depictions, of different modes of fail-ure, showing (a) ductile rupture, (b) moderately ductile fracture and (c) brittle fracture.
Figure 88: Example of a fracture surfaceon aluminium (DoITPoMS micrograph librarynumber 83).
Very ductile materials often fail by ductile rup-ture (progressive necking down to a point), withlittle or no crack propagation as such. The fail-ure stress in such cases can only be predictedby analysis of the plastic flow and Eqn. 6.100 isirrelevant. In practice, such highly ductile mate-rials are too soft to be useful for most purposes.However, fracture of engineering metals is com-monly preceded by significant amounts of plas-tic flow and some necking, (Fig. 87(b)). Clearly,use of Eqn. 6.100 requires care in such cases. Itshould be noted that, even if the fracture stressis not very high, a good toughness will ensurethat components are durable and robust under arange of service conditions. An example of a highmagnification image of fracture surface followingductile rupture is shown in Fig. 88.
Often get extensive macroscopic plastic flow be-fore fracture→ “Necking”
True stress at fracture of the neck may be high, but the nominal stress (apparent strength) isoften quite low

DH90 Course D: Mechanical Behaviour of Materials DH90
6.4 The Ductile-Brittle Transition Temperature (DBTT)
Toughness is sensitive to plastic flow characteristics, which can change with T . As such,fracture behaviour can change on heating or cooling. In general, heating leads to increasedplasticity and hence an improved toughness. There is thus less concern about fracture athigher T , and more about excessive plastic flow. Conversely, as T is reduced, fracture be-comes of greater concern.
There is a broad relationship between strain rate and T . Increasing the strain rate is oftensimilar to reducing T , since both tend to inhibit dislocation motion. Hence, fracture is oftenmore likely if a higher strain rate is imposed (although relatively large changes in strain ratemay be needed to generate the same effect as a relatively small change in T ).
It is conventional when investigating the onset of brittleness that a fairly high strain rate is usedto reflect the most demanding conditions likely to be encountered in service, e.g. by impactinga specimen with a pendulum. This also provides a convenient method of characterising thetoughness, since the recovery height of the pendulum after fracturing the specimen gives anindication of the energy absorbed, which may be related to the specimen toughness.
Figure 89: Impact energy as a function of temperature for several materials, some of which exhibitductile to brittle transitions on cooling.
The data shown in Fig. 89 illustrate how the toughness (measured by impact testing) of a fewmaterials varies with T in the range from 100◦C to –150◦C. An fcc metal such as Cu remainstough down to very low T , whereas an hcp metal like Zn, in which dislocation motion occursby basal slip, may be quite brittle even at ambient T . Interest centres mainly on steel (andother bcc metals). Dislocations are less mobile in bcc metals than in fcc and are more proneto pinning by interstitials. Grain boundary embrittlement by segregation of impurities, such asP and S, can also occur in steels. The transition T may be around ambient, or not far below,so that service conditions may be encountered (e.g. in polar regions) in which the toughnessis much lower than expected. Steels have, however, been developed with good toughnessdown to very low T .

DH91 Course D: Mechanical Behaviour of Materials DH91
6.5 Toughness of composites
In composite materials, both the matrix and reinforcing fibres may be brittle but the compositemay still exhibit considerable toughness. A component such as a vaulting pole will acquiremany, relatively large, surface defects, so the fact that it can sustain such high stresses with-out fracturing indicates that, as a material, the composite has a high toughness. The mainenergy-absorbing mechanism raising the toughness of fibre composites is the pulling of fibresout of their sockets in the matrix during crack advance - see Fig. 90.
Figure 90: (a) Schematic of a crack passing through an aligned fibre composite, showing interfacialdebonding and fibre pull-out, and (b) a SEM micrograph of a composite fracture surface.
Consider a fibre with a remaining embedded length of x being pulled out an increment ofdistance dx. The associated work is given by the product of the force acting on the fibre andthe distance it moves
dW = (2πrx) τ∗i dx (6.107)
where τ∗i is the interfacial shear stress, taken as constant along the length of the fibre. Thework done in pulling this fibre out completely is therefore given by
∆W =
∫ x◦
02πrxτ∗i dx = πrx2◦τ
∗i (6.108)
where x◦ is the pull-out length. The number of fibres per unit sectional area, M , is related tothe fibre volume fraction, f , and the fibre radius, r, by
M =f
πr2(6.109)
so the pull-out work of fracture, Gcp, is given by

DH92 Course D: Mechanical Behaviour of Materials DH92
Gcp = M∆W =fπrx2◦τ
∗i
πr2= 4fs2rτ∗i (6.110)
where s is the pull-out aspect ratio (x◦/2r). Since there will be a range of values, an (RMS)average value should be used. The process can make large contributions to the fractureenergy. For example, with f=0.5, s=20, r=5µm and τ∗i =20 MPa we get a fracture toughnessof ∼80 kJ m-2, a value typical of a tough metal.
It might be expected that continuous fibres would break in the crack plane, where the stressis highest, so there would be no pull-out. However, since the fibres are brittle, flaw-sensitivematerials, they will often break some distance from the crack plane, where there is a flaw,even though the stress is somewhat lower there. Pull-out aspect ratios of the order of 20-50 (e.g. pull-out lengths of several hundred µm for a 10µm diameter fibre) are commonlyobserved - see Fig. 90(b).
It may be necessary to carefully control certain fibre and interfacial characteristics in order tomaximise the pull-out toughness.

DH93 Course D: Mechanical Behaviour of Materials DH93
6.6 Pressurised pipes
A common and important structural application where fast fracture should be avoided is inpressurised pipes. The material from which they are fabricated should be sufficiently toughthat flaws and cracks can be detected before they cause fast fracture.
Consider a cylindrical pipe of length, L, and radius, r, with an internal pressure, P , as shownin Fig. 91.
Figure 91: Derivation of the stresses in the wall of an internally pressurised cylinder.
The force associated with the hoop stress, σθ, in the pipe wall must balance the force fromthe internal pressure acting over the projected area across the pipe.
σθ (2tL) = P (2rL) (6.111)
Hence the hoop stress in a pressurised pipe is
σθ =Pr
t(6.112)
Similarly, the force associated with the axial stress, σz, in the pipe wall must balance the forcefrom the internal pressure acting over the projected area along the pipe.
σz (2πrt) = P(πr2)
(6.113)
Hence the axial stress in a pressurised pipe is
σz =Pr
2t(6.114)
It can be seen from these expressions that the hoop stress is twice the axial stress.
Many components & structures in this condition
• Boilers, pressure vessels etc• Hoses, pipelines etc• Many biological structures (blood vessels etc)• Submarines (external pressure→ compressive stresses)• Aircraft & spacecraft

DH94 Course D: Mechanical Behaviour of Materials DH94
6.7 Aircraft stresses and materials
Aircraft are subject to both bending moments and pressurisation stresses. During flight, wingsexperience bending moments, generating compressive stresses in the top surface and tensilestresses in the underside. (During landing, these stresses are reversed.) The bending mo-ment, and hence the stress levels, are highest close to the fuselage. Air regulations requirethat the cabin pressure should be at least ∼0.8 bar. At typical long-haul operating heights,atmospheric pressure is ∼0.2 bar, so the over-pressure ∼0.6 bar. Resultant stresses in thefuselage skin clearly depend on cabin diameter and skin thickness, but often reach significantlevels. Parts of the fuselage are also subject to bending moments, since it is being supportedwhere it is attached to the wings, but gravity acts on the parts fore and aft of this region. Aschematic depiction of stress distributions during flight is shown in Fig. 92.
Figure 92: Schematic depiction of the stress distributions in a large aircraft during flight at high altitude
NB Airframes are made of either Al alloy or composite material
→ Both have low density, but neither has a very high fracture toughness
→ Must design to avoid both fast fracture and fatigue crack growth
Create circular flaw (with needle, diameter 100 µm)→ c∗ < 1µm (if rubber ideally brittle)→fast fracture predicted?
NB Sticky tape→ constrains relaxation of rubber→ reduces energy release rate

DH95 Course D: Mechanical Behaviour of Materials DH95
7 Appendix: Observing dislocations
This is non-examinable and has been included for reference only.
High resolution transmission electron microscopy
With modern transmission electron microscopes, it is possible to image the atoms in thevicinity of the dislocation core directly. From such images it is possible to determine theBurgers vector of the dislocation from a Burgers circuit.
However, imaging dislocations in this way is challenging as it requires the most advancedelectron microscopes and extremely careful sample preparation.
A useful and effective method of determining the character of dislocations is through diffrac-tion contrast.
Diffraction contrast imaging of dislocations
As shown in Fig. 93, the local distortion of the lattice planes in the vicinity of a dislocationcore may result in it fulfilling diffraction criteria. The diffraction of electrons away from thetransmitted beam in such regions will show the dislocations as dark lines in bright field images.
e- e-
Strong diffracted beam in the vicinty of the dislocation core
Strong transmitted beam awayfrom the dislocation core
Figure 93: Schematic illustration showing the origin of diffraction contrast in transmission electronmicroscopy in the vicinity of dislocation cores.
Similarly, if a dark field image is taken using the diffraction spots from the crystal, the regionin the vicinity of the dislocation will not diffract at the same angle as the surrounding crystaland will again appear dark in the image.
However, as those lattice planes with normals perpendicular to the Burgers vector of thedislocation remain undistorted, they will not diffract at an angle different to the perfect crystal.If a bright field image is formed from one of these spots, the dislocation will be invisible.

DH96 Course D: Mechanical Behaviour of Materials DH96
We can therefore use this phenomenon to determine the Burgers vectors of dislocations bytaking bright field images from a selection of spots with different reciprocal lattice vectors andseeing in which ones the dislocation lines are invisible. When they are invisible
g · b = 0 (7.115)
in which g is the reciprocal lattice vector of the diffraction spot used to generate the brightfield image and b is the Burgers vector of the invisible dislocation line segment.
An example of a g · b analysis is shown in Fig. 94.
Figure 94: A series of transmission electron images of intersecting dislocation segments. The opera-tive strongly diffracting beam g is shown on each image. The Burgers vectors of the various segmentshave been indexed using the g · b criterion.

DH97 Course D: Mechanical Behaviour of Materials DH97
8 Glossary
Terms are listed alphabetically. Words in italics provide cross-references to other entries inthe glossary.
Beam stiffness (Σ) Product of Young’s modulus and moment of inertia, characterising theresistance to deflection when subjected to a bending moment.
Bending moment (M ) Turning moment generated in a beam by a set of applied forces. Thebending moment is balanced at each point along the beam by the moment of the internalstresses.
Brittle fracture Fracture not involving gross plastic flow, although some local plastic defor-mation may occur at the tip of the crack.
Burgers vector (b) Vector giving magnitude and direction of lattice displacement generatedby passage of a dislocation. It is a lattice vector for a perfect dislocation.
Climb Movement of an edge dislocation by absorption or emission of a vacancy.
Coefficient of thermal expansion (α) See thermal expansivity .
Critical resolved shear stress (τc) Value of resolved shear stress at which slip occurs on aspecified slip system.
Cross-slip Movement of a screw dislocation from one permissible slip plane on to another,usually in order to bypass an obstacle.
Curvature (κ) Reciprocal of the radius of curvature adopted by a beam subject to a bendingmoment. Also equal to the through-thickness gradient of strain in the beam.
Deformation twinning Mode of plastic deformation involving co-operative shear of atomicarrays into a new orientation of the same crystal structure (reflecting the parent orientationacross the twin plane). Also termed mechanical twinning.
Dislocation line Boundary between slipped and unslipped regions of a crystal.
Dispersion Strengthening Raising of yield stress via obstacles to dislocation glide that arethermally stable.
Ductile fracture Fracture involving gross plastic flow.
Edge dislocation Dislocation with a Burgers vector normal to the dislocation line.
Engineering strain (ε) Normal strain, given by ratio of change in length to original length.Also called nominal strain. See also true strain.
Engineering stress (σ) Normal stress, given by ratio of applied force to original sectionalarea. Also called nominal stress. See also true stress.
Fracture energy (Gc) Energy per unit area required to extend a crack. Also termed the criticalstrain energy release rate.
Fracture toughness (Kc) Critical value of the stress intensity factor, characterising the resis-tance of a material to crack propagation.

DH98 Course D: Mechanical Behaviour of Materials DH98
Frank’s rule A dislocation reaction will occur only if the energy of the product dislocation(s)is less than that of the reacting dislocation(s). The energy of a dislocation is proportional tothe square of its Burgers vector.
Frank-Read source A mechanism by which dislocations can multiply.
Glide Motion of a dislocation on its slip plane by small co-operative movements of atomsclose to the dislocation core.
Glissile dislocation A dislocation which is able to glide.
Griffith criterion Energy-based condition for fracture.
Hooke’s Law Stress is proportional to strain during elastic deformation.
Jog A step in a dislocation that does not lie in the slip plane.
Kink A step in a dislocation that lies in the slip plane.
Martensitic transformation Phase transformation occurring via co-operative shear of atomicarrays into a new crystal structure.
Mechanical twinning See deformation twinning.
Mixed dislocation Dislocation in which the Burgers vector is neither parallel nor perpendic-ular to the dislocation line.
Neutral axis (of a beam) Axis (strictly, a plane) parallel to the length of a beam, along whichthere is no change in length on bending.
Nominal strain (ε) See engineering strain .
Nominal stress (σ) See engineering stress .
Normal strain (ε) Deformation in which change in length is parallel to original length.
Normal stress (σ) Stress induced by a force acting normal to the sectional area to which it isapplied.
OILS rule Non-graphical method to find the slip system with the highest Schmid factor in acubic crystal.
Orowan bowing The bowing of dislocations between precipitates that cannot be cut.
Partial dislocation A dislocation for which the Burgers vector is a smaller than a latticevector.
Perfect dislocation A dislocation for which the Burgers vector is a lattice vector.
Primary slip system Slip system which first becomes active. Normally the one with thehighest Schmid factor.
Resolved shear stress (τR) Component of shear stress acting on a slip plane and parallel toa slip direction in that plane.
Schmid factor (cosφ cosλ) Geometrical factor relating resolved stress to normal stress alongthe tensile axis in a single crystal under tension or compression.
Schmid’s law Slip initiates at a critical value of resolved shear stress.

DH99 Course D: Mechanical Behaviour of Materials DH99
Screw dislocation Dislocation with a Burgers vector parallel to its dislocation line.
Second moment of area (I) Parameter dependent on sectional shape, characterising theresistance a beam offers to deflection under an applied bending moment. Also called themoment of inertia .
Sessile dislocation A dislocation which is unable to glide.
Shear modulus (G) Constant of proportionality between shear stress and shear strain.
Shear strain (γ) Distortional deformation (an angle) arising from a shear displacement.
Shear stress (τ ) Stress induced by a force acting parallel to the sectional area to which it isacting.
Slip system [UVW ] (hkl) Combination of slip plane (hkl) and slip direction [UVW ], which liesin the (hkl) plane.
Solution strengthening Increase in yield stress of a material through the addition of soluteatoms, caused by the interaction of these solute atoms with dislocations.
Stacking fault A two-dimensional defect in which the sequence of stacking of atomic planesis interrupted.
Strain energy release rate (G) Elastic strain energy released per unit of created crackarea.
Strain hardening see work hardening.
Stress intensity factor (K) Parameter characterising the crack driving force, in terms ofapplied stress level and crack length.
Surface energy (γ) Energy per unit area associated with a free surface.
Thermal expansivity (α) Ratio of change in length to original length, per unit change intemperature. Also known as coefficient of thermal expansion.
True strain (ε) Ratio of change in length to current length. May differ from the nominal, orengineering, strain.
True stress (σ) Ratio of force to current sectional area over which it is acting. May differ fromthe nominal, or engineering, stress.
Twinning plane Plane within which shear takes place during deformation twinning, whichalso forms a mirror plane between parent and twin structures).
Work hardening Increase in plastic flow stress with strain. Associated with an increasein dislocation density, formation of entanglements, locks etc. Also known as strain harden-ing.
Yield point Point (stress level = σy) at which plastic deformation first occurs.
Young’s modulus (E) Constant of proportionality between normal stress and normal strain.

DH100 Course D: Mechanical Behaviour of Materials DQ1
Question Sheet 13
1. A titanium wire of circular section has a diameter of 200 µm. What would cause it toexhibit the greater elongation:
(a) suspending a weight of 1 kg from it or
(b) heating it up by 300◦C?
(Property data are supplied in the Data Book and the coefficient of thermal expansioncan be obtained from DH18. State any assumptions.)
2. The potential energy, U , between two carbon atoms joined by a single covalent bondand separated by a distance, x, can be approximated by
U = − Ax2
+B
x8
where A = 9.0× 10-39 J m2 and B = 3.0× 10-98 J m8. Calculate the equilibrium separa-tion of the atoms.
If solid carbon had a simple cubic structure (primitive cubic lattice, with one atom perlattice point) estimate the Young’s modulus, E.
For diamond, E is actually ∼1200 GPa, while for graphite it is 27 GPa (averaged overall directions). Compare these values with the value you have estimated for the simplecubic structure, and discuss the reasons for any discrepancies.
Polyethylene ([-CH2-]n) contains long hydrocarbon chains but exhibits a much lowervalue of E, typically 0.2 to 0.7 GPa, why is this?
3. A composite (60% aligned glass fibres (7 µm diameter) in an epoxy matrix) is in the formof thin sheets. Using equal strain and equal stress models respectively, calculate theaxial and transverse Young’s moduli.
A “cross-ply” is produced by bonding together several sheets, each with its fibre directionnormal to that of its neighbours. Using an equal strain assumption, calculate the Young’smodulus of such a material, parallel to either of the two fibre directions.
(Young’s moduli: for glass, E = 76 GPa: for epoxy, E = 3 GPa)
4. A cantilever is loaded with a static force, F , at its tip, as shown in the figure below.
F
L
δ
x
z
Obtain an expression for the deflection, z, as a function of position along the cantilever,x. You may take the relationship between the curvature, (1/R), and the deflection, z, tobe 1/R = d2z/dx2.

DH101 Course D: Mechanical Behaviour of Materials DQ1
Hence show that the deflection at the tip of the cantilever, δ, is
δ =FL3
3EI
At what position does the cantilever experience the largest tensile stress? At this po-sition, what stress will be experienced by a solid, square sectioned bar of thickness,b?

DH102 Course D: Mechanical Behaviour of Materials DQ2
Question Sheet 14
1. Determine whether the following dislocations in aluminium are edge, screw or mixed.Identify in each case the slip plane(s) on which the dislocation will be able to glide.(Al has an fcc crystal structure and its slip system is {111}〈110〉.)
Burgers vector, b, ‖ to Line vector ‖ to
(a) [110] [110]
(b) [101] [112]
(c) [110] [112]
2. Aluminium (fcc) slips on {111} planes in 〈110〉 directions. List all the physically dis-tinct slip planes in this structure, and for each plane list all the physically distinct slipdirections. How many physically distinct slip systems are there?
A single crystal of aluminium is subjected to tensile load along [123]. For each of the dis-tinct slip systems, evaluate the Schmid factor (cosφ cosλ), and hence determine whichslip system will operate first. Show that the OILS rule leads to the same prediction.
3. A cylindrical single crystal of copper (fcc) is tested in tension along the axis parallel to[125]. Which slip system has the highest Schmid factor?
As the specimen is deformed, how does the orientation of the tensile axis change?Deformation is continued until the Schmid factors for two slip systems become equal.What is the orientation of the tensile axis at this point, and what are the two systems?
4. A bar of polycrystalline aluminium is plastically deformed in tension, to a strain of 10%. Itis found that the flow stress (yield stress) is initially 50 MPa, rising linearly with increasingstrain to 150 MPa at 10% (plastic) strain. Estimate the mechanical work done on the barper unit volume (= area under stress-strain plot).
While this plastic deformation is taking place, the dislocation density in the bar increasesby a factor of 10, from 1013 to 1014 m−2. Using the standard expression for the storedelastic strain energy per unit length of dislocation line, and assuming that it applies to alltypes of dislocation, estimate the increase in stored energy per unit volume in the bar,associated with this increase in dislocation density. Explain why the mechanical workdone is much greater than the energy associated with the increased dislocation densityand describe the fate of the ‘lost’ energy.(Al is fcc, with a = 0.405 nm and shear modulus G = 28 GPa)

DH103 Course D: Mechanical Behaviour of Materials DQ3
Question Sheet 15
1. The following refer to dislocations in a fcc metal. In each case, determine whether thedislocation will move under the action of the stress, and if so, in what direction will itsline move?
(a) a screw dislocation with b ‖ [110] subjected to a shear stress along [110] on (111).
(b) a screw dislocation with b ‖ [110] subjected to a shear stress along [112] on (111).
(c) an edge dislocation with b ‖ [011] subjected to a shear stress along [011] on (111).
2. The peak yield stress, σy, of an age hardening Al-Cu alloy is 430 MPa. When heavilyover-aged (precipitates too widely spaced to affect dislocations), σy falls to 100 MPa.Assuming that the difference between these two yield stress values corresponds to theOrowan bowing stress, estimate the spacing between precipitate surfaces in the peak-aged alloy.
In the peak-aged condition, the precipitate morphology is thin cylindrical discs (thick-ness ∼20% of diameter). Estimate the volume fraction of precipitates present, assum-ing that they are mono-sized, with a disc diameter of 20 nm, and distributed in a simplecubic array
(The average peak shear stress on slip planes in a polycrystal (with randomly-orientedgrains) is 1/3 (= Taylor factor) of the applied uniaxial stress. Al is fcc, with a = 0.405 nmand shear modulus G = 28 GPa)
3. During deformation of an aluminium alloy, a dislocation with Burgers vector b1 = a2 [110]
moving on (111) interacts with a second dislocation with Burgers vector b2 = a2 [101]
moving on (111). Using Frank’s rule, show that it is energetically favourable for thesedislocations to add. Describe the character of the resultant dislocation. What is thesignificance of the new slip system in terms of continued plastic deformation?
4. Outline the factors favouring deformation twinning during imposed plastic straining. Cal-culate the twinning shear (= displacement of an atom in the twinning direction / distanceof the atom from the twin-parent boundary plane) for the fcc structure.
If the same shear strain were to be generated by dislocation glide (in a 〈110〉 direc-tion), with slip occurring on ({111}-type) planes spaced 1 µm apart, estimate how manydislocations would need to glide across each slip plane.
(Assume a ≈ 0.4 nm.)
5. The following table lists the values of the tensile yield stress for four copper-based ma-terials. In each case, explain briefly the dominant mechanism which gives rise to thevalue of the yield stress.
(a) 99.99% Cu, single crystal, σy = 10 MPa
(b) 99.99% Cu, polycrystalline, annealed, grain size 10 µm, σy = 60 MPa
(c) material (b) after deformation to 50% plastic strain, σy = 325 MPa
(d) Cu - 2 at.% Be, polycrystalline, annealed, grain size 10 µm, σy = 185 MPa

DH104 Course D: Mechanical Behaviour of Materials DQ4
Question Sheet 16
1. Explain why the strengths of bulk ceramics and inorganic glasses are much lower intension than in compression, and outline methods by which the tensile strengths ofbrittle materials may be increased.
A material with tensile yield stress, σy, Young’s modulus, E, and toughness, Gc containsan internal crack of half-length, a. What condition must be obeyed for the material toyield in tension rather than failing in a brittle manner?
Use this condition and information from the databook to rank the following materials inorder of increasing flaw tolerance: polyethylene, high strength steel, aluminium alloy,and alumina (Al2O3).
2. A small stone weighing 30 g, thrown up from the tyre of a car, strikes the windscreen ofa following car with an impact velocity of 50 km h−1. Calculate its kinetic energy.
The windscreen, which has an area of 2 m2 and is 8 mm thick, fractures throughoutin a mosaic of through-thickness cracks, creating segments approximating to squaresof side 5 mm. If the surface energy, γ, of the glass is ∼2 J m−2, estimate the energyassociated with the newly-created surface area.
Your calculations should indicate that the impact energy is insufficient to create the ob-served new surface area, even if the fracture is ideally brittle. It’s suggested that theextra energy could have been supplied by release of residual stresses in the glass,which were deliberately created during manufacture by quenching the surface layersfrom high temperature with air jets (in order to “toughen” the glass). This process im-parts a residual compressive stress of ∼30 MPa into 1 mm-thick surface layers on bothsides. Taking the Young’s modulus, E, of the glass to be ∼70 GPa, estimate the associ-ated stored energy (= 1/2 stress × strain × volume) and check whether it is sufficient toaccount for the observed fracture behaviour.
Comment on the nature of “toughening” of windscreens achieved in this way.
3. Explain carefully why the Griffith fracture criterion cannot be used to obtain the failurestress of a typical engineering metal, such as mild steel, being subjected to a conven-tional tensile test. What information would be needed in order for this tensile strengthto be estimated by analysing the fracture behaviour?
4. The air pressure in a large aircraft is 0.8 atm (∼0.08 MPa) and it flies at an altitude whereatmospheric pressure is 0.2 atm. The fuselage approximates to a cylinder of diameter∼7 m and skin thickness ∼3 mm, with a length behind the wings of ∼40 m. The weightdistribution in the rear half of the plane, taking account of lift provided by the tailplane,is equivalent to cantilever loading with a weight of 25 tonnes (25,000 kg) acting on theend of the fuselage. Where is the peak tensile stress in the fuselage and what is itsorientation and magnitude?
An Air Marshall on the plane inadvertently fires his weapon. Despite prior assurancesthat this is impossible, the bullet penetrates the fuselage skin, leaving a jagged hole∼10 mm in diameter (in the region of peak tensile stress). Neglecting any effects ofdepressurisation, will major disaster follow in the form of rapid crack propagation around

DH105 Course D: Mechanical Behaviour of Materials DQ4
the fuselage? As cabin pressure drops, does the likelihood of such fracture increase ordecrease?
(The fuselage is made of an aluminium alloy (2024), which has a fracture toughness,Kc ≈ 40 MPa
√m. The moment of area, I, of the section of a hollow, thin-walled cylinder,
diameter D, wall thickness t, is approximately πD3t/8)