Embed Size (px)
Citation preview

Groove Lasan
The groove weld is commonly used to make edge-to-edge joints, although it is also often used in corner joints, T joints, and joints between curved and flat pieces. Para las alur umumnya digunakan untuk membuat-ke-tepi tepi sendi, meskipun juga sering digunakan dalam sudut sendi, sendi T, dan sambungan antar potongan melengkung dan datar. As suggested by the variety of groove weld symbols, there are many ways to make a groove weld, the differences depending primarily on the geometry of the parts to be joined and the preparation of their edges. Seperti yang diusulkan oleh berbagai simbol las alur, ada banyak cara untuk membuat lasan alur, perbedaan tergantung terutama pada geometri bagian yang akan bergabung dan persiapan tepi mereka. Weld metal is deposited within the groove and penetrates and fuses with the base metal to form the joint. logam las adalah diendapkan dalam alur dan menembus dan sekering dengan logam dasar untuk membentuk sendi. (Note: for the sake of graphical clarity, the drawings below generally do not show the penetration of the weld metal. Recognize, however, that the degree of penetration is important in determining the quality of the weld.) (Catatan:.. Demi kejelasan grafis, gambar-gambar di bawah ini umumnya tidak menunjukkan penetrasi logam las Mengenali, bagaimanapun, bahwa tingkat penetrasi adalah penting dalam menentukan kualitas las)
The various types of groove weld are: Berbagai jenis pengelasan alur adalah:
The square groove weld, in which the "groove" is created by either a tight fit or a slight separation of the edges. Alur las persegi, di mana "alur" yang dibuat oleh salah pas atau sedikit pemisahan tepi. The amount of separation, if any, is given on the weld symbol. Jumlah pemisahan, jika ada, diberikan pada simbol las.

The V-groove weld, in which the edges of both pieces are chamfered, either singly or doubly, to create the groove. The-alur pengelasan V, di mana tepi kedua potongan yang dibentuk tidak terputus, baik tunggal atau ganda, untuk membuat alur. The angle of the V is given on the weld symbol, as is the separation at the root (if any). Sudut dari V diberikan pada simbol las, seperti pemisahan di root (jika ada).
If the depth of the V is not the full thickness--or half the thickness in the case of a double V--the depth is given to the left of the weld symbol. Jika kedalaman V bukanlah ketebalan penuh - atau setengah ketebalan dalam kasus V ganda - kedalaman diberikan di sebelah kiri simbol las.
If the penetration of the weld is to be greater than the depth of the groove, the depth of the effective throat is given in parentheses after the depth of the V. Jika penetrasi lasan adalah lebih besar dari kedalaman alur, kedalaman tenggorokan efektif diberikan dalam kurung setelah kedalaman V.

The bevel groove weld, in which the edge of one of the pieces is chamfered and the other is left square. Para las alur bevel, di mana ujung salah satu potongan-potongan yang dibentuk tidak terputus dan yang lain yang tersisa persegi. The bevel symbol's perpendicular line is always drawn on the left side, regardless of the orientation of the weld itself. garis tegak lurus Simbol bevel adalah selalu digambar di sisi kiri, terlepas dari orientasi dari las itu sendiri. The arrow points toward the piece that is to be chamfered. Poin panah terhadap benda yang akan dibentuk tidak terputus. This extra significance is emphasized by a break in the arrow line. Ini penting tambahan ditekankan oleh istirahat di garis panah. (The break is not necessary if the designer has no preference as to which piece gets the edge treatment or if the piece to receive the treatment should be obvious to a qualified welder.) Angle and depth of edge treatment, effective throat, and separation at the root are described using the methods discussed in the V-groove section. (Istirahat ini tidak diperlukan jika desainer tidak memiliki preferensi untuk yang bagian tepi mendapatkan pengobatan atau jika potongan untuk menerima perawatan harus jelas ke tukang las yang memenuhi syarat.) Sudut dan kedalaman pengobatan tepi, tenggorokan efektif, dan pemisahan akar diuraikan menggunakan metode yang dibahas di V-groove bagian.
The U-groove weld, in which the edges of both pieces are given a concave treatment. The-alur las U, di mana tepi kedua potongan diberi pengobatan cekung. Depth of edge treatment, effective throat, and separation at the root are described using the methods discussed in the V-groove section. Kedalaman pengobatan tepi, tenggorokan efektif, dan pemisahan pada akar diuraikan menggunakan metode yang dibahas di V-groove bagian.

The J-groove weld, in which the edge of one of the pieces is given a concave treatment and the other is left square. The-alur pengelasan J, di mana tepi salah satu bagian diberi perlakuan cekung dan yang lain yang tersisa persegi. It is to the U-groove weld what the bevel groove weld is to the V-groove weld. Ini adalah untuk pengelasan U-alur apa alur las bevel adalah pengelasan V-groove. As with the bevel, the perpendicular line is always drawn on the left side and the arrow (with a break, if necessary) points to the piece that receives the edge treatment. Seperti bevel, garis tegak lurus selalu digambar di sisi kiri dan panah (dengan istirahat, jika perlu) menunjuk ke bagian yang menerima perlakuan tepi. Depth of edge treatment, effective throat, and separation at the root are described using the methods discussed in the V-groove section. Kedalaman pengobatan tepi, tenggorokan efektif, dan pemisahan pada akar diuraikan menggunakan metode yang dibahas di V-groove bagian.
The flare-V groove weld, commonly used to join two round or curved parts. V-groove suar las, biasanya digunakan untuk menggabungkan dua putaran atau bagian melengkung. The intended depth of the weld itself are given to the left of the symbol, with the weld depth shown in parentheses. Kedalaman dimaksudkan lasan itu sendiri diberikan di sebelah kiri simbol, dengan kedalaman las ditunjukkan dalam tanda kurung.

The flare bevel groove weld, commonly used to join a round or curved piece to a flat piece. Alur las bevel suar, biasa digunakan untuk bergabung dengan bulat atau bagian melengkung ke bagian datar. As with the flare-V, the depth of the groove formed by the two curved surfaces and the intended depth of the weld itself are given to the left of the symbol, with the weld depth shown in parentheses. Seperti dengan flare-V, kedalaman alur yang dibentuk oleh dua permukaan lengkung dan kedalaman dimaksudkan pengelasan itu sendiri diberikan di sebelah kiri simbol, dengan kedalaman las ditunjukkan dalam tanda kurung. The symbol's perpendicular line is always drawn on the left side, regardless of the orientation of the weld itself. garis tegak lurus Simbol adalah selalu digambar di sisi kiri, terlepas dari orientasi dari las itu sendiri.
Common supplementary symbols used with groove welds are the melt-thru and backing bar symbols. simbol tambahan umum digunakan dengan pengelasan alur adalah thru-mencair dan bar simbol dukungan. Both symbols indicate that complete joint penetration is to be made with a single-sided groove weld. Kedua simbol menunjukkan bahwa penetrasi bersama lengkap harus dibuat dengan alur las satu-sisi. In the case of melt-thru, the root is to be reinforced with weld metal on the back side of the joint. Dalam kasus lelehan-thru, akar harus diperkuat dengan logam

lasan pada sisi belakang bersama. The height of the reinforcement, if critical, is indicated to the left of the melt-thru symbol, which is placed across the reference line from the basic weld symbol. Tinggi penguat, jika kritis, ditunjukkan di sebelah kiri simbol lelehan-thru, yang ditempatkan di garis referensi dari simbol las dasar.
When a backing bar is used to achieve complete joint penetration, its symbol is placed across the reference line from the basic weld symbol. Ketika bar dukungan yang digunakan untuk mencapai penetrasi bersama lengkap, simbol ditempatkan di garis referensi dari simbol las dasar. If the bar is to be removed after the weld is complete, an "R" is placed within the backing bar symbol. Jika bar yang akan dihapus setelah mengelas selesai, sebuah "R" ditempatkan dalam simbol bar dukungan. The backing bar symbol has the same shape as the plug or slot weld symbol, but context should always make the symbol's intention clear. Simbol bar backing memiliki bentuk yang sama seperti steker atau simbol slot las, namun konteks harus selalu membuat niat simbol jelas.
For more information, see ANSI/AWS A2.4, Symbols for Welding and Nondestructive Testing. Untuk informasi lebih lanjut, lihat ANSI / AWS A2.4, Simbol untuk las dan tak rusak Pengujian.

Plug dan Lasan Slot
Plug welds and slot welds are used join overlapping members, one of which has holes (round for plug welds, elongated for slot welds) in it. lasan Plug and lasan slot digunakan bergabung anggota tumpang tindih, salah satu yang memiliki lubang (bundar untuk lasan plug, memanjang untuk lasan slot) di dalamnya. Weld metal is deposited in the holes and penetrates and fuses with the base metal of the two members to form the joint. Weld metal disimpan dalam lubang dan menembus dan sekering dengan logam dasar dua anggota untuk membentuk sendi. (Note: for the sake of graphical clarity, the drawings below do not show the penetration of the weld metal. Recognize, however, that the degree of penetration is important in determining the quality of the weld.) (Catatan: demi kejelasan grafis, gambar-gambar di bawah ini tidak menunjukkan penetrasi logam las Mengenali, bagaimanapun, bahwa tingkat penetrasi adalah penting dalam menentukan kualitas melas..)
For plug welds, the diameter of each plug is given to the left of the symbol and the plug-to-plug spacing (pitch) is given to the right. Untuk lasan steker, diameter setiap steker diberikan di sebelah kiri simbol dan jarak plug-to-plug (pitch) diberikan ke kanan. For slot welds, the width of each slot is given to the left of the symbol, the length and pitch (separated by a dash) are given to the right of the symbol, and a detail drawing is referenced in the tail. Untuk lasan slot, lebar masing-masing slot diberikan di sebelah kiri simbol, panjang dan pitch (dipisahkan oleh tanda hubung a) diberikan di sebelah kanan simbol, dan gambar detil direferensikan di bagian ekor. The number of plugs or slots is given in parentheses above or below the weld symbol. Jumlah slot colokan atau diberikan dalam kurung di atas atau di bawah simbol las. The arrow-side and other-side designations indicate which piece contains the hole(s). Panah-sisi dan sebutan lainnya yang menunjukkan sisi bagian berisi lubang (s). If the hole is not to be completely filled with weld metal, the depth to which it is to be filled is given within the weld symbol. Jika lubang tidak harus benar-benar diisi dengan logam las, kedalaman untuk yang harus diisi diberikan dalam simbol las.

For more information, see ANSI/AWS A2.4, Symbols for Welding and Nondestructive Testing. Untuk informasi lebih lanjut, lihat ANSI / AWS A2.4, Simbol untuk las dan tak rusak Pengujian.

Fillet Lasan
The fillet weld (pronounced "FILL-it," not "fil-LAY") is used to make lap joints, corner joints, and T joints. Para las filet (diucapkan "ISI-itu," tidak "fil-LAY") digunakan untuk membuat sambungan putaran, sudut sendi, dan sendi T. As its symbol suggests, the fillet weld is roughly triangular in cross-section, although its shape is not always a right triangle or an isosceles triangle. Sebagai simbol mengemukakan, las filet secara kasar segitiga penampang, meskipun bentuknya tidak selalu merupakan segitiga siku-siku atau segitiga sama kaki. Weld metal is deposited in a corner formed by the fit-up of the two members and penetrates and fuses with the base metal to form the joint. Weld metal dititipkan di sudut yang dibentuk oleh fit-up dari dua anggota dan menembus dan sekering dengan logam dasar untuk membentuk sendi. (Note: for the sake of graphical clarity, the drawings below do not show the penetration of the weld metal. Recognize, however, that the degree of penetration is important in determining the quality of the weld.) (Catatan: demi kejelasan grafis, gambar-gambar di bawah ini tidak menunjukkan penetrasi logam las Mengenali, bagaimanapun, bahwa tingkat penetrasi adalah penting dalam menentukan kualitas melas..)
The perpendicular leg of the triangle is always drawn on the left side of the symbol, regardless of the orientation of the weld itself. Kaki tegak lurus dari segitiga selalu digambar di sisi kiri simbol, terlepas dari orientasi dari las itu sendiri. The leg size is written to the left of the weld symbol. Ukuran kaki ditulis di sebelah kiri simbol las. If the two legs of the weld are to be the same size, only one dimension is given; if the weld is to have unequal legs (much less common than the equal-legged weld), both dimensions are given and there is an indication on the drawing as to which leg is longer. Jika dua kaki pengelasan harus ukuran yang sama, hanya satu dimensi diberikan, jika pengelasan adalah untuk memiliki kaki yang tidak setara (kurang umum daripada lasan sama berkaki), kedua dimensi diberikan dan ada indikasi pada gambar untuk yang kaki lebih panjang.

The length of the weld is given to the right of the symbol. Panjang lasan diberikan di sebelah kanan simbol.
If no length is given, then the weld is to be placed between specified dimension lines (if given) or between those points where an abrupt change in the weld direction would occur (like at the end of the plates in the example above). Jika panjang tidak diberikan, maka lasan harus ditempatkan di antara garis dimensi tertentu (jika diketahui) atau antara titik-titik di mana perubahan mendadak pada arah lasan akan terjadi (seperti pada akhir pelat dalam contoh di atas).
For intermittent welds, the length of each portion of the weld and the spacing of the welds are separated by a dash (length first, spacing second) and placed to the right of the fillet weld symbol. Untuk lasan intermiten, panjang setiap bagian las dan jarak lasan dipisahkan oleh tanda strip (panjang pertama, jarak kedua) dan ditempatkan di sebelah kanan simbol las filet.

Notice that the spacing, or pitch , is not the clear space between the welds, but the center-to-center (or end-to-end) distance. Perhatikan bahwa jarak, atau pitch, bukan ruang yang jelas antara las, tetapi pusat-ke-pusat (atau end-to-end) jarak.
For more information, see ANSI/AWS A2.4, Symbols for Welding and Nondestructive Testing. Untuk informasi lebih lanjut, lihat ANSI / AWS A2.4, Simbol untuk las dan tak rusak Pengujian.

Mengartikan Simbol Weld When welds are specified on engineering and fabrication drawings, a cryptic set of symbols is used as a sort of shorthand for describing the type of weld, its size, and other processing and finishing information. Ketika pengelasan ditentukan pada gambar teknik dan fabrikasi, satu set samar dari simbol digunakan sebagai semacam singkatan untuk menggambarkan jenis las, ukuran, dan pengolahan lain dan informasi finishing. The purpose of this page is to introduce you to the common symbols and their meaning. Tujuan dari halaman ini adalah untuk memperkenalkan Anda ke simbol umum dan maknanya. The complete set of symbols is given in a standard published by the American National Standards Institute and the American Welding Society : Set lengkap simbol diberikan dalam standar yang dipublikasikan oleh American National Standards Institute dan American Welding Society :
ANSI/AWS A2.4, Symbols for Welding and Nondestructive Testing. ANSI / AWS A2.4, Simbol untuk las dan Pengujian tak rusak.
Our thanks to Dr. Kent L. Johnson, past Chairman of the AWS Chicago Section, for his many helpful comments on the content of our welding pages. Terima kasih kepada Dr Kent L. Johnson, Ketua masa lalu dari AWS Chicago Bagian, karena banyak komentar-nya sangat membantu pada isi halaman pengelasan kami.
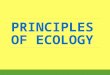
The structure of the welding symbol Struktur simbol las
The horizontal line--called the reference line --is the anchor to which all the other welding symbols are tied. Garis horizontal - disebut garis referensi - adalah jangkar yang semua simbol pengelasan lainnya terikat. The instructions for making the weld are strung along the reference line. Petunjuk untuk membuat pengelasan adalah halus sepanjang garis referensi. An arrow connects the reference line to the joint that is to be welded. Tanda panah menghubungkan garis referensi untuk sambungan yang akan dilas. In the example above, the arrow is shown growing out of the right end of the reference line and heading down and to the right, but many other combinations are allowed. Dalam contoh di atas, panah ditampilkan tumbuh keluar dari ujung kanan garis referensi dan menuju ke bawah dan ke kanan, tetapi kombinasi lainnya yang diperbolehkan.

Quite often, there are two sides to the joint to which the arrow points, and therefore two potential places for a weld. Cukup sering, ada dua sisi sendi yang titik panah, dan karena itu dua tempat potensial untuk mengelas. For example, when two steel plates are joined together into a T shape, welding may be done on either side of the stem of the T. Sebagai contoh, ketika dua pelat baja yang bergabung bersama-sama menjadi bentuk T, pengelasan dapat dilakukan di kedua sisi batang T.
The weld symbol distinguishes between the two sides of a joint by using the arrow and the spaces above and below the reference line. Simbol pengelasan membedakan antara kedua sisi bersama dengan menggunakan tanda panah dan spasi di atas dan di bawah garis referensi. The side of the joint to which the arrow points is known (rather prosaically) as the arrow side , and its weld is made according to the instructions given below the reference line. Sisi dari sendi yang panah menunjuk dikenal (bukan dgn biasa saja) sebagai sisi panah, dan las yang dibuat sesuai dengan petunjuk yang diberikan di bawah garis referensi. The other side of the joint is known (even more prosaically) as the other side , and its weld is made according to the instructions given above the reference line. Sisi lain dari sendi dikenal (bahkan lebih dgn biasa saja) sebagai sisi lain, dan las yang dibuat sesuai dengan petunjuk yang diberikan di atas garis referensi. The below=arrow and above=other rules apply regardless of the arrow's direction. Di bawah panah = dan di atas aturan lain = berlaku terlepas panah arah.
The flag growing out of the junction of the reference line and the arrow is present if the weld is to be made in the field during erection of the structure. Bendera yang tumbuh di persimpangan dari garis referensi dan panah hadir jika lasan akan dilakukan di lapangan selama ereksi struktur. A weld symbol without a flag indicates that the weld is to be made in the shop. Sebuah simbol las tanpa bendera menunjukkan bahwa pengelasan akan dilakukan di toko. In older drawings, a field weld may be denoted by a filled black circle at the junction between the arrow and the reference line. Dalam gambar yang lebih tua, lasan lapangan mungkin ditandai dengan lingkaran hitam diisi pada persimpangan antara tanda panah dan garis referensi.
The open circle at the arrow/reference line junction is present if the weld is to go all around the joint, as in the example below. Lingkaran terbuka di persimpangan / panah referensi line hadir jika las adalah pergi semua sekitar sendi, seperti pada contoh di bawah ini.

The tail of the weld symbol is the place for supplementary information on the weld. Ekor simbol las adalah tempat untuk informasi tambahan dari melas. It may contain a reference to the welding process, the electrode, a detail drawing, any information that aids in the making of the weld that does not have its own special place on the symbol. Hal ini mungkin berisi referensi ke proses pengelasan, elektroda, gambar detail, setiap informasi yang membantu dalam pembuatan lasan yang tidak memiliki tempat tersendiri di simbol.
Types of welds and their symbols Jenis pengelasan dan simbol mereka
Each type of weld has its own basic symbol, which is typically placed near the center of the reference line (and above or below it, depending on which side of the joint it's on). Setiap jenis las memiliki simbol sendiri dasar, yang biasanya ditempatkan di dekat pusat garis referensi (dan di atas atau di bawah itu, tergantung pada sisi mana dari sendi itu pada). The symbol is a small drawing that can usually be interpreted as a simplified cross-section of the weld. Simbol adalah gambar kecil yang biasanya dapat ditafsirkan sebagai penampang sederhana-yang melas. In the descriptions below, the symbol is shown in both its arrow-side and other-side positions. Dalam deskripsi di bawah ini, simbol akan ditampilkan di kedua sisi-panah dan posisi lain sisi.
Fillet welds Filet lasan
Groove welds Groove lasan Plug welds and slot welds Plug las dan las
slot

Bolt Kepala Dimensi The strength of a bolt is determined by its diameter and the strength of the material from which it is made. Kekuatan baut yang ditentukan oleh diameter dan kekuatan bahan dari yang dibuat. Minimum material strengths for various grades of bolts are given in a related page . kekuatan material minimum untuk berbagai kelas baut diberikan dalam sebuah halaman terkait . Here, we deal with the diameter. Di sini, kita berurusan dengan diameter.
It may seem that the determination of a bolt's diameter is a simple matter of measurement, and this is indeed the case when the shank is exposed. Hal ini mungkin tampak bahwa penentuan diameter baut adalah masalah sederhana pengukuran, dan ini memang kasus ketika tangkai terkena. In many cases, however, the shank is hidden, and the engineer who is charged with determining the strength of the bolted joint must infer the bolt's diameter from the size of its head. Dalam banyak kasus, bagaimanapun, pisau yang tersembunyi, dan insinyur yang bertugas menentukan kekuatan sambungan baut harus menyimpulkan diameter baut dari ukuran kepalanya. Fortunately, there are standards that govern the relationship between bolt size and head size. Untungnya, ada standar yang mengatur hubungan antara ukuran baut dan ukuran kepala. The following tables are based on information in Tabel berikut berdasarkan informasi
ANSI B18.2.1 (Square, Hex, and Heavy Hex) ANSI B18.2.1 (Square, Hex, dan Hex Heavy) ASTM A325 and A490 (High Strength Structural) ASTM A325 dan A490 (Kekuatan Tinggi
Struktural) AISC Manual of Steel Construction (all) AISC Manual Konstruksi Baja (semua)
Square Heads Square Kepala
D D F F C C H H
1/4 1 / 4 3/8 3 / 8 1/2 1 / 2 3/16 3 / 16
3/8 3 / 8 9/16 9 / 16 13/16 13/16 1/4 1 / 4
1/2 1 / 2 3/4 3 / 4 1-1/16 1-1/16 5/16 5 / 16

5/8 5 / 8 15/16 15/16 1-5/16 1-5/16 7/16 7 / 16
3/4 3 / 4 1-1/8 1-1/8 1-9/16 1-9/16 1/2 1 / 2
7/8 7 / 8 1-5/16 1-5/16 1-7/8 1-7/8 5/8 5 / 8
1 1 1-1/2 1-1/2 2-1/8 2-1/8 11/16 11/16
1-1/8 1-1/8 1-11/16 1-11/16 2-3/8 2-3/8 3/4 3 / 4
1-1/4 1-1/4 1-7/8 1-7/8 2-5/8 2-5/8 7/8 7 / 8
1-3/8 1-3/8 2-1/16 2-1/16 2-15/16 2-15/16 15/16 15/16
1-1/2 1-1/2 2-1/4 2-1/4 3-3/16 3-3/16 1 1
All dimensions in inches Semua dimensi dalam inci
Hex Heads Kepala Hex
D D F F C C H H
1/4 1 / 4 7/16 7 / 16 1/2 1 / 2 3/16 3 / 16
3/8 3 / 8 9/16 9 / 16 5/8 5 / 8 1/4 1 / 4
1/2 1 / 2 3/4 3 / 4 7/8 7 / 8 3/8 3 / 8
5/8 5 / 8 15/16 15/16 1-1/16 1-1/16 7/16 7 / 16
3/4 3 / 4 1-1/8 1-1/8 1-5/16 1-5/16 1/2 1 / 2
7/8 7 / 8 1-5/16 1-5/16 1-1/2 1-1/2 9/16 9 / 16
1 1 1-1/2 1-1/2 1-3/4 1-3/4 11/16 11/16

1-1/8 1-1/8 1-11/16 1-11/16 1-15/16 1-15/16 3/4 3 / 4
1-1/4 1-1/4 1-7/8 1-7/8 2-3/16 2-3/16 7/8 7 / 8
1-3/8 1-3/8 2-1/16 2-1/16 2-3/8 2-3/8 15/16 15/16
1-1/2 1-1/2 2-1/4 2-1/4 2-5/8 2-5/8 1 1
1-3/4 1-3/4 2-5/8 2-5/8 3 3 1-3/16 1-3/16
2 2 3 3 3-7/16 3-7/16 1-3/8 1-3/8
2-1/4 2-1/4 3-3/8 3-3/8 3-7/8 3-7/8 1-1/2 1-1/2
2-1/2 2-1/2 3-3/4 3-3/4 4-5/16 4-5/16 1-11/16 1-11/16
2-3/4 2-3/4 4-1/8 4-1/8 4-3/4 4-3/4 1-13/16 1-13/16
3 3 4-1/2 4-1/2 5-3/16 5-3/16 2 2
3-1/4 3-1/4 4-7/8 4-7/8 5-5/8 5-5/8 2-3/16 2-3/16
3-1/2 3-1/2 5-1/4 5-1/4 6-1/16 6-1/16 2-5/16 2-5/16
3-3/4 3-3/4 5-5/8 5-5/8 6-1/2 6-1/2 2-1/2 2-1/2
4 4 6 6 6-15/16 6-15/16 2-11/16 2-11/16
All dimensions in inches Semua dimensi dalam inci
Heavy Hex Heads Hex Kepala Berat
D D F F C C H H
1/2 1 / 2 7/8 7 / 8 1 1 3/8 3 / 8

5/8 5 / 8 1-1/16 1-1/16 1-1/4 1-1/4 7/16 7 / 16
3/4 3 / 4 1-1/4 1-1/4 1-7/16 1-7/16 1/2 1 / 2
7/8 7 / 8 1-7/16 1-7/16 1-11/16 1-11/16 9/16 9 / 16
1 1 1-5/8 1-5/8 1-7/8 1-7/8 11/16 11/16
1-1/8 1-1/8 1-13/16 1-13/16 2-1/16 2-1/16 3/4 3 / 4
1-1/4 1-1/4 2 2 2-5/16 2-5/16 7/8 7 / 8
1-3/8 1-3/8 2-3/16 2-3/16 2-1/2 2-1/2 15/16 15/16
1-1/2 1-1/2 2-3/8 2-3/8 2-3/4 2-3/4 1 1
1-3/4 1-3/4 2-3/4 2-3/4 3-3/16 3-3/16 1-3/16 1-3/16
2 2 3-1/8 3-1/8 3-5/8 3-5/8 1-3/8 1-3/8
2-1/4 2-1/4 3-1/2 3-1/2 4-1/16 4-1/16 1-1/2 1-1/2
2-1/2 2-1/2 3-7/8 3-7/8 4-1/2 4-1/2 1-11/16 1-11/16
2-3/4 2-3/4 4-1/4 4-1/4 4-15/16 4-15/16 1-13/16 1-13/16
3 3 4-5/8 4-5/8 5-5/16 5-5/16 2 2
All dimensions in inches Semua dimensi dalam inci
High Strength Structural Bolts Kekuatan Tinggi Baut Struktural
D D F F H H
1/2 1 / 2 7/8 7 / 8 5/16 5 / 16

5/8 5 / 8 1-1/16 1-1/16 25/64 25/64
3/4 3 / 4 1-1/4 1-1/4 15/32 15/32
7/8 7 / 8 1-7/16 1-7/16 35/64 35/64
1 1 1-5/8 1-5/8 39/64 39/64
1-1/8 1-1/8 1-13/16 1-13/16 11/16 11/16
1-1/4 1-1/4 2 2 25/32 25/32
1-3/8 1-3/8 2-3/16 2-3/16 27/32 27/32
1-1/2 1-1/2 2-3/8 2-3/8 15/16 15/16
All dimensions in inches Semua dimensi dalam inci
Bolt Hex Head Penandaan The strength and type of steel used in a bolt is supposed to be indicated by a raised mark on the head of the bolt. Kekuatan dan jenis baja yang digunakan dalam sebuah baut seharusnya ditunjukkan dengan tanda dibangkitkan, pada kepala baut. The type of mark depends on the standard to which the bolt was manufactured. Jenis tanda tergantung pada standar yang baut diproduksi. Most often, bolts used in machinery are made to SAE standard J429, and bolts used in structures are made to various ASTM standards. Paling sering, baut yang digunakan dalam mesin yang dibuat untuk SAE J429 standar, dan baut yang digunakan dalam struktur yang dibuat untuk berbagai ASTM standar. The tables below give the head markings and some of the most commonly-needed information concerning the bolts. Tabel di bawah ini memberikan tanda kepala dan beberapa informasi yang paling sering dibutuhkan mengenai baut. For further information, see the appropriate standard. Untuk informasi lebih lanjut, lihat standar yang sesuai.
SAE Bolt Designations SAE Bolt Penunjukan
SAE Size Ukuran Tensile Tarik Material Material Head marking

SAE Grade Kelas No. No range jarak
strength, kekuatan,
ksi ksi Kepala menandai
1 1
2 2
1/4 thru 1-1/2 1 / 4 sampai 1-1/2
1/4 thru 3/4 1 / 4 sampai 3 / 4
7/8 thru 1-1/2 7 / 8 melalui 1-1/2
60 60
74 74 60 60
Low or medium Rendah atau menengah
carbon steel baja karbon
5 5 1/4 thru 1 1 / 4 sampai 1
1-1/8 thru 1-1/2 1-1/8 melalui 1-1/2
120 120 105 105
Medium carbon steel, Sedang baja karbon, quenched & tempered dipadamkan & marah
5.2 5.2 1/4 thru 1 1 / 4 sampai 1
120 120 Low carbon Karbon rendah
martensite steel, martensit baja,
quenched & tempered dipadamkan & marah
7 7 1/4 thru 1-1/2 1 / 4 sampai 1-1/2
133 133 Medium carbon Sedang karbon
alloy steel, paduan baja, quenched & tempered dipadamkan & marah
8 8 1/4 thru 1-1/2 1 / 4 sampai 1-1/2
150 150 Medium carbon Sedang karbon
alloy steel, paduan baja, quenched & tempered dipadamkan & marah
8.2 8.2 1/4 thru 1 1 / 4 sampai 1
150 150 Low carbon Karbon rendah
martensite steel, martensit baja,
quenched & tempered dipadamkan & marah
ASTM Bolt Designations ASTM Bolt Penunjukan

ASTM ASTM standard standar
Size Ukuran range jarak
Tensile Tarik
strength, kekuatan,
ksi ksi Material Material Head marking
Kepala menandai
A307 A307 1/4 thru 4 1 / 4 sampai 4
60 60 Low carbon steel Baja karbon rendah
A325 A325 Type 1 Tipe
1
1/2 thru 1 1 / 2 sampai 1
1-1/8 thru 1-1/2 1-1/8 melalui 1-1/2
120 120 105 105
Medium carbon steel, Sedang baja karbon, quenched & tempered dipadamkan & marah
A325 A325 Type 2 Tipe
2
1/2 thru 1 1 / 2 sampai 1
1-1/8 thru 1-1/2 1-1/8 melalui 1-1/2
120 120 105 105
Low carbon Karbon rendah
martensite steel, martensit baja,
quenched & tempered dipadamkan & marah
A325 A325 Type 3 Tipe
3
1/2 thru 1 1 / 2 sampai 1
1-1/8 thru 1-1/2 1-1/8 melalui 1-1/2
120 120 105 105
Weathering steel, Pelapukan baja,
quenched & tempered dipadamkan & marah
A449 A449 1/4 thru 1 1 / 4 sampai 1
1-1/8 thru 1-1/2 1-1/8 melalui 1-1/2 1-3/4 thru 3 1-3/4
melalui 3
120 120 105 105
90 90
Medium carbon steel, Sedang baja karbon, quenched & tempered dipadamkan & marah
A490 A490 Type 1 Tipe
1
1/4 thru 1-1/2 1 / 4 sampai 1-1/2
150 150 Alloy steel, Paduan baja, quenched & tempered dipadamkan & marah
A490 A490 Type 3 Tipe
3
1/4 thru 1-1/2 1 / 4 sampai 1-1/2
150 150 Weathering steel, Pelapukan baja,
quenched & tempered dipadamkan & marah

Often one will find "extra" marks on a bolt head--marks in addition to those shown above. Sering kali orang akan menemukan "ekstra" tanda di kepala baut - tanda di samping gambar di atas. Usually these marks indicate the bolt's manufacturer. Biasanya tanda ini mengindikasikan produsen baut itu.
ASTM A325 Type 2 bolts have been discontinued, but are included above because they can be found in existing structures. ASTM A325 Tipe 2 baut telah dihentikan, tetapi dimasukkan di atas karena mereka dapat ditemukan dalam struktur yang ada. Their properties can be important in failure investigations. sifat mereka dapat menjadi penting dalam penyelidikan kegagalan.
While the bolts shown above are among the most common in the US, the list is far from exhaustive. Sementara baut yang ditunjukkan di atas adalah yang paling umum di AS, daftar jauh dari lengkap. In addition to the other bolts covered by the SAE and ASTM standards, there are a host of international standards, of which ISO is perhaps the most well known. Selain baut lainnya yang tercakup oleh standar SAE dan ASTM, ada sejumlah standar internasional, dimana ISO adalah mungkin yang paling terkenal.
Tutorial perhitungan struktur baja
August 13th, 2010 |
medias emailing totals weld
struktur tutorials
bagaimana
Metode perhitungan struktur baja ini mengacu pada SNI 03-1729-2002.
Tipe – tipe Baja Struktural Beserta Propertiesnya
Jenis BajaTegangan putus minimum, fu (Mpa)
Tegangan leleh minimum, Fy (Mpa)
Peregangan Minimum (%)
BJ 34 340 210 22
BJ 37 370 240 20
BJ41 410 250 18
1

BJ 50 500 290 16
BJ 55 550 410 13
Perencanaan Struktur Baja yang memikul gaya tarik aksial
Simbol yang digunakan :
Nu = Gaya aksial ultimate (maksimum)
Nn = Gaya aksial nominal (gaya aksial ultimate yang telah dikalikan faktor koreksi)
Untuk memikul gaya aksial, ada 2 kondisi kritis yang menjadi acuan perhitungan, yaitu :
Kondisi Failure akibat kondisi leleh
Untuk kondisi ini, maka faktor koreksi yang digunakan adalah ɸ = 0.9 dan Nu =Ag.Fy, sehingga :
Nn = ɸ x Nu
Nn = 0.9 x Ag x Fy
Dimana : Ag = Luas kotor penampang Baja
Fy = Tegangan yield (leleh) baja.
Kondisi Failure akibat terjadinya Fraktur
Untuk kondisi ini, maka faktor koreksi yang digunakan adalah ɸ = 0.75 dan Nu =Ae.Fu sehingga :
Nn = ɸ x Nu
Nn = 0.75 x Ae x Fu
Dimana : Ae = Luas efektif penampang Baja
Fu = Tegangan ultimate baja.
Secara singkat, hitung saja nilai dari kedua rumus di atas dan diambil nilai yang terkecil. Permasalahan yang mungkin timbul adalah bagaimana menentukan luas kotor dan luas efektif dari suatu penampang. Luas kotor dan luas efektif mungkin timbul bila pada penampang terdapat sambungan yang mengurangi luasan penampang, misal sambungan baut.

Luas Bruto (Kotor) Penampang Baja.
Yang dimaksud dengan luas kotor penampang baja adalah luasan penampang baja total tanpa memperhitungkan adanya pengurangan luas penampang akibat lubang baut.
Luas Efektif Penampang Baja.
Yang dimaksud dengan luas efektif penampang baja adalah luasan penampang baja dikurangi dengan luasan penampang lubang untuk baut.
Melakukan perhitungan luas efektif Baja bergantung pada jenis – jenis sambungannya. Sambungan yang dapat digunakan antara lain sambungan baut dan sambungan las. Namun pada prinsipnya luas penampang efektif, Ae , besarnya adalah luas penampang total, A , dikalikan dengan faktor reduksi, U. Atau secara matematis ditulis sebagai berikut :
Ae = A x U
Untuk Sambungan Baut :
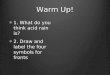
Pada prinsipnya jika terdapat beberapa lubang baut pada pelat, kita harus memperkirakan bentuk patahan yang mungkin terjadi. Contoh kasusnya seperti ini :
patahan 1-2-3
Dari gambar di atas, ada tiga buah lubang baut yaitu lubang 1 ,lubang 2 dan lubang 3. Model patahan yang mungkin muncul adalah 1 – 3, atau 1 – 2 – 3 (perhatikan jalur patahannya).
Rumus umum yang digunakan untuk kasus semacam ini adalah :
Ae = Ag – n x d x t – Σ (s2 x t/4u)
Untuk patahan 1 – 3, nilai s = 0 sehingga Ae = Ag – n x d x t.
Dimana : d adalah diameter lubang, t adalah tebal pelat dan n adalah banyaknya lubang baut.
Catatan : dalam SNI ditentukan bahwa luas total seluruh lubang baut tidak boleh melebihi 15% dari luas penampang utuh.

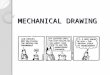
Untuk memahami darimana rumus ini diperoleh, kita harus mengamati penampang dari pelat tersebut. Bila digambarkan penampang pelat tersebut, kira-kira seperti ini :
Dari gambar penampang pelat di atas terlihat bahwa luas efektif pelat adalah luas kotor penampang baja dikurangi dengan luas lubang (daerah putus – putus, diasumsikan persegi panjang) yaitu sebesar n x d x t.
Untuk Sambungan Las (Welding)
Jika l > 2w, maka U = 1
Jika 2w > l > 1.5w, maka U = 0.87
Jika 1.5w > l > w, maka U = 0.75
Dimana l adalah panjang las dan w adalah lebar pelat.
Sekian tutorial singkat mengenai perhitungan kapasitas aksial (tarik) penampang Baja. Komentar dan kritik akan saya terima dengan terbuka
Untuk perhitungan baja, masih ada tentang kapasitas penampang untuk menerima gaya momen lentur, gaya tekan, dan kombinasi gaya. Untuk lebih jelasnya akan saya coba susun dalam tutorial berikutnya.
Salam,
Mordekhai Aruan