Embed Size (px)
Citation preview

May 11, 2006
Hydropower Refurbishment –Alstom’s Methodology and Case Studies
Presented By
Naresh Patel ( Electrical)
Sreenivas.V ( Mechanical)
- 2 -
Introduction
Alstom Power – Hydro Products
• Descended from Neyrpic, ASEA, BBC, Alsthom• Over 100 years experience in hydro industry• Eng’g & Mfg’g in Americas, Europe & Asia• Presence in Asia Includes:
• Turbine, Generator, Hydro Mech, P&S, BoP• Design & Mfg’g in Tianjin, China• Design & Mfg’g in Vadodara, India

- 3 -
Repair, Modernize & Uprate• Repair – Equipment failure results in units
out of service / operating at derated output• Most compelling of refurbishment drivers• Issue – Return to full service quickly• Solution – Often a temporary “band-aid”• If ‘quick fix’ not possible, modernize and
uprate options should be considered
The Need for Refurbishment

- 4 -
We should have done this last year as a planned outage!
- 5 -
Repair, Modernize & Uprate• Modernize – Apply new technology,
materials and calculation techniques• Normally done in conjunction with other
refurbishment work• Example – Uprate field-coil insulation
during a stator rewind• Example - Install self-lubricating bushings
during runner replacement
The Need for Refurbishment
- 6 -
Repair, Modernize & Uprate• Uprate – Increase the output capability of the
generating unit• Most economically feasible of drivers• Typically 15 to 40% uprate without civil-works
modification• Minimum scope usually involves runner
replacement and new stator core & winding• BoP modifications have to be considered
The Need for Refurbishment
- 7 -
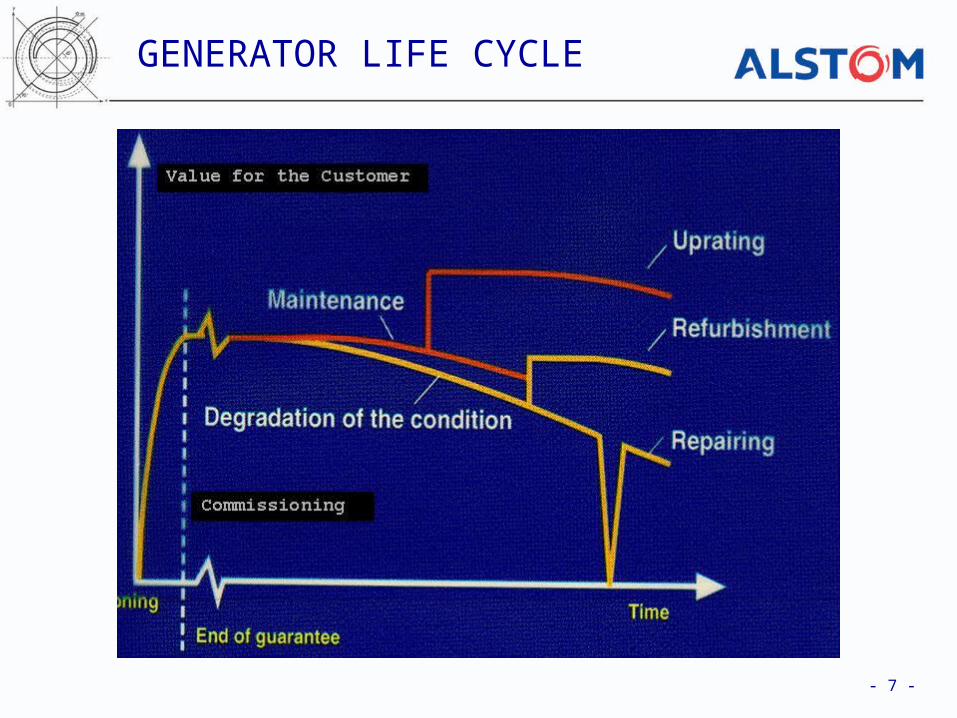
GENERATOR LIFE CYCLE

- 8 -
General Philosophy
• Refurbishment presents more challenging design requirements than that of new units
• Interfaces between old & new equipment have to be considered
• Existing unit must be synthesized
• Collection of reliable data for existing units is absolutely necessary for a successful project
Refurbishment Methodology

- 9 -
Data Collection• Review of specification and data from spec• Site visit absolutely necessary for:
• Measurements and visual inspection of unit• Assess the installation environment & limitations• Collection of additional data, eg maintenance records,
test & operational data, OEM drawings, etc.• Discussion of refurbishment requirements and Q & A
with customer engineers• Duration of site visit is scope dependent and can last from a
few hours to a few days
Refurbishment Methodology
- 10 -
Proposal Design
• Refurbishment of the generator and turbine parts will be presented here separately, but the shaft coupling is an important interface for matching of capability and maximum speed. Generator and turbine design are performed together
• Relatively short time for design
• Synthesis of existing design required with accurate model of components to be kept
• Model of existing design is modified for refurbished parts
• Modeling is only rigorous enough to ensure the solution will work and to guarantee performance
Generator Specific Methodology

- 11 -
Basic and Detailed Design
• Continuation of the proposal design
• A second site visit is essential
• Additional generator testing may be required to validate the model of existing unit
• Analysis is much more rigorous and can include electromagnetic & mechanical FEM studies
• Interface issues are resolved during detailed design
Generator Specific Methodology
- 12 -
Synthesis of Existing Generator• Required data are rarely all available• Physical model is created from dimensions given in spec
and from site visit• Electromagnetic model, including excitation requirements
and reactances are correlated to test & operational data• Thermal model, including ventilation configuration and
airflow are correlated to measured temperatures & losses• Throughout the synthesis, measured data are used to
deduce unknown dimensions and material properties• Additional tests may be required after award of contract
Generator Specific Methodology

- 13 -
New Winding• Small scope with very little design space• Optimize temperature (output) and efficiency• Slot dimensions are fixed so the only variables are:
• Insulation thickness (design for hipot or VET)• Strand dimensions
• Typically a 15% uprate is possible if replacing asphalt bars or coils
• Upgrade field insulation during outage
Modeling of the Refurbishment
- 14 -
New Core & Winding
• This scope allows a change in winding configuration
• Important to identify core-replacement need at time of tendering through inspection or El Cid test or by the age of the core
Modeling of the Refurbishment

- 15 -
Allatoona Stator Core ~ 45 Years Old

- 16 -
New Core & Winding
• This scope allows a change in winding configuration
• Important to identify core-replacement need at time of tendering through inspection or El Cid test
• Possible to achieve large increase in efficiency
Modeling of the Refurbishment

- 17 -
STATOR-STEEL QUALITY
- 18 -
New Core & Winding
• This scope allows a change in winding configuration
• Important to identify core-replacement need at time of tendering through inspection or El Cid test
• Possible to achieve large increase in efficiency
• Possible to eliminate noise problems
• Keying and clamping system should be replaced
• Effective soleplate modifications not usually possible unless frame also replaced, i.e. new stator
Modeling of the Refurbishment

- 19 -
New Poles and Field Coils
• In conjunction with a new stator & ventilation modifications, can allow up to a 40% uprate
• Torque transmission of other components plus BoP has to be checked explicitly for >15% uprate
Modeling of the Refurbishment

- 20 -
Refurbishment with Larger Scope
• Begins to look like design for a new machine with fewer interfaces, fewer dimensional and performance limits
• In these cases, the limits are given by the civil works and balance-of-plant components
• Optimization of performance and output has much higher opportunity
Modeling of the Refurbishment
- 21 -
Rocky Reach, Units 1-7
• Customer – Chelan County PUD, Washington State
• Existing unit - 120 MVA, 15 kV, 90 rpm, 0.95 pf
• Airgap instability
• Stator-core buckling
• Increase of efficiency
• Some units noisy, > 95 dB
• Life extension / increased availability
• Scope – new stators & rotors - everything except shaft, brackets & bearings
Generator Case Studies

- 22 -
Design Requirements
• High efficiency – main design driver
• US$55k / kW evaluation, US$70k / kW penalty
• Airgap shape tolerances one half of IEC/CEA standard
• Low audible noise, <80 dB 1 m from housing
• High evaluation for short outage
Rocky Reach, Units 1-7
- 23 -
Design Solutions – High Efficiency
• 30% more active material than benchmark,
• Increase frame OD to accommodate larger core & frame – radial clearance in housing reduced to limit
• Losses & temperatures very low, so ventilation system can be optimized for efficiency not cooling
• Airgap reduced to allowable SCR limit of 0.8
• Relative to existing machine, the efficiency was increased by 0.5% to almost 99%
Rocky Reach, Units 1-7
- 24 -
Design Solutions – Airgap Stability & Shape
• Rim shrunk for full, off-cam runaway speed
• Oblique elements used on spider and frame
• Double dovetail design used for precise setting of stator keybars
• Rotor poles individually shimmed to high circularity tolerance
Rocky Reach, Units 1-7

- 25 -
Design Solutions – Noise & Outage Time
• Frame & stator core stiffened with radial depth and higher core clamping pressure
• Outage reduced by constructing both rotor and stator in erection bay
• Last (fourth) unit had only 45 days between commercial service of existing and refurbished units
• All guaranteed performance requirements were met
Rocky Reach, Units 1-7
- 26 -
Crystal Power Plant, Unit 1
• Customer – US Bureau of Reclamation, Colorado
• Existing unit - 28 MVA, 11.0 kV, 257 rpm, 1.0 pf
• Realize uprate potential
• Increase reactive capability for black-start, line charging
• Generator and turbine refurbishment for reduced maintenance costs
• New rating – 35 MVA, 0.9 pf
Generator Case Studies

- 27 -
Design Requirement
• Contract requirement for 80 K field-temperature rise
• Existing unit had 75 K limit, which it could not meet
• 25% increase in MVA
• Power factor change from unity to 0.9 over excited
• 12.5% increase in MW
Crystal Power Plant, Unit 1

- 28 -
Interface Requirements / Design Space Restrictions
• Existing soleplates
• Housing diameter
• Rotor outer diameter and axial length
• Upper bracket and deck plates
Crystal Power Plant, Unit 1

- 29 -
Design Solutions – Field Temperature-Rise Limit
• Do all possible to reduce excitation requirements
• Re-insulate field with Class F material
• Increase series turns by 20% - tooth x-section reduction more than compensated
• Increase radial depth of stator core
• Reduce airgap length
• Performance testing last year measured a field- temperature rise of 78 K
Crystal Power Plant, Unit 1

- 30 -
Turbine

- 31 -
Turbine methodology
Tender stage– Simplified analysis of main components (Spiral case,
stay vanes, distributor, runner and draft tube);– Geometrical comparison between existing design and
manufacturing references;– Hydraulic transient calculation;– Cavitation studies;– Search solutions for specifics problems (frequent
mechanical failures, silt abrasion, operational instability and others)
– Define the future turbine performance (guarantees)
Short term analysis (Basic studies with simple tools)

- 32 -
Turbine methodology
Design stage– Measurement of existing performance– Deeply inspection of all components of machine– Fluid Dynamic analysis of the static components
(Spiral Case, Stay Vane, Distributor and Draft tube)– Design of some new profiles to improve the flow
behavior (stay vane, wicket gates and draft tube)– Comparison of existing and new design (CFD)– Development of new runner (genetic algorithm)– Model test to validate the results
Deeply analysis and experience of specialist to reach targets

- 33 -
Turbine methodology
CFD remain the main tool for analysis
Stay vane and Wicket Gate Optimization

- 34 -
Draft tube study
Flow velocity in a sectional
elevation view of the
existing draft tube elbow.
Turbine methodology
Stream Line analysis
Existing Modified
When technically available modification in Draft tube provide good results

- 35 -
“Classical” runner
Blade profile is developed using an evolutionary algoritm and the experience of a hydraulic engineer
Turbine methodology
Runner development
“Final” runner
Good Accuracy between CFD calculation and model test

- 36 -
St-Lawrence Rehab Project
St-Lawrence Power Project– 32 propeller units (16 NYPA and 16 OPG)
Ambitious targets
Two turbine designs : BLH : 8 runners Ø5.8m (229 in.) 77.5 85 kHp
(63.4MW)
AC : 8 runners Ø6.1m (240 in.) 79 kHp
Targets:- Increase overall efficiency- Translation of the peak efficiency to higher load- Reduction of erosion by cavitation- Increase of the stability of the turbine

- 37 -
St-Lawrence Rehab Project
Main modification New Runner
Runner developed to reach targets and solve the old design problems
• Development using the Alstom methodology
• Twisted blade shape
- 38 -
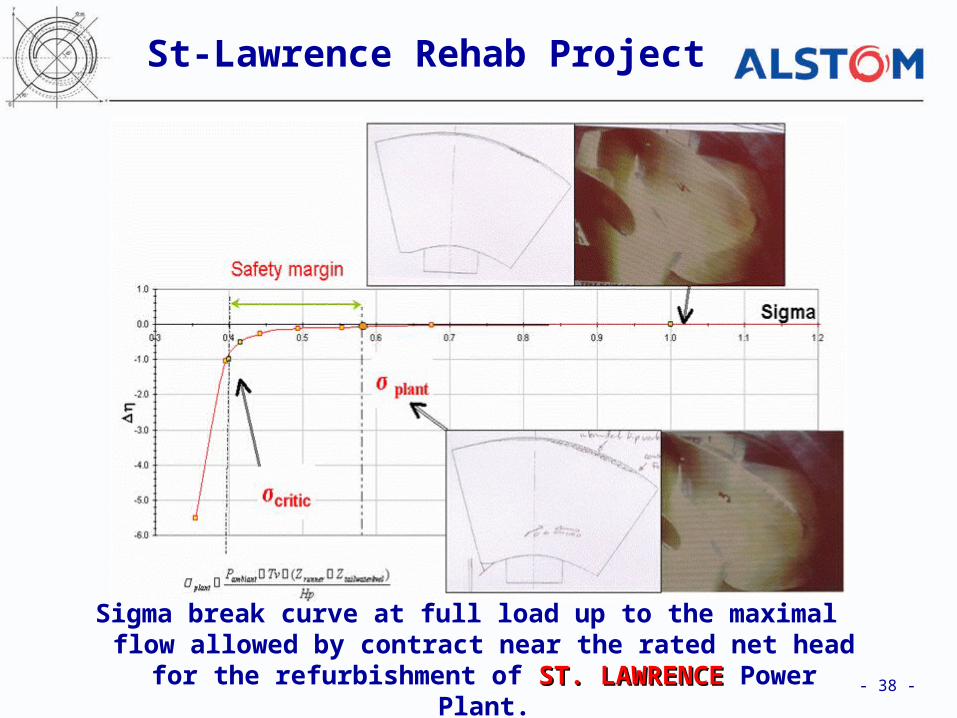
Sigma break curve at full load up to the maximal flow allowed by contract near the rated net head for the refurbishment of
ST. LAWRENCEST. LAWRENCE Power Plant.
St-Lawrence Rehab Project

- 39 -
New & Existing runnerNew & Existing runner for St. LAWRENCESt. LAWRENCE power plant at the rated net head, full load and plant sigma value
(model runner manufactured by ASTRÖ).
New runner Old runner
Acceptance model test : cavitation
St-Lawrence Rehab Project

- 40 -Accurate manufacturing the reach the results
St-Lawrence Rehab Project

- 41 -After commissioning confirmation of targets
St-Lawrence Rehab Project
New rated output : 63.4 MW
Cavitation behavior improved
Better stability
Best efficiency in the higher load

- 42 -
Conclusion
• Refurbishment is required to extend life of aging equipments and increase the value of equipment to the owner in terms of performance (higher output and efficiency, greater availability)
• Presented Alstom case studies demonstrate the methodology success
• Integration between Generator and Turbine is essential for good results in refurbishment projects
• Alstom methodology has been efficient for projects in all the corners of the world

- 43 -




![Alstom’s [GE] Chemical Looping Combustion Technology ......Imagination at work Alstom’s [GE] Chemical Looping Combustion Technology with CO2 Capture for New and Existing Coal-fired](https://img.pdfslide.net/doc/110x75/60fbc9baac9da0424a530e18/alstomas-ge-chemical-looping-combustion-technology-imagination-at-work.jpg)